Ion-nitriding of Maraging steel (250 Grade) for Aeronautical

Metallurgical analysis of a failed maraging steel shear screw used in theband separation system of a satellite launch vehicle
S.V.S. Narayana MURTY *, Sushant K. MANWATKAR, P. Ramesh NARAYANANMaterial Characterization Division, Materials and Metallurgy Group, Vikram Sarabhai Space Centre, Trivandrum 695 022, India
Received 13 January 2016; revised 4 May 2016; accepted 13 May 2016
Available online 24 May 2016
Abstract
Maraging steels have excellent combination of strength and toughness and are extensively used for a variety of aerospace applications. In onesuch critical application, this steel was used to fabricate shear screws of a stage separation system in a satellite launch vehicle. During assemblypreparations, one of the shear screws which connected the separation band and band end block has failed at the first thread. Microstructural analysisrevealed that the crack originated from the root of the thread and propagated in an intergranular mode. The failure is attributed to combined effectof stress and corrosion leading to stress corrosion cracking.© 2016 China Ordnance Society. Production and hosting by Elsevier B.V. This is an open access article under the CC BY-NC-ND license(http://creativecommons.org/licenses/by-nc-nd/4.0/).
Keywords: M250 grade maraging steel; Shear screw; Separation system; Mermen band; Stress corrosion cracking
1. Introduction
Maraging steels are high strength steels widely used foraerospace applications where a combination of high specificstrength and fracture toughness are the basis for selection.These steels are based on the discovery about the fact thatcontrolled additions of cobalt and molybdenum to the iron-nickel martensitic matrix result in a combined age hardeningeffect significantly higher than the additive effects of each ofthese elements [1]. Further, minute additions of titanium andaluminum make the iron-nickel-cobalt-molybdenum matrixamenable to supplemental age hardening [2]. Maraging steelsof different grades have been designed to obtain high proofstrength and optimum toughness catering to varied applications[3]. Among the family of Ni-Co-Mo maraging steels, 18Ni-8Co-5Mo (with a 0.2% yield strength of “1700 MPa” or “250kilo pounds per square inch”) steel is widely used. Some of theapplications in aerospace systems include solid rocket motorcasings, merman bands for stage separation, fasteners requiringa good strength and toughness combination [4]. In recent years,
there is an increased interest in these materials in view of theiruses for a range of applications [5–8].
In one of the applications, M250 grade maraging steel wasused to fabricate shear screws used in the Mermen band sepa-ration system of a satellite launch vehicle. These Mermen bandseparation mechanisms are generally used in the upper stages oflaunch vehicles, where higher shock levels are not allowed dueto proximity to satellite and other sensitive avionics systempackages. These types of systems are also used to separate thepayloads from the launch vehicles as well as for circumferentialseparation of the payload fairing. This system consists of a foreend ring attached to the upper stage and an aft end ring con-nected to the lower stage [9]. The fore and aft end rings areclamped together by floating wedge blocks and are heldtogether at the flanges by two preloaded semi-circular bandswhich are known Mermen bands. The separation system con-sists of 40 Nos. of wedge block integrated with two mermanbands and band end block by wedge block holder and shearscrews. The band assembly is connected by a bolt assembly andbolt cutter. The bolt cutter cuts the bolt and two band assembliesseparate the stages. Failure of any of the components of sepa-ration system will lead to the mission failure. Therefore thefabrication and quality control are important aspects in thedevelopment of these critical systems. Separation mechanisms
Peer review under responsibility of China Ordnance Society.* Corresponding author. Tel.: 0091 471 256 3628.
E-mail address: [email protected] (S.V.S.N. MURTY).
http://dx.doi.org/10.1016/j.dt.2016.05.0012214-9147/© 2016 China Ordnance Society. Production and hosting by Elsevier B.V. This is an open access article under the CC BY-NC-ND license (http://creativecommons.org/licenses/by-nc-nd/4.0/).
Available online at www.sciencedirect.com
Defence Technology 12 (2016) 380–387www.elsevier.com/locate/dt
ScienceDirect

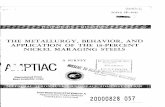
Fig. 1. (a) Photograph of the band with shear screws in place (except the failed one left with an empty slot) along with (b) drawing of the fastener and (c) photographof the failed shear screw head (left) and shank (right).
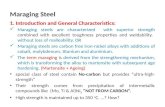
Fig. 2. Scanning electron micrograph (a) showing the fracture surface (headportion) of the shear screw having two distinctly separate regions (markedductile region and brittle region) and (b) showing the fracture surface of thefailed counterpart shank portion. Note the minor difference in the magnificationof two photographs.
Fig. 3. Scanning electron micrographs showing defects in thread regions of theshear screw showing local attack and cracks.
381S.V.S.N. MURTY et al. /Defence Technology 12 (2016) 380–387

are designed to withstand ultimate structural load withoutfailure and should separate only on command without causingdamage to any other parts.
During assembly preparations, one of the shear screws (outof 40 Nos.) which connected the band and band end block hasfailed prematurely at the threaded portion approximately 7 mmfrom the end. The shear screw was fabricated with M250 grademaraging steel and was heat treated to 48–52 HRc. The failurehas occurred during tightening of the M5 nut while applying thespecified torque of 4.5 N-m. Failure was at the first thread ofthe shear screw. This paper presents the details of the studiescarried out on the failed shear screw to identify the cause offailure. In view of the importance of failure to the criticality ofthe mission, detailed metallurgical analysis was carried out onthe failed fastener. Remedial measures to avoid recurrence ofthe similar failures were suggested. Further one unused shearscrew fabricated along with the failed one was also studied forthe purpose of comparison.
Fig. 1(a) shows the photograph of the band with shear screwsin place except the failed one left with an empty slot. Theschematic of the fastener is presented in Fig. 1(b) and c showsthe photograph of the failed shear screw head (left) and shank
(right). In Fig. 1(c), the fracture surfaces are on the top. A closerlook at Fig. 1(b) reveals that the shank diameter is 6 mm withk6 tolerance. Hence it can vary from 6.001 to 6.009 mm. Thiswill be assembled to a hole with a diameter of 6 mm with H7tolerance, which can vary from 6.000 to 6.012 mm. Hence theclearance ensured is −0.009 to +0.011 mm. This is a transitionfit shear screw and if a normal screw is used on a clearance hole,obtaining a 180 degree bearing surface is not possible. Further,the screw may bend resembling a three point bending test.
Maraging steel used for fabrication of the failed shear screwwas processed through a double step vacuum melting processwhich includes an initial vacuum induction melting (VIM) fol-lowed by vacuum arc remelting (VAR). The resulting VARingot was thermomechanically processed to obtain bar stock.This bar stock was used for the fabrication of the fasteners. Theheat treatment procedure involves solution treatment at 820 °Cfor 1 hour followed by air cooling. The fabricated shear screwswere subsequently aged at 480 °C for 3 hours and were aircooled to achieve the desired mechanical properties. Thethreaded region of the shear screw was processed by threadrolling. The chemistry of the material (in weight percent) was17.7 Ni, 7.9 Co, 4.8 Mo, 0.47 Ti, 0.12 Al, 0.006 C, 0.02 Si, S
Fig. 4. Scanning electron micrographs showing (a) brittle regions on the fracture surface of the head portion of the shear screw close to the outer surface, (b) highermagnification of region from (a) showing corrosion products and (c, d) features of fracture surface at high magnification showing brittle intergranular features.
382 S.V.S.N. MURTY et al. /Defence Technology 12 (2016) 380–387

and P each <0.005 with the balance being iron. The hydrogencontent of the steel was measured to be was 1 ppm. The assem-bly operations on the sub-system included proof loading of thestructure using the shear screws followed by die penetranttesting, reassembly and hand tightening and storing in thatcondition for about 180 days.
2. Observations
The head and threaded portions of the failed shear screw weresubjected to scanning electron microscopy after thorough ultra-sonic cleaning. Fig. 2(a) shows the low magnification scanningelectron micrograph of the fracture surface of the head portion ofthe shear screw having two distinctly separate regions (markedductile region and brittle region) and Fig. 2(b) showing the frac-ture surface of the failed counterpart shank portion. Fig. 3(a) and(b) show the scanning electron micrographs revealing defects inthread regions such as local corrosion attack (Fig. 3(a)) seen assmall blisters and cracks along the threads (Fig. 3(b)). The pres-ence of corrosion products could be seen in almost all the threadsat the location of failure. Similar observations were made onshank portion of failed screw. Fig. 4(a) and c shows the scanningelectron micrographs of brittle regions on the fracture surface ofthe head portion of the shear screw close to the outer surface ofthe failed fastener (Fig. 4(a)). The higher magnification photo-micrograph of region from Fig. 4(a) showing corrosion productsis presented in Fig. 4(b). Fig. 4(c) and d shows the photomicro-graph of the fracture surface at high magnification. Fracturefeatures were predominantly intergranular in nature and manysecondary cracks could be seen (Fig. 4(c) and (d)). Separation ofgrain boundaries was noticed at many locations on the fracturesurface. Corrosion products were seen within the region of grainseparation (Fig. 4(c)). This is a clear evidence for the anodicdissolution of second phases present at grain boundaries duringcrack propagation. This leaves behind products within region ofgrain separation.
Fig. 5 shows the scanning electron micrographs takenfrom the ductile region of the fracture surface of the headportion of the shear screw at two different magnificationsshowing dimples on the fracture surface. Fig. 6 shows thescanning electron micrographs of the shank portion of the shearscrew showing brittle regions in the fracture surface taken athigh magnifications. The photomicrographs reveal mud cracks(center of Fig. 6(a)) and corrosion products (Fig. 6(b)). Thecorrosion products with dried mud pattern resulting due toanodic dissolution were seen. The observations made on theshank portion (Fig. 6) are similar to those made from the headportion of the failed shear screw (Fig. 4).
The corrosion products noticed on the head (Fig. 4(c)) and onthe shank (Fig. 6(b)) were subjected to energy dispersive spec-troscopy (EDS) in a scanning electron microscope. Fig. 7(a) andb show the EDS spectra taken on the corrosion products on thehead and thread portions of the cracked shear screw respectively.In both spectra, apart from the alloying elements of maragingsteel, chlorine peak can be clearly seen. Fig. 8 shows scanningelectron micrographs taken at higher magnification showingbrittle intergranular cracks with the grains separated. Fig. 9 pres-ents the scanning electron micrograph of the surface of the head
portion of failed shear screw. Surface roughness (Fig. 9(a)) andscratch marks (Fig. 9(b)) can be clearly noticed.
The head and thread portions of the failed shear screw weresliced off along a plane parallel to their axis and were mounted ina bakelite mount along their axial plane for optical microscopy.The specimens were polished using conventional polishing tech-niques using a series of emery papers and finally with a onemicron diamond paste. The freshly polished specimens wereetched with 2% nital to reveal the microstruture. Fig. 10(a) and(c) show the optical photomicrographs of failed shear screwshowing cracks originating from the surface initiated at severallocations taken at two different magnifications (Fig. 10(a) and(b)). At higher magnifications (Fig. 10(b)), the cracks showextensive branching. The path of crack propagation was prefer-entially along the grain boundaries with the presence of multiplesecondary cracks (Fig. 10(b)). The secondary cracks propagatedinwards leaving behind a wide gap. Minor branching of thesecondary cracks with having a blunt tip is a typical evidence forcorrosion assisted crack propagation. This crack initiated at thethread root, propagating inwards with a number of branches
Fig. 5. Scanning electron micrographs taken from the ductile region of thefracture surface of the head portion of the shear screw.
383S.V.S.N. MURTY et al. /Defence Technology 12 (2016) 380–387

throughout its propagation (Fig. 10(b)). Fig. 10(c) shows the lathmartensitic microstructure of the shear screw parent material,typical of M250 grade maraging steel in aged condition.
Fig. 11 shows the optical photomicrographs of shank portionof the failed shear screw showing crack initiation near thethread root (Fig. 11(a)). Fig. 11(b) shows the morphology ofcracks with extensive branching that has initiated from a pit.Fig. 12(a) and b show the scanning electron micrographsshowing surface of unfailed shear screw taken from the samebatch stored under identical conditions to that of the failed one.Scanning electron microscopic observations revealed thesurface of the unfailed shear screws having pit throughout theirsurfaces. Rough patches were also observed just below the headportion and at the threads. Optical microscopic observations didnot reveal the presence of any defects in the thread portion.Microstructure of the shear screw revealed tempered marten-site, typical of M250 maraging steel.
3. Discussion
High strength and ultrahigh strength fasteners are broadlycharacterized by tensile strengths, and are often used for
number critical aerospace applications. In the aerospace indus-try, high strength and ultrahigh strength (ranging from 1000to 2000 MPa) mechanical fasteners are used in such criticalapplications such as load bearing structures in the airframes.Mechanical fasteners and bolted joints are deceptively simpleelements and damage resulting in loss of structural integrity canoccur by a complex interaction of material characteristics, envi-ronmental conditions, manufacturing flaws and service condi-tions. The consequences of failure can range from minimal tocatastrophic, even resulting in loss of life. The prevention offailure is therefore a fundamental preoccupation for aircraftdesigners, fastener manufacturers and application engineersalike.
Failure was at the first thread of the shear screw. The band inassembled condition was stored for about 180 days in marineenvironment. Intergranular mode of fracture was observedunder scanning electron microscope. Further, multiple second-ary cracks were noticed on the fracture surface with the evi-dence of anodic dissolution leaving behind corrosion productsat crack tip and within grain separation gap. This clearly indi-cates failure under simultaneous action of stress and corrosion.The stress resulted from the assembly stresses during the bandassembly and corrosion from the severe marine environment towhich it was exposed.
Fig. 6. Scanning electron micrographs showing brittle regions in the fracturesurface of the shank portion of the shear screw.
Fig. 7. (a) Energy dispersive spectroscopy (EDS) of the failed M250 shearscrew showing presence of chlorine taken in the head portion of the failedfastener; (b) energy dispersive spectroscopy (EDS) of the failed M250 shearscrew showing presence of chlorine in the shank portion of the failed fastener.
384 S.V.S.N. MURTY et al. /Defence Technology 12 (2016) 380–387

Service failures of maraging steel components and partshave been reported by many researchers [10–13]. Stress corro-sion cracking (SCC) is a serious problem in high strength steels.SCC is the cracking/failure induced to the susceptible materialby the combined effect of tensile stress and a corrosiveenvironment. Thus for SCC to occur, three conditions must besimultaneously satisfied: a susceptible material, a corrosiveenvironment and tensile stress. In the absence of either tensilestress above some minimum threshold value or corrosive envi-ronment, cracking does not occur. It is reported that the SCCresistance of high strength steels decreases as strength increasesin many corrosive media. Kenyon et al. [14] reported that steelswith yield strength of above 1400 MPa are susceptible to crack-ing in corrosive environments [14]. Diwakar et al. [15] havestudied the KISCC of maraging steel in water. They found thatthat the KISCC deteriorates to as low as 8 MPa m1/2 in water. Thisimplies that exposure to moist environment can drastically dete-riorate the mechanical properties of M250 maraging steel.Further, SCC of maraging steel fabricated parts and compo-nents has been studied by Jha et al. [10–13]. They establishedthat the cracking in this material was intergranular in nature. Inthe present case too, the cracking was found to be typicallyintergranular in nature.
The shear screw in the present study was held under assem-bly loads and was exposed to the atmosphere of marine coastfor a period of about 180 days. Surface corrosion was noticed atthreaded region of the screw near the fracture edge. The pres-ence of cracks at thread roots near the fracture edge and theirpropagation into the screw core confirmed that cracks wereelectrochemically active at thread roots. The presence of corro-sion products at crack tip and its morphology suggested simul-taneous role of corrosion during crack propagation. Fracturesurface of the failed screw revealed predominantly intergranu-lar mode of fracture, a typical feature of SCC of maraging steel.
Taking into consideration the evidences obtained from failedshear screw and based on the above detailed discussions, thefollowing points emerge as conclusive outcomes. (a) The con-ditions of storage of the shear screws were poor, thus resultingin general corrosion at several locations. This caused crackinitiation at roots of threads which propagated further under theinfluence of assembly loads. This is further corroborated by thefact that corrosion was noticed even in unused shear screws; (b)crack propagation was intergranular in nature and (c) presence
Fig. 8. Scanning electron micrographs taken at higher magnification showingbrittle intergranular cracks with the grains separated.
Fig. 9. Scanning electron micrograph showing surface of failed shear screw(head portion).
385S.V.S.N. MURTY et al. /Defence Technology 12 (2016) 380–387

of corrosion products at the crack tip as well as within grainseparation areas was clear evidence of anodic dissolutionduring crack propagation.
Even though the fasteners were stored under controlled con-ditions, periodic inspection and monitoring are essential toensure part quality. Calcium based grease can be used forstoring the maraging steel fasteners.
4. Conclusions
Based on optical microscopy and (intergranular cracks withsecondary crack branching) scanning electron microscopic(brittle intergranular features and corrosion products) observa-tions, it is concluded that the shear screw failed due to “StressCorrosion Cracking”. The fasteners can be stored in calciumbased grease and the grease can be periodically changed toavoid the recurrence of such failures.
Acknowledgment
The authors wish to thank Director, VSSC for his permissionto publish this work.
References
[1] Decker RF. NPL symposium no. 15; 1963, 648–71.[2] Frank WA. Metals handbook, vol. 1. 10th ed. Material Park (OH): ASM
International; 1990. p. 793–800.[3] 18 percent nickel maraging steels. In: INCO data book. Publication No.
4419. London: INCO Europe; 1976.
Fig. 10. Optical photomicrographs of failed shear screw showing (a, b) cracks originating from the surface initiated at several locations taken at two differentmagnifications and (c) typical lath martensitic microstructure of the shear screw parent material.
Fig. 11. Optical photomicrographs of failed shear screw showing (a) crackinitiation near the thread root and (b) morphology of cracks with extensivebranching initiated from a pit.
Fig. 12. Scanning electron micrographs showing surface of unfailed shear screwtaken from the same batch stored under identical conditions to that of the failedone. Note general corrosion of the surface with small pits and corrosion products.
386 S.V.S.N. MURTY et al. /Defence Technology 12 (2016) 380–387

[4] Weiss BZ. Comous NR, Clark JB, editors. Speciality steels and hardmaterials. Oxford: Pergamon Press; 1983. p. 35.
[5] Nageswara Rao M. 18% nickel maraging steels: science and technology.Saarbruecken: Lam Lambert Academic Publishing; 2013.
[6] Nageswara Rao M. Int J Mater Res 2006;97:1594–607.[7] Nageswara Rao M, Chatterjee M, Sivasubramanian K. HTM J Heat Treat
Mater 2012;67:195–201.[8] Sha W, Ye A, Malinov S, Wilson EA. Mater Sci Eng A 2012;536:129–35.[9] Singaravelu J, Sundaresan S, Nageswara Rao B. J Mater Eng Perform
2013;22:926–35.
[10] Jha AK, Reddy KG, John KM, Ramesh Narayanan P, Natrajan A,Lakshamanan TS. Pract Metallogr 1994;31:144–50.
[11] Reddy KG, Jha AK, Diwakar V. Eng Fail Anal 2001;8:263–9.[12] Jha AK, Kiranmayee MS, Manwatkar SK. Eng Fail Anal 2013;27:308–
13.[13] Jha AK, Kiranmayee MS, Sreekumar K, Sinha PP. Eng Fail Anal
2011;18:1128–33.[14] Kenyon N, Kirk WW, Van Rooyen D. Corros 1971;27:390–400.[15] Diwakar V, Arumugham S, Lakshmanan TS, Sarkar BK. J Mater Sci
1986;21:1927–31.
387S.V.S.N. MURTY et al. /Defence Technology 12 (2016) 380–387