
Microstructure evolution and mechanical...
44
Sept. 20, 2006 Page 1 Microstructure evolution and mechanical properties in Ti-5Al-5V-5Mo-3Cr after solution heat treatment and ageing in the alpha-beta range By: Roque Panza-Giosa Supervisors: Dr. David Embury - Mc Master University Dr. Zhirui Wang - University of Toronto Acknowledgements: Dr. Mike Mei - University of Toronto Mr. Neil Harris and Mr. Gerry Kouverianos - Goodrich
Transcript of Microstructure evolution and mechanical...

Sept. 20, 2006 Page 1
Microstructure evolution and mechanical properties in Ti-5Al-5V-5Mo-3Cr after solution heat treatment and ageing in the alpha-beta range
By: Roque Panza-Giosa
Supervisors: Dr. David Embury - Mc Master University Dr. Zhirui Wang - University of Toronto
Acknowledgements: Dr. Mike Mei - University of Toronto Mr. Neil Harris and Mr. Gerry Kouverianos - Goodrich

Page 2Sept. 20, 2006
Industrial interest in Beta Titanium alloys for Landing Gear applications
•Criteria for DesignStatic strength 300M - Ultra High Strength Steels (σu/den = 247MPa/gr/cm3)
Ti-10V-2Fe-3Al – Beta Ti most used (σu/den = 257MPa/gr/cm3)Fatigue strength
•Additional factorsIncrease component reliability
Corrosion resistance (environmental pressure)
Reduce maintenance costs
Ease of manufacturing
Despite their higher cost, the use Titanium alloys has increased steadily over the last 30 years.

Page 3Sept. 20, 2006
A380 Body Landing Gear
Titanium componentshighlighted by blue arrows (Ti-10V-2Fe-3Al)
Beta Titanium in Landing Gears

Page 4Sept. 20, 2006
A380 - BLG Bogie BeamTi-10V-2Fe-3Al
Overall size: 168 x 22 x 27 inch4250 x 570 x 670 mm
Weight: 3200 kg
In addition to mechanical properties, we must consider the sections sizes involved and the need to achieve uniform properties in sections up to 200mm.
1m

Page 5Sept. 20, 2006
Alloy DevelopmentWe need higher mechanical properties than Ti-10V-2Fe-3AlHigher hardenability - so that we can design larger Ti componentsAlloy must be easy to melt and forge, not prone to segregationMust offer manufacturing advantages
The current interest is in Ti-5Al-5V-5Mo-3Cr, metastable β alloy developed in Russia, a derivative of VT22 and later VT22-1 (Russian patent ~ 2001)
Ti-5-5-5-3 Ti-10-2-3UTS 1240MPa (180ksi) 1170MPa (170ksi)YS 1170MPa (170ksi) 1100MPa (160ksi)Total elong. 6%; Kic 33 MPa√m (30 ksi√in); E 115GPa (17x103Ksi)Solution Treated in the α-β + Air Cooled + Aged between 580-650˚CAir Cooled => Able to maintain properties for thick sections 200mm (8”)Beta Transus 850˚C (1560˚F)
0.30 maxZr0.18 max.O4.0 - 5.5Mo4.0 - 5.5V
0.10 max.C2.5 - 3.5Cr0.30 - 0.50Fe4.4 - 5.7Al
Weight %ElementWeight %ElementWeight %ElementWeight %Element

Page 6Sept. 20, 2006
Current SituationTi-5Al-5V-5Mo-3Cr is a new metastable β alloy; the microstructure-property relationship is not well known.
Problem StatementWe do not fully understand the microstructural changes their effect on mechanical properties. This prevents us from using this alloy in new landing gear designs.
ApproachCharacterize the microstructure after various ageing times.Compare properties at various ageing times.

Page 7Sept. 20, 2006
Metallurgy of Titanium and AlloysPhysical Properties
Atomic number 22 Atomic weight 47.9Density 4.51 g/cm3Allotropic
- α Hexagonal Close Packed up to 883ºC (Beta Transus)
- β Body Centered Cubic above 883ºC
Beta transus = lowest temperature above which the microstructure is 100% β
Page 8Sept. 20, 2006
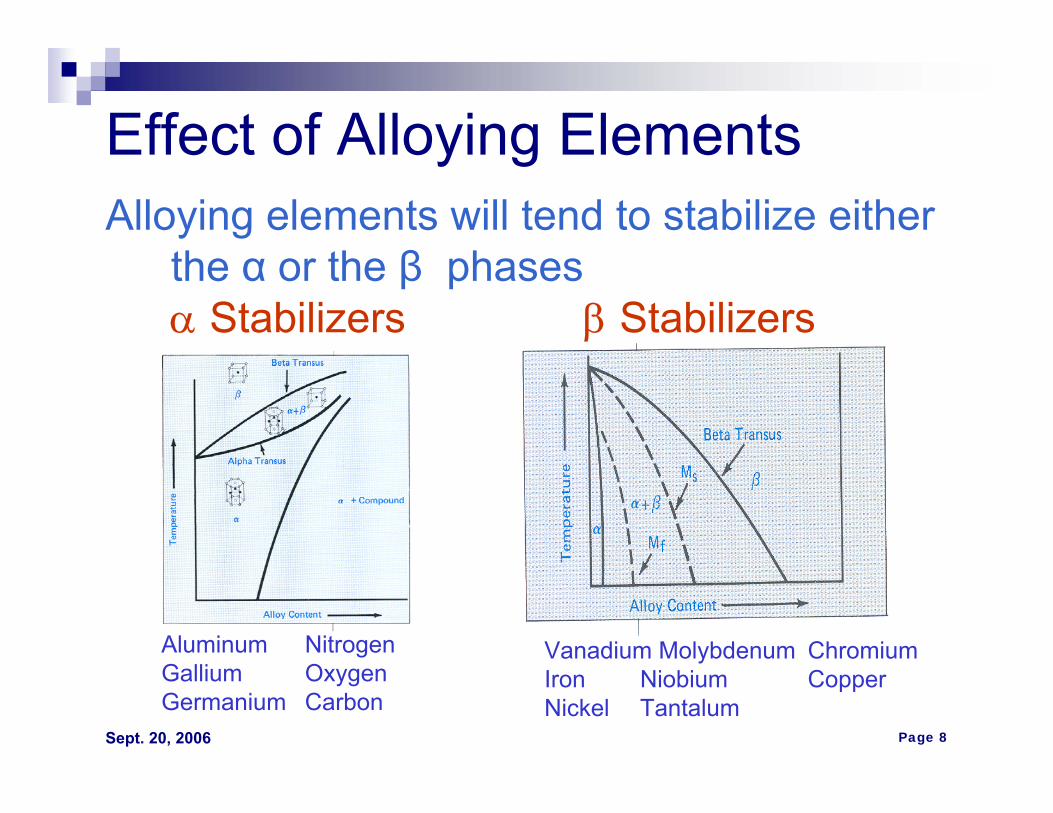
Effect of Alloying ElementsAlloying elements will tend to stabilize either
the α or the β phasesα Stabilizers β Stabilizers
Aluminum NitrogenGallium Oxygen Germanium Carbon
Vanadium Molybdenum ChromiumIron Niobium CopperNickel Tantalum

Page 9Sept. 20, 2006
Strengthening Mechanisms in Ti5553
Depends on thermo-mechanical processing and heat treatment
Cooled from the α + β field, then aged to transform the retained β phase into α + β
In the β alloys – Strength depends on shape, scale, distribution and relative amounts of primary α and decomposition products of the βphase in the microstructure

Page 10Sept. 20, 2006
Heat treatment of Titanium Alloys
Beta solution heat treatment
Alpha-Beta solution heat treatment
Microstructure - primary alpha + retained beta
Tem
pera
ture
% β stabilizer
β
α
α + β
β transus
Pseudo-Binary Phase Diagram
●
●
●
Ageing in Alpha-Beta range Microstructure – resulting from transformation of retained beta
Page 11Sept. 20, 2006
Transformation of the retained β PhaseTe
mpe
ratu
re
% β stabilizer
β
α
α + β
β transus
Pseudo-Binary Phase Diagram
●
●
ω + β β’+β
Ms
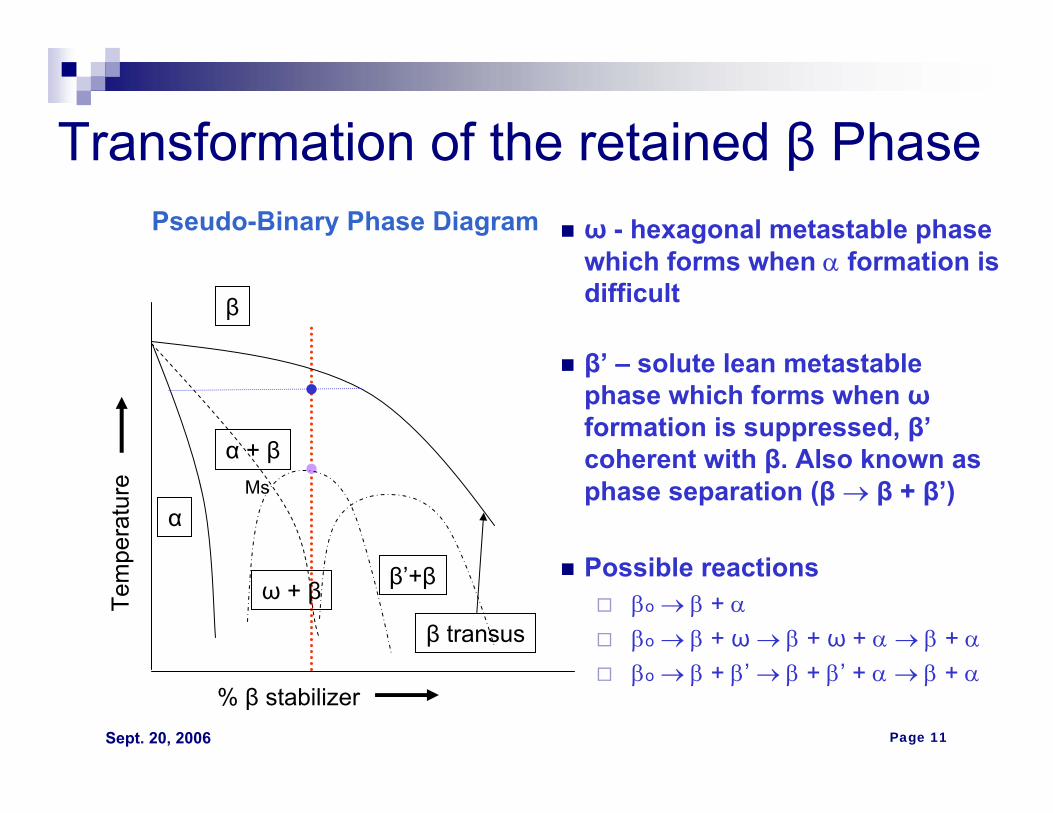
ω - hexagonal metastable phase which forms when α formation is difficult
β’ – solute lean metastablephase which forms when ωformation is suppressed, β’coherent with β. Also known as phase separation (β→ β + β’)
Possible reactionsβo → β + αβo → β + ω→ β + ω + α → β + αβo → β + β’ → β + β’ + α → β + α
Page 12Sept. 20, 2006
Tem
pera
ture
% β stabilizer
β
α
α + β
β transus
Pseudo-Binary Phase Diagram
●
●
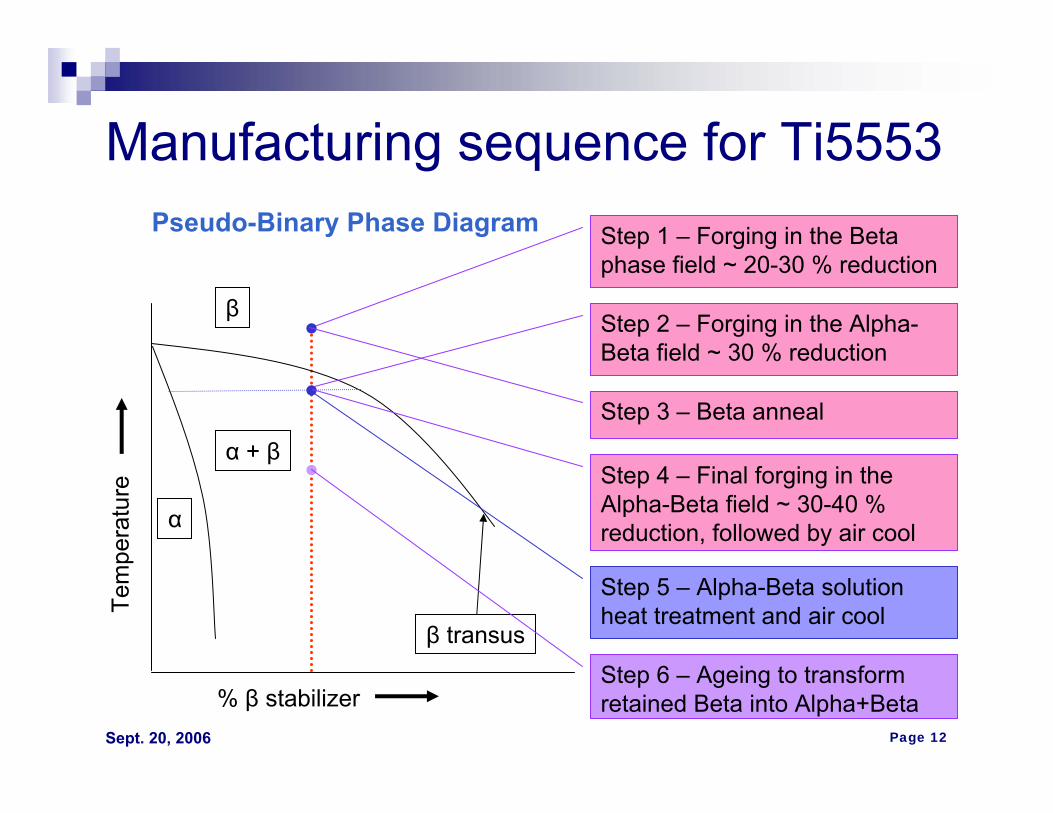
Step 1 – Forging in the Beta phase field ~ 20-30 % reduction
Manufacturing sequence for Ti5553
● Step 2 – Forging in the Alpha-Beta field ~ 30 % reduction
Step 3 – Beta anneal
Step 4 – Final forging in the Alpha-Beta field ~ 30-40 % reduction, followed by air cool
Step 5 – Alpha-Beta solution heat treatment and air cool
Step 6 – Ageing to transform retained Beta into Alpha+Beta

Page 13Sept. 20, 2006
Solution Heat Treatment50˚C below Beta Transus (790˚C; BT~840˚C for this heat)Soak time of 120 minutesAir cooled (aided by a fan)Results in ~16% primary alpha in retained beta matrix
Ageing600 ± 5˚C Ageing time - 5 min. - up to 48 hrs.
All heat treatments done in air, as in industrial practiceAll material from a single forging, all tensile specimens taken in the same orientation
Heat treatment of Ti-5Al-5V-5Mo-3Cr forging
Page 14Sept. 20, 2006
Characterization Work in this Research
Hardness changes upon ageing following solution heat treat in the α+β range and air cool
Microstructural changes upon ageing as determined byOpticalSEM TEM
Changes in mechanical properties (tensile and compression)

Page 15Sept. 20, 2006
Hardness Changes Upon Ageing

Page 16Sept. 20, 2006
Hardness change with ageing time
Rapid hardness increase within 30 minutes
Hardness versus Ageing Time (600C)
30
32
34
36
38
40
42
44
46
0 10 20 30 40 50 60
Ageing Time (minutes)
HR
C

Page 17Sept. 20, 2006
No change in hardness from 30 minutes to 48 hours
Hardness change with ageing timeHardness vs. Ageing Time (600C)
283032343638404244
0.01 0.1 1 10 100
Log Ageing Time (hrs)
Har
dnes
s H
RC

Page 18Sept. 20, 2006
Tensile and Compressive PropertiesAged at 600˚C
Page 19Sept. 20, 2006
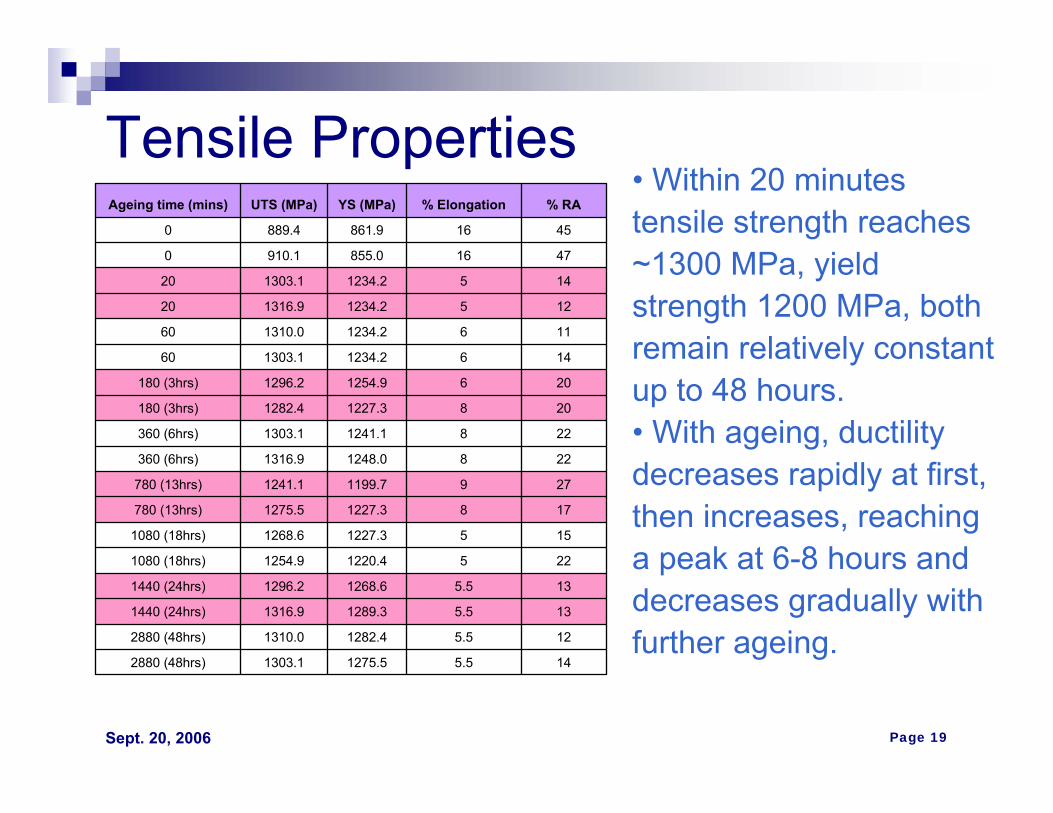
Tensile Properties• Within 20 minutes tensile strength reaches ~1300 MPa, yield strength 1200 MPa, both remain relatively constant up to 48 hours.• With ageing, ductility decreases rapidly at first, then increases, reaching a peak at 6-8 hours and decreases gradually with further ageing.
145.51275.51303.12880 (48hrs)
125.51282.41310.02880 (48hrs)
135.51289.31316.91440 (24hrs)
135.51268.61296.21440 (24hrs)
2251220.41254.91080 (18hrs)
1551227.31268.61080 (18hrs)
1781227.31275.5780 (13hrs)
2791199.71241.1780 (13hrs)
2281248.01316.9360 (6hrs)
2281241.11303.1360 (6hrs)
2081227.31282.4180 (3hrs)
2061254.91296.2180 (3hrs)
1461234.21303.160
1161234.21310.060
1251234.21316.920
1451234.21303.120
4716855.0910.10
4516861.9889.40
% RA% ElongationYS (MPa)UTS (MPa)Ageing time (mins)
Page 20Sept. 20, 2006
Fracture Stress
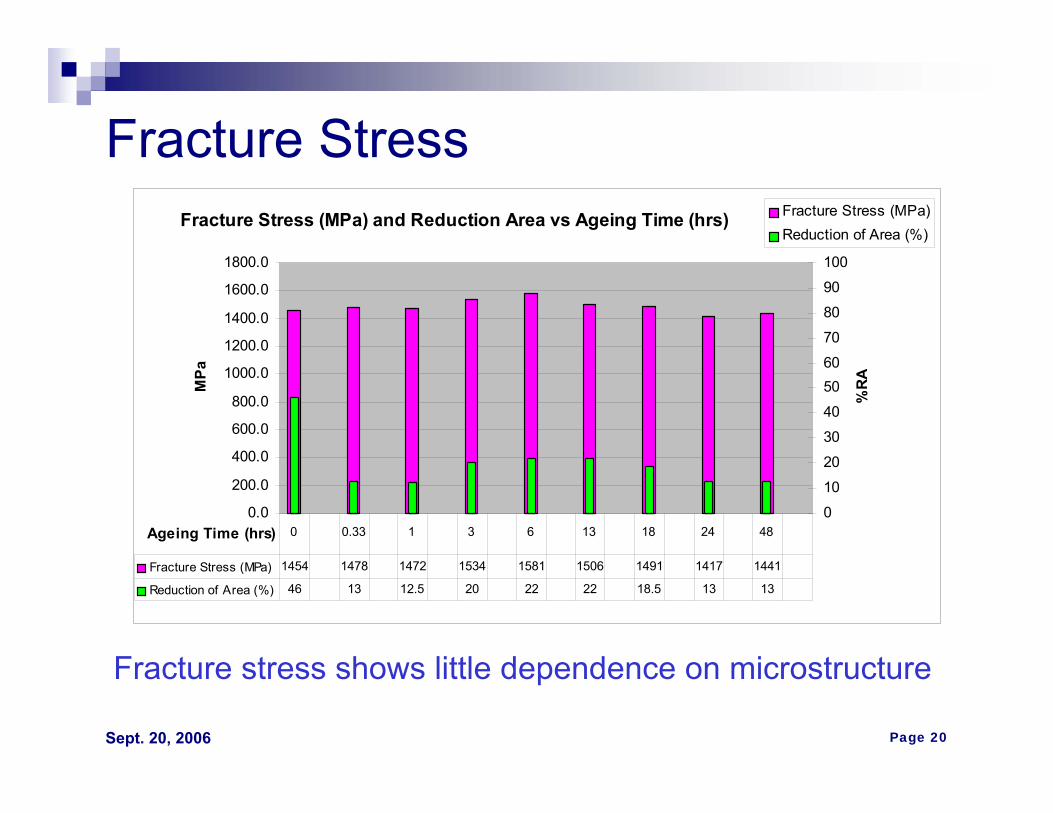
Fracture stress shows little dependence on microstructure
Fracture Stress (MPa) and Reduction Area vs Ageing Time (hrs)
0.0
200.0
400.0
600.0
800.0
1000.0
1200.0
1400.0
1600.0
1800.0
Ageing Time (hrs)
MPa
0
10
20
30
40
5060
70
80
90
100
%R
A
Fracture Stress (MPa)Reduction of Area (%)
Fracture Stress (MPa) 1454 1478 1472 1534 1581 1506 1491 1417 1441
Reduction of Area (%) 46 13 12.5 20 22 22 18.5 13 13
0 0.33 1 3 6 13 18 24 48

Page 21Sept. 20, 2006
Fracture Stress -Tension and Compression
Fracture stress is the same in tension and compression; the sameaged at 500C and 600C
Comparision of Fracture Stress - Tension and Compression Aged at 500C and 600C
0.0
200.0
400.0
600.0
800.0
1000.0
1200.0
1400.0
1600.0
1800.0
1 3 6Ageing time (hrs)
Frac
ture
Stre
ss (M
pa)
Tension-Aged at 600C Tension-Aged at 500C Compression-Aged at 600C

Page 22Sept. 20, 2006
Fracture Mode Evaluation
Solution Heat Treated Aged 20 minutes Aged 60 minutes
Aged 360 minutes Aged 48 hoursAged 24 hours

Page 23Sept. 20, 2006
Fracture Mode Evaluation
Aged 60 minutes
100% dimple rupture,very shallow dimples ~2-5 µm diameter

Page 24Sept. 20, 2006
Fracture Mode Evaluation
Aged 48 hours
Dimple rupture. Dimple size does not change with ageing time.

Page 25Sept. 20, 2006
Compression PropertiesRod aged at 600˚C for 6 hours, compression loaded to failure
Fracture stress ~ 1568 MPaRod Fractured at 45 degrees, very few secondary cracks
Page 26Sept. 20, 2006
Microstructural Changes Upon Ageing
Optical Characterization

Page 27Sept. 20, 2006
Solution heat treated Aged 15 minutes Aged 60 minutes
Primary alpha (2-5 µm in diam.) Localized dark etching regions Complete transformation within in retained beta. Some grain reveal non-homogeneous retained beta regions.boundaries (~5 µm) are evident precipitation of alpha withinNo evidence of martensite. retained beta.
Etched in Kroll’s
Optical Characterization

Page 28Sept. 20, 2006
Microstructural Changes Upon Ageing
SEM Characterization

Page 29Sept. 20, 2006 Etched in Kroll’s
Solution heat treated Aged 15 minutes Aged 60 minutes• After solution heat treatment, microstructure consists of uniformly distributed primary alpha in retained beta matrix.• After ageing for 15 minutes at 600˚C, fine needles of alpha begin to precipitate, spacing is roughly 0.3µm, length is several microns - transformation is non-homogeneous.• After ageing for 60 minutes at 600˚C, laths of needle-shaped alpha are evident, some alpha precipitation is seen at low angle GB’s
α
β

Page 30Sept. 20, 2006
Aged 6 hrs Aged 24 hrs Aged 48 hrs
• Scale of microstructure remains the same from 60 minutes (no change in primary alpha volume fraction, or needle size) up to 48 hours
• Grain boundary alpha is seen to grow in thickness, to form a continuous film network

Page 31Sept. 20, 2006
Microstructural Changes Upon Ageing
TEM Characterization(early stages)

Page 32Sept. 20, 2006
SADF from β phase<110>β zone diffraction patterns, no spots for α or ω
• Microstructure consists of primary α in retained βmatrix• No α is evident within β or at grain boundaries
Solution heat treated
Page 33Sept. 20, 2006
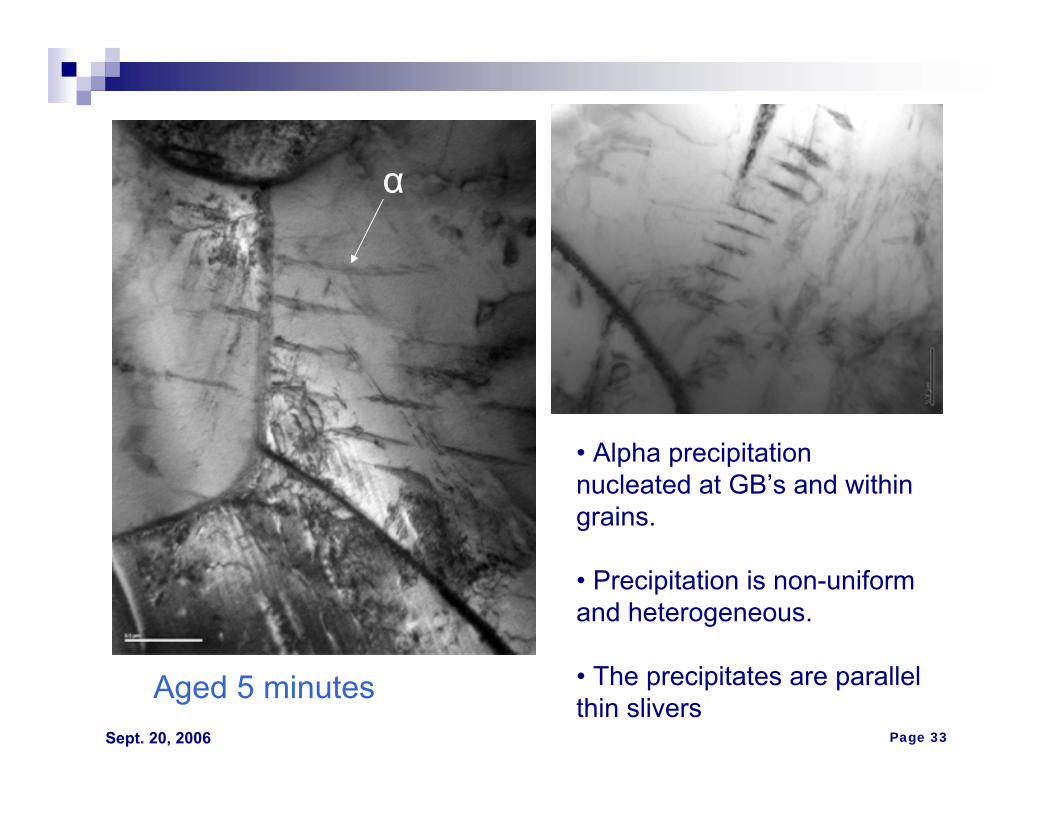
• Alpha precipitation nucleated at GB’s and within grains.
• Precipitation is non-uniform and heterogeneous.
• The precipitates are parallel thin slivers
Aged 5 minutes
α

Page 34Sept. 20, 2006
Aged for 5 minutes• We see emerging patterns of contrast ~parallel with 0.1 – 0.2µm spacing• Grow lengthwise with increasing ageing time; nucleation appears to be at dislocations and stacking faults (this needs crystallographic confirmation)

Page 35Sept. 20, 2006
Aged 20 minutes Aged 6 hrs.
50nm
0.5um
With increased ageing α needles then coarsen to a thickness and spacing of 0.1-0.2 µm, 1-3 µm long forming laths.
SADP, BCC [011] zone;weak spots correspond to α, no ωpresent
Page 36Sept. 20, 2006
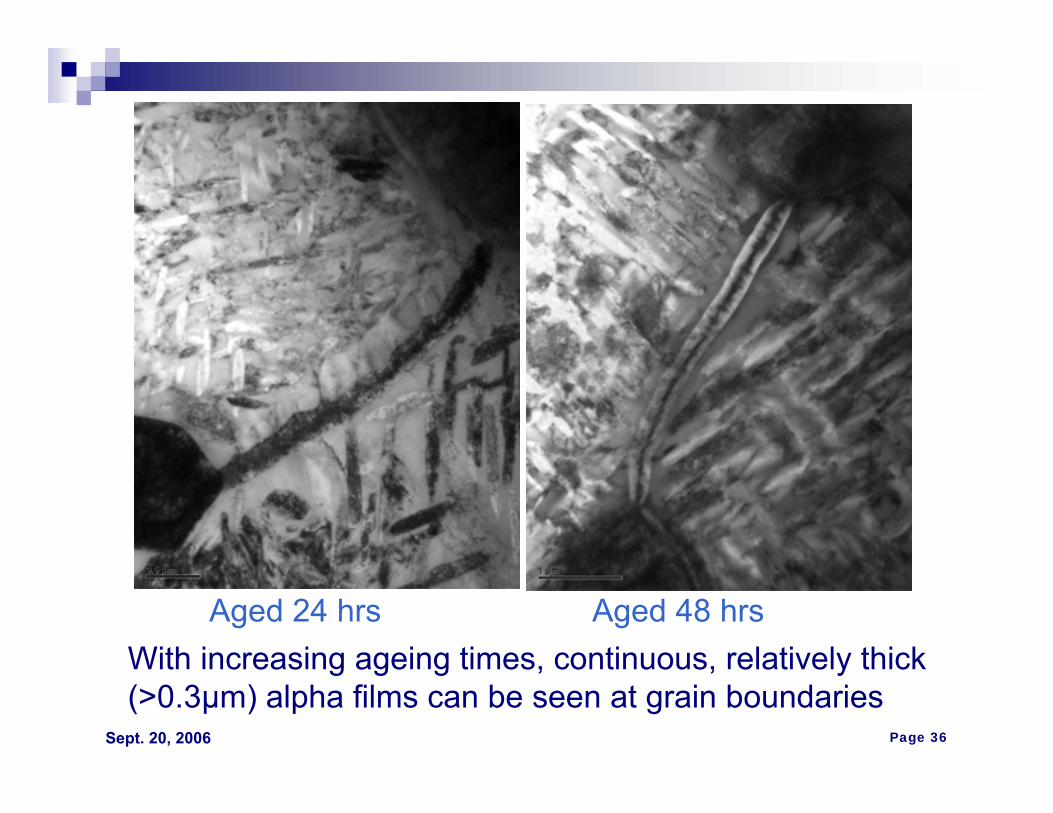
Aged 24 hrs Aged 48 hrsWith increasing ageing times, continuous, relatively thick (>0.3µm) alpha films can be seen at grain boundaries

Page 37Sept. 20, 2006
Rationalization of ResultsThis is not a complete study, but nevertheless a series of basicquestions emerge that will assist in developing a more complete rationalization
Phase transformation βo → β + αTransformation is heterogeneous and appears to nucleate at stacking faults, grain boundaries and dislocations.
Laths appear to grow by production of dislocations.
Need to explainRapid hardeningConstant flow stress at longer times
timeσy

Page 38Sept. 20, 2006
Discussion PointsWhy do the Hardness, Tensile Strength and Yield Strength increase with ageing?
Consider the following:
σy σi + k√rf + kyd-½ + k*√c + αGb√ρ
σy = yield strengthσi = resistance of lattice to dislocation movementk, k*, α = constants r, f = radius and volume fraction of precipitatesky = locking parameterd = grain sizec = solute atom concentrationG,b = shear modulus, Burgers vectorρ = dislocation density
PeierlsStress
Dispersion Strengthening
Boundary Strengthening
Strain Hardening
Solid Solution Strengthening
The only significant feature changing in the microstructure is the size and volume fraction of alpha precipitates

Page 39Sept. 20, 2006
Discussion PointsWhy does the Yield Strength remain constant after 20 minutes ageing?The strength increases with size and volume fraction of alpha precipitates until a critical density is reached. This critical density is the point at which a network of alpha precipitates begins to constrain dislocation motion within the regions not yet transformed. This critical point is reached at around 20 minutes ageing. Consequently, there is strain partitioning between transformed and un-transformed beta until transformation percolates the structure.
α
βα
αα
α

Page 40Sept. 20, 2006
Discussion PointsWhy does the Fracture Stress not change with microstructure?We have measured the nano-hardness of the primary alpha and found it to be softer than the retained beta and much softer than the transformed beta.The alpha films along GB’s have limited ability to deform due to their thin nature compared with the structure around them. Hence, these films are constrained from deformation, and fracture occurs at a stress higher than that of the weaker alpha film. In the case of the solution heat treated specimens, where there is no GB alpha film but weak primary alpha, fracture occurs at a higher stress due to fracture along GB’s; hence, fracture is intergranular and takes place at a similar stress. This is supported by the scale of the dimple morphology (~2-5µm) which is of the same order as the grain size.
α
Transformed βα
αα
GB - α Steel
Copper
Nano-hardnessPrimary alpha 2.4GPaRetained beta 3.3GPaTransformed beta 4.2GPa
Page 41Sept. 20, 2006
Modification of the Structure
Microstructure is a heterogeneous precipitation plus a mixture of alpha + beta, we could:
Refine the structure by rapid heat treatment or repeated thermal cycles as in steels.Cold work material prior to ageing to increase precipitation kinetics and change the distribution of laths.

Page 42Sept. 20, 2006
SummaryThe microstructure resulting from solution heat treatment consists of uniformly distributed globular primary alpha (~2-5 µm in diameter) in a matrix of retained beta; No ω phase present after solution heat treatment.
A rapid increase in hardness is observed within minutes of ageing; the hardness, tensile strength and yield strength reach a peak at approx. 20 minutes and remains constant up to 48 hrs ageing.
The ductility, measured by % total elongation and % reduction of area decrease rapidly with ageing time; remains low for the first few hours of ageing, increase gradually to a peak at ~3-13 hrs and decrease again with further ageing.
Following minutes of ageing, fine alpha needles begin to precipitate within the retained beta.
Page 43Sept. 20, 2006
SummaryNucleation is heterogeneous, at grain boundaries and within grains; nucleation is non-homogeneous, some grains transform ahead of others. Precipitation sequence appears to be: βo → β + α
After 20 minutes ageing, a network of alpha needles measuring 1-3 µm in length and with a spacing of 0.1-0.2 µm are established within the beta phase.
Transformation continues with increasing ageing time forming complex laths, but the scale of the needles remains constant from 20 minutes up to 48 hrs. It is the invariant scale of the microstructure that accounts for the constant yield strength.
Grain boundary alpha films are seen to grow and coarsen with increasing ageing time.
True-fracture stress is independent of changes in microstructure.

Page 44Sept. 20, 2006
Future WorkDetailed characterization of nucleation and growth process of α by TEM.
Explore the influence of other stress states to determine the shape of the
failure surface in stress space .
Fracture mode analysis of tensile and compression specimens by SEM.
Changes in nano-hardness at the primary α, transformed β and grain
boundary α and their effect on fracture process.
Effect of microstructure on fatigue life - industrial interest.
Ways to manipulate the microstructure to improve mechanical properties


















