
Microstructure evolution and mechanical properties of...
12
Microstructure evolution and mechanical properties of Al-Al 2 O 3 composites fabricated by selective laser melting Jiubin Jue a,b , Dongdong Gu a,b, ⁎, Kun Chang a,b , Donghua Dai a,b a College of Materials Science and Technology, Nanjing University of Aeronautics and Astronautics, Yudao Street 29, 210016 Nanjing, PR China b Institute of Additive Manufacturing (3D Printing), Nanjing University of Aeronautics and Astronautics, Yudao Street 29, 210016 Nanjing, PR China abstract article info Article history: Received 22 August 2016 Received in revised form 12 December 2016 Accepted 27 December 2016 Available online 29 December 2016 The promising selective laser melting (SLM) technology was introduced to prepare Al based composites rein- forced by Al 2 O 3 particles. The influence of SLM processing parameters on the densification behavior, microstruc- ture, microhardness and resultant wear performance was studied in detail. The results revealed that the near fully dense composite part (97.3% theoretical density) was achieved with the optimized v of 550 mm/s applied. A proper decrease in the applied v to 550 mm/s was proved feasible to favor the Al 2 O 3 particle dispersion homo- geneity due to the trapping effect of Al 2 O 3 particle with the advancing interface in the molten pool. Besides, a con- tinuous and compatible interface was developed in this case. At an even lower v of 450 mm/s, the homogeneously dispersed Al 2 O 3 reinforcements exhibited a novel ring structures along the boundaries of molten pool, but show- ing a significant coarsening morphology. The optimally prepared fully dense Al-Al 2 O 3 composite part exhibited excellent hardness with a mean value of 175 HV0.1 and superior wear performance with a considerably low co- efficient of friction of 0.11 and a significantly reduced wear rate of 4.75 × 10 -5 mm 3 N -1 m -1 . © 2016 Elsevier B.V. All rights reserved. Keywords: Selective laser melting Aluminum matrix composites Microstructures Mechanical performance 1. Introduction Aluminum (Al) is widely promising material in these applications of aerospace, military and electronics since it exhibits numbers of favor- able characteristics including light weight, high specific strength, high toughness and corrosion resistance. However, in recent decades, much more interest has been paid on the high-performance lightweight mate- rials with high strength and stiffness. The poor wear resistance and low hardness of aluminum serve as a serious impediment, limiting its fur- ther development [1–2]. In order to improve wear resistance, hardness and meet the demand of more comprehensive mechanical properties, the development of aluminum matrix composites (AMCs) reinforced with ceramic particles is of particular significance. The commonly used ceramic particles for AMCs include Al 2 O 3 ,B 4 C and SiC. Al 2 O 3 parti- cles are preferred reinforcements for their high elasticity modulus, low melting temperature, a similar Poisson ratio with the Al matrix, low cost and enhanced chemical stability within the Al matrix [3–6]. AMCs reinforced with Al 2 O 3 ceramic particles show a series of excellent phys- ical and mechanical properties, such as light weight, high specific strength, low thermal expansion coefficient and outstanding wear per- formance, thus receiving considerable appreciation from the aerospace and automotive industries [7–9]. As is well known, the mechanical per- formances of AMCs strongly depend on matrix microstructure, uniformity of reinforcement and interfacial bonding strength of rein- forcement/matrix [10–11]. Nevertheless, it is well acknowledged that due to the small solubility limit of oxygen in Al and the extremely low equilibrium partial pressure of oxygen P(O 2 ) in the oxidation reaction of Al, Al is hence extremely susceptive to oxidation, thereby forming a stable oxide layer in the Al surface during conventional processes [12– 13], which acts as a main obstacle to the effective diffusion and the es- tablishment of an intimate Al-Al 2 O 3 interface. As a result, the micro- structure of AMCs tends to contain many porosities, heterogeneous reinforcements and poor interfacial bonding [14–15]. Furthermore, the high temperature ceramic reinforcing phases are typically unmelted owing to the relatively low working temperature in the conventional processes, which further decreases the wetting characteristics between ceramic and metals, consequently resulting in the formation of interfa- cial defects. Considering above points, it is highly essential to develop a novel processing method for the fabrication of the complex shaped AMCs with high performances. In recent years, with the prevailing of advanced additive manufacturing technology, considerable attention has been focused on the application of selective laser melting (SLM) additive manufacturing technology in the near net-shape fabrication of geometrically complex components [16–20]. As a typical laser based additive manufacturing/ 3D printing (AM/3DP) technology, SLM, contrary to conventional mate- rials removal manufacturing philosophy, is entirely based on material incremental manufacturing mechanism, which means that the parts are processed by selectively melting and consolidation of the thin layers Powder Technology 310 (2017) 80–91 ⁎ Corresponding author. E-mail address: [email protected] (D. Gu). http://dx.doi.org/10.1016/j.powtec.2016.12.079 0032-5910/© 2016 Elsevier B.V. All rights reserved. Contents lists available at ScienceDirect Powder Technology journal homepage: www.elsevier.com/locate/powtec
-
Upload
phamkhuong -
Category
Documents
-
view
220 -
download
0
Transcript of Microstructure evolution and mechanical properties of...

Powder Technology 310 (2017) 80–91
Contents lists available at ScienceDirect
Powder Technology
j ourna l homepage: www.e lsev ie r .com/ locate /powtec
Microstructure evolution and mechanical properties of Al-Al2O3
composites fabricated by selective laser melting
Jiubin Jue a,b, Dongdong Gu a,b,⁎, Kun Chang a,b, Donghua Dai a,b
a College of Materials Science and Technology, Nanjing University of Aeronautics and Astronautics, Yudao Street 29, 210016 Nanjing, PR Chinab Institute of Additive Manufacturing (3D Printing), Nanjing University of Aeronautics and Astronautics, Yudao Street 29, 210016 Nanjing, PR China
⁎ Corresponding author.E-mail address: [email protected] (D. Gu).
http://dx.doi.org/10.1016/j.powtec.2016.12.0790032-5910/© 2016 Elsevier B.V. All rights reserved.
a b s t r a c t
a r t i c l e i n f oArticle history:Received 22 August 2016Received in revised form 12 December 2016Accepted 27 December 2016Available online 29 December 2016
The promising selective laser melting (SLM) technology was introduced to prepare Al based composites rein-forced by Al2O3 particles. The influence of SLM processing parameters on the densification behavior, microstruc-ture, microhardness and resultant wear performance was studied in detail. The results revealed that the nearfully dense composite part (97.3% theoretical density) was achieved with the optimized v of 550 mm/s applied.A proper decrease in the applied v to 550mm/s was proved feasible to favor the Al2O3 particle dispersion homo-geneity due to the trapping effect of Al2O3 particlewith the advancing interface in themoltenpool. Besides, a con-tinuous and compatible interfacewas developed in this case. At an even lower v of 450mm/s, thehomogeneouslydispersed Al2O3 reinforcements exhibited a novel ring structures along the boundaries of molten pool, but show-ing a significant coarsening morphology. The optimally prepared fully dense Al-Al2O3 composite part exhibitedexcellent hardness with a mean value of 175 HV0.1 and superior wear performance with a considerably low co-efficient of friction of 0.11 and a significantly reduced wear rate of 4.75 × 10−5 mm3 N−1 m−1.
© 2016 Elsevier B.V. All rights reserved.
Keywords:Selective laser meltingAluminummatrix compositesMicrostructuresMechanical performance
1. Introduction
Aluminum (Al) is widely promisingmaterial in these applications ofaerospace, military and electronics since it exhibits numbers of favor-able characteristics including light weight, high specific strength, hightoughness and corrosion resistance. However, in recent decades, muchmore interest has been paid on thehigh-performance lightweightmate-rials with high strength and stiffness. The poor wear resistance and lowhardness of aluminum serve as a serious impediment, limiting its fur-ther development [1–2]. In order to improve wear resistance, hardnessand meet the demand of more comprehensive mechanical properties,the development of aluminum matrix composites (AMCs) reinforcedwith ceramic particles is of particular significance. The commonlyused ceramic particles for AMCs include Al2O3, B4C and SiC. Al2O3 parti-cles are preferred reinforcements for their high elasticity modulus, lowmelting temperature, a similar Poisson ratio with the Al matrix, lowcost and enhanced chemical stability within the Al matrix [3–6]. AMCsreinforced with Al2O3 ceramic particles show a series of excellent phys-ical and mechanical properties, such as light weight, high specificstrength, low thermal expansion coefficient and outstanding wear per-formance, thus receiving considerable appreciation from the aerospaceand automotive industries [7–9]. As is well known, themechanical per-formances of AMCs strongly depend on matrix microstructure,
uniformity of reinforcement and interfacial bonding strength of rein-forcement/matrix [10–11]. Nevertheless, it is well acknowledged thatdue to the small solubility limit of oxygen in Al and the extremely lowequilibrium partial pressure of oxygen P(O2) in the oxidation reactionof Al, Al is hence extremely susceptive to oxidation, thereby forming astable oxide layer in the Al surface during conventional processes [12–13], which acts as a main obstacle to the effective diffusion and the es-tablishment of an intimate Al-Al2O3 interface. As a result, the micro-structure of AMCs tends to contain many porosities, heterogeneousreinforcements and poor interfacial bonding [14–15]. Furthermore,the high temperature ceramic reinforcing phases are typically unmeltedowing to the relatively low working temperature in the conventionalprocesses, which further decreases the wetting characteristics betweenceramic and metals, consequently resulting in the formation of interfa-cial defects. Considering above points, it is highly essential to develop anovel processing method for the fabrication of the complex shapedAMCs with high performances.
In recent years, with the prevailing of advanced additivemanufacturing technology, considerable attention has been focused onthe application of selective laser melting (SLM) additive manufacturingtechnology in the near net-shape fabrication of geometrically complexcomponents [16–20]. As a typical laser based additive manufacturing/3D printing (AM/3DP) technology, SLM, contrary to conventional mate-rials removal manufacturing philosophy, is entirely based on materialincremental manufacturing mechanism, which means that the partsare processed by selectivelymelting and consolidation of the thin layers
81J. Jue et al. / Powder Technology 310 (2017) 80–91
of powder line by line and then layer by layer with a high energy laserbeam according to the computer-aided design (CAD) models of thepart. The unique processing manner and processing mechanisms ofSLM thus offer a high potential for manufacturing a wide range ofhigh-performance complex shaped three dimensional materials atlow-cost and short-cyclewithout any dedicated tool [21–25].Moreover,the extremely low O2 concentration in the SLM system can help delaythe oxidation of Al to some extent. The high temperature above themelting point of ceramics caused by the high energy laser beam is great-ly beneficial to deoxidation of Al. SLM-inducedMarangoni flow has alsobeen demonstrated as a force to break the oxides and promote the wet-ting ofmolten. Simultaneously, theMarangoni convection and resultantcapillary forces for liquid flow in the SLM process considerably favor themicrostructural homogeneity. More specially, owing to the extremelyshort laser-material interaction time and the small molten size, thelaser-induced molten pool is characterized by the extremely highcooling rate, thereby contributing greatly to fabricating high-perfor-mance parts with superfine microstructures [26–30].
Mechanical alloying (MA), as a non-equilibrium, low temperature,and solid-state powder processing technique, has proved as a simpleand feasible method to synthesize variety of equilibrium and non-equi-libriumalloy phase [31–32]. Besides, during theMAprocess,mixtures ofpowders are milled together and undergo repeated deformation, frac-turing, and cold-welding due to the continuous action of ball-powder-ball collisions, thus leading to mass transfer between different compo-nents and accelerating the homogeneously distributing process [33].MA thus attains a homogeneous distribution of the inert fine particleswithin a fine grained matrix.
According to above analyses, the combination ofmechanical alloyingand selective laser melting is considered as a potentially promising pro-cess for making up for the existing deficiencies in the fabrication ofAMCs parts by traditional processing methods.
In this work, the Al-Al2O3 composite powders firstly experiencedhigh-energy ball milling and then were manufactured by SLM at differ-ent laser processing parameters. The aim of this workwas to investigate
(a) (b
(c)
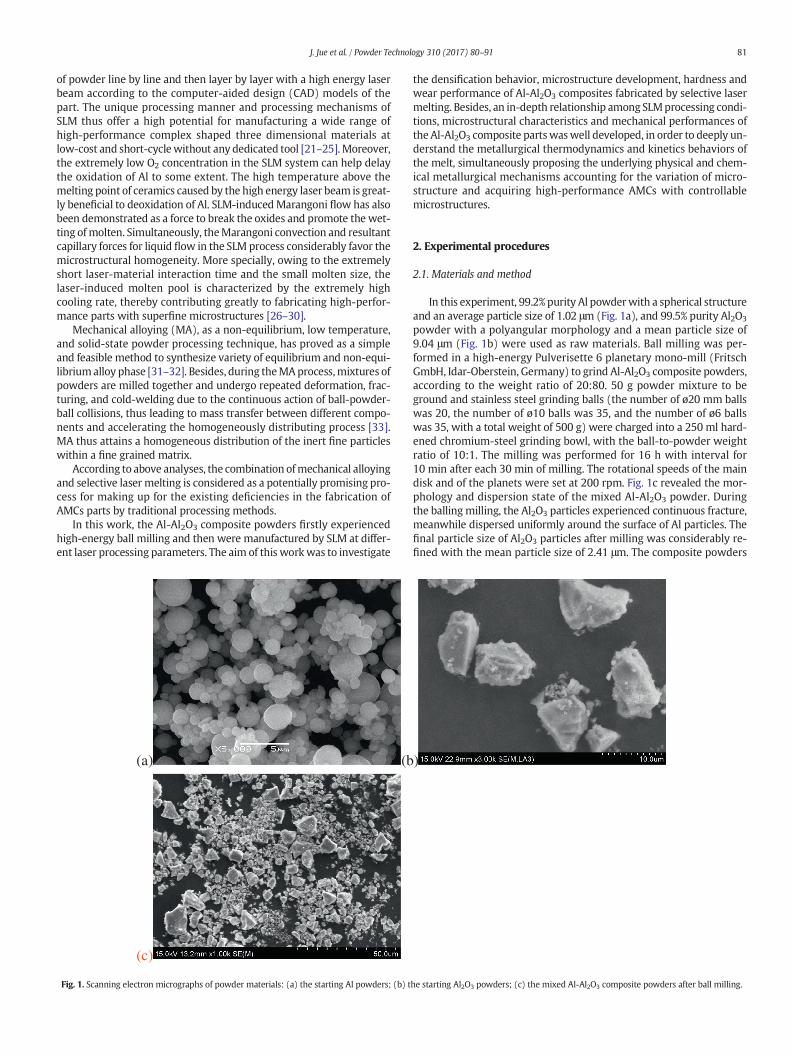
Fig. 1. Scanning electron micrographs of powder materials: (a) the starting Al powders; (b) t
the densification behavior, microstructure development, hardness andwear performance of Al-Al2O3 composites fabricated by selective lasermelting. Besides, an in-depth relationship amongSLMprocessing condi-tions, microstructural characteristics and mechanical performances ofthe Al-Al2O3 composite partswaswell developed, in order to deeply un-derstand the metallurgical thermodynamics and kinetics behaviors ofthe melt, simultaneously proposing the underlying physical and chem-ical metallurgical mechanisms accounting for the variation of micro-structure and acquiring high-performance AMCs with controllablemicrostructures.
2. Experimental procedures
2.1. Materials and method
In this experiment, 99.2%purity Al powderwith a spherical structureand an average particle size of 1.02 μm (Fig. 1a), and 99.5% purity Al2O3
powder with a polyangular morphology and a mean particle size of9.04 μm (Fig. 1b) were used as raw materials. Ball milling was per-formed in a high-energy Pulverisette 6 planetary mono-mill (FritschGmbH, Idar-Oberstein, Germany) to grind Al-Al2O3 composite powders,according to the weight ratio of 20:80. 50 g powder mixture to beground and stainless steel grinding balls (the number of ø20 mm ballswas 20, the number of ø10 balls was 35, and the number of ø6 ballswas 35, with a total weight of 500 g) were charged into a 250 ml hard-ened chromium-steel grinding bowl, with the ball-to-powder weightratio of 10:1. The milling was performed for 16 h with interval for10 min after each 30 min of milling. The rotational speeds of the maindisk and of the planets were set at 200 rpm. Fig. 1c revealed the mor-phology and dispersion state of the mixed Al-Al2O3 powder. Duringthe balling milling, the Al2O3 particles experienced continuous fracture,meanwhile dispersed uniformly around the surface of Al particles. Thefinal particle size of Al2O3 particles after milling was considerably re-fined with the mean particle size of 2.41 μm. The composite powders
)
he starting Al2O3 powders; (c) the mixed Al-Al2O3 composite powders after ball milling.

82 J. Jue et al. / Powder Technology 310 (2017) 80–91
thus kept high flowability which was favorable for smooth spreadingduring the SLM process.
As schematically depicted in Fig. 2a, SLM processing was carried outemploying an IPG YLR-200-SM ytterbium fiber laser with a maximumoutput powder of 200W and a spot size of 70 μm, an automatic powderspreading system, an inert argon gas protection system, and a computersystem for process control. Before the shaping process, an aluminumsubstrate was fixed and leveled on the building platform. The argonwith anoutlet pressure of 30mbarwas then fed into the sealed chamberto decrease resultant O2 content below 10 ppm. Afterwards, a thin layerof the powders with a thickness of 70 μm was deposited on the sub-strate by the layering mechanism. Subsequently, the high energy laserbeam scanned the powder bed surface to form a layerwise profile in asimple linear raster scan pattern according to the CAD data of the spec-imens (Fig. 2b). In this work, the laser powder (P) was set at 130W andthe corresponding scan speeds (v) were changed at 450, 550, 650, and750mm/s by the SLMcontrol program.Accordingly, four different linearlaser energy densities (η) of 173, 200, 236, and 289 J/m which was de-fined by
η ¼ P=v ð1Þ
were used to evaluate the laser energy input to the powder layer beingprocessed.
The metallographic samples were prepared according to the stan-dard procedures and then etched by a solution consisting of HF(1.0 ml), HCL (1.5 ml), HNO3 (2.5 ml), and distilled water (95 ml).The Archimedes principle was used to measure the density (ρ) of thespecimens. The Vickers hardness was measured using a MicroMet5101 microhardness tester (Buehler GmbH, Germany) at a load of0.1 kg and an indentation time of 20 s. The microstructure and wornsurfacewere analyzed by a Hitachi S-4800 field emission scanning elec-tronmicroscope (FE-SEM) at 3 kV. The chemical compositionswere de-termined by the EDAX energy dispersive X-ray spectroscope (EDX). Thewear performances of specimens were estimated by room temperaturedry sliding wear tests conducted in a HT-500 ball-on-disk tribometer inair. The GCr15 bearing steel ball with a diameter of 3 mm and a meanhardness of HRC60 was taken as the counter material. A test load of3 N was applied and the friction unit was rotated at a speed of560 rpm for 15 min with the rotation radius of 2 mm. The coefficientof friction (COF) was recorded during wear tests. The wear volume (V)was determined gravimetrically using
V ¼ Mloss=ρ ð2Þ
in which Mloss was the weight loss of the specimens after wear testswhile ρ was the density of the specimens. So the concerned wear rate
(a) (b
Fig. 2. (a) Schematic diagram of SLM apparatus and
was calculated by
ω ¼ V=WL ð3Þ
where W was the contact load and L was the sliding distance.
3. Results and discussion
3.1. Densification behavior
The effect of laser scan speed on the cross-sectional microstructuresand relative density of SLM processed Al-Al2O3 composite parts are de-termined and depicted in Fig. 3. When a relatively high v of 750 mm/swas employed, the melt pool showed a heterogeneous microstructure,consisting of large defects such as big pores and long cracks. In addition,a great number of unmelted original powders were visible (Fig. 3a).Therefore, the obtained densification rate was only 80.6% theoreticaldensity (TD) (Fig. 3e). SLM processing at a lower v of 650 mm/s led toa complete melting of the starting powders and a reduction in the mi-crostructure defects, and only small-sized pores were occasionally ob-served (Fig. 3b), thus improving the densification level to 87.2% TD(Fig. 3e). On further decreasing the applied v to 550 mm/s, a prettydense cross section free of any obvious defects was yielded (Fig. 3c),resulting in a considerably high density of 97.3% TD (Fig. 3e). At aneven lower v of 450mm/s, the cross section showed some apparentmi-croscale shrinkage porosities and thermal cracks (Fig. 3d). The resultingdensification level decreased slightly to 91.7% TD (Fig. 3e).
During SLM process, the Al-Al2O3 composite powders are meltedline by line by the laser beam, forming amobilemolten pool with a con-tinuous liquid front. The cross-sectional microstructures and relativedensity of the parts are considered to be controlled by the fluid dynamicwhich is significantly affected by the applied laser processing parame-ters. When the input laser energy is low, the temperature of themoltenpool is relatively low and the laser-material interaction time is extreme-ly short. The Al2O3 particles having a significantly highmelting point arenot melted or only partially melted, hence elevating the viscosity of themelt markedly and suppressing the sufficient flow of themelt. As a con-sequence of the poor flowability of the melt induced by the high viscos-ity, the melt is inclined to be instable and cannot efficiently wet theunderlying previously processed layer and the surrounding solidifiedmaterial in the currently processed layer, which causes a large amountof microstructure defects (Fig. 3a and b), hence leading to the consider-ably low densification response after solidification of the melt. Using areasonable v of 550mm/s and attendant η of 236 J/m leads to a sufficientenergy input and the elevated thermalization of the energy, which gen-erates the increased operative temperature and comparativelyprolonged liquid cooling time, thus significantly reducing the dynamicviscosity of the melt and boosting the wetting characteristics of the
)
(b) the generation process of the melt pools.

(a) (b)
(c) (d)
(e)
Fig. 3. FE-SEM images illustrating the characteristic microstructures of SLM processed Al-Al2O3 composites parts at various laser processing parameters: (a) 173 J/m, 750 mm/s; (b)200 J/m, 650 mm/s; (c) 236 J/m, 550 mm/s; (d) 289 J/m, 450 mm/s. (e) The effect of laser scan speed on the relative density of SLM processed Al-Al2O3 composite parts.
83J. Jue et al. / Powder Technology 310 (2017) 80–91
melt. A dense cross-section is accordingly obtained (Fig. 3c). At an evenlower v of 450 mm/s and resulting excessive η of 289 J/m, a largeamount of heat tends to accumulate within the molten pool, whichleads to the presence of bits ofmicroscale shrinkage porosities and ther-mal cracks (Fig. 3d), thus slightly lowering the densification behavior.
3.2. Themorphology and distribution state of the Al2O3 reinforcing particles
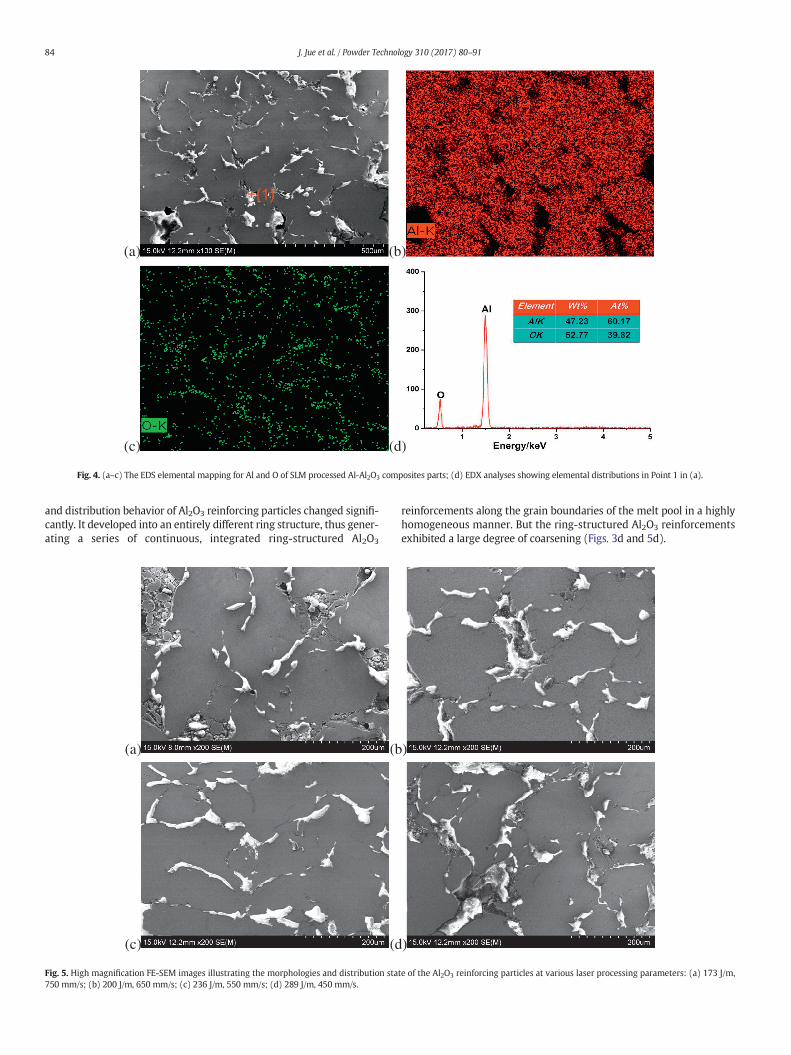
The low-magnification SEM images illustrating the morphology anddistribution state of the Al2O3 reinforcing particles at various v and thecorresponding EDS mapping analysis are showed in Figs. 3 and 4, re-spectively, while the high-magnification FE-SEM characterization ofthe typical microstructures of SLM processed Al-Al2O3 composite partsat different v is illustrated in Fig. 5. FromFig. 3, itwas known that themi-crostructure of the parts was mainly composed of white unmelted orig-inal Al2O3 powders, white dissolved/precipitated Al2O3 particles andgray Al matrix. The EDX mapping analysis in Fig. 4 confirmed abovephase constitute and revealed that most of Al2O3 reinforcing particleswere located in the boundaries of the melt pool. The Al2O3 reinforcing
particles appeared in an agglomerated block or long-strip or specialringmorphology (Fig. 3), implying that the laser processing parametersplayed a significant role in affecting their microstructural development.At a relatively high v of 750 mm/s, the Al2O3 powders were notcompletely melted (Fig. 3a). High magnification SEM images disclosedthat a small amount of dissolved/precipitated Al2O3 particles werefound to be in a fragmentized feature, having the tendency for dispers-ing at the boundary of molten pool and exhibiting a small block shape(Fig. 5a). On decreasing the applied v to 650 mm/s, the Al2O3 phasewas inclined to melt entirely, but seriously aggregated into large blockclusters and nearly segregated at the bottom of melt pool, resulting ina considerably heterogeneous distribution of the Al2O3 particles (Figs.3b and 5b). On further decreasing the applied v to 550 mm/s, a largeamount of long-strip Al2O3 reinforcements started to connect witheach otherfirmly and dispersed along the boundaries ofmelt pool, caus-ing the partial formation of a novel ring-structured reinforcement (Figs.3c and 5c). Consequently, the distribution state of Al2O3 reinforcementswas considerably improved with a significantly refined size. At an evenlower v of 450mm/s, interestingly, in this case, the growthmorphology
(a) (b)
(c) (d)
++(1)
Fig. 4. (a–c) The EDS elemental mapping for Al and O of SLM processed Al-Al2O3 composites parts; (d) EDX analyses showing elemental distributions in Point 1 in (a).
84 J. Jue et al. / Powder Technology 310 (2017) 80–91
and distribution behavior of Al2O3 reinforcing particles changed signifi-cantly. It developed into an entirely different ring structure, thus gener-ating a series of continuous, integrated ring-structured Al2O3
(a) (b
(c) (d
Fig. 5. High magnification FE-SEM images illustrating the morphologies and distribution sta750 mm/s; (b) 200 J/m, 650 mm/s; (c) 236 J/m, 550 mm/s; (d) 289 J/m, 450 mm/s.
reinforcements along the grain boundaries of the melt pool in a highlyhomogeneous manner. But the ring-structured Al2O3 reinforcementsexhibited a large degree of coarsening (Figs. 3d and 5d).
)
)
te of the Al2O3 reinforcing particles at various laser processing parameters: (a) 173 J/m,

(a) (b)
(c)
Fig. 6. Schematic of SLM behaviors of Al2O3 reinforcing particles in melt pools at different processing parameters: (a) 200 J/m, 650 mm/s; (b) 236 J/m, 550 mm/s; (c) 289 J/m, 450 mm/s.
85J. Jue et al. / Powder Technology 310 (2017) 80–91
Fig. 6 illustrates the reasonable distribution mechanism of Al2O3 re-inforcing phase at different laser processing parameters. SLM is knownto be conducted based on a complete melting/solidification mechanismand from Fig. 3 it could be seen that Al2O3 phase in SLM part is not likeoriginal particle. Therefore, it could be inferred that the Al2O3 reinforc-ing phase is formed through a dissolution/precipitation mechanism bymeans of the heterogeneous nucleation of Al2O3 nuclei from the meltand subsequent grain growth. In other words, when the high energylaser beam irradiates and heats up the powder particles, the tempera-ture of the powder material enhances in an extremely short time. Thealuminum with a low melting point of 933 K melts rapidly. Then, thealuminum melt surrounds and wets the Al2O3 particles due to theflow of the melt under the action of the Marangoni convection and re-sultant capillary forces of the liquid in the molten pool. With sufficientwetting of the liquid at the elevated temperature, the Al2O3 particlestend to be melted, starting from the melting of the particle surface.Then the melted Al2O3 liquids precipitate quickly and tend to stick to-gether when the laser beam moves away (Fig. 3). The morphologyand distribution state of the Al2O3 phase are believed to be dependenton applied laser parameters by varying the thermodynamic and kineticcharacteristics of molten pool. Specially, the migration behavior of
reinforcing particles in the melt has been extensively investigated dur-ing the past decade. It turns out that the reinforcing particles redistrib-ute in the melt and they are either pushed or trapped, which mainlydepends on the interaction between the reinforcing particles and theadvancing solid-liquid interface [34–35]. What is more, there exists acritical velocity (often in a large range)which significantly varies the in-teraction dynamics between the reinforcing particles and the advancingsolid-liquid interface and resulting distribution state of reinforcements.Generally, below the critical velocity the particles are rejected by the in-terface, and above the critical velocity they are trapped in the solid.Therefore, at a low rate of solidification, the pushing effect prefers toprevail and the reinforcing particles are rejected and pushed aheadinto the liquid by a moving solid-liquid interface, meanwhile, travellingalong with the interface as it advances. Particles can thus be pushed forlong distances, of the order of centimeters, thousands of times the par-ticle diameters. In the process, they are often found to impinge uponother particles in the liquid and in turn pushed by the particles at the in-terface in themeantime. In this way, large pile-ups of particles in the di-rection normal to the interface can be produced. As a consequence, thesignificantly coarse particle aggregates are pushed and segregated alonggrain boundaries after solidification. But as the solidification rate is

86 J. Jue et al. / Powder Technology 310 (2017) 80–91
increased above the critical velocity, instead, the trapping effect starts toplay a predominant role. In this case, the reinforcingparticles cease to bepushed by the interface, but are trapped and well incorporated in thesolid, thereby promoting the uniform dispersion of the reinforcementsin the solidified metal matrix. The particles pushing or trapping phe-nomenon was firstly addressed by Uhlmann et al., and was also report-ed by many others [36–38]. In the study, as a relatively high v of750 mm/s and attendant low η of 173 J/m is used, due to the limitedlaser energy input and extremely short laser-material interaction time,theAl2O3 powders cannotmelt effectively, hence causing a considerablyhigh viscosity of the melt [39], which has a negative influence onsmooth migration of Al2O3 phase. Moreover, the combined action ofthe low temperature and extremely short laser-material interactiontime cause a significant reduce in the driving forces for the nucleationand growth of Al2O3 reinforcements. Therefore, the Al2O3 particleseventually show a heterogeneous distribution along with a fragmen-tized feature (Figs. 3a and 5a). A decrease of the applied v helps to im-prove the thermodynamic and kinetic characteristics of molten pool.Simultaneously, during SLM process, the surface tension gradientcaused by local temperature gradient and chemical concentration dif-ference at the solid/liquid interface result in the formation of associatedMarangoni convection. The Marangoni convection induces liquid capil-lary force,which subsequently exerts on the precipitated Al2O3 reinforc-ing phase by the wetting liquid around, thus accelerating theirrearrangement rate in the melt pool, improving their distribution ho-mogeneity in the finally solidified matrix. In this situation, for onehand, despite that the input energy is enough to completely melt theAl2O3 powders, it is not qualified for offering a strong thermal kineticprerequisite for the sufficient arrangement of Al2O3 particles. In otherwords, the Marangoni convection and the attendant liquid capillaryforces are still comparatively weak, which eventually slows down theliquid flow and particle arrangement (Fig. 6a). Hence, the Al2O3 rein-forcing particles segregate at the bottom of melt pool, producing a se-vere aggregation state and a heterogeneous microstructure. Foranother, the density difference of Al and Al2O3 also has some effect onthe distribution behavior of Al2O3 particles, and the Al2O3 particlestend to sink to the bottom of melt pool under the action of gravityforce (Figs. 3b and 5b). SLM processing at the reasonable v of550mm/s results in the increased operative temperature and compara-tively prolonged liquid cooling time, thus providing strengthened ther-mal kinetic prerequisite which is well qualified for the growth of Al2O3
and beneficial to the bonding of Al2O3 reinforcements. Moreover, theMarangoni flow and the attendant magnitude of capillary force are in-tensified as well because of considerably reduced dynamic viscosityand largely improved wetting characteristics of the melt [26,40]. Inthis condition, the Al2O3 phase tends to be trapped in the Al matrix,hence obtaining a homogeneous particulate distribution (Fig. 6b). Fur-thermore, according to the work of Anestiev, the repulsion force willarisewhen a sufficient amount of liquids form [41], leading to themove-ment of Al2O3 reinforcing phases toward the boundary of the moltenpool. Eventually, the combined influences of the above two forces pro-vide huge impetus for driving large numbers of Al2O3 reinforcementstoward the boundaries of molten pool, thus considerably improvingthe distribution homogeneity of reinforcements (Figs. 3c and 5c). Atan even lower v of 450 mm/s and attendant excessive η of 289 J/m,the molten pool is overheated due to significant thermal accumulation,which sharply lowers the dynamic viscosity of the melt and makes theMarangoni convection vigorous. In this case, the molten pool is ex-tremely unstable and the pushing effect begins to be operative. TheMarangoni flow continuously stirs the molten pool and promotes therearrangement rate of the Al2O3 reinforcing particle. The Al2O3 reinforc-ing phases continue to be pushed toward the boundaries of the meltpool (Fig. 6c). Moreover, the strong repulsion force further facilitatesthe pushing effect. As a result, the Al2O3 reinforcements accordinglytend to gather together locally around the center of the Marangoniflow patter to form the ring, causing the pile-ups and local segregation
of Al2O3 particles along the boundaries of the melt pool and the forma-tion of novel ring-structured Al2O3 particles reinforced Al matrix com-posites (Figs. 3d and 5d). Additionally, the internal energy andthermodynamic potentials caused by heat accumulation, which pro-vides a great nucleation and growth driving force for the Al2O3 rein-forcements result in the coarsening of Al2O3 reinforcements (Figs. 3dand 5d).
3.3. Interfacial characteristics of Al-Al2O3 composites
In order to comprehensively understand the wettability in SLMprocessed Al-Al2O3 composite parts, as depicted in Fig. 7, a higher SEMmagnification observation is applied to characterize the interface bond-ing property between the Al matrix and the Al2O3 reinforcements. Si-multaneously, the reasonable mechanism accounting for the change ofwettability and resultant interfacial microstructure is elucidated. Inthe case of a relatively high v of 750 mm/s, the particle-matrix interfacewasdiscontinuous and incompatiblewith the presence of obvious inter-facial microcracks, thus bringing about a relatively weak interfacialbonding (Fig. 7a). On decreasing the applied v to 650 mm/s, interfaceseparation occurred which was also harmful to the interfacial integrityand degraded the interfacial bonding strength (Fig. 7b). On further de-creasing the applied v to 550 mm/s, the interfacial bonding was im-proved considerably, and a continuous, coherent interface free fromapparent interfacial defects was produced (Fig. 7c). In this instance,the Al2O3 reinforcing phase exhibited a strong metallurgical bondingwith the Almatrix. At an even lower v of 450mm/s, somemicroscale in-terfacial shrinkage porosities were present. (Fig. 7d).
Based on previous studies [12–15,42–43], it is known that reductionof surface oxides is the key to promote the wetting between the Al ma-trix and Al2O3 reinforcing phase and form a clean metal-ceramic inter-face. In the present study, the introduction of the high energy laserbeam provides a potential for processing the AMCs at elevated temper-ature, which is beneficial to mitigating the oxides on the surface of Al,hence enhancing the wettability between the Al2O3 ceramics and Almetal.
According to the result of Laurent et al. [44], the deoxidation of Althroughout the reaction between the aluminum surface oxide and liq-uid aluminum occurs at high temperature, and at the temperatureabove the melting point of Al, the elimination of oxides layer on the Almelt surface occurs through the following reaction:
4Al lð Þ þ 3O2 gð Þ ¼ 2Al lð Þ þ 3O3 sð Þ ð4Þ
4Al lð ÞþAl2O3 sð Þ¼ 3Al2þO gð Þ ð5Þ
Laurent et al. further suggests that for a fixed oxygen partial pres-sure, there is a threshold temperature, T, below which the oxide filmthicken and abovewhich it is eroded to deoxidize the surface. Therefore,increasing the experiment temperature will be helpful to the deoxida-tion process, which eventually decrease linearly the contact angle andimprove the wetting of Al2O3 particles by the Al melt. Additionally, thework of Zhou and De Hosson also shows the improvedwetting of liquidAl on Al2O3 surface with increasing temperature [43]. Ksiazek et al. con-firm such a claim and report a desired lowcontact angle of 75°at 1000 °C[45].
Another corresponding mechanism of breaking the oxide under theaction of Marangoni convection has been addressed by Louvis et al. InSLM process, the production of Marangoni convection influences theflow of molten metal. When the used laser processing parameters areproperly settled, the vigorous Marangoni convection continues to stirthe molten materials. According to the study of Louvis et al. [14], theAl oxide layer tends to be fragmented, thus improving thewetting char-acteristics of Al matrix and the Al2O3 reinforcing phase.
Accordingly, when the relatively low η of 173 J/m and 200 J/m areapplied, the workable temperature in the molten pool is low, and the

(a) (b)
(c) (d)
SShrinkage porosity
Fig. 7. SEM images showing characteristic interfacial microstructures at different laser processing parameters: (a) 173 J/m, 750mm/s; (b) 200 J/m, 650mm/s; (c) 236 J/m, 550mm/s; (d)289 J/m, 450 mm/s.
87J. Jue et al. / Powder Technology 310 (2017) 80–91
deoxidation of Al is inadequate. Besides, as stated above, in this case, thedynamic viscosity of themolten pool is significantly high, thus loweringMarangoni convection a lot. The Al oxides on theAl surface thus turn outto be contact or partially disrupted, hence hindering the formation of aclean metal-ceramic interface. Consequently, the contact angle is largeand the wettability between the Al matrix and the Al2O3 reinforcingphase is poor. A weak interfacial bondingwhich consists of apparent in-terfacial microcracks and interface separation is established (Fig. 7a andb). On increasing the used η to 236 J/m and 289 J/m, the input laser en-ergy is abundant, thus considerably elevating the temperature of themolten pool and reducing the dynamic viscosity. Therefore, the deoxi-dation of Al is accelerated to a large degree, which eventually decreaseslinearly the contact angle and improves thewetting of Al2O3 particles bythe Al melt. Moreover, theMarangoni convection is powerful due to theextremely low dynamic viscosity of themolten pool, which continuous-ly acts on the oxides on the Al surface and causes a complete damage ofthe oxides, also contributing to the better wetting of Al2O3 particles bythe Al melt through further reducing the contact angle. As a result, theAl melt flows freely and directly wets the Al2O3 reinforcing phase with-out any contamination. The surface tension and contact angle decreasesignificantly, thereby acquiring a good wettability and facilitating theinterfacial bonding. A clean and compatible matrix/particles interfacefree from any obvious interfacial defects is generated (Fig. 7c). But ap-plying the higher η of 289 J/m causes significant thermal accumulation,thus leading to the presence of large thermal stress and attendant mi-croscale interfacial shrinkage porosity.
Fig. 8. (a–d) Coefficient of friction (COF) and (e) resultant wear rate of the SLM processedAl-Al2O3 composite parts using different laser processing parameters.
3.4. Hardness and wear performance
The influence of laser scan speed on the average microhardnessmeasured on the cross-sections of SLM processed Al-Al2O3 compositeparts is depicted in Fig. 8. The average microhardness of the compositepart underwent a continuous increase from 148 HV0.1 to 175 HV0.1
with the decrease of applied v from 750 to 550 mm/s. It is because thelower v results in more laser energy input, which causes less defectsand the elevation of densification level. Moreover, the homogeneous in-corporation of Al2O3 reinforcing particles throughout thematrix and theimproved particles/matrix interface also contribute to enhancing theobtainable microhardness (Figs. 3c and 5c). However, as an evenlower v of 450 mm/s was used, instead, the average microhardness de-creased to 170HV0.1,which indicates the significant grain coarsening ofAl2O3 reinforcement and the presence of thermal microcracks tend tolower hardness performance (Figs. 3d and 5d). But in comparison toSLM manufactured unreinforced AlSi10Mg from Fraunhofer Institutefor Laser Technology with a maximum microhardness value of

(a) (b)
(c) (d)
(e)
Fig. 9. The influence of laser scan speed on the average microhardness of SLM processed Al-Al2O3 composite parts.
88 J. Jue et al. / Powder Technology 310 (2017) 80–91
approximately 145 HV0.1 [46], SLMprocessed Al-Al2O3 composite partsdemonstrate the superior hardness.
Fig. 9 depicts the variation of COF and attendant wear rate of SLMprocessed Al-Al2O3 composite parts as a function of laser processingparameters. At a relatively high v of 750 mm/s, the distribution ofCOF values of the specimen was extremely unstable, fluctuating ina relatively large range with a high average value of 0.42 (Fig. 9a),consequently leading to a considerably high wear rate of12.36 × 10−5 mm3 N−1 m−1 (Fig. 9e). On decreasing the applied vto 650 mm/s, the fluctuation of COF values became not significantand the average value of COF and wear rate decreased to 0.33 (Fig.9b) and 9.78 × 10−5 mm3 N−1 m−1 (Fig. 9e), respectively. In com-parison, a uniform distribution of COF with a considerably low,steady value of 0.11 (Fig. 9c) and a significantly reduced wear rateof 4.75 × 10−5 mm3 N−1 m−1 (Fig. 9e) were achieved with the vof 550 mm/s employed. As an even lower v of 450 mm/s was used,the COF showed a slight fluctuation behavior with increasing time,thus attaining a high average value of 0.21 (Fig. 9d) and high wearrate of 6.23 × 10−5 mm3 N−1 m−1 (Fig. 9e).
In order to better explore the wear mechanism of SLM processedcomposite parts in the wear tests, the SEM images with different
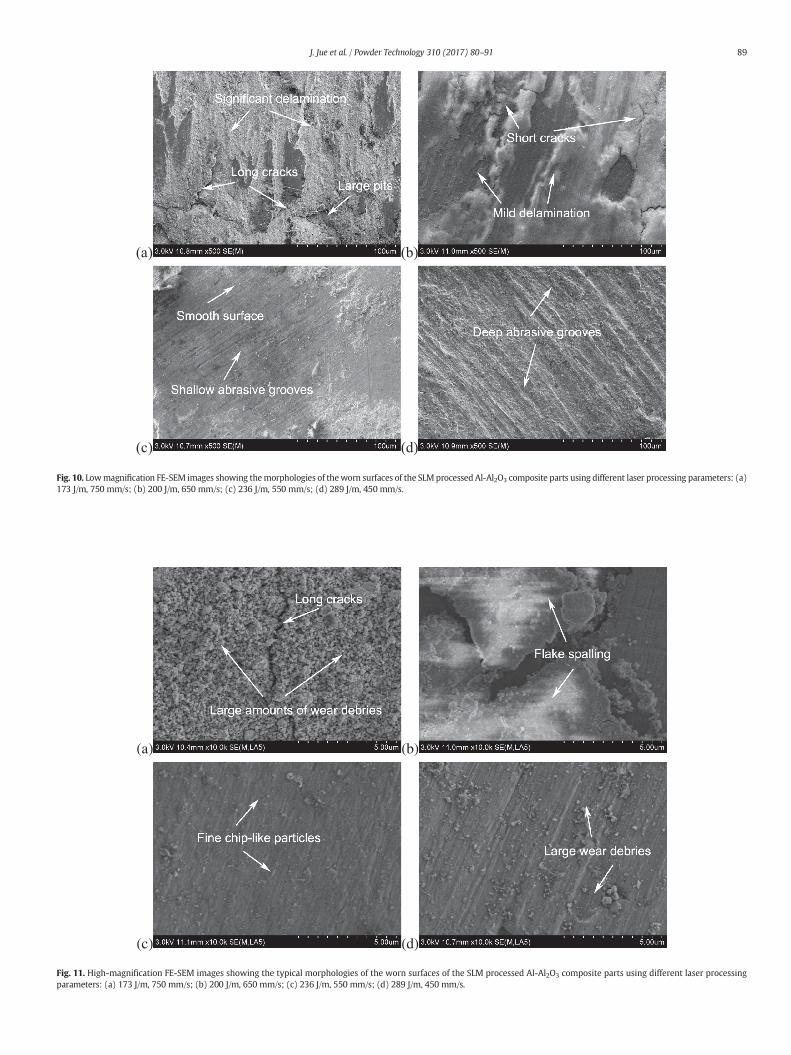
magnifications illustrating detailed morphology of worn surface ofSLM processed composite parts under different v are showed in Figs.10 and 11. In the case of 750 mm/s applied v, the worn surface was se-riously damaged and quite rough. There appeared large quantities of bigpits and long delamination cracks. Severe spalling and significant de-lamination of the layers occurred as well (Fig. 10a). High magnificationSEM images verified the long delamination cracks and revealed thatlarge quantities of particle-structured wear debris were produced ontheworn surface (Fig. 11a). It indicated the composite part experiencedsevere delaminationwear. On decreasing the applied v to 650mm/s, theextent of wear of the composite part was alleviated and the wear sur-face was in mild delamination wear, only consisting of short crackswith slight plastic deformation (Fig. 10b). In addition, relatively contactflake spalling was noted, too (Fig. 11b). When a further decreased v of550 mm/s was employed, the appearance of the worn surface changedconsiderably. In this situation, a rather smooth and flat surface wasformed, characterized with parallel shallow grooves, which impliedthat the prevailing wear mechanism was abrasive wear (Fig. 10c). Be-sides, as illustrated in the higher FE-SEM images, only a small amountof superfine chip-like particles were dispersed on the worn surface(Fig. 11c). Nevertheless, a continuous decrease of the applied v to
(a) (b)
(c) (d)
Fig. 10. Lowmagnification FE-SEM images showing themorphologies of theworn surfaces of the SLMprocessed Al-Al2O3 composite parts using different laser processing parameters: (a)173 J/m, 750 mm/s; (b) 200 J/m, 650 mm/s; (c) 236 J/m, 550 mm/s; (d) 289 J/m, 450 mm/s.
(a) (b)
(c) (d)
Fig. 11. High-magnification FE-SEM images showing the typical morphologies of the worn surfaces of the SLM processed Al-Al2O3 composite parts using different laser processingparameters: (a) 173 J/m, 750 mm/s; (b) 200 J/m, 650 mm/s; (c) 236 J/m, 550 mm/s; (d) 289 J/m, 450 mm/s.
89J. Jue et al. / Powder Technology 310 (2017) 80–91

90 J. Jue et al. / Powder Technology 310 (2017) 80–91
450 mm/s led tomore pronounced abrasive wear. The width and depthof the plowing grooves increased greatly (Fig. 10d). Meanwhile, thereexisted considerable number of large wear debris on the worn surface(Fig. 11d).
During the progress of the wear, the microstructural features andhardness of the composite parts are the dominant factors determiningthe wear performance. In the case of 750 mm/s applied v, the Al2O3 re-inforcing phase presenting a fragmentized feature distributesnonuniformly in the Al matrix (Fig. 5a), simultaneously establishing apoor particles/matrix interface with obvious interfacial microcracks(Fig. 7a). Moreover, the densification rate and the microhardness ofthe composite part are low (Fig. 8). These behaviors considerablylower the wear property of the composite part. As the wear test pro-ceeds, the preferential formation of cracks at the above-mentionedweak regions would take place under the action of the strong compres-sion effect from the load. Subsequently, the cracks tend to propagate,connect with each other and reach the surface of the part, causing seri-ous delamination wear in the composite part (Figs. 10a and 11a). Withthe decrease of the applied v to 650 mm/s, in spite of serious aggrega-tion and local segregation of Al2O3 reinforcements (Fig. 3b), the interfa-cial bonding is improved (Fig. 7b) and the interlayer defects are almosteliminated (Fig. 5b), thus elevating the microhardness and resultantwear property to some extent. As the proper v of 550 mm/s is settled,it is generally believed that the formed homogeneous and refinedAl2O3 reinforcements (Figs. 3c and 5c) which develop a good bondingwith thematrix (Fig. 7c) prefer to adhere to each other with no spalling,and thus get strain-hardened to form the consecutive protectivetribolayer after sufficient plastic deformation of wear surface, which en-hances thewear resistance greatly. Furthermore, thedense cross sectionand the significantly enhanced hardness also contribute to improvingthewear performance. In this case, the composite part exhibits excellentwear performance and the abrasive wear is the predominant wearmechanism (Figs. 10c and 11c). At an even lower v of 450 mm/s, thenovel ring-structure distribution of Al2O3 reinforcements is gained.However, the significant thermal accumulation leads to severely coarsegrain and the presence of some thermal defects (Figs. 3d and 5d), whichis inclined to weaken the wear performance of the composite part andmake the abrasive wear more evident (Figs. 10d and 11d).
4. Conclusions
The article reported on the densification behavior, microstructure,microhardness and resultant wear performance of SLM processed Al-Al2O3 composite parts. The following conclusions could be reached:The defectswere considerably reduced or completely removedwith de-creasing the applied v to 550 mm/s. The morphology and distributionstate of Al2O3 reinforcements mainly depended on the interaction be-tween the reinforcing particles and the advancing solid-liquid interface.A proper decrease of the applied v to 550mm/s favored the Al2O3 parti-cle dispersion homogeneity due to the trapping effect of Al2O3 particlewith the advancing interface in the laser induced molten pool. Besides,a continuous and compatible interface was developed in this case,whichwas attributed to elevated deoxidation of Al aswell as intensifiedMarangoni convection. Therefore, the mechanical performances of SLMprocessed Al-Al2O3 composite parts were optimized. In this case, thecomposite part exhibited excellent hardness with a mean value of175 HV0.1 and superior wear performance with a considerably low co-efficient of friction of 0.11 and a significantly reduced wear rate of4.75 × 10−5 mm3 N−1 m−1.
Acknowledgement
The authors gratefully acknowledge the financial support fromthe National Natural Science Foundation of China (Nos. 51575267and 51322509), the National Key Research and DevelopmentProgram “Additive Manufacturing and Laser Manufacturing” (No.
2016YFB1100101), the Top-Notch Young Talents Program of China,the NSFC-DFG Sino-German Research Project (No. GZ 1217), theOutstanding Youth Foundation of Jiangsu Province of China (No.BK20130035), the Program for New Century Excellent Talents inUniversity (No. NCET-13-0854), the Key Research and DevelopmentProgram of Jiangsu Provincial Department of Science and Technolo-gy of China (No. BE2016181), the 333 Project (No. BRA2015368),the Aeronautical Science Foundation of China (No. 2015ZE52051),and the Fundamental Research Funds for the Central Universities(Nos. NE2013103, NP2015206 and NZ2016108).
References
[1] S.W. Lim, T. Imai, Y. Nishida, T. Choh, High strain rate superplasticity of TiC particu-late reinforced magnesium alloy composite by vortexmethod, Scr. Mater. 32 (1995)1713–1717.
[2] M.O. Shabani, A. Mazahery, Computational modeling of cast aluminum 2024 alloymatrix composites: adapting the classical algorithms for optimal results in findingmultiple optima, Powder Technol. 249 (2013) 77–81.
[3] R.K. Goyal, A.N. Tiwari, U.P. Mulik, Y.S. Negi, Novel high performance Al2O3/poly(ether ether ketone) nanocomposites for electronics applications, Compos.Sci. Technol. 67 (2007) 1802–1812.
[4] M. Kang, S. Kang, Effects of Al2O3 addition on physical properties of diopside basedglass–ceramics for LED packages, Ceram. Int. 38 (2012) S551–S555.
[5] K.S.R. Chandran, K.B. Panda, S.S. Sahay, TiBw-reinforced Ti composites: processing,properties, application prospects, and research needs, JOM 56 (2004) 42–48.
[6] N. Altınkök, Investigation of mechanical and machinability properties of Al2O3/SiCpreinforced Al-based composite fabricated by stir cast technique, J. Porous. Mater. 22(2015) 1–12.
[7] S.C. Tjong, Novel nanoparticle-reinforced metal matrix composites with enhancedmechanical properties, Adv. Eng. Mater. 9 (2007) 639–652.
[8] A. Canakci, T. Varol, Microstructure and properties of AA7075/Al–SiC compositesfabricated using powder metallurgy and hot pressing, Powder Technol. 268(2014) 72–79.
[9] H.G. Zhu, C.C. Jia, J. Zhao, J.Z. Song, Y.Q. Yao, Z.H. Xie, Microstructure and high tem-perature wear of the aluminum matrix composites fabricated by reaction from Al-ZrO2-B elemental powders, Powder Technol. 217 (2012) 401–408.
[10] M. Montoya-Dávila, M.I. Pech-Canul, M.A. Pech-Canul, Effect of SiCpmultimodal dis-tribution on pitting behavior of Al/SiCp composites prepared by reactive infiltration,Powder Technol. 195 (2009) 196–202.
[11] F. Rikhtegar, S.G. Shabestari, H. Saghafian, The homogenizing of carbon nanotubedispersion in aluminium matrix nanocomposite using flake powder metallurgyand ball milling methods, Powder Technol. 280 (2015) 26–34.
[12] O. Kubaschewski, B.E. Hopkins, Oxidation of Metals and Alloys, Butterworths Aca-demic Press, 1962.
[13] W.D. Kaplan, Alumina-Aluminium interfaces, Interfacial Science in Ceramic Joining,Springer, Netherlands 1998, pp. 153–160.
[14] E. Louvis, P. Fox, C.J. Sutcliffe, Selective laser melting of aluminium components, J.Mater. Process. Technol. 211 (2011) 275–284.
[15] J.B. Jue, D.D. Gu, Selective laser melting additive manufacturing of in-situ Al2Si4O10/Al composites: microstructural characteristics andmechanical properties, J. Compos.Mater. (2016).
[16] Q. Han, R. Setchi, S.L. Evans, Synthesis and characterisation of advanced ball-milledAl-Al2O3 nanocomposites for selective laser melting, Powder Technol. 297 (2016)183–192.
[17] D.D. Gu, W. Meiners, K. Wissenbach, R. Poprawe, Laser additive manufacturing ofmetallic components: materials, processes and mechanisms, Int. Mater. Rev. 57(2012) 133–164.
[18] D. Wang, Y.Q. Yang, R.C. Liu, D.M. Xiao, J.F. Sun, Study on the designing rules andprocessability of porous structure based on selective laser melting (SLM), J. Mater.Process. Technol. 213 (2013) 1734–1742.
[19] R.D. Li, J.H. Liu, Y.S. Shi, M.Z. Du, Z. Xie, 316L stainless steel with gradient poros-ity fabricated by selective laser melting, J. Mater. Eng. Perform. 19 (2010)666–671.
[20] B.C. Zhang, L. Dembinski, C. Coddet, The study of the laser parameters and environ-ment variables effect on mechanical properties of high compact parts elaborated byselective laser melting 316L powder, Mater. Sci. Eng. A 584 (2013) 21–31.
[21] D. Wang, Y.Q. Yang, Z.H. Yi, X.B. Su, Research on the fabricating quality optimizationof the overhanging surface in SLM process, Int. J. Adv. Manuf. Technol. 65 (2013)1471–1484.
[22] E.J.R. Parteli, T. Pöschel, Particle-based simulation of powder application in additivemanufacturing, Powder Technol. 288 (2016) 96–102.
[23] J. Dück, F. Niebling, T. Neeße, A. Otto, Infiltration as post-processing of laser sinteredmetal parts, Powder Technol. 145 (2004) 62–68.
[24] M.J. Xia, D.D. Gu, G.Q. Yu, D.H. Dai, H.Y. Chen, Q.M. Shi, Selective laser melting 3Dprinting of Ni-based superalloy: understanding thermodynamic mechanisms,Chin. Sci. Bull. 61 (2016) 1013–1022.
[25] D.D. Gu, Materials creation adds new dimensions to 3D printing, Chin. Sci. Bull. 61(2016) 1718–1722.
[26] D.D. Gu, P.P. Yuan, Thermal evolution behavior and fluid dynamics during laser ad-ditive manufacturing of Al-based nanocomposites: underlying role of reinforcementweight fraction, J. Appl. Phys. 118 (2015) 401–477.

91J. Jue et al. / Powder Technology 310 (2017) 80–91
[27] R.D. Li, J.H. Liu, Y.S. Shi, L. Wang,W. Jiang, Balling behavior of stainless steel and nick-el powder during selective laser melting process, Int. J. Adv. Manuf. Technol. 59(2012) 1025–1035.
[28] D.D. Gu, Laser Additive Manufacturing of High-performance Materials, Springer-Verlag, Berlin Heidelberg, Germany, 2015.
[29] S. Dadbakhsh, L. Hao, P.G.E. Jerrard, D.Z. Zhang, Experimental investigation on selec-tive laser melting behaviour and processing windows of in situ reacted Al/Fe2O3
powder mixture, Powder Technol. 231 (2012) 112–121.[30] B.C. Zhang, H.L. Liao, C. Coddet, Effects of processing parameters on properties of se-
lective laser melting Mg-9% Al powder mixture, Mater. Des. 34 (2012) 753–758.[31] D.L. Zhang, Processing of advanced materials using high-energy mechanical milling,
Prog. Mater. Sci. 49 (2004) 537–560.[32] S. Hwang, C. Nishimnra, Compressive mechanical properties of Mg–Ti–C nanocom-
posite synthesized by mechanical milling, Scr. Mater. 44 (2001) 2457–2462.[33] M.H. Enayati, F.A. Mohamed, Application of mechanical alloying/milling for synthe-
sis of nanocrystalline and amorphous materials, Int. Mater. Rev. 59 (2014) 394–416.[34] Y.M. Youssef, R.J. Dashwood, P.D. Lee, Effect of clustering on particle pushing and so-
lidification behaviour in TiB2 reinforced aluminium PMMCs, Compos. A 36 (2005)747–763.
[35] S.N. Omenyi, A.W. Neumann, Thermodynamic aspects of particle engulfment by so-lidifying melts, J. Appl. Phys. 47 (1976) 3956–3962.
[36] D.R. Uhlmann, B. Chalmers, K.A. Jackson, Interaction between particles and a solid-liquid Interface, J. Appl. Phys. 35 (1964) 2986–2993.
[37] J. Cissé, G.F. Bolling, A study of the trapping and rejection of insoluble particles dur-ing the freezing of water, J. Cryst. Growth 10 (1971) 67–76.
[38] P. Yu, C.J. Deng, N.G. Ma, D.H.L. Ng, A newmethod of producing uniformly distribut-ed alumina particles in Al-based metal matrix composite, Mater. Lett. 58 (2004)679–682.
[39] I. Takamichi, I.L.G. Roderick (Eds.), The Physical Properties of Liquid Metals,Clarendon Press, Oxford, 1993.
[40] K. Arafune, A. Hirata, Thermal and solutal Marangoni convection in In–Ga–Sb sys-tem, J. Cryst. Growth 197 (1999) 811–817.
[41] L.A. Anestiev, L. Froyen, Model of the primary rearrangement processes at liquidphase sintering and selective laser sintering due to biparticle interactions, J. Appl.Phys. 86 (1999) 4008–4017.
[42] G. Levi, W.D. Kaplan, Oxygen induced interfacial phenomena during wetting of alu-mina by liquid aluminium, Acta Mater. 50 (2002) 75–88.
[43] M. Ksiazek, N. Sobczak, B.Mikulowski,W. Radziwill, I. Surowiaki, Wetting and bond-ing strength in Al/Al2O3 system, Mater. Sci. Eng. A 324 (2004) 162–167.
[44] V. Laurent, D. Chatain, C. Chatillon, N. Eustathopoulos, Wettability of monocrystal-line alumina by aluminium between its melting point and 1273 K, Acta Metall. 36(1988) 1797–1803.
[45] X.B. Zhou, J.T.M. De Hosson, Influence of surface roughness on the wetting angle, J.Mater. Res. 10 (1995) 1984–1992.
[46] D. Buchbinder, H. Schleifenbaum, S. Heidrich, W. Meiners, J. Bültmann, High powerselective laser melting (HP SLM) of aluminum parts, Phys. Procedia 12 (2011)271–278.


















