Modelisatation de la tpm par la dynamque des systemes au sein d’une entreprise de production
67
Réalisé par : Ousmane Kane BA A. Nuñez DOMINGO Dieudonné NDAYIZAMBA Professeur Tuteur : Depriester Micheal MODELISATATION DE LA TPM PAR LA DYNAMQUE DES SYSTEMES AU SEIN D’UNE ENTREPRISE DE PRODUCTION Master2 : RISQUES INDUSTRIELS ET MAINTENANCE (RIM) PROJET TUTORE MASTER2, 2009-2010 « Université du Littoral Côte d’Opale de Dunkerque » Rapport dE PROJET TUTORE
-
Upload
dnunez1984 -
Category
Business
-
view
3.420 -
download
8
Transcript of Modelisatation de la tpm par la dynamque des systemes au sein d’une entreprise de production

Réalisé par :
Ousmane Kane BA
A. Nuñez DOMINGO
Dieudonné NDAYIZAMBA
Professeur Tuteur :
Depriester Micheal
MODELISATATION DE LA TPM PAR LA DYNAMQUE DES SYSTEMES AU SEIN
D’UNE ENTREPRISE DE PRODUCTION
Master2 : RISQUES INDUSTRIELS ET MAINTENANCE (RIM)
PROJET TUTORE MASTER2, 2009-2010 « Université du Littoral Côte d’Opale de Dunkerque »
Rapport dE PROJET TUTORE

1
1. INTRODUCTION .............................................................................................................................. 4
2. PRESENTATION DE L’ENTREPRISE ................................................................................................... 5
2.1. DESCRIPCION GLOBALE DE L’ENTREPIRSE .................................................................................. 5
2.2. LA LIGNE D’EMBOUTEILLAGE ..................................................................................................... 6
2.2.1. Zone 1: La Réception .............................................................................................................. 7
2.2.2. Zone 2: Le dépôt et Analyse ................................................................................................... 7
2.2.3. Zone 3: Séchage ...................................................................................................................... 8
2.2.4. Zone 4: Inspection .................................................................................................................. 8
2.2.5. Zone 5: Fermeture .................................................................................................................. 9
2.2.6. Salle des Poumons et Contrôle ............................................................................................... 9
2.3. DESCRIPTION DE LA POLITIQUE ACTUELLE DE MAINTENANCE................................................. 10
2.3.1. Programme de Gestion de Maintenance et Santé (PMS) ..................................................... 10
2.3.2. Taux de Rendement Synthétique (TRS) ................................................................................ 11
3. MODELISATION AVEC DYNAMIQUE DES SYSTEMES ..................................................................... 11
3.1. Dynamique des systèmes avec Vensim PLE .............................................................................. 11
3.2. Dynamique des systèmes dans la gestion de Maintenance...................................................... 13
4. METHODOLOGIE DE SOLUTION .................................................................................................... 13
4.1. ANALYSE DE CRITICITE .............................................................................................................. 14
4.1.1. Matrice Multicritère ............................................................................................................. 15
4.2. CALCUL DES TEMPS DE DEFAILLANCE DE L’EQUIPEMENT ........................................................ 22
4.2.1. Censure de données ............................................................................................................. 22
4.2.2. Ajustement statistique des données .................................................................................... 23
4.2.3. Analyse de la survie .............................................................................................................. 26
5. ENVIRONNEMENT DE LA TPM ...................................................................................................... 28
5.1. Analyse des données de l’entreprise La Vigne San Pedro Tarapacá (SPT) sur un mois: ........... 28
5.2. Quelques Définitions: ............................................................................................................... 31

2
6. IMPLEMENTATION DU MODELE TPM [1] ..................................................................................... 34
6.1. IMPLEMENTATION DU MODELE DE MANTENANCE ................................................................. 34
6.1.1. Phase 1: Création et Elimination des défauts de l’équipement ............................................ 34
6.1.2. Phase 2: Implémentation de la Maintenance Préventive (PM) ............................................ 37
6.1.3. Phase 3: Implémentation de la Maintenance Corrective (CM) ............................................. 41
6.1.4. Phase 4: Implémentation de la Maintenance Autonome (AM) ............................................ 42
6.1.5. Phase 5: Mesure de la Qualité et de la Production du Système ........................................... 43
6.1.6. Phase 6: Quantité à produire et nombre de “MP” par mois ................................................. 44
6.2. IMPLEMENTATION DU MODELE DE MANTENANCE ................................................................. 45
6.2.1. RESULTATS MODELE DE MAINTENANCE DE YASDIAN (2009) ............................................... 46
6.2.2. Analyse Descriptive .............................................................................................................. 46
6.2.3. Analyse Comparative en relation au Coûts ........................................................................... 48
7. IMPLEMENTATION DU MODELE TPM[2] ...................................................................................... 50
7.1. Explication de façon détaillée de la modélisation de chaque partie : ....................................... 52
7.1.1. Investissement en Maintenance préventive ......................................................................... 52
7.1.2. Investissement en maintenance corrective .......................................................................... 53
7.1.3. GMAO dans le service maintenance en plus de la gestion de la maintenance préventive et
corrective. ............................................................................................................................................ 53
7.1.4. Défauts mensuels éliminés par la maintenance préventive. ................................................ 54
7.1.5. Défauts mensuels éliminés par la maintenance corrective. ................................................. 54
7.1.6. Nombre de défauts de l’équipement ................................................................................... 55
7.1.7. Coût total de maintenance ................................................................................................... 55
7.2. Méthodes d’améliorations de la capacité de production. ........................................................ 56
7.2.1. Production en fonction de la disponibilité et de la qualité du process. ................................ 57
7.2.2. Coût de non production dû à une panne, à de petits arrêts de production et au changement
de gamme de production. .................................................................................................................... 57
7.3. EXPLICATION DES RESULTATS PRINCIPAUX DU MODELE 2 TPM.............................................. 59
7.3.1. Partie Maintenance: ............................................................................................................. 59

3
7.3.1.1. Apparition des défauts sur un équipement : .................................................................... 59
7.3.1.2. Elimination des défauts par la maintenance préventive (Chasse aux pannes): ................ 60
7.3.1.3. Coût total de maintenance : ............................................................................................. 61
7.3.2. Partie production : ................................................................................................................ 62
7.3.2.1. Amélioration du taux de production. ............................................................................... 62
7.3.2.2. Chasse aux pertes de coût de non production. ................................................................ 64
8. CONCLUSION ................................................................................................................................ 65
9. BIBLIOGRAPHIE ............................................................................................................................. 65
10. ANEXES ......................................................................................................................................... 65

4
1. INTRODUCTION
Dans le cadre de notre formation en Master2 Risques Industriels et Maintenance
(promotion 2009-2010), nous avons travaillé sur un projet traitant la modélisation dynamique
de la TPM (Total Productive Maintenance) au sein d’une entreprise de production de vins : La
Vigne San Pedro Tarapacá (SPT) grâce à la modélisation dynamique des systèmes
L’objectif de ce projet est de trouver à partir d’une analyse de données de gestion de la
maintenance et de la production de cette entreprise, un modèle de simulation regroupant
l’ensemble des axes et indicateurs stratégiques sur lesquels on peut s’appuyer pour améliorer
le rendement des machines par une démarche proactive stipulée par la TPM.
Nous avons utilisé comme outil de simulation le logiciel VENSIM, un logiciel utilisé
au départ dans la simulation graphique des évolutions de données environnementales. Il a été
ensuite développé pour être utilisé dans plusieurs domaines de modélisation comme la
modélisation de la gestion de stock, des épidémies, des risques industriels, …
Ce logiciel permet donc de comprendre et de simuler le fonctionnement d’un système
complexe pour résoudre par exemple des problèmes, corriger ou empêcher un comportement
non souhaité. Il permet d’évaluer les politiques envisagées et surtout de voir les évolutions de
comportements des situations simulées. Ce logiciel est beaucoup moins connu en France.
C’est ainsi que nous avons jugé utile de l’utiliser pour simuler notre modèle de TPM,
et de voir aussi si on peut l’utiliser dans les services de maintenance et dans les techniques
d’analyse fonctionnelle des processus industriels.
Au cours de ce rapport, nous allons vous présenter les démarches que nous avons
effectuées pour réaliser notre projet, les résultats et les problèmes auxquels nous avons
confrontés.
Nous commencerons par vous décrire la situation actuelle de l’entreprise La Vigne
San Pedro Tarapacá (SPT). Puis nous vous présenterons le travail réalisé à savoir : les
modèles de simulations effectuées, leurs explications et en dernier lieu, nous vous parlerons
des résultats obtenus par rapport à nos objectifs de départ.

5
2. PRESENTATION DE L’ENTREPRISE
Dans ce chapitre, nous réaliserons une description générale de l’entreprise. Nous
terminerons par une description de la politique de maintenance que l’entreprise utilise
actuellement, politique dont nous cherchons les voies d’amélioration.
2.1. DESCRIPCION GLOBALE DE L’ENTREPIRSE
La Vigne San Pedro Tarapacá (SPT) est dédiée à la production et la commercialisation
de vin, se classant troisième et deuxième en termes de volume sur le marché intérieur et les
exportations de vins chiliens. Actuellement, cette entreprise dispose d'environ 4.000 hectares
de vignobles au Chili et en Argentine, avec des ventes annuelles de plus de 230 milliers de
dollars US. Au niveau international, elle est présente dans près de 80 marchés répartis sur cinq
continents avec ses marques: Cap Horn, 1865, Castillo de Molina, 35°Sud et Gato, satisfaisant
les différents besoins et préférences des clients du monde entier. La SPT a été en mesure de
croître et de s'adapter aux exigences de l'industrie vinicole mondiale, combinant technologie
et tradition.
Cette société a été fondée en 1865, lorsque les frères Bonifacio et José Gregorio
Correa ont acquis les terrains qui avaient été cultivés par leurs ancêtres, et ont commencé à
développer les premiers vins de raisins locaux, qui ont ensuite été remplacées par des variétés
nobles de la France méridionale et de l'Allemagne. Cela a donné lieu à la réputation de la
vallée du vin de la région de Curicó, au Chili. Le développement de plantations et de la haute
qualité des vins produits donnèrent lieux à des exportations vers les États-Unis, Canada,
Allemagne et le Japon en 1940. Plus tard, entre les années 60 et 80 l'entreprise a lancé sur le
marché deux vins emblématique du vignoble: Gato est né en 1960, et le vin de réserve,
Castillo de Molina, en 1980. Au début des années 90, le vignoble a connu des changements
importants. En 1994, la compagnie « Cervecerías Unidas S.A. (CCU) » a acheté 48% des
actions de la vigne San Pedro S.A., un capital qui n'a cessé d'augmenter jusqu'à atteindre de
nos jours un pourcentage de 60.3%. À la fin de la décennie, SPT a mis en œuvre un grand
projet d'investissements, axé sur la vinification, l'embouteillage, la capacité de stockage et de
nouvelles plantations, toujours à la recherche de nouveaux et de meilleurs terrains, permettant
d'augmenter son expansion productive, vinicole et commerciale.

6
2.2. LA LIGNE D’EMBOUTEILLAGE
Comme politique interne de l'entreprise, l'innovation et l'amélioration des processus
industriels jouent un rôle important dans la réalisation des objectifs entrepreneuriaux du SPT.
Pour cette raison, on mesure dans les chaînes d'embouteillage de l'entreprise les points
critiques qui doivent être en constante amélioration. Nous avons décidé d'étudier l'état actuel
de la ligne d'embouteillage n°2 de l’entreprise de Curicó, à partir du point de vue de la
maintenance et de la fiabilité industrielle, afin d'améliorer sa situation, et de proposer de
nouveaux mécanismes ou systèmes de contrôle qui diminueraient les défaillances des
équipements et augmenteraient par conséquent la productivité. Ci-dessous, un schéma de la
ligne d'embouteillage vous est donné (voir figure 1.1), suivi d'une description de chaque zone
concernée (voir tableau 1.1).
Figure 1.1: Schéma : Ligne deux d’embouteillage, Entreprise SPT
Source: Propre élaboration

7
Tableau 1.1: Description de zones de la ligne deux d’embouteillage, Entreprise SPT
Source: Propre élaboration
2.2.1. Zone 1: La Réception
Les produits (bouteilles et boîtes) sont transportés des caves à la section de réception
qui reçoit les palettes de bouteilles, vérifiées et enregistrées. Ensuite, ces produits sont
déposés dans la machine dépalettiseuse, qui est responsable de la saisie des bouteilles à la
ligne d'embouteillage. Les ouvriers disposent d'une feuille de planification quotidienne avec
les emballages afin de calculer approximativement le nombre de bouteilles nécessaires à la
fabrication de chaque produit.
2.2.2. Zone 2: Le dépôt et Analyse
On consacre à cette zone la plus grande attention puisque c'est là où le vin est déposé
en bouteille. Cela exige une série de mesures assurant la pérennité du vin dans ce secteur. Les
machines sont exploitées par des ouvriers qui doivent effectuer une série de contrôles et de
procédures. Pour la vérification des machines, on compte trois formulaires: le formulaire de
changement de filtre, le formulaire de production (complété chaque fois qui commence les
équipes de jour ou de nuit), et le formulaire de vérification des rinceuses (effectué toutes les
deux heures, chaque jour). En ce qui concerne les autres procédures, l'ouvrier doit remplir
d'autres listes en plus de celles déjà mentionnées: le Registre des défaillances (pour gérer les

8
indicateurs), le formulaire de contrôle de l’emballage (toutes les vingt minutes, chaque jour)
et le livre des Actes (où on détaille les importances des procédures de chaque tour, pour avoir
une bonne communication entre eux).
Dans ce secteur une série d'analyses sont également nécessaires (des analyses qui s'effectuent
dans des plages horaires différentes). On mentionne les suivantes:
Echantillons analysés quotidiennement:
2 bouteilles avant l'entrée au système de rinçage.
1 bouteille après avoir quitté la rinceuse
1 bouteille de vin sans bouchon, avant d’avoir été remplie par le remplisseur.
Échantillon d'eau, après avoir traversé le filtre et avant de passer par le rinçage.
Une fois par semaine et selon le plan de nettoyage et stérilisation hebdomadaire, des
analyses microbiologiques sont réalisées pour chaque machines.
Chaque fois qu'un produit est fini, on conserve la dernière bouteille pour faire des
mesures qui assureront le bon état de vin avant sa commercialisation.
2.2.3. Zone 3: Séchage
Dans ce secteur, on réalise les changements de formats. Différents documents sont
tenus à jour comme le registre des défaillances, le registre de détention OEE, et le formulaire
d’étiquetage.
2.2.4. Zone 4: Inspection
Dans cette zone, les ouvriers sont responsables de l'installation de cloisons et de
l'inspection visuelle des étiquettes, capsules, niveau du vin dans la bouteille. En ce qui
concerne le contrôle visuel, les ouvriers ont un formulaire d'Inspection d'étiquetage, où l’on
enregistre chaque défaut des bouteilles et la durée d’embouteillage. De plus, dans cette zone,

9
un ouvrier est en charge de deux machines : la mise en boite et du créateur de boite ; et détient
un formulaire du registre de défaillances et un programme d'étiquetage.
2.2.5. Zone 5: Fermeture
Dans cette zone, on trouve trois ouvriers. Le premier est responsable de la pesée, de la
fermeture, et de la codification des boîtes. En ce qui concerne la fermeture, cet ouvrier n'est
nécessaire que lors d’un changement de format des boites. Concernant la codification, il doit
être particulièrement attentif, car cette procédure est différente selon le client.
Les deux autres personnes sont en charge, de manière individuelle, des robots de palettisation
et de la machine d'emballage. Le responsable du robot palettiseur est chargé de remplir une
feuille de comptage pour chaque palette terminée, où l’on détaille l'origine et la destination du
produit pour le stockage temporaire en entrepôt.
2.2.6. Salle des Poumons et Contrôle
Le Salle des Poumons correspond à la zone où le vin provenant de l'entrepôt est
réceptionné avant de l’emballer. Dans cette zone, on réalise des procédures manuelles telles
que les changements de coudes et de la propreté, tout deux en relation avec l'expédition du vin
vers les lignes de production. De plus, on mesure le volume de vin provenant des entrepôts.
Cette mesure est effectuée manuellement avec une règle calibrée qui donne le volume de vin
disponible dans un poumon. Cette valeur est ensuite livrée à la salle de contrôle qui va alors
prévoir le nombre de bouteilles nécessaires. La salle de contrôle coordonne tout depuis
l'arrivée du vin à la salle des poumons à son prochain transfert vers les lignes d'embouteillage
respectives, en plus de tout ce qui correspond au nettoyage et à la stérilisation.

10
2.3. DESCRIPTION DE LA POLITIQUE ACTUELLE DE
MAINTENANCE
Dans les points suivants, nous expliquerons globalement le système actuel de la
gestion de maintenance qu'utilise l'entreprise.
Figure 1.2: Système de gestion de la maintenance d'entreprise SPT.
Source: Entreprise VST
2.3.1. Programme de Gestion de Maintenance et Santé
(PMS)
Le PMS correspond au système de gestion de la maintenance que l'entreprise utilise
actuellement, et est basé sur la TPM (total productive maintenance). Ce modèle favorise les
mesures réactives et proactives pour anticiper une défaillance dans les équipements, et base
les procédures d'anticipation sur des tâches de la lubrification, des inspections mécaniques et
électriques, et enfin du nettoyage exhaustif. Ces tâches sont réalisées périodiquement selon un

11
calendrier défini par le département de maintenance, et sont réalisées exclusivement par du
personnel qualifié. Ci-dessous, on présente une figure qui résume le système de gestion PMS
(voir Figure 1.2), où "OT" signifie le début du processus de maintenance.
Comme le montre cette figure, l'entreprise présente un système de maintenance clair,
mais peut encore être amélioré avec l’introduction d'autres mesures préventives et en
particulier la maintenance autonome pour n'importe quel ouvrier qui a une importance sur le
processus de production.
2.3.2. Taux de Rendement Synthétique (TRS)
Outre le PMS, l'entreprise utilise d'autres indicateurs ou méthodes qui lui permettent
de prendre des mesures correctives. Parmi elles se trouve le TRS (taux de rendement
synthétique), qui permet de mesurer l'efficience de la production des machines industrielles.
Le principal avantage que leur apporte cet indicateur comparé à d'autres, est qu'elle mesure,
en un seul indicateur, tous les paramètres clés de la production industrielle: la disponibilité,
l'efficience et qualité.
3. MODELISATION AVEC DYNAMIQUE DES SYSTEMES
En général, la dynamique du système est une méthodologie définie pour construire des
modèles de simulation pour les systèmes complexes, comme ceux étudiés par les sciences
sociales, l'économie, l'écologie ou l'ingénierie. La dynamique des systèmes applique des
méthodes des systèmes dures. Pour l'essentiel, les idées de réalimentation et de système
dynamique, avec la théorie des modèles dans l'espace des états et des procédures d'analyse
numérique. Par conséquent, une implantation d'une dynamique des systèmes sur un modèle de
maintenance de l'entreprise serait un éventail plus exact et complet de traitement des données,
ce qui nous permettrait de trouver les avantages et difficultés pour améliorer la situation
actuelle de l'entreprise.
3.1. Dynamique des systèmes avec Vensim PLE
La modélisation d'une dynamique des systèmes est réalisée avec le logiciel Vensim
PLE v5.0. Vensim est un outil graphique qui créé des modèles de simulation qui permettent

12
Trabajo a
realizar
Calidad deltrabajo
Fatiga
horas extrasrequeridas
TrabajoTerminado
+
+
+
-
+
-
Mano de obrarequerida
Mano de obradisponible
Productividad
+
-
+
de conceptualiser, de documenter, de simuler, d'analyser et d'optimiser les modèles de
dynamique des systèmes. De plus, ce programme offre un moyen simple et flexible de créer
des modèles de simulation, que ce soit avec des diagrammes de cause à effet ou des
diagrammes de flux. Les modèles peuvent être construites graphiquement ou dans un éditeur
de texte. Les caractéristiques du programme comprennent des fonctions d'analyse, des
matrices, des dynamiques de Monte Carlo, d'optimisation, de traitement de données, etc. En
général, l'élaboration d'un diagramme de cause à effet dans lequel apparaissent les éléments
qui composent le modèle avec ses relations, est une condition préalable avant de définir la
structure du modèle. Toutefois, il n'est pas recommandé de construire un diagramme exhaustif
en tant que point de départ. Il est préférable de commencer par un simple diagramme qui
montre clairement les relations entre les éléments que nous avons décidé de prendre en
compte dans notre modèle. Une fois complet, le processus peut facilement en déduire un
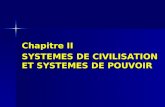
schéma plus complet si nous voulons l'avoir pour la présentation du modèle. Dans un
diagramme de cause à effet (voir figure 2.1), on indique par des flèches les relations entre les
variables. Des boucles amplificatrices et atténuatrices sont représentées respectivement par
des signes "+" et "-". Ensuite, on peut analyser les boucles de réalimentation que l'on produit
pour analyser qualitativement le comportement. En revanche, dans un diagramme de flux
ou de Forrester il faut préciser les relations quantitatives entre les variables, et nous allons
donc devoir nous débarrasser de toutes celles dont nous ne pouvons connaître les relations.
Cette information est ensuite utilisée par l’éditeur d'équations pour créer le modèle de
simulation. On peut analyser le modèle dans le processus de construction en tenant compte
des causes et de l'utilisation des variables, et en étudiant également les cycles associés aux
variables. Tout en construisant un modèle de diagramme qui peut être simulé (voir figure 2.1),
Vensim permet d'explorer le comportement du modèle.
Figure 2.1: Exemple de diagramme de causalité.
Source: Propre élaboration, développement avec Vensim PLE v5.0.

13
Poblacion
de conejosnacimientos
tasa de natalidad
esperanza de vida
muertes
Figure 2.2: Exemple de diagramme de flux.
Source: Propre élaboration, développement avec Vensim PLE v5.0.
3.2. Dynamique des systèmes dans la gestion de
Maintenance
Dans la littérature, il existe plusieurs ouvrages qui ont trait à la dynamique des
systèmes et à la gestion de la maintenance, montrant des résultats intéressants qui supposent
que cet outil peut aider le preneur de décisions à améliorer le système de maintenance de
l'entreprise Vigne San Pedro Tarapaca. Par exemple, on peut exposer le modèle [1], qui
considère les relations entre la formation des employés, de pannes de machines, de la fiabilité
du système et de la qualité des processus. Le modèle est capable d'expliquer la dynamique des
efforts d'amélioration et de formation des salariés. Les résultats obtenus ont montré l'efficacité
et l'utilité de TPM en réduisant les tâches de la maintenance corrective (CM), ainsi qu’en
améliorant la fiabilité des machines et la qualité des processus.
Un autre modèle intéressant est le modèle [2], qui se focalise sur les changements qui
souffre le département de maintenance et les ouvriers des machines à implémenter un
programme TPM, utilisant la méthodologie de la dynamique des systèmes. La différence entre
ce modèle et le modèle [1] est qu'il mesure les influences de la TPM et de la maintenance
préventive sur l'efficacité globale de l'équipement (TRS). Le TRS est considéré comme
principale mesure de la performance d'un système de maintenance. La principale contribution
du [2], c'est qu'il conclut que le modèle avec Vensim peut être utilisé comme un outil de
simulation quand les entreprises commencent à implémenter la TPM. De plus, il indique que
l'implémentation d'un programme TPM présente des difficultés au début en ce qui concerne la
performance, mais avec le temps, on peut voir de nettes améliorations dans la production. Un
autre modèle qui travaille avec Vensim est le [3], dans lequel on analyse l'effet du système de

14
contrôle, surveillance de l'état, la répétabilité de maintenance et les ressources des ouvriers à
la dynamique des systèmes de maintenance. Un des résultats importants de cette recherche est
que l'installation d'un système de surveillance de l'état change une certaine proportion des
actions de la maintenance réactive à la maintenance proactive. Par conséquent, augmenter la
couverture de diagnostic permet de réduire les pannes, ce qui atténue encore plus
l'amplification causée par la répétabilité des réparations. Enfin, on peut voir le travail du [4],
qui utilisait une approche de dynamique des systèmes pour modéliser un système générique
de maintenance, qui rassemble des données prises lors d’entrevues. Les résultats suggèrent
que l’entreprise devrait réduire les niveaux de sa maintenance préventive et augmenter le
niveau de sa maintenance prédictive pour mieux répondre à le benchmark, et pour réduire ses
coûts de maintenance. Le modèle de simulation peut être un point de départ pour des
entreprises spécifiques pour étudier le comportement optimal de la maintenance et peut être
combinée avec les données actuelles de l’entreprise pour continuer d’affiner le modèle. De
plus, [4] conclue que la maintenance conditionnelle (condition monitoring effort) pourrait
augmenter le temps de bon fonctionnement et diminuer le coût de maintenance plus vite que
d’autres types de maintenance. Comme on peut le voir, l'implémentation d'une dynamique du
système dans la gestion de la maintenance produit des résultats qui seraient bénéfiques pour
toute entreprise, bien qu'il semble que les résultats de cette recherche ne proviennent que d'un
concept théorique. Par conséquent, l'implémentation de cette méthodologie à un système
industriel réel est souhaitable de part les conclusions qui pourraient en être obtenues.
4. METHODOLOGIE DE SOLUTION
Dans ce chapitre, nous développons les étapes qui nous permettent d'adapter les
données et identifier la machine critique de l'entreprise afin d'implémenter nos modèles dans
Vensim.
4.1. ANALYSE DE CRITICITE
Comme la ligne de production possède des machines différentes, on réalise une
analyse de la criticité pour identifier la machine la plus importante dans la production et avec
laquelle se fera donc la simulation.

15
4.1.1. Matrice Multicritère
Nous réalisons une matrice multicritère afin de sélectionner quantitativement les
équipements les plus pertinents dans le processus. Les étapes à suivre pour obtenir la matrice
de priorité sont détaillées ci-dessous (voir tableau 3.1).
Etape 1. Faire la liste de tous les éléments sur lesquels on veut sélectionner ou donner la
priorité. Dans notre cas, les alternatives contre lesquelles la décision a été prise seront les
machines qui composent la ligne d'embouteillage.
Etape 2. Identifier les critères de priorité ou de sélection. Les critères de priorité sont
sélectionnés en considérant quels sont les aspects qui influent le plus sur le processus de
production du vin. Par conséquent, les critères à considérer sont les suivants:
Tableau 3.1: Critères de priorité ou de sélection
Source: Propre élaboration.
Etape 3. Pondérer les critères de sélection en fonction de leur importance relative.
Cette pondération intègre à la fois les techniques qualitatives et quantitatives, et apporte un
degré de précision plus élevé dans le calcul de l'importance de ces équipements.
Pondération qualitative (W,s): Cette forme de pondération est obtenue par l’évaluation
que les ouvriers des machines font de chaque critère, selon un jugement fondé sur l’expertise
et leurs connaissances.
CRITERES DESCRIPTION
C1 FREQUENCE DE DEFAILLANCE
C2 IMPACT SUR LE FONCTIONNEMENT DES UNITES
C3 REQUIEREMENT DES PIECES DE RECHANGES
C4 TEMPS MOYEN DE REPARATION

16
Tableau 3.2: Evaluation des ouvriers pour chaque critère
Source: Propre élaboration.
Après l'obtention de résultats, il est nécessaire de calculer la moyenne de ces
pondérations pour chaque critère. Comme ce sont des valeurs en pourcentage, on utilise la
géométrie, qui est définie comme , où sont les pondérations données
pour chaque critère. Ici, les pondérations obtenues par chaque critère sont:
Tableau 3.3: Pondération qualitative pour chaque critère.
Source: Propre élaboration.
Pondération quantitative ou objective : Pour obtenir cette pondération, on utilise
le calcul de l'entropie de Shannon. Le grand avantage de ce calcul est l'objectivité qu'il
présente dans le contexte de décisions du groupe. Pour trouver l'entropie de chaque critère, on
utilise l'expression suivante:
A B
Où:
Ej: Entropie du critère j.
: Nombre d’alternatives (dans notre cas, le nombre de machines).
E1 E2 E3 E4 E5
C1 0,15 0,11 0,15 0,2 0,1
C2 0,25 0,56 0,5 0,3 0,4
C3 0,35 0,21 0,2 0,3 0,3
C4 0,25 0,12 0,15 0,2 0,2
C1 C2 C3 C4
0,14 0,38 0,26 0,22
Poids
qualitative 14% 38,4% 26,5% 22%

17
: Qualification de l’alternative i, pour le critère j.
A: Constante de la formule de l’entropie.
B: Représente la somme de la formule de l’entropie.
Pour obtenir la pondération par l'entropie, il est nécessaire de calculer la dispersion de
chaque critère, qui est calculée de la manière suivant:
Une fois la dispersion obtenue, le poids quantitatif de chaque critère est déterminé en fonction
de l'expression suivante :
Où:
: Poids quantitatif du critère j.
: Dispersion du critère j.
C: Nombre de critères.
Tableau 3.4: Poids quantitatif en fonction de chaque machine.
Source: Propre élaboration.
ALTERNATIVE i Ri1 Ri2 Ri3 Ri4
Enjuagadora 10 5 10 5
Llenadora Botellas 25 30 20 40
Corchadora 10 5 10 5
Elevador de Corchos 5 10 5 5
Roscadora 10 10 15 5
Elevador de Tapas 5 5 5 5
Secador de Botellas 5 5 5 5
Capsuladora 5 5 5 5
Inspector de Etiquetas 5 5 5 5
Encajonadora 5 5 5 5
Selladora de Cajas 5 5 5 5
Paletizador 5 5 5 5

18
Voici le calcul du poids quantitatif de la matrice multicritère.
Tableau 3.5: Pondération quantitative pour chaque critère.
Source: Propre élaboration.
A B Ej Dj Wo Poids
quantitative
C1 -0,89 96,4022 -85,8 86,798 0,24303 24%
C2 -0,89 99,2621 -88,34 89,343 0,25015 25%
C3 -0,89 95,1156 -84,65 85,653 0,23982 24%
C4 -0,89 106,021 -94,36 95,358 0,267 27%
Pondération définitive : Pour déterminer le poids définitif des critères, on
applique une méthode combinatoire qui comprend le poids quantitatif et qualitatif, et on le
calcule à partir de l'expression suivante.
Pour chaque activité de maintenance, on obtient les pondérations définitives suivantes:
Tableau 3.6: Pondération définitive pour chaque critère.
Source: Propre élaboration.
Wo Ws Wo X Ws Wd Pondérations
définitives
C1 0,24303 0,14 0,034 0,139 13,9%
C2 0,25015 0,384 0,096 0,395 39,5%
C3 0,23982 0,265 0,063 0,259 25,9%
C4 0,267 0,22 0,05 0,207 20,7%
Ces pondérations sont celles que l'on utilise pour chaque activité de maintenance pour
construire la matrice de pondération, et calculer son importance dans le processus.
Etape 4. Construire la matrice de note. Dans cette étape, nous obtenons la matrice complète
avec les facteurs, les critères et la valeur de pondération de chaque critère. L'annexe 1
présente la matrice où on a considéré trois alternatives pour chaque critère. Ce tableau a été
complété par les ouvriers de la ligne.

19
Etape 5. Fixer le critère de notation pour chaque facteur. Nous choisissons une échelle
de valeurs pour noter les alternatives pour chacun des critères. L'échelle de notation s'étend de
1 à 3. La note 1 signifie une gravité légère, donc on lui attribue une valeur de 1 si le décideur
a marqué d'une croix l'alternative de critère qui représente une gravité mineure. La note 2
correspond à une gravité moyenne; et la note 3 correspond donc à une gravité importante.
Dans le tableau en annexe 2, on présente les facteurs avec leurs notes respectives.
Etape 6. Évaluer les facteurs et obtenir l'ordre de priorité. On analyse d'abord les
tableaux remplis par les ouvriers pour assigner les notes respectives. Ensuite, on obtient la
note finale, avec laquelle on identifie l'équipement le plus important au système. Ce tableau,
avec les résultats définitifs, on peut voir dans le tableau 3.7.
Tableau 3.7: Valorisation finale de chaque machine en fonction de chaque critère
Source: Propre élaboration.

20
Enfin, on présente l'équipement le plus important du système qui se trouve effectivement être
la machine de remplissage des bouteilles. Ci-dessous, on présente un diagramme où on
détaille la machine de remplissage des bouteilles ainsi que les autres machines importantes du
système.
Figure 3.1: Description de l'équipement le plus important du système.
Source: Propre élaboration.
Ce résultat peut être complété par la graphique des défaillances annuelles que présente cette
machine, de loin supérieur aux autres (voir graphique 3.1).

21
Graphique 3.1: Evolution des défaillances des machines de la ligne d’embouteillage.
Source: Propre élaboration.
Après avoir réalisé une étude qualitative et quantitative sur les machines de la ligne
d’embouteillage, on en arrive à la conclusion que la machine de remplissage des bouteilles est
la plus critique du système et nous allons donc réaliser notre étude sur cette dernière.

22
4.2. CALCUL DES TEMPS DE DEFAILLANCE DE
L’EQUIPEMENT
Après avoir sélectionné la machine la plus importante pour le système de production
de vin, nous sommes confrontés au problème de la détermination de la fonction de défaillance
de celle-ci. Pour résoudre ce problème, on effectue une analyse de fiabilité en utilisant le
programme MINITAB 15. La première étape est d'obtenir des informations sur les
défaillances de l'équipement, qui sont expliquées dans le système de contrôle des défaillances
que l'entreprise utilise actuellement. Dans l'annexe 3 se trouve un tableau sommaire qui
contient les temps de défaillance de la machine étudiée. Les temps de défaillance de la
machine sont calculés à partir du jour 0 jusqu'à ce que le défaut se produise.
4.2.1. Censure de données
La censure se produit souvent lorsque les données de temps de vie sont des
observations incomplètes. Dans ce cas, pour la machine critique, nous avons des informations
incomplètes sur ses défaillances. Ceci est du au fait que le temps de fin d’étude était une date
où n’étaient toujours pas terminés les ordres de travail sur le système de contrôle de
l’entreprise. Par conséquent, il est probable qu'il se produise encore des défaillances
d'équipement critique. C'est pourquoi il est important de considérer la censure des données,
car il y a des informations partielles sur le comportement des défaillances de la machine.
Le type de censure que l’on observe est une par la droite, vu que l’on connait
seulement avec exactitude les temps de défaillances qui eurent lieu avant le temps Tc (Temps
de fin d’étude), et vu qu’après le temps Tc, on sait seulement qu’il va se reproduire une
défaillance sans connaitre le moment exact où elle se produira. Comme nous l’avons
mentionné auparavant, le temps de fin d’étude est déjà défini, donc elle fait fasse à une
censure de type I. Nous allons donc considérer comme base d’étude, que les données obtenues
par la machine critique sont des données censurées par la droite et du type I.

23
4.2.2. Ajustement statistique des données
Comme on considère qu'il existe une censure dans les données, on est confronté à un
problème qui doit être résolu par des techniques d'estimation plus sophistiquées. Pour cette
raison, nous avons besoin d'un programme de statistiques qui permettra d'obtenir des
informations sur le comportement de ces données.
Le programme utilisé dans cette étude est Minitab 15. C'est avec ce programme qu'on
réalise l'analyse de fiabilité. Nous obtenons un meilleur ajustement des données à un modèle
paramétrique, on obtient la fonction de survie et de risque, pour obtenir finalement le
comportement graphique de ces fonctions, avec lequel on peut prendre des décisions.
L'ajustement des données à un modèle paramétrique est réalisé en incorporant le concept de la
censure par la droite, donc l'entrée d'information dans le programme Minitab 15 est réalisé tel
que présenté en annexe 4.
Les deux colonnes sont nécessaires pour pouvoir entrer les données dans le
programme. Dans la colonne censure, on enregistre les valeurs un ou zéro pour désigner le
temps où la défaillance se produit vraiment, ou pour indiquer le moment où la réalisation de
l'étude se termine. Dans les deux cas, les temps où se sont produites les défaillances sont
observés avec exactitude, représentés par la valeur 1, et le temps de la fin de l'étude est
représenté par la valeur 0. Avec cette information, on peut obtenir le meilleur modèle
paramétrique qu'on adapte aux données. Pour ce faire, on entre les données dans le
programme statistique, en utilisant la section Analyse de la Survie avec Censure par le Droit.
Grâce à la statistique d'Anderson-Darling et sa valeur-p, on prend la décision selon laquelle le
modèle, l'exponentielle, celui de Weibull ou de Log normal, est celui qui ajuste le mieux les
données.
Le test d'Anderson-Darling (Stephens, 1974) est utilisé pour vérifier si un échantillon
des données provient d'une population avec une distribution spécifique. Cette statistique
donne une mesure des éloignements qui se trouvent dans les observations de la droite qui
représente la fonction de distribution. Au mieux il sera ajusté, au moins elle sera de la
statistique. Le test d'hypothèse est défini comme:

24
La décision d’accepter ou refuser l’hypothèse nulle concerne la Valeur-p. Si la Valeur-
p > 0,05, on ne refuse pas l’hypothèse nulle, et si la Valeur-p < 0,05, on la refuse.
Les données obtenues pour les défaillances de la machine critique sont analysées par un
graphique de Probabilité où on identifie la distribution qui ajuste le mieux les données.
On réalise la preuve de l’ajustement par des Modèles Exponentiels, Weibull, normal et Log
normal, qui sont parmi les plus utilisés dans la fiabilité.
Voici ce que l’on obtient du programme Minitab 15:
Graphique 3.1: Analyse Anderson Darling sur machine critique.
Source: Propre élaboration, développement avec MINITAB 15.
De part ce graphique, on peut voir que la distribution Weibull est celle qui ajuste le
mieux les données vu qu’elle possède une plus faible statistique Anderson-Darling. Il est
important de mentionner que pour réaliser l’ajustement de la distribution, on réalise la
Méthode d’Estimation de maximum de vraisemblance.
H0: Les données viennent d’une distribution spécifique
H1: Les données ne viennent pas d’une distribution spécifique

25
De plus, de part le graphique de probabilité d’une distribution Weibull pour les données de la
machine critique, on peut obtenir la Valeur-p.
Graphique 3.2: Probabilité de défaillances machine critique avec distribution Weibull.
Source: Propre élaboration, développement avec MINITAB 15
Comme on peut observer, la Valeur-p qu’on obtient est supérieure à 0,250. Par conséquent,
comme cette valeur est supérieure à 5%, on peut affirmer que l’hypothèse nulle n’est pas
refusée. Ceci prouve les données distribuées par Weibull. La valeur des paramètres de Forme
et d’Echelle de la distribution de Weibull obtenue est:
Forme = 2,536
Echelle = 234,5
Maintenant que l’on connait la distribution des données, on peut réaliser l’analyse de survie
dans laquelle on détermine la fiabilité et le taux de défaillance de l’équipement Critique.

26
4.2.3. Analyse de la survie
L’analyse de survie englobe une série de techniques statistiques pour l’analyse des variables
aléatoires positives, comme par exemple, les temps jusque défaillance de l’équipement.
Cette analyse, du à la complexité du traitement des données censurées, se réalise avec le
programme Minitab 15, dans lequel on obtient les graphiques suivants :
Graphique du Taux de Défaillances v/s temps.
Graphique de la Fonction de Fiabilité v/s temps.
A suivre, on cherche à connaitre le comportement du taux de défaillance de la machine de
remplissage. L’objectif est de voir s’il possède un taux de défaillance croissant, décroissant ou
constant. Pour ce faire, on entre dans le programme Minitab 15 les données censurées qui
correspondent aux deux équipements, et on réalise une analyse de distribution paramétrique
des données, maintenant que l’on sait que les défaillances sont distribuées selon une
statistique de Weibull.
On obtient de cette analyse le graphique de taux de défaillance suivant. On peut observer une
croissance des défaillances. Ceci peut être du au fait que cette machine se trouve à la fin de sa
vie utile et donc présente une grande quantité de défaillance du à la détérioration et à l’usure.

27
Graphique 3.3: Fonction de Taux de défaillance de machine critique vs Temps (Jours).
Source: Propre élaboration, développement avec MINITAB 15.
Avec cette même information, on peut obtenir la fonction de fiabilité de la machine, ce qui est
montré dans le graphique suivant
Graphique 3.4: Fonction de Fiabilité de machine critique vs Temps (Jours).
Source: Propre élaboration, développement avec MINITAB 15.

28
Ces deux derniers graphiques sont utilisés pour modeler notre système dans Vensim
PLE, celles-ci seront donc de nouveau traitées dans le chapitre suivant.
5. ENVIRONNEMENT DE LA TPM
5.1. Analyse des données de l’entreprise La Vigne San
Pedro Tarapacá (SPT) sur un mois:
Analyse des défaillances Analyse des changements de série
Quantité de défaillances 2 cu Type de séries quantité
s
Temp
s
Temps de
changemen
t de série
Temps total de
production
1,18 hr Changement
des OPE
61
21 5,22 14,91
Moyenne des temps
entre défaillances
19,4
8
hr Changement de
format 62
23 14,47 37,75
Changement
des vins 63
9 11,68 77,87
Changement
des S.E 64
0 18,00
Moyenne des temps de
réparation
35,4
mi
n
Totales 53,00 49,37 130,53
Temps de
changement
entre série
0,73 hr
Disponibilité Technique
Aₒ
97,1
%
% Temps 35,5 min
A partir des données reçues de l’entreprise du Chili, nous les avons analysées afin de bien
déterminer :
La nature de ces dernières, de trouver celles qui relèvent d’une part de la maintenance et
d’autre part de la production dans le but de les intégrer dans notre modèle de simulation
dynamique TPM. L’idée est de voir comment on peut augmenter la disponibilité des
équipements en agissant sur l’ensemble de paramètres environnementaux qui lui sont
connexes. En effet ces données vont être introduites dans le modèle scindé en deux grandes
parties. Dans ces deux grandes parties, ces données seront constituées de l’ensemble des
points indispensables pour le bon déroulement de la production et de la bonne pratique de la
maintenance.

29
Nous avons décidé de suivre ces indicateurs en autres dans notre modélisation.
Analyse des données Maintenance Analyse des données Production
Après cette analyse approfondie de ces données, nous avons ensuite créé
l’environnement de la TPM sur lequel va s’appuyer nos modèles de simulation. Cet
environnement définit les limites physiques, les moyens et les méthodologies d’un modèle de
déploiement et de surveillance de la TPM. Nous définirons par la suite chaque point
stratégique mentionné dans cet environnement.
Suivi de la disponibilité
des équipements
Suivi du temps de
non production Suivi du temps changement
de gammes Suivi de la MTTR
Suivi de la MTBF
Suivi Du temps des petits
arrêts
Suivi du coût de formation des
techniciens de maintenance
Suivi du coût de
maintenance corrective
Suivi du coût de
maintenance préventive
Suivi de la valeur ajoutée
apportée par les systèmes
de diagnostique
Suivi de la valeur ajoutée
apportée par les outils
d’amélioration continue
Suivi du Taux de
rendement
Suivi de la disponibilité
des équipements
Suivi du coût de
non production

ENVIRONNEMENT TPM
Indicateurs de fiabilité, de
disponibilité, de taux de
pannes, de temps moyen
de réparation…
TPM Maintenance
Production
Amélioration de la
performance
Humaine
Maintenance
Préventive
Maintenance
Curative
Maintenance
Autonome
Techniques d’amélioration
continue: 5S, SMED, Kaizen,
Lean Manufacturing 6 Sigma
Chasse aux pertes de
coût de production Chasse aux pannes
Dépannage
Techniciens de
maintenance
Opérateurs Machines de
production
Indicateurs de productivité, de
temps de changement de
gamme, des temps de petits
arrêts de production…
GMAO

31
5.2. Quelques Définitions:
TPM :
La TPM est une méthode de Recherche en permanence l'amélioration de la
performance globale de l'entreprise par la maîtrise de 5 principes :
-performance en production,
- conception des produits et des équipements,
- qualité des produits,
- performance des services fonctionnels,
- conditions de travail
Pour éliminer les causes de pertes des systèmes de production
Maintenance :
Maintenance : La maintenance est l’ensemble des actions permettant de maintenir ou
de rétablir un bien dans un état spécifié, ou dans n état où il est en mesure d’assurer un service
déterminé. On distingue deux types de maintenance définies par la norme européenne (Extrait
norme NF EN 13306 X 60-319):
Maintenance corrective : Maintenance effectuée après défaillance
Maintenance préventive : Maintenance exécutée à des intervalles prédéterminés ou
selon des critères prescrits et destinée à réduire la probabilité de défaillance ou la dégradation
du fonctionnement d'un bien. Elle permet de ne pas subir une défaillance. On distingue :
Maintenance préventive systématique : Maintenance préventive exécutée à
des intervalles de temps préétablis ou selon un nombre défini d'unités d'usage mais
sans contrôle préalable de l'état du bien.
Maintenance préventive conditionnelle : Maintenance préventive basée sur
une surveillance du fonctionnement du bien et/ou des paramètres significatifs de ce
fonctionnement intégrant les actions qui en découlent.

32
Maintenance prévisionnelle : Maintenance conditionnelle exécutée en
suivant les prévisions extrapolées de l'analyse et de l'évaluation de paramètres
significatifs de la dégradation du bien.
A ces deux types de maintenance, on peut ajouter le dépannage qui regroupe
l’ensemble des actions destinées à maintenir provisoirement un bien dans un état de
fonctionnement.
GMAO : La GMAO : Gestion de la maintenance assistée par l’ordinateur. C’est un
outil incontournable dans le monde actuel pour gérer l’ensemble des activités du service
maintenance, pour gérer les stocks des pièces détachées, gérer leurs approvisionnement par
une bonne gestion des fournisseurs, pour réduire des coûts et délais d’approvisionnement,
pour éviter des stocks inutiles et pour fournir des indicateurs de performance du service
maintenance. La GMAO constitue également une base de données indispensable pour mettre
en place la maintenance basée sur la fiabilité (exemple : pour effectuer une analyse des
défaillances de leurs effets et de leurs criticités (AMDEC) ou pour envisager des actions de
maintenance préventive pour ne pas subir une défaillance très pénalisante déjà enregistrée).
Les indicateurs de maintenance :
Taux de pannes : 1/MTBF (Temps moyens entre deux défaillances).
Temps moyens de réparations : Sommes des temps de réparations des défaillances/Nombre de
défaillances.
Fiabilité : Aptitude d’un dispositif à accomplir une fonction requise dans des conditions
d’utilisation données pendant une période donnée.
Maintenabilité : Aptitude d’un système à être maintenue ou rétabli, en un temps donné, dans
un état de fonctionnement bien défini lorsque la maintenance est accomplie dans des
conditions d’utilisation données avec des moyens et procédures prescrits.
Disponibilité : Aptitude d’un système à accomplir une fonction requise dans des conditions
d’utilisation données à un instant donné.

33
On peut ajouter à ces indicateurs un indicateur de la sécurité qui est l’aptitude d’un
système à éviter de faire apparaître des événements critiques ou catastrophiques.
Production :
Maintenance Autonome :
Réalisation d'une partie de la maintenance par le personnel d'exploitation pour réduire
voir supprimer les temps d’arrêts, et améliorer l'efficience des experts de maintenance.
L'opérateur protège lui-même sa propre machine :
Inspection quotidienne Graissage
Changement et réparations des pièces
Découverte précoce des anomalies
Vérification de la précision
Prévention des détériorations
Techniques d’amélioration continue : la TPM utilise des techniques d’amélioration
continue dans le cadre d’amélioration du taux de rendement synthétique à savoir :
5S : La méthode des 5 « S » est une technique de management japonaise
visant à l'amélioration continue des tâches effectuées dans les entreprises. Elaborée dans le
cadre du Système de Production Toyota , elle tire son appellation de la première lettre de
chacune de cinq opérations constituant autant de mots d'ordre ou principes simples :
Ordonner (ou plus littéralement ôter l'inutile), Ranger, Dépoussiérer et Découvrir des
anomalies, Rendre évident, Etre rigoureux.
SMED : La méthode SMED est utilisée dans le cadre de changements de
gammes de fabrication. Elle a pour objectif de réduire ces temps de changement. En effet, si
les temps de changement de série deviennent nuls, on peut alors envisager une fabrication à
l'unité sans augmenter les coûts. En réalité, on essaie de les minimiser le plus possible en
anticipant des actions qui peuvent être réalisées pendant le fonctionnement des équipements et
en évitant des gestes inutiles ou inappropriés.
Kaizen : Le mot kaizen (改善?) est la fusion des deux mots japonais kai et zen
qui signifient respectivement « changement » et « bon ». La traduction française courante est

34
« amélioration continue ». En fait, par extension, on veut signifier « analyser pour rendre
meilleur ». Elle utilise les méthodes (5S, SMED, …) pour sa mise en pratique.
Learn manifacturing 6 sigma :
La méthode Six Sigma se base sur une démarche fondée à la fois sur la voix du
client (enquêtes, etc.) et sur des données mesurables (par indicateurs) et fiables. Cette
méthode est utilisée dans des démarches de réduction de la variabilité dans les processus de
production (ou autre) et au niveau des produits et vise ainsi à améliorer la qualité globale du
produit et des services.
Ces méthodes sont là pour nous aider à assurer une performance continue au sein du
service de production pour accroître la performance productique. Elles sont applicables
également dans d’autres services pour optimiser leurs façons de travailler.
6. IMPLEMENTATION DU MODELE TPM YAZDIAN (2009)
Dans ce chapitre, nous allons implémenter un modèle TPM de gestion de la
maintenance qui s’adapte à la réalité de l'entreprise. Les résultats seront présentés à la fin de
la présentation du modèle. Ce modèle est présenté dans l’annexe 5.
6.1. IMPLEMENTATION DU MODELE DE MANTENANCE
Ce modèle, tel que mentionné dans le cadre théorique, permet d'observer l'influence de
la TPM sur les systèmes industriels. Nous allons présenter les phases d'implémentation
détaillées avec l'utilisation des diagrammes de cause à effet de Vensim PLE.
6.1.1. Phase 1: Création et Elimination des défauts de
l’équipement
Dans cette phase, nous définissons le nombre de défauts qui se produisent dans la
ligne d'embouteillage. Pour ce faire, nous suivons le modèle présenté par [2], qui suggère que
les défauts d’une machine dépendent du temps d'utilisation de celle-ci, et des politiques de

35
design improvement
through employee training
appearing defects
through equipment
utilization
++fractional defect
elimination through PM
+
fractional defect
elimination
+
equipment
defects
defect elimination
through PM
-
defect creacion
rate
+
defect elimination
through repair-
maintenance appliquées dans l'entreprise. Ces politiques vont des réparations aux préventions
et caractère autonome comme la participation des ouvriers. Dans le diagramme de cause à
effet (voir figure 4.1), on montre ce qui fut expliqué ci-dessus lorsque les défauts sont
éliminés par une maintenance préventive (PM) et corrective (CM) et sont produites par
l'utilisation de la machine et l'influence du comportement de la main-d'œuvre.
Figure 4.1: Création et élimination des defaults de l’équipement.
Source: Adaptation de [2], développement avec Vensim PLE v5.0.
Pour la création de défauts dans la machine, [2] propose deux paramètres, dont l’un est
le « Design improvement through employee training», qui montre l'influence du
comportement des ouvriers sur l'élimination des défauts de la machine: les suggestions,
l'inspection visuelle et le bon traitement de la machine réduisent les défauts de celle-ci. Il est à
noter que tous ces facteurs sont acquis par l'ouvrier grâce à un entraînement ou une formation.
Bien que cette relation soit théorique, elle sera simulée afin d'observer l'influence qu'elle
pourrait avoir sur le système actuel de maintenance de la compagnie. Dans le graphique
suivant (voir graphique 4.1), nous allons détailler la relation exprimée par [2] où l'input
correspond à la durée de la formation, et l’output, aux défauts.

36
Graphique 4.1: Design improvement through employee training en fonction du temps.
Source: Adaptation de [2], développement avec Vensim PLE v5.0.
On peut observer qu'à mesure que les heures de formation des ouvriers augmentent
(maintenance autonome), les défaillances diminuent, étant donnée que les ouvriers deviennent
plus efficaces aux moments de faire fonctionner les machines et éviter les défaillances.
Le second paramètre proposé [2] correspond aux «appearing defects through
equipment utilization» qui est directement liée au niveau de la production de l'entreprise: plus
les produits sont nécessaires pour satisfaire la demande, plus grande sera l'utilisation de la
machine et donc l'apparition des défaillances.
Contrairement au paramètre précédent, qui a un caractère théorique, cette valeur peut
être calculée avec les données que possède l'entreprise. À cette fin, on sélectionne un mois au
hasard dans l'année, où on observe le comportent suivant entre le nombre d'heures d'utilisation
de la machine (Input) et l'apparition des défauts (Output) (voir graphique 4.2). Comme le
comportement est similaire et la variation de défaillance est minime dans les autres mois de
l'étude, on considèrera ce graphique pour n'importe quelle période d'étude.

37
Graphique 4.2: Appearing defects through equipment utilization en fonction du temps.
Source: Adaptation de [2], développement avec Vensim PLE v5.0.
Comme on peut l’observer sur ce graphique, au plus la machine est utilisée, au plus les
défauts augmentent.
Pour éliminer les défauts de la machine, on prend en compte l'influence qu'aurait sur le
système l'apparition d'une maintenance préventive, qui agirait comme support de maintenance
corrective existante dans l'entreprise. Ces deux concepts seront expliqués ci-dessous.
6.1.2. Phase 2: Implémentation de la Maintenance
Préventive (PM)
La maintenance préventive que l'on réalise dans la machine de remplissage dépendra
de divers facteurs qui seront expliquées ci-dessous et sont représentées dans la figure ci-
dessous (voir figure 4.2).

38
equipment
reliability
ER function
+
PM planfailure rate
FR function
+hour per PM+
planned preventive
maintenance
mechanic PM
effort
++
mechanics
available for PM
mechanics usage
factor per hour
++
total number of
mechanics
+
mechanics necesary
for each failure
+
defect elimination
through PM
+
equipment
defects
+
Figure 4.2: Implémentation de la maintenance préventive (PM).
Source: Adaptation de [2], développement avec Vensim PLE v5.0.
Considérons d'abord que la fiabilité de la machine dépende de la quantité de défauts
qu'elle détient, ce qui est expliqué dans la relation entre les variables “equipment defects” et
“equipment reliability”. [2] On propose que cette relation dépende d'une fonction théorique
“ER function”, qui décrit la relation entre la fiabilité du système et la quantité de défauts
qu'elle détient. Pour notre modèle, cette fonction correspond au graphique 3.4 expliqué au
chapitre 3, où on a obtenu la relation de fiabilité de la machine critique en fonction du temps
qui passe. Selon ce qui précède, et afin d'adapter le graphique 3.4 à notre modèle, on
considère les défaillances de l'équipement au lieu du temps, c'est à dire que pour un temps
donné, on calcule les défaillances rencontrées par le système.
Tout ceci est représenté dans le graphique suivant (voir graphique 4.3) qui montre la
fiabilité de la machine (Output), qui a été calculée au chapitre 3, et on y change le temps par
défauts (Input). Il convient de mentionner que les défaillances pour un temps donné sont
calculées avec les données que possède l'entreprise.

39
Graphique 4.3: Fiabilité de la machine en fonction des défauts.
Source: Adaptation de [2], développement avec Vensim PLE v5.0.
Connaissant la fiabilité de la machine, [2] propose que cette dernière influe sur le taux
de défaillance selon une fonction théorique qui relie la fiabilité au taux de défaillance. Ce qui
précède n'est autre qu'une modification du taux de défaillance calculé au chapitre trois, c'est-
à-dire, que nous devons modifier notre fonction de défaillance, celle qui dépend du temps, à
celle qui dépend de la fiabilité des équipements. Ci-dessous, on montre comment une faible
fiabilité de l'équipement provoque un grand nombre de défaillances (voir graphique 4.4).
Dans le cas contraire (quand la fiabilité de l'équipement est de un), on le traduit comme taux
de défaillance nul.

40
Graphique 4.4: Taux de défaillance en fonction de la fiabilité de la machine.
Source: Adaptation de [2], développement avec Vensim PLE v5.0.
Après l'obtention du taux de défaillance de l'équipement vient l’étape de la sélection
du personnel qui sera en charge de réaliser la maintenance corrective ou préventive. Dans
notre cas, nous utiliserons comme critère de choix la relation suivante:
Cette expression nous dit que le nombre d'ouvriers disponibles pour réaliser la
maintenance préventive dépend du nombre de mécaniciens qui peuvent réparer les défauts
constatés dans la machine, c'est-à-dire, que si la défaillance de la machine requière tout le
personnel disponible, la maintenance préventive ne peut être réalisée. Dans le cas contraire,
les ouvriers qui ne seraient pas tenus d'effectuer la MC sont employés à anticiper tout défaut
par la MP.
Tous ces paramètres sont bien connus, donc il n’y a pas besoin d'utiliser des valeurs
théoriques.
Une fois que l'on connait le nombre d'ouvriers qui ne peuvent réaliser une maintenance
préventive vient l'étape d'identifier le nombre d'heures par mois que les mécaniciens peuvent
dédiés à cette tâche. Ceci est représenté dans la variable “mechanic PM effort” qui représente
Mechanics available for PM = IF THEN ELSE (total number of mechanics <= mechanics
necessary for each failure x failure rate, 0, total number of mechanics-mechanics
necessary for each failure x failure rate); [mechanic/Month]

41
le nombre d'heures par mois que l'on consacre à la maintenance préventive. Cette variable a
une influence directe sur le plan de maintenance préventive qui vise à réduire les défaillances
de la machine.
6.1.3. Phase 3: Implémentation de la Maintenance
Corrective (CM)
Selon [5], pour implémenter une maintenance de type corrective, on doit seulement
connaître le MTTR (mean time to repair) étant donné que l'on connait déjà le taux de
défaillance. Selon ce qui précède, le nombre d'heures par mois qui sont dédicacées à la CM
est donné par l'expression suivante, qui est détaillé dans le diagramme de cause à effet ci-
dessous (voir figure 4.3).
Comme le montre la relation précédente, l'auteur [2] considère que toutes les
défaillances sont réglées immédiatement et il n'existe aucun manque de pièces de rechange.
La supposition précédente sera également traitée dans notre modèle, mais elle restera
proposée comme amélioration possible de ce travail.
Figure 4.3: Implémentation de la maintenance corrective (CM).
Source: Adaptation de [2], développement avec Vensim PLE v5.0.
CM plan
failure rate
+
mean time to
repair
+
necessary time for
production
equipment utilization
for production
+
-
defect creacion
rate
defect elimination
through repair
+
+
total time forprodution
+

42
Suite à l'explication du modèle à implémenter, nous pouvons voir que la variable "CM
plan" influe directement sur les variables “defect elimination through repair” (ce qui
correspond à la quantité de défauts qui sont éliminés par l'intermédiaire de la réparation) et
“equipment utilization for production”. Cette dernière variable est influencée négativement
(comme le montre le diagramme de cause à effet), car lorsque la machine est en réparation, on
ne peut pas l'utiliser pour la production.
6.1.4. Phase 4: Implémentation de la Maintenance
Autonome (AM)
Dans cette phase, nous introduisons le concept de "AM" pour étudier son effet sur la
réduction des défauts de la machine. Ce concept implique la formation des ouvriers
concernant la manipulation de la machine, leurs soins, l'identification et l'anticipation des
défaillances, etc. Tout cela fait partie de la variable “training employee”. Nous allons
maintenant présenter le diagramme de cause à effet sur cette phase (voir figure 4.4).
Figure 4.4: Implémentation de la maintenance autonome (AM).
Source: Adaptation de [2], développement avec Vensim PLE v5.0.
necessary time for
production
+
training
employee
normal available
time of workers
time of training
for AM
+defect creacion
rate -
CM plan = failure rate x mean time to repair [hour/Month]

43
Comme on peut l'observer, la variable “training employee” dépend de plusieurs
paramètres qui sont expliqués dans l'équation suivante:
Cette fonction indique que le nombre d'heures par mois qui peut être utilisé pour
effectuer l’«AM» dépend des heures nécessaires que les ouvriers doivent occupées dans la
production, c'est-à-dire, que l'on réalise seulement "AM" lorsque les ouvriers ne travaillent
pas dans leurs tâches productives. Ce qui est important dans la variable “training employee”,
c'est qu'elle a un impact négatif sur le taux de création des défauts car au fur et à mesure que
les ouvriers sont formés, les défauts produits dans la machine diminuent.
6.1.5. Phase 5: Mesure de la Qualité et de la Production
du Système
Dans cette phase, nous mesurons la qualité des produits fournis par la machine
d'embouteillage. Pour ceci, nous utilisons la relation théorique décrit par [1], qui mesure la
dépendance entre la fiabilité de l'équipement et la qualité des produits fournis (voir graphique
4.5). Cette relation permettra de mesurer la quantité de produits qui puissent effectivement
être commercialisés.
Graphique 4.5: Qualité des produits en fonction de la fiabilité de la machine.
Source: Adaptation de [2], développement avec Vensim PLE v5.0.
Training employee = IF THEN ELSE (necessary time for production - normal available time
of workers > time of training for AM, 0, normal available time of workers - necessary time
for production + time of training for AM); [hour/Month]

44
produccion
capacity
+
fractional yield rate
+
process quality
+
fractional
produccion rate
equipment
reliability
+
PQ function
+
+
+
produccion ratescrap rate
Comme on peut l'observer sur ce graphique, au fur et à mesure que la fiabilité du
matériel augmente, à savoir, l'équipe n'ayant pas beaucoup de défauts, la qualité des produits
fournis augmente aussi, pour atteindre un maximum de 99%.
Tout ceci peut être observé dans le diagramme de flux suivant (voir figure 4.5), qui
montre également que la fiabilité de l'équipement influence directement le taux de production
de la ligne d'embouteillage.
Figure 4.5: Mesure de la qualité et production du système.
Source: Adaptation de [2], développement avec Vensim PLE v5.0.
6.1.6. Phase 6: Quantité à produire et nombre de “MP”
par mois
Dans cette phase, nous relions le domaine de la maintenance à celui de la production
afin d'estimer le nombre d'heures par mois que la machine sera utilisée pour fournir une
certaine quantité de produits, et ainsi satisfaire le client. Voici le diagramme de cause à effet
mentionnés précédemment (voir figure 4.6).

45
fractional sale rate+
output pressure
planned preventive
maintenance
desired output
+
-+
necessary time for
production
+
production rate
gross output
+
scrap rate
+
-
yield rate
-
+
net output+
sale rate
+
-
-
max PMmin PM
+-
Figure 4.6: Quantité a produire et nombre de “MP“ par mois.
Source: Adaptation de [2], développement avec Vensim PLE v5.0.
Dans le diagramme, on peut observer qu’au fur et à mesure qu'augmente la variable
“production rate”, le montant nécessaire que l'on doit produire (“output pressure”) diminue.
Une autre variable importante dans ce diagramme se trouve être la “planned preventive
maintenance”, qui est le nombre de maintenance préventive réalisée par mois (PM/Month). La
valeur numérique est définie par l'équation suivante:
6.2. RESULTATS DU MODELE DE MANTENANCE
Dans ce point on présente les résultats des deux modèles implémentés dans
l'entreprise. Il suggère également des améliorations possibles au système actuel de
maintenance.
Planned preventive maintenance = max PM – min PM x
(output pressure/desired output); [PM/Month]

46
6.2.1. RESULTATS MODELE DE MAINTENANCE DE
YASDIAN (2009)
Tout d'abord, nous procédons à une analyse descriptive, qui détaille l'évolution des
paramètres les plus importants, pour ensuite présenter une analyse comparative basée sur les
coûts qui sont inclus en dans un programme de «TPM».
6.2.2. Analyse Descriptive
En examinant la figure 5.1, nous pouvons voir que mettant en œuvre un programme de
«TPM», les défauts de la machine de remplissage diminuent progressivement d'une valeur
initiale de 40 défauts par mois à environ 5 défauts, atteignant un état équilibré après 50 mois.
Graphiques 5.1 et 5.2: Equipment defects et Equipment reliability en fonction du temps.
Source: Propre élaboration, développement avec Vensim PLE v5.0.
D'autre part, la figure 5.2 montre que la fiabilité de l'équipement augmente
progressivement d'une valeur de 0,8 au mois 0 à environ 0,98 au mois 50. Ces améliorations
sont dues essentiellement à l'augmentation des heures de formation réalisées par les ouvriers;
et à l'augmentation de l'effort donné dans l'implémentation d'une "PM" (voir graphique).
Selon la figure 5.3, nous pouvons voir qu'en raison de l'application des " TPM", les heures de
formation des ouvriers sont passées de 4 heures par mois à environ 18 heures par mois, ce qui

47
est essentiel pour améliorer la maintenance autonome et diminuer le taux de défaillance de
l'équipement (voir Figure 5.4), ce qui diminue de 2 pannes par mois à environ 0,3 quand l'état
stationnaire est atteint.
Graphiques 5.3 et 5.4: Training employee et Failure rate en fonction du temps.
Source: Propre élaboration, développement avec Vensim PLE v5.0.
Un autre résultat intéressant qui peut être déduit de la simulation sur la ligne de
production de l'entreprise est le fait que, au fur et à mesure qu'augmente le nombre d'heures
par mois de travaux de prévention (voir le graphique 5.5), il y a une diminution de l’utilisation
de CM de 4 heures par mois à environ 0,3 heures par mois dans les plans de maintenance
corrective (voir graphique 5.6).
Graphiques 5.5 et 5.6: PM plan et CM plan en fonction du temps.
Source: Propre élaboration, développement avec Vensim PLE v5.0.

48
Enfin, dans la figure 5.8, on peut observer qu'en implémentant la "TPM", la qualité du
processus s'est améliorée, atteignant une qualité de 98%. La même chose est observable quant
au rendement net de la production, car le nombre de produits négociés augmente de 650
produits à 970 produits (voir graphique 5.7).
Graphiques 5.7 et 5.8: Process quality et Net output en fonction du temps.
Source: Propre élaboration, développement avec Vensim PLE v5.0.
6.2.3. Analyse Comparative en relation au Coûts
Dans la figure 5.9, on compare la situation à envisager des mesures préventives dans la
politique de maintenance à celle où on ne les envisage pas. Sur ce graphique, on peut observer
que les coûts sont plus importants lorsque l'on ne travaille pas avec un "PM".
Graphiques 5.9 et 5.10: Coûts en fonction du temps.
Source: Propre élaboration, développement avec Vensim PLE v5.0.

49
Dans le graphique 5.10, on quantifie les économies réalisées en considérant le «PM»,
pour atteindre 23% des économies (sur grand terme) du total des coûts de maintenance. À
court terme (1 à 20 mois), les économies varient de 3 à 10% des coûts totaux.
Quant à l'inclusion de la «AM», on peut constater dans le graphique 5.11 que les coûts
totaux sont également plus élevés s'il n'existe pas de politique de formation des ouvriers,
même si ces économies ne sont pas si importantes par rapport à l'implémentation de la "PM"
dans le système. Dans le graphique 5.12, on détaille les économies réalisées en considérant le
«AM», notant que, dans le premier mois, les coûts sont plus élevés que le système actuel,
mais qu'au fur et à mesure que le temps passe, on fait des économies pour atteindre un
maximum de 9% du total.
Graphiques 5.11 et 5.12: Coûts en fonction du temps en fonction du temps.
Source: Propre élaboration, développement avec Vensim PLE v5.0.

50
7. IMPLEMENTATION DU MODELE TPM [AMELIORATION DU
MODELE DE YASDIAN]
Le modèle de Yasdian nous apporte un point de vue général sur la manière
d’implémenter un modèle TPM, et les résultats économiques que l’on obtient à court et long
terme.
Mais le modèle de Yasdian ne nous donne pas les outils de maintenance que l’on doit
implémentés ou améliorés afin que l’entreprise obtienne une performance plus poussée. Par
conséquent, dans ce deuxième modèle, nous allons améliorer le modèle de Yasdian en
considérant les outils de maintenance que l’on utilise pour adapter un modèle de TPM d ans
une entreprise de production.
L’ojectif de notre parcours est donc la fiabilsation des équipements et l’outil que l’on
mettra en avant afin d’assurer cette fiabilisation est la TPM. En effet, dans le cadre de la
TPM, nous pouvons faire de la fiabilisation de notre outil de production grâce à la
maintenance autonome et aussi à la maintenance basée sur la fiabilité. Elle s’applique à tous
les services et plus particulièrement aux services de maintenance et de production pour
chasser les causes de pannes et les causes de pertes de production afin d’améliorer le
rendement synthétique.

Production
brute
Production
netteTaux de
rendement
Taux de
production
Capacité de
production
Taux de rebut
Taux de vente
Qualité du
process
Disponibilité de
l'équipement
Nombre dedéfauts de
l'Equipement
Taux d'apparition
de défauts
Défauts mensuels
éliminés par la
maintenance corrective
défauts mensuels éliminés
par la maintenance
préventive
Fiabilité de
l'Equipement
Function de
distrubution de la
fiabilité
Investissement en
maintenance préventive
Investissement enmaintenancecorrective
Taux de panne
Function de
distribution du taux de
pannes
Temps moyen de
réparation (MTTR)
Temps total de
production
Personnel alloué à
la production
Equipement utilisé
pour la production
Système de
diagnostique
Analyse
vibratoire
Contrôle par
Ultrason
Performance du
système de diagnosticAnalyse Moteurs
(Alimentation/Chauffage)
Analyse d'huileThermographie
Maintenance
Conditionnelle
Maintenance
Prévisionnelle
Maintenance
préventive
systématique Taux d'apparution des symptômes
de défaillance d'un equipement
entrenant un fonctionnement
dégradéTemps de
réaction
Coût de maintenance
préventiveCoût total de
maintenance
correctiveCoût total de
maintenance
Temps de non production
due à la maintenance
corrective
Temps de changement
de gamme de production
Temps de non
production
5S
Temps des petits
arrêts
Maintenance
Autonome
SMED
Coût de non
production
Coût des pièces
détachées
Coût de formation des
techniciens de
maintenance
Fonction de définition
de la qualité du process
Coût horaire de
non production
Produits fabriqués
par heure
Coût d'un produit
fabriqué
Nombre de
réparations
Défauts horaires d'un
équipement en production
Défauts horaires éliminés par
l'investissement en
maintenance préventive
Défauts horaires éliminés
par la maintenance
corrective
BRF2
Quantité de
produits demandée
Quantité de
produts en stock
Temps normal de
disponibilité en
heures/mois
Formation des
opérateurs
Défauts horaires éliminés par
l'implication des opérateurs
suite à leur formation
GMAO
Gestion des informations
des pannes des
équipements
Gestion du stock des
pièces détachées
Gestion de fournisseurs
des pièces détachées
Gestion des
indicateurs de
performance
Gestion des délais de
livraison des pièces
détachées
Temps de formation
en heures/mois
Lean Manufacturing
Six Sigma
Base de données pour mettre
en place la maintenance basée
sur la fiabilité
Maintenance
Production
MODELE DE MODELISATION DE LA TPM PROPOSE

52
Investissement en
maintenance préventive
Système de
diagnostique
Analyse
vibratoire
Contrôle par
Ultrason
Performance du
système de diagnostic Analyse Moteurs
(Alimentation/Chauffage)
Analyse d'huile Thermographie
Maintenance
Conditionnelle
Maintenance
Prévisionnelle
Maintenance
préventive
systématique
Temps de
réaction
Pour une meilleure compréhension du modèle, nous avons jugé nécessaire de procéder
par une explication détaillée de l’ensemble des parties qui composent le modèle.
7.1. Explication de façon détaillée de la modélisation de
chaque partie :
7.1.1. Investissement en Maintenance préventive
L’investissement en maintenance préventive ici quantifié en termes de nombres
d’heures, mensuelles, alloués aux activités de maintenance préventive. Cet investissement
regroupe le temps alloué à chaque type de maintenance préventive : Conditionnelle,
prévisionnelle et systématique. Notons que la maintenance conditionnelle nécessite un temps
de relevage de données, de surveillance des paramètres du système de diagnostique (Niveau
d’huile, thermographie, analyse vibratoire, contrôle par ultrason…) et des actions qui en
découlent.
Partie Maintenance
+ +
+
+ +
+
+
+ +
+

53
7.1.2. Investissement en maintenance corrective
Investissement en
maintenance corrective
Taux de panneTemps moyen de
réparation (MTTR)
7.1.3. GMAO dans le service maintenance en plus de la
gestion de la maintenance préventive et corrective.
GMAO
Gestion des informations
des pannes des
équipements
Gestion du stock des
pièces détachées
Gestion de fournisseurs
des pièces détachéesGestion des
indicateurs de
performance
Gestion des délais de
livraison des pièces
détachées
Base de données pour mettre
en place la maintenance basée
sur la fiabilité
Faciliter l'interaction entre service
maintenance et service de production
(Heures de fonctionnement,
Ordonnancement de travaux)
La GMAO joue un rôle très important dans la gestion et la coordination de l’ensemble
des activités de maintenance. Il intervient aussi dans la mise en place de la maintenance basée
sur la fiabilité et ceci se fait par l’exploitation des données de défaillances des équipements et
de leurs sous-ensembles (Exemple : AMDECpour envisager les actions de maintenances
préventives pour éviter de subir les pannes).
L’investissement en maintenance corrective
dépend du temps moyen de réparation d’une
défaillance et du taux de panne. + +
+
+
+ + + +
+

54
Investissement enmaintenancepréventive
Défauts horaires éliminés par
l'investissement en
maintenance préventive
GMAO
Défauts mensuels éliminés
par la maintenance
préventive
Investissement en
maintenance corrective
Défauts horaires éliminés
par la maintenance
corrective
Défauts mensuels
éliminés par la
maintenance corrective
7.1.4. Défauts mensuels éliminés par la maintenance
préventive.
Les défauts mensuels éliminés par la maintenance préventive sont en fonction de
l’investissement en maintenance préventive, des défauts horaires éliminés par cet
investissement et de l’apport de la GMAO.
7.1.5. Défauts mensuels éliminés par la maintenance
corrective.
Les défauts mensuels éliminés par la maintenance corrective sont fonction de
l’investissement en maintenance corrective (Nombre d’heures mensuels alloués à la
maintenance préventive) multiplié par les défauts horaires éliminés par la maintenance
corrective.

55
Temps moyen de
réparation (MTTR)
Coût de maintenance
préventive
Coût total de
maintenance
corrective
Coût total de
maintenanceCoût des pièces
détachées
Coût de formation des
techniciens de
maintenance
Nombre de
réparations
7.1.6. Nombre de défauts de l’équipement
Nombre dedéfauts de
l'Equipement
Taux d'apparition
de défauts
Défauts mensuels
éliminés par la
maintenance corrective
défauts mensuels éliminés
par la maintenance
préventive
Défauts horaires éliminés
par la maintenance
corrective
GMAO
Le nombre de défauts de l’Equipement = (nombre de défauts mensuels générés par le
taux d’apparition de défauts sur cet équipement moins la somme des défauts mensuels
éliminés par la maintenance préventive et la maintenance corrective).
L’objectif est de réduire voire supprimer le maximum possible le nombre de défauts
de l’équipement et de préférence les diminuer par les actions de maintenance préventives pour
éviter de subir les pannes.
Plus on augmente les défauts mensuels éliminés par la maintenance préventive, plus
on réduits les défauts mensuels éliminés par la maintenance corrective après la panne. Cela
donne l’indicateur de ratio préventif/correctif.
7.1.7. Coût total de maintenance

56
Capacité de
production
5S
Maintenance
Autonome
SMEDLean Manufacturing
Six Sigma
Taux de
production
Le coût total de maintenance inclut aussi des coûts des pièces détachées et des coûts de
formation du personnel pour améliorer la performance humaine des techniciens de
maintenance.
7.2. Méthodes d’améliorations de la capacité de
production.
Production
Partie Production
Ces méthodes ont été définies dans la
partie précédente est sont très courantes
dans l’amélioration continue pour
optimiser la capacité de production.
Ces méthodes accroissent à
leur tour le taux de production
et la disponibilité.

57
Temps moyen de
réparation (MTTR)
Temps de non production
due à la maintenance
corrective
Temps de changement
de gamme de production
Temps de non
production
Temps des petits
arrêts
Coût de non
production
Coût horaire de
non production
Produits fabriqués
par heure
Coût d'un produit
fabriqué
Nombre de
réparations
7.2.1. Production en fonction de la disponibilité et de la
qualité du process.
Production
brute
Production
nette
Taux de rendement
synthétique
Taux de
production
Taux de rebut
Taux de vente
Qualité du
process
Disponibilité de
l'équipement
Fonction de définition
de la qualité du process
Pour cette partie, nous voyons que la qualité du Process dépend de la disponibilité de
l’équipement pour produire et d’une fonction de définition de la qualité du Process définie
préalablement. L’amélioration de la qualité du Process permettra de diminuer le taux de rebut
et d’améliorer le taux de rendement synthétique.
7.2.2. Coût de non production dû à une panne, à de
petits arrêts de production et au changement de gamme
de production.

58
La TPM intervient particulièrement dans la réduction du coût de non production en
essayant de minimiser le maximum possible des éléments qui augmentent le temps total de
non production :
Sur les temps moyens de réparation : En s’attaquant au fonctionnement du service
de maintenance pour revoir sur quoi on peut améliorer le MTTR, et réduire dans la foulée le
nombre de pannes.
Sur les petits arrêts de production en essayant de les maîtriser pour les réduire au
maximum. Exemple (méthode du bâtonnage : cette méthode consiste à relever l’ensemble de
petits arrêts répétitifs qui pénalisent la production. Ces petits arrêts seront résolus lors d’un
brainstorming entre les services production et maintenance.
Sur les temps de changement de gamme de fabrication en utilisant la méthode
SMED pour les réduire le plus possible.

59
7.3. EXPLICATION DES RESULTATS PRINCIPAUX DU
MODELE 2 TPM
7.3.1. Partie Maintenance:
7.3.1.1. Apparition des défauts sur un équipement :
Le taux d’apparition des défauts sur un équipement est fonction du taux de
défauts horaires d’un équipement en sollicitation. L’amélioration de la performance des
opérateurs de production par le biais des formations ou des causeries contribuera dans la
diminution du taux d’apparition des défauts. Ces formations sont évidemment réalisables dans
la mesure où les techniciens sont disponibles. L’amélioration de la performance humaine vise
à sensibiliser les opérateurs au respect des conditions normales d’utilisation de l’Equipement,
à le maîtriser et à le surveiller. L’obtention du fonctionnement intrinsèque de l’Equipement
Diminue considérablement le taux de d’apparition des défauts.
+
- -

60
7.3.1.2. Elimination des défauts par la maintenance
préventive (Chasse aux pannes):
L’objectif principal est de chercher en permanence l’anticipation des actions de
maintenance corrective pour éviter de subir les pannes ou réduire les impacts des pannes.
Ainsi, plus on augmente l’élimination des défauts par la maintenance préventive, plus cela se
traduira par l’augmentation de la disponibilité de l’équipement et des diminutions respectives
de défauts éliminés par la maintenance corrective et des défauts de l’équipement. Les
graphiques ci-dessous les illustrent bien.
A t=0, tous les défauts sont éliminés par la maintenance corrective. La mise en place da la
maintenance basée sur la fiabilité, orientée dans l’anticipation des événements redoutables, permet de
croître les activités de maintenance préventive. Ces actions vont améliorer la fiabilité de l’Equipement.
La simulation est réalisée en jouant sur les paramètres qui entrent en jeux dans l’élimination des
défauts du côté préventive et corrective.

61
7.3.1.3. Coût total de maintenance :
En constante évolution tant qu’on est dans une situation de
mise en place de la maintenance basée sur la fiabilité.
Egal au temps moyen de réparation multiplié par le nombre
de pannes.
En rajoutant les coûts de pièces détachées, et de
formation de techniciens de maintenance, nous
avons les tendances du coût de maintenance.

62
7.3.2. Partie production :
7.3.2.1. Amélioration du taux de production.
En mettant en place les méthodes d’amélioration continue pour la
capacité de production, on accroît le taux de production qui à son
tour accroît successivement la production brute, le taux de
rendement, la production nette et le taux de vente.
L’amélioration de la capacité de production sera proportionnelle à
l’évolution de la disponibilité de l’équipement.
L’apport de ces méthodes est quantifié en pourcentage par des
analyses statistiques. Pour notre cas nous nous contenterons de vous
montrer les tendances de l’investissement juste dans une méthode.

En augmentant la maintenance autonome de 1 à 1,1, nous augmentons respectivement dans les graphiques suivants le taux de
production, la production brute et le taux de rendement synthétique.
Réponse en mettant la valeur 1 à toutes les méthodes.
De même, on augmente la capacité de production en augmentant l’implication dans les méthodes 5S et Six Sigma. Par contre on augmente la capacité de production en
minimisant le maximum possible le SMED.

64
7.3.2.2. Chasse aux pertes de coût de non
production.
On peut suivre également le coût total de non production qui augmente quand les
temps de réparation, de changement de gamme de production et de petits arrêts de production
augmentent.
Le suivi de ce coût est indispensable pour motiver l’implication des responsables des
services de maintenance et de production dans une politique de chasse aux pertes de coûts de
non production.
Cette chasse aux pertes de coût de non production peut se faire en appliquant les
piliers 1 et 2 de la TPM qui sont respectivement l’amélioration au cas par cas et la
maintenance autonome.
En effet, en mettant en place des actions de maintenances autonomes, c'est-à-dire
essayer de retrouver la fiabilité intrinsèque des équipements, et par la mise en place des
actions comme : la SMED, le 5S ; les coûts de non production pourront être
considérablement réduits.

65
8. CONCLUSION
Ce projet de fin d’étude de Master 2 Risques Industriels et Maintenance traitant
la modélisation de la TPM par la dynamique des systèmes à partir de données de maintenance
et de production d’une entreprise de production basée au Chili nous a permis d’accroître un
grand nombre de nos connaissances.
Après une analyse approfondie des données de l’entreprise, nous les avons
synthétisé afin de voir les éléments qu’on allait intégrer dans le modèle. Après l’élaboration
du modèle sous VENSIM, nous avons effectué plusieurs simulations. Ensuite nous avons
obtenu des résultats que nous avons étudiés dans le but de déterminer les axes d’amélioration
possibles que nous pourrions apporter à l’ensemble des éléments retenus.
Le logiciel VENSIM étant très bien adapté pour la modélisation et la simulation
dynamique d’un système de production, nous pensons que l’exploitation des pistes
d’amélioration que nous avons citées pourra aider à optimiser la gestion de la production et de
la maintenance de cette entreprise du Chili.
Etant donné que les outils d’amélioration continue que nous avons listés dans
notre simulation nécessitent une mise en place réelle sur le terrain, une exploitation, et un
suivi des résultats; nous pensons qu’il serait très intéressant que l’entreprise du Chili reprenne
notre modélisation afin de s’y inspirer dans le but d’optimiser leur taux de rendement de
synthétique.
A travers ce projet, nous avons pu exploiter au maximum possible l’ensemble
des connaissances acquises durant notre parcours dans le domaine de la maintenance. Nous
avons pris en main un outil très intéressant dans la modélisation dynamique des systèmes et
nous nous sommes rendu compte qu’il s’adapte bien dans la modélisation physique des
systèmes industriels.
Pour terminer, nous dirons que cette étude bien vrai qu’elle reste théorique, sa
mise en place dans une entreprise peut aider à déterminer les paramètres sur lesquels on peut
essayer de modifier pour augmenter le taux de production, la disponibilité, la fiabilité et
réduire considérablement les temps de maintenance, et les coûts de non production lors de la
mise en place d’un programme d’étude d’amélioration continue (TPM).

66
9. BIBLIOGRAPHIE
[1] Thun Jörn-Henrick (2006), Maintaining preventive maintenance and maintenance
prevention analysing the dynamic implications, Mannheim Business School, University of
Mannheim, Germany. Paper work.
[2] Yazdian Seyed Ahmad (2009) Analyzing the effects of implementation of Total
Productive Maintenance (TPM) in the manufacturing companies: a system dynamics
approach, Iran University of Science and Technology (IUST), Paper work.
[3] Honkanen Tuomo (2004), Modelling Industrial Maintenance Systems and the Effects of
Automatic Condition Monitoring, Helsinki University of Technology. Dissertation for the
degree of Doctor of Science in Technology.
[4] Chumai Roengchai (2006), System Dynamic Modeling of Plant Maintenance Strategy in
Thailand, Asian University, Paper work