
Modified Zincex process: the clean, safe and profitable solution to the zinc secondaries treatment
15
Resources, Conservation and Recycling, 10 (1994) 43-57 43 Elsevier Science B.V. Modified Zincex Process: the clean, safe and profitable solution to the zinc secondaries treatment G. Diaz and D. Martin Tdcnicas Reunidas, S.A., Madrid, Spain ABSTRACT In the Western World, zinc is mainly used in fields as Hot Dip Galvanizing (48%), Zinc-Base Alloys (13%), Brass and Bronzes (19%), Chemicals (10%) and Others (10%). The impure residues pro- duction from these industrial activities, zinc secondary residues, is continuously increasing and its treatment is each day more necessary. The zinc contained in some of these zinc secondaries such as Galvanizing ashes (64-72%), zinc oxides from the Waelz Process (48-60%), Electric Arc Furnace Dust (EAFD) (22-37%) and Cu/ Zn oxides from foundries (35-50%) is a good value for processing such zinc secondaries. Pyrometal- lurgy and conventional zinc recovery technology are not trouble-free processes for them. Impurities impair performance and cause environmentalproblems. The Modified Zincex Process is a hydrometallurgical process that takes advantage of the Zincex Process long ago used in two industrial plants. The Modified Zincex Process is a modification and simplification of the former process using atmospheric leaching, solvent extraction and conventional electrowinning, in order to resolve impurity difficulties and recover zinc ingots SHG (99.99%). This paper deals with the main results of an experimental programme aiming at the demonstration of the suitabilityof the process to several feed materials. Waelz Oxides, Galvanizingashes and EAFD coming from different European sources were tested during laboratory and continuous pilot plant campaigns. High Zinc recovery, low reagents and utilities consumption and effluents meeting EC and EPA waste regulations were confirmed. The paper also includes the main results of a feasibility study of an industrial 'base case'. A mixed raw material and 20 000 t per year of zinc ingots production were chosen. The SHG zinc recovery from secondary raw material by means of the clean, safe and profitable Modified Zincex Process has been demonstrated. INTRODUCTION The Directorate General XII: Science, Research and Development of The Commission of the European Communities (EC) together with the Iberian Peninsula countries have been studied the zinc secondary residues situation. Correspondence to: G. Diaz, T6cnicas Reunidas, S.A., Sierra Nevada 16, Po. Ind. San Fernando II, 28850 Torrejon, Madrid, Spain. 0921-3449/94/$07.00 © 1994 Elsevier ScienceB.V. All rights reserved.
Transcript of Modified Zincex process: the clean, safe and profitable solution to the zinc secondaries treatment

Resources, Conservation and Recycling, 10 (1994) 43-57 43 Elsevier Science B.V.
Modified Zincex Process: the clean, safe and profitable solution to the zinc secondaries
treatment
G. Diaz and D. Martin Tdcnicas Reunidas, S.A., Madrid, Spain
ABSTRACT
In the Western World, zinc is mainly used in fields as Hot Dip Galvanizing (48%), Zinc-Base Alloys (13%), Brass and Bronzes (19%), Chemicals (10%) and Others (10%). The impure residues pro- duction from these industrial activities, zinc secondary residues, is continuously increasing and its treatment is each day more necessary.
The zinc contained in some of these zinc secondaries such as Galvanizing ashes (64-72%), zinc oxides from the Waelz Process (48-60%), Electric Arc Furnace Dust (EAFD) (22-37%) and Cu/ Zn oxides from foundries (35-50%) is a good value for processing such zinc secondaries. Pyrometal- lurgy and conventional zinc recovery technology are not trouble-free processes for them. Impurities impair performance and cause environmental problems.
The Modified Zincex Process is a hydrometallurgical process that takes advantage of the Zincex Process long ago used in two industrial plants. The Modified Zincex Process is a modification and simplification of the former process using atmospheric leaching, solvent extraction and conventional electrowinning, in order to resolve impurity difficulties and recover zinc ingots SHG (99.99%).
This paper deals with the main results of an experimental programme aiming at the demonstration of the suitability of the process to several feed materials. Waelz Oxides, Galvanizing ashes and EAFD coming from different European sources were tested during laboratory and continuous pilot plant campaigns. High Zinc recovery, low reagents and utilities consumption and effluents meeting EC and EPA waste regulations were confirmed. The paper also includes the main results of a feasibility study of an industrial 'base case'. A mixed raw material and 20 000 t per year of zinc ingots production were chosen.
The SHG zinc recovery from secondary raw material by means of the clean, safe and profitable Modified Zincex Process has been demonstrated.
INTRODUCTION
The Directorate General XII: Science, Research and Development of The Commission of the European Communities (EC) together with the Iberian Peninsula countries have been studied the zinc secondary residues situation.
Correspondence to: G. Diaz, T6cnicas Reunidas, S.A., Sierra Nevada 16, Po. Ind. San Fernando II, 28850 Torrejon, Madrid, Spain.
0921-3449/94/$07.00 © 1994 Elsevier Science B.V. All rights reserved.

44 G. D~s,Z AND D. MART~[N
The zinc residues production is continuously increasing and its treatment is each day more necessary. The conventional technologies of primary produc- tion and residue treatment have some of the following major problems: - technical problems: low zinc recovery, magnesium control in the electro-
lyte, fluorine and chlorine impurities, and low zinc quality; - environmental problems of the effluents, i.e. gases, liquids or solids: high
quantity, and harmful impurities; and - economical problems: high energy consumption, and huge plant capacity.
The Modified Zincex Process, a Spanish process, is selected in the EC study as the best solution for the secondary residues treatment regarding to the tech- nical, economical and ecological areas. It is a hydrometallurgical process with low capital and operating costs, and it is able to produce SHG zinc (99.99%), with high overall zinc recovery.
This possibility is a good solution to companies with residues as: - Hot Galvanizing Ashes - Waelz Oxides - Electric Arc Furnace Dusts (EAFD) - Brass and Bronzes Ashes - Other.
SECONDARY ZINC RESIDUES SITUATION AND ITS PRESENT TREATMENT
The major uses and trends of zinc in the Western World are distributed at present as listed in Table I. The global zinc consumption in Western World is 5.3 million t width an increasing rate of 2.3% per year for the next 10 years, and the production capacity is 5.6 million t.
Each use of zinc produces a kind of zinc residues in different proportions and characteristics. The global zinc recycling rate is near to 30% of the zinc consumption. The recycling rate is high, specially for galvanizing, brass and die-casting, but the recycling of the relevant products produce more residues and decrease the yield o f i ts original process.
The environmental classification of these residues will be, in general, haz- ardous. The need of the treatment of these residues is, therefore, increasing.
The processes can be summarized as in Table 2. The conventional zinc re-
TABLE1
Major uses and trends of zinc in the Western World
Galvanizing 48% (increasing) Brass and Bronzes 19% (decreasing) Zinc-Based Alloys 13% (decreasing) Chemicals 10% (permanent) Others 10% (permanent)

MODIFIED ZINCEX PROCESS
TABLE 2
Processes for the treatment of zinc residues
45
Pyrometallurgy Hydrometallurgy
High zinc contained Electrothermic processes
Medium zinc contained Imperial Smelting Furnace (ISF)
Low zinc residues QSL Waelz HTR SKF Plasma, Tetronic, and Electrothermic processes
Zincex process Hematite process Cebedeau-caustic leach process Cenim-Lneti process
covery process could not treat the secondary materials without serious im- purity problems in the electrowinning section, impairing performance. The Modified Zincex Process resolves these problems because the extremely high selectivity of the solvent extraction circuit used for purification purposes.
The processes for the treatment of Zn-containing residues are normally py- rometaUurgical processes because they have undergone more development. A technical and economical study of some possible processes shows that the Modified Zincex Process has advantages over other pyrometallurgical and conventional ways of treatment in the following aspects: - Higher Zinc Recovery - Better Plant Flexibility - Better Zinc Quality - Better Ratio Profit/Investment - No problems regarding Fluorine, Chlorine and Magnesium - Environmentally Safer.
MODIFIED ZINCEX PROCESS
With the industrial Zincex Process experience mentioned before, Trcnicas Reunidas, S.A. developed the Modified Zincex Process, which is being exper- imentally confirmed in a EC Research Project called 'Recuperation of Zinc From Secondary Materials' in collaboration with two other European Companies.
The main work comprises an experimental laboratory and pilot plant tests in order to confirm the technical viability of the Modified Zincex Process. In addition, an economical feasibility study will be performed.
Besides, a bibliographic and direct compilation of data about zinc prod- ucts, zinc residues, several statistics, possible alternative processes and their technical and economical information available, environmental European
46 G. D[AZ AND D. MARTIN
legislation, etc. has been used for comparison and process development purposes.
Process fundamentals and description
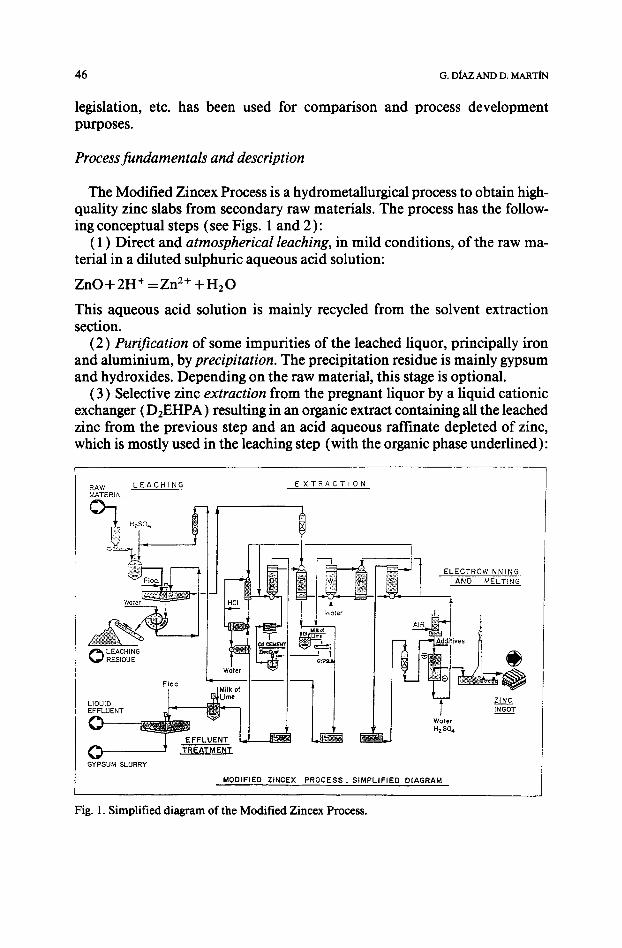
The Modified Zincex Process is a hydrometallurgical process to obtain high- quality zinc slabs from secondary raw materials. The process has the follow- ing conceptual steps (see Figs. 1 and 2 ):
(1) Direct and atmospherical leaching, in mild conditions, of the raw ma- terial in a diluted sulphuric aqueous acid solution:
ZnO + 2H + = Zn 2 + + H20
This aqueous acid solution is mainly recycled from the solvent extraction section.
(2) Purification of some impurities of the leached liquor, principally iron and aluminium, by precipitation. The precipitation residue is mainly gypsum and hydroxides. Depending on the raw material, this stage is optional.
(3) Selective zinc extraction from the pregnant liquor by a liquid cationic exchanger (D2EHPA) resulting in an organic extract containing all the leached zinc from the previous step and an acid aqueous raffinate depleted of zinc, which is mostly used in the leaching step (with the organic phase underlined):
RAW L E A C H I N G MATER;AL
HzSO <
~1~ LEACHING RESIDUE
F loe J AMi lk of
I l~,LIrae I LIQUID ~ I EFFLUENT ~ ~- l
,---,
GYPSUM SLURRY
MODIFIED ZINCEX
E X T R A C T I O N
¥,'ater _L__ Uml
[
AIR
Water HzSO4
P R O C E S S . S IMPL IF IED D(AGRAM
Fig. 1. Simplif ied diagram of the Modif ied Zincex Process.
ELECTROW I N N I N G AND MELTING
zm__& INGOT

MODIFIED ZINCEX PROCESS 47
Z I N C - A C I D TRANSFER Z I N C
RAW I~:~ ~ CATHODIC MATERIAL ZINC
RESIDUE A C I D DIRECT CURRENT
Fig. 2. Conceptual process diagram.
2 R H + Z n 2+ = R 2 Z n + 2 H +
Then, in above steps, a closed aqueous circuit is established, fulfilling the fol- lowing tasks: (a) transferring the zinc from the solid fed to the organic solu- tion, through the aqueous phase; and (b) transferring the corresponding acid- ity from the organic solution to the leaching operation, through the aqueous phase. A small fraction from this aqueous circuit is bled-off in order to re- move soluble impurities such as cadmium, chloride, fluoride, magnesium, etc. The treatment of this bleed stream will be described later.
(4) The next step is the zinc stripping from the organic extract by means of the high acidity of the zinc spent electrolyte:
R2 Zn + 2H + = 2RH + Z n 2 +
In this step, both a loaded electrolyte of high purity, and an organic raffinate are produced, the latter being recycled back to the previous extraction step.
Thus, a closed organic circuit is established, fulfilling the following two tasks: (a) transferring selectively the leached zinc from the pregnant liquor to the electrolyte; and (b) transferring the corresponding acidity from the electro- lyte to the aqueous raffinate. The organic solvent extracts also iron traces from the pregnant liquor. Therefore, a small auxiliary facility is included, where a minute fraction of the organic solution is treated with hydrochloric acid for iron removal avoiding iron building-up in the organic solvent.
(5) The last step of the process is the electrodeposition of zinc on alumin- ium cathodes from the loaded electrolyte, with the production of an acidic spent electrolyte which is recycled back to the previous stripping step:
Z n 2+ + H 2 0 = Z n + 2 H + + ½02
Thus, a close electrolyte circuit is established, fulfilling the following two tasks: (a) transferring the zinc from the organic extract to the electrowinning

48 G. DIAZ AND D. MARTIN
operation; transferring the corresponding acidity generated by the electrolysis of zinc to the organic raffinate.
From this electrolyte circuit, a small fraction is bled-off and sent to the leaching circuit with the following two objectives: (a) to avoid the building- up of trace impurities in the electrolyte close circuit; and (b) to provide sul- phate ions to the leaching aqueous circuit.
Electrowinning operation and the melting and casting units are almost con- ventional technologies. SHG zinc (99.99%) is produced as commercial slabs.
The bleed stream of aqueous raffinate from the solvent extraction step con- stitutes the only liquid effluent that is produced in this process, whose treat- ment is also included as follows: - Neutralization of the free acidity by ground limestone. A clean, white, and
very crystalline gypsum is produced. - Cadmium and heavy metals cementation by zinc dust. A cadmium cement
by-product is obtained. - Depletion of zinc using the same organic in order to minimize zinc losses. - Final treatment with milk of lime to remove the last traces of heavy metals
and to fulfill disposal specifications prior to discharge it.
In the above description of the process, three main circuits have been estab- lished, which might be identified as follows: (a) aqueous solution between leaching and solvent extraction; (b) organic solution between solvent extrac- tion and stripping; and (c) zinc electrolyte between stripping and electrow- inning. By means of these three circuits, the zinc content of the raw material is solubilized, is selectively transferred by the organic solvent to electrowin- ning, and is finally electrodeposited as metallic zinc. At the same time and in opposite direction the acidity generated in the electrolysis process is, in turn, transferred by the organic solution to leaching, where it is used to neutralize the raw material fed.
Experimental tests and pilot plant results
Samples of materials and answers to a questionnaire were received from more than 50 European industrial companies. Samples characterization and laboratory tests of these samples showed the following four main groups, range of concentrations, and typical zinc leaching behaviour in the Modified Zincex conditions of the zinc secondary materials.
Table 3 shows the concentration ranges of the major components and leaching behaviour (Modified Zincex Process conditions standard test: at- mospheric leaching with H2804 0.5 N at 40 ° C, 1 hour and pH 2 ) of the four main zinc secondary materials.
Chosen samples were used in pilot plant testing. Several runs were carried

MODIFIED ZINCEX PROCESS 49
TABLE 3
Concentration ranges of the major components and zinc yield (%) of the four main zinc secondary materials
Zn Pb Fe Cu CI - Zn yield
Galvanizing ashes 64-72 0.5-6 0.3-1.0 <0.1 1 -10 98 Waeiz oxides 49-59 8 1 -6 0.1-0.3 0.6-5 96 EAFD 22-37 0.5-8 12 -24 0.1-0.4 0.3-9 70-90 a Zn and Cu residues 35-50 0.3-19 0.2-3 1.4-7 0.1-4 93
aDepending on the zinc ferrite in the raw material.
TABLE 4
Results from the pilot plant runs
Waelz Galvanizing EAFD oxides residues
Zinc leaching yield Zinc solvent-extraction recovery Current efficiency at 4.2 A / d m 2 Global zinc recovery Zinc metal quality Wastes ( ecological risk)
96 98 70-91" > 99 > 99 > 99
94 93 93 > 95 > 97 67-90* SHG SHG SHG Nil Nil Nil
out. Fig. 2 depicts a simplified flow diagram of the pilot plant. Each type of zinc secondary material was tested for 3 weeks, 5 days per week and 24 hours per day continuous operation. The nominal capacity of the pilot plant has been set at 8 kg of zinc cathodes per day. The main results from the pilot plant runs are summarized in Table 4.
The leaching residue is, in some cases like Waelz oxide, a lead preconcen- trate which may be treated by hot brine leaching and zinc cementation to obtain lead metal, or may be recycled to a lead smelter.
Other impurities partially co-leached as copper or cadmium are removed by cementation with zinc. In the Cu/Zn residues treatment (brass and bronzes) when the individual copper recovery could be interesting, it is pos- sible to obtain it by solvent extraction and electrowinning or cementation from the bleed of the Modified Zincex circuit.
The chlorine, fluorine, magnesium and the rest of soluble impurities are leached but they are not extracted by the organic phase (DEEHPA) and they are not present in the electrolyte. These impurities are treated or removed from the final effluent.
The residues and effluents obtained in the pilot plant from the treatment of

50
TABLE 5
Residues and effluents
G. DIAZ AND D. MARTIN
Waelz oxides
Galvanizing residues
EAFD
Leaching residue (kg) 320 180 420 -700 Gypsum (kg) 154 181 100 -80 Iron residue Nil Nil 300 -210 Liquid effluent (m 3 ) 3.9 3.7 3.1-2.0
TABLE 6
Reagents and utilities consumption (in units per kg of zinc product)
Waelz Galvanizing EAFD oxides residues
H2SO4 (kg) 0.3 0.2 0.8 -1.7 Ca(OH)2 (kg) 0.2 0.15 0.6 -0.7 NaOH (kg) 0.02 0.02 0.02-0.03 Electric power (KWh) (DC) 2.9 2.8 2.9 Process water (L) 8 6 11 - 15
1 t of these secondary materials are presented in Table 5. The main reagents and utilities consumption are listed in Table 6.
Representative zinc cathode samples of SHG Zinc quality (99.99%) stan- dard. Cadmium cement and leaching residue could be considered as by-prod- ucts. White gypsum produced could be useful depending on the location of the plant.
MODIFIED ZINCEX PROCESS VERSUS THE C O N V E N T I O N A L T E C H N O L O G Y
The conventional technology for the treatment of secondary materials needs: calcining in order to remove the halogens (fluorine and chlorine), leaching with a zinc-concentrated electrolyte, and high electrolyte bleed in order to maintain a low magnesium level.
This causes some problems as: lower zinc leaching efficiencies, additional treatment of the calcination fumes, higher zinc losses through both leaching residue and electrolyte bleed, purification stages control, worse zinc electrow- inning performance, lower current efficiency and poor zinc morphology, faster wear and tear of electrodes, and harder zinc cathode stripping.
The Modified Zincex Process does not need any further purification stages because its high-selectivity and improved process design produces an ad- vanced electrolyte extremely pure (fluorine, chlorine and magnesium not present at all). The process advantages are as follows:

MODIFIED ZINCEX PROCESS 51
- Higher Zinc Recovery Efficiency - Higher Selectivity - Trouble-free Operation regarding Magnesium - No Fluorine and Chlorine Problem - Better Electrowinning Performance - Environmentally Safer.
In summary, the Modified Zincex Process has been technically demon- strated as a reliable process.
ECONOMICAL FEASIBILITY STUDY
Basic study
As a result of the scale-up of before results of the pilot trial to an industrial plant, the total investment cost (TIC), the operating cost and other econom- ical values were estimated to a base case defined as:
Plant capacity: Raw material: Composition: Location: Zinc ingot price: Reference date:
20 000 t per year of zinc ingot 75% galvanizing ashes + 25% Waelz oxides 55% Zn, 6% Pb, 4% Fe, 6% C1- Spain 120.8 Pta per kg (at 114.5 Pta/$ ) 1 december 1992
For this evaluation proven standard engineering methods were used, de- veloping flow diagrams, calculating material and heat balance, and defining equipment specifications, etc.
A summary of the main results of the capital cost is depicted in the next tables and figures.
The difficulty to know the market price of this kind of raw materials ad- vised us to fix a minimum Internal Rate of Return (IRR) of each country based on standard business practice, and calculate the maximum payable raw material price (in Pta per kg of zinc contained) as the output of the study.
This minimum IRR, containing interest debt, general charges and market premium is between 17% and 18% (Germany and France) and 25% and 26% (Spain and Italy).
To the base case, the worst of the analyzed cases, the result was: Payable raw material price = 40.5 Pta per kg of zinc contained.
Also was studied various techno-economic scenarios of EC, and other con- ditions of capacity, location, zinc ingot price, TIC, operation costs, etc. ap- plied to the raw material defined in the base case.

52 G. DIAZ AND D. MARTtN
These variables and results are shown in the next tables and figures with the following results:
Capacity. The range studied was from 10 000 to 40 000 t per year of Zn. To the biggest capacity, the incorporation to the plant of a stripping and cell crane machine also was studied and valued. Figs. 3 and 4 show the behaviour of this variable. The main results of the Spanish case are listed in Table 7.
Location. Four possible locations were studied: Spain, Germany, France or Italy. The different IRR, and specially the different electric energy costs of each one of these countries, makes France and, after, Germany the economi- cally most interesting location, as shows Fig. 5.
A summary of the results, to 20 000 t per year of Zn and the raw material defined above, is listed in Table 8.
Ingot price. A variation from 80 to 140 Ptas per kg Zn ingot was studied to two countries: Spain and France. Fig. 6 shows that choosing a raw material price of 35 Pta per kg of Zn contained for example, when the plant is profita- ble at 115 Pta per kg Zn ingot in Spain, this plant would have analogous prof- itability in France at 95 Pta per kg Zn ingot.
Total investment cost. The total investment cost (TIC) was studied between - 10% to + 40%. Fig. 7 shows the result.
O
E Z
0 u
400C
200C
1000
500
300
To~.a~ ~nveStrnent cost
0 1
~ 4
W~l~;ornS coe1(~c~ent = 0.56
~ u 0 "o~
~ c o e ~ \ c~e~t= ' ~ u c (---): With str , ippin 9 and N ~ ~o cell crane machine
I
10.000 I
20.JO00 40.000 Plant capacity, t/yr" of zinc
Fig. 3. Influence of plant capacity on cost.

MODIFIED ZINCEX PROCESS 53
2~
C
-66 E'-' ~o E'-
N
5..- c J 0
E""
E-,-, - - r l )< c]
50
4C
3C
2%
Bast o__I
(I) Bose case (2)With s t r i p p i n g
zinc mach ine
B
2o/1) 3'o 40(2)
Zinc capac i ty , t h o u s a n d t / y r
Fig. 4. Influence of plant capacity on the m a x i m u m raw material value.
TABLE7
50
Main results of the Spanish case
Capacity (t per year of Zn) 10 000 20 000" 40 000 40 000 b
TIC (MPta) 1500 2170 3340 3460 Total personnel needs 36 49 61 44 (workers) Total operating cost c 60.7 54.5 49.6 48.7 (Pta per kg Zn ingot)
Payable raw material price (Pta per kg Zn contained)
27.8 40.5 - 49.4
aBase case. bWith stripping and cell crane machine. CTo the Spanish unitary prices, including electrical power to 8.2 US$ per kWh.
Total operating cost influence. Other different operating costs to the base case analyzed has been considered. Fig. 8 summarizes the payable raw material price. It is necessary to emphasize the big influence of the electric energy price on the operating costs.
Others. Other variables as transport cost (cheaper to Spain), escalation and infraction costs and ecological costs were studied. A vertical integration with the plant that produce these zinc secondaries is recommended.

54
u
L I D
t -
5"6 Z
t - , z D ~
E o x a _ o
70
6C
5C i
/
(1) To 35 Pto/Kg of Zn conta ined
[ U
°/o
Spain G e r m a n y F rance Italy (base case)
G. DIAZ AND D. MARTIN
iJ u
6O "C. e~
i_ ilJ
0 *" E
0 0 L
ID
X
I1) 0 L
In f luence o f the coun t r y t9
Fig. 5. Maximum raw material price and gross internal rate of return of Spain (base case), Italy, Germany and France.
TABLE8
Summary of the results
Country Spain" Germany France Italy
TIC (MPta) 2170 2496 2062 2387 Operating cost (Pta per Zn ingot)
electric power 35.2 25.3 17.2 22.2 reagent and utilities 7.0 7.0 7.0 7.0 total personnel cost 9.7 10.8 14.5 10.7 maintenance cost 2.6 3.0 2.5 2.9
Minimum IRR fixed (%) 25 17 18 26
Payable raw material price as Pta per kg of Zn contained
40.5 57.1 61.0 51.1
Resulting IRR from fixed price 29.7 37.0 41.1 39.8 (O~o)b
abase case. bTo the hypothesis of a raw material price of 35 Pta per kg Zn contained, the resulting gross IRR before taxes and inflation rates.
All the solid effluents were confirmed as environmentally inerts to the EPA and EC normatives, and the final neutral liquid is in very small quantity and had not metallic ions or dangerous impurities.

[ODIFIED ZINCEX PROCESS 55
8C
6C
4C
2C
C 7O
+ n / / ' ~ o j o
+ 1 I o 1 / I I
I I
I
, i ~ i , * , i 80 90 100 110 120 130 140
Zinc ingot price, Pta/Kg Zn ingot
ig. 6. Influence of the zinc ingot price on the raw material maximum price.
150
46
44
.E 42
g 4o u
~S 36
2 34 0_
32
3O -30
~ O
Base case o ~
I I I II I 1 I I
-20 -10 0 10 20 30 40
var iat ion of the tic over the base case (2143 MPta),*/,
'ig. 7. Influence of the total investment cost variation.
lpplication to the Electrical Arc Furnace Dust (EAFD) case
50
This raw material had a lot impurities, low zinc contained (23%), lead 6%), and more difficult to leach.

56 G. DIAZ AND D. MARTIN
58 4 u
C C
= e 50 e~ ~S E c 46 _N D._ [_ 0 42
0 ~ 38
£ o ~E o :34
3O 35
0
t i i I I 40 45 50 55 60 65
Total operating cost, Pta/Kg Zn ingot
Fig. 8. Influence of the total operating cost.
The low lead contained in the leaching residue does not permit its recycle to other plants and needs to be treated through hot brine leaching and cemen- tation in order to obtain this lead and silver if it is present in the raw material.
For a plant with a EAFD capacity of 124 000 t per year, obtaining 20 000 t of SHG zinc ingots and 6700 t of > 99.98% lead ingots, the main economical results of a similar study (Spain, 25% minimum IRR gross return, etc. ) are:
TIC (MPta) 5010
Operating costs (MPta per year) electric energy (at 9.4 Pta per kWh) 820 reagents and utilities 620 total personnel 250 maintenance 120
Payable raw material price (Pta per kg of Zn contained )
Wastes (ecological risks) nil
The final conclusion of the project is that the Modified Zincex process has been developed until a grade in which we can affirm that it is: -Suitable to treat secondary zinc materials -Higher in zinc recovery and greater in selectivity -Environmentally safer that direct disposal or treatment by other processes -Techno-economically feasible -Flexible to fit several scenarios.

MODIFIED ZINCEX PROCESS 5 7
The Modified Zincex Process has been demonstrated as a complete reliable process.
REFERENCES
1 Regife, J.M. and Nogueira, E.D., Process for recovery of zinc from solutions that contain it as a result of extraction with solvent for their adaptation to electrolysis. U.S. Patent No. 3923976.
2 Regife, J.M., Nogueira, E.D., Martin San Lorenzo, D. and Mugica, J.M., Procedimiento para la producci6n de cinc electrolitico a partir de lejias de zinc. Ing. Quim. (Nov. 1975 ).
3 Nogueira, E.D., Regife, J.M. and Arcocha, A.M., Winning zinc through solvent extraction and electrowinning. Eng. Mining., 180 (1979) 92-94.
4 Nogueira, E.D., Regife, J.M. and Blythe, P.M., Zincex - the development of a secondary zinc process. Chemistry and Industry, 2 ( 1980) 63-67.
5 Nogueira, E.D., Regife, J.M. and Viegas, M.P., Design features and operating experience of the Quimigal Zincex plant. AIME 111 th Annual Meeting, Dallas, 1982 in Chloride. Elec- trometallurgy, edited by P.D. Parker ( 1982 ) p. 59.
6 Martin San Lorenzo, D. et al., Process for the production of electrolytic zinc or high purity salt form secondary zinc raw materials. U.S. Patent No. 4401531 ( 1983 ).
7 Nogueira, E.D., Regife, J.M., Martin San Lorenzo, D. and Nogueira, G.D., Using zinc se- condaries to feed an electrowinning plant. In: Zinc '85. Proc. Int. Symp. Extractive Metal- lurgy of Zinc, pp. 763-781.
8 Diaz, G. and Regife, J.M., Coping with zinc secondary materials. The modified Zincex route. In: Conf. Recycling Lead and Zinc, Rome ( 1991 ).
9 Martin San Lorenzo, D., Eliminaci6n de metales pesados por extracci6n con disolventes. In: Conf. Nuevas Tecnologias and Procesos de Tratamiento de Aguas Residuales. Esc. Org. Ind., Madrid (1992).
10 Martin San Lorenzo, D., Treatment of residues secondaries or low grade concentrates of lead, zinc or nickel. In: E.P. Int. Syrup. Hydrometallurgical Theory and Practice, Vancou- ver, B.C., Canada (1992).
12 Diaz, G., Martin, D. and Lombera, C., An environmentally safer and profitable solution to the electric arc furnace dust. In: 4th European Electric Steel Congress, Madrid 1992. Steel Times (December 1992).


















