Module Techniques d‘usinage - Les bases - …€¦ · Les vitesses de coupe et le calcul des...
9
Formation professionnelle 5ème édition – Juin 2014 Art. n° 2403f Module Techniques d‘usinage - Les bases Index Techniques d‘usinage manuelles 9 Techniques d‘usinage mécaniques 41
Transcript of Module Techniques d‘usinage - Les bases - …€¦ · Les vitesses de coupe et le calcul des...

Formation professionnelle
5ème édition – Juin 2014
Art. n° 2403f
Module Techniques d‘usinage - Les bases
IndexTechniques d‘usinage manuelles 9Techniques d‘usinage mécaniques 41

4 © 2014 by SWISSMECHANIC
Techniques d‘usinage - Les bases
Formation professionnelle
IndexTechniques d‘usinage manuelles
Les outils d‘établi . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 9Les marteaux . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 9Les tournevis . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 9Les pinces . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 10Les clés pour vis et boulons . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 11
Les étaux . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 13Les types d‘étau et les accessoires . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 14
Les traçages, marquages et pointages . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 15Le traçage . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 15
Les outils de traçage . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 15Les moyens auxiliaires de traçage . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 16Le processus de traçage . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 16Les règles de travail . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 17
Le pointage . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 18Les pointeaux . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 18Les règles de travail . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 18
Le burinage . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 19Les types de burins . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 19
Les angles de coupe des burins . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 19
Le sciage . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 21Les scies à main . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 21
L‘avoyage de la denture . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 21L‘avoyage des lames de scie . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 21
La sélection de lames à scie . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 22Les règles de travail pour la scie à main . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 22
Le limage . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 23La forme des dents . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 24Les différents types de tailles . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 25Le nombre et les numéros des tailles . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 25Les règles de travail . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 26
Le pliage et le redressage (la déformation) . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 27Le rayon de pliage . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 27
Le choix du rayon de pliage . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 27

© 2014 by SWISSMECHANIC 5
Techniques d‘usinage - Les bases
Formation professionnelle
Le taraudage manuel . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 29Le choix des tarauds . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 29
Le perçage de l‘avant-trou . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 29Les jeux de tarauds manuels . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 30Procédé de travail pour les taraudages . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 31Les filières . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 31
La préparation du travail . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 32La planification et la préparation du travail . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 32La méthode en six étapes IPDRCE . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 32
Questions d‘examen . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 33

6 © 2014 by SWISSMECHANIC
Techniques d‘usinage - Les bases
Formation professionnelle
Techniques d‘usinage mécaniques
Les bases de l‘enlèvement des copeaux . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 41La géométrie et les angles de coupe des tranchants d‘outils . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 41
Les tranchants . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 41Les forces et les mouvements de l‘enlèvement des copeaux . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 42
Les forces sur les tranchants des outils . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 42Les angles de coupe . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 44
La formation de copeaux . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 47La formation de copeaux . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 47Le contrôle des copeaux . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 47Les types de copeaux . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 48Les formes de copeaux . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 48
Les matières de coupe . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 49Les aciers rapides (High Speed Steel HSS) . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 49Les métaux durs . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 50Les plaquettes réversibles . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 51Les liquides de refroidissement (et de lubrification) . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 52
Les champs d‘application . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 52Entretien et maintenance . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 53Elimination . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 53
Les vitesses de coupe et le calcul des fréquences de rotation . . . . . . . . . . . . . . . . . 55La formule pour le calcul de la fréquence de rotation . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 55Table des fréquences de rotation . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 56
Percer/chanfreiner/aléser/tarauder . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 57Le perçage . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 57
Vue d‘ensemble des différents procédés . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 57Les perceuses . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 58
Les perceuses d‘établi à table de coordonnées . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 58Les perceuses d‘établi avec variateur . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 58Le serrage des pièces . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 59Les mandrins à serrage rapide et les pinces de serrage . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 60
Les outils de perçage . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 61Les forets hélicoïdaux . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 61Les angles des forets hélicoïdaux . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 61Les différents outils de perçage . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 62
La définition du point zéro . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 64Les pinules (Zentrofix). . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 64Les palpeurs d‘arêtes 3D . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 64
Les procédés de perçage . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 65Le perçage . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 65Le chanfreinage et le chambrage . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 66L‘alésage . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 68

© 2014 by SWISSMECHANIC 7
Techniques d‘usinage - Les bases
Formation professionnelle
Le taraudage . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 71Les tarauds machine. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 71L‘usinage d‘un taraudage . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 73Le chanfreinage d‘un taraudage . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 74Table des filetages . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 74
Table des valeurs de coupe . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 75L‘affûtage de forets hélicoïdaux . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 76
L‘affûtage de la surface de dépouille. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 76Les erreurs d‘affûtage possibles . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 77
Entretien et soin des moyens de production . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 78
Questions d‘examen . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 79

© 2014 by SWISSMECHANIC 29
Techniques d‘usinage manuelles
Formation professionnelle
Le taraudage manuel
Le choix des tarauds
Le marché propose un grand nombre de tarauds adaptés aux divers besoins d’utilisation. Le choix du taraud adéquat dépend du type et de la profondeur du taraudage, du type de matériau et, non en dernier, s’il s’agit d’un usinage unique ou d’une production en série. Pour faire ce choix, les catalogues des fournisseurs seront d’une aide précieuse. Ils contiennent toutes les données techniques et indications d’utilisation.
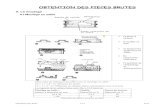
Pour les taraudages traversants, on utilise des tarauds avec une hélice à gauche. Le taraud pousse les copeaux de-vant lui et les expulse vers le bas. Pour les taraudages borgnes par contre, on utilise des tarauds avec une hélice à droite. Ainsi, les copeaux sont éva-cués par le haut.
C‘est le sens de rotation de l‘hélice qui détermine le sens de l‘évacuation des copeaux !
Le taraudage manuel
Le perçage de l‘avant-trou
Le taraudage n’est pas seulement un enlèvement de copeaux, mais il produit aussi une déformation. Les valeurs indi-catives pour les divers matériaux et diamètres de noyau peuvent être prélevées dans les tables de données.Lors du perçage d’avant-trous de taraudages borgnes, l’avant-trou doit être plus profond que la profondeur du tar-audage proprement dit afin de prendre en compte l’entrée de filetage du taraud (profondeur de l‘avant-trou borgne = longueur du taraudage + 0,7 x le diamètre de l‘avant-trou).Diamètre de l‘avant-trou = ∅ nominal moins le pas du taraudage (pour taraudages métriques).
Exemple M10
www.meinlehrmittel.ch
Les diamètres de l‘avant-trou pour le taraudage
hélice à gauche pour taraudages traversants hélice à droite pour
taraudages borgnes
90°
Ø10.4
Ø8.5

© 2014 by SWISSMECHANIC 57Formation professionnelle
Techniques d‘usinage mécaniques
Percer/chanfreiner/aléser/tarauder
Le perçage
Vue d‘ensemble des différents procédés
Le perçage est l’un des procédés les plus anciens connus. Dès l’âge de la pierre, des Hommes ont utilisé des outils de perçage. Selon DIN 8589, le perçage, l’alésage et le chanfreinage sont réunis dans un groupe de procédés d’enlèvement de copeaux. La formation des copeaux se fait avec des tranchants dont la géométrie est définie précisément. Pour la fabrication de formes percées, en général cylindriques - mais d’autres formes sont possibles - on utilise des forets hélicoïdaux, des fraises à chanfreiner, des tarauds et des alésoirs. Le graphique suivant donne une vue d’ensemble sur la classification des procédés de perçage.
mèc
he à
cen
trer
NC
mèc
he à
cen
trer
fore
t hél
icoï
dal
fore
t alé
seur
à 3
lèvr
es
fore
t à p
ivot
à fo
nd p
lat 1
80°
fore
t à p
ivot à
90°
Percer/chanfreiner/aléser/tarauder
Représentation des divers procédés de perçagefo
ret é
tagé
à fo
nd p
lat 1
80°
fore
t éta
gé à
90°
frai
se à
cha
nfre
iner
à 90
°
alés
oir
tara
ud
Le perçage peut être utilisé dans les procédés suivants :
Le perçage dans le matériau plein produit des trous à section circulaire avec une surface intérieure cylindrique.
perçage traversant perçage borgne amorçage préalésage(doit être amorcé)

© 2014 by SWISSMECHANIC 61Formation professionnelle
Techniques d‘usinage mécaniques
Les outils de perçage
Les forets hélicoïdaux
Pour les perçages dans le matériau plein, on utilise en général des forets hélicoïdaux. Les avantages suivants en font l’outil de perçage le plus utilisé :– des angles de coupe avantageux– diamètre constant après l’affûtage– facile à fixer– bon guidage dans la pièce– bonne évacuation des copeaux– bonne arrivée du liquide de refroidissement
Selon le matériau à usiner, les commerces proposent des types de forets avec 3 angles de coupe ou d’hélice différents.Type N pour matériaux normaux, p. ex. acier de constructionType W pour matériaux tendres, p. ex. aluminium Type H pour matériaux durs/friables, p. ex. laiton
Les angles des forets hélicoïdaux
55°âme (tranchant transversal)
détalonnage
rainure d‘évacuation
A
diamètre dégagé k, section
minimaledu foret
diam
ètre
no
min
al d
� = angle du tranchant transversal
�
Les désignations
arête de tranchant listel
j
tranchant principal
tranchant secondaire
face de dépouille
angle depointe
face de dégagement
A partir d’une épaisseur de section du ø 12, il est nécessaire de percer une ébauche de k.
� gamma = angle de coupe / d‘hélice� béta = angle de taillant� alpha = angle de dépouilleφ phi = angle de pointe� psi = angle de l‘âme
� = angle de dépouille� = angle de taillant� = angle de coupe
�
55°�
âme àpointe amincie
�
�
Percer/chanfreiner/aléser/tarauder

© 2014 by SWISSMECHANIC 79Formation professionnelle
Techniques d‘usinage mécaniques
Questions d‘examen
Questions d‘examen
45. De combien de degrés est l’angle de pointe sur un foret hélicoïdal pour l’acier ?
A o 140° B o 118° C o 80° D o 130° E o 108°
46. Pourquoi faut-il chanfreiner les avant-trous de filetage ? Pour que ...
A o les copeaux ne se coincent pas. B o la sortie du filetage soit plus courte. C o ce soit plus facile à lubrifier. D o l’on puisse tarauder des filetages dans des trous borgnes. E o pour que le taraud amorce mieux.
47. Pourquoi alèse-t-on les perçages avec des alésoirs ?
A o A cause de la grande performance d’enlèvement de copeaux des alésoirs. B o Pour produire des alésages fins, précis. C o Parce que les alésoirs sont des outils robustes et bon marché. D o Le temps d’usinage est plus court par rapport au perçage ou tournage. E o Pour pouvoir travailler avec des données techniques élevées.
48. Pourquoi les alésoirs doivent-ils posséder un nombre pair de tranchants et une denture inégale ?
A o A cause de la rotation à l’envers. C o Pour permettre des fréquences de rotation plus élevées. D o Pour obtenir une plus grande précision du diamètre et une diminution des broutages. E o Pour permettre des avances plus grandes.
49. Jusqu’à quel diamètre les perçages traversants et borgnes peuvent-ils être percés directe-ment dans le matériau plein ? Jusqu‘à environ :
A o 8 mm B o 10 mm C o 12 mm D o 15 mm