MODEL-BASED SYSTEM DESIGN OF HIGHLY-EFFICIENT …
11
See discussions, stats, and author profiles for this publication at: https://www.researchgate.net/publication/267498115 Model-Based System Design of Highly-Efficient Integrated Gasification Fuel Cell Power Plants Conference Paper · January 2010 DOI: 10.1115/FuelCell2010-33219 CITATIONS 0 READS 106 6 authors, including: Some of the authors of this publication are also working on these related projects: Modeling and Control of CIGS Deposition System View project Handa Xi Aurora Flight Science 16 PUBLICATIONS 135 CITATIONS SEE PROFILE S. Tobias Junker United Technologies Research Center 24 PUBLICATIONS 273 CITATIONS SEE PROFILE Slaven Peles Lawrence Livermore National Laboratory 23 PUBLICATIONS 301 CITATIONS SEE PROFILE Ellen Y. Sun United Technologies Research Center 79 PUBLICATIONS 2,125 CITATIONS SEE PROFILE All content following this page was uploaded by Slaven Peles on 20 August 2016. The user has requested enhancement of the downloaded file.
Transcript of MODEL-BASED SYSTEM DESIGN OF HIGHLY-EFFICIENT …
Microsoft Word - Fuelcell2010_FinalPaper_final.docxSee discussions,
stats, and author profiles for this publication at:
https://www.researchgate.net/publication/267498115
Model-Based System Design of Highly-Efficient Integrated Gasification Fuel
Cell Power Plants
6 authors, including:
Some of the authors of this publication are also working on these related projects:
Modeling and Control of CIGS Deposition System View project
Handa Xi
SEE PROFILE
All content following this page was uploaded by Slaven Peles on 20 August 2016.
The user has requested enhancement of the downloaded file.
Proceedings of the ASME 2010 Eighth International Fuel Cell Science, Engineering and Technology Conference FuelCell2010
June 14-16, 2010, Brooklyn, New York, USA
FuelCell2010-33219
MODEL-BASED SYSTEM DESIGN OF HIGHLY-EFFICIENT INTEGRATED GASIFICATION FUEL CELL POWER PLANTS
Shivakumar Kameswaran Handa Xi S. Tobias Junker Slaven Peles Jean Yamanis Ellen Sun United Technologies Research Center (UTRC), East Hartford, CT 06108, USA
ABSTRACT The present study focuses on the model-based conceptual
design of utility-scale power generation systems with a power block comprising a Solid Oxide Fuel Cell (SOFC) and steam/gas turbine bottoming cycles. The design includes production of coal gas via coal gasification, coal gas clean-up process steps, as well as carbon capture technology downstream of the power block. Various options for system design configurations and operating parameters exist for such power plants. The current work focuses on a subset of these configurations that makes use of catalytic coal gasification, state-of-the-art gas turbine technology, and oxy-combustion for straightforward carbon separation.
A library of first-principles component models for gasifier, SOFC, gas and steam turbines, and oxygen combustor as well as phenomenological models for the air separation unit and coal gas clean-up process were developed. System analyses of two atmospheric and a pressurized system concept will be presented. The three system configurations will be compared using system performance metrics. All systems meet the Solid State Energy Conversion Alliance (SECA) minimum requirements, i.e., produce ≥100 MW power with ≥50% electrical efficiency based on coal HHV and capture more than 90% of the carbon in the coal feedstock.
INTRODUCTION Integrated Gasification Fuel Cell (IGFC) power plants
combine gasification technology with Solid Oxide Fuel Cells (SOFC), and are expected to offer significantly higher efficiencies and environmental benefits when compared to conventional power plants. IGFC systems have a reduced water footprint and offer a clear path for carbon capture. The efficiency and power production of IGFC power plants can be further improved through the addition of other prime movers such as gas or steam turbine bottoming cycles. Carbon dioxide capture and sequestration is necessary to achieve zero emission levels, and there are numerous competing CO2 capture
technologies that could be employed in IGFCs. Also, there are many options arising from heat integration, splitting/mixing/recycling of process streams, and choice and sequence of components. The task of IGFC system design is extremely challenging because of numerous system options to be considered, trade-offs to be resolved, and constraints to be respected. A model-based design approach is very effective at addressing some of the above mentioned challenges. In this paper, we present a model-based design approach and focus on a subset of the configurations that makes use of catalytic gasification, state-of-the-art gas turbine technology, steam turbine bottoming cycle, and oxy-combustion for straightforward carbon separation.
Several industrial and academic research groups have examined the integration of SOFCs with gasification technology. Lobachyov and Richter [1] studied the integration of an indirectly heated fluidized-bed gasifier with gas turbine and SOFC. Efficiencies exceeding 60%-LHV (not including CO2 capture) were reported with generic gas turbine and obsolete monolithic SOFC technologies. Kivisaari et al. [2] evaluated integration of an entrained-flow gasifier with SOFC technology for combined heat and power (CHP). However, integration with bottoming power cycles and CO2 capture technologies was not performed. Ghosh and De [3] studied the integration of an entrained-flow gasifier with SOFCs, and gas and steam turbines. Verma et al. [4] analyzed IGFC systems that include a steam cycle, ion transport membrane, and carbon capture technologies. SOFC parameter and system conceptual design variations were studied and efficiencies as high as 50%- HHV were reported. The SECA industrial teams have also conducted system studies on utility scale IGFCs [5, 6]. IGFC systems involving catalytic gasifiers have been investigated and have been shown to offer a significant boost in efficiency over state-of-the-art pulverized coal power plants [10]. More recently, we have published our work on IGFCs [7], where we analyzed the integration of a pressurized SOFC stack with an entrained-flow gasifier and conducted trade-off studies to examine the impact of operating parameters.
The objectives of the present work are to use modeling and simulation tools to q commercial gas turbine technology and stack pressure design systems of increasing minimum requirements, i.e., produce ≥50% electrical efficiency based on coal HHV and capture more than 90% of the carbon in the coal feedstock have develo IGFC power plants, and use simulation tools to demonstrate that all developed systems meet the SECA targets
COMPONENT MODELING Figure 1
consists of a Gasif Gas Removal (AGR) Island The ASU provides oxygen for the gasifier AGR Island), ASU also Selexol process ( gasifier is cleaned up in the AGR gas is sent to the power block for power generation by fuel cell, coal gas
I for the components of the IGFC power plants. The steady component models were developed in gPROMS an advanced equation facilitate process flow called of models of commonly used processing equipment. Th library sources, sinks, splitters, mixers, and heat exchangers enables
Catalytic Gasifier Island Figure 2
Raw coal is processed and treated with catalyst prior to being sent to the and saturated steam. At the bottom of the gasifier, used catalyst and ash are r carbon the catalytic gasifier
Hot coal gas processed in three steps. First it is cooled in the raw gas cooler,
The objectives of the present work are to use modeling and simulation tools to q commercial gas turbine technology and stack pressure design systems of increasing minimum requirements, i.e., produce
50% electrical efficiency based on coal HHV and capture more than 90% of the carbon in the coal feedstock have developed steady IGFC power plants, and use simulation tools to demonstrate
all developed systems meet the SECA targets
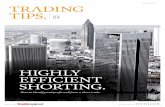
COMPONENT MODELING Figure 1 shows an overview of the overall IGFC plant
consists of a Gasifier Island, Air Separation Unit (ASU), Acid Gas Removal (AGR) Island The ASU provides oxygen for the gasifier AGR Island), and oxy ASU also provides Selexol process (in the AGR Island) gasifier is cleaned up in the AGR gas is sent to the power block for power generation by fuel cell, coal gas expander, and bottoming cycle
Figure 1: Components of IGFC plant
In this section, we describe the models that were developed for the components of the IGFC power plants. The steady component models were developed in gPROMS an advanced equation facilitate process flow called Process Modeling Library of models of commonly used processing equipment. Th library includes component sources, sinks, splitters, mixers, and heat exchangers enables seamless assembly of
Catalytic Gasifier Island Figure 2 shows a more detailed view of the gasifier island.
Raw coal is processed and treated with catalyst prior to being sent to the catalytic and saturated steam. At the bottom of the gasifier, used catalyst and ash are removed. This stream also contains some unreacted carbon, which accounts for a the catalytic gasifier
Hot coal gas processed in three steps. First it is cooled in the raw gas cooler,
The objectives of the present work are to use modeling and simulation tools to quantify the effects of commercial gas turbine technology and stack pressure design systems of increasing sophistication minimum requirements, i.e., produce
50% electrical efficiency based on coal HHV and capture more than 90% of the carbon in the coal feedstock
ped steady-state models for all the components of IGFC power plants, and use simulation tools to demonstrate
all developed systems meet the SECA targets
COMPONENT MODELING shows an overview of the overall IGFC plant
ier Island, Air Separation Unit (ASU), Acid Gas Removal (AGR) Island, Power Block The ASU provides oxygen for the gasifier
and oxy-burner (in s nitrogen to the
n the AGR Island) gasifier is cleaned up in the AGR gas is sent to the power block for power generation by fuel cell,
and bottoming cycle
Figure 1: Components of IGFC plant
n this section, we describe the models that were developed for the components of the IGFC power plants. The steady component models were developed in gPROMS an advanced equation-oriented modeling tool with GUI tools to facilitate process flow-sheeting. gPROMS also includes
Modeling Library of models of commonly used processing equipment. Th
includes component model sources, sinks, splitters, mixers, and heat exchangers
seamless assembly of process flow
Catalytic Gasifier Island shows a more detailed view of the gasifier island.
Raw coal is processed and treated with catalyst prior to being catalytic gasifier along with oxygen from the ASU
and saturated steam. At the bottom of the gasifier, used catalyst emoved. This stream also contains some unreacted
, which accounts for a loss the catalytic gasifier [10].
produced through catalytic gasification processed in three steps. First it is cooled in the raw gas cooler,
The objectives of the present work are to use modeling and uantify the effects of
commercial gas turbine technology and stack pressure sophistication that meet the SECA
minimum requirements, i.e., produce ≥100 MW power with 50% electrical efficiency based on coal HHV and capture
more than 90% of the carbon in the coal feedstock state models for all the components of
IGFC power plants, and use simulation tools to demonstrate all developed systems meet the SECA targets
shows an overview of the overall IGFC plant ier Island, Air Separation Unit (ASU), Acid
Power Block, and CO The ASU provides oxygen for the gasifier, Claus process (in the
(in the CO2 Separation nitrogen to the H2S concentrator
n the AGR Island). The raw coal gas from the gasifier is cleaned up in the AGR Island. Finally, the clean coal gas is sent to the power block for power generation by fuel cell,
and bottoming cycles.
Figure 1: Components of IGFC plant
n this section, we describe the models that were developed for the components of the IGFC power plants. The steady component models were developed in gPROMS
oriented modeling tool with GUI tools to gPROMS also includes
Modeling Library (PML), which is a collection of models of commonly used processing equipment. Th
models, such as pipes, tanks, sources, sinks, splitters, mixers, and heat exchangers
process flow-sheet models.
shows a more detailed view of the gasifier island. Raw coal is processed and treated with catalyst prior to being
gasifier along with oxygen from the ASU and saturated steam. At the bottom of the gasifier, used catalyst
emoved. This stream also contains some unreacted loss of ~5% of the carbon fed to
produced through catalytic gasification processed in three steps. First it is cooled in the raw gas cooler,
The objectives of the present work are to use modeling and uantify the effects of addition of
commercial gas turbine technology and stack pressure, and to that meet the SECA
100 MW power with 50% electrical efficiency based on coal HHV and capture
more than 90% of the carbon in the coal feedstock [8, 9]. We state models for all the components of
IGFC power plants, and use simulation tools to demonstrate all developed systems meet the SECA targets.
shows an overview of the overall IGFC plant that ier Island, Air Separation Unit (ASU), Acid
, and CO2 Separation , Claus process (in the
Separation). The S concentrator of the
. The raw coal gas from the sland. Finally, the clean coal
gas is sent to the power block for power generation by fuel cell,
Figure 1: Components of IGFC plant
n this section, we describe the models that were developed for the components of the IGFC power plants. The steady-state component models were developed in gPROMS [17], which is
oriented modeling tool with GUI tools to gPROMS also includes a so (PML), which is a collection
of models of commonly used processing equipment. This such as pipes, tanks,
sources, sinks, splitters, mixers, and heat exchangers, and sheet models.
shows a more detailed view of the gasifier island. Raw coal is processed and treated with catalyst prior to being
gasifier along with oxygen from the ASU and saturated steam. At the bottom of the gasifier, used catalyst
emoved. This stream also contains some unreacted ~5% of the carbon fed to
produced through catalytic gasification is processed in three steps. First it is cooled in the raw gas cooler,
2
The objectives of the present work are to use modeling and addition of
, and to that meet the SECA
100 MW power with 50% electrical efficiency based on coal HHV and capture
We state models for all the components of
IGFC power plants, and use simulation tools to demonstrate
that ier Island, Air Separation Unit (ASU), Acid
Separation. , Claus process (in the
he of the
. The raw coal gas from the sland. Finally, the clean coal
gas is sent to the power block for power generation by fuel cell,
n this section, we describe the models that were developed state
, which is oriented modeling tool with GUI tools to
a so- (PML), which is a collection
is such as pipes, tanks,
, and
shows a more detailed view of the gasifier island. Raw coal is processed and treated with catalyst prior to being
gasifier along with oxygen from the ASU and saturated steam. At the bottom of the gasifier, used catalyst
emoved. This stream also contains some unreacted ~5% of the carbon fed to
is processed in three steps. First it is cooled in the raw gas cooler,
producing saturated high pressure steam. Particulates are removed from the candle filter removed by water scrubbing, which also aids in additional particulate removal [5]. Units shown with dashed outlines in Figure role in predicting the performance of the power plant.
The gasifier model is based on the assumption that coal gas from the gasifier is at equilibrium at the gasification temperature and pressure. This assumption permits the use of the chemical equilibrium model in gPROMS. The equilibrium model in gPROMS determines minimum Gibbs free energy composition given temperature, pressure, and number of moles (composition). The model is robust and fits well within the framework of the models being developed for the IGFC system d
However, gPROMS’ Gibbs reactor model supports only single phase reactions. Given that the gasifier outlet stream is in the gaseous phase, the inlet in gPROMS are also required to be in the gaseous phase. overcome this limitation, a substitute process (Figure 3) has been developed to handle solids (coal) and liquids (water).
Figure 3
The first step in this process is the dissociation reaction, where coal is split into its constituents. Carbon losses associated with the gasification process are accounted for in the dissociation reactor. It is assumed that this carbon is removed along with the ash. The key outlet stream from the Reactor and water. This stream Reactor, where elemental carbon and sulfur react with steam
producing saturated high pressure steam. Particulates are removed from the coal gas candle filters. Finally, chlorides, removed by water scrubbing, which also aids in additional particulate removal [5]. Units shown with dashed outlines in Figure 2 are not modeled explicitly because they play a minor role in predicting the performance of the power plant.
Figure 2: Co
The gasifier model is based on the assumption that coal gas from the gasifier is at equilibrium at the gasification temperature and pressure. This assumption permits the use of the chemical equilibrium model in gPROMS. The equilibrium model in gPROMS determines minimum Gibbs free energy composition given temperature, pressure, and number of moles (composition). The model is robust and fits well within the framework of the models being developed for the IGFC system development task.
However, gPROMS’ Gibbs reactor model supports only single phase reactions. Given that the gasifier outlet stream is in the gaseous phase, the inlet in gPROMS are also required to be in the gaseous phase. overcome this limitation, a substitute process (Figure 3) has been developed to handle solids (coal) and liquids (water).
Figure 3: Substitute process used to model gasifier in gPROMS
The first step in this process is the dissociation reaction, re coal is split into its constituents. Carbon losses
associated with the gasification process are accounted for in the dissociation reactor. It is assumed that this carbon is removed along with the ash. The key outlet stream from the Reactor consists of carbon, hydrogen, nitrogen, sulfur, oxygen, and water. This stream
eactor, where elemental carbon and sulfur react with steam
producing saturated high pressure steam. Particulates are coal gas exiting the gasifier by cyclone and
. Finally, chlorides, other removed by water scrubbing, which also aids in additional particulate removal [5]. Units shown with dashed outlines in
are not modeled explicitly because they play a minor role in predicting the performance of the power plant.
: Components of
The gasifier model is based on the assumption that coal gas from the gasifier is at equilibrium at the gasification temperature and pressure. This assumption permits the use of the chemical equilibrium model in gPROMS. The equilibrium model in gPROMS determines minimum Gibbs free energy composition given temperature, pressure, and number of moles (composition). The model is robust and fits well within the framework of the models being developed for
evelopment task. However, gPROMS’ Gibbs reactor model supports only
single phase reactions. Given that the gasifier outlet stream is in the gaseous phase, the inlet stream in gPROMS are also required to be in the gaseous phase. overcome this limitation, a substitute process (Figure 3) has been developed to handle solids (coal) and liquids (water).
ubstitute process used to model gasifier in gPROMS
The first step in this process is the dissociation reaction, re coal is split into its constituents. Carbon losses
associated with the gasification process are accounted for in the dissociation reactor. It is assumed that this carbon is removed along with the ash. The key outlet stream from the
consists of carbon, hydrogen, nitrogen, sulfur, oxygen, and water. This stream becomes the inlet
eactor, where elemental carbon and sulfur react with steam
Copyright © 2010 by ASME
producing saturated high pressure steam. Particulates are exiting the gasifier by cyclone and
other halides, and ammonia removed by water scrubbing, which also aids in additional particulate removal [5]. Units shown with dashed outlines in
are not modeled explicitly because they play a minor role in predicting the performance of the power plant.
mponents of the Gasifier Island
The gasifier model is based on the assumption that coal gas from the gasifier is at equilibrium at the gasification temperature and pressure. This assumption permits the use of the chemical equilibrium model in gPROMS. The equilibrium model in gPROMS determines minimum Gibbs free energy composition given temperature, pressure, and number of moles (composition). The model is robust and fits well within the framework of the models being developed for
evelopment task. However, gPROMS’ Gibbs reactor model supports only
single phase reactions. Given that the gasifier outlet stream is in streams to the Gibbs reactor model
in gPROMS are also required to be in the gaseous phase. overcome this limitation, a substitute process (Figure 3) has been developed to handle solids (coal) and liquids (water).
ubstitute process used to model gasifier in gPROMS
The first step in this process is the dissociation reaction, re coal is split into its constituents. Carbon losses
associated with the gasification process are accounted for in the dissociation reactor. It is assumed that this carbon is removed along with the ash. The key outlet stream from the
consists of carbon, hydrogen, nitrogen, sulfur, oxygen, the inlet stream to the Y
eactor, where elemental carbon and sulfur react with steam
Copyright © 2010 by ASME
producing saturated high pressure steam. Particulates are exiting the gasifier by cyclone and
, and ammonia are removed by water scrubbing, which also aids in additional particulate removal [5]. Units shown with dashed outlines in
are not modeled explicitly because they play a minor role in predicting the performance of the power plant.
the Gasifier Island
The gasifier model is based on the assumption that coal gas from the gasifier is at equilibrium at the gasification temperature and pressure. This assumption permits the use of the chemical equilibrium model in gPROMS. The chemical equilibrium model in gPROMS determines minimum Gibbs free energy composition given temperature, pressure, and number of moles (composition). The model is robust and fits well within the framework of the models being developed for
However, gPROMS’ Gibbs reactor model supports only single phase reactions. Given that the gasifier outlet stream is in
s to the Gibbs reactor model in gPROMS are also required to be in the gaseous phase. To overcome this limitation, a substitute process (Figure 3) has been developed to handle solids (coal) and liquids (water).
ubstitute process used to model gasifier in gPROMS
The first step in this process is the dissociation reaction, re coal is split into its constituents. Carbon losses
associated with the gasification process are accounted for in the dissociation reactor. It is assumed that this carbon is removed along with the ash. The key outlet stream from the Dissociation
consists of carbon, hydrogen, nitrogen, sulfur, oxygen, stream to the Yield
eactor, where elemental carbon and sulfur react with steam
Copyright © 2010 by ASME
producing saturated high pressure steam. Particulates are exiting the gasifier by cyclone and
are removed by water scrubbing, which also aids in additional particulate removal [5]. Units shown with dashed outlines in
are not modeled explicitly because they play a minor
The gasifier model is based on the assumption that coal gas from the gasifier is at equilibrium at the gasification temperature and pressure. This assumption permits the use of
chemical equilibrium model in gPROMS determines minimum Gibbs free energy composition given temperature, pressure, and number of moles (composition). The model is robust and fits well within the framework of the models being developed for
However, gPROMS’ Gibbs reactor model supports only single phase reactions. Given that the gasifier outlet stream is in
s to the Gibbs reactor model To
overcome this limitation, a substitute process (Figure 3) has
The first step in this process is the dissociation reaction, re coal is split into its constituents. Carbon losses
associated with the gasification process are accounted for in the dissociation reactor. It is assumed that this carbon is removed
Dissociation consists of carbon, hydrogen, nitrogen, sulfur, oxygen,
ield eactor, where elemental carbon and sulfur react with steam
and O these partial products of the Reactor the Y reactor is in the the D implementing an energy balance for the overall substitute process. The flow rates and states of the coal, oxygen, and steam streams can be specif composition of coal (ultimate analysis) can also be specified, and the results presented in this paper correspond to Illinois No. 6 coal. against DOE/NETL predictions for
The systems presented in this paper employ a catalytic gasifier. Catalytic gasification produces coal gas with high methane concentrations. preferred temperatures and hence at higher gasification efficiencies. operating conditions for the catalytic gasifier are based on the analysis in [10] 1100 psia coal and oxygen respectively, on an “as moisture content calculated above condition, the model predicts the gasifier temperature at 983 K, The cold gas efficiency of the was calculated to be 90% which agrees well with data publishe significantly reduces stack cooling requirements reduces the parasitic blowing/ gasifiers have been investigated in [10 shown to offer a significant boost in efficiency over state the-art pulverized coal power plants.
Air Separation Unit For the purpose of IGFC performance prediction, it is
sufficient to model the ASU as a parasitic load. consumption is dominated by the main air compressor as well as the oxygen and nitrogen product gas compressors. Because of their 4-stage, intercooled compressors compressor models
For the oxygen compressor, the inlet pressure and
temperature are assumed to be 90°F)
and O2 (from ASU) to form CO and SO these partial oxidation reactions go to complete conver products of the yield
eactor. The assumption of complete conversion of C and S in Yield Reactor guarantees that
reactor is in the gas Dissociation, Yield
implementing an energy balance for the overall substitute process. The flow rates and states of the coal, oxygen, and steam streams can be specif composition of coal (ultimate analysis) can also be specified, and the results presented in this paper correspond to Illinois No. 6 coal. The gasifier against DOE/NETL predictions for
The systems presented in this paper employ a catalytic gasifier. Catalytic gasification produces coal gas with high methane concentrations. preferred because they are produced at lower temperatures and hence at higher gasification efficiencies. operating conditions for the catalytic gasifier are based on the analysis in [10], where t 1100 psia (i.e., 75 atm) coal and oxygen-to respectively, on an “as moisture content. In our study, the t calculated by assuming above condition, the model predicts the gasifier temperature at 983 K, in good agreement The cold gas efficiency of the was calculated to be 90% which agrees well with data published by NETL significantly reduces stack cooling requirements reduces the parasitic blowing/compressing air. IGFC systems involving catalytic gasifiers have been investigated in [10 shown to offer a significant boost in efficiency over state
art pulverized coal power plants.
Air Separation Unit For the purpose of IGFC performance prediction, it is
sufficient to model the ASU as a parasitic load. consumption is dominated by the main air compressor as well as the oxygen and nitrogen product gas compressors. Because of their large pressure ratios, these compressors
stage, intercooled compressors compressor models
Identical compressor in each stage, Mechanical efficiency = 98%, Fixed isentropic efficiency for each stage, Same pressure Same temperature reduction in each cooler. 3% pressure drop in each cooler For the oxygen compressor, the inlet pressure and
temperature are assumed to be ), respectively
(from ASU) to form CO and SO oxidation reactions go to complete conver
ield reactor are the reactants for the Gibbs . The assumption of complete conversion of C and S in
guarantees that gaseous phase. The energy released/
ield and Gibbs implementing an energy balance for the overall substitute process. The flow rates and states of the coal, oxygen, and steam streams can be specified independently in the model. composition of coal (ultimate analysis) can also be specified, and the results presented in this paper correspond to Illinois No.
gasifier model has been validated extensively against DOE/NETL predictions for
The systems presented in this paper employ a catalytic gasifier. Catalytic gasification produces coal gas with high methane concentrations. Fuels with high
because they are produced at lower temperatures and hence at higher gasification efficiencies. operating conditions for the catalytic gasifier are based on the
, where the gasifier operates at a pressure atm) and a temperature of 1000 to-coal ratios are fixed at 1.445 and 0.282,
respectively, on an “as-fed” mass basis In our study, the t
assuming the gasifier to be adiabatic. above condition, the model predicts the gasifier temperature at
in good agreement to the 1000 K used in the reference. The cold gas efficiency of the catalytic gasifier was calculated to be 90% which agrees well with data
d by NETL [15]. In addition, the high methane content significantly reduces stack cooling requirements reduces the parasitic power
compressing air. IGFC systems involving catalytic gasifiers have been investigated in [10 shown to offer a significant boost in efficiency over state
art pulverized coal power plants.
Air Separation Unit (ASU) For the purpose of IGFC performance prediction, it is
sufficient to model the ASU as a parasitic load. consumption is dominated by the main air compressor as well as the oxygen and nitrogen product gas compressors. Because
rge pressure ratios, these compressors stage, intercooled compressors
with the following assumptions: Identical compressor in each stage, Mechanical efficiency = 98%, Fixed isentropic efficiency for each stage, Same pressure ratio in each stage, Same temperature reduction in each cooler. 3% pressure drop in each cooler
For the oxygen compressor, the inlet pressure and temperature are assumed to be 8.6 bar and 32.2°C (
[11]. Its outlet pressure has to be matched to
(from ASU) to form CO and SO2. It is assumed that oxidation reactions go to complete conver
are the reactants for the Gibbs . The assumption of complete conversion of C and S in
guarantees that the inlet stream to the Gibbs eous phase. The energy released/
and Gibbs Reactors are accounted for by implementing an energy balance for the overall substitute process. The flow rates and states of the coal, oxygen, and
ied independently in the model. composition of coal (ultimate analysis) can also be specified, and the results presented in this paper correspond to Illinois No.
model has been validated extensively against DOE/NETL predictions for conventional gasifiers
The systems presented in this paper employ a catalytic gasifier. Catalytic gasification produces coal gas with high
Fuels with high methane because they are produced at lower
temperatures and hence at higher gasification efficiencies. operating conditions for the catalytic gasifier are based on the
he gasifier operates at a pressure and a temperature of 1000
coal ratios are fixed at 1.445 and 0.282, fed” mass basis for coal with a 5%
In our study, the temperature of the gasifier is the gasifier to be adiabatic.
above condition, the model predicts the gasifier temperature at to the 1000 K used in the reference.
catalytic gasifier was calculated to be 90% which agrees well with data
In addition, the high methane content significantly reduces stack cooling requirements
power associated with compressing air. IGFC systems involving catalytic
gasifiers have been investigated in [10, 13] and have been shown to offer a significant boost in efficiency over state
art pulverized coal power plants.
For the purpose of IGFC performance prediction, it is sufficient to model the ASU as a parasitic load. consumption is dominated by the main air compressor as well as the oxygen and nitrogen product gas compressors. Because
rge pressure ratios, these compressors stage, intercooled compressors [11]. We developed the
the following assumptions: Identical compressor in each stage, Mechanical efficiency = 98%, Fixed isentropic efficiency for each stage,
ratio in each stage, Same temperature reduction in each cooler. 3% pressure drop in each cooler.
For the oxygen compressor, the inlet pressure and 8.6 bar and 32.2°C (
outlet pressure has to be matched to
. It is assumed that oxidation reactions go to complete conversion. The
are the reactants for the Gibbs . The assumption of complete conversion of C and S in
inlet stream to the Gibbs eous phase. The energy released/required by
are accounted for by implementing an energy balance for the overall substitute process. The flow rates and states of the coal, oxygen, and
ied independently in the model. The composition of coal (ultimate analysis) can also be specified, and the results presented in this paper correspond to Illinois No.
model has been validated extensively conventional gasifiers [10].
The systems presented in this paper employ a catalytic gasifier. Catalytic gasification produces coal gas with high
methane content are because they are produced at lower gasification
temperatures and hence at higher gasification efficiencies. The operating conditions for the catalytic gasifier are based on the
he gasifier operates at a pressure of and a temperature of 1000 K. Steam-to
coal ratios are fixed at 1.445 and 0.282, for coal with a 5%
emperature of the gasifier is the gasifier to be adiabatic. With the
above condition, the model predicts the gasifier temperature at to the 1000 K used in the reference.
catalytic gasifier in this study was calculated to be 90% which agrees well with data
In addition, the high methane content significantly reduces stack cooling requirements and thus
associated with compressing air. IGFC systems involving catalytic
] and have been shown to offer a significant boost in efficiency over state-of
For the purpose of IGFC performance prediction, it is sufficient to model the ASU as a parasitic load. ASU Power consumption is dominated by the main air compressor as well as the oxygen and nitrogen product gas compressors. Because
are designed as We developed the
the following assumptions:
Fixed isentropic efficiency for each stage,
Same temperature reduction in each cooler.
For the oxygen compressor, the inlet pressure and 8.6 bar and 32.2°C (125 psia and
outlet pressure has to be matched to
3
. It is assumed that ion. The
are the reactants for the Gibbs . The assumption of complete conversion of C and S in
inlet stream to the Gibbs required by
are accounted for by implementing an energy balance for the overall substitute process. The flow rates and states of the coal, oxygen, and
The composition of coal (ultimate analysis) can also be specified, and the results presented in this paper correspond to Illinois No.
model has been validated extensively ].
The systems presented in this paper employ a catalytic gasifier. Catalytic gasification produces coal gas with high
are gasification
The operating conditions for the catalytic gasifier are based on the
of to-
coal ratios are fixed at 1.445 and 0.282, for coal with a 5%
emperature of the gasifier is the
above condition, the model predicts the gasifier temperature at to the 1000 K used in the reference.
in this study was calculated to be 90% which agrees well with data
In addition, the high methane content thus
associated with compressing air. IGFC systems involving catalytic
] and have been of-
For the purpose of IGFC performance prediction, it is Power
consumption is dominated by the main air compressor as well as the oxygen and nitrogen product gas compressors. Because
as We developed the
outlet pressure has to be matched to
the gasifier’s operating pressure. Using [11], the isentropic efficiency estimated at 86% and the temperature reduction in each cooling stage was estimated at 58°C.
In this study, we assume that the main air compressor has the same inlet/outlet pressure [11]: t is at 112°C and
Pair can be assumed
P
where the data reported in [ of 3%. similar to the oxygen compressor model future use if a variable compressor outlet pressure is desired for more detailed ASU modeling.
In our system design, unit’s H small parasitic power
In addition, a account auxiliary load is also assumed in our study.
Acid Gas Removal Before being sent to the power block, the coal gas is
cleaned up reacted to H removed process removes the H levels are polished to the level required by the fuel cell with a ZnO adsorber. H a Claus process producing pure sulfur as a by remaining gas is recycled back to the Selexol unit.
The primary reference for modeling [14]. It the AGR Island
the gasifier’s operating pressure. Using ], the isentropic efficiency
estimated at 86% and the temperature reduction in each cooling stage was estimated at 58°C.
In this study, we assume that the main air compressor has the same inlet/outlet pressure
: the air inlet is 15°C and at 112°C and 13.2 bar
can be assumed
where the coefficient reported in [11
of 3%. Alternatively, similar to the oxygen compressor model future use if a variable compressor outlet pressure is desired for more detailed ASU modeling.
In our system design, unit’s H2S concentrator. Howe
compared to the air and oxygen compressors parasitic power has been
In addition, a fixed auxiliary load of account for all the six cases studied in [ auxiliary load is also assumed in our study.
Acid Gas Removal Before being sent to the power block, the coal gas is
cleaned up using the process reacted to H2S in a hydrolysis reactor. Next, mercury is removed from the gas though a carbon bed [ process removes the H levels are polished to the level required by the fuel cell with a ZnO adsorber. H2S removed by the Selexol is further reacted by a Claus process producing pure sulfur as a by remaining gas is recycled back to the Selexol unit.
Figure 4.
The GEE Case 1 in [ primary reference for modeling
It should be noted that our AGR Island was
the gasifier’s operating pressure. Using ], the isentropic efficiency of each compression stage
estimated at 86% and the temperature reduction in each cooling stage was estimated at 58°C.
In this study, we assume that the main air compressor has the same inlet/outlet pressure and temperature as the cases in
he air inlet is 15°C and 1 bar 13.2 bar. For simplicity
can be assumed proportional to its
coefficient kair = 310 kW/(kg/s) was estimated from 11]. The data in [
Alternatively, a four stage intercooled similar to the oxygen compressor model future use if a variable compressor outlet pressure is desired for more detailed ASU modeling.
In our system design, nitrogen is required for the Selexol S concentrator. However, since this stream is very
compared to the air and oxygen compressors has been neglected
fixed auxiliary load of for all the six cases studied in [
auxiliary load is also assumed in our study.
Acid Gas Removal (AGR) Island Before being sent to the power block, the coal gas is
using the process shown in S in a hydrolysis reactor. Next, mercury is the gas though a carbon bed [
process removes the H2S. Following the Selexol process, sulfur levels are polished to the level required by the fuel cell with a
S removed by the Selexol is further reacted by a Claus process producing pure sulfur as a by remaining gas is recycled back to the Selexol unit.
. Components of t
GEE Case 1 in [11] was recommended by DOE as a primary reference for modeling the coal gas clean
should be noted that our primary modeling purpose was to estimate parasitic power, oxygen
Copyright © 2010 by ASME
the gasifier’s operating pressure. Using the data provided in of each compression stage
estimated at 86% and the temperature reduction in each cooling
In this study, we assume that the main air compressor has and temperature as the cases in
1 bar, and the compressor’s outlet or simplicity its power consumption
proportional to its flow rate m
= 310 kW/(kg/s) was estimated from ]. The data in [11] also indicate an air loss
four stage intercooled compres similar to the oxygen compressor model was also future use if a variable compressor outlet pressure is desired for
nitrogen is required for the Selexol ver, since this stream is very
compared to the air and oxygen compressors neglected in the present analysis.
fixed auxiliary load of 1 MW for all the six cases studied in [11] and the same fixed
auxiliary load is also assumed in our study.
Island Before being sent to the power block, the coal gas is
shown in Figure 4 S in a hydrolysis reactor. Next, mercury is the gas though a carbon bed [13
S. Following the Selexol process, sulfur levels are polished to the level required by the fuel cell with a
S removed by the Selexol is further reacted by a Claus process producing pure sulfur as a by remaining gas is recycled back to the Selexol unit.
Components of the AGR Island.
] was recommended by DOE as a the coal gas clean primary modeling purpose
to estimate parasitic power, oxygen
Copyright © 2010 by ASME
estimated at 86% and the temperature reduction in each cooling
In this study, we assume that the main air compressor has and temperature as the cases in
the compressor’s outlet its power consumption
airm :
= 310 kW/(kg/s) was estimated from ] also indicate an air loss
compressor model also developed for
future use if a variable compressor outlet pressure is desired for
nitrogen is required for the Selexol ver, since this stream is very
compared to the air and oxygen compressors, the the present analysis.
1 MW is taken into and the same fixed
Before being sent to the power block, the coal gas is 4. First, COS is
S in a hydrolysis reactor. Next, mercury is 13]. The Selexol
S. Following the Selexol process, sulfur levels are polished to the level required by the fuel cell with a
S removed by the Selexol is further reacted by a Claus process producing pure sulfur as a by-product; the remaining gas is recycled back to the Selexol unit.
Island.
] was recommended by DOE as a the coal gas clean-up process primary modeling purpose for
to estimate parasitic power, oxygen
Copyright © 2010 by ASME
estimated at 86% and the temperature reduction in each cooling
In this study, we assume that the main air compressor has and temperature as the cases in
the compressor’s outlet its power consumption
= 310 kW/(kg/s) was estimated from ] also indicate an air loss
model developed for
future use if a variable compressor outlet pressure is desired for
nitrogen is required for the Selexol ver, since this stream is very
, the
is taken into and the same fixed
Before being sent to the power block, the coal gas is COS is
S in a hydrolysis reactor. Next, mercury is ol
S. Following the Selexol process, sulfur levels are polished to the level required by the fuel cell with a
S removed by the Selexol is further reacted by product; the
] was recommended by DOE as a up process
for to estimate parasitic power, oxygen
4 Copyright © 2010 by ASME
requirements, and sulfur removal. For this reason empirical models were derived from the data provided in [11] rather than detailed physical and chemical process models.
A simplified version of the process described in GEE Case 1 in [11] is shown in Figure 5 and adopted in our model by capturing key components and processes. This model can be expanded as needed for future analyses, e.g., water balance and heat integration.
Figure 5. Simplified process flow diagram for coal gas clean-up.
COS Hydrolysis Since the COS concentration in the raw coal gas is very
low, the COS hydrolysis reaction is neglected for simplicity. To model temperature and pressure effects, a heat exchanger reduces the coal gas temperature to the level required by the COS hydrolysis reactor and a pressure drop debit for the reactor is taken into account. The COS in the gasifier outlet will be removed in the Selexol model as described below.
Coal Gas Cooling, Knockout Drum and Mercury Removal Prior to entering the mercury removal and Selexol stages,
the coal gas needs to be cooled further. As above, this is modeled as a heat exchanger with pressure drop. Water removal is modeled as a phase splitter to separate liquid water from the gas stream. Finally, the mercury removal step is modeled as a further pressure drop.
Selexol Process The parasitic power of the Selexol process is calculated
using the following linear relationship:
where PSel is the Selexol parasitic loss and the mass flow
rate of the coal gas inlet stream. The coefficient kSel = 30 kW/(kg/s) is estimated based on data in [11].
The mass balance is modeled as follows:
where is the molar flow rate of the inlet coal gas stream,
is the molar flow rate of the nitrogen stream from ASU,
and
gas and acid gas, respectively.
are
the molar fractions of species s in the corresponding stream. The following assumptions are made:
COS, NH3, SO2 and SO3 are completely removed from the inlet to acid gas, i.e.,
, ,
There is no O2 in the clean gas outlet, i.e., .
ηsel is the fraction of inlet H2S removed into acid gas, i.e.,
sulfur removal ratio and is a process design specification.
.
N2/Ar from the inlet goes to the clean gas and the acid gas composition is balanced with external nitrogen from ASU (via the H2S concentrator), i.e.,
.
Claus Process The Claus process model is derived to estimate the oxygen
required to convert H2S to elemental sulfur as well as to estimate the parasitic power requirement. Based on the information in [11], the Claus plant parasitic power consists of two parts: a constant auxiliary loss and the power consumed by the tail gas compressor. The studies of GEE cases in [11] report a 200 kW auxiliary power loss—the same value is assumed to be applicable in this study. Since the tail gas compressor has a large pressure ratio, a 4-stage intercooled compression train was assumed (denoted by “4x ICC” in Figure 4).
An overall mass balance of the Claus process is determined to estimate the flow rate of the tail gas stream as well as the sulfur recovered. The O2 required is estimated as follows:
where is the mass flow rate of the oxygen stream fed
into the Claus plant and the mass fraction of O2 in this
stream. is the mass flow rate of the acid gas inlet and
the mass fraction of H2S in the acid gas. The
coefficient p = 0.665 is estimated based on GEE Case 1 in [11]. The oxygen needed in the Claus process is supplied by the ASU. It should be noted that the amount of oxygen consumed by the Claus process is much smaller than the amount of oxygen required by the gasifier and oxy-burner.
Power Block Island The clean coal gas is sent to the Power Block (Figure 6).
At this point, the coal gas is cold but at high pressure. To utilize the pressure potential, the gas is pre-heated and expanded in the coal gas expander producing electrical energy. After the expander, the coal gas is pre-heated with anode exhaust, mixed with anode recycle, and sent to the anode. The use of anode gas recycle reduces the cost of the fuel gas preheater, and helps to achieve a specified steam-to-carbon ratio at the anode inlet. Anode recycle is presently accomplished via an ejector. In our simulations, we used an ejector model developed in [16]. Alternatively, a recycle blower can be considered. Unreacted anode exhaust is combusted with oxygen from the ASU in the Oxy-Burner and sent to the Heat Recovery unit where it
5 Copyright © 2010 by ASME
provides heat to the steam cycle (Bottoming Cycle) as well as to the gas turbine in the SOFC/GT/ST systems. The last process step is removal of water from the CO2 stream to produce nearly pure CO2 ready for compression and sequestration.
Figure 6: Generic Power Block process flow diagram
On the cathode side, air is provided by an air mover which in the simplest case is an air blower. Other cases considered are two gas turbine configurations—one with an atmospheric stack, one with a pressurized stack. Cathode gas is recycled to facilitate efficient pre-heating of the cathode inlet gas. Without cathode recycle, most of the cathode exhaust heat is required for air pre-heating leaving little heat for the bottoming cycle.
SOFC Stack The SOFC stack model has been described in detail in [7].
actohmref VJRVV
where, Vref is the open circuit voltage, Rohm is the ohmic resistance (primarily due to electrolyte), LE is the electrolyte thickness, Vact represents the activation losses, V is the cell voltage, J is the current density, and PH2, PH2O and PO2 are the partial pressures of hydrogen, water and oxygen, respectively. All other quantities in the above set of equations are model parameters that can be tuned so as to minimize the deviation between experimental performance and model predictions. Concentration polarization is neglected because (1) the above model was able to accurately capture the performance data provided by the cell manufacturer and (2) the operating conditions in the analysis are far away from the mass transport limited region.
Modified FT-8 Gas Turbine The gas turbine system is a key component in two of our
IGFC power plants, and for the purposes of this analysis we utilize a modified Pratt & Whitney FT8 power system. The FT8 POWERPAC single-engine 25 MW gas turbine is a 3,600-rpm machine that is available for power generation with a grid frequency of 60 Hz. The PWPS FT8 is a derivative of the JT8D, one of the most successful flight engines in aviation history. The FT8 has been in production since 1991 and is operating at more than 70 customer sites, some in combined GT/steam cycles, around the world.
The UTRC turbine model is a textbook model that is based on the combination of mass and energy balances with the definition of isentropic work and efficiency. Given the inlet conditions, the model first calculates the isentropic outlet temperature using the entropy equality relation. Using the isentropic outlet temperature and the definition of isentropic efficiency, the work obtained from the expansion process is calculated. The steady-state model has been implemented as a set of nonlinear equations in gPROMS. Consequently, the model can be used to solve for a desired set of outputs as long as an appropriate and sufficient number of inputs are specified.
The modified FT8 (Figure 7) is a key component of the IGFC system models. Consequently, an integral part of the system component models are the performance maps for components of an FT8 system: low pressure compressor (LPC), low pressure turbine (LPT) and power turbine (PT). Conventional turbine and compressor performance maps have speed as one of the inputs, and the outputs include quantities such as pressure ratio and efficiency. In the present application, turbine speed is a design variable because it is established by the air flow requirement from the compressor.
Figure
Through collaboration with Pratt & Whitney, determined that the LPC should be operated at maximum flow and pressure ratio performance. Th power required for compression, shaft speed, and outlet temperature. processing (SOFC stack, heat exchanger, etc.), where mass and energy are added/removed. Several d performance maps were generated based on anticipated LPT inlet conditions. In generating these performance maps it was ensured that LPT speed and power output matched the LPC requirements. The LPT inputs consist of turbine
through the turbine section. Given these two inputs, the performance maps predict the LPT isentropic efficiency ( and pressure ratio ( outlet temp model had to be curve fitted. The following functional forms achieved good
PRLPT
LPT
Likewise, several data points of the PT performance maps were
The PT inputs consist of turbine inlet temperature (
pressure ratio ( map predicts the PT’s isentropic efficiency ( efficiency, the PT outlet temperature can be obtained using the turbine model form shown below. The functional form was chosen to resemble efficiency and work terms associated with polytropic processes [C, α, K squares
PT
Figure 7: Schematic of a modified PW FT8
Through collaboration with Pratt & Whitney, determined that the LPC should be operated at maximum flow and pressure ratio performance. The LPC requirements uniquely determine the power required for compression, shaft speed, and outlet temperature. processing (SOFC stack, heat exchanger, etc.), where mass and energy are added/removed. Several d performance maps were generated based on anticipated LPT inlet conditions. In generating these performance maps it was ensured that LPT speed and power output matched the LPC requirements. The LPT inputs consist of turbine inlet temperature
through the turbine section. Given these two inputs, the performance maps predict the LPT isentropic efficiency ( and pressure ratio ( outlet temperature can be predicted by a text model. To facilitate simulation studies, the performance maps had to be curve fitted. The following functional forms achieved good prediction of the data provided by P&W:
1 SF
T a
where, [a1, a2, a3, a obtained via linear- are constant scaling factors.
Likewise, several data points of the PT performance maps were generated based on the anticipated LPT outlet conditions.
The PT inputs consist of turbine inlet temperature (
pressure ratio (PRPT
map predicts the PT’s isentropic efficiency ( efficiency, the PT outlet temperature can be obtained using the turbine model. The efficiency data was fitted to the functional form shown below. The functional form was chosen to resemble efficiency and work terms associated with polytropic processes. The functional form is parameterized by constants C, α, K1, K2, e1, e2
squares regression.
Schematic of a modified PW FT8 system for IGFC
Through collaboration with Pratt & Whitney, determined that the LPC should be operated at maximum flow
for stability reasons and for e LPC requirements uniquely determine the
power required for compression, shaft speed, and outlet temperature. The LPC outlet stream then undergoes processing (SOFC stack, heat exchanger, etc.), where mass and energy are added/removed. Several d performance maps were generated based on anticipated LPT inlet conditions. In generating these performance maps it was ensured that LPT speed and power output matched the LPC requirements. The LPT inputs consist
inlet temperature ( in LPTT
through the turbine section. Given these two inputs, the performance maps predict the LPT isentropic efficiency ( and pressure ratio (PRLPT). From these two
erature can be predicted by a text To facilitate simulation studies, the performance maps
had to be curve fitted. The following functional forms achieved of the data provided by P&W:
2 SF
m a
, a4, b1, b2, b -least-squares regression
are constant scaling factors. Likewise, several data points of the PT performance maps generated based on the anticipated LPT outlet conditions.
The PT inputs consist of turbine inlet temperature (
PT). Given these two inputs, the performance map predicts the PT’s isentropic efficiency ( efficiency, the PT outlet temperature can be obtained using the
The efficiency data was fitted to the functional form shown below. The functional form was chosen to resemble efficiency and work terms associated with polytropic
. The functional form is parameterized by constants
2] that were determined via nonlinear
PT
K
PT
Schematic of a modified PW FT8-series gas turbine system for IGFC
Through collaboration with Pratt & Whitney, determined that the LPC should be operated at maximum flow
for stability reasons and for e LPC requirements uniquely determine the
power required for compression, shaft speed, and The LPC outlet stream then undergoes
processing (SOFC stack, heat exchanger, etc.), where mass and energy are added/removed. Several data points on the LPT performance maps were generated based on anticipated LPT inlet conditions. In generating these performance maps it was ensured that LPT speed and power output matched the LPC requirements. The LPT inputs consist
in LPT
) and mass
through the turbine section. Given these two inputs, the performance maps predict the LPT isentropic efficiency (
). From these two outputs, the LPT erature can be predicted by a text
To facilitate simulation studies, the performance maps had to be curve fitted. The following functional forms achieved
of the data provided by P&W:
3 SF
T a
, b3, b4] are fitting parameters regression, and
Likewise, several data points of the PT performance maps generated based on the anticipated LPT outlet conditions.
The PT inputs consist of turbine inlet temperature (
). Given these two inputs, the performance map predicts the PT’s isentropic efficiency ( efficiency, the PT outlet temperature can be obtained using the
The efficiency data was fitted to the functional form shown below. The functional form was chosen to resemble efficiency and work terms associated with polytropic
. The functional form is parameterized by constants ] that were determined via nonlinear
series gas turbine
Through collaboration with Pratt & Whitney, it was determined that the LPC should be operated at maximum flow
for stability reasons and for maximizing e LPC requirements uniquely determine the
power required for compression, shaft speed, and compressor The LPC outlet stream then undergoes
processing (SOFC stack, heat exchanger, etc.), where mass and ata points on the LPT
performance maps were generated based on a range of anticipated LPT inlet conditions. In generating these performance maps it was ensured that LPT speed and power output matched the LPC requirements. The LPT inputs consist
) and mass flow rate ( Tm
through the turbine section. Given these two inputs, the performance maps predict the LPT isentropic efficiency (ηLPT
outputs, the LPT erature can be predicted by a text-book turbine
To facilitate simulation studies, the performance maps had to be curve fitted. The following functional forms achieved
4a
] are fitting parameters and SFT and SF
Likewise, several data points of the PT performance maps generated based on the anticipated LPT outlet conditions.
The PT inputs consist of turbine inlet temperature ( in PTT ) and
). Given these two inputs, the performance map predicts the PT’s isentropic efficiency (ηPT). From the efficiency, the PT outlet temperature can be obtained using the
The efficiency data was fitted to the functional form shown below. The functional form was chosen to resemble efficiency and work terms associated with polytropic
. The functional form is parameterized by constants ] that were determined via nonlinear-least
6
it was determined that the LPC should be operated at maximum flow
ing e LPC requirements uniquely determine the
compressor The LPC outlet stream then undergoes
processing (SOFC stack, heat exchanger, etc.), where mass and ata points on the LPT
a range of anticipated LPT inlet conditions. In generating these performance maps it was ensured that LPT speed and power output matched the LPC requirements. The LPT inputs consist
T )
LPT) outputs, the LPT
had to be curve fitted. The following functional forms achieved
] are fitting parameters SFM
Likewise, several data points of the PT performance maps generated based on the anticipated LPT outlet conditions.
) and
). Given these two inputs, the performance the
efficiency, the PT outlet temperature can be obtained using the The efficiency data was fitted to the functional
form shown below. The functional form was chosen to resemble efficiency and work terms associated with polytropic
. The functional form is parameterized by constants least-
The steam cycle is an IGFC systems. to convert heat transferred to the working fluid into mechanical energy. In the case of the oxy are two sources of heat low grade heat f from the used to preheat The preheated water stream then passes through a heat recovery steam generator (HRSG), oxy-burner is used to transform the liquid water to steam.
Figure 8
A schematic of the steam cycle with reheat is presented in Figure stream is used to superheat steam to HRSG, the other stream is used to reheat the steam turbine model (describ expanders in the steam cycle. expands steam from (451.4 psia stages. The 90.8%) expands steam from bar (65 psia expands the IP outlet to saturated vapor at [11]. Saturated steam at the LP turbine outlet is cond saturated liquid in a condenser. A feed water pump raises the pressure of the liquid stream to The isentropic calculated efficiency of the condensate water pumps in [1 The maximum steam mass flow and the split fraction corresponding to the from the requirement that the minimum pinch temperature in all heat exchangers be at least ΔT
Pumps and Blowers Pumps and blowers are modeled in a similar fashion as the
turbine. The only difference between the pump/blower model and the turbine model is the definition of isentropic efficiency.
CO2 Separation The IGFC system concepts are based on oxy
and CO
The steam cycle is an IGFC systems. The function of the turbines in a steam cycle is to convert heat transferred to the working fluid into mechanical energy. In the case of the oxy are two sources of heat low grade heat from the cathode exhaust, and high grade heat from the Oxy-Burner used to preheat pressurized water from the feed The preheated water stream then passes through a heat recovery steam generator (HRSG),
burner is used to transform the liquid water to steam.
Figure 8: Process flow diagram of steam cycle with reheat
A schematic of the steam cycle with reheat is presented in Figure 8. The oxy-burner exhaust is split into two streams. One stream is used to superheat steam to HRSG, the other stream is used to reheat the steam turbine (HP ST) turbine model (describ expanders in the steam cycle. expands steam from 451.4 psia) [11]. The reheated steam is then expanded in two
stages. The intermediate pressure steam 90.8%) expands steam from
65 psia) [11]. The expands the IP outlet to saturated vapor at
]. Saturated steam at the LP turbine outlet is cond saturated liquid in a condenser. A feed water pump raises the pressure of the liquid stream to
isentropic efficiency of the pump is set at 74%, and is the calculated efficiency of the condensate water pumps in [1 The maximum steam mass flow and the split fraction corresponding to the from the requirement that the minimum pinch temperature in all
exchangers be at least ΔT
Pumps and Blowers Pumps and blowers are modeled in a similar fashion as the
turbine. The only difference between the pump/blower model and the turbine model is the definition of isentropic efficiency.
Separation The IGFC system concepts are based on oxy CO2 drying for carbon separation.
The steam cycle is another important component of UTC The function of the turbines in a steam cycle is
to convert heat transferred to the working fluid into mechanical energy. In the case of the oxy-combustion IGFC systems there are two sources of heat that provide energy
rom the cathode exhaust, and high grade heat Burner. The heat from the cathode exhaust is first
pressurized water from the feed The preheated water stream then passes through a heat recovery steam generator (HRSG), where the high grade heat from the
burner is used to transform the liquid water to steam.
Process flow diagram of steam cycle with reheat
A schematic of the steam cycle with reheat is presented in burner exhaust is split into two streams. One
stream is used to superheat steam to HRSG, the other stream is used to reheat the
(HP ST) outlet back turbine model (described earlier) is used to model all the expanders in the steam cycle. The HP turbine (η = 73.5%) expands steam from 125.1 bar (1814.7 psia
]. The reheated steam is then expanded in two intermediate pressure steam
90.8%) expands steam from 29.0 bar ( ]. The low pressure steam
expands the IP outlet to saturated vapor at ]. Saturated steam at the LP turbine outlet is cond
saturated liquid in a condenser. A feed water pump raises the pressure of the liquid stream to 155.2 bar (
efficiency of the pump is set at 74%, and is the calculated efficiency of the condensate water pumps in [1 The maximum steam mass flow and the split fraction corresponding to the oxy-burner exhaust stream are determined from the requirement that the minimum pinch temperature in all
exchangers be at least ΔTpinch
Pumps and blowers are modeled in a similar fashion as the turbine. The only difference between the pump/blower model and the turbine model is the definition of isentropic efficiency.
The IGFC system concepts are based on oxy drying for carbon separation.
Copyright © 2010 by ASME
important component of UTC The function of the turbines in a steam cycle is
to convert heat transferred to the working fluid into mechanical combustion IGFC systems there
that provide energy to the steam cycle: rom the cathode exhaust, and high grade heat
. The heat from the cathode exhaust is first pressurized water from the feed
The preheated water stream then passes through a heat recovery where the high grade heat from the
burner is used to transform the liquid water to steam.
Process flow diagram of steam cycle with reheat
A schematic of the steam cycle with reheat is presented in burner exhaust is split into two streams. One
stream is used to superheat steam to 537.8°C ( HRSG, the other stream is used to reheat the
back to 537.8°C ed earlier) is used to model all the
The HP turbine (η = 73.5%) 1814.7 psia) down to
]. The reheated steam is then expanded in two intermediate pressure steam turbine
29.0 bar (420.4 psia low pressure steam turbine
expands the IP outlet to saturated vapor at 0.07 bar ( ]. Saturated steam at the LP turbine outlet is cond
saturated liquid in a condenser. A feed water pump raises the 155.2 bar (2250.7 psia
efficiency of the pump is set at 74%, and is the calculated efficiency of the condensate water pumps in [1 The maximum steam mass flow and the split fraction
exhaust stream are determined from the requirement that the minimum pinch temperature in all
= 25°C.
Pumps and blowers are modeled in a similar fashion as the turbine. The only difference between the pump/blower model and the turbine model is the definition of isentropic efficiency.
The IGFC system concepts are based on oxy drying for carbon separation.
Copyright © 2010 by ASME
important component of UTC’s The function of the turbines in a steam cycle is
to convert heat transferred to the working fluid into mechanical combustion IGFC systems there
to the steam cycle: rom the cathode exhaust, and high grade heat
. The heat from the cathode exhaust is first pressurized water from the feed water pump
The preheated water stream then passes through a heat recovery where the high grade heat from the
burner is used to transform the liquid water to steam.
Process flow diagram of steam cycle with reheat
A schematic of the steam cycle with reheat is presented in burner exhaust is split into two streams. One
537.8°C (1000°F) in the HRSG, the other stream is used to reheat the high pressure
537.8°C. The generic ed earlier) is used to model all the
The HP turbine (η = 73.5%) down to 31.1 bar
]. The reheated steam is then expanded in two turbine (IP ST) (η =
420.4 psia) down to 4.5 turbine (LP ST)
0.07 bar (1 psia ]. Saturated steam at the LP turbine outlet is condensed to
saturated liquid in a condenser. A feed water pump raises the 2250.7 psia) [11].
efficiency of the pump is set at 74%, and is the calculated efficiency of the condensate water pumps in [11]. The maximum steam mass flow and the split fraction
exhaust stream are determined from the requirement that the minimum pinch temperature in all
Pumps and blowers are modeled in a similar fashion as the turbine. The only difference between the pump/blower model and the turbine model is the definition of isentropic efficiency.
The IGFC system concepts are based on oxy-combustion
Copyright © 2010 by ASME
’s The function of the turbines in a steam cycle is
to convert heat transferred to the working fluid into mechanical combustion IGFC systems there
to the steam cycle: rom the cathode exhaust, and high grade heat
. The heat from the cathode exhaust is first water pump.
The preheated water stream then passes through a heat recovery where the high grade heat from the
A schematic of the steam cycle with reheat is presented in burner exhaust is split into two streams. One
in the high pressure
The generic ed earlier) is used to model all the
The HP turbine (η = 73.5%) 31.1 bar
]. The reheated steam is then expanded in two (η =
4.5 (LP ST)
1 psia) ensed to
saturated liquid in a condenser. A feed water pump raises the ].
efficiency of the pump is set at 74%, and is the ].
The maximum steam mass flow and the split fraction exhaust stream are determined
from the requirement that the minimum pinch temperature in all
Pumps and blowers are modeled in a similar fashion as the turbine. The only difference between the pump/blower model
combustion
reactions, but t reactions such as combustion of higher hydrocarbons.
CH
CO
H
4
2
expressed as follows. Let
CB
The oxy above definitions and equations with mass and energy balances.
CO2 Drying
Water removal is accomplished in a two 9). First the stream is cooled wit that the cooling water loop rejects heat to the surroundings through a cooling tower. The power required for operating the cooling water loop can be coefficient of performance (COP) metric. It is as cooling water can be used to reduce the temperature of the oxy burner outlet stream to 30°C condensing out stream’s 5°C using a refrigeration plant. The boundary condition of 5°C was selected to ensure that the water concentration in the CO product stream is <1.4 mol% per [11]. stage cooling and refrigeration plants are estimated at 20 (COP parasitic calculated using the relation:
Wref
where, second stage of cooling, respectively. based on a commercially available cool revealed Figure 9 with the power block.
Burner The oxy-burner model considers the
reactions, but the model can be easily extended to include more reactions such as combustion of higher hydrocarbons.
COO
COO
HO
2
2
22
2
5.0
5.0
expressed as follows. Let
the fuel in Reaction j [mol/s], and (defined below), then:
,1min(
The air excess ratio ( stoichiometric molar flow rate the actual O2 molar flow rate follows:
inH NN
The oxy-burner is modeled above definitions and equations with mass and energy balances.
Drying The oxy-burner outlet stream is rich in CO
Water removal is accomplished in a two . First the stream is cooled wit
that the cooling water loop rejects heat to the surroundings through a cooling tower. The power required for operating the cooling water loop can be coefficient of performance (COP) metric. It is as cooling water can be used to reduce the temperature of the oxy burner outlet stream to 30°C condensing out stream’s water. The cooled gas stream is then further cooled to 5°C using a refrigeration plant. The boundary condition of 5°C was selected to ensure that the water concentration in the CO product stream is <1.4 mol% per [11]. stage cooling and refrigeration plants are estimated at 20 (COP parasitic Wref associated with the water removal can be calculated using the relation:
2
1
1
COP
Q
COP
Q
where, Q1 and Q2
second stage of cooling, respectively. based on a commercially available cool revealed that COP1
Figure 9 has been implemented in gPROMS and is integrated with the power block.
burner model considers the he model can be easily extended to include more
reactions such as combustion of higher
OHCO
CO
O
22
2
2
2
expressed as follows. Let injN , be
the fuel in Reaction j [mol/s], and , then:
)CB
The air excess ratio (λCB) is defined molar flow rate of O
molar flow rate at the inlet, and can be defined as
inCHinCO
inO
NN
N
4
2
2
burner is modeled (steady above definitions and equations with mass and energy balances.
burner outlet stream is rich in CO Water removal is accomplished in a two
. First the stream is cooled with cooling water. It is assumed that the cooling water loop rejects heat to the surroundings through a cooling tower. The power required for operating the cooling water loop can be accounted for coefficient of performance (COP) metric. It is as cooling water can be used to reduce the temperature of the oxy burner outlet stream to 30°C condensing out
water. The cooled gas stream is then further cooled to 5°C using a refrigeration plant. The boundary condition of 5°C was selected to ensure that the water concentration in the CO product stream is <1.4 mol% per [11]. stage cooling and refrigeration plants are estimated at 20 (COP1) and 1.5 (COP
associated with the water removal can be calculated using the relation:
2COP
represent the heat duty for the first and second stage of cooling, respectively. based on a commercially available cool
1 could be up to has been implemented in gPROMS and is integrated
with the power block.
burner model considers the following combustion he model can be easily extended to include more
reactions such as combustion of higher molecular weight
For the above combustion reactions, the reaction rates
be the inlet molar
the fuel in Reaction j [mol/s], and λCB be the
) is defined as the ratio of the of O2 needed to burn the fuel to
at the inlet, and can be defined as
in
(steady-state) by combining the above definitions and equations with mass and energy balances.
burner outlet stream is rich in CO Water removal is accomplished in a two-step process
h cooling water. It is assumed that the cooling water loop rejects heat to the surroundings through a cooling tower. The power required for operating the
accounted for coefficient of performance (COP) metric. It is as cooling water can be used to reduce the temperature of the oxy burner outlet stream to 30°C condensing out
water. The cooled gas stream is then further cooled to 5°C using a refrigeration plant. The boundary condition of 5°C was selected to ensure that the water concentration in the CO product stream is <1.4 mol% per [11]. The COPs for the first stage cooling and refrigeration plants are
) and 1.5 (COP2), respectively associated with the water removal can be
represent the heat duty for the first and second stage of cooling, respectively. Detailed computations based on a commercially available cooling tower system [
up to 90. The process shown in has been implemented in gPROMS and is integrated
following combustion he model can be easily extended to include more
molecular weight
For the above combustion reactions, the reaction rates (r) are
molar flow rate of
be the air excess ratio
as the ratio of the needed to burn the fuel to
at the inlet, and can be defined as
state) by combining the above definitions and equations with mass and energy balances.
burner outlet stream is rich in CO2 and H2O. step process (Figure
h cooling water. It is assumed that the cooling water loop rejects heat to the surroundings through a cooling tower. The power required for operating the
by using the coefficient of performance (COP) metric. It is assumed that cooling water can be used to reduce the temperature of the oxy burner outlet stream to 30°C condensing out most of the
water. The cooled gas stream is then further cooled to 5°C using a refrigeration plant. The boundary condition of 5°C was selected to ensure that the water concentration in the CO
he COPs for the first stage cooling and refrigeration plants are conservatively
, respectively. The net associated with the water removal can be
represent the heat duty for the first and etailed computations
ing tower system [12 The process shown in
has been implemented in gPROMS and is integrated
7
following combustion he model can be easily extended to include more
molecular weight
flow rate of
air excess ratio
as the ratio of the needed to burn the fuel to
at the inlet, and can be defined as
state) by combining the above definitions and equations with mass and energy balances.
O. (Figure
h cooling water. It is assumed that the cooling water loop rejects heat to the surroundings through a cooling tower. The power required for operating the
using the sumed that
cooling water can be used to reduce the temperature of the oxy- the
water. The cooled gas stream is then further cooled to 5°C using a refrigeration plant. The boundary condition of 5°C was selected to ensure that the water concentration in the CO2
he COPs for the first- conservatively
. The net associated with the water removal can be
represent the heat duty for the first and etailed computations
12] The process shown in
has been implemented in gPROMS and is integrated
System Efficiency (HHV) The efficiency of the system is defined using
captures the net AC power produced from one (HHV) from coal CO2 capture and separation, but does not include the power required to compress the separated CO ready levels.
coal
In the above equation,
SOFC stack, WHP is the AC power produced by the HP steam turbine in the steam cycle, turbine in the steam cycle, the LP steam turbine in the steam cycle from the power turbine of the FT8 system, W required to operate the feed water pump in the steam cycle, WBlowers
the system, W HHVcoal
gasification, and
IGFC SYSTEM CONFIGUR In this Section, we analyze three system configurations that
are based on the generic IGFC flow all three configurations, that anode and cathode tail post-SO cooling and load analysis for these beyond the scope of this paper. Some of the components notably steam source exchanger before coal gas expander conservative available heat. We expect overall IGFC efficiency to improve once the system completed.
Figure integrates an SOFC cycle, and a refrigeration plant 1.1 bar. The air blower increases the pressure of the feed air
Figure 9: Schematic of the CO
System Efficiency (HHV) The efficiency of the system is defined using
captures the net AC power produced from one (HHV) from coal. The
capture and separation, but does not include the power required to compress the separated CO ready levels.
HPInv DC
SOFC WP
In the above equation,
SOFC stack, ηInv is the in is the AC power produced by the HP steam turbine in the
steam cycle, WIP is the AC power produced by the IP steam turbine in the steam cycle, the LP steam turbine in the steam cycle from the power turbine of the FT8 system, W required to operate the feed water pump in the steam cycle,
Blowers is the net power required to operate all the blowers in the system, WASU is the power required to operate
coal is the higher heating value of the coal used for
gasification, and coalm
IGFC SYSTEM CONFIGUR In this Section, we analyze three system configurations that
are based on the generic IGFC flow all three configurations, that anode and cathode tail
SOFC CO2 capture processes use commercially available cooling and refrigeration equipment. load analysis for these beyond the scope of this paper. Some of the components notably steam source exchanger before coal gas expander conservative estimates available heat. We expect overall IGFC efficiency to improve once the system-wide heat integration an completed.
Figure 10 shows an atmospheric power block design that integrates an SOFC
, and a refrigeration plant 1.1 bar. The air blower increases the pressure of the feed air
Schematic of the CO
System Efficiency (HHV) The efficiency of the system is defined using
captures the net AC power produced from one The efficiency includes energy required for
capture and separation, but does not include the power required to compress the separated CO
coal
PTLPIP
HHVm
WWW
SOFCP is the DC power produced by the
the inverter efficiency (assumed to be 96%), is the AC power produced by the HP steam turbine in the
is the AC power produced by the IP steam turbine in the steam cycle, WLP is the AC power produced by the LP steam turbine in the steam cycle from the power turbine of the FT8 system, W required to operate the feed water pump in the steam cycle,
net power required to operate all the blowers in is the power required to operate
is the higher heating value of the coal used for
coal is the flow rate
IGFC SYSTEM CONFIGURATIONS AND ANALYSIS In this Section, we analyze three system configurations that
are based on the generic IGFC flow all three configurations, CO2 capture is facilitated by ensuring that anode and cathode tail-gas streams
capture processes use commercially available refrigeration equipment.
load analysis for these systems is not considered here as it beyond the scope of this paper. Some of the components notably steam source for the gasifier, raw gas cooler and heat exchanger before coal gas expander
estimates rather than computed values for the available heat. We expect overall IGFC efficiency to improve
wide heat integration an
shows an atmospheric power block design that integrates an SOFC with an air blower
, and a refrigeration plant. The SOFC system 1.1 bar. The air blower increases the pressure of the feed air
Copyright © 2010 by ASME
Schematic of the CO2 drying process
The efficiency of the system is defined using captures the net AC power produced from one
efficiency includes energy required for capture and separation, but does not include the power
required to compress the separated CO2 stream to pipeline
coal
BlowersFWPPT
HHV
WWW
is the DC power produced by the
verter efficiency (assumed to be 96%), is the AC power produced by the HP steam turbine in the
is the AC power produced by the IP steam is the AC power produced by
the LP steam turbine in the steam cycle, WPT is the AC power from the power turbine of the FT8 system, WFWP
required to operate the feed water pump in the steam cycle, net power required to operate all the blowers in
is the power required to operate is the higher heating value of the coal used for
flow rate of coal into the gasifier.
ATIONS AND ANALYSIS In this Section, we analyze three system configurations that
are based on the generic IGFC flow-sheet shown in Figure 1. In capture is facilitated by ensuring
gas streams remain separate capture processes use commercially available
refrigeration equipment. Note that detaile is not considered here as it
beyond the scope of this paper. Some of the components for the gasifier, raw gas cooler and heat
exchanger before coal gas expander—are designed using rather than computed values for the
available heat. We expect overall IGFC efficiency to improve wide heat integration and optimization is
shows an atmospheric power block design that an air blower, a steam bottoming
. The SOFC system 1.1 bar. The air blower increases the pressure of the feed air
Copyright © 2010 by ASME
process
The efficiency of the system is defined using ηcoal, which captures the net AC power produced from one unit of power
efficiency includes energy required for capture and separation, but does not include the power
stream to pipeline
is the DC power produced by the
verter efficiency (assumed to be 96%), is the AC power produced by the HP steam turbine in the
is the AC power produced by the IP steam is the AC power produced by
is the AC power
FWP is the power required to operate the feed water pump in the steam cycle,
net power required to operate all the blowers in is the power required to operate the ASU,
is the higher heating value of the coal used for
of coal into the gasifier.
ATIONS AND ANALYSIS In this Section, we analyze three system configurations that
sheet shown in Figure 1. In capture is facilitated by ensuring
remain separate and capture processes use commercially available
Note that detailed thermal is not considered here as it is
beyond the scope of this paper. Some of the components— for the gasifier, raw gas cooler and heat
are designed using rather than computed values for the
available heat. We expect overall IGFC efficiency to improve d optimization is
shows an atmospheric power block design that a steam bottoming
. The SOFC system operates at 1.1 bar. The air blower increases the pressure of the feed air
Copyright © 2010 by ASME
, which power
efficiency includes energy required for capture and separation, but does not include the power
stream to pipeline-
is the DC power produced by the
verter efficiency (assumed to be 96%), is the AC power produced by the HP steam turbine in the
is the AC power produced by the IP steam is the AC power produced by
is the AC power is the power
required to operate the feed water pump in the steam cycle, net power required to operate all the blowers in
the ASU, is the higher heating value of the coal used for
In this Section, we analyze three system configurations that sheet shown in Figure 1. In
capture is facilitated by ensuring and
capture processes use commercially available d thermal
is —
for the gasifier, raw gas cooler and heat are designed using
rather than computed values for the available heat. We expect overall IGFC efficiency to improve
d optimization is
shows an atmospheric power block design that a steam bottoming
at 1.1 bar. The air blower increases the pressure of the feed air
8 Copyright © 2010 by ASME
stream to compensate for downstream pressure l
Model-Based System Design of Highly-Efficient Integrated Gasification Fuel
Cell Power Plants
6 authors, including:
Some of the authors of this publication are also working on these related projects:
Modeling and Control of CIGS Deposition System View project
Handa Xi
SEE PROFILE
All content following this page was uploaded by Slaven Peles on 20 August 2016.
The user has requested enhancement of the downloaded file.
Proceedings of the ASME 2010 Eighth International Fuel Cell Science, Engineering and Technology Conference FuelCell2010
June 14-16, 2010, Brooklyn, New York, USA
FuelCell2010-33219
MODEL-BASED SYSTEM DESIGN OF HIGHLY-EFFICIENT INTEGRATED GASIFICATION FUEL CELL POWER PLANTS
Shivakumar Kameswaran Handa Xi S. Tobias Junker Slaven Peles Jean Yamanis Ellen Sun United Technologies Research Center (UTRC), East Hartford, CT 06108, USA
ABSTRACT The present study focuses on the model-based conceptual
design of utility-scale power generation systems with a power block comprising a Solid Oxide Fuel Cell (SOFC) and steam/gas turbine bottoming cycles. The design includes production of coal gas via coal gasification, coal gas clean-up process steps, as well as carbon capture technology downstream of the power block. Various options for system design configurations and operating parameters exist for such power plants. The current work focuses on a subset of these configurations that makes use of catalytic coal gasification, state-of-the-art gas turbine technology, and oxy-combustion for straightforward carbon separation.
A library of first-principles component models for gasifier, SOFC, gas and steam turbines, and oxygen combustor as well as phenomenological models for the air separation unit and coal gas clean-up process were developed. System analyses of two atmospheric and a pressurized system concept will be presented. The three system configurations will be compared using system performance metrics. All systems meet the Solid State Energy Conversion Alliance (SECA) minimum requirements, i.e., produce ≥100 MW power with ≥50% electrical efficiency based on coal HHV and capture more than 90% of the carbon in the coal feedstock.
INTRODUCTION Integrated Gasification Fuel Cell (IGFC) power plants
combine gasification technology with Solid Oxide Fuel Cells (SOFC), and are expected to offer significantly higher efficiencies and environmental benefits when compared to conventional power plants. IGFC systems have a reduced water footprint and offer a clear path for carbon capture. The efficiency and power production of IGFC power plants can be further improved through the addition of other prime movers such as gas or steam turbine bottoming cycles. Carbon dioxide capture and sequestration is necessary to achieve zero emission levels, and there are numerous competing CO2 capture
technologies that could be employed in IGFCs. Also, there are many options arising from heat integration, splitting/mixing/recycling of process streams, and choice and sequence of components. The task of IGFC system design is extremely challenging because of numerous system options to be considered, trade-offs to be resolved, and constraints to be respected. A model-based design approach is very effective at addressing some of the above mentioned challenges. In this paper, we present a model-based design approach and focus on a subset of the configurations that makes use of catalytic gasification, state-of-the-art gas turbine technology, steam turbine bottoming cycle, and oxy-combustion for straightforward carbon separation.
Several industrial and academic research groups have examined the integration of SOFCs with gasification technology. Lobachyov and Richter [1] studied the integration of an indirectly heated fluidized-bed gasifier with gas turbine and SOFC. Efficiencies exceeding 60%-LHV (not including CO2 capture) were reported with generic gas turbine and obsolete monolithic SOFC technologies. Kivisaari et al. [2] evaluated integration of an entrained-flow gasifier with SOFC technology for combined heat and power (CHP). However, integration with bottoming power cycles and CO2 capture technologies was not performed. Ghosh and De [3] studied the integration of an entrained-flow gasifier with SOFCs, and gas and steam turbines. Verma et al. [4] analyzed IGFC systems that include a steam cycle, ion transport membrane, and carbon capture technologies. SOFC parameter and system conceptual design variations were studied and efficiencies as high as 50%- HHV were reported. The SECA industrial teams have also conducted system studies on utility scale IGFCs [5, 6]. IGFC systems involving catalytic gasifiers have been investigated and have been shown to offer a significant boost in efficiency over state-of-the-art pulverized coal power plants [10]. More recently, we have published our work on IGFCs [7], where we analyzed the integration of a pressurized SOFC stack with an entrained-flow gasifier and conducted trade-off studies to examine the impact of operating parameters.
The objectives of the present work are to use modeling and simulation tools to q commercial gas turbine technology and stack pressure design systems of increasing minimum requirements, i.e., produce ≥50% electrical efficiency based on coal HHV and capture more than 90% of the carbon in the coal feedstock have develo IGFC power plants, and use simulation tools to demonstrate that all developed systems meet the SECA targets
COMPONENT MODELING Figure 1
consists of a Gasif Gas Removal (AGR) Island The ASU provides oxygen for the gasifier AGR Island), ASU also Selexol process ( gasifier is cleaned up in the AGR gas is sent to the power block for power generation by fuel cell, coal gas
I for the components of the IGFC power plants. The steady component models were developed in gPROMS an advanced equation facilitate process flow called of models of commonly used processing equipment. Th library sources, sinks, splitters, mixers, and heat exchangers enables
Catalytic Gasifier Island Figure 2
Raw coal is processed and treated with catalyst prior to being sent to the and saturated steam. At the bottom of the gasifier, used catalyst and ash are r carbon the catalytic gasifier
Hot coal gas processed in three steps. First it is cooled in the raw gas cooler,
The objectives of the present work are to use modeling and simulation tools to q commercial gas turbine technology and stack pressure design systems of increasing minimum requirements, i.e., produce
50% electrical efficiency based on coal HHV and capture more than 90% of the carbon in the coal feedstock have developed steady IGFC power plants, and use simulation tools to demonstrate
all developed systems meet the SECA targets
COMPONENT MODELING Figure 1 shows an overview of the overall IGFC plant
consists of a Gasifier Island, Air Separation Unit (ASU), Acid Gas Removal (AGR) Island The ASU provides oxygen for the gasifier AGR Island), and oxy ASU also provides Selexol process (in the AGR Island) gasifier is cleaned up in the AGR gas is sent to the power block for power generation by fuel cell, coal gas expander, and bottoming cycle
Figure 1: Components of IGFC plant
In this section, we describe the models that were developed for the components of the IGFC power plants. The steady component models were developed in gPROMS an advanced equation facilitate process flow called Process Modeling Library of models of commonly used processing equipment. Th library includes component sources, sinks, splitters, mixers, and heat exchangers enables seamless assembly of
Catalytic Gasifier Island Figure 2 shows a more detailed view of the gasifier island.
Raw coal is processed and treated with catalyst prior to being sent to the catalytic and saturated steam. At the bottom of the gasifier, used catalyst and ash are removed. This stream also contains some unreacted carbon, which accounts for a the catalytic gasifier
Hot coal gas processed in three steps. First it is cooled in the raw gas cooler,
The objectives of the present work are to use modeling and simulation tools to quantify the effects of commercial gas turbine technology and stack pressure design systems of increasing sophistication minimum requirements, i.e., produce
50% electrical efficiency based on coal HHV and capture more than 90% of the carbon in the coal feedstock
ped steady-state models for all the components of IGFC power plants, and use simulation tools to demonstrate
all developed systems meet the SECA targets
COMPONENT MODELING shows an overview of the overall IGFC plant
ier Island, Air Separation Unit (ASU), Acid Gas Removal (AGR) Island, Power Block The ASU provides oxygen for the gasifier
and oxy-burner (in s nitrogen to the
n the AGR Island) gasifier is cleaned up in the AGR gas is sent to the power block for power generation by fuel cell,
and bottoming cycle
Figure 1: Components of IGFC plant
n this section, we describe the models that were developed for the components of the IGFC power plants. The steady component models were developed in gPROMS an advanced equation-oriented modeling tool with GUI tools to facilitate process flow-sheeting. gPROMS also includes
Modeling Library of models of commonly used processing equipment. Th
includes component model sources, sinks, splitters, mixers, and heat exchangers
seamless assembly of process flow
Catalytic Gasifier Island shows a more detailed view of the gasifier island.
Raw coal is processed and treated with catalyst prior to being catalytic gasifier along with oxygen from the ASU
and saturated steam. At the bottom of the gasifier, used catalyst emoved. This stream also contains some unreacted
, which accounts for a loss the catalytic gasifier [10].
produced through catalytic gasification processed in three steps. First it is cooled in the raw gas cooler,
The objectives of the present work are to use modeling and uantify the effects of
commercial gas turbine technology and stack pressure sophistication that meet the SECA
minimum requirements, i.e., produce ≥100 MW power with 50% electrical efficiency based on coal HHV and capture
more than 90% of the carbon in the coal feedstock state models for all the components of
IGFC power plants, and use simulation tools to demonstrate all developed systems meet the SECA targets
shows an overview of the overall IGFC plant ier Island, Air Separation Unit (ASU), Acid
Power Block, and CO The ASU provides oxygen for the gasifier, Claus process (in the
(in the CO2 Separation nitrogen to the H2S concentrator
n the AGR Island). The raw coal gas from the gasifier is cleaned up in the AGR Island. Finally, the clean coal gas is sent to the power block for power generation by fuel cell,
and bottoming cycles.
Figure 1: Components of IGFC plant
n this section, we describe the models that were developed for the components of the IGFC power plants. The steady component models were developed in gPROMS
oriented modeling tool with GUI tools to gPROMS also includes
Modeling Library (PML), which is a collection of models of commonly used processing equipment. Th
models, such as pipes, tanks, sources, sinks, splitters, mixers, and heat exchangers
process flow-sheet models.
shows a more detailed view of the gasifier island. Raw coal is processed and treated with catalyst prior to being
gasifier along with oxygen from the ASU and saturated steam. At the bottom of the gasifier, used catalyst
emoved. This stream also contains some unreacted loss of ~5% of the carbon fed to
produced through catalytic gasification processed in three steps. First it is cooled in the raw gas cooler,
The objectives of the present work are to use modeling and uantify the effects of addition of
commercial gas turbine technology and stack pressure, and to that meet the SECA
100 MW power with 50% electrical efficiency based on coal HHV and capture
more than 90% of the carbon in the coal feedstock [8, 9]. We state models for all the components of
IGFC power plants, and use simulation tools to demonstrate all developed systems meet the SECA targets.
shows an overview of the overall IGFC plant that ier Island, Air Separation Unit (ASU), Acid
, and CO2 Separation , Claus process (in the
Separation). The S concentrator of the
. The raw coal gas from the sland. Finally, the clean coal
gas is sent to the power block for power generation by fuel cell,
Figure 1: Components of IGFC plant
n this section, we describe the models that were developed for the components of the IGFC power plants. The steady-state component models were developed in gPROMS [17], which is
oriented modeling tool with GUI tools to gPROMS also includes a so (PML), which is a collection
of models of commonly used processing equipment. This such as pipes, tanks,
sources, sinks, splitters, mixers, and heat exchangers, and sheet models.
shows a more detailed view of the gasifier island. Raw coal is processed and treated with catalyst prior to being
gasifier along with oxygen from the ASU and saturated steam. At the bottom of the gasifier, used catalyst
emoved. This stream also contains some unreacted ~5% of the carbon fed to
produced through catalytic gasification is processed in three steps. First it is cooled in the raw gas cooler,
2
The objectives of the present work are to use modeling and addition of
, and to that meet the SECA
100 MW power with 50% electrical efficiency based on coal HHV and capture
We state models for all the components of
IGFC power plants, and use simulation tools to demonstrate
that ier Island, Air Separation Unit (ASU), Acid
Separation. , Claus process (in the
he of the
. The raw coal gas from the sland. Finally, the clean coal
gas is sent to the power block for power generation by fuel cell,
n this section, we describe the models that were developed state
, which is oriented modeling tool with GUI tools to
a so- (PML), which is a collection
is such as pipes, tanks,
, and
shows a more detailed view of the gasifier island. Raw coal is processed and treated with catalyst prior to being
gasifier along with oxygen from the ASU and saturated steam. At the bottom of the gasifier, used catalyst
emoved. This stream also contains some unreacted ~5% of the carbon fed to
is processed in three steps. First it is cooled in the raw gas cooler,
producing saturated high pressure steam. Particulates are removed from the candle filter removed by water scrubbing, which also aids in additional particulate removal [5]. Units shown with dashed outlines in Figure role in predicting the performance of the power plant.
The gasifier model is based on the assumption that coal gas from the gasifier is at equilibrium at the gasification temperature and pressure. This assumption permits the use of the chemical equilibrium model in gPROMS. The equilibrium model in gPROMS determines minimum Gibbs free energy composition given temperature, pressure, and number of moles (composition). The model is robust and fits well within the framework of the models being developed for the IGFC system d
However, gPROMS’ Gibbs reactor model supports only single phase reactions. Given that the gasifier outlet stream is in the gaseous phase, the inlet in gPROMS are also required to be in the gaseous phase. overcome this limitation, a substitute process (Figure 3) has been developed to handle solids (coal) and liquids (water).
Figure 3
The first step in this process is the dissociation reaction, where coal is split into its constituents. Carbon losses associated with the gasification process are accounted for in the dissociation reactor. It is assumed that this carbon is removed along with the ash. The key outlet stream from the Reactor and water. This stream Reactor, where elemental carbon and sulfur react with steam
producing saturated high pressure steam. Particulates are removed from the coal gas candle filters. Finally, chlorides, removed by water scrubbing, which also aids in additional particulate removal [5]. Units shown with dashed outlines in Figure 2 are not modeled explicitly because they play a minor role in predicting the performance of the power plant.
Figure 2: Co
The gasifier model is based on the assumption that coal gas from the gasifier is at equilibrium at the gasification temperature and pressure. This assumption permits the use of the chemical equilibrium model in gPROMS. The equilibrium model in gPROMS determines minimum Gibbs free energy composition given temperature, pressure, and number of moles (composition). The model is robust and fits well within the framework of the models being developed for the IGFC system development task.
However, gPROMS’ Gibbs reactor model supports only single phase reactions. Given that the gasifier outlet stream is in the gaseous phase, the inlet in gPROMS are also required to be in the gaseous phase. overcome this limitation, a substitute process (Figure 3) has been developed to handle solids (coal) and liquids (water).
Figure 3: Substitute process used to model gasifier in gPROMS
The first step in this process is the dissociation reaction, re coal is split into its constituents. Carbon losses
associated with the gasification process are accounted for in the dissociation reactor. It is assumed that this carbon is removed along with the ash. The key outlet stream from the Reactor consists of carbon, hydrogen, nitrogen, sulfur, oxygen, and water. This stream
eactor, where elemental carbon and sulfur react with steam
producing saturated high pressure steam. Particulates are coal gas exiting the gasifier by cyclone and
. Finally, chlorides, other removed by water scrubbing, which also aids in additional particulate removal [5]. Units shown with dashed outlines in
are not modeled explicitly because they play a minor role in predicting the performance of the power plant.
: Components of
The gasifier model is based on the assumption that coal gas from the gasifier is at equilibrium at the gasification temperature and pressure. This assumption permits the use of the chemical equilibrium model in gPROMS. The equilibrium model in gPROMS determines minimum Gibbs free energy composition given temperature, pressure, and number of moles (composition). The model is robust and fits well within the framework of the models being developed for
evelopment task. However, gPROMS’ Gibbs reactor model supports only
single phase reactions. Given that the gasifier outlet stream is in the gaseous phase, the inlet stream in gPROMS are also required to be in the gaseous phase. overcome this limitation, a substitute process (Figure 3) has been developed to handle solids (coal) and liquids (water).
ubstitute process used to model gasifier in gPROMS
The first step in this process is the dissociation reaction, re coal is split into its constituents. Carbon losses
associated with the gasification process are accounted for in the dissociation reactor. It is assumed that this carbon is removed along with the ash. The key outlet stream from the
consists of carbon, hydrogen, nitrogen, sulfur, oxygen, and water. This stream becomes the inlet
eactor, where elemental carbon and sulfur react with steam
Copyright © 2010 by ASME
producing saturated high pressure steam. Particulates are exiting the gasifier by cyclone and
other halides, and ammonia removed by water scrubbing, which also aids in additional particulate removal [5]. Units shown with dashed outlines in
are not modeled explicitly because they play a minor role in predicting the performance of the power plant.
mponents of the Gasifier Island
The gasifier model is based on the assumption that coal gas from the gasifier is at equilibrium at the gasification temperature and pressure. This assumption permits the use of the chemical equilibrium model in gPROMS. The equilibrium model in gPROMS determines minimum Gibbs free energy composition given temperature, pressure, and number of moles (composition). The model is robust and fits well within the framework of the models being developed for
evelopment task. However, gPROMS’ Gibbs reactor model supports only
single phase reactions. Given that the gasifier outlet stream is in streams to the Gibbs reactor model
in gPROMS are also required to be in the gaseous phase. overcome this limitation, a substitute process (Figure 3) has been developed to handle solids (coal) and liquids (water).
ubstitute process used to model gasifier in gPROMS
The first step in this process is the dissociation reaction, re coal is split into its constituents. Carbon losses
associated with the gasification process are accounted for in the dissociation reactor. It is assumed that this carbon is removed along with the ash. The key outlet stream from the
consists of carbon, hydrogen, nitrogen, sulfur, oxygen, the inlet stream to the Y
eactor, where elemental carbon and sulfur react with steam
Copyright © 2010 by ASME
producing saturated high pressure steam. Particulates are exiting the gasifier by cyclone and
, and ammonia are removed by water scrubbing, which also aids in additional particulate removal [5]. Units shown with dashed outlines in
are not modeled explicitly because they play a minor role in predicting the performance of the power plant.
the Gasifier Island
The gasifier model is based on the assumption that coal gas from the gasifier is at equilibrium at the gasification temperature and pressure. This assumption permits the use of the chemical equilibrium model in gPROMS. The chemical equilibrium model in gPROMS determines minimum Gibbs free energy composition given temperature, pressure, and number of moles (composition). The model is robust and fits well within the framework of the models being developed for
However, gPROMS’ Gibbs reactor model supports only single phase reactions. Given that the gasifier outlet stream is in
s to the Gibbs reactor model in gPROMS are also required to be in the gaseous phase. To overcome this limitation, a substitute process (Figure 3) has been developed to handle solids (coal) and liquids (water).
ubstitute process used to model gasifier in gPROMS
The first step in this process is the dissociation reaction, re coal is split into its constituents. Carbon losses
associated with the gasification process are accounted for in the dissociation reactor. It is assumed that this carbon is removed along with the ash. The key outlet stream from the Dissociation
consists of carbon, hydrogen, nitrogen, sulfur, oxygen, stream to the Yield
eactor, where elemental carbon and sulfur react with steam
Copyright © 2010 by ASME
producing saturated high pressure steam. Particulates are exiting the gasifier by cyclone and
are removed by water scrubbing, which also aids in additional particulate removal [5]. Units shown with dashed outlines in
are not modeled explicitly because they play a minor
The gasifier model is based on the assumption that coal gas from the gasifier is at equilibrium at the gasification temperature and pressure. This assumption permits the use of
chemical equilibrium model in gPROMS determines minimum Gibbs free energy composition given temperature, pressure, and number of moles (composition). The model is robust and fits well within the framework of the models being developed for
However, gPROMS’ Gibbs reactor model supports only single phase reactions. Given that the gasifier outlet stream is in
s to the Gibbs reactor model To
overcome this limitation, a substitute process (Figure 3) has
The first step in this process is the dissociation reaction, re coal is split into its constituents. Carbon losses
associated with the gasification process are accounted for in the dissociation reactor. It is assumed that this carbon is removed
Dissociation consists of carbon, hydrogen, nitrogen, sulfur, oxygen,
ield eactor, where elemental carbon and sulfur react with steam
and O these partial products of the Reactor the Y reactor is in the the D implementing an energy balance for the overall substitute process. The flow rates and states of the coal, oxygen, and steam streams can be specif composition of coal (ultimate analysis) can also be specified, and the results presented in this paper correspond to Illinois No. 6 coal. against DOE/NETL predictions for
The systems presented in this paper employ a catalytic gasifier. Catalytic gasification produces coal gas with high methane concentrations. preferred temperatures and hence at higher gasification efficiencies. operating conditions for the catalytic gasifier are based on the analysis in [10] 1100 psia coal and oxygen respectively, on an “as moisture content calculated above condition, the model predicts the gasifier temperature at 983 K, The cold gas efficiency of the was calculated to be 90% which agrees well with data publishe significantly reduces stack cooling requirements reduces the parasitic blowing/ gasifiers have been investigated in [10 shown to offer a significant boost in efficiency over state the-art pulverized coal power plants.
Air Separation Unit For the purpose of IGFC performance prediction, it is
sufficient to model the ASU as a parasitic load. consumption is dominated by the main air compressor as well as the oxygen and nitrogen product gas compressors. Because of their 4-stage, intercooled compressors compressor models
For the oxygen compressor, the inlet pressure and
temperature are assumed to be 90°F)
and O2 (from ASU) to form CO and SO these partial oxidation reactions go to complete conver products of the yield
eactor. The assumption of complete conversion of C and S in Yield Reactor guarantees that
reactor is in the gas Dissociation, Yield
implementing an energy balance for the overall substitute process. The flow rates and states of the coal, oxygen, and steam streams can be specif composition of coal (ultimate analysis) can also be specified, and the results presented in this paper correspond to Illinois No. 6 coal. The gasifier against DOE/NETL predictions for
The systems presented in this paper employ a catalytic gasifier. Catalytic gasification produces coal gas with high methane concentrations. preferred because they are produced at lower temperatures and hence at higher gasification efficiencies. operating conditions for the catalytic gasifier are based on the analysis in [10], where t 1100 psia (i.e., 75 atm) coal and oxygen-to respectively, on an “as moisture content. In our study, the t calculated by assuming above condition, the model predicts the gasifier temperature at 983 K, in good agreement The cold gas efficiency of the was calculated to be 90% which agrees well with data published by NETL significantly reduces stack cooling requirements reduces the parasitic blowing/compressing air. IGFC systems involving catalytic gasifiers have been investigated in [10 shown to offer a significant boost in efficiency over state
art pulverized coal power plants.
Air Separation Unit For the purpose of IGFC performance prediction, it is
sufficient to model the ASU as a parasitic load. consumption is dominated by the main air compressor as well as the oxygen and nitrogen product gas compressors. Because of their large pressure ratios, these compressors
stage, intercooled compressors compressor models
Identical compressor in each stage, Mechanical efficiency = 98%, Fixed isentropic efficiency for each stage, Same pressure Same temperature reduction in each cooler. 3% pressure drop in each cooler For the oxygen compressor, the inlet pressure and
temperature are assumed to be ), respectively
(from ASU) to form CO and SO oxidation reactions go to complete conver
ield reactor are the reactants for the Gibbs . The assumption of complete conversion of C and S in
guarantees that gaseous phase. The energy released/
ield and Gibbs implementing an energy balance for the overall substitute process. The flow rates and states of the coal, oxygen, and steam streams can be specified independently in the model. composition of coal (ultimate analysis) can also be specified, and the results presented in this paper correspond to Illinois No.
gasifier model has been validated extensively against DOE/NETL predictions for
The systems presented in this paper employ a catalytic gasifier. Catalytic gasification produces coal gas with high methane concentrations. Fuels with high
because they are produced at lower temperatures and hence at higher gasification efficiencies. operating conditions for the catalytic gasifier are based on the
, where the gasifier operates at a pressure atm) and a temperature of 1000 to-coal ratios are fixed at 1.445 and 0.282,
respectively, on an “as-fed” mass basis In our study, the t
assuming the gasifier to be adiabatic. above condition, the model predicts the gasifier temperature at
in good agreement to the 1000 K used in the reference. The cold gas efficiency of the catalytic gasifier was calculated to be 90% which agrees well with data
d by NETL [15]. In addition, the high methane content significantly reduces stack cooling requirements reduces the parasitic power
compressing air. IGFC systems involving catalytic gasifiers have been investigated in [10 shown to offer a significant boost in efficiency over state
art pulverized coal power plants.
Air Separation Unit (ASU) For the purpose of IGFC performance prediction, it is
sufficient to model the ASU as a parasitic load. consumption is dominated by the main air compressor as well as the oxygen and nitrogen product gas compressors. Because
rge pressure ratios, these compressors stage, intercooled compressors
with the following assumptions: Identical compressor in each stage, Mechanical efficiency = 98%, Fixed isentropic efficiency for each stage, Same pressure ratio in each stage, Same temperature reduction in each cooler. 3% pressure drop in each cooler
For the oxygen compressor, the inlet pressure and temperature are assumed to be 8.6 bar and 32.2°C (
[11]. Its outlet pressure has to be matched to
(from ASU) to form CO and SO2. It is assumed that oxidation reactions go to complete conver
are the reactants for the Gibbs . The assumption of complete conversion of C and S in
guarantees that the inlet stream to the Gibbs eous phase. The energy released/
and Gibbs Reactors are accounted for by implementing an energy balance for the overall substitute process. The flow rates and states of the coal, oxygen, and
ied independently in the model. composition of coal (ultimate analysis) can also be specified, and the results presented in this paper correspond to Illinois No.
model has been validated extensively against DOE/NETL predictions for conventional gasifiers
The systems presented in this paper employ a catalytic gasifier. Catalytic gasification produces coal gas with high
Fuels with high methane because they are produced at lower
temperatures and hence at higher gasification efficiencies. operating conditions for the catalytic gasifier are based on the
he gasifier operates at a pressure and a temperature of 1000
coal ratios are fixed at 1.445 and 0.282, fed” mass basis for coal with a 5%
In our study, the temperature of the gasifier is the gasifier to be adiabatic.
above condition, the model predicts the gasifier temperature at to the 1000 K used in the reference.
catalytic gasifier was calculated to be 90% which agrees well with data
In addition, the high methane content significantly reduces stack cooling requirements
power associated with compressing air. IGFC systems involving catalytic
gasifiers have been investigated in [10, 13] and have been shown to offer a significant boost in efficiency over state
art pulverized coal power plants.
For the purpose of IGFC performance prediction, it is sufficient to model the ASU as a parasitic load. consumption is dominated by the main air compressor as well as the oxygen and nitrogen product gas compressors. Because
rge pressure ratios, these compressors stage, intercooled compressors [11]. We developed the
the following assumptions: Identical compressor in each stage, Mechanical efficiency = 98%, Fixed isentropic efficiency for each stage,
ratio in each stage, Same temperature reduction in each cooler. 3% pressure drop in each cooler.
For the oxygen compressor, the inlet pressure and 8.6 bar and 32.2°C (
outlet pressure has to be matched to
. It is assumed that oxidation reactions go to complete conversion. The
are the reactants for the Gibbs . The assumption of complete conversion of C and S in
inlet stream to the Gibbs eous phase. The energy released/required by
are accounted for by implementing an energy balance for the overall substitute process. The flow rates and states of the coal, oxygen, and
ied independently in the model. The composition of coal (ultimate analysis) can also be specified, and the results presented in this paper correspond to Illinois No.
model has been validated extensively conventional gasifiers [10].
The systems presented in this paper employ a catalytic gasifier. Catalytic gasification produces coal gas with high
methane content are because they are produced at lower gasification
temperatures and hence at higher gasification efficiencies. The operating conditions for the catalytic gasifier are based on the
he gasifier operates at a pressure of and a temperature of 1000 K. Steam-to
coal ratios are fixed at 1.445 and 0.282, for coal with a 5%
emperature of the gasifier is the gasifier to be adiabatic. With the
above condition, the model predicts the gasifier temperature at to the 1000 K used in the reference.
catalytic gasifier in this study was calculated to be 90% which agrees well with data
In addition, the high methane content significantly reduces stack cooling requirements and thus
associated with compressing air. IGFC systems involving catalytic
] and have been shown to offer a significant boost in efficiency over state-of
For the purpose of IGFC performance prediction, it is sufficient to model the ASU as a parasitic load. ASU Power consumption is dominated by the main air compressor as well as the oxygen and nitrogen product gas compressors. Because
are designed as We developed the
the following assumptions:
Fixed isentropic efficiency for each stage,
Same temperature reduction in each cooler.
For the oxygen compressor, the inlet pressure and 8.6 bar and 32.2°C (125 psia and
outlet pressure has to be matched to
3
. It is assumed that ion. The
are the reactants for the Gibbs . The assumption of complete conversion of C and S in
inlet stream to the Gibbs required by
are accounted for by implementing an energy balance for the overall substitute process. The flow rates and states of the coal, oxygen, and
The composition of coal (ultimate analysis) can also be specified, and the results presented in this paper correspond to Illinois No.
model has been validated extensively ].
The systems presented in this paper employ a catalytic gasifier. Catalytic gasification produces coal gas with high
are gasification
The operating conditions for the catalytic gasifier are based on the
of to-
coal ratios are fixed at 1.445 and 0.282, for coal with a 5%
emperature of the gasifier is the
above condition, the model predicts the gasifier temperature at to the 1000 K used in the reference.
in this study was calculated to be 90% which agrees well with data
In addition, the high methane content thus
associated with compressing air. IGFC systems involving catalytic
] and have been of-
For the purpose of IGFC performance prediction, it is Power
consumption is dominated by the main air compressor as well as the oxygen and nitrogen product gas compressors. Because
as We developed the
outlet pressure has to be matched to
the gasifier’s operating pressure. Using [11], the isentropic efficiency estimated at 86% and the temperature reduction in each cooling stage was estimated at 58°C.
In this study, we assume that the main air compressor has the same inlet/outlet pressure [11]: t is at 112°C and
Pair can be assumed
P
where the data reported in [ of 3%. similar to the oxygen compressor model future use if a variable compressor outlet pressure is desired for more detailed ASU modeling.
In our system design, unit’s H small parasitic power
In addition, a account auxiliary load is also assumed in our study.
Acid Gas Removal Before being sent to the power block, the coal gas is
cleaned up reacted to H removed process removes the H levels are polished to the level required by the fuel cell with a ZnO adsorber. H a Claus process producing pure sulfur as a by remaining gas is recycled back to the Selexol unit.
The primary reference for modeling [14]. It the AGR Island
the gasifier’s operating pressure. Using ], the isentropic efficiency
estimated at 86% and the temperature reduction in each cooling stage was estimated at 58°C.
In this study, we assume that the main air compressor has the same inlet/outlet pressure
: the air inlet is 15°C and at 112°C and 13.2 bar
can be assumed
where the coefficient reported in [11
of 3%. Alternatively, similar to the oxygen compressor model future use if a variable compressor outlet pressure is desired for more detailed ASU modeling.
In our system design, unit’s H2S concentrator. Howe
compared to the air and oxygen compressors parasitic power has been
In addition, a fixed auxiliary load of account for all the six cases studied in [ auxiliary load is also assumed in our study.
Acid Gas Removal Before being sent to the power block, the coal gas is
cleaned up using the process reacted to H2S in a hydrolysis reactor. Next, mercury is removed from the gas though a carbon bed [ process removes the H levels are polished to the level required by the fuel cell with a ZnO adsorber. H2S removed by the Selexol is further reacted by a Claus process producing pure sulfur as a by remaining gas is recycled back to the Selexol unit.
Figure 4.
The GEE Case 1 in [ primary reference for modeling
It should be noted that our AGR Island was
the gasifier’s operating pressure. Using ], the isentropic efficiency of each compression stage
estimated at 86% and the temperature reduction in each cooling stage was estimated at 58°C.
In this study, we assume that the main air compressor has the same inlet/outlet pressure and temperature as the cases in
he air inlet is 15°C and 1 bar 13.2 bar. For simplicity
can be assumed proportional to its
coefficient kair = 310 kW/(kg/s) was estimated from 11]. The data in [
Alternatively, a four stage intercooled similar to the oxygen compressor model future use if a variable compressor outlet pressure is desired for more detailed ASU modeling.
In our system design, nitrogen is required for the Selexol S concentrator. However, since this stream is very
compared to the air and oxygen compressors has been neglected
fixed auxiliary load of for all the six cases studied in [
auxiliary load is also assumed in our study.
Acid Gas Removal (AGR) Island Before being sent to the power block, the coal gas is
using the process shown in S in a hydrolysis reactor. Next, mercury is the gas though a carbon bed [
process removes the H2S. Following the Selexol process, sulfur levels are polished to the level required by the fuel cell with a
S removed by the Selexol is further reacted by a Claus process producing pure sulfur as a by remaining gas is recycled back to the Selexol unit.
. Components of t
GEE Case 1 in [11] was recommended by DOE as a primary reference for modeling the coal gas clean
should be noted that our primary modeling purpose was to estimate parasitic power, oxygen
Copyright © 2010 by ASME
the gasifier’s operating pressure. Using the data provided in of each compression stage
estimated at 86% and the temperature reduction in each cooling
In this study, we assume that the main air compressor has and temperature as the cases in
1 bar, and the compressor’s outlet or simplicity its power consumption
proportional to its flow rate m
= 310 kW/(kg/s) was estimated from ]. The data in [11] also indicate an air loss
four stage intercooled compres similar to the oxygen compressor model was also future use if a variable compressor outlet pressure is desired for
nitrogen is required for the Selexol ver, since this stream is very
compared to the air and oxygen compressors neglected in the present analysis.
fixed auxiliary load of 1 MW for all the six cases studied in [11] and the same fixed
auxiliary load is also assumed in our study.
Island Before being sent to the power block, the coal gas is
shown in Figure 4 S in a hydrolysis reactor. Next, mercury is the gas though a carbon bed [13
S. Following the Selexol process, sulfur levels are polished to the level required by the fuel cell with a
S removed by the Selexol is further reacted by a Claus process producing pure sulfur as a by remaining gas is recycled back to the Selexol unit.
Components of the AGR Island.
] was recommended by DOE as a the coal gas clean primary modeling purpose
to estimate parasitic power, oxygen
Copyright © 2010 by ASME
estimated at 86% and the temperature reduction in each cooling
In this study, we assume that the main air compressor has and temperature as the cases in
the compressor’s outlet its power consumption
airm :
= 310 kW/(kg/s) was estimated from ] also indicate an air loss
compressor model also developed for
future use if a variable compressor outlet pressure is desired for
nitrogen is required for the Selexol ver, since this stream is very
compared to the air and oxygen compressors, the the present analysis.
1 MW is taken into and the same fixed
Before being sent to the power block, the coal gas is 4. First, COS is
S in a hydrolysis reactor. Next, mercury is 13]. The Selexol
S. Following the Selexol process, sulfur levels are polished to the level required by the fuel cell with a
S removed by the Selexol is further reacted by a Claus process producing pure sulfur as a by-product; the remaining gas is recycled back to the Selexol unit.
Island.
] was recommended by DOE as a the coal gas clean-up process primary modeling purpose for
to estimate parasitic power, oxygen
Copyright © 2010 by ASME
estimated at 86% and the temperature reduction in each cooling
In this study, we assume that the main air compressor has and temperature as the cases in
the compressor’s outlet its power consumption
= 310 kW/(kg/s) was estimated from ] also indicate an air loss
model developed for
future use if a variable compressor outlet pressure is desired for
nitrogen is required for the Selexol ver, since this stream is very
, the
is taken into and the same fixed
Before being sent to the power block, the coal gas is COS is
S in a hydrolysis reactor. Next, mercury is ol
S. Following the Selexol process, sulfur levels are polished to the level required by the fuel cell with a
S removed by the Selexol is further reacted by product; the
] was recommended by DOE as a up process
for to estimate parasitic power, oxygen
4 Copyright © 2010 by ASME
requirements, and sulfur removal. For this reason empirical models were derived from the data provided in [11] rather than detailed physical and chemical process models.
A simplified version of the process described in GEE Case 1 in [11] is shown in Figure 5 and adopted in our model by capturing key components and processes. This model can be expanded as needed for future analyses, e.g., water balance and heat integration.
Figure 5. Simplified process flow diagram for coal gas clean-up.
COS Hydrolysis Since the COS concentration in the raw coal gas is very
low, the COS hydrolysis reaction is neglected for simplicity. To model temperature and pressure effects, a heat exchanger reduces the coal gas temperature to the level required by the COS hydrolysis reactor and a pressure drop debit for the reactor is taken into account. The COS in the gasifier outlet will be removed in the Selexol model as described below.
Coal Gas Cooling, Knockout Drum and Mercury Removal Prior to entering the mercury removal and Selexol stages,
the coal gas needs to be cooled further. As above, this is modeled as a heat exchanger with pressure drop. Water removal is modeled as a phase splitter to separate liquid water from the gas stream. Finally, the mercury removal step is modeled as a further pressure drop.
Selexol Process The parasitic power of the Selexol process is calculated
using the following linear relationship:
where PSel is the Selexol parasitic loss and the mass flow
rate of the coal gas inlet stream. The coefficient kSel = 30 kW/(kg/s) is estimated based on data in [11].
The mass balance is modeled as follows:
where is the molar flow rate of the inlet coal gas stream,
is the molar flow rate of the nitrogen stream from ASU,
and
gas and acid gas, respectively.
are
the molar fractions of species s in the corresponding stream. The following assumptions are made:
COS, NH3, SO2 and SO3 are completely removed from the inlet to acid gas, i.e.,
, ,
There is no O2 in the clean gas outlet, i.e., .
ηsel is the fraction of inlet H2S removed into acid gas, i.e.,
sulfur removal ratio and is a process design specification.
.
N2/Ar from the inlet goes to the clean gas and the acid gas composition is balanced with external nitrogen from ASU (via the H2S concentrator), i.e.,
.
Claus Process The Claus process model is derived to estimate the oxygen
required to convert H2S to elemental sulfur as well as to estimate the parasitic power requirement. Based on the information in [11], the Claus plant parasitic power consists of two parts: a constant auxiliary loss and the power consumed by the tail gas compressor. The studies of GEE cases in [11] report a 200 kW auxiliary power loss—the same value is assumed to be applicable in this study. Since the tail gas compressor has a large pressure ratio, a 4-stage intercooled compression train was assumed (denoted by “4x ICC” in Figure 4).
An overall mass balance of the Claus process is determined to estimate the flow rate of the tail gas stream as well as the sulfur recovered. The O2 required is estimated as follows:
where is the mass flow rate of the oxygen stream fed
into the Claus plant and the mass fraction of O2 in this
stream. is the mass flow rate of the acid gas inlet and
the mass fraction of H2S in the acid gas. The
coefficient p = 0.665 is estimated based on GEE Case 1 in [11]. The oxygen needed in the Claus process is supplied by the ASU. It should be noted that the amount of oxygen consumed by the Claus process is much smaller than the amount of oxygen required by the gasifier and oxy-burner.
Power Block Island The clean coal gas is sent to the Power Block (Figure 6).
At this point, the coal gas is cold but at high pressure. To utilize the pressure potential, the gas is pre-heated and expanded in the coal gas expander producing electrical energy. After the expander, the coal gas is pre-heated with anode exhaust, mixed with anode recycle, and sent to the anode. The use of anode gas recycle reduces the cost of the fuel gas preheater, and helps to achieve a specified steam-to-carbon ratio at the anode inlet. Anode recycle is presently accomplished via an ejector. In our simulations, we used an ejector model developed in [16]. Alternatively, a recycle blower can be considered. Unreacted anode exhaust is combusted with oxygen from the ASU in the Oxy-Burner and sent to the Heat Recovery unit where it
5 Copyright © 2010 by ASME
provides heat to the steam cycle (Bottoming Cycle) as well as to the gas turbine in the SOFC/GT/ST systems. The last process step is removal of water from the CO2 stream to produce nearly pure CO2 ready for compression and sequestration.
Figure 6: Generic Power Block process flow diagram
On the cathode side, air is provided by an air mover which in the simplest case is an air blower. Other cases considered are two gas turbine configurations—one with an atmospheric stack, one with a pressurized stack. Cathode gas is recycled to facilitate efficient pre-heating of the cathode inlet gas. Without cathode recycle, most of the cathode exhaust heat is required for air pre-heating leaving little heat for the bottoming cycle.
SOFC Stack The SOFC stack model has been described in detail in [7].
actohmref VJRVV
where, Vref is the open circuit voltage, Rohm is the ohmic resistance (primarily due to electrolyte), LE is the electrolyte thickness, Vact represents the activation losses, V is the cell voltage, J is the current density, and PH2, PH2O and PO2 are the partial pressures of hydrogen, water and oxygen, respectively. All other quantities in the above set of equations are model parameters that can be tuned so as to minimize the deviation between experimental performance and model predictions. Concentration polarization is neglected because (1) the above model was able to accurately capture the performance data provided by the cell manufacturer and (2) the operating conditions in the analysis are far away from the mass transport limited region.
Modified FT-8 Gas Turbine The gas turbine system is a key component in two of our
IGFC power plants, and for the purposes of this analysis we utilize a modified Pratt & Whitney FT8 power system. The FT8 POWERPAC single-engine 25 MW gas turbine is a 3,600-rpm machine that is available for power generation with a grid frequency of 60 Hz. The PWPS FT8 is a derivative of the JT8D, one of the most successful flight engines in aviation history. The FT8 has been in production since 1991 and is operating at more than 70 customer sites, some in combined GT/steam cycles, around the world.
The UTRC turbine model is a textbook model that is based on the combination of mass and energy balances with the definition of isentropic work and efficiency. Given the inlet conditions, the model first calculates the isentropic outlet temperature using the entropy equality relation. Using the isentropic outlet temperature and the definition of isentropic efficiency, the work obtained from the expansion process is calculated. The steady-state model has been implemented as a set of nonlinear equations in gPROMS. Consequently, the model can be used to solve for a desired set of outputs as long as an appropriate and sufficient number of inputs are specified.
The modified FT8 (Figure 7) is a key component of the IGFC system models. Consequently, an integral part of the system component models are the performance maps for components of an FT8 system: low pressure compressor (LPC), low pressure turbine (LPT) and power turbine (PT). Conventional turbine and compressor performance maps have speed as one of the inputs, and the outputs include quantities such as pressure ratio and efficiency. In the present application, turbine speed is a design variable because it is established by the air flow requirement from the compressor.
Figure
Through collaboration with Pratt & Whitney, determined that the LPC should be operated at maximum flow and pressure ratio performance. Th power required for compression, shaft speed, and outlet temperature. processing (SOFC stack, heat exchanger, etc.), where mass and energy are added/removed. Several d performance maps were generated based on anticipated LPT inlet conditions. In generating these performance maps it was ensured that LPT speed and power output matched the LPC requirements. The LPT inputs consist of turbine
through the turbine section. Given these two inputs, the performance maps predict the LPT isentropic efficiency ( and pressure ratio ( outlet temp model had to be curve fitted. The following functional forms achieved good
PRLPT
LPT
Likewise, several data points of the PT performance maps were
The PT inputs consist of turbine inlet temperature (
pressure ratio ( map predicts the PT’s isentropic efficiency ( efficiency, the PT outlet temperature can be obtained using the turbine model form shown below. The functional form was chosen to resemble efficiency and work terms associated with polytropic processes [C, α, K squares
PT
Figure 7: Schematic of a modified PW FT8
Through collaboration with Pratt & Whitney, determined that the LPC should be operated at maximum flow and pressure ratio performance. The LPC requirements uniquely determine the power required for compression, shaft speed, and outlet temperature. processing (SOFC stack, heat exchanger, etc.), where mass and energy are added/removed. Several d performance maps were generated based on anticipated LPT inlet conditions. In generating these performance maps it was ensured that LPT speed and power output matched the LPC requirements. The LPT inputs consist of turbine inlet temperature
through the turbine section. Given these two inputs, the performance maps predict the LPT isentropic efficiency ( and pressure ratio ( outlet temperature can be predicted by a text model. To facilitate simulation studies, the performance maps had to be curve fitted. The following functional forms achieved good prediction of the data provided by P&W:
1 SF
T a
where, [a1, a2, a3, a obtained via linear- are constant scaling factors.
Likewise, several data points of the PT performance maps were generated based on the anticipated LPT outlet conditions.
The PT inputs consist of turbine inlet temperature (
pressure ratio (PRPT
map predicts the PT’s isentropic efficiency ( efficiency, the PT outlet temperature can be obtained using the turbine model. The efficiency data was fitted to the functional form shown below. The functional form was chosen to resemble efficiency and work terms associated with polytropic processes. The functional form is parameterized by constants C, α, K1, K2, e1, e2
squares regression.
Schematic of a modified PW FT8 system for IGFC
Through collaboration with Pratt & Whitney, determined that the LPC should be operated at maximum flow
for stability reasons and for e LPC requirements uniquely determine the
power required for compression, shaft speed, and outlet temperature. The LPC outlet stream then undergoes processing (SOFC stack, heat exchanger, etc.), where mass and energy are added/removed. Several d performance maps were generated based on anticipated LPT inlet conditions. In generating these performance maps it was ensured that LPT speed and power output matched the LPC requirements. The LPT inputs consist
inlet temperature ( in LPTT
through the turbine section. Given these two inputs, the performance maps predict the LPT isentropic efficiency ( and pressure ratio (PRLPT). From these two
erature can be predicted by a text To facilitate simulation studies, the performance maps
had to be curve fitted. The following functional forms achieved of the data provided by P&W:
2 SF
m a
, a4, b1, b2, b -least-squares regression
are constant scaling factors. Likewise, several data points of the PT performance maps generated based on the anticipated LPT outlet conditions.
The PT inputs consist of turbine inlet temperature (
PT). Given these two inputs, the performance map predicts the PT’s isentropic efficiency ( efficiency, the PT outlet temperature can be obtained using the
The efficiency data was fitted to the functional form shown below. The functional form was chosen to resemble efficiency and work terms associated with polytropic
. The functional form is parameterized by constants
2] that were determined via nonlinear
PT
K
PT
Schematic of a modified PW FT8-series gas turbine system for IGFC
Through collaboration with Pratt & Whitney, determined that the LPC should be operated at maximum flow
for stability reasons and for e LPC requirements uniquely determine the
power required for compression, shaft speed, and The LPC outlet stream then undergoes
processing (SOFC stack, heat exchanger, etc.), where mass and energy are added/removed. Several data points on the LPT performance maps were generated based on anticipated LPT inlet conditions. In generating these performance maps it was ensured that LPT speed and power output matched the LPC requirements. The LPT inputs consist
in LPT
) and mass
through the turbine section. Given these two inputs, the performance maps predict the LPT isentropic efficiency (
). From these two outputs, the LPT erature can be predicted by a text
To facilitate simulation studies, the performance maps had to be curve fitted. The following functional forms achieved
of the data provided by P&W:
3 SF
T a
, b3, b4] are fitting parameters regression, and
Likewise, several data points of the PT performance maps generated based on the anticipated LPT outlet conditions.
The PT inputs consist of turbine inlet temperature (
). Given these two inputs, the performance map predicts the PT’s isentropic efficiency ( efficiency, the PT outlet temperature can be obtained using the
The efficiency data was fitted to the functional form shown below. The functional form was chosen to resemble efficiency and work terms associated with polytropic
. The functional form is parameterized by constants ] that were determined via nonlinear
series gas turbine
Through collaboration with Pratt & Whitney, it was determined that the LPC should be operated at maximum flow
for stability reasons and for maximizing e LPC requirements uniquely determine the
power required for compression, shaft speed, and compressor The LPC outlet stream then undergoes
processing (SOFC stack, heat exchanger, etc.), where mass and ata points on the LPT
performance maps were generated based on a range of anticipated LPT inlet conditions. In generating these performance maps it was ensured that LPT speed and power output matched the LPC requirements. The LPT inputs consist
) and mass flow rate ( Tm
through the turbine section. Given these two inputs, the performance maps predict the LPT isentropic efficiency (ηLPT
outputs, the LPT erature can be predicted by a text-book turbine
To facilitate simulation studies, the performance maps had to be curve fitted. The following functional forms achieved
4a
] are fitting parameters and SFT and SF
Likewise, several data points of the PT performance maps generated based on the anticipated LPT outlet conditions.
The PT inputs consist of turbine inlet temperature ( in PTT ) and
). Given these two inputs, the performance map predicts the PT’s isentropic efficiency (ηPT). From the efficiency, the PT outlet temperature can be obtained using the
The efficiency data was fitted to the functional form shown below. The functional form was chosen to resemble efficiency and work terms associated with polytropic
. The functional form is parameterized by constants ] that were determined via nonlinear-least
6
it was determined that the LPC should be operated at maximum flow
ing e LPC requirements uniquely determine the
compressor The LPC outlet stream then undergoes
processing (SOFC stack, heat exchanger, etc.), where mass and ata points on the LPT
a range of anticipated LPT inlet conditions. In generating these performance maps it was ensured that LPT speed and power output matched the LPC requirements. The LPT inputs consist
T )
LPT) outputs, the LPT
had to be curve fitted. The following functional forms achieved
] are fitting parameters SFM
Likewise, several data points of the PT performance maps generated based on the anticipated LPT outlet conditions.
) and
). Given these two inputs, the performance the
efficiency, the PT outlet temperature can be obtained using the The efficiency data was fitted to the functional
form shown below. The functional form was chosen to resemble efficiency and work terms associated with polytropic
. The functional form is parameterized by constants least-
The steam cycle is an IGFC systems. to convert heat transferred to the working fluid into mechanical energy. In the case of the oxy are two sources of heat low grade heat f from the used to preheat The preheated water stream then passes through a heat recovery steam generator (HRSG), oxy-burner is used to transform the liquid water to steam.
Figure 8
A schematic of the steam cycle with reheat is presented in Figure stream is used to superheat steam to HRSG, the other stream is used to reheat the steam turbine model (describ expanders in the steam cycle. expands steam from (451.4 psia stages. The 90.8%) expands steam from bar (65 psia expands the IP outlet to saturated vapor at [11]. Saturated steam at the LP turbine outlet is cond saturated liquid in a condenser. A feed water pump raises the pressure of the liquid stream to The isentropic calculated efficiency of the condensate water pumps in [1 The maximum steam mass flow and the split fraction corresponding to the from the requirement that the minimum pinch temperature in all heat exchangers be at least ΔT
Pumps and Blowers Pumps and blowers are modeled in a similar fashion as the
turbine. The only difference between the pump/blower model and the turbine model is the definition of isentropic efficiency.
CO2 Separation The IGFC system concepts are based on oxy
and CO
The steam cycle is an IGFC systems. The function of the turbines in a steam cycle is to convert heat transferred to the working fluid into mechanical energy. In the case of the oxy are two sources of heat low grade heat from the cathode exhaust, and high grade heat from the Oxy-Burner used to preheat pressurized water from the feed The preheated water stream then passes through a heat recovery steam generator (HRSG),
burner is used to transform the liquid water to steam.
Figure 8: Process flow diagram of steam cycle with reheat
A schematic of the steam cycle with reheat is presented in Figure 8. The oxy-burner exhaust is split into two streams. One stream is used to superheat steam to HRSG, the other stream is used to reheat the steam turbine (HP ST) turbine model (describ expanders in the steam cycle. expands steam from 451.4 psia) [11]. The reheated steam is then expanded in two
stages. The intermediate pressure steam 90.8%) expands steam from
65 psia) [11]. The expands the IP outlet to saturated vapor at
]. Saturated steam at the LP turbine outlet is cond saturated liquid in a condenser. A feed water pump raises the pressure of the liquid stream to
isentropic efficiency of the pump is set at 74%, and is the calculated efficiency of the condensate water pumps in [1 The maximum steam mass flow and the split fraction corresponding to the from the requirement that the minimum pinch temperature in all
exchangers be at least ΔT
Pumps and Blowers Pumps and blowers are modeled in a similar fashion as the
turbine. The only difference between the pump/blower model and the turbine model is the definition of isentropic efficiency.
Separation The IGFC system concepts are based on oxy CO2 drying for carbon separation.
The steam cycle is another important component of UTC The function of the turbines in a steam cycle is
to convert heat transferred to the working fluid into mechanical energy. In the case of the oxy-combustion IGFC systems there are two sources of heat that provide energy
rom the cathode exhaust, and high grade heat Burner. The heat from the cathode exhaust is first
pressurized water from the feed The preheated water stream then passes through a heat recovery steam generator (HRSG), where the high grade heat from the
burner is used to transform the liquid water to steam.
Process flow diagram of steam cycle with reheat
A schematic of the steam cycle with reheat is presented in burner exhaust is split into two streams. One
stream is used to superheat steam to HRSG, the other stream is used to reheat the
(HP ST) outlet back turbine model (described earlier) is used to model all the expanders in the steam cycle. The HP turbine (η = 73.5%) expands steam from 125.1 bar (1814.7 psia
]. The reheated steam is then expanded in two intermediate pressure steam
90.8%) expands steam from 29.0 bar ( ]. The low pressure steam
expands the IP outlet to saturated vapor at ]. Saturated steam at the LP turbine outlet is cond
saturated liquid in a condenser. A feed water pump raises the pressure of the liquid stream to 155.2 bar (
efficiency of the pump is set at 74%, and is the calculated efficiency of the condensate water pumps in [1 The maximum steam mass flow and the split fraction corresponding to the oxy-burner exhaust stream are determined from the requirement that the minimum pinch temperature in all
exchangers be at least ΔTpinch
Pumps and blowers are modeled in a similar fashion as the turbine. The only difference between the pump/blower model and the turbine model is the definition of isentropic efficiency.
The IGFC system concepts are based on oxy drying for carbon separation.
Copyright © 2010 by ASME
important component of UTC The function of the turbines in a steam cycle is
to convert heat transferred to the working fluid into mechanical combustion IGFC systems there
that provide energy to the steam cycle: rom the cathode exhaust, and high grade heat
. The heat from the cathode exhaust is first pressurized water from the feed
The preheated water stream then passes through a heat recovery where the high grade heat from the
burner is used to transform the liquid water to steam.
Process flow diagram of steam cycle with reheat
A schematic of the steam cycle with reheat is presented in burner exhaust is split into two streams. One
stream is used to superheat steam to 537.8°C ( HRSG, the other stream is used to reheat the
back to 537.8°C ed earlier) is used to model all the
The HP turbine (η = 73.5%) 1814.7 psia) down to
]. The reheated steam is then expanded in two intermediate pressure steam turbine
29.0 bar (420.4 psia low pressure steam turbine
expands the IP outlet to saturated vapor at 0.07 bar ( ]. Saturated steam at the LP turbine outlet is cond
saturated liquid in a condenser. A feed water pump raises the 155.2 bar (2250.7 psia
efficiency of the pump is set at 74%, and is the calculated efficiency of the condensate water pumps in [1 The maximum steam mass flow and the split fraction
exhaust stream are determined from the requirement that the minimum pinch temperature in all
= 25°C.
Pumps and blowers are modeled in a similar fashion as the turbine. The only difference between the pump/blower model and the turbine model is the definition of isentropic efficiency.
The IGFC system concepts are based on oxy drying for carbon separation.
Copyright © 2010 by ASME
important component of UTC’s The function of the turbines in a steam cycle is
to convert heat transferred to the working fluid into mechanical combustion IGFC systems there
to the steam cycle: rom the cathode exhaust, and high grade heat
. The heat from the cathode exhaust is first pressurized water from the feed water pump
The preheated water stream then passes through a heat recovery where the high grade heat from the
burner is used to transform the liquid water to steam.
Process flow diagram of steam cycle with reheat
A schematic of the steam cycle with reheat is presented in burner exhaust is split into two streams. One
537.8°C (1000°F) in the HRSG, the other stream is used to reheat the high pressure
537.8°C. The generic ed earlier) is used to model all the
The HP turbine (η = 73.5%) down to 31.1 bar
]. The reheated steam is then expanded in two turbine (IP ST) (η =
420.4 psia) down to 4.5 turbine (LP ST)
0.07 bar (1 psia ]. Saturated steam at the LP turbine outlet is condensed to
saturated liquid in a condenser. A feed water pump raises the 2250.7 psia) [11].
efficiency of the pump is set at 74%, and is the calculated efficiency of the condensate water pumps in [11]. The maximum steam mass flow and the split fraction
exhaust stream are determined from the requirement that the minimum pinch temperature in all
Pumps and blowers are modeled in a similar fashion as the turbine. The only difference between the pump/blower model and the turbine model is the definition of isentropic efficiency.
The IGFC system concepts are based on oxy-combustion
Copyright © 2010 by ASME
’s The function of the turbines in a steam cycle is
to convert heat transferred to the working fluid into mechanical combustion IGFC systems there
to the steam cycle: rom the cathode exhaust, and high grade heat
. The heat from the cathode exhaust is first water pump.
The preheated water stream then passes through a heat recovery where the high grade heat from the
A schematic of the steam cycle with reheat is presented in burner exhaust is split into two streams. One
in the high pressure
The generic ed earlier) is used to model all the
The HP turbine (η = 73.5%) 31.1 bar
]. The reheated steam is then expanded in two (η =
4.5 (LP ST)
1 psia) ensed to
saturated liquid in a condenser. A feed water pump raises the ].
efficiency of the pump is set at 74%, and is the ].
The maximum steam mass flow and the split fraction exhaust stream are determined
from the requirement that the minimum pinch temperature in all
Pumps and blowers are modeled in a similar fashion as the turbine. The only difference between the pump/blower model
combustion
reactions, but t reactions such as combustion of higher hydrocarbons.
CH
CO
H
4
2
expressed as follows. Let
CB
The oxy above definitions and equations with mass and energy balances.
CO2 Drying
Water removal is accomplished in a two 9). First the stream is cooled wit that the cooling water loop rejects heat to the surroundings through a cooling tower. The power required for operating the cooling water loop can be coefficient of performance (COP) metric. It is as cooling water can be used to reduce the temperature of the oxy burner outlet stream to 30°C condensing out stream’s 5°C using a refrigeration plant. The boundary condition of 5°C was selected to ensure that the water concentration in the CO product stream is <1.4 mol% per [11]. stage cooling and refrigeration plants are estimated at 20 (COP parasitic calculated using the relation:
Wref
where, second stage of cooling, respectively. based on a commercially available cool revealed Figure 9 with the power block.
Burner The oxy-burner model considers the
reactions, but the model can be easily extended to include more reactions such as combustion of higher hydrocarbons.
COO
COO
HO
2
2
22
2
5.0
5.0
expressed as follows. Let
the fuel in Reaction j [mol/s], and (defined below), then:
,1min(
The air excess ratio ( stoichiometric molar flow rate the actual O2 molar flow rate follows:
inH NN
The oxy-burner is modeled above definitions and equations with mass and energy balances.
Drying The oxy-burner outlet stream is rich in CO
Water removal is accomplished in a two . First the stream is cooled wit
that the cooling water loop rejects heat to the surroundings through a cooling tower. The power required for operating the cooling water loop can be coefficient of performance (COP) metric. It is as cooling water can be used to reduce the temperature of the oxy burner outlet stream to 30°C condensing out stream’s water. The cooled gas stream is then further cooled to 5°C using a refrigeration plant. The boundary condition of 5°C was selected to ensure that the water concentration in the CO product stream is <1.4 mol% per [11]. stage cooling and refrigeration plants are estimated at 20 (COP parasitic Wref associated with the water removal can be calculated using the relation:
2
1
1
COP
Q
COP
Q
where, Q1 and Q2
second stage of cooling, respectively. based on a commercially available cool revealed that COP1
Figure 9 has been implemented in gPROMS and is integrated with the power block.
burner model considers the he model can be easily extended to include more
reactions such as combustion of higher
OHCO
CO
O
22
2
2
2
expressed as follows. Let injN , be
the fuel in Reaction j [mol/s], and , then:
)CB
The air excess ratio (λCB) is defined molar flow rate of O
molar flow rate at the inlet, and can be defined as
inCHinCO
inO
NN
N
4
2
2
burner is modeled (steady above definitions and equations with mass and energy balances.
burner outlet stream is rich in CO Water removal is accomplished in a two
. First the stream is cooled with cooling water. It is assumed that the cooling water loop rejects heat to the surroundings through a cooling tower. The power required for operating the cooling water loop can be accounted for coefficient of performance (COP) metric. It is as cooling water can be used to reduce the temperature of the oxy burner outlet stream to 30°C condensing out
water. The cooled gas stream is then further cooled to 5°C using a refrigeration plant. The boundary condition of 5°C was selected to ensure that the water concentration in the CO product stream is <1.4 mol% per [11]. stage cooling and refrigeration plants are estimated at 20 (COP1) and 1.5 (COP
associated with the water removal can be calculated using the relation:
2COP
represent the heat duty for the first and second stage of cooling, respectively. based on a commercially available cool
1 could be up to has been implemented in gPROMS and is integrated
with the power block.
burner model considers the following combustion he model can be easily extended to include more
reactions such as combustion of higher molecular weight
For the above combustion reactions, the reaction rates
be the inlet molar
the fuel in Reaction j [mol/s], and λCB be the
) is defined as the ratio of the of O2 needed to burn the fuel to
at the inlet, and can be defined as
in
(steady-state) by combining the above definitions and equations with mass and energy balances.
burner outlet stream is rich in CO Water removal is accomplished in a two-step process
h cooling water. It is assumed that the cooling water loop rejects heat to the surroundings through a cooling tower. The power required for operating the
accounted for coefficient of performance (COP) metric. It is as cooling water can be used to reduce the temperature of the oxy burner outlet stream to 30°C condensing out
water. The cooled gas stream is then further cooled to 5°C using a refrigeration plant. The boundary condition of 5°C was selected to ensure that the water concentration in the CO product stream is <1.4 mol% per [11]. The COPs for the first stage cooling and refrigeration plants are
) and 1.5 (COP2), respectively associated with the water removal can be
represent the heat duty for the first and second stage of cooling, respectively. Detailed computations based on a commercially available cooling tower system [
up to 90. The process shown in has been implemented in gPROMS and is integrated
following combustion he model can be easily extended to include more
molecular weight
For the above combustion reactions, the reaction rates (r) are
molar flow rate of
be the air excess ratio
as the ratio of the needed to burn the fuel to
at the inlet, and can be defined as
state) by combining the above definitions and equations with mass and energy balances.
burner outlet stream is rich in CO2 and H2O. step process (Figure
h cooling water. It is assumed that the cooling water loop rejects heat to the surroundings through a cooling tower. The power required for operating the
by using the coefficient of performance (COP) metric. It is assumed that cooling water can be used to reduce the temperature of the oxy burner outlet stream to 30°C condensing out most of the
water. The cooled gas stream is then further cooled to 5°C using a refrigeration plant. The boundary condition of 5°C was selected to ensure that the water concentration in the CO
he COPs for the first stage cooling and refrigeration plants are conservatively
, respectively. The net associated with the water removal can be
represent the heat duty for the first and etailed computations
ing tower system [12 The process shown in
has been implemented in gPROMS and is integrated
7
following combustion he model can be easily extended to include more
molecular weight
flow rate of
air excess ratio
as the ratio of the needed to burn the fuel to
at the inlet, and can be defined as
state) by combining the above definitions and equations with mass and energy balances.
O. (Figure
h cooling water. It is assumed that the cooling water loop rejects heat to the surroundings through a cooling tower. The power required for operating the
using the sumed that
cooling water can be used to reduce the temperature of the oxy- the
water. The cooled gas stream is then further cooled to 5°C using a refrigeration plant. The boundary condition of 5°C was selected to ensure that the water concentration in the CO2
he COPs for the first- conservatively
. The net associated with the water removal can be
represent the heat duty for the first and etailed computations
12] The process shown in
has been implemented in gPROMS and is integrated
System Efficiency (HHV) The efficiency of the system is defined using
captures the net AC power produced from one (HHV) from coal CO2 capture and separation, but does not include the power required to compress the separated CO ready levels.
coal
In the above equation,
SOFC stack, WHP is the AC power produced by the HP steam turbine in the steam cycle, turbine in the steam cycle, the LP steam turbine in the steam cycle from the power turbine of the FT8 system, W required to operate the feed water pump in the steam cycle, WBlowers
the system, W HHVcoal
gasification, and
IGFC SYSTEM CONFIGUR In this Section, we analyze three system configurations that
are based on the generic IGFC flow all three configurations, that anode and cathode tail post-SO cooling and load analysis for these beyond the scope of this paper. Some of the components notably steam source exchanger before coal gas expander conservative available heat. We expect overall IGFC efficiency to improve once the system completed.
Figure integrates an SOFC cycle, and a refrigeration plant 1.1 bar. The air blower increases the pressure of the feed air
Figure 9: Schematic of the CO
System Efficiency (HHV) The efficiency of the system is defined using
captures the net AC power produced from one (HHV) from coal. The
capture and separation, but does not include the power required to compress the separated CO ready levels.
HPInv DC
SOFC WP
In the above equation,
SOFC stack, ηInv is the in is the AC power produced by the HP steam turbine in the
steam cycle, WIP is the AC power produced by the IP steam turbine in the steam cycle, the LP steam turbine in the steam cycle from the power turbine of the FT8 system, W required to operate the feed water pump in the steam cycle,
Blowers is the net power required to operate all the blowers in the system, WASU is the power required to operate
coal is the higher heating value of the coal used for
gasification, and coalm
IGFC SYSTEM CONFIGUR In this Section, we analyze three system configurations that
are based on the generic IGFC flow all three configurations, that anode and cathode tail
SOFC CO2 capture processes use commercially available cooling and refrigeration equipment. load analysis for these beyond the scope of this paper. Some of the components notably steam source exchanger before coal gas expander conservative estimates available heat. We expect overall IGFC efficiency to improve once the system-wide heat integration an completed.
Figure 10 shows an atmospheric power block design that integrates an SOFC
, and a refrigeration plant 1.1 bar. The air blower increases the pressure of the feed air
Schematic of the CO
System Efficiency (HHV) The efficiency of the system is defined using
captures the net AC power produced from one The efficiency includes energy required for
capture and separation, but does not include the power required to compress the separated CO
coal
PTLPIP
HHVm
WWW
SOFCP is the DC power produced by the
the inverter efficiency (assumed to be 96%), is the AC power produced by the HP steam turbine in the
is the AC power produced by the IP steam turbine in the steam cycle, WLP is the AC power produced by the LP steam turbine in the steam cycle from the power turbine of the FT8 system, W required to operate the feed water pump in the steam cycle,
net power required to operate all the blowers in is the power required to operate
is the higher heating value of the coal used for
coal is the flow rate
IGFC SYSTEM CONFIGURATIONS AND ANALYSIS In this Section, we analyze three system configurations that
are based on the generic IGFC flow all three configurations, CO2 capture is facilitated by ensuring that anode and cathode tail-gas streams
capture processes use commercially available refrigeration equipment.
load analysis for these systems is not considered here as it beyond the scope of this paper. Some of the components notably steam source for the gasifier, raw gas cooler and heat exchanger before coal gas expander
estimates rather than computed values for the available heat. We expect overall IGFC efficiency to improve
wide heat integration an
shows an atmospheric power block design that integrates an SOFC with an air blower
, and a refrigeration plant. The SOFC system 1.1 bar. The air blower increases the pressure of the feed air
Copyright © 2010 by ASME
Schematic of the CO2 drying process
The efficiency of the system is defined using captures the net AC power produced from one
efficiency includes energy required for capture and separation, but does not include the power
required to compress the separated CO2 stream to pipeline
coal
BlowersFWPPT
HHV
WWW
is the DC power produced by the
verter efficiency (assumed to be 96%), is the AC power produced by the HP steam turbine in the
is the AC power produced by the IP steam is the AC power produced by
the LP steam turbine in the steam cycle, WPT is the AC power from the power turbine of the FT8 system, WFWP
required to operate the feed water pump in the steam cycle, net power required to operate all the blowers in
is the power required to operate is the higher heating value of the coal used for
flow rate of coal into the gasifier.
ATIONS AND ANALYSIS In this Section, we analyze three system configurations that
are based on the generic IGFC flow-sheet shown in Figure 1. In capture is facilitated by ensuring
gas streams remain separate capture processes use commercially available
refrigeration equipment. Note that detaile is not considered here as it
beyond the scope of this paper. Some of the components for the gasifier, raw gas cooler and heat
exchanger before coal gas expander—are designed using rather than computed values for the
available heat. We expect overall IGFC efficiency to improve wide heat integration and optimization is
shows an atmospheric power block design that an air blower, a steam bottoming
. The SOFC system 1.1 bar. The air blower increases the pressure of the feed air
Copyright © 2010 by ASME
process
The efficiency of the system is defined using ηcoal, which captures the net AC power produced from one unit of power
efficiency includes energy required for capture and separation, but does not include the power
stream to pipeline
is the DC power produced by the
verter efficiency (assumed to be 96%), is the AC power produced by the HP steam turbine in the
is the AC power produced by the IP steam is the AC power produced by
is the AC power
FWP is the power required to operate the feed water pump in the steam cycle,
net power required to operate all the blowers in is the power required to operate the ASU,
is the higher heating value of the coal used for
of coal into the gasifier.
ATIONS AND ANALYSIS In this Section, we analyze three system configurations that
sheet shown in Figure 1. In capture is facilitated by ensuring
remain separate and capture processes use commercially available
Note that detailed thermal is not considered here as it is
beyond the scope of this paper. Some of the components— for the gasifier, raw gas cooler and heat
are designed using rather than computed values for the
available heat. We expect overall IGFC efficiency to improve d optimization is
shows an atmospheric power block design that a steam bottoming
. The SOFC system operates at 1.1 bar. The air blower increases the pressure of the feed air
Copyright © 2010 by ASME
, which power
efficiency includes energy required for capture and separation, but does not include the power
stream to pipeline-
is the DC power produced by the
verter efficiency (assumed to be 96%), is the AC power produced by the HP steam turbine in the
is the AC power produced by the IP steam is the AC power produced by
is the AC power is the power
required to operate the feed water pump in the steam cycle, net power required to operate all the blowers in
the ASU, is the higher heating value of the coal used for
In this Section, we analyze three system configurations that sheet shown in Figure 1. In
capture is facilitated by ensuring and
capture processes use commercially available d thermal
is —
for the gasifier, raw gas cooler and heat are designed using
rather than computed values for the available heat. We expect overall IGFC efficiency to improve
d optimization is
shows an atmospheric power block design that a steam bottoming
at 1.1 bar. The air blower increases the pressure of the feed air
8 Copyright © 2010 by ASME
stream to compensate for downstream pressure l