MillScan DSP 2000 - FEDERACIÓN INTERAMERICANA DEL CEMENTO · de control automática del molino de...
46
www.densit.com.br
Transcript of MillScan DSP 2000 - FEDERACIÓN INTERAMERICANA DEL CEMENTO · de control automática del molino de...
www.densit.com.br

Soluciones para optimización del proceso de molienda
Joseane Berti y Tiago Couto

MillScan DSP2000Optimización de Molinos por medio de Análisis
de vibraciones
Joseane Berti

1. Objetivos 2. Descripción y calibración del equipo3. Comparación de los tipos de control4. Estudios de Caso
Índice
• Aumento de la capacidad productiva de 3 a 6%
• Reducción del consumo de energía de 6 a 11%
• Aumento de calidad que resulta de las reducciones de las desviaciones del Blaine
• Evitar obstrucciones y derramamientos de material
• Evitar que el molino opere vacío con desgaste de las bolas y daños al revestimiento
1. Objetivos del equipo

110 - 220 Volts
4-20mAal Sistemade Control
2. Descripción y calibración

2. Descripción y calibraciónEjemplo de instalación

2. Descripción y calibración

Nivel de energía bajo = Molino lleno = vibración baja
Nivel de energía normal = Molino OK = vibración media
Nivel de energía alto = Molino vacío = vibración alta
2. Descripción y calibración

Control Manual (potencia del motor, elevador y báscula del retorno)
Control por la potencia del motorControl basado en vibraciones o
sonido
3. Diferentes tipos de control

Molino en Control Manual
12:00 14:00 16:00 18:00 20:00 22:00 0:00 2:00
20
40
60
80
100
0
120
0
15
0
15
0
150
0
150
1400
1700
0
55
Elevador 2 kW
Elevador El 1 kW
Alimentación
Potencia del motor
Separador 2 kW
Separador 1 kW

0:00 1:00 2:00 3:00 4:00 5:00 6:00 7:00 8:00 9:00 10:00 11:00 12:00 13:00
20
40
60
80
100
0
120
0
15
0
15
0
150
0
150
1400
1700
0
55
Molino en control por la potencia del Motor
Elevador 2 kW
Elevador El 1 kW
Alimentación
Potencia del motor
Separador 2 kW
Separador 1 kW
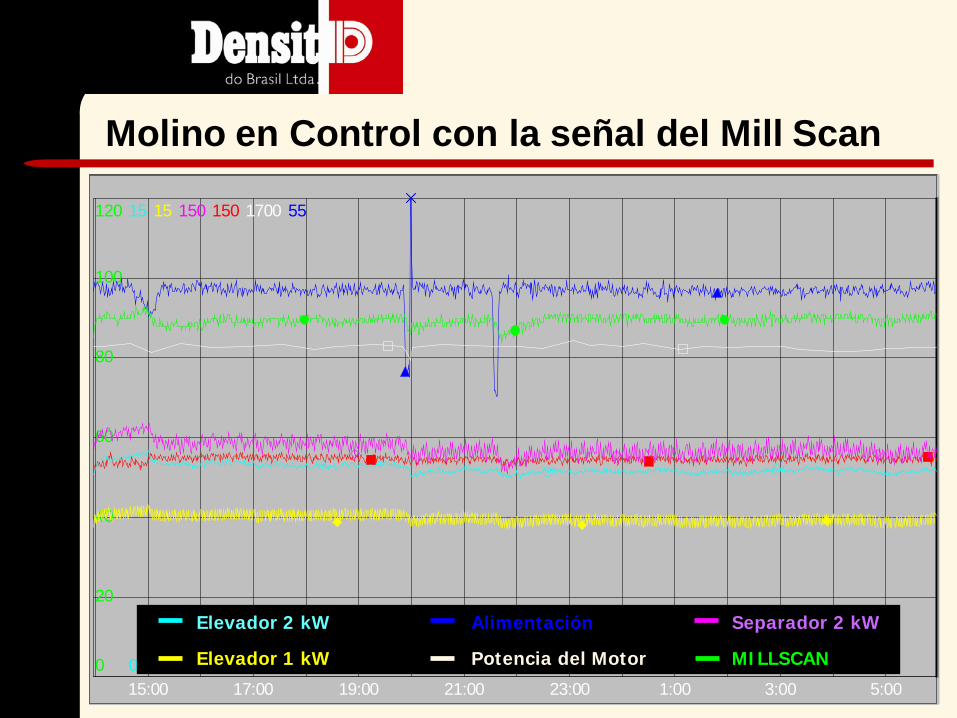
Molino en Control con la señal del Mill Scan
12:00 14:00 16:00 18:00 20:00 22:00 0:00 2:00
20
40
60
80
100
0
120
0
15
0
15
0
150
0
150
1400
1700
0
55
Bucket El 1 kW
Total Feed
Mill kW
Bucket El 2 kW
Separator 1 kW
Separator 2 kW
Alimentación Manual
0:00 1:00 2:00 3:00 4:00 5:00 6:00 7:00 8:00 9:00 10:00 11:00 12:00 13:00
20
40
60
80
100
0
120
0
15
0
15
0
150
0
150
1400
1700
0
55
Bucket El 1 kW
Total Feed
Mill kW
Bucket El 2 kW
Separator 1 kW
Separator 2 kW
SP Alimentación por KW del molino
15:00 17:00 19:00 21:00 23:00 1:00 3:00 5:00
20
40
60
80
100
0
120
0
15
0
15
0
150
0
150
1400
1700
0
55
Elevador 2 kW
Elevador 1 kW
Alimentación
Potencia del Motor
Separador 2 kW
MILLSCAN

Respuesta Vibración x kW Motor
20:30 21:00 21:30 22:00 22:30
63.833
68.833
73.833
78.833
83.833
88.833
93.833
58.833
99.779
8.0227
13.606
8.0227
13.606
80.227
136.06
80.227
136.06
1560.5
1672.1
29.4164
49.8895
Mill ScanAlimentación TotalPotencia Molino kW

Resultados
Mejor respuesta
Operación más consistente
Reducción en kWh/t 6 a 11%
Reducción en desviación estándarBlaine 5 a 6%
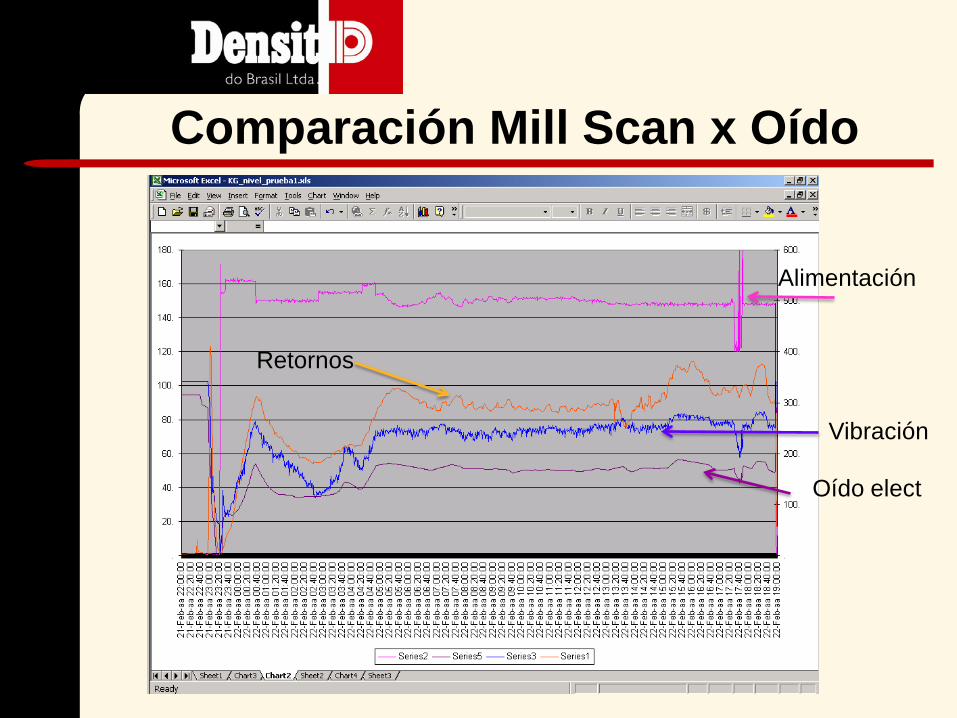
Oído elect
Vibración
Alimentación
Retornos
Comparación Mill Scan x Oído
VENTAJASMill Scan no sufre interferenciasRespuesta alimentación 2,71
veces más sensible La Calibración no cambia
Comparación Mill Scan x Oído

4. Estudios de Caso
Grupo Cimpor Planta João Pessoa – PB - Brasil
Grupo Nassau Planta Itapessoca - Brasil
Estudio de Caso 1
Desempeño del Mill Scan asociado con la mallade control automática del molino de cemento II
Grupo Cimpor Planta João Pessoa – PB - Brasil
Fecha del estudio: 11-06-2008

Ajuste del tiempo real de los parámetros del PID, y BM
Indicación del llenado
– Mill Scan
Alimentación total, controlada solamente por el nível de llenado
Ilustración del software de la malla de control

Alimentación total ajustada para mantener el llenado

Comparación control manual x automático

Misma finura y composición - incremento de 5% con Mill Scan
%01,5.100.
)8,77()9,738,77(
=− x
HO
RA
TOTAL(t)
Finu
ra 0
,044
mm
13:00 72.99614:00 74.97815:00 74.80116:00 72.754 12.3
Média 73.882 12.3
Controle Manual
HO
RA
TOTAL(t)
Finu
ra 0
,044
mm
01:00 82.102:00 77.303:00 75.904:00 79.3 12.905:00 73.406:00 -07:00 79.608:00 77.0 11.5
Média 77.8 12.2
Controle de enchimento - Mill Scan
%01,5.100.)8,77(
)9,738,77(=
− x
RESULTADOS

Operación manual:Costo energía eléctrica (base mayo): R$/kWh 0,138Consumo de energía en el cemento empacado (base mayo): kWh 2.102.145CPII-F empacado (mayo): t 37.382Consumo específico: kWh/ t 56.23Costo energético por tonelada : 0,138 x 56.23 R$/t 7.76
Operación con llenado controlado por Mill Scan + malla automáticaIncremento de 5% en la productividadConsumo específico: (2.102.145 / (37.382 x 1.05)) kWh/t 53.56Costo energético por tonelada : 0,138 x 53.56 R$/t 7.39
RESULTADOS X COSTOS
Costo de la inversión en el equipo se pagó en : 3 meses

5% en la productividad con CPII-F empacado.
Retorno de la inversión en 3 meses
Estabilidad y constancia en el llenado y operación, previniendo faltas de material, quiebra de placas y daños al revestimiento, entre otros.
Resultados Finales

Estudio de Caso 2
Informe de Desempeño del Mill Scan Molino de cemento
Grupo Nassau Planta Itapessoca - Brasil
Fecha del estudio: 30-08-2008
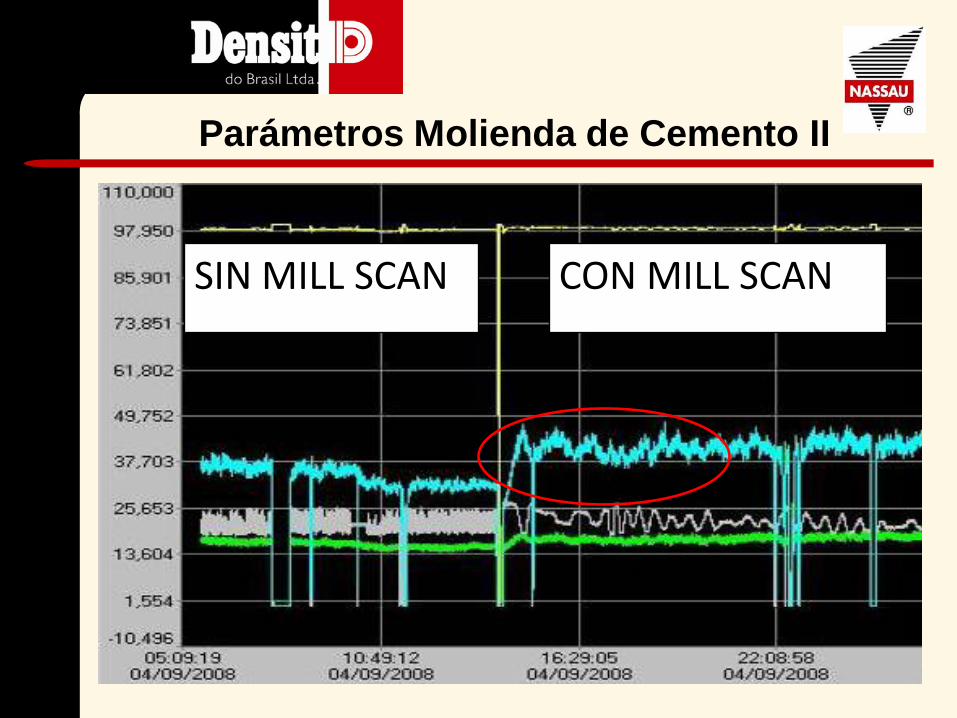
Parámetros Molienda de Cemento II
SIN MILL SCAN CON MILL SCAN

Resultados
- Productividad media sin el Mill Scan = 20,60 t/h
- Productividad media con el Mill Scan = 21,75 t/h
AUMENTO DE 5,5% DE PRODUCCIÓN

Consumo de energía molienda cemento 2 en el día 30/08/08 = 18.801 kW;
Consumo de energía por hora en este mismo día = 783,37kW;
Consumo de energía por tonelada de cemento:
• Operación sin el Mill Scan
• Operación con el Mill Scan
economía de 2 kWh/t de cemento = 5,6%
Retorno de la inversión en 2 meses
kWh/t.03,3860,2038,783
==
RESULTADOS X COSTOS

Referencias en el Mundo Ashgrove Cement Australian Cement California Portland Cementos Bio Bio Cementos Portland Cemex Cimpor GCC Hanson Holcim Italcementi Lafarge Nassau
Lehigh Monarch Cement Mountain Cement Quinn Manufacturing Rinker Materials Suwannee Cement Titan Cement Votorantim Loma Negra Cimentos Liz Minerales
Más de 200 instalaciones
Referencias en LatinoAmérica Cementos Bio Bio Puerto Rican Cement Cemex TISA - Chile Holcim Cimpor Nassau Loma Negra GCC Cimentos Liz
Más de 50 instalaciones

ECOFOROptimización de Molinos por medio de
neutralización de la fuerzas electroestáticas
Tiago Couto
1. Objetivos 2. Tecnología3. El equipo y su instalación4. Estudio de caso5. Resultados mundiales
Índice

• Aumento de la capacidad de molienda de 3 a 15%
• Reducción del consumo de energía de 2 a 5 kwh/t
• Aumento de calidad del material molido
• Mayor fluidez del material en el molino
1. Objetivos del equipo

Después del golpe, SIN ECOFOR
Después del golpe, CON ECOFOR
Durante el golpe
Proceso de Moliendacuerpos moledores x
material

Tecnología ECOFOR
Neutralización de las fuerzas electroestáticas

El equipo ECOFOR y su instalación

El equipo ECOFOR y su instalación
Resultados
Incremento producción de 3 a 15%
Reducción de 2 a 5 kWh/t
Mayor fluidez del material en el molino
Reducción el desgaste de los cuerpos moledores de 2 a 3 veces

PlantaSIN
ECOFORTns/hr
CONECOFOR
Tns/hr
Numero de aparatos
ECOFOR
AumentoProducción
Media
RPM SeparadorSIN/CONECOFOR
MillexitDraftMmwg
SIN/CONECOFOR
Consumo EnergiaKwh/tn
SIN/CONECOFOR
Plant 1 22 26 1 18.18% 1800/1725
-110/-90
34.1/28.9
Plant 2 82 90 2 9.76% 1300/1225
-120/-85
40.2/36.7
Plant 3 67 73 2 8.96% 1600/1525
-120/-80
38.8/35.6
Estudio de Caso - VASSILIKO CEMENT WORKS (Cyprus)
Todos los molinos son tipo circuito cerradoPlantas 1 & 2 tienen 1st generación de separadores – HEYDPlanta 3 tiene 3rd generación moderno separador SEPAXAmbos resultados con y sin ECOFOR incluyen adición de 0.285/oo de aditivo de molienda

ECOFOR X Aditivos Molienda Mismos efectos físicos - electro neutralización
ECOFOR es suficiente para molino hasta 60t/h Encima de 60 ton/h y Roller presses = aditivos +
ECOFOR deben ser utilizados
ECOFOR es un equipo de control y aditivos de molienda son consumibles
Tiempo de respuesta ECOFOR – inmediato para empezar y tarda hasta 3
semanas para parar Aditivos - 1 hora para empezar y 1 hora para parar

Compañía País Producción Aditivos molienda
Capacidad t/hSIN
ECOFORCON
ECOFOR
TOURAH Egipto OPC No 100 120
VASSILIKO Chipre OPC Yes 82 90
YAMBU Arabia Saudita Lime meal 288 303
VICAT Montalieu Francia A52,2 Yes 110 121
GOLTAS Turki PKC-b No 140 165
NANIL Corea del Sur OPC Yes 44 48
ECOFOR X Aditivos Molienda

Compañía PeríodoCapacidad Molienda
SIN ECOFORSistema Tipo del
CementoIncremento capacidad
CON ECOFOR
Elazig Cimento, Turki
2010 84 t/h Closed PC 14%
Mardin Cimento, Turki
2010 88 t/h Closed PC 12%
Mardin Cimento, Turki
2010 103 t/h Closed PC 6,8%
AkchancaCimento, Turki
2010 69 t/h Closed CEM1 42,5 10%
Nuh Cimento, Turki
2009 320 t/h Closed PKCA 12%
Algunos Resultados en el Mundo

Compañía PeríodoCapacidad Molienda
SIN ECOFORSistema Tipo del
CementoIncremento capacidad
CON ECOFORNuh Cimento,
Turki2009 273 t/h Closed CEM1 42,5 5%
Adana Cimento, Turki
2009 86 t/h Closed OPC 9%
Wopfinger, Austria
2008 80 t/hRoller-press,
closedPregirinding of clinker
6%
Holcim AG, Werk HansaAlemania
2007 71 t/h closed slag 7%
Lukavac, BosniaHercegovina
2007 64 t/h Closed 42,5R 9%
Algunos Resultados en el Mundo
Más de 200 instalaciones en 17 países

Muchas gracias