Microstructure and mechanical properties of cast Ti-47Al ... · metal solidification technology and...
5
CHINA FOUNDRY 48 Vol.9 No.1 Microstructure and mechanical properties of cast Ti-47Al-2Cr-2Nb alloy melted in various crucibles Male, Ph.D, Professor. His research interests mainly focus on metal solidification technology and refractory material processing engineering. First author, Wang Ligang, is one of his doctoral candidates. E-mail: [email protected] Received: 2011-03-25; Accepted: 2011-08-27 *Zhang Hu Wang Ligang, Zheng Lijing, Cui Renjie, Yang Lili, *Zhang Hu (School of Materials Science and Engineering, Beihang University, Beijing 100191, China) I n the past a few years, TiAl-based intermetallics have been extensively studied as potential high-temperature materials in aerospace and automotive industries, because of their low density, excellent high-temperature strength and good oxidation resistance [1-4] . Due to the high reactivity, TiAl alloy ingots have been traditionally fabricated by the induction skull melting, which was thermally inefficient and enable superheating by only about 60 ℃ [5-6] . Therefore, it is of high demand to develop a cost-effective approach to manufacture components of TiAl-based alloys. At present, an approach of melting and then casting TiAl-based alloys in ceramic crucibles seems to be one of the most effective and stable solutions. However, the main factors limiting the mass production of TiAl-based components are the high reactivity of TiAl-based alloys with the crucible or mould at high temperatures, and the high production cost of the melting and casting processes [7-8] . It has been well known that the use of suitable crucible and mould refractory materials is usually the best solution to decrease the production cost. Unfortunately, no refractory material was found to be absolutely inert against TiAl melts, since there are always some interactions between the refractory crucible or mould and the molten metal during melting and casting. If such interactions occur, the unfavorable microstructure will be produced and the mechanical properties of the castings will be Abstract: The main factors limiting the mass production of TiAl-based components are the high reactivity of TiAl- based alloys with the crucible or mould at high temperature. In this work, various crucibles (e.g. CaO, Y 2 O 3 ceramic crucibles and water-cooled copper crucible) were used to fabricate the Ti-47Al-2Cr-2Nb alloy in a vacuum induction furnace. The effects of crucible materials and melting parameters on the microstructure and mechanical properties of the alloy were analyzed by means of microstructure observation, chemical analysis, tensile test and fracture surface observation. The possibilities of melting TiAl alloys in crucibles made of CaO and Y 2 O 3 refractory materials were also discussed. Key words: Ti-47Al-2Cr-2Nb alloy; ceramic crucibles; mechanical properties; microstructure CLC numbers: TG146.2 + 3 Document code: A Article ID: 1672-6421(2012)01-048-05 deteriorated [9-11] . Thermodynamically, CaO and Y 2 O 3 are much more stable than titanium and aluminum oxides. Therefore, CaO and Y 2 O 3 crucibles were chosen to melt Ti-47Al-2Cr-2Nb alloy with different solidification parameters in this work. The effects of processing parameters on the microstructures and mechanical properties of the cast Ti-47Al-2Cr-2Nb alloy were investigated. Such information is of great interest not only for selecting and improving ceramic materials for crucibles in TiAl-based alloy melting, but also for optimizing the casting parameters of investment cast TiAl-based alloy. 1 Experimental procedures The alloy was melted in a vacuum induction furnace equipped with a CaO, Y 2 O 3 or copper crucible. The CaO and Y 2 O 3 ceramic crucibles were manufactured by cold isostatic pressing of CaO and Y 2 O 3 powders at a pressure of 180 MPa followed by 10 h sintering at 1,650 ℃ in a high-temperature vacuum electric resistance furnace. The raw materials of titanium sponge (99.76wt.%), high purity Al ingot (99.99wt.%), Cr granule (99.98wt.%) and Nb sheet (99.7wt.%) were used to make the master alloy with a nominal composition of Ti-47Al- 2Cr-2Nb (at.%); the master alloy buttons were prepared by arc-melting 4 times in an argon atmosphere. Before vacuum induction melting, the chamber was vacuumized to 5×10 -3 Pa and then filled with argon up to 0.05 MPa to avoid the volatilization of Al element during melting. When the temperature reached 1,500 ℃, the first liquid metal became visible (~ 20 min). A W-RE thermocouple in a Y 2 O 3 protection sheath was immersed in the liquid metal to measure the superheating temperature. It took less than 3 min to heat the melt from 1,500 ℃ to the desired superheating temperatures
Transcript of Microstructure and mechanical properties of cast Ti-47Al ... · metal solidification technology and...

CHINA FOUNDRY
48
Vol.9 No.1
Microstructure and mechanical properties of cast Ti-47Al-2Cr-2Nb alloy melted in various crucibles
Male, Ph.D, Professor. His research interests mainly focus on metal solidification technology and refractory material processing engineering. First author, Wang Ligang, is one of his doctoral candidates.E-mail: [email protected]: 2011-03-25; Accepted: 2011-08-27
*Zhang Hu
Wang Ligang, Zheng Lijing, Cui Renjie, Yang Lili, *Zhang Hu(School of Materials Science and Engineering, Beihang University, Beijing 100191, China)
In the past a few years, TiAl-based intermetallics have been extensively studied as potential high-temperature materials
in aerospace and automotive industries, because of their low density, excellent high-temperature strength and good oxidation resistance [1-4]. Due to the high reactivity, TiAl alloy ingots have been traditionally fabricated by the induction skull melting, which was thermally inefficient and enable superheating by only about 60 ℃[5-6]. Therefore, it is of high demand to develop a cost-effective approach to manufacture components of TiAl-based alloys. At present, an approach of melting and then casting TiAl-based alloys in ceramic crucibles seems to be one of the most effective and stable solutions. However, the main factors limiting the mass production of TiAl-based components are the high reactivity of TiAl-based alloys with the crucible or mould at high temperatures, and the high production cost of the melting and casting processes [7-8]. It has been well known that the use of suitable crucible and mould refractory materials is usually the best solution to decrease the production cost. Unfortunately, no refractory material was found to be absolutely inert against TiAl melts, since there are always some interactions between the refractory crucible or mould and the molten metal during melting and casting. If such interactions occur, the unfavorable microstructure will be produced and the mechanical properties of the castings will be
Abstract: The main factors limiting the mass production of TiAl-based components are the high reactivity of TiAl-based alloys with the crucible or mould at high temperature. In this work, various crucibles (e.g. CaO, Y2O3 ceramic crucibles and water-cooled copper crucible) were used to fabricate the Ti-47Al-2Cr-2Nb alloy in a vacuum induction furnace. The effects of crucible materials and melting parameters on the microstructure and mechanical properties of the alloy were analyzed by means of microstructure observation, chemical analysis, tensile test and fracture surface observation. The possibilities of melting TiAl alloys in crucibles made of CaO and Y2O3 refractory materials were also discussed.
Key words: Ti-47Al-2Cr-2Nb alloy; ceramic crucibles; mechanical properties; microstructureCLC numbers: TG146.2+3 Document code: A Article ID: 1672-6421(2012)01-048-05
deteriorated [9-11]. Thermodynamically, CaO and Y2O3 are much more stable than titanium and aluminum oxides. Therefore, CaO and Y2O3 crucibles were chosen to melt Ti-47Al-2Cr-2Nb alloy with different solidification parameters in this work. The effects of processing parameters on the microstructures and mechanical properties of the cast Ti-47Al-2Cr-2Nb alloy were investigated. Such information is of great interest not only for selecting and improving ceramic materials for crucibles in TiAl-based alloy melting, but also for optimizing the casting parameters of investment cast TiAl-based alloy.
1 Experimental proceduresThe alloy was melted in a vacuum induction furnace equipped with a CaO, Y2O3 or copper crucible. The CaO and Y2O3 ceramic crucibles were manufactured by cold isostatic pressing of CaO and Y2O3 powders at a pressure of 180 MPa followed by 10 h sintering at 1,650 ℃ in a high-temperature vacuum electric resistance furnace. The raw materials of titanium sponge (99.76wt.%), high purity Al ingot (99.99wt.%), Cr granule (99.98wt.%) and Nb sheet (99.7wt.%) were used to make the master alloy with a nominal composition of Ti-47Al-2Cr-2Nb (at.%); the master alloy buttons were prepared by arc-melting 4 times in an argon atmosphere.
Before vacuum induction melting, the chamber was vacuumized to 5×10-3 Pa and then filled with argon up to 0.05 MPa to avoid the volatilization of Al element during melting. When the temperature reached 1,500 ℃, the first liquid metal became visible (~ 20 min). A W-RE thermocouple in a Y2O3 protection sheath was immersed in the liquid metal to measure the superheating temperature. It took less than 3 min to heat the melt from 1,500 ℃ to the desired superheating temperatures

49
Research & DevelopmentFebruary 2012
scratches and oxides before the test. The tensile tests were performed on an Instron testing machine at room temperature (RT) in air at a tensile speed of 0.025 mm·min-1. The chemical compositions of the samples were determined by inductively coupled plasma atomic emission spectrometry (ICP) for the main elements and by hot extraction for oxygen.
2 Results and discussion
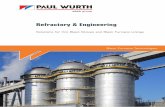
2.1 MicrostructureThe as-cast microstructures of all cast samples contain α 2/γ lamellar phase and a small amount of γ interdentritic phase. Figure 1 shows the microstructures near the surfaces and at a distance of 10 mm from the surfaces of the samples melted in three different crucibles. It can be seen that large columnar grains form at the near surface of the samples melted in the Y2O3 crucible and the cold crucibles [Figs. 1(c) and 1(e)], while nearly equiaxed grains tend to form in the subsurface of the samples melted in the CaO crucible [Fig. 1(a)]. In this work, the superheat of molten alloys in the cold crucible did not exceed 60 ℃ and the alloy composition was relatively non-uniform after a short period of melting, therefore the phase transformation during cooling (solidification) was probably incomplete due to the high cooling rate and low diffusivity of elements. These factors result in the higher volume fraction of the interdendritic γ phase in the samples melted in the cold crucible, compared with the samples melted in Y2O3 and CaO crucibles.
(Table 1). Then, the melt was held at this temperature for various period of time prior to pouring into a cylindrical graphite mould at room temperature. A total of 10 ingots were cast and the processing parameters are summarized in Table 1. The heating power 130 kW was used here for the description of energy input.
Table 1: Processing parameters used to cast 10 ingots
Samples for analysis were collected from the edge to the middle of the cylindrical ingots. Optical microscopy (OM), scanning electron microscopy (SEM) equipped with X-ray energy dispersive spectroscopy (EDS) were used to observe the microstructures of samples. The samples were etched in Kroll solution (a mixture of HF, HNO3 and H2O with volume fraction of 1:3:9). Three tensile samples with dimension of 12.5 mm × 3 mm × 2 mm were cut from the same position. The samples were mechanically polished to remove the surface
(a) and (b): Samples melted in a CaO crucible at 1,600 ℃ for 10 min
(c) and (d): Samples melted in a Y2O3 crucible at 1,600 ℃ for 10 min
Crucible materials
1,700 °C
Y2O3 1,600 °C
Melting Holding time (min) 5 1,600 °C 10 20 5 10 5 10 10 130 kW 20 30
Copper (water-cooled, cold crucible)
CaO
γ phase
γ phase
(a) (b)
(c) (d)
temperatureHeating power

CHINA FOUNDRY
50
Vol.9 No.1
Fig. 1: Microstructures of the cast samples melted in various crucibles: (a), (c) and (e) near the surfaces; (b), (d) and (f) at a distance of 10 mm from the surfaces
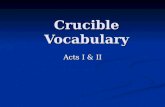
Fig. 2: (a) Small holes in the sample melted in a CaO crucible at 1,600 ℃ for 10 min; (b) Y2O3 particles in the sample melted in a Y2O3 crucible at 1,600 ℃ for 10 min
Fig. 3: Tensile properties of cast samples melted in three different crucibles at room temperature: (a) Ultimate tensile strengths of samples, (b) Average elongations to failure of samples
Further, casting defects were found in the samples melted in Y2O3 and CaO ceramic crucibles, as shown in Fig. 2. It can be seen from Fig. 2(a) that many small porosities appear in the samples melted in the CaO crucible, and EDS detects Ca and O elements in these small holes. In contrast, dispersed white inclusions are found in the samples melted in the Y2O3 crucible [Fig.2(b)], and those inclusions were determined to be Y2O3 phases by EDS, which is in agreement with previous studies [5, 7]. The presence of big Y2O3 particles in ingot is most likely a result of erosion of the inner surface of Y2O3 crucible during melting. In addition, the dissolution of Y2O3 in TiAl melts could be also the reason for the metal contamination.
2.2 Tensile propertiesThe ultimate tensile strengths (UTS) and ductilities of cast alloys by using different crucibles and at various superheating temperatures are shown in Fig. 3. The average tensile strength of the samples melted in CaO, Y2O3 and cold crucibles are 465 MPa, 484 MPa and 580 MPa, respectively, and all elongations are less than 1% as a function of crucible materials used. One might think that three tensile samples were cut from the same position of every ingot, and the tensile strength of three tensile samples should be similar. However, the data scatter remarkably for the samples melted in ceramic crucibles
(e) and (f): Samples melted in a cold crucible for 10 min
γ phaseγ phase
(e) (f)
(a) (b)
(a) (b)

51
Research & DevelopmentFebruary 2012
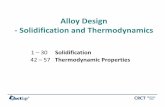
Fig. 4: Fracture surface of cast samples melted in (a) CaO crucible, holding for 10 min at 1,600 ℃, (b) Y2O3 crucible, holding for 10 min at 1,600 ℃, and (c) cold crucible, heating for 10 min
regardless of materials type. For example, the UTS can differ by nearly 150 MPa for the samples melted in the CaO crucible at 1,600 ℃ for 20 min, and for the samples melted in the Y2O3 crucible at 1,600 ℃ for 5 min, the UTS differs by over 200 MPa.
Figure 4(a) shows the fracture surface of a cast sample melted in CaO ceramic crucible (holding for 10 min at 1,600 ℃). It can be seen from the fractograph that the lamellar and cleavages in the insert at the top left corner of Fig. 4(a) strongly suggest a brittle failure and indicate poor plasticity. Besides the small holes in the metal matrix [Fig. 2(a)], many microcracks present along grain boundaries and lamellar interfaces, which easily results in materials failure before yielding, leading to
the high scattering of tensile strength and the low plasticity. In addition, the oxygen content has significant impact on the mechanical properties of TiAl alloys, especially plasticity [12-13]. The higher oxygen enrichment is introduced by CaO ceramic crucibles, the more difficulty the dislocations can slip. For the samples melted in the CaO crucible, the oxygen content varies from 0.2wt.% to 0.3wt.% when the superheating temperature increases from 1,600 ℃ to 1,700 ℃. Taking into account the initial oxygen concentration of 0.048wt.% to 0.052wt.%, the increase of oxygen content of the ingots exposed to the CaO crucible reveals that an “oxygen enrichment” of the melt has occurred. Oxygen enrichment from the dissolution of CaO to Ca and O in the melt was also proposed by Barbosa et al [8].
Figure 4(b) shows the fracture surface of a cast sample melted in Y2O3 ceramic crucible (holding for 10 min at 1,600 ℃). It can be seen that the maximum size of Y2O3 particles is over 20 μm on the fracture surface. Because the deformation incompatibility between Y2O3 inclusions and the metal matrix would induce microcracks in their interfaces instantaneously, it can be deduced that these ceramic inclusions is one of the reasons causing high data scattering in tensile strength measurements. In addition, the overall oxygen content of the samples ranges from 0.18wt.% to 0.25wt.%. Due to the fact that the precipitation of Y2O3 particles consumes oxygen in the melt during solidification, the actual O content in the matrix was lower than that of the samples melted in the CaO crucible. Therefore, Y2O3 crucible was more suitable and stable than CaO for melting TiAl based alloys. However, the quality of Y2O3 crucible needs further improvement to avoid the erosion in order to control the amount of Y2O3 inclusions, by increasing the sintering temperature during Y2O3 crucible manufacturing or using other effective techniques. The existence of brittle Y2O3 particles partly cancels the improvement in ductility due to the lower oxygen concentration in the matrix of the ingot using Y2O3 crucible, this might explain the similarity of ductility of ingots melted in CaO and Y2O3 crucibles [Fig.3(b)].
Figure 4(c) shows the fracture surface of a cast sample melted in the water-cooled copper crucible (heating for 10 min). In contrast to the casting defects found in the samples melted in the ceramic crucibles, it can be seen from Fig. 4(c) that there is no microcrack or inclusion found in the sample melted in the cold
crucible. Its average ultimate tensile strength is about 100 MPa higher than those of samples melted in CaO and Y2O3 crucibles [Fig. 3(a)]. In addition, the oxygen content of the sample melted in the cold crucible is relatively low (0.048wt.% to 0.052wt.%), resulting in a better plasticity [Fig. 3(b)].
3 Conclusions In this work, Ti-47Al-2Cr-2Nb alloy was produced by using various crucibles (CaO, Y2O3 and water-cooled copper crucibles) in a vacuum induction furnace with different processing parameters. The investigation demonstrates that crucible materials have significant effects on the microstructure and mechanical properties of the casting. The interactions between the ceramic crucible and the melt introduce casting defects, such as small porosities, inclusions, microcracks and oxygen enrichment in the metal matrix, resulting in the degradation of mechanical properties. In contrast, the samples melted in the cold crucible has better combined mechanical properties due to the absence of microcracks and inclusions; and relatively low oxygen content. The average tensile strengths of the samples melted in CaO, Y2O3 and cold crucibles are 465 MPa, 484 MPa and 580 MPa, respectively. But for the processing conditions and the crucible preparation technique employed in this work, we conclude that melting TiAl-based alloys using ceramic crucibles increases the dispersity of tensile strength and decreases the ductility of the alloy, so this technique is not recommended to manufacture critical parts.
(a) (b) (c)

CHINA FOUNDRY
52
Vol.9 No.1
References[1] Loria E A. Gamma titanium aluminides as prospective
structural materials. Intermetallics, 2000, 8: 1339-1345.[2] Djanarthany S, Viala J C, Bouix J. An overview of monolithic
titanium aluminides based on Ti3Al and TiAl. Materials Chemistry and Physics, 2001, 72: 301-319.
[3] Yang R, Cui Y Y, Dong L M, Jia Q. Alloy development and shell mould casting of gamma TiAl. Journal of Materials Processing Technology, 2003, 135: 179-188.
[4] Wu Xinhua. Review of alloy and process development of TiAl alloys. Intermetallics, 2006, 14: 1114-1122.
[5] Kuang J P, Harding R A, Campbell J. Investigation into refractories as crucible and mould materials for melting and casting γ -TiAl alloys. Mater. Sci. Technol., 2000, 16: 1007-1016.
[6] Choudhury A, Blum M. Economical production of titanium-aluminide automotive valves using cold wall induction melting and centrifugal casting in a permanent mold. Vacuum, 1996, 47l: 829-831.
[7] Barbosa J , R ibe i ro C S, Monte i ro A C. In f luence o f
superheating on casting of γ -TiAl. Intermetallics, 2007, 15: 945-955.
[8] Gomes F, Barbosa J, Ribeiro C S. Induction melting of γ-TiAl in CaO crucibles. Intermetallics, 2008, 16: 1292-1297.
[9] Wang Shouren, Guo Peiquan, Yang Liying. Centrifugal precision cast TiAl turbocharger wheel using ceramic mold. Journal of Materials Processing Technology, 2008, 204: 492-497.
[10] Lapin J, Ondrúš L, Bajana O. Effect of Al2O3 particles on mechanical properties of directionally solidified intermetallic Ti-46Al-2W-0.5Si alloy. Materials Science and Engineering A, 2003, 36: 85-95.
[11] Teodoro O M N D, Barbosa J, Duarte Naia M, Moutinho A M C. Effect of low level contamination on TiAl alloys studied by SIMS. Applied Surface Science, 2004, 231-232: 854-858.
[12] Zollinger J, Lapin J, Daloz D, Combeau H. Influence of oxygen on solidification behaviour of cast TiAl-based alloys. Intermetallics, 2007, 15: 1343-1350.
[13] Göken M, Kempf M, Nix W D. Hardness and modulus of the lamellar microstructure in PST-TiAl studied by nanoindentations and AFM. Acta Mater., 2001, 48: 903-911.