Modeling of Volatiles Condensation and Re-evaporation in ...eccc.uno.edu/pdf/E21 Chen-Chyou-Wang...
13
1 Modeling of Volatiles Condensation and Re-evaporation in Coal Gasification in a Low-Temperature, High-Pressure Entrained-Bed Reactor Ming-Hong Chen and Yau-Pin Chyou* Chemistry Division Institute of Nuclear Energy Research Atomic Energy Council Longtan, Taoyuan, Taiwan (R.O.C.) Ting Wang Energy Conversion & Conservation Center University of New Orleans New Orleans, Louisiana 70148, USA ABSTRACT It has been reported that a newly introduced Entrained Slagging Transport Reactor (E-STR) gasifier can reduce capital and operating costs, while improve operability. E-STR is a product modified from the existing E-Gasifier design. The major modifications include increased operating pressure and reduced temperature, aiming for producing higher H 2 /CO ratio syngas for SNG production. Due to the reduced operating temperature, catalyst is used to convert tar or heavy volatiles to lighter gases. Considering the lower operating temperature in an E-STR gasifier, the objective of this study is to modify the existing E-gasification simulation model by incorporating a tar condensation and re-evaporating sub-model. In the present study, the actual thermal property values of the volatiles are not known, so different condensation and re-evaporation tempertaures are used for paramtric study to test the functionality of the newly implemented volatile condesation and re-vaporation sub-models. The result shows that incorporating the tar condensation model leads to a formation of about 6.47 % liquid volatiles and an exit temperature increase about 135 K, due to the release of latent heat. When the re-vaporization model is implemented, the liquid volatiles evaporate with an amount depending on the setpoint of the evaporation temperature. It is concluded that the volatile condensation and re-evaporation sub-modles have been successfully developed and implemented. These sub-models will be useful in the condition that the gasifier temperature is intentionally kept low like the E-STR gasifer. The results of E-Gas TM and the preliminarily E-STR model are compared. Similar syngas compositions and outlet temperature are observed between E-Gas TM and E-STR without char recycling. For E-STR, higher interior temperature is obtained near the second-stage injector, since all coal slurry is fed at the 2 nd stage rather than a separate injection as in E-Gas TM . This also leads to longer particle resident time at the 2 nd stage for E-STR. Preliminary modification on gemoetry and fed configuration results in completed comsumption of char. However, for E-STR, due to the changed gaisifer configuration and operating condition, some char is unreacted and recycled. Therefore, the reaction mechanisms of char are modified. Several attempts have been made to reduce the reactor temperature by chaning the feeding mass distribution between the first and second stages, the oxygen/coal ratio, and the operation pressure. The case using higher operation pressure (70 atm) results in higher temperature at the 2 nd stage as well as higher mole fraction of H 2 and CO in exit syngas and similar outlet temperature. It can be concluded that reducing the oxygen/coal ratio is an effective way to reduce the reactor temperature. The results indicate that high pressure and less oxygen fed produce a more favorable higher H 2 /CO ratio for synthetic natural gas (SNG) production. Key words: gasification CFD modeling, entrained-bed reactor, synthetic natural gas 1. INTRODUCTION 1.1 Background The massive utilization of fossil fuel led to a significant increase of carbon dioxide in atmosphere and expedites global warming. Therefore, controlling and suppressing the production of greenhouse gas are crucial issues for the development of a sustainable environment. Coal is still the most abundant source in traditional fossil fuels, and it is expected to be employed for over 100 more years [1]. Due to its low cost and stable supply, the USA and other industrial countries have proposed the concept of Clean Coal Technology (CCT). The Integrated Gasification Combined-Cycle (IGCC) is an environment friendly coal utilization technology, and it is also one of the most important methods in the CCT. This technology has been gradually commercialized, and more advanced developments continue globally. With a multi-fuel feeding feature, IGCC can be employed to produce power more efficiently with less pollution than a traditional coal- burning power plants. Combining the carbon capture and storage (CCS) technology will make it the Sustainable IGCC (SIGCC), and it will also be an essential option for the base-loaded power. If integrated with hydrogen technologies, i.e., hydrogen turbine and fuel cell, the SIGCC can achieve the vision of zero emission. There are five major IGCC demo plants globally, i.e., Wabash River and Tampa in USA, Buggenum (Nuon) in Netherlands, Puertollano (Elcogas) in Spain, and CCP in Japan. Abundant operating experience has been accumulated from these five demo plants. All the gasifiers used in these demo plants are entrained-bed gasifiers, and each has its individual pros and cons. Besides the air-blown methods used in MHI, Japan, the oxygen-blown method is employed for the rest of the four plants. The gasifiers of Wabash River (E-Gas gasifier) and Tampa (GE gasifier) employed coal-slurry feeding, while those of Buggenum (Shell gasifier), Puertollano (Prenflo gasifier) and CCP (MHI gasifier) all used dry-fed. The downdraft flow condition is only employed in the GE gasifier in Tampa. The E-Gas and MHI gasifiers feed coal Proceedings of the 30th Annual International Pittsburgh Coal Conference, Beijing, CHINA, September 15 - 18, 2013
Transcript of Modeling of Volatiles Condensation and Re-evaporation in ...eccc.uno.edu/pdf/E21 Chen-Chyou-Wang...

1
Modeling of Volatiles Condensation and Re-evaporation in Coal Gasification in a Low-Temperature,
High-Pressure Entrained-Bed Reactor
Ming-Hong Chen and Yau-Pin Chyou*
Chemistry Division
Institute of Nuclear Energy Research
Atomic Energy Council
Longtan, Taoyuan, Taiwan (R.O.C.)
Ting Wang
Energy Conversion & Conservation Center
University of New Orleans
New Orleans, Louisiana 70148, USA
ABSTRACT It has been reported that a newly introduced Entrained
Slagging Transport Reactor (E-STR) gasifier can reduce
capital and operating costs, while improve operability. E-STR
is a product modified from the existing E-Gasifier design. The
major modifications include increased operating pressure and
reduced temperature, aiming for producing higher H2/CO ratio
syngas for SNG production. Due to the reduced operating
temperature, catalyst is used to convert tar or heavy volatiles
to lighter gases.
Considering the lower operating temperature in an
E-STR gasifier, the objective of this study is to modify the
existing E-gasification simulation model by incorporating a
tar condensation and re-evaporating sub-model. In the
present study, the actual thermal property values of the
volatiles are not known, so different condensation and
re-evaporation tempertaures are used for paramtric study to
test the functionality of the newly implemented volatile
condesation and re-vaporation sub-models. The result shows
that incorporating the tar condensation model leads to a
formation of about 6.47 % liquid volatiles and an exit
temperature increase about 135 K, due to the release of latent
heat. When the re-vaporization model is implemented, the
liquid volatiles evaporate with an amount depending on the
setpoint of the evaporation temperature. It is concluded that
the volatile condensation and re-evaporation sub-modles have
been successfully developed and implemented. These
sub-models will be useful in the condition that the gasifier
temperature is intentionally kept low like the E-STR gasifer.
The results of E-GasTM
and the preliminarily E-STR
model are compared. Similar syngas compositions and outlet
temperature are observed between E-GasTM
and E-STR
without char recycling. For E-STR, higher interior
temperature is obtained near the second-stage injector, since
all coal slurry is fed at the 2nd
stage rather than a separate
injection as in E-GasTM
. This also leads to longer particle
resident time at the 2nd
stage for E-STR. Preliminary
modification on gemoetry and fed configuration results in
completed comsumption of char. However, for E-STR,
due to the changed gaisifer configuration and operating
condition, some char is unreacted and recycled. Therefore, the
reaction mechanisms of char are modified.
Several attempts have been made to reduce the reactor
temperature by chaning the feeding mass distribution between
the first and second stages, the oxygen/coal ratio, and the
operation pressure. The case using higher operation pressure
(70 atm) results in higher temperature at the 2nd
stage as well
as higher mole fraction of H2 and CO in exit syngas and
similar outlet temperature. It can be concluded that reducing
the oxygen/coal ratio is an effective way to reduce the reactor
temperature. The results indicate that high pressure and less
oxygen fed produce a more favorable higher H2/CO ratio for
synthetic natural gas (SNG) production.
Key words: gasification CFD modeling, entrained-bed reactor,
synthetic natural gas
1. INTRODUCTION
1.1 Background
The massive utilization of fossil fuel led to a significant
increase of carbon dioxide in atmosphere and expedites global
warming. Therefore, controlling and suppressing the
production of greenhouse gas are crucial issues for the
development of a sustainable environment. Coal is still the
most abundant source in traditional fossil fuels, and it is
expected to be employed for over 100 more years [1]. Due to
its low cost and stable supply, the USA and other industrial
countries have proposed the concept of Clean Coal
Technology (CCT). The Integrated Gasification
Combined-Cycle (IGCC) is an environment friendly coal
utilization technology, and it is also one of the most important
methods in the CCT. This technology has been gradually
commercialized, and more advanced developments continue
globally. With a multi-fuel feeding feature, IGCC can be
employed to produce power more efficiently with less
pollution than a traditional coal- burning power plants.
Combining the carbon capture and storage (CCS)
technology will make it the Sustainable IGCC (SIGCC), and it
will also be an essential option for the base-loaded power. If
integrated with hydrogen technologies, i.e., hydrogen turbine
and fuel cell, the SIGCC can achieve the vision of zero
emission.
There are five major IGCC demo plants globally, i.e.,
Wabash River and Tampa in USA, Buggenum (Nuon) in
Netherlands, Puertollano (Elcogas) in Spain, and CCP in
Japan. Abundant operating experience has been accumulated
from these five demo plants. All the gasifiers used in these
demo plants are entrained-bed gasifiers, and each has its
individual pros and cons. Besides the air-blown methods used
in MHI, Japan, the oxygen-blown method is employed for the
rest of the four plants. The gasifiers of Wabash River (E-Gas
gasifier) and Tampa (GE gasifier) employed coal-slurry
feeding, while those of Buggenum (Shell gasifier),
Puertollano (Prenflo gasifier) and CCP (MHI gasifier) all used
dry-fed. The downdraft flow condition is only employed in the
GE gasifier in Tampa. The E-Gas and MHI gasifiers feed coal
Proceedings of the 30th Annual International Pittsburgh Coal Conference, Beijing, CHINA, September 15 - 18, 2013

2
in two-stages, while the Shell, GE, and Prenflo use only
one-stage feed.
As mentioned earlier, coal gasification is an important
technology that can produce not only clean energy from
conventional coal resources, but it can also produce various
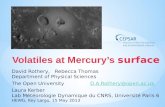
fuels and chemicals (Fig. 1). Popular coal-derived fuels
include gaseous fuels such as CO, H2, substitute natural gas
(SNG), methanol and liquid fuels such as diesel, jet fuels, and
methanol. The coal-derived chemicals, in turn, are as broad as
petroleum-derived chemicals. The most popular chemicals are
ammonia, urea, dimethyl ether, ethylene, and propylene (Fig.
1).
The Institute of Nuclear Energy Research (INER) in
Taiwan has been interested in developing CFD capability to
simulate the gasification process. Previous studies
successfully established the CFD capability to simulate
gasification process in an E-Gas type entrained-flow gasifier
to produce syngas for power generation [2]. To further
investigate different products that can be produced by coal
gasification, the gasification model needs to be continuously
expanded and improved by incorporating more complex and
detailed sub-models.
Coal gasification is an extremely complex process. It
will take many years of continuous effort to achieve
meaningful and practical results, and many years afterward for
continuous improvements. The object of this study is to model
and simulate the low-temperature and high-pressure Entrained
Slagging Transport Reactor (E-STR) introduced by the E-Gas
group [3]. The CFD gasification model developed in the
previous study [2] will be modified to simulate the newly
developed E-STR gasifier.
Carbon Source
Gasification
Synthesis Gas
Iron Reduction
H2 Ammonia
Dimethyl Ether
Ethylene &
Propylene
Oxo Chemicals
Polyolefins
Methanol
Fuel/Town Gas
Methyl Acetate
Acetic Anhydride
Power & Steam
Synthetic Natural Gas
Syngas
to
Liquids
Naphtha
& Waxes
Alcohols
Diesel/Jet/Gas Fuels
Acetic Acid
VAM Ketene
PVA Diketene
Acetate
Esters
Figure 1 Products (power, fuels, and chemicals) that can be
derived from gasifying coal or other hydro-carbon sources.
Therefore, modeling the entire gasification process in
E-STR, including the catalytic tar-cracking process, is
challenging.
E-STR (Fig. 2) is a product modified from an existing
E-Gasifier design. The major modifications include the
following features: (a) the horizontal cylinder in the
E-Gasifier is removed, (b) the oxidant is entirely fed at the 1st
stage with only the recycled char (no coal slurry), (c) the
coal/slurry mixture is entirely fed at the 2nd
stage, (d) the
operating pressure is much higher, and temperature is lower
than the counterparts in E-GasTM
gasifier, and (e) since the
second-stage temperature is not be sufficiently high enough to
crack the tar or heavy volatiles, catalytic material is needed
for tar/volatiles cracking. The main goal of E-STR is to
produce higher H2/CO ratio syngas suitable for SNG
production. Compared to the cross-type configuration of
E-GasTM
, the design of E-STR excludes the first-stage
cylinder. Therefore, several critical issues under high-pressure
operation can be simplified, such as welding, sealing,
maintenance and operation cost. The savings can be employed
to compensate the cost of the catalyst for the low-temperature
tar cracking process.
Figure 2 Configuration of the Entrained Slagging Transport
Reactor (E-STR) [3]
Choosing the E-STR gasifier in this study is (a) in our
previous studies [2], the E-Gasifier was investigated, and it is
more productive to continue to study the new product derived
from E-Gasifier; (b) E-STR is a new concept that is still in the
development stage. Investigating this new concept is
strategically important to keep INER in a lead position when
it comes to understanding and applying E-STR; (c) E-gasifier
and E-STR gasifier have certain advantages in producing
SNG over other commercial gasifiers. The result of this study
will pave the road for developing once-through SNG
production in the gasifier of the future.
1.2 Literature Review
In 1979, Wen et al. [4] investigated the Texaco (Now,
GE) down-draft entrainment pilot plant gasifier through their
mathematical model and assessed the influences of the input
operating parameters. They concluded: (1) an increase of
oxygen/fuel ratio significantly increases the carbon
conversion, resulting in slightly decreased H2 concentration
and increased CO concentration in the product gas; (2) an
increase in the steam/fuel ratio increases the H2 and CO2
concentration, but it decreases the CO concentration; (3) an
increase in the operating pressure can increase the degree of
carbon conversion particularly at high steam/fuel ratios; (4)
small fuel particles cause higher carbon conversion
efficiencies for a given mass feed rate.

3
Over the past few years, comprehensive research has
been devoted to the gasification process and performance via
CFD modeling [5-17]. Chen et al. [18] implemented a
three-dimensional model to simulate a 200-ton, two-stage air-
blown entrained type gasifier developed for an IGCC process.
The numerical analysis showed turbulent fluctuations
affected the volatiles and char-oxygen reactions and
significantly influenced the temperature and gas composition.
Furthermore, Chen et al. [19] also found carbon conversion is
independent of the devolatilization rate and less sensible to
coal particle size. However, it is sensitive to the
heterogeneous char-oxygen, char-CO2, and char-steam
reaction kinetics.
Since 2005, numerous attempts have been made by the
research team of the Energy Conversion & Conservation
Center (ECCC) at the University of New Orleans [20-26] to
develop a gasification numerical model through
ANSYS/FLUENT. The model is based on a two-stage,
entrained-flow gasifier following the geometry and input
parameters of Bockelie et al. [8] and Chen et al. [18]. The
ECCC team investigated various operating conditions, and
the results are summarized as follows [21]: (1) coal powder
feedstock tends to generate more CO and a higher exit
temperature than coal slurries with equivalent coal mass flow
rate; (2) the exit gases of oxygen-blown gasifiers have
higher mole concentrations of CO2 and CO than air-blown
gasifiers; (3) one-stage operation yields higher H2, CO, and
CH4 than a two-stage operation but with a lower syngas
heating value.
Silaen and Wang [20] found that the water-gas-shift
(WGS) rate plays an important role in predicting syngas
composition, and the reaction rate of the WGS, adopted from
Jones and Lindstedt [27], is found to be too fast because the
rate was obtained with the presence of a catalyst. Considering
that no catalyst is added in a typical gasifier, the water shift
reaction rate is purposely slowed down to make the syngas
composition consistent with syngas composition in the actual
production of a commercial entrained-flow gasifier with coal
slurry fed from the bottom. In a recent paper, when Lu and
Wang [28] calibrated the WGS reaction rate using the
Japanese air-blown, dry-feed CRIEPI gasifier, they
concluded that all of the originally published WGS reaction
rates were too fast. Therefore, by adding a backward WGS
reaction rate, the reaction speed doesn’t slow too much and
results in the same gas composition and temperature at the
gasifier exit as the case without adding the backward WGS
reaction rate. Moreover, they also clarified that the
calibrated WGS reaction rates obtained under air-blown and
dry-fed operating conditions may not be applicable to
slurry-fed or oxygen-blown gasifiers because the higher water
vapor concentration in slurry-fed gasifiers and higher
operating temperatures in oxygen-blown gasifiers may affect
the global WGS rate [28]. Chyou et al. [29] studied the effect
of 2nd stage design and coal type on the performance of
E-Gasifier. Results showed that dual-injector design can
minimize the circulation zone and improve the gasification
performance. Moreover, the tangential injection design saves
more energy as compared to the opposing-jets design. Lignite
in gasification leads to lower performance than Illinois #6
coal. However, the cheaper price of lignite makes it more
competitive in the condition of unit price of syngas HHV, and
thus the lower gasification performance is acceptable.
2. NUMERICAL SCHEME
The CFD solver used in this study is the commercial
CFD code ANSYS FLUENT V.12.0. FLUENT is a
finite-volume-based CFD solver written in C language and
has the ability to solve fluid flow, heat transfer, and chemical
reactions in complex geometries, and it supports both
structured and unstructured meshes. The second-order
discretization scheme is applied. The SIMPLE algorithm is
used in this study as the algorithm for pressure-velocity
coupling.
The 3-D, steady-state Navier-Stokes equations are
solved in an Eulerian-Lagrangian frame of reference. All the
coal particles are treated as a discrete, secondary phase
dispersed in the continuous phase via the Discrete Phase
Model (DPM) with the stochastic tracking to consider the
turbulent dispersion effect. The particles are tracked for every
50th
continuous phase flow iterations. The P1 radiation model
is used, and the gravitational force is considered in the
modeling. The standard k-ε model is used to capture the
turbulence flow. The species transport equations are solved
through the Finite-Rate/Eddy-Dissipation Model. In this
model, both the finite rate and the eddy-dissipation rate are
used and compared, and the slower rate is selected to compute
the continuous phase reactions.
2.1 Governing Equations
The equation for conservation of mass is:
mS )(
(1)
The source term Sm is the additional mass including the
vaporization of water droplets and the devolatilization of coal
particles added to the continuous phase from the dispersed
second phase flow.
The momentum conservation equation is:
Fgp
)()( (2)
where p is the static pressure, is the stress tensor, and
g
and F
are the gravitational body force and external
body forces (e.g. that arise from interaction with the dispersed
phase), respectively.
The stress tensor is given by
IT
3
2 (3)
where µ is the molecular viscosity, I is the unit tensor, and the
second term on the RHS is the effect of volume dilation.
The energy conservation equation is:

4
ph
ii
i
i
Sx
TK
xhu
x
(4)
where the second term on the RHS is the source term for
particle-gas heat transfer, evaporation energy (latent heat), the
radiation energy, and reaction heat.
2.2 Turbulence Model
The turbulence kinetic energy, k, and its rate of
dissipation, ε, are obtained from the following standard k-
transport equations:
k
jk
t
j
i
i
Gx
k
xku
x)( (5)
and
kCG
kC
xxu
xk
j
t
j
i
i
2
21)(
(6)
In these equations, Gk represents the generation of
turbulence kinetic energy due to the mean velocity gradients.
σk and σε are the turbulent Prandtl numbers for k and ε. The
turbulent (or eddy) viscosity, μt, is computed by combining k
and ε as follows:
ε
kCρμ μt
2
= (7)
the empirical model constants are C1ε = 1.44, C2ε = 1.92, Cμ =
0.09, σk = 1.0, σε= 1.3 [30].
2.3 Discrete Phase
In the Lagrangian approach, each particle is tracked.
The force balance on the discrete phase particles can be
written as
p
pxpD
p guuF
dt
du
)()(
(8)
where FD(u-up) is the drag force per unit particle mass:
24
182
eD
pp
D
RC
dF
(9)
uudRe
pp
(10)
where u is the fluid phase velocity, up is the particle velocity, μ
is the molecular viscosity of the fluid, ρ is the fluid density, ρp
is the particle density, and dp is the diameter of the particle
which is treated as a spherical shape. Re is the relative
Reynolds number calculated from the slip velocity between
the fluid phase velocity and the particle velocity.
The track of the particle is evaluated by the
instantaneous velocity, which is related to the mean velocity
and the fluctuating velocity as:
'* uuu
(11)
where the fluctuating velocity in Eq. (11) is defined by the
stochastic discrete random walk model.
The relationships for calculating the burning rate of the
char particles are presented and discussed in detail by Smith
[31]. The reaction rate R (kg/s) of particle surface species
depletion as a particle undergoing an endothermic reaction in
the gas phase is given as:
YRAR p (12)
N
nkinD
RpRR
(13)
where Ap is the particle surface area (m2), Y is the mass
fraction of surface species in the particle, η is the effectiveness
factor (dimensionless), R is the rate of particle surface species
reaction per unit area (kg/m2-s), pn is the bulk concentration of
the gas phase species (kg/m3), D is the diffusion rate
coefficient for the reaction, Rkin is the kinetic rate of reaction
(units vary), and N is the apparent order of reaction (In this
case, N is 0.5). The kinetic rate of reaction r is defined as:
)/( RTEn
kin eATR
(14)
When the coal slurry particle is injected into the
gasifier, the water is assumed to be atomized to small droplets
and undergoes evaporation. The rate of vaporization is
controlled by concentration difference between the surface
and gas streams, and the corresponding mass change rate of
the droplet can be given by:
CCkd=dt
dmsc
p 2 (15)
where kc is the mass transfer coefficient and Cs is the
concentration of the vapor at the particle’s surface, which is
evaluated by assuming that the flow over the surface is
saturated. C∞ is the vapor concentration of the bulk flow,
obtained by solving the transport equations. The value of kc
can be calculated from empirical correlations by [32, 33]:
330506002 ..d
cd ScRe..=
D
dkSh (16)
where Sh is the Sherwood number, Sc is the Schmidt number
(defined as ν/D), D is the diffusion coefficient of vapor in the
bulk flow. Red is the Reynolds number, defined as uν/D, u is
the slip velocity between the droplet and the gas and D is the
droplet diameter.

5
When the droplet temperature reaches the boiling point,
the following equation can be used to evaluate its evaporation
rate [34]:
pfgpdd ChTTC
dd=
dt
dm//1lnRe46.00.2 5.02
(17)
The energy equation for the particle accounts for
convection, radiation, devolatilization, and surface reactions,
is given as:
reacp
hfgp
pRppPpp
pp
Hdt
dmfh
dt
dm
TATThAdt
dTcm
44
(18)
where mp
and Tp
are the particle mass and particle
temperature, respectively. θR is the radiating temperature,
defined as:
4/14/ GR
(19)
and G is the incident radiation, which is related to the
radiative intensity as:
4
0IdG
(20)
The radiation in the gasifier is described by the P1
model [35]. The convection coefficient (Nusselt number, Nu)
between the particle and the gaseous flow field is evaluated by
the empirical relation proposed by Ranz and Marshall [32] as:
3/12/1 PrRe6.00.2 d
p
k
hdNu
(21)
2.4 Devolatilization
The devolatilization reaction of the coal particle is
described by the two-competing-rates model proposed by
Kobayashi [36] as:
)/(
111 pRTE
eAR
(22)
)/(
222 pRTE
eAR
(23)
These two kinetic rates are used as a weight function by
an expression for devolatilization as:
dtdtRRRRmmf
tm tt
ap
v
021
02211
0,0,
)(exp)()1(
)(
(24)
where α1 and α2 are yield factors, fω is the mass fraction of
moisture, mp is the mass of particle, and ma is the mass of ash.
The value of the constants are A1 = 2×105, A2 = 1.3×10
7, E1 =
1.046×108 J/kg mol, and E2 = 1.67×10
8 J/kg mol.
As the volatiles diffuse out of the coal particle, the
heterogeneous reactions on the particle surface occur. Those
particle surface reactions are described by the implicit
relations of Smith et al. [31] as:
r,kkrpr,k RYAR (25)
rN
r
rknrkinrk
D
RpRR
,0
,,,
(26)
RTErnrrkin
reTAR/,
,
(27)
2.5 Chemical Reaction
The conservation equation of the species is in the
following general form:
iiii SRJY
)(
(28)
where Ri is the net rate of production of species i by chemical
reaction and Si is the rate of mass creation by addition from
the dispersed phase sources. iJ
is the diffusion flux of
species i, which arises due to the gradients in concentration
and temperature.
The source term for species i due to all reactions is
computed as the sum of the Arrhenius reaction sources over
the NR reactions that the species participate in:
RN
r
riiwi RMR
1
,,ˆ
(29)
where Mw,i is the molecular weight of species i and riR ,ˆ
is
the Arrhenius molar rate of production/consumption of species
i in reaction r.
The Finite-rate/Eddy-dissipation-rate model computes
both Arrhenius rates and turbulent mixing rates, and the
smaller one is chosen for the homogeneous reactions. Only
finite rates are used for the heterogeneous reactions.
2.6 Condensation and Re-vaporization of Tar
As mentioned above, the second-stage temperature of
E-STR reactor will not be sufficiently high enough to crack
the tar, and a catalytic material is needed for tar cracking.
Without including the actual catalytic kinetics, this study
intends to implement sub-models of liquid tar (condensation)
and its re-vaporization into the existing gasification simulation
model, specifically it considers low-temperature operating
conditions and paves the road for future incorporation of
catalytic kinetics.
In the tar condensing sub-model, a threshold
condensation temperature is specified. When the local
temperature is lower than the designated condensation
temperature (assumed as 780 K), the gaseous volatiles will
condense to liquid form (liquid tar) and release the energy of
latent heat. On the other hand, when the temperature of liquid
tar is higher than the specified re-vaporization temperature

6
(assumed as 810 K), it will crack into three species (CO, H2,
C2H2) and absorb energy for cracking reaction.
The tar condensation and re-vaporization sub-models
are described by the UDF (User-Defined Function), and
interpreted into the E-STR model during the iteration.
2.6 Finite-Rate/Eddy-Dissipation-Rate Model
2.6.1 Arrhenius rate:
)RT/Eexp(TAk
]C[k)(R̂
r
n
rr,f
N
jjr,fr,ir,ir,i
r,j
1
(30)
where riri ,, ,
are the reactant and product stoichiometric
coefficients, respectively, r,j
are the rate exponents for
reactant j, in reaction r, n is the temperature exponent of
reaction r, Er is the activation energy, R is the universal gas
constant, Ar is the pre-exponential factor, and Cj is the molar
concentration of species j.
2.6.2 Eddy-Dissipation Rate:
Nj jr,j
P Pir,i
)P(r,i
Rr,R
Rir,i
)R(r,i
)P(r,i
)R(r,ir,i
M
Y
kABMR
)M
Y(
kAMR
)R,Rmin(R
(31)
where YR and YP are the mass fractions of reactant and
produce species, respectively. A is the Magnussen constant for
reactants (4.0), B is the Magnussen constant for products
(0.5), M is the molecular weight, and the R and P subscripts
are the reactants and products.
The global gasification reaction rates used in this study
are listed in Table 1 [22].
Table 1 Global reaction rate constants in this study
Reactions Ar Er (J/kmol)
C(s) + 1/2O2 → CO 0.052 6.1E+07
C(s) + CO2 → 2CO 0.0732 1.125E+08
C(s) + H2O → CO + H2 0.0782 1.15E+08
CO + 1/2O2 → CO2 2.2E+12 1.67E+08
H2 + 1/2O2 → H2O 6.8E+15 1.68E+08
CH2.761O0.264 → 0.479H2 + 0.264CO
+ 0.356CH4 + 0.19C2H2 Eddy-dissipation rate only
C2H2 + O2 → 2CO + H2
CH4 + 1/2O2 → CO + 2H2
CO + H2O → CO2 + H2 2.75E+02 8.38E+07
3. MODEL DESCRIPTION
3.1 Computational Model
Figure 3(a) showed the schematic diagram of a
previously developed E-Gas model, where its height (H) is 12
m, and length (L) is 8 m. 80% of coal/slurry and all oxidant
are fed on both side of 1st stage, while the remaining 20% of
coal/slurry is fed at 2nd
stage. In the E-STR model, the length
is shortened from 8 m to 2 m by literally removing the
horizontal cylindrical section, as shown in Figure 3(b). The
fuel feeding configuration is also modified by feeding all
coal/slurry at the 2nd
stage and all oxidant at the 1st stage. The
unreacted char leaves the reactor and recycles back to the 1st
stage fed port. A reasonable recycling rate will be deduced in
the following section.
(a) (b)
Figure 3 Schematic of the computational model of (a) E-Gas,
(b) E-STR
The grid sensitivity study was conducted with three
grids (94,683, 186,200, and 379,573). The difference of the
species between the cases of 94,683 and 186,200 is about
3.5%, and it reduces to 1.9% at the case of 379,573. The
difference of outlet temperature between the two cases is less
than 1%. To save computational time, the grid containing
186,200 tetrahedral meshes is used.
3.2 Boundary Condition
The Illinois #6 coal is used in this study, and its
properties are shown in Table 2 and Table 3, respectively.
Table 2 Proximate analysis of feedstock coal
Proximate analysis
(wt. %)
Illinois #6 Coal
wet
Moisture 11.12
Ash 9.7
Volatiles 34.99
Fixed Carbon 44.19
sum 100
HHV (MJ/kg) 27.1
L
H
D2
D1
Geometry
•D1 = 2m
•D2 = 1.6m
•H = 12m
•L = 8m
•V = 42.24m3
Coal
slurry
Oxidant
Coal
slurry
Oxidant
Syngas
Coal slurry

7
Table 3 Ultimate analysis of feedstock coal
Ultimate analysis
(wt. %)
Illinois #6 Coal
wet
Moisture 11.12
C 63.75
H 4.5
N 1.25
Cl 0.29
O 6.88
S 2.51
Ash 9.7
sum 100
To simplify the computational model, the masses of N,
Cl and S shown in the proximate analysis are lumped as ‘N2’
and treated as the gas phase fed together with the oxidant in
the model. The treatment of the ash transformation (i.e.
transformation to slag) is neglected; instead, SiO2 is used as a
gas species to represent ash in the model. For a real gasifier,
there is a hopper at the bottom of the gasifier to discharge the
slag. However, because of the assumption stated above, in this
study, both the physical behavior of slag formation and the
hopper design at the bottom are excluded in the simulation.
The total slurry mass flow rate is 39.7 kg/s, and the total
oxidant mass flow rate is 22.9 kg/s. Two operating pressures
(28 and 70 atm) are considered. Refractory brick is used in the
gasifier, and the wall is assumed to be adiabatic (i.e. perfect
insulation). The mass ratio of O2/Coal (DAF) is 0.92, and the
coal slurry concentration (defined as mass of coal (MF)/mass
of coal slurry) is 0.67. The detailed inlet and boundary
conditions and the corresponding parameter ratios of the base
case are summarized in Error! Not a valid bookmark
self-reference.. In the base case, no unreacted char is
recycled, and the operating pressure 28 atm is considered.
Table 4 Feedstock and operating conditions of the base case
Flow rate (tons/day)
- Coal (as received):
- Slurry water:
- Coal slurry:
2545
831
3376
First Stage Flow rate (tons/day)
- Oxidant:
1947
Second Stage Flow rate (tons/day)
- Coal Slurry Feed:
3376
Operating Condition:
- Pressure (atm):
- Inlet Oxidant Temp. (K):
- Inlet Feedstock Temp. (K):
28/70
411
450
Operating Parameters:
- O2/Coal (DAF):
- Coal (MF)/Coal Slurry:
- O2/C:
- H2O/C:
0.92
0.67
1.14
0.69
4. RESULTS AND DISCUSSION
4.1 Base Case
The results of E-Gas and preliminarily modified E-STR
model (decrease length, change fed configuration without char
recycling) are compared in this section. The operating
pressure of the base E-STR case is still the same as E-Gas at
28 atm. The purpose of making this base case comparison is to
find out the difference between the two by only changing the
geometry of the gasifier. The result, shown in Table 4,
indicates that similar syngas compositions and outlet
temperature are observed between E-Gas and E-STR without
char recycling. This implies that the lengths of both gasifiers
are sufficiently long to achieve almost equilibrium status at
the exit of the gasification process. When the E-STR is
operated at higher pressure (70 atm), the difference between
these two cases becomes obvious.
Table 4 Exit syngas temperature and compositions of base
E-STR case and E-Gas
Parameters E-Gas E-STR base
Mole
fraction
(%)
CO 40.1 44.1
H2 18.4 16.5
CO2 9.7 5.9
H2O 21.4 24.4
Exit temperature (K) 1891 1894
The comparison of temperature contours in Fig. 4 shows
that E-STR without char recycling and operating at 28 atm
results in higher interior temperatures near the 2nd
stage
injector than that of E-Gas. The fuel feeding configuration is
different; the fuel is separately fed in E-Gas, so its
temperature is lower; while all the fuel is fed at the 2nd
stage
in E-STR, so its temperature is higher.
(a) (b)
Figure 4 Comparison of Mid-plane temperature distributions
for (a) E-Gas model and (b) E-STR model

8
Comparison of particle resident times are shown in
Figure 5.1 Longer particle resident time is observed in
E-STR due to concentrated injection at 2nd
stage while it is
separately injected in E-Gas. Therefore, the particles in the
E-STR reactor require a longer time to be fully consumed.
Besides, concentrated injection generates stronger momentum,
racing coal particles impinging on the opposite wall from the
injector. In the case of E-Gas, however, particles with 20%
mass flow rate are push upward by the flow coming from 1st
stage without reaching the opposite wall.
(a)
(b)
Figure 5 Comparison of particle resident time (seconds) for
(a) E-Gas model and (b) E-STR model
In the present results, no unreacted char is seen leaving
the base E-STR reactor. Since in a real operation, a certain
percentage of char is unreacted at the gasifier exit
modification should be considered to reduce the char reaction
rate to match the operation data.
4.2 Recycling Rate and Char Reaction Rate for E-STR
Gasifier
In this section, the amount of recycled char is verified
for the E-STR gasifier. The recycling rate obtained from the
study of Watanabe and Otaka [12] in the CCP project is about
60%, while it is about 7.6% from the Wabash plant in the
NETL’s report [37]. We took the above two char-recycling
rates as the maximum and the minimum extent for this study.
Since this range is wide, two additional cases, 15% and 30%,
are also investigated and compared as shown in Table 5.
To approximately match the unreacted char at the
gasifier exit to the corresponding amount specified at the
recycle char inlet, the char reaction rates for 60% and 30%
recycle char cases are reduced (as listed in Table 5).
For the case of 60% char recycle, the extremely high
temperature was observed due to the interaction between the
recycled char and 95% oxygen. Such a high temperature will
make the reactor unable to sustain and should be avoided in
design. Besides, the CGE (Cold Gas Efficiency) was far
below the desired level (~80%). For the case of 30% char
recycle, its CGE is much better than 60%. The local hot spot,
however, is still observed. A reasonable temperature and
suitable CGE are achieved in the case of 15%. The last case
(7.6%) results in the highest CGE among compared cases and
uniform interior temperature at the expense of higher outlet
temperature (~ 2000 K), making it inconsistent with the
concept of the E-STR system. The overall gasification
performance can also be evaluated by comparing the HHV
values. Again, lower recycled char rates produce higher HHV
values as depicted in Table 5.
It can be concluded from the above discussion that the
case of the 15% char recycling rate led to reasonable CGE,
outlet temperature, and the situation of the hot spot is also
alleviated. Therefore, the condition of 15% recycling rate will
be employed in the following investigation.
Table 5 Comparison results under different char recycling rate
Char Recycle 60% 30% 15% 7.6%
CGE 42.6% 74.9% 84.1% 87.4%
Exit Temperature 1099 1300 1653 1981
HHV(MJ/kg) 5.86 8.58 9.05 9.00
Adjustment of
char reaction rates 1x10
-4 1x10
-4 5x10
-5 5x10
-5
Source [12] Adjust Adjust [37]
4.3 Condensation & Re-vaporization Sub-models
As explained earlier, the sub-models of condensation
and re-vaporization of volatiles are developed and
implemented through the user-defined functions.
Condensation:
Volatiles (gaseous) → Volatiles (liquid) + Heat
Re-Vaporization:
Volatiles (liquid) + Heat → CO + H2 + C2H2

9
The volatiles are first released according to the
two-competing-rates devolatilization model proposed by
Kobayashi [34] as shown in equations (22-24). Typically, the
devolatilization and the subsequent volatiles thermal cracking
occur and complete under high temperature near the
combustion region in the gasifier. In a low-temperature
operation condition, such as in the E-STR, the heavy volatiles
or tar vapors have not been thermally cracked to lighter gases.
Therefore, they would condense if the local temperature
becomes lower than the corresponding condensation
temperature of some species due to the endothermic
gasification process. Although the condensation temperature
varies among different compositions of volatiles and tars, for
simplicity, one single condensation temperature 780K is
assigned. The condensation is assumed to occur
instantaneously as the local temperature is lower than 780K
and thermal energy due to phase change will release. On the
other hand, a single re-evaporation temperature (810K) is also
assigned, and the re-evaporation is also assumed
instantaneously. The 30K difference between the
condensation and re-evaporation temperatures is arbitrarily
chosen for two reasons: (a) to avoid spatially sharp changes
from condensation to re-evaporation in very short distance
and (b) to simulate the resistance and finite time needed to
condense and re-evaporate. The second reason is further
explained below.
Assume the actual saturation temperature of the
volatiles is 795K – this means that the condensation and
evaporation temperatures are the same at 795K. Thus, the
assigned condensation (780 K) and re-evaporation (810 K)
temperatures are 15K lower and higher than 795 K
respectively. This implies that the volatiles need to be
sub-cooled 15K to effectively condense as well as superheated
15 K to re-evaporate. Typically, condensation will not occur in
the middle of no-where, rather a solid surface is required for
condensation to occur and grab on. A solid surface can be the
gasifier wall, duct/pipe surface, or a tiny solid (i.e. a nucleate)
surface. Since there are abundant particles in a gasifier
including char dust, ashes, and soot to serve as numerous
nucleate sites for condensation to occur, it is reasonable to
assume that condensation can occur at any computational cell
once the temperature of that cell drops below the assigned
condensation temperature. Since the rates of condensation and
re-evaporation are not known and finding their rates in not
within the scope of this study, ± 15 K is arbitrarily chosen
to consider the resistance involved in vapor diffusion and
convective process during the condensation and
re-evaporation (including the subsequent thermal cracking
process) processes. The accuracy of the assigned condensation
and re-evaporation temperatures is not the focused of this
study; rather, the development and implementation of these
sub-models are the goals of this study.
The volatiles condensation sub-model is first developed
and implemented in E-STR without including the
re-evaporation model. To investigate if the condensation is
adequately modeled, the result of condensation-only is
compared in Table 7 with the base case and not including
condensation and recycling of the unreacted char.
Table 7 Effect of condensation and re-vaporization sub-model
Base Condensation
only
Both
sub-model
Mole
fraction
(%)
CO 36.91 35.42 38.8
H2 24.48 21.46 26.7
CO2 10.07 10.43 8.11
H2O 20.61 19.98 18.33
CH4 2.27 1.29 2.45
Volatiles(G) 1.05x10-6 3.68x10-6 4.25x10-7
Volatiles(L) - 6.47 0
Unreacted Char (%) 20 11 18
Temperature (K) 1463 1598 1505
The comparison shows that incorporating the volatiles
condensation sub-model results in a formation of about 6.47%
condensed liquid volatiles and an increase of about 135 K in
exit temperature, due to the release of latent heat. The above
comparison indicates that the proposed volatiles condensation
sub-model successfully captures the phenomenon of the
volatiles condensation.
The result of the subsequent implementation of the
re-evaporation sub-model is also shown in Table 7. The
liquid volatiles from previous condensation are reduced to
zero due to re-vaporization in the base E-STR when no
unreacted char is recycled, and the gasifier's temperature is
high. The exit temperature also drops to the level of the base
case due to energy supply for the evaporation latent heat.
When both the condensation and re-vaporization sub-models
are included, the result returns to being similar to that of the
base case.These two sub-models are considered to be
successfully developed and implemented. Both sub-models
can also be improved to incorporate more complex physics or
be calibrated and fine-tuned to match experimental data, when
the data become available in the future.
4.4 Parametric Studies
To investigate other potential operating conditions, a
parametric study is performed by varying the fuel distribution
between the first and second stages, the operating pressure,
and the amount of oxygen supply (O2/Coal ratio).
4.4.1 Fuel Re-Distribution between the first and second
stages
In this case, the fuel distribution is changed by shifting
20% coal-slurry to the first stage (originally 100% at the
second stage) and feeding recycled char at the second stage
(originally at the first stage). The entire oxygen is still injected
at the first stage like the base case. Two alternate fuel
redistribution cases are studied – one with the condensation
and re-evaporation sub-models, the other without. Results of
syngas composition and exit temperature are compared in
Table 8.

10
Table 8 Effect of fuel-redistribution on syngas composition
and exit temperature with and without condensation and
re-evaporation sub-models
Base
2-stage fuel
with
Sub-models
2-stage fuel
without
sub-models
Mole
fraction
(%)
CO 36.91 36.42 34.41
H2 24.48 24.16 22.63
CO2 10.07 11.56 12.74
H2O 20.61 18.58 20.24
CH4 2.27 3.04 3.65
Volatiles(G) 1.05x10-6 4.47x10-7 4.76x10-7
Volatiles(L) - 0 -
Unreacted Char (%) 20 15 12
Exit Temperature (K) 1463 1615 1558
HHV(MJ/kg) 8.15 7.91 7.33
As shown in Table 8, the effect of fuel re-distribution on
syngas composition is noticeable but not large. The exit
temperature increases for the fuel re-redistribution cases. To
further examine the temperature distributions, the interior
temperature distributions along the height of reactor are
compared in Fig. 6.
Figure 6 Effect of fuel re-distribution on temperature
distributions with and without condensation and
re-evaporation sub-models
The variation of the exit temperature and the interior
temperature distributions are quite different. In the base case,
the average temperature in the 1st stage (with recycled char) is
about 2200 K. In the case of fuel re-distribution, there is a low
temperature region in the 1st stage since the recycled char is
injected at the 2nd
stage. With 80% coal-slurry and recycled
char, the temperature at the 2nd
stage is higher than that of
base case. Therefore, using fuel re-distribution leads to lower
first stage temperature and higher second stage temperature
but similar exit temperature. The temperature distribution of
the base case is more preferable because the wall temperature
is low, and the refractory can last longer.
4.4.2 Operating pressure
The operating pressure for E-STR reactor is 70 atm.
Previous calculations were performed under 28 atm. In this
section, the operating pressure is raised to 70 atm. The result
is compared with the base case in Table 9.
Table 9 Effect of operating pressure and oxygen amount on
syngas composition and exit temperature
Base 70 atm
100% O2
28 atm
50% O2
Mole
fraction
(%)
CO 36.91 40.81 21.89
H2 24.48 29.21 19.97
CO2 10.07 10.82 9.15
H2O 20.61 10.52 34.13
CH4 2.27 2.84 5.35
Volatiles(G) 1.05x10-6 1.3x10-9 6.1x10-5
Volatiles(L) - 0 0
Unreacted Char (%) 20 0 82
Temperature (K) 1463 1532 1100
HHV(MJ/kg) 8.15 9.38 5.73
Under the higher operating pressure at 70 atm, there is
no unreacted char at the exit of the gasifier, and the mole
fraction of CO increases about 4 percentage points. The
temperature at the second stage increases from 3,400K (in Fig.
6) to about 4,000K in Fig. 7 and the exit temperature from
1,463 K to 1,532K, indicating the effect of significantly
increased pressure. Please note that the adiabatic temperature
of solid carbon can reach about 4,667K under atmospheric
condition [38].
4.4.3 O2/Coal ratio
To further reduce temperature to match the value (750oC
or 1023 K) shown in Fig. 2 for high-pressure E-STR operating
condition, the amount of oxygen is reduced by decreasing
the oxygen/coal ratio from 0.92 in the base case to one half
the value (0.46). It is understood that a significant reduction of
oxygen will lead to poor carbon conversion rate and
unsatisfactory gasificaiton process. However, as an
exploration study, it is interesting to see how a significantly
reduced O2/Coal ratio would affect the gasification process
under a high operating pressure condition. The results are
compared in Table 9. It is shown that a reduction of 50%
oxygen supply effectively reduces temperature to 1100 K —
close to the level of design value at 1023 K. However, the
unreacted char increases to 80%, and the CO yield decreases
to 20%. The interior temperature distribution is compared
with base case in Fig. 7.
The case with 50% O2 leads to a higher temperature at
the 1st stage due to less mass introduced. After the 2
nd stage
injector, lower oxygen supply results in reduced combustion
and lower temperature all the way to the gasifier exit, as
shown in Fig. 7. The distribution of CO and H2 are compared
in Fig. 8. For the case of 50% O2, the mole fractions of CO
and H2 increase faster in the beginning, but remain constant at

11
20% in the rest of the gasifier after 5 m. In the base case, both
CO and H2 continuously increase to the position about 8 m.
Figure 7 Comparison of temperature distributions under two
pressures and two oxygen supply conditions
Figure 8 Comparison of CO, H2 and O2 distributions with half
oxygen-fed condition at 28 atm
Among the conducted parametric study, the reduction of
oxygen supply is the most effective way to lower the gasifier
temperature. When the interior temperature is low enough, the
effect of liquid volatiles/tar would be significant. The molar
ratio of H2/CO is 0.663, 0.716, and 0.912 for the base case, the
case of 70 atm, and the case of reduced oxygen, respectively.
The results indicate that high pressure and low oxygen supply
leads to a higher, more favorable H2/CO ratio for synthetic
natural gas (SNG) production.
However, the amount of condensed liquid volatiles/tar
seems lower under current simulation without using catalysts.
This may be due to the significantly reduced oxygen supply or
the incorrect values being assigned to the
condensation/re-vaporization temperatures. Further study will
examine more closely these two parameters.
5. CONCLUSION
The objective of this study is to modify the existing
CFD model, consider the low-temperature and high pressure
features of the newly introduced E-STR gasifier, aiming for
producing higher H2/CO ratio syngas for SNG production.
Due to its low-temperature, volatiles condensation and
re-evaporation sub-models are developed and implemented.
Due to its high operating pressure condition, different fuel and
oxidant feeding distributions are compared. The results are
summarized below.
Similar syngas compositions and outlet temperatures are
observed between E-Gas and E-STR without char recycling.
Higher interior temperature is obtained in E-STR because all
coal slurry is fed at the 2nd stage rather than being
separately injected as in E-Gas. This also leads to longer
particle residence time at the 2nd stage for E-STR.
Incorporating the volatiles condensation-only
sub-model results in a formation of about 6.47 % liquid
volatiles and an increase of outlet temperature about 135 K,
due to the release of latent heat. When the re-vaporization
model is incorporated together with the condensation model,
under the test condition, the liquid volatiles evaporate with an
amount depending on the setpoint of evaporation temperature.
It is thus concluded that the volatiles condensation and
re-evaporation sub-modles have been successfully developed
and implemented. These sub-models will be useful under the
condition that the gasifier temperature is intentionally kept
low, like in the E-STR gasifer.
An attempt was made to reduce the reactor
temperature by changing the fuel feeding mass distribution
between the first and second stage as well as changing the
oxygen/coal ratio. By introducing 20% coal-slurry at the 1st
stage and feeding the recycled char at the 2nd
stage, the
temperature is reduced near the 1st injector but is increased at
the 2nd
stage.
When the operation pressure increases from 28 atm
to 70 atm, the temperature increases at the 2nd
stage. The mole
fractions of both H2 and CO in the exit syngas increase, but
the outlet temperature maintains about the same.
Under the studied condition, the present model can't
predict reduced temperature inside the E-STR gasifier as
claimed by the manufacturer [3]. By reducing the oxygen/coal
ratio from 0.92 to 0.46 (i.e., with a 50% reduction), the
temperature inside the gasifier shows an increase near the 1st
stage but reduces in the rest of the gasifier with a reduction of
exit temperature from 1463 K to 1100 K.
The overall result indicates that operations with high
pressure at 70 atm and low stoichiometric ratio lead to
favorable higher H2/CO ratios suitable for producing
synthetic natural gas (SNG).
ACKNOWLEDGEMENT
This research is supported by a grant from INER
(Institute of Nuclear Energy Research) program “Clean

12
Carbon as Sustainable Energy (CaSE)” under the framework
of National Energy Program (NEP) at National Science
Council of Taiwan, ROC.
REFERENCE
1. BP, Statistical Review of World Energy 2010. 2010:
London, UK.
2. Luan, Y.T., Y.P. Chyou, and T. Wang, Numerical
Analysis of Gasification Performance via Finite-Rate
Model in a Cross-Type Two-Stage Gasifier.
International Journal of Heat and Mass Transfer,
2013. 57: p. 558-566.
3. Tsang, A. and C. Keeler, E-STRTM
Technology
Development for Lignite Gasification, in Gasification
Technologies Conference. 2010: Washington, D.C.
4. Wen, C.Y. and T.Z. Chaung, Entrainment Coal
Gasification Modeling. Industrial & Engineering
Chemistry Process Design and Development, 1979.
18(4): p. 684-695.
5. Fletcher, D.F., et al., A CFD based combustion model
of an entrained flow biomass gasifier. Applied
Mathematical Modelling, 2000. 24(3): p. 165-182.
6. Chen, C., M. Horio, and T. Kojima, Use of numerical
modeling in the design and scale-up of entrained
flow coal gasifiers. Fuel, 2001. 80(10): p. 1513-1523.
7. Choi, Y.C., et al., Numerical study on the coal
gasification characteristics in an entrained flow coal
gasifier. Fuel, 2001. 80(15): p. 2193-2201.
8. Bockelie, M.J., et al., CFD Modeling for Entrained
Flow Gasifiers, in Gasification Technologies
Conference. 2002: San Francisco, CA.
9. Vicente, W., et al., An Eulerian model for the
simulation of an entrained flow coal gasifier. Applied
Thermal Engineering, 2003. 23(15): p. 1993-2008.
10. Stephen, E.Z. and C. Guenther, Gasification CFD
Modeling for Advanced Power Plant Simulations.
2005, National Energy Technology Laboratory:
Morgantown, WV 26507-0880, USA.
11. Shi, S.P., et al., Modelling coal gasification with
CFD and discrete phase method. Journal of the
Energy Institute, 2006. 79: p. 217-221.
12. Watanabe, H. and M. Otaka, Numerical simulation of
coal gasification in entrained flow coal gasifier. Fuel,
2006. 85(12-13): p. 1935-1943.
13. Slezak, A.A.J., Modeling of particle trajectories of
coal size and density fractions in a gasifier, in
Department of Mechanical and Aerospace
Engineering. 2008, West Virginia: Morgantown.
14. Ajilkumar, A., T. Sundararajan, and U.S.P. Shet,
Numerical modeling of a steam-assisted tubular coal
gasifier. International Journal of Thermal Sciences,
2009. 48(2): p. 308-321.
15. Hernandez, J.J., G. Aranda-Almansa, and A. Bula,
Gasification of biomass wastes in an entrained flow
gasifier: Effect of the particle size and the residence
time. Fuel Processing Technology, 2010. 91(6): p.
681-692.
16. Slezak, A., et al., CFD simulation of entrained-flow
coal gasification: Coal particle density/size fraction
effects. Powder Technology, 2010. 203(1): p. 98-108.
17. Ni, J., et al., Modeling and comparison of different
syngas cooling types for entrained-flow gasifier.
Chemical Engineering Science, 2011. 66(3): p.
448-459.
18. Chen, C., M. Horio, and T. Kojima, Numerical
simulation of entrained flow coal gasifiers. Part I:
modeling of coal gasification in an entrained flow
gasifier. Chemical Engineering Science, 2000.
55(18): p. 3861-3874.
19. Chen, C., M. Horio, and T. Kojima, Numerical
simulation of entrained flow coal gasifiers. Part II:
effects of operating conditions on gasifier
performance. Chemical Engineering Science, 2000.
55(18): p. 3875-3883.
20. Silaen, A. and T. Wang, Effect of turbulence and
devolatilization models on coal gasification
simulation in an entrained-flow gasifier. International
Journal of Heat and Mass Transfer, 2010. 53(9-10):
p. 2074-2091.
21. Silaen, A. and T. Wang, Investigation of the coal
gasification process under various operating
conditions inside a two-stage entrained flow gasifier,
in 27th International Pittsburgh Coal Conference.
2010: Istanbul, Turkey.
22. Silaen, A. and T. Wang, Comparison of
instantaneous, equilibrium, and finite-rate
gasification models in an entrained-flow coal
gasifier, in 26th International Pittsburgh Coal
Conference. 2009: Pittsburgh, USA.
23. Silaen, A. and T. Wang, Effects of Turbulence and
Devolatilization Models on Gasification Simulation,
in 25th International Pittsburgh Coal Conference.
2008: Pittsburgh, USA.
24. Silaen, A. and T. Wang, Part-load simulations and
experiments of a small coal gasifier, in 23rd
International Pittsburgh Coal Conference. 2006:
Pittsburgh, PA, USA.
25. Silaen, A. and T. Wang, Effects of fuel injection
angles on performance of a two-stage coal gasifier,
in 23rd International Pittsburgh Coal Conference.
2006: Pittsburgh, USA.
26. Silaen, A. and T. Wang, Simulation of coal
gasification inside a two-stage gasifier, in 22nd
International Pittsburgh Coal Conference. 2005:
Pittsburgh, PA, USA.
27. Jones, W.P. and R.P. Lindstedt, Global reaction
schemes for hydrocarbon combustion. Combustion
and Flame, 1988. 73(3): p. 233-249.
28. Lu, X. and T. Wang, Water-Gas Shift Modeling of
Coal Gasification in an Entrained-Flow Gasifier, in
28th Annual International Pittsburgh Coal
Conference. 2011: Pittsburg, PA, USA.
29. Chyou, Y.-P., et al., Investigation of the Gasification
Performance of Lignite Feedstock and the Injection
Design of a Cross-Type Two-Stage Gasifier. Energy
& Fuels, 2013. 27: p. 3110-3121.
30. Launder, B.E. and D.B. Spalding, Lectures in
Mathematical Models of Turbulence. 1972, London:
Academic Press.

13
31. Smith, I.W., The combustion rates of coal chars: A
review. Nineteenth Symposium (International) on
Combustion, 1982. 19(1): p. 1045-1065.
32. Ranz, W.E. and W.R. Marshall, Evaporation from
drops. Part 1. Chemical Engineering Progress, 1952.
48: p. 141-146.
33. Ranz, W.E. and W.R. Marshall, Evaporation from
drops. Part 2. Chemical Engineering Progress, 1952.
48: p. 173-180.
34. Kuo, K.K., Principles of Combustion. 1986, New
York: John Wiley and Sons.
35. Cheng, P., Two dimensional radiating gas flow by a
moment method. AIAA, 1964. 2: p. 1662-1664.
36. Kobayashi, H., J.B. Howard, and A.F. Sarofim, Coal
devolatilization at high temperatures. Symposium
(International) on Combustion, 1977. 16(1): p.
411-425.
37. NETL, Destec Gasifier IGCC Base Cases. 2000.
38. Lapierre, E., Chemical Equilibrium and Adiabatic
Flame Temperature of Carbon Monoxide / Oxygen
Flames. 2012.