
METALURJİ VE MALZEME MÜHENDİSLİĞİ - Anasayfamalzememuh.cbu.edu.tr/db_images/site_117/file/Toz...
9
METALURJİ VE MALZEME MÜHENDİSLİĞİ TOZ METALURJİSİ DENEYİ 1. DENEYİN AMACI Alüminyum tozlarının elek analizi ile boyut aralıklarının saptanması ve belirlenen bir boyut aralığındaki tozların preslenmesi ve sonrasında sinterlenmesi. Arşimed deneyi ile preslenen/sinterlenenen numunelerin gözenek miktarının tespit edilmesi. 2. TEORİK BİLGİ 2.1. Toz Metalurjisi Toz metalürjisi (T/M) parçaların metal tozlarından imal edildiği metal işleme teknolojisidir. Geleneksel T/M, tozların istenen şekle preslenmesi ve daha sonra parçanın dayanımını ve rijitliğini arttırmak için sinterlenmesi işlemidir [1]. T/M yirminci yüzyılın ilk çeyreğinde teknolojik olarak önem kazanmış ve son çeyreğinde ise seramik, sermet (seramik-metal kompozit sistemleri) ve polimerleri de içine alarak Parçacıklı Malzeme Teknolojileri (PMT) çatısı altında birçok uygulama alanına hitap eden etkin bir üretim metodu haline gelmiştir. Bugün ise bu teknoloji, tıp, enerji, sağlık, savunma, uzay, havacılık, elektronik ve iletişim gibi il eri teknoloji uygulamalarına ilaveten, tekstil, tarım hayvancılık ve gıda gibi çok değişik endüstri alanına yönelik parça imalatı gerçekleştiren bir imal yöntemi olmuştur [2]. T/M’nin avantajları [7]: • Yüksek ergime sıcaklığı olan malzemelerin üretimi için uygundur. • Ergime kayıpları yoktur. • Üretimde malzeme kaybı yoktur, talaşlı işlemler minimum düzeye indirgenebilir. • Döküm, dövme ve talaşlı imalat gibi yöntemlere nazaran, metal işleme / şekillendirme maliyet oranı açısından, daha avantajlı bir yöntemdir. • Parçadaki porozite miktarı kontrol edilebilir. • Yakın tolerans, düzgün yüzeyler elde edilir, sinterleme işleminden sonra parça kullanıma hazırdır. • Başlangıçtan, yani malzeme seçiminden, son ürüne kadar, aradaki kademelerde, üretim optimizasyona elverişlidir.
Transcript of METALURJİ VE MALZEME MÜHENDİSLİĞİ - Anasayfamalzememuh.cbu.edu.tr/db_images/site_117/file/Toz...

METALURJİ VE MALZEME MÜHENDİSLİĞİ
TOZ METALURJİSİ DENEYİ
1. DENEYİN AMACI
Alüminyum tozlarının elek analizi ile boyut aralıklarının saptanması ve belirlenen bir boyut
aralığındaki tozların preslenmesi ve sonrasında sinterlenmesi. Arşimed deneyi ile
preslenen/sinterlenenen numunelerin gözenek miktarının tespit edilmesi.
2. TEORİK BİLGİ
2.1. Toz Metalurjisi
Toz metalürjisi (T/M) parçaların metal tozlarından imal edildiği metal işleme teknolojisidir.
Geleneksel T/M, tozların istenen şekle preslenmesi ve daha sonra parçanın dayanımını ve
rijitliğini arttırmak için sinterlenmesi işlemidir [1]. T/M yirminci yüzyılın ilk çeyreğinde
teknolojik olarak önem kazanmış ve son çeyreğinde ise seramik, sermet (seramik-metal kompozit
sistemleri) ve polimerleri de içine alarak Parçacıklı Malzeme Teknolojileri (PMT) çatısı altında
birçok uygulama alanına hitap eden etkin bir üretim metodu haline gelmiştir. Bugün ise bu
teknoloji, tıp, enerji, sağlık, savunma, uzay, havacılık, elektronik ve iletişim gibi ileri teknoloji
uygulamalarına ilaveten, tekstil, tarım hayvancılık ve gıda gibi çok değişik endüstri alanına
yönelik parça imalatı gerçekleştiren bir imal yöntemi olmuştur [2].
T/M’nin avantajları [7]:
• Yüksek ergime sıcaklığı olan malzemelerin üretimi için uygundur.
• Ergime kayıpları yoktur.
• Üretimde malzeme kaybı yoktur, talaşlı işlemler minimum düzeye indirgenebilir.
• Döküm, dövme ve talaşlı imalat gibi yöntemlere nazaran, metal işleme / şekillendirme
maliyet oranı açısından, daha avantajlı bir yöntemdir.
• Parçadaki porozite miktarı kontrol edilebilir.
• Yakın tolerans, düzgün yüzeyler elde edilir, sinterleme işleminden sonra parça kullanıma
hazırdır.
• Başlangıçtan, yani malzeme seçiminden, son ürüne kadar, aradaki kademelerde, üretim
optimizasyona elverişlidir.

METALURJİ VE MALZEME MÜHENDİSLİĞİ
T/M Uygulamaları [7]:
• Tungsten karbür parçalar
• Pompa ve kompresör levha ve gömlekleri
• Matkap uçları
• Biyomalzemeler (Kalça protezi, diz protezi)
• Türbin kanatları
• Valf ve vanalar
• Dişli çarklar
Şekil 1: P/M uygulamaları [6].
2.2. Toz Üretimi
Tozlar, akışkan benzeri davranış gösteren, genellikle 1 mm’den küçük ve üretim
yöntemine göre küre, küp, tel, yassı, disk, kar tanesi gibi düzenli ya da tamamen düzensiz şekillere
sahip, saf ya da alaşım halinde özel olarak hazırlanan malzeme grubu olarak tanımlanabilir [1].
Toz oluşumunda amaç daha fazla yüzey alanına sahip küçük boyutlu partiküllerin
oluşturulmasıdır. Metalik malzemelerin ergime sıcaklarının, reaksiyon, tutuşma ve soğuma
hızlarının, özgül ağırlıklarının, ısıl iletkenliklerinin farklı olması farklı toz üretim yöntemlerinin
ortaya çıkmasına neden olmuştur [4]. Metalik tozların üretimleri;
• Mekanik yöntemler,
• Kimyasal yöntemler,
• Elektroliz yöntemi,
• Atomizasyon yöntemleri
METALURJİ VE MALZEME MÜHENDİSLİĞİ
2.3. Toz Karakterizasyonu
Partikül olarak ifade edilen kavram gerçekte daha alt bölünmesi olmayan toz birimidir.
Genel olarak toz metalurjisi, dumandan (0.01- 1 m) daha büyük ve kumdan (0,1-3 mm) daha
küçük partiküller ile ilgilenir. Çoğu metal tozu boyutsal olarak insan saçının çapı (25-200 m)
kadar bir boyutta bulunur. Tarama elektron mikroskobu (SEM) gibi yüksek büyütmeli
mikroskoplar ile bu tür boyutta bulunan tozların karakteristik yapıları gözlemlenir [3, 4]. Tozların
T/M’nde parça üretimine uygunluğunu kontrol etmek için bazı testlere tabi olmaktadır. Bu testler;
Görünen Yoğunluk (yaş yoğunluk, yığma yoğunluğu), Akıcılık Testi, boyut dağılımı ve ortalama
tane boyutunun hesaplanması.
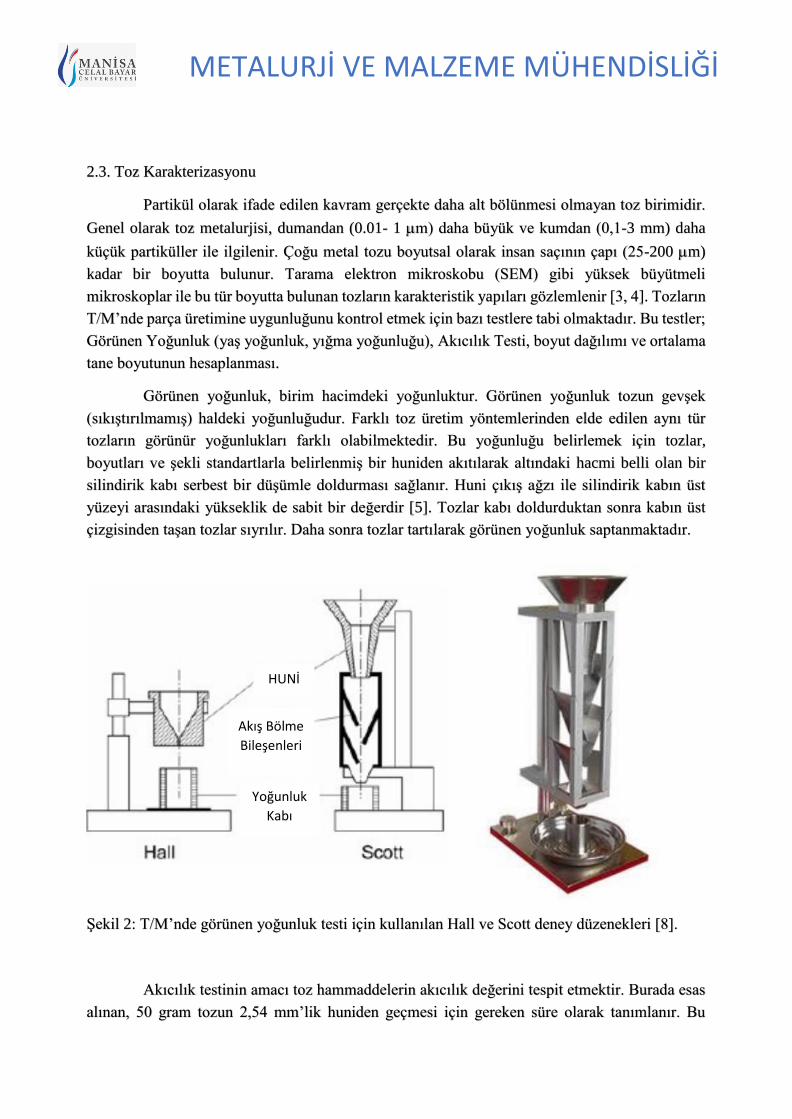
Görünen yoğunluk, birim hacimdeki yoğunluktur. Görünen yoğunluk tozun gevşek
(sıkıştırılmamış) haldeki yoğunluğudur. Farklı toz üretim yöntemlerinden elde edilen aynı tür
tozların görünür yoğunlukları farklı olabilmektedir. Bu yoğunluğu belirlemek için tozlar,
boyutları ve şekli standartlarla belirlenmiş bir huniden akıtılarak altındaki hacmi belli olan bir
silindirik kabı serbest bir düşümle doldurması sağlanır. Huni çıkış ağzı ile silindirik kabın üst
yüzeyi arasındaki yükseklik de sabit bir değerdir [5]. Tozlar kabı doldurduktan sonra kabın üst
çizgisinden taşan tozlar sıyrılır. Daha sonra tozlar tartılarak görünen yoğunluk saptanmaktadır.
Şekil 2: T/M’nde görünen yoğunluk testi için kullanılan Hall ve Scott deney düzenekleri [8].
Akıcılık testinin amacı toz hammaddelerin akıcılık değerini tespit etmektir. Burada esas
alınan, 50 gram tozun 2,54 mm’lik huniden geçmesi için gereken süre olarak tanımlanır. Bu
HUNİ
Akış Bölme
Bileşenleri
Yoğunluk
Kabı

METALURJİ VE MALZEME MÜHENDİSLİĞİ
ölçümlerde genellikle 50 gr’lık toz örneğinin huniden akış süresi saptanır ve bu değer tozun
akıcılığı olarak kabul edilir. Akıcılık özelliği de tozun bilhassa tane iriliğine, özgül yüzey
büyüklüğüne, toz tane şekline bağlıdır. Toz tane iriliği düştükçe akıcılık da azalır. Toz tane şekli
küresel geometriden uzaklaştıkça akıcılık da o oran da azalır [5].
2.4. Parçacık Boyut Ölçümü
Parçacık boyut analizi çeşitli tekniklerle gerçekleştirilebilir. Ancak ölçülen
parametrelerdeki farklılıklar nedeniyle, çeşitli parçacık boyut analiz tekniklerinin genellikle aynı
sonucu vermediği bilinmelidir. Parçacık boyutunu ölçen cihazların çoğu tek bir geometrik
parametreyi ölçer ve parçacık şeklinin küresel olduğunu kabul eder [3].
Yaygın olarak kullanılan parçacık boyut analizi teknikleri şunlardır [3]:
• Mikroskop ile inceleme
• Eleme
• Sedimentasyon
• Işık saçılımı ve kırınımı
• Elektriksel alan algılaması
• Işık engelleme
• X-ışını teknikleri
Bu ders kapsamında parçacık boyut ölçümü elek analizi ile gerçekleştirilecektir.
2.4.1. Elek Analizi
Elek analizi, büyük parçacıkların boyut dağılımının ölçümünde kullanılan eski bir
tekniktir. Eşit aralıklı tellerden oluşan bir kare ızgara eleği oluşturur. Elek boyutu birim
uzunluktaki tellerin sayısından belirlenir. Açıklık boyutu, elek boyutu ile ters orantılı olarak
değişir. Büyük elek değerleri (325 gibi), küçük açıklık değerlerini (45 µm) belirtir (Tablo 1).
Elek boyutunun belirlenmesinde en yaygın kabul, bir inçteki tel sayısına dayanır. Örneğin 200
elek, doğrusal bir inçteki 200 teli ifade eder. Bu elek değeri, tel merkezleri arasındaki 127 µm
aralığı verir. Elek boyutları çok küçük açıklık boyutlarına gidemez. Parçacık topaklanması ve
parçacığın eleğe adhezyonu nedeniyle daha küçük boyutlu elektro-şekillendirilmiş eleklerin
genellikle pratik olarak kullanımı yoktur. Sonuç olarak elek analizi genellikle 38 µm’den daha
büyük parçacıklara uygulanır [3].

METALURJİ VE MALZEME MÜHENDİSLİĞİ
Şekil 3: 200’lük elek örgüsü [3].
Tablo 1. Standart Elek Boyutları [3].
Elek Boyutu Açıklık, µm Elek Boyutu Açıklık, µm
18 1000 120 125
20 850 140 106
25 710 170 90
30 600 200 75
35 500 230 63
40 425 270 53
45 355 325 45
50 300 400 38
60 250 450 32
70 212 500 25
80 180 635 20
100 150
Elek analizi, eleklerin azalan elek açıklıklarında istiflenmesiyle başlar. En küçük açıklık
boyutu en alttadır. Toz en üstteki eleğe konur ve elek takımı 15 dakika süre ile sarsılır. Parçacık
boyut analizi için 20 cm çapında elekler kullanıldığında, 100 g toz numunesi genellikle yeterlidir.
Titreşimden sonra, her bir boyut aralığındaki toz miktarı tartılır ve aralıktaki yüzde, her bir bölüm
için hesaplanır. Bir elekten geçen toz (-) işareti ile, eleğin üzerinde kalan ise (+) işareti belirtilir.
Örneğin, -100/+200 eleklik toz, 100 boyutlu bir elekten geçmiş fakat 200 boyutlu elekten
geçmemiştir. Dolayısıyla parçacıklar 150 ile 75 µm boyut aralığındadır. 45 µm’den (-325 elek)
küçük tozlar genellikle elek altı toz olarak adlandırılır [3].
2.4.2. Elek Analizinde Karşılaşılabilecek Sorunlar
Eleme işlemi yaygın olarak kullanılmasına rağmen, önemli bir hata eğilimine sahiptir.
Eleklerin örgü toleransı olarak, ortalama açıklık boyutunda %3-%8 arası bir değişime izin
vermektedir. Ayrıca bir açıklık, belirtilen elek boyutundan %25-%50 daha büyük olabilir. Bu tür
hatalar, eleğin üstünde kalması gereken parçacıkların elekten geçmesine ve küçük parçacık
olarak sayılmalarına yol açmaktadır [3].

METALURJİ VE MALZEME MÜHENDİSLİĞİ
Elek analizi ile ilgili başka sorunlar da bulunmaktadır. Bunlardan birisi çok kısa eleme
süresidir. Elek süresinin az tutulması küçük parçacıkların elek serisinin tamamından geçmesi
için yetersiz olmaktadır. Çok uzun eleme süresi ise parçacıkları aşındırmaktadır ve boyut
dağılımını belirgin biçimde daha küçük boyutlara doğru kaydırarak küçük parçacıkların
oluşmasına yol açmaktadır. Diğer bir zorluk ise, özellikle çok küçük elek açıklıklarında yapılan
aşırı yüklemedir. Küçük parçacıkların elek açıklıklarından geçişine engel olan aşırı yükleme,
elek üzerine çok fazla toz konulduğunda meydana gelmektedir [3].
2.5. Presleme (Sıkıştırma)
Presleme, imal edilecek parça için özel olarak tasarlanmış zımba ve kalıp kullanarak
pres tipi bir makinede tozlara basınç uygulanması işlemidir [1]. Tozlar basınç uygulandığında;
önce parçacıklar birbiri üzerinden kayarak ve daha sonra da yüksek basınçlarda parçacığın şekil
değiştirmesiyle yoğunlaşma gerçekleşmektedir. Yoğunluktaki artış düşük basınçlarda önce
hızlıdır, fakat gözenekler kapandıkça toz, yoğunlaşmaya karşı artarak direnç göstermektedir.
Şekil değiştirme parçacıkların sertliğini artırdığından, sıkıştırmayı devam ettirmek için daha
yüksek basınç gerekmektedir [3]. Sıkıştırılmış toza ham parça adı verilir. Preslemeden sonra,
ham parça kalıbın içinde mekanik olarak kilitlenmiş durumdadır. Parçayı kalıptan çıkaracak
kuvvete çıkarma kuvveti denir. Burada yağlayıcı çok etkilidir. Yağlayıcı etkisi arttıkça hem
çıkartma kuvveti hem de kalıp aşınmaları azalmaktadır [3].
2.6. Sinterleme
Sinterleme, parçacıkların birbirine bağlanmasını sağlayarak önemli ölçüde mukavemet
artışını ve özelliklerin iyileşmesini sağlayan ısıtma işlemidir. Sinterleme yüksek sıcaklıkta
atomların yayınımı ve küçük parçacıkların yüzey enerjisinin azalmasıyla gerçekleşmektedir.
Birbirine temas eden parçacıklar yüksek sıcaklıklarda katı halde atom hareketlerinin difüzyonu
ile oluşmaktadır. Mikroyapı ölçeğinde, bağlanma temas eden parçacıklar arasında boyunlaşma
ile kendini göstermektedir [3].
Birçok ham parçada sinterleme sırasında boyut, yoğunluk, mukavemet, sertlik, elektrik
ve ısıl iletkenlik, elastiklik modülü gibi özellikler değişmektedir. Nihai ürünün özellikleri,
yoğunluk artışı ve gözenek azalmasına bağlıdır [3].
2.7. Gözeneklilik Tayini (Arşimet Deneyi)
Gözenekli parçaların yoğunluğunu ölçmek için kullanılan yöntemlerden birisi Arşimet
Metodudur. Arşimet metoduyla katı cisimlerin gerçek yoğunluklarını saptamak mümkündür. Elde
edilen gerçek yoğunluk ile gözeneklilik hesaplanmaktadır. Gözeneklilik basit geometriler için,

METALURJİ VE MALZEME MÜHENDİSLİĞİ
ağırlık ve boyutlar yardımıyla hesap edilen yoğunluk ile teorik yoğunluğun karşılaştırılmasıyla
ölçülmektedir. [3].
Gerçek Yoğunluk = 𝐻𝑎𝑣𝑎𝑑𝑎𝑘𝑖 𝐴ğ𝚤𝑟𝑙𝚤𝑘
𝐻𝑎𝑣𝑎𝑑𝑎𝑘𝑖 𝐴ğ𝚤𝑟𝑙𝚤𝑘−𝑆𝑢𝑑𝑎𝑘𝑖 𝐴ğ𝚤𝑟𝑙𝚤𝑘
%Doluluk = 𝐺𝑒𝑟ç𝑒𝑘 𝑌𝑜ğ𝑢𝑛𝑙𝑢𝑘
İ𝑑𝑒𝑎𝑙 𝑌𝑜ğ𝑢𝑛𝑙𝑢𝑘 x 100
%Gözeneklilik = 100 - %Doluluk
3. DENEYİN YAPILIŞI
Deney Malzemeleri ve Ekipmanlar
• Alüminyum Tozu
• Elek
• Hassas terazi
• Kalıp
• Hidrolik pres
• Kumpas
Belli miktar bir alüminyum tozu tartılarak 10 dakika boyunca elenir. Elenen tozlardan
belli bir aralıkta olan alüminyum tozları alınarak kalıbın içerisine dökülür. Belirlenen bir basınç
değerinde tozlar preslenir. Aynı parametrelerle iki adet numune üretilir. Preslenen numunelerden
biri uygun bir sıcaklıkta bir saat boyunca sinterlenir. Diğer numune ham parça olarak kalır.
Sinterlenen numuneye ve ham parçaya Arşimed deneyi uygulanır ve her ikisi için de hem gerçek
yoğunluğu hem de gözenek miktarı hesaplanır.
Tablo 2: Elek analizi sonuçlarını göstermek ve ortalama toz boyutu hesaplamak için kullanılacak
tablo.
Elek Açıklığı
(µm)
Elek Üstü (%),
ΔR
Toplam Elek
Üstü
Toplam Elek
Altı
Ortalama Elek
Açıklığı (µm),
a

METALURJİ VE MALZEME MÜHENDİSLİĞİ
Ortalama Toz Büyüklüğü = d0 = σ( 𝛥𝑅 𝑥 𝑎)
100
4. DENEY RAPORU
Deney raporu aşağıdaki sırada olmalı ve bu soruların cevaplarını içermelidir:
Deney raporu kapakla başlamalıdır.
Deneyin amacını ve yapılışını kendi cümlelerinizle açıklayınız.
Elek analizi sonuçlarını tablo 2’ye yerleştirerek ortalama tane boyutunu bulunuz.
Sinterlenmiş numunenin ve ham parçanın gerçek yoğunluklarını ve gözenek miktarlarını
hesaplayınız.
Tüm deney sonuçlarını yorumlayınız.
Hesaplanan gerçek yoğunluk değerleri ve gözenek miktarlarına göre sinterlemenin
etkisini yorumlayınız.
5. KAYNAKLAR
http://akademi.itu.edu.tr/dikicioglu/DosyaGetir/125645/ch16-Toz%20metalurjisi.pdf
http://content.lms.sabis.sakarya.edu.tr/Uploads/66612/28053/deney_8.pdf
Toz Metalurjisi ve Parçacıklı Malzeme İşlemleri, Randall M. German
http://www.ktu.edu.tr/dosyalar/14_14_00_db383.pdf
http://yildizmetalurji.blogspot.com.tr/2012/08/toz-metalurji.html
https://www.slideshare.net/aslam1992/u1-p3-powder-metallurgy
https://documents.tips/documents/toz-metalurjisi.html
http://ryamanoglu.com/index_htm_files/TMpart2.pdf
http://www.tescan-usa.com/applications/gallery/materials-science/metallurgy-powder
http://www.lehigh.edu/~inimf/research/powder.html

METALURJİ VE MALZEME MÜHENDİSLİĞİ


















