Microfabrication / Micromachining
33
Nanoscience and Nanotechnology 180/198-534A Vito Logiudice 1 Microfabrication / Micromachining
Transcript of Microfabrication / Micromachining

Nanoscience and Nanotechnology180/198-534A
Vito Logiudice 1
Microfabrication / Micromachining
References
Vito Logiudice 2
This portion of the course will make use primarily of the following text:Fundamentals of Microfabrication, 1st EditionMarc MadouCRC Press LLC, United States, 1997
NOTE: Unless otherwise indicated, the figures and schematics presented in the course notes originate from this textbook.
Links to relevant papers will also be found in the class notes.
Other interesting references:Micromachined Transducers SourcebookGregory T.A. KovacsWCB/McGraw-Hill, United States, 1998
The MEMS Handbookedited by Mohamed Gad-el-HakCRC Press LLC, United States, 2002
Microsystem DesignStephen D. SenturiaKluwer Academic Publishers, United States, 2001
Nano- and Microelectromechanical SystemsSergey Edward LyshevskiCRC Press LLC, United States, 2001

Section Outline
Vito Logiudice 3
1. Introduction2. Examples of Micromachined Devices3. Micromachining Technologies
• Bulk Micromachining• Surface Micromachining• LIGA
4. Overview of Basic Fabrication Processes• Lithography• Wet etching• Dry etching• Deposition• Oxidation• Doping• Wafer bonding• etc. (time permitting)
5. Fabrication Environment• Cleanroom• Gowning• Chemicals / Gases / Water Purity
NOTE:
A visit of McGill’s NanotoolsMicromachining Fab is planned for the last session

1. Introductiona) History
– 1970’s: beginnings of silicon-based Microelectromechanical Systems (MEMS) (MJM.2.184-5).
• pressure transducers (Sensym, National Semiconductor)
• thermal print heads (Texas Instruments – 1977)
• ink jet nozzle arrays (IBM – 1977) (MJM.2.184-5)
MOEMS: Micro-Opto-Electromechanical Systems
– 10 to 15 years ago, nearly all commercial MEMS applications werelimited to pressure sensing (ex: engine management) and accelerometers (air bag deployment).
– 1979: 1st mass-produced commercial device released to market• silicon-based Manifold Absolute Pressure (MAP) sensor for automotive
applications (MJM.1.461)
– MEMS designs were largely based on well-established silicon integrated circuit (IC) fabrication technologies.
Vito Logiudice 4

b) Present and Future trends– Wide range of applications spanning automotive, medical,
biotechnology, environmental and telecommunications markets.
– Use of substrate types other than silicon.
– Moving away from strictly IC-based silicon process technologies.
Vito Logiudice 5
– Extending beyond the “micro” realm into the “nano” realm via manufacturing methods making use of:
• Self-assembled monolayers (SAM)• Atom manipulation tools• Biomimetics• DNA-assisted micro-assembly• Etc.
– Cooperation between disciplines steadily increasing.

2. Micromachined Devices
Vito Logiudice 6
This chapter presents a brief overview of several
micromachined devices.
These devices are created via the integration of
several microfabrication processes, some of
which will be discussed in greater detail in the
class sessions to follow.

a) Electrostatically-Actuated Micro-Mirror
Reference: Korea Advanced Institute of Science and TechnologySee following link for copy of related publication: http://www.coventor.com/media/papers/MEMS03_kaistmirror.pdf
– Over the last eight to ten years, many Micro-Mirror designs have been created and the two most common applications of these has been for: • the redirection or switching of optical telecommunications signals • imaging systems
– A vast assortment of designs have been designed and manufactured, each offering numerous advantages and drawbacks.
– A somewhat complex, 2-axis design is presented with the aim of introducing some of the process technologies used in MEMS fabrication.
Vito Logiudice 7

a-1) Schematic & Basic Function
2-axis mirror schematic
Response of devices of different dimensions
Elevated & side view of actual mirror
Vito Logiudice 8

a-2) Fabrication Overview
Vito Logiudice 9
Key Words of interest:
Seed metal
Electroplating
Exposure
Thick PR
Fabrication process making use of thick resist and electroplating

b) Microfluidic Circuitboard
Reference: University of Southampton, Southampton, UKSee following link for copy of related publication: http://www.iop.org/EJ/abstract/0960-1317/9/2/318
See also:http://ej.iop.org/links/65/Fh341cTS5JE1a7uTerrXVw/jm2413.pdf
– The following is an interesting example of a system designed to pump minute amounts of fluids in a controlled manner within a contained environment. The design incorporates flow sensors and a reaction chamber which allow two fluids to be precisely metered and mixed.
– Devices such as these are being devised in an effort to incorporate many of the features needed to sample, mix and analyze various fluids in bio-medical applications (“Lab-on-a-Chip”).
– “ElectroWetting” is also being used towards similar aims (See the following linkfor more information):
http://www.mems2004.org/withjs/pdf/DropletManip.pdf
Vito Logiudice 10

b-1) Schematic & Basic Function
Vito Logiudice 11
Block diagram of microfluidicsystems incorporated onto the
“fluidic” board.
Photograph of system as-built
Schematic of Microfluidic board

b-2) Fabrication Overview - Micropump
Vito Logiudice 12
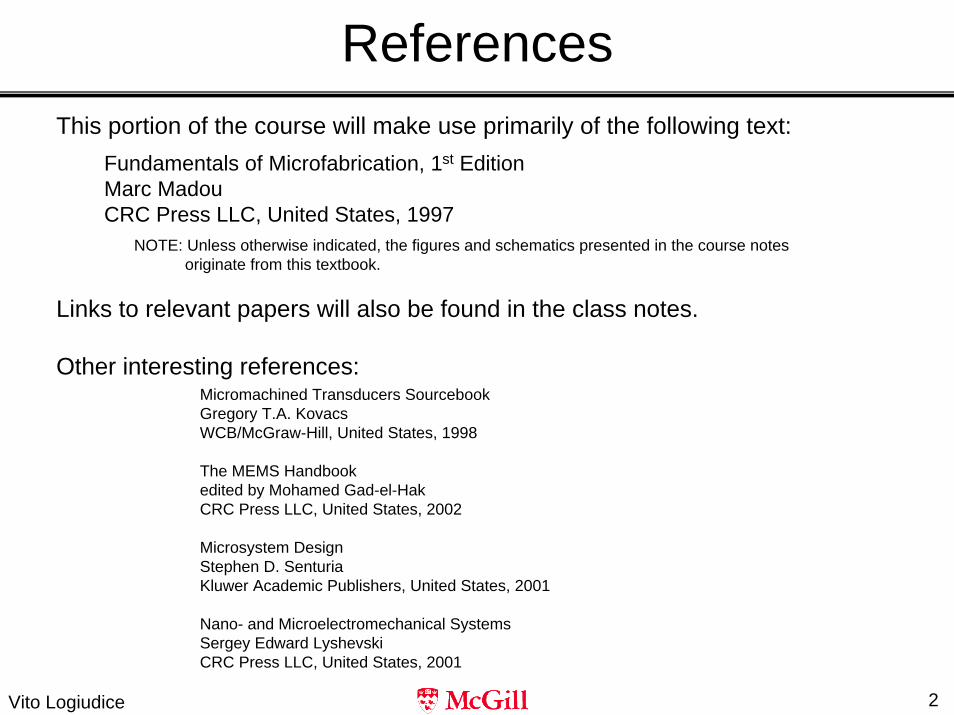
b-3) Fabrication Overview - Circuitboard
Vito Logiudice 13
Fabrication steps for front-to-backside
alignment. IR alignment
Key Words of interest:
Pyrex
Alignment marks
Resist
Alignment window
IR Alignment
Fabrication steps for channels

b-4) Droplet Manipulation via ElectroWetting
Vito Logiudice 14
CJ Kim, UCLA
c) Cantilevers with Tips – NanolithographyReference: University of Illinois at Urbana-Champaign
See following link for greater detail & relevant publications:http://www.google.com/u/illinoisedu?q=Dip+Pen+Nanolithography&hl=en&lr=&ie=UTF-8&filter=0
– Dip-Pen Nanolithography (DPN) is a new form of chemical lithography that can be used to directly deposit biochemical substances in an orderly fashion with sub-100 nm resolution.
– The types of substances that may be deposited (onto suitable surfaces) may include DNA, protein, self-assembled monolayers, etc.
– A DPN process is typically implemented using an Atomic Force Microscope (AFM).
– Conventional DPN applications use a single probe (slow).
– New work in the field of both passive and active probe arrays is increasing both the speed and flexibilty of these applications.
Vito Logiudice 15

c-1) Basic Function
Vito Logiudice 16
AFM setup for Dip-Pen Nanolithography
“Ink” molecules being transferred from DPN-AFM Tip to substrate, as tip is
moved from left to right.

c-2) Passive Probe Array – Silicon Nitride Tip
SEM photo of Si3N4 based 32-tip DPN array. 100um tip-to-tip
spacing. Radius of curvature of probe tips ~600nm
Vito Logiudice 17
Key Words of interest:
Lithography
Patterning
EDP Etching
Wet Oxidation
Silicon Nitride Deposition
Fabrication overview

c-3) Passive Probe Array – Silicon Tip
Vito Logiudice 18
Fabrication overview – using SOI (Silicon On Insulator) wafer as starting material
SEM photo of 10 tip probe array. 100um tip-to-tip spacing. Radius of
curvature of probe tips ~100nm
Key Words of interest:
SOI Wafer
Deep RIE
Oxidation
Evaporation
Oxide Removal

c-4) Active Probe Array – Thermally Actuated
Probe deflection vs. (a) change in T and (b)
heater power6um x 4um patterns generated via 10 pass sequence (80nm
linewidths)
SEM photo of 10-probe array. 100um tip-to-tip spacing. Radius of curvature of probe tips ~900nm
Vito Logiudice 19

3. Micromachining Technologies
Micromachining technologies tend to be classified under one of three separate categories:
A. Bulk Micromachining
B. Surface Micromachining
C. LIGA
Vito Logiudice 20

A. Bulk Micromachining
Vito Logiudice 21
• As the name implies, bulk micromachining focuses on the creation of patterns or features within the bulk of some sort of starting material. In doing so, we rely on the physical structure of the material in question (amongst other variables) to control the shape of these features.
• Although materials such as quartz, pyrex, GaAs, Ge, etc. are sometimes used as the starting material for this technology, the material that is most commonly used is silicon, owing to its well-understood diamond lattice structure which is composed of two interpenetrating face-centered-cubic (FCC) lattices:

A. Bulk Micromachining
• Silicon crystal orientation: Miller Indices are symbolic vector representations of the orientation of the atomic planes that make up the crystal lattice
Vito Logiudice 22

A. Bulk Micromachining
• Some planes will have more atoms per given area, depending on “how you slice it”. Thus, etch rates will vary as a function of the number of atoms located on the surface that is exposed to the etchant.
Greater density of atoms slower etch rates
Vito Logiudice 23

A. Bulk Micromachining
• Silicon boules are grown using a seed material of known crystal orientation. The boule is subsequently sliced into wafers that will have this same orientation.
• Silicon etchants and silicon wafer orientations are selected to create the necessary features within the bulk of the wafer.
Vito Logiudice 24

A. Bulk Micromachining• Anisotropic etchants such as KOH:H2O (alkaline) tend to
etch different crystal planes at different rates, thus giving rise to structures having well defined sidewalls with precise and predictable angles of inclination (very little undercutting).
Vito Logiudice 25

A. Bulk Micromachining• Isotropic etchants such as mixtures of
HF:HNO3:CH3COOH (acidic) tend to etch different crystal planes at the same rate, thus giving rise to rounded structures with much undercutting.
Vito Logiudice 26

B. Surface Micromachining
Vito Logiudice 27
• In the case of surface micromachining, a different approach is taken in that rather than etching into the bulk of the starting material, structures are built up on the substrate surface. These structures are created via the repetitive addition of layers selected for their various material properties, followed by the selective removal of these layers in a specific sequence.
• The vast range of materials that can be “deposited” includes polysilicon, silicon nitride, oxide, polyimide, metals, etc.

B. Surface Micromachining
© M.J, Madou
Vito Logiudice 28
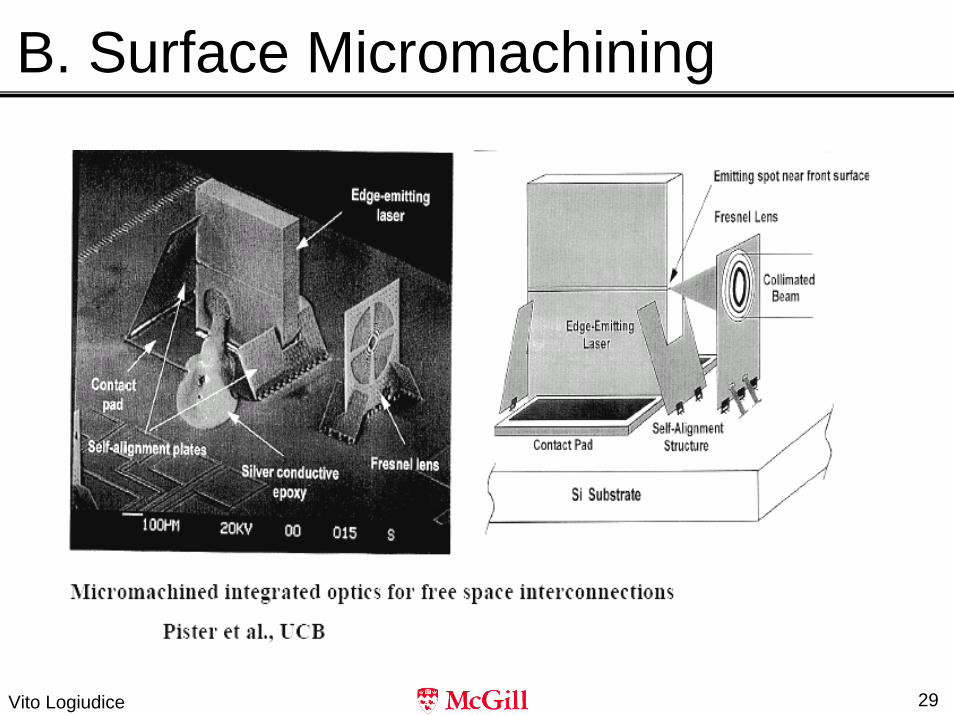
B. Surface Micromachining
Vito Logiudice 29

Bulk vs. Surface - Comments
• Both bulk and surface micromachining concepts are most often combined to create both intricate and simple devices and systems.
• Other observations (M.J. Madou):
Vito Logiudice 30

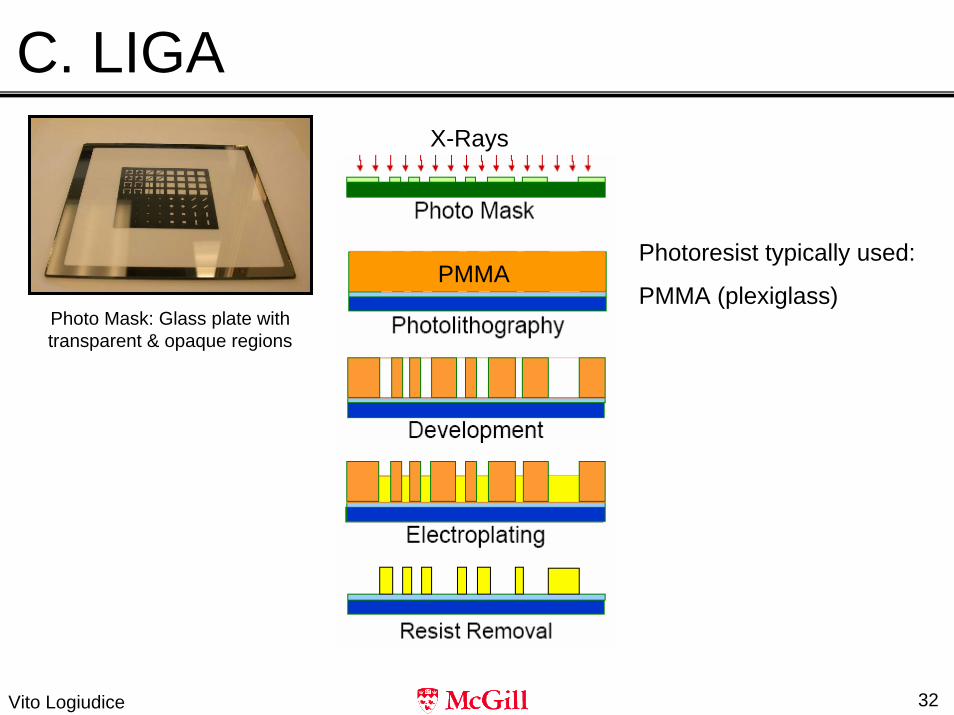
C. LIGA• LIGA is the German acronym for X-ray lithography
(LIthographie), electrodeposition (Galvanoformung) and molding (Abformtechnik).
• Allows the creation of 3-D structures with excellent tolerances and extremely high aspect ratios.
• Main drawback - very expensive to implement:
© M.J, Madou
Vito Logiudice 31
C. LIGA
Photo Mask: Glass plate with transparent & opaque regions
Vito Logiudice 32
PMMA
X-Rays
Photoresist typically used:
PMMA (plexiglass)

C. LIGA
Vito Logiudice 33