
METALLBAUTECHNIK - Europa-Lehrmittel€¦ · Autoren Ignatowitz, Eckhard Dr. Ing., Studienrat...
20
EUROPA-FACHBUCHREIHE für Metallberufe METALLBAUTECHNIK Fachbildung nach Lernfeldern 8. neubearbeitete und erweiterte Auflage Bearbeitet von Lehrern an beruflichen Schulen und Ingenieuren Leiter des Arbeitskreises: Gerhard Lämmlin VERLAG EUROPA-LEHRMITTEL · Nourney, Vollmer GmbH & Co. KG Düsselberger Straße 23 · 42781 Haan-Gruiten Europa-Nr.: 11311
Transcript of METALLBAUTECHNIK - Europa-Lehrmittel€¦ · Autoren Ignatowitz, Eckhard Dr. Ing., Studienrat...
EUROPA-FACHBUCHREIHE
für Metallberufe
METALLBAUTECHNIKFachbildung nach Lernfeldern
8. neubearbeitete und erweiterte Auflage
Bearbeitet vonLehrern an beruflichen Schulen und Ingenieuren
Leiter des Arbeitskreises: Gerhard Lämmlin
VERLAG EUROPA-LEHRMITTEL · Nourney, Vollmer GmbH & Co. KG
Düsselberger Straße 23 · 42781 Haan-Gruiten
Europa-Nr.: 11311
11311 FBMB 001-122_11311 Umbruch 5.0 S.001-122 08.07.16 13:35 Seite 1
Autoren
Ignatowitz, Eckhard Dr. Ing., Studienrat WaldbronnKluge, Manfred Dipl.-Ing., Oberstudiendirektor SchorndorfLämmlin, Gerhard Dipl.-Ing., Studiendirektor Neustadt/WeinstraßeNoack, Sven Dipl.-Ing. HamburgPahl, Hans-J. Dipl.-Ing., Oberstudienrat HamburgThiele, Eckhard Dipl.-Ing., Studiendirektor WildauSteinmüller, Armin Dipl.-Ing. HamburgWeinstock, Hans-Martin Dipl.-Ing., Oberstudienrat Heilbronn
Lektor und Leiter des Arbeitskreises:Gerhard Lämmlin
Autoren und Lektor danken Herrn Erwin Aldinger für die Mitarbeit an der 1. und 2., Herrn Michael Gress-mann für die Mitarbeit an der 3. Auflage sowie Herrn Baumann für die Mitarbeit bis zur 4. Auflage undFrau Jaschinski bis zur 7. Auflage dieses Buches. Ein besonderer Dank gilt Herrn Steinmüller für die Lei-tung des Arbeitskreises bis zur 4. Auflage.
Bildentwürfe und Fotos:
Die Autoren sowie Leihgaben von Firmen und Autoren anderer Werke (s. Anhang).
Bildbearbeitung:
Zeichenbüro des Verlags Europa-Lehrmittel, Nourney, Vollmer GmbH & Co. KG, Ostfildern.
8. Auflage 2014Druck 5 4 3 2
Alle Drucke derselben Auflage sind parallel einsetzbar, da sie bis auf die Korrektur von Druckfehlernunverändert sind.
Diesem Buch wurden die aktuellen Ausgaben der Normen nach DIN, EN und ISO und der VDI/VDE-Richtlinien zu-grunde gelegt. Verbindlich sind jedoch nur die DIN-Blätter und die VDI/VDE-Richtlinien selbst.
Verlag für die Normen: Beuth-Verlag GmbH, Burggrafenstraße 6, 10787 Berlin.
Verlag für die VDE-Bestimmungen: VDE-Verlag GmbH, Bismarckstraße 33, 10625 Berlin
ISBN 978-3-8085-1220-3
Alle Rechte vorbehalten. Das Werk ist urheberrechtlich geschützt. Jede Verwertung außerhalb der gesetzlich geregelten Fälle muss vom Verlag schriftlich genehmigt werden.
© 2014 by Verlag Europa-Lehrmittel, Nourney, Vollmer GmbH & Co. KG, 42781 Haan-Gruitenhttp: //www.europa-lehrmittel.de
Satz: Jürgen Neumann, Grafische Produktionen, 97222 RimparUmschlag: braunwerbeagentur, 42477 RadevormwaldUmschlagfoto: SAAGE, Nettetal-Leuth, „SAAGE TREPPEN, www.saage.com“Druck: B.o.s.s Druck und Medien GmbH, 47574 Goch
11311 FBMB 001-122_11311 Umbruch 5.0 S.001-122 08.07.16 13:35 Seite 2
3
VorwortDas vorliegende Buch umfasst alle wesentlichenUnterrichtsinhalte für Konstruktionsmechanikerund Metallbauer sowie größtenteils auch für Anla-genmechaniker. Dabei wurden diejenigen Fach-richtungen besonders berücksichtigt, die von derüberwiegenden Zahl der Auszubildenden gewähltwerden.
Ab der 5. Auflage wurden die Lerninhalte konse-quent den Lernfeldern des Rahmenlehrplanes fürMetallbauer zugeordnet. Auf eine sachlogischeStrukturierung wurde dennoch größter Wert gelegt. Mit der vorliegenden 8. Auflagewurde denzwischenzeitlich erfolgten, umfangreichen Än-derungen im Normenwerk Rechnung getragen.Das Buch ist somit eine umfassende Quelle füralle in der Ausbildung vorkommenden Inhalte undThemen. Die berufliche Praxis der meisten Auszu-bildenden, für die dieses Lehrbuch bestimmt ist,kommt in den umfangreichen Kapiteln überStahlbau, Treppen, Geländer, Schlösser, Fassadensowie Fenster, Türen und Tore zum Ausdruck.
Einen bedeutenden Raum nehmen darüber hi-naus die Grundlagenthemen der Werkstoffkundeund des Fügens ein, sodass dieses Buch auch un-abhängig von den Lehrbüchern des ersten Berufs-schuljahres verwendet werden kann.
In erster Linie soll dieses Lehrbuch dem Unterrichtin der Berufsschule dienen, jedoch wurde bei allendafür geeigneten Themen großer Wert auf dieVerbindung zur praktischen Erfahrung des Auszu-bildenden im Betrieb gelegt. Durch die vertiefteDarstellung vieler Fachstufenthemen ist es da-neben zur Verwendung in Meister- und Techniker-schulen geeignet. Bauingenieuren und Architek-ten kann es als eine leicht verständliche Ein-führung in die Theorie und Praxis der Metall- undStahlbautechnik von Nutzen sein.
Am Ende jeder größeren thematischen Einheitbefinden sich Wiederholungs- und Verständnis-fragen sowie am Ende der Lernfeldabschnitte umfassende Arbeitsaufträge. In der vorliegenden8. Auflage wurden die Kapitel „Umformen” und„Stoffschlüssige Verbindungen” überarbeitet so-wie alle Kapitel an veränderte Normen angepasst.Dort, wo es notwendig und sinnvoll ist, findet derLernende Arbeitsregeln und Hinweise zum Schutz vor Unfällen. Über 1.600 Bilder und Ta-bellen unterstützen die Aussagen der Texte.
Die Autoren und der Verlag sind jedem Leserdankbar, der mit Fehlerhinweisen und Verbesse-rungsvorschlägen zur Weiterentwicklung diesesBuches beigetragen hat und bitten auch für dieZukunft um ihre kritische Anteilnahme an derVerbesserung dieses Lehrbuchs an:
Sommer 2014 Autoren und Verlag
Inhaltsverzeichnis 4…9Kurzinhaltsverzeichnis englisch 10
Lernfelder: Herstellen von Blechteilen, Umformteilen und Konstruktionen aus Profilen
1 Umformen 11…282 Spanen 29…403 Mechanisches Zerteilen und
thermisches Trennen 41…544 Schraub-, Niet- und Klemmverbin-
dungen 55…705 Stoffschlüssige Verbindungen 71…1126 Elektrische Maschinen und Anlagen 113…1227 NC-Technik im Metallbau 123…144
Lernfeld: Demontieren und Montieren von Baugruppen
8 Heben und Bewegen von Lasten 151…1649 Befestigung von Bauteilen 165…17610 Montage und Demontage 177…188
Lernfeld: Herstellen von Stahl- und Metallbaukonstruktionen
11 Sicherheit am Bau 191…19612 Vermessungsarbeiten am Bau 197…20013 Stahlbau und Dachkonstruktionen 201…256
Lernfeld: Herstellen von Türen, Toren und Gittern
14 Türen 259…27415 Tore 275…28616 Schlösser 287…30217 Gitter und Roste 303…30818 Steuern und Regeln 309…328
Lernfeld: Herstellen von Fenstern, Fassaden und Glasanbauten
19 Bauphysikalische Grundlagen 331…34820 Fenster 349…36621 Fassaden- und Glaskonstruktionen 367…382
Lernfeld: Herstellen von Treppen und Geländern
22 Treppen 385…40223 Geländer 403…409
Lernfeld: Instandhalten von Systemendes Metall- und Stahlbaus
24 Qualitätsmanagement 411…41625 Instandhaltung 417…432
Lernfeldübergreifendes Wissen
26 Werkstoffe 435…51227 Kommunikation und Präsentation 513…522
11311 FBMB 001-122_11311 Umbruch 5.0 S.001-122 08.07.16 13:35 Seite 3
4
1 Umformen . . . . . . . . . . . . . . . . . . . . . . 111.1 Einteilung der Umformverfahren . . . 111.2 Schmieden. . . . . . . . . . . . . . . . . . . . . . 111.2.1 Technologische Grundlagen . . . . . . . 111.2.2 Schmiedeverfahren . . . . . . . . . . . . . . 141.2.3 Werkzeuge zum Schmieden. . . . . . . . 161.2.4 Kunstschmieden und Gestaltung . . . 171.3 Richten . . . . . . . . . . . . . . . . . . . . . . . . . 191.3.1 Kaltrichten . . . . . . . . . . . . . . . . . . . . . . 191.3.2 Warmrichten . . . . . . . . . . . . . . . . . . . . 201.4 Biegeumformen . . . . . . . . . . . . . . . . . 221.4.1 Technologische Grundlagen . . . . . . . 221.4.2 Biegen von Rohren und Profilen . . . . 231.4.3 Biegeumformen von Blech . . . . . . . . 241.5 Zug- und Druckumformen . . . . . . . . . 261.6 Fügen durch Umformen. . . . . . . . . . . 261.6.1 Falzen . . . . . . . . . . . . . . . . . . . . . . . . . . 271.6.2 Clinchen-Durchsetzfügen . . . . . . . . . . 271.6.3 Blindnieten. . . . . . . . . . . . . . . . . . . . . . 281.6.4 Fügeverfahren mit Funktionselementen 28
2 Spanen . . . . . . . . . . . . . . . . . . . . . . . . . 292.1 Werkzeugschneide . . . . . . . . . . . . . . . 292.2 Einflussgrößen der Zerspanung . . . . 292.3 Bohren . . . . . . . . . . . . . . . . . . . . . . . . . 302.4 Sägen . . . . . . . . . . . . . . . . . . . . . . . . . . 312.5 Fräsen. . . . . . . . . . . . . . . . . . . . . . . . . . 322.6 Herstellung von Gewinden . . . . . . . . 332.6.1 Schneiden von Außengewinden . . . . 332.6.2 Bohren von Innengewinden. . . . . . . . 332.7 Schleifen und Feinbearbeitungs-
verfahren . . . . . . . . . . . . . . . . . . . . . . . 342.7.1 Spanungsvorgang . . . . . . . . . . . . . . . 342.7.2 Schleifwerkzeuge . . . . . . . . . . . . . . . . 342.7.3 Arbeit mit Schleifwerkzeugen . . . . . . 362.7.4 Schleifverfahren und Schleif-
maschinen . . . . . . . . . . . . . . . . . . . . . . 372.8 Trennschleifen . . . . . . . . . . . . . . . . . . . 392.9 Polieren und Bürsten . . . . . . . . . . . . . 39
3 Mechanisches Zerteilen und Thermisches Trennen . . . . . . . . . . . . . 41
3.1 Keilschneiden . . . . . . . . . . . . . . . . . . . 413.2 Scherschneiden. . . . . . . . . . . . . . . . . . 413.2.1 Prinzip des Scherschneidens . . . . . . . 413.2.2 Offen-Schneiden . . . . . . . . . . . . . . . . . 433.2.3 Geschlossen-Schneiden . . . . . . . . . . . 473.3 Thermisches Trennen . . . . . . . . . . . . . 493.3.1 Autogenes Brennschneiden. . . . . . . . 493.3.2 Schmelzschneiden . . . . . . . . . . . . . . . 513.3.3 Laserstrahlschneiden . . . . . . . . . . . . . 52
4 Schraub-, Niet- und Klemm-verbindungen . . . . . . . . . . . . . . . . . . . . 55
4.1 Fügeverfahren im Metall- und Stahlbau (Übersicht) . . . . . . . . . . . . . . 55
4.2 Schraubverbindungen . . . . . . . . . . . . 564.2.1 Schraubenbezeichnung . . . . . . . . . . . 564.2.2 Handelsformen und Verwendung
der Schrauben. . . . . . . . . . . . . . . . . . . 574.2.3 Muttern . . . . . . . . . . . . . . . . . . . . . . . . 594.2.4 Unterlegscheiben . . . . . . . . . . . . . . . . 594.2.5 Selbsthemmung von Gewinden . . . . 594.2.6 Spannschlösser . . . . . . . . . . . . . . . . . . 604.2.7 Schraubensicherungen . . . . . . . . . . . 604.2.8 HV-Schrauben . . . . . . . . . . . . . . . . . . . 624.2.9 Vorteile von Schraubverbindungen
im Stahlbau . . . . . . . . . . . . . . . . . . . . . 624.2.10 Schraubenabstände . . . . . . . . . . . . . . 634.2.11 Scher-Lochleibungs-Schraub-
verbindung (SL-Verbindung) . . . . . . . 634.2.12 Gleitfest vorgespannte Verbindung
(GV-Verbindung) . . . . . . . . . . . . . . . . . 654.2.13 Korrosionsschutz der Schraub-
verbindungen . . . . . . . . . . . . . . . . . . . 664.3 Trägerklemmverbindungen . . . . . . . . 674.4 Nietverbindungen . . . . . . . . . . . . . . . . 684.4.1 Warmnietung. . . . . . . . . . . . . . . . . . . . 684.4.2 Kaltnietung . . . . . . . . . . . . . . . . . . . . . 684.4.3 Blindniete. . . . . . . . . . . . . . . . . . . . . . . 69
5 Stoffschlüssige Verbindungen . . . . . . 715.1 Schweißverfahren. . . . . . . . . . . . . . . . 715.1.1 Gasschmelzschweißen . . . . . . . . . . . . 725.1.2 Lichtbogenschmelzschweißen . . . . . 775.1.3 Unterpulverschweißen . . . . . . . . . . . . 845.1.4 Schutzgasschweißen . . . . . . . . . . . . . 855.1.5 Wolfram-Plasmaschweißen WP . . . . 905.1.6 Laserstrahlschweißen. . . . . . . . . . . . . 915.2 Pressschweißverfahren . . . . . . . . . . . 935.3 Schweißverbindung . . . . . . . . . . . . . . 965.3.1 Schweißnaht . . . . . . . . . . . . . . . . . . . . 965.3.2 Schweißspannungen . . . . . . . . . . . . . 975.3.3 Schweißfolgeplan . . . . . . . . . . . . . . . . 975.3.4 Gestaltung von Schweißverbin-
dungen . . . . . . . . . . . . . . . . . . . . . . . . . 985.4 Schweißbarkeit von Metallwerk-
stoffen . . . . . . . . . . . . . . . . . . . . . . . . . 995.5 Kunststoffschweißen . . . . . . . . . . . . . 1035.6 Löten . . . . . . . . . . . . . . . . . . . . . . . . . . 1045.6.1 Lötvorgang . . . . . . . . . . . . . . . . . . . . . 1045.6.2 Lötverfahren . . . . . . . . . . . . . . . . . . . . 1055.6.3 Lote. . . . . . . . . . . . . . . . . . . . . . . . . . . . 1065.6.4 Flussmittel . . . . . . . . . . . . . . . . . . . . . . 1075.7 Kleben . . . . . . . . . . . . . . . . . . . . . . . . . 1085.7.1 Kleben im Metallbau. . . . . . . . . . . . . . 108
Inhaltsverzeichnis
Lernfelder: Herstellen von Blechteilen, Umformteilen und Konstruktionen aus Profilen . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 11
11311 FBMB 001-122_11311 Umbruch 5.0 S.001-122 08.07.16 13:35 Seite 4
5
5.7.2 Wirkungsweise der Klebstoffe . . . . . . 1085.7.3 Arten der Klebstoffe . . . . . . . . . . . . . . 1095.7.4 Vorbehandlung der Klebeflächen . . . 1115.7.5 Gestaltungsregeln für Klebe-
verbindungen . . . . . . . . . . . . . . . . . . . 1115.7.6 Verarbeitung der Klebstoffe . . . . . . . . 1115.7.7 Vor- und Nachteile von Klebe-
verbindungen . . . . . . . . . . . . . . . . . . . 112
6 Elektrische Maschinen und Anlagen . 1136.1 Elektrischer Stromkreis . . . . . . . . . . . 1136.2 Elektromagnetismus. . . . . . . . . . . . . . 1146.2.1 Elektromagnetische Induktion . . . . . . 1146.2.2 Wechselstromgenerator . . . . . . . . . . . 1156.2.3 Transformator . . . . . . . . . . . . . . . . . . . 1166.3 Elektromotoren . . . . . . . . . . . . . . . . . . 1186.3.1 Stromdurchflossener Leiter im
Magnetfeld. . . . . . . . . . . . . . . . . . . . . . 1186.3.2 Gleichstrommotoren . . . . . . . . . . . . . 1196.3.3 Wechselstrommotoren. . . . . . . . . . . . 1206.3.4 Arbeit mit Elektromotoren . . . . . . . . . 1206.4.1 Fehler an elektrischen Anlagen . . . . . 1216.4.2 Schutzmaßnahmen. . . . . . . . . . . . . . . 121
7 NC-Technik im Metallbau . . . . . . . . . . 1237.1 Informationsfluss in der
NC-Technik. . . . . . . . . . . . . . . . . . . . . . 1237.2 Aufbau von NC-Maschinen . . . . . . . . 1247.2.1 Eingabeeinheiten . . . . . . . . . . . . . . . . 1247.2.2 Verarbeitungseinheit. . . . . . . . . . . . . . 1257.2.3 Ausgabeeinheiten . . . . . . . . . . . . . . . . 1267.3 Konstruktive Merkmale von
NC-Maschinen. . . . . . . . . . . . . . . . . . . 1267.3.1 Führungen und Spindeln . . . . . . . . . . 1267.3.2 Wegmesssysteme. . . . . . . . . . . . . . . . 1277.4 Steuerungsarten . . . . . . . . . . . . . . . . . 1287.5 Koordinatensysteme. . . . . . . . . . . . . . 1287.6 Programmaufbau . . . . . . . . . . . . . . . . 1297.6.1 Programmtechnische Informationen 1297.6.2 Geometrische Informationen. . . . . . . 1307.6.3 Technologische Informationen . . . . . 1317.6.4 Zusätzliche Informationen . . . . . . . . . 1317.7 Manuelle Programmierung . . . . . . . . 1327.7.1 Systematik der Programm-
erstellung . . . . . . . . . . . . . . . . . . . . . . . 1327.7.2 Bearbeitungsprogramm. . . . . . . . . . . 1327.7.3 Werkzeugbahnkorrektur . . . . . . . . . . . 1337.7.4 Programmierung von Kreisen . . . . . . 1337.7.5 Bearbeitungszyklen. . . . . . . . . . . . . . . 1357.7.6 Unterprogrammtechnik . . . . . . . . . . . 1357.8 Maschinelle Programmierung . . . . . . 1367.8.1 Programmerstellung in der
Arbeitsvorbereitung . . . . . . . . . . . . . . 1367.8.2 CAD/CAM-Verfahren . . . . . . . . . . . . . . 1367.9 Anwendung der NC-Technik in der
Metallbaupraxis. . . . . . . . . . . . . . . . . . 1377.9.1 CNC-Brennschneideanlagen . . . . . . . 137
7.9.2 CNC-Laserschneidtechnik . . . . . . . . . 1397.9.3 Wasserstrahlschneiden . . . . . . . . . . . 1397.9.4 Blechbiegen, CNC-gesteuert . . . . . . . 1407.9.5 CNC-gesteuertes Biegen von Rohren 1417.9.6 Stanzen und Nibbeln mit
NC-Maschinen. . . . . . . . . . . . . . . . . . . 1427.9.7 Komplettbearbeitung von Profilen . . 144
8 Heben und Bewegen von Lasten . . . . 1518.1 Physikalische Grundlagen . . . . . . . . . 1518.2 Hebezeuge . . . . . . . . . . . . . . . . . . . . . . 1548.2.1 Hebegeräte . . . . . . . . . . . . . . . . . . . . . 1548.2.2 Flaschenzüge . . . . . . . . . . . . . . . . . . . . 1558.2.3 Hand-Hubzuggeräte . . . . . . . . . . . . . . 1568.2.4 Elektrozug . . . . . . . . . . . . . . . . . . . . . . 1578.2.5 Hebebühnen . . . . . . . . . . . . . . . . . . . . 1578.2.6 Krane . . . . . . . . . . . . . . . . . . . . . . . . . . 1578.2.7 Sperrwerke und Bremsen . . . . . . . . . 1588.3 Flurförderfahrzeuge . . . . . . . . . . . . . . 1598.4 Befestigung von Lasten . . . . . . . . . . . 1598.4.1 Anschlagen von Lasten . . . . . . . . . . . 1598.4.2 Anschlagmittel . . . . . . . . . . . . . . . . . . 1608.5 Arbeitssicherheit und Unfallschutz . . 164
9 Befestigung von Bauteilen . . . . . . . . . 1659.1 Befestigung mit Mauerankern und
Bindemitteln . . . . . . . . . . . . . . . . . . . . 1659.2 Befestigung mit Setzbolzen . . . . . . . . 1669.2.1 Bolzensetzwerkzeuge . . . . . . . . . . . . . 1669.2.2 Setzbolzen . . . . . . . . . . . . . . . . . . . . . . 1669.2.3 Kartuschen. . . . . . . . . . . . . . . . . . . . . . 1669.3 Befestigung mit Ankern und
Dübeln . . . . . . . . . . . . . . . . . . . . . . . . . 1679.3.1 Baustoff als Verankerungsgrund
für Dübel . . . . . . . . . . . . . . . . . . . . . . . 1679.3.2 Haltemechanismen für Dübel . . . . . . 1689.3.3 Belastungsart. . . . . . . . . . . . . . . . . . . . 1699.3.4 Montagearten . . . . . . . . . . . . . . . . . . . 1709.3.5 Polyamiddübel (Nylondübel) . . . . . . . 1719.3.6 Metallspreizdübel (Schwerlastdübel) 1739.3.7 Spreizdruckfreie Dübel . . . . . . . . . . . . 1739.3.8 Befestigung ohne Dübel und Anker . 176
10 Montage, Demontage und Entsorgung. . . . . . . . . . . . . . . . . . . . . . 177
10.1 Werkstattmontage. . . . . . . . . . . . . . . . 17710.1.1 Planen der Montage . . . . . . . . . . . . . . 17910.1.2 Beispiel: Montage einer Treppe
in der Werkstatt . . . . . . . . . . . . . . . . . . 18010.2 Demontage . . . . . . . . . . . . . . . . . . . . . 18710.3 Abfälle vermeiden, verwerten,
entsorgen. . . . . . . . . . . . . . . . . . . . . . . 187
Lernfeld: Demontieren und Montieren von Baugruppen in der Werkstatt. . . . . . . . . 151
11311 FBMB 001-122_11311 Umbruch 5.0 S.001-122 08.07.16 13:35 Seite 5
6
11 Sicherheit am Bau . . . . . . . . . . . . . . . . 19111.1 Persönliche Arbeitsschutzmittel . . . . 19111.1.1 Schutzhelme . . . . . . . . . . . . . . . . . . . . 19111.1.2 Fußschutz. . . . . . . . . . . . . . . . . . . . . . . 19211.2 Gerüste und Leitern . . . . . . . . . . . . . . 19311.3 Anseilschutz. . . . . . . . . . . . . . . . . . . . . 195
12 Vermessungsarbeiten am Bau . . . . . 19712.1 Schnurgerüst . . . . . . . . . . . . . . . . . . . . 19712.2 Längenmessungen . . . . . . . . . . . . . . . 19812.3 Winkelmessungen . . . . . . . . . . . . . . . 19912.4 Festlegung von Gebäudehöhen . . . . 19912.5 Festlegung der Ausbauhöhen . . . . . . 200
13 Stahlbau und Dachkonstruktionen. . . 20113.1 Einteilung des Stahlbaus . . . . . . . . . . 20113.2 Konstruktionselemente eines Stahl-
skelettbaus. . . . . . . . . . . . . . . . . . . . . . 20313.2.1 Einwirkungen von Kräften auf ein
Stahlskelett . . . . . . . . . . . . . . . . . . . . . 20313.2.2 Lastannahmen und Bemessungs-
werte . . . . . . . . . . . . . . . . . . . . . . . . . . 204 13.2.3 Bautechnische Besonderheiten des
Stahlbaus . . . . . . . . . . . . . . . . . . . . . . . 20413.3 Spannungsarten in Bauteilen . . . . . . 20513.3.1 Normalspannungen . . . . . . . . . . . . . . 20513.3.2 Schubspannungen . . . . . . . . . . . . . . . 20513.3.3 Bemessung der Bauteile . . . . . . . . . . 20613.4 Stützen . . . . . . . . . . . . . . . . . . . . . . . . . 20713.4.1 Wirkungsweise von Stützen. . . . . . . . 20713.4.2 Bauformen. . . . . . . . . . . . . . . . . . . . . . 20813.4.3 Standfestigkeit von Stützen . . . . . . . . 20913.4.4 Stützenköpfe . . . . . . . . . . . . . . . . . . . . 21013.4.5 Stützenstöße . . . . . . . . . . . . . . . . . . . . 21013.4.6 Stützenfüße . . . . . . . . . . . . . . . . . . . . . 21113.4.7 Verankerung von Stützen . . . . . . . . . . 21213.5 Träger . . . . . . . . . . . . . . . . . . . . . . . . . . 21413.5.1 Walzträger . . . . . . . . . . . . . . . . . . . . . . 21413.5.2 Geschweißte Blechträger . . . . . . . . . . 21513.5.3 Wabenträger . . . . . . . . . . . . . . . . . . . . 21513.5.4 Biegebeanspruchung in Trägern . . . . 21613.5.5 Fachwerkträger . . . . . . . . . . . . . . . . . . 22013.5.6 Schwere Fachwerkträger . . . . . . . . . . 22313.5.7 Leichtbau-Fachwerkträger . . . . . . . . . 22413.5.8 Raumfachwerke. . . . . . . . . . . . . . . . . . 22613.5.9 Rahmenträger (Vierendeelträger) . . . 22713.5.10 Leichtbau mit Rahmenträgern aus
Hohlprofilen. . . . . . . . . . . . . . . . . . . . . 22813.6 Trägerverbindungen . . . . . . . . . . . . . . 22913.6.1 Trägerauflager . . . . . . . . . . . . . . . . . . . 22913.6.2 Trägeranschlüsse . . . . . . . . . . . . . . . . 23113.6.3 Trägerstöße . . . . . . . . . . . . . . . . . . . . . 23513.6.4 Trägerbearbeitungen . . . . . . . . . . . . . 237
13.7 Aussteifungen und Abspannungen . 23813.7.1 Aussteifungen . . . . . . . . . . . . . . . . . . . 23813.7.2 Seiltragwerke. . . . . . . . . . . . . . . . . . . . 24013.8 Stahlhallenbau . . . . . . . . . . . . . . . . . . 24113.8.1 Dachformen und statische Systeme . 24113.8.2 Konstruktionselemente einer
Satteldachhalle . . . . . . . . . . . . . . . . . . 24413.8.3 Krananlagen in Stahlhallen . . . . . . . . 24513.9 Raumabschließende Bauelemente . . 24713.9.1 Stahlbetonverbunddecken . . . . . . . . . 24713.9.2 Träger- und Profilverbunddecken . . . 25013.9.3 Wände . . . . . . . . . . . . . . . . . . . . . . . . . 25213.9.4 Dächer . . . . . . . . . . . . . . . . . . . . . . . . . 25413.10 Stahlbau-Abschlussaufgabe:
Kranbahnkonsolen einer 2-schiffigenHalle . . . . . . . . . . . . . . . . . . . . . . . . . . . 256
14 Türen . . . . . . . . . . . . . . . . . . . . . . . . . . 25914.1 Aufbau einer Drehflügeltür . . . . . . . . 25914.2 Arten und Merkmale von Türen . . . . 26114.2.1 Einbauort . . . . . . . . . . . . . . . . . . . . . . . 26114.2.2 Bewegungsart . . . . . . . . . . . . . . . . . . . 26114.2.3 Bewegungsrichtung . . . . . . . . . . . . . . 26114.2.4 Bauarten von Türen . . . . . . . . . . . . . . 26214.3 Türen mit besonderen Funktionen . . 26614.4 Werkstoffe für Türen. . . . . . . . . . . . . . 27014.5 Türabschließer . . . . . . . . . . . . . . . . . . 27114.6 Beschläge für Türen . . . . . . . . . . . . . . 27314.7 Einbau und Montage . . . . . . . . . . . . . 274
15 Tore. . . . . . . . . . . . . . . . . . . . . . . . . . . . 27515.1 Hallentore . . . . . . . . . . . . . . . . . . . . . . 27515.1.1 Drehtore . . . . . . . . . . . . . . . . . . . . . . . . 27615.1.2 Schiebetore . . . . . . . . . . . . . . . . . . . . . 27615.1.3 Schiebefalttore . . . . . . . . . . . . . . . . . . 27815.1.4 Schwingtore . . . . . . . . . . . . . . . . . . . . 28015.1.5 Rolltore. . . . . . . . . . . . . . . . . . . . . . . . . 28115.1.6 Sektionaltore . . . . . . . . . . . . . . . . . . . . 28115.1.7 Sicherheitseinrichtungen . . . . . . . . . . 28215.2 Tore für den Außenbereich . . . . . . . . 28315.2.1 Schiebetore . . . . . . . . . . . . . . . . . . . . . 28315.2.2 Drehtore . . . . . . . . . . . . . . . . . . . . . . . . 283
16 Schlösser . . . . . . . . . . . . . . . . . . . . . . . 28716.1 Schlossarten . . . . . . . . . . . . . . . . . . . . 28716.2 Aufbau und Funktionsweise von
Falle-Riegel-Schlössern . . . . . . . . . . . 28816.3 Normmaße von Schlössern. . . . . . . . 28916.3.1 Bezeichnung von Einsteckschlössern 29016.3.2 Bezeichnungsbeispiele . . . . . . . . . . . . 29016.4 Schlosssicherungen . . . . . . . . . . . . . . 29016.4.1 Buntbartschloss. . . . . . . . . . . . . . . . . . 29016.4.2 Chubschloss . . . . . . . . . . . . . . . . . . . . 291
Lernfeld: Herstellen von Stahl- und Metallbaukonstruktion . . . . . . . . . . . . . . . . . . 191
Lernfeld: Herstellen von Türen, Toren und Gittern . . . . . . . . . . . . . . . . . . . . . . . . . . . 259
11311 FBMB 001-122_11311 Umbruch 5.0 S.001-122 08.07.16 13:35 Seite 6
7
16.4.3 Zylinderschlösser . . . . . . . . . . . . . . . . 29216.4.4 Elektronische Zutrittskontrolle. . . . . . 29916.5 Schließanlagen . . . . . . . . . . . . . . . . . . 301
17 Gitter und Roste . . . . . . . . . . . . . . . . . 30317.1 Bewegliche Gitter . . . . . . . . . . . . . . . . 30317.2 Feststehende Gitter. . . . . . . . . . . . . . . 30317.3 Gitterroste und Roste aus Stahlblech 30417.3.1 Anwendung und Eigenschaften . . . . 30417.3.2 Bauarten. . . . . . . . . . . . . . . . . . . . . . . . 30417.3.3 Aussparungen und Rand-
einfassungen . . . . . . . . . . . . . . . . . . . . 30517.3.4 Korrosionsschutz. . . . . . . . . . . . . . . . . 30517.3.5 Sicherheitsroste . . . . . . . . . . . . . . . . . 30517.3.6 Normroste und Trittstufen . . . . . . . . . 30517.3.7 Verlegeplan . . . . . . . . . . . . . . . . . . . . . 30617.3.8 Stützweite . . . . . . . . . . . . . . . . . . . . . . 30617.3.9 Befestigung der Roste . . . . . . . . . . . . 30717.3.10 Bestellangaben . . . . . . . . . . . . . . . . . . 30717.3.11 Sicherheitshinweise . . . . . . . . . . . . . . 30717.3.12 Montagebeispiel –
Abschlussaufgabe. . . . . . . . . . . . . . . . 308
18 Steuern und Regeln . . . . . . . . . . . . . . . 30918.1 Steuern. . . . . . . . . . . . . . . . . . . . . . . . . 30918.2 Regeln . . . . . . . . . . . . . . . . . . . . . . . . . 30918.3 Steuerungsarten . . . . . . . . . . . . . . . . . 31018.3.1 Mechanische Steuerungen . . . . . . . . 31118.3.2 Pneumatische Steuerungen. . . . . . . . 31118.3.3 Hydraulische Steuerungen. . . . . . . . . 31618.3.4 Elektrische Steuerungen . . . . . . . . . . 32018.3.5 Speicherprogrammierbare
Steuerungen (SPS) . . . . . . . . . . . . . . . 32318.3.6 Steuerungstechnische Projekte . . . . . 325
19 Bauphysik. . . . . . . . . . . . . . . . . . . . . . . 33119.1 Wärmeschutz. . . . . . . . . . . . . . . . . . . . 33119.1.1 Einsparung von Heizenergie . . . . . . . 33119.1.2 Wärmeschutz am Bau. . . . . . . . . . . . . 33219.1.3 Grundlagen der Wärmelehre. . . . . . . 33219.1.4 Wärmetransport . . . . . . . . . . . . . . . . . 33419.1.5 Wärmedämmung von Gebäuden . . . 33619.1.5 Energieeinsparung . . . . . . . . . . . . . . . 33919.2 Feuchteschutz . . . . . . . . . . . . . . . . . . . 34119.3 Schallschutz. . . . . . . . . . . . . . . . . . . . . 34319.3.1 Entstehung des Schalls . . . . . . . . . . . 34319.3.2 Schallausbreitung . . . . . . . . . . . . . . . . 34419.3.3 Schallwahrnehmung . . . . . . . . . . . . . 34419.3.4 Schallschutz im Hochbau . . . . . . . . . . 34519.4 Brandschutz . . . . . . . . . . . . . . . . . . . . . 34719.4.1 Brandverhalten von Baustoffen
und Bauteilen . . . . . . . . . . . . . . . . . . . 347
19.4.2 Brandschutzmaßnahmen. . . . . . . . . . 34819.4.3 Schutz von Bauteilen aus Stahl . . . . . 348
20 Fenster . . . . . . . . . . . . . . . . . . . . . . . . . 34920.1 Aufbau und Bauteile von Fenstern . . 34920.2 Bauarten und Einteilung der Fenster 35020.2.1 Konstruktionsarten . . . . . . . . . . . . . . . 35020.2.2 Öffnungsarten . . . . . . . . . . . . . . . . . . . 35020.2.3 Rahmenwerkstoffe . . . . . . . . . . . . . . . 35220.2.4 Fenster mit besonderen Funktionen . 35420.3 Fensterbeschläge . . . . . . . . . . . . . . . . 35620.3.1 Dreh-Kippbeschlag . . . . . . . . . . . . . . . 35620.3.2 Einbruchhemmende Beschläge. . . . . 35820.3.3 Hebe-Schiebeflügelbeschlag . . . . . . . 35820.4 Herstellung von Fenstern . . . . . . . . . . 35920.4.1 Aufmaß am Bauwerk . . . . . . . . . . . . . 35920.4.2 Zuschnitt und Bearbeitung. . . . . . . . . 35920.4.3 Rahmenverbindung . . . . . . . . . . . . . . 36020.4.4 Beschlageinbau. . . . . . . . . . . . . . . . . . 36020.5 Montage von Fenstern . . . . . . . . . . . . 36120.5.1 Klotzung der Scheiben . . . . . . . . . . . . 36220.5.2 Verglasungssysteme. . . . . . . . . . . . . . 36320.5.3 Anschluss und Befestigung am
Bauwerk . . . . . . . . . . . . . . . . . . . . . . . . 36320.6 Schaufenster und Vitrinen . . . . . . . . . 366
21 Fassaden und Glaskonstruktionen . . . 36721.1 Einteilung und Bauarten. . . . . . . . . . . 36721.1.1 Warmfassaden . . . . . . . . . . . . . . . . . . 36821.1.2 Kaltfassaden . . . . . . . . . . . . . . . . . . . . 36921.1.3 Kalt-Warmfassaden (CW-Fassade) . . 36921.1.4 Doppelfassade, Zweite-Haut-
Fassade . . . . . . . . . . . . . . . . . . . . . . . . 37021.1.5 Ganzglasfassaden (Structural
Glazing) . . . . . . . . . . . . . . . . . . . . . . . . 37021.1.6 Punktgehaltene Glasfassade . . . . . . . 37121.2 Überkopfverglasung
(Schrägverglasung) . . . . . . . . . . . . . . 37121.3 Wasserabführung bei Fassaden . . . . 37221.4 Planung, Fertigung und
Montage von Fassaden . . . . . . . . . . . 37321.4.1 Planungsgrundlagen . . . . . . . . . . . . . 37321.4.2 Montage der Unterkonstruktion . . . . 37421.4.3 Pfosten-Riegel-Montage. . . . . . . . . . . 37521.4.4 Elementmontage. . . . . . . . . . . . . . . . . 37521.5 Glasanbauten . . . . . . . . . . . . . . . . . . . 37621.6 Sonnenschutz . . . . . . . . . . . . . . . . . . . 37821.6.1 Innenliegende Sonnenschutzanlagen 37821.6.2 Äußere Sonnenschutzanlagen . . . . . 379
22 Treppen. . . . . . . . . . . . . . . . . . . . . . . . . 38522.1 Treppenarten . . . . . . . . . . . . . . . . . . . . 38522.2 Konstruktionsarten von Treppen . . . . 387
Lernfeld: Herstellen von Fenstern, Fassaden und Glasanbauten. . . . . . . . . . . . . . . . . . . . . . 331
Lernfeld: Herstellen von Treppen und Geländern . . . . . . . . . . . . . . . . . . . . . . . . . . . . 385
11311 FBMB 001-122_11311 Umbruch 5.0 S.001-122 08.07.16 13:35 Seite 7
8
22.2.1 Wangentreppen. . . . . . . . . . . . . . . . . . 38722.2.2 Holmtreppen . . . . . . . . . . . . . . . . . . . . 38722.2.3 Spindeltreppen . . . . . . . . . . . . . . . . . . 38822.3 Stufenarten . . . . . . . . . . . . . . . . . . . . . 38822.4 Bezeichnungen an der Treppe . . . . . . 38922.5 Hauptmaße von Treppen . . . . . . . . . . 39022.6 Konstruktionsbeispiel . . . . . . . . . . . . . 39122.6.1 Geschosshöhenberechnung . . . . . . . 39122.6.2 Steigerungsberechnung. . . . . . . . . . . 39222.6.3 Konstruktion der Wangen . . . . . . . . . 39322.7 Stufenverziehung bei gewendelten
Treppen . . . . . . . . . . . . . . . . . . . . . . . . 39522.8 Anreißen von Wangen . . . . . . . . . . . . 39822.9 Berechnung mit Computern . . . . . . . 398
23 Geländer . . . . . . . . . . . . . . . . . . . . . . . . 40323.1 Aufbau des Geländers . . . . . . . . . . . . 40323.2 Geländer in und an Wohnhäusern . . 40423.3 Industriegeländer . . . . . . . . . . . . . . . . 40523.4 Befestigung der Geländer . . . . . . . . . 40623.5 Biegen eines Treppengeländer-
Krümmlings . . . . . . . . . . . . . . . . . . . . . 407
24 Qualitätsmanagement. . . . . . . . . . . . . 41124.1 Aufgaben des Qualitäts-
managements . . . . . . . . . . . . . . . . . . . 41224.1.1 Qualitätsplanung. . . . . . . . . . . . . . . . . 41224.1.2 Qualitätslenkung . . . . . . . . . . . . . . . . . 41324.1.3 Qualitätsprüfung . . . . . . . . . . . . . . . . . 41324.1.4 Qualitätsverbesserung . . . . . . . . . . . . 41324.2 Qualitätsmanagement nach
DIN EN ISO 9000:2005 . . . . . . . . . . . . 41424.2.1 Die acht Grundsätze des
Qualitätsmanagementsystems . . . . . 41424.3 Modell eines Qualitätsmanagement-
systems . . . . . . . . . . . . . . . . . . . . . . . . 41524.3.1 Verantwortung der Leitung . . . . . . . . 41624.3.2 Management der Mittel . . . . . . . . . . . 41624.3.3 Produkt- und Dienstleistungs-
realisierung . . . . . . . . . . . . . . . . . . . . . 41624.3.4 Messung, Analyse und
Verbesserung. . . . . . . . . . . . . . . . . . . . 41624.4 Qualität ist nicht nur Chefsache. . . . . 416
25 Instandhaltung. . . . . . . . . . . . . . . . . . . 41725.1 Grundlegende Begriffe . . . . . . . . . . . . 41725.2 Instandhaltung von Systemen im
Metall- und Stahlbau . . . . . . . . . . . . . 42525.2.1 Vorbeugende Instandhaltungs-
maßnahmen . . . . . . . . . . . . . . . . . . . . 42525.2.2 Instandhaltungsvorschriften . . . . . . . 427
25.2.3 Diagnostik, Fehleranalyse undDokumentation . . . . . . . . . . . . . . . . . . 428
25.2.4 Instandhaltung von Arbeitsmitteln . . 431
26 Werkstofftechnik . . . . . . . . . . . . . . . . . 43526.1 Übersicht der Werkstoffe . . . . . . . . . . 43526.2 Auswahl der Werkstoffe nach ihren
Eigenschaften . . . . . . . . . . . . . . . . . . . 43626.3 Stähle und Gusseisen. . . . . . . . . . . . . 43826.3.1 Roheisengewinnung und
Stahlherstellung . . . . . . . . . . . . . . . . . 43826.3.2 Verarbeitung zu Stahlerzeugnissen. . 44026.3.3 Normung der Stahlerzeugnisse
(Formnormung). . . . . . . . . . . . . . . . . . 44326.3.4 Kurznamen für Stähle und
Stahlguss . . . . . . . . . . . . . . . . . . . . . . . 44526.3.5 Kurznamen für Gusseisenwerkstoffe 44726.3.6 Alte Kurznamen der Stähle und
Gusseisenwerkstoffe . . . . . . . . . . . . . 44826.3.7 Werkstoffnummern für Stähle, Guss-
eisenwerkstoffe und Stahlguss . . . . . 44926.3.8 Einteilung der Stähle und Guss-
eisenwerkstoffe . . . . . . . . . . . . . . . . . . 45026.3.9 Stähle für den Metallbau und den
Stahlbau. . . . . . . . . . . . . . . . . . . . . . . . 45126.3.10 Korrosionsbeständige Stähle
(Edelstahl Rostfrei) . . . . . . . . . . . . . . . 45326.3.11 Stähle für Bleche und Bänder . . . . . . 45526.3.12 Maschinenbaustähle. . . . . . . . . . . . . . 45626.3.13 Werkzeugstähle . . . . . . . . . . . . . . . . . . 45726.3.14 Gusseisenwerkstoffe und Stahlguss. 45826.4 Innerer Aufbau der Metalle . . . . . . . . 45926.4.1 Gefüge und kristalline Struktur . . . . . 45926.4.2 Innerer Aufbau und Eigenschaften . . 45926.4.3 Kristallgittertypen der Metalle . . . . . . 46026.4.4 Entstehung des Metallgefüges . . . . . 46026.4.5 Gefüge reiner Metalle und von
Legierungen. . . . . . . . . . . . . . . . . . . . . 46126.4.6 Schmelz- und Erstarrungsverhalten . 46226.4.7 Eisen-Kohlenstoff-Zustands-
diagramm und Gefügearten derunlegierten Stähle. . . . . . . . . . . . . . . . 463
26.5 Wärmebehandlung der Stähle . . . . . 46426.5.1 Glühen . . . . . . . . . . . . . . . . . . . . . . . . . 46426.5.2 Härten. . . . . . . . . . . . . . . . . . . . . . . . . . 46526.5.3 Vergüten. . . . . . . . . . . . . . . . . . . . . . . . 46826.5.4 Härten der Randzone . . . . . . . . . . . . . 46826.6 Aluminium und Aluminium-
legierungen . . . . . . . . . . . . . . . . . . . . . 47026.6.1 Aluminium-Werkstoffe . . . . . . . . . . . . 47126.6.2 Handhabung und Bearbeitung von
Aluminium-Bauteilen . . . . . . . . . . . . . 47226.6.3 Fügen von Aluminium-Bauteilen . . . 472
Lernfeld: Instandhalten von Systemen des Metall- und Stahlbaus . . . . . . . . . . . . . . . . . . 411
Lernfeldübergreifendes Wissen. . . . . . . . . . . 435
11311 FBMB 001-122_11311 Umbruch 5.0 S.001-122 08.07.16 13:35 Seite 8
9
26.7 Kupfer und Kupferlegierungen. . . . . 47326.7.1 Unlegierte Kupferwerkstoffe. . . . . . . 47326.7.2 Kupfer-Legierungen. . . . . . . . . . . . . . 47426.8 Weitere wichtige Metalle. . . . . . . . . . 47626.9 Sinterwerkstoffe. . . . . . . . . . . . . . . . . 47826.9.1 Herstellung von Sinterteilen . . . . . . . 47826.9.2 Typische Anwendungen . . . . . . . . . . 47826.9.3 Hartmetalle . . . . . . . . . . . . . . . . . . . . . 47926.10 Korrosion und Korrosionsschutz . . . 48026.10.1 Elektrochemische Korrosion. . . . . . . 48026.10.2 Erscheinungsformen der
Korrosion . . . . . . . . . . . . . . . . . . . . . . 48126.10.3 Korrosion bei hohen Temperaturen. 48226.10.4 Einflussfaktoren auf die Korrosion
eines Bauteils . . . . . . . . . . . . . . . . . . . 48226.10.5 Auswahl der Werkstoffe nach dem
Korrosionsverhalten . . . . . . . . . . . . . 48326.10.6 Korrosionsschutzgerechte
Konstruktion . . . . . . . . . . . . . . . . . . . . 48426.10.7 Korrosionsschutz von Stahlbauten . 48526.10.8 Vorbereiten der Stahloberflächen . . 48526.10.9 Korrosionsschutz von Stahl-
bauteilen durch Feuerverzinken . . . . 48626.10.10Korrosionsschutzbeschichtung
von Stahlbauteilen. . . . . . . . . . . . . . . 48726.10.11Katodischer Korrosionsschutz
von Stahlbauteilen. . . . . . . . . . . . . . . 48826.10.12Korrosionsschutz bei korrosions-
beständigen Stählen . . . . . . . . . . . . . 48826.10.13Korrosionsschutz von Aluminium-
Bauteilen. . . . . . . . . . . . . . . . . . . . . . . 48926.10.14Korrosionsschutz bei Maschinen . . . 48926.11 Kunststoffe (Plaste) . . . . . . . . . . . . . . 49026.11.1 Eigenschaften und Verwendung . . . 49026.11.2 Herstellung und innerer Aufbau. . . . 49026.11.3 Technologische Einteilung . . . . . . . . 49126.11.4 Thermoplaste . . . . . . . . . . . . . . . . . . . 49226.11.5 Duroplaste . . . . . . . . . . . . . . . . . . . . . 49326.11.6 Elastomere . . . . . . . . . . . . . . . . . . . . . 49426.11.7 Sonderanwendungen von Kunst-
stoffen im Metallbau . . . . . . . . . . . . . 49426.11.8 Weiterverarbeitung der Kunststoff-
Erzeugnisse . . . . . . . . . . . . . . . . . . . . 49626.12 Verbundwerkstoffe. . . . . . . . . . . . . . . 497
26.12.1 Faserverstärkte Verbundwerkstoffe . 49726.12.2 Teilchenverstärkte Verbund-
werkstoffe . . . . . . . . . . . . . . . . . . . . . . 49826.12.3 Schicht und Strukturverbunde . . . . . 49826.13 Hilfsstoffe . . . . . . . . . . . . . . . . . . . . . . 49926.14 Glas und Glasbauteile . . . . . . . . . . . . 50126.15 Werkstoffprüfung. . . . . . . . . . . . . . . . 50326.15.1 Technologische Prüfverfahren . . . . . 50326.15.2 Kerbschlagbiegeversuch nach
Charpy. . . . . . . . . . . . . . . . . . . . . . . . . 50326.15.3 Härteprüfungen . . . . . . . . . . . . . . . . . 50426.15.4 Zugversuch. . . . . . . . . . . . . . . . . . . . . 50526.15.5 Zerstörungsfreie Prüfverfahren . . . . 50626.15.6 Metallografische Untersuchungen. . 50726.16 Werkstoffe und Hilfsstoffe –
Umwelt- und Gesundheitsschutz . . . 50826.16.1 Umgang mit Werk- und Hilfs-
stoffen . . . . . . . . . . . . . . . . . . . . . . . . . 50826.16.2 Recycling und Entsorgung in
Metallbaubetrieben . . . . . . . . . . . . . . 50926.16.3 Vermeiden von Schadstoffen . . . . . . 51026.16.4 Gesundheitsgefährdende Stoffe
im Metallbau . . . . . . . . . . . . . . . . . . . 511
27 Kommunikation und Präsentation . . 51327.1 Kommunikation . . . . . . . . . . . . . . . . . 51327.1.1 Kommunikationsebenen. . . . . . . . . . 51327.1.2 Kommunikationsarten. . . . . . . . . . . . 51327.1.3 Kommunikationsmodelle . . . . . . . . . 51527.1.4 Probleme in der Kommunikation . . . 51527.1.5 Kommunikationsstrategien. . . . . . . . 51527.1.5.1 Strategie zur Vermeidung von
Konflikten „Aktives Zuhören“. . . . . . 51727.1.5.2 Strategie zur Beseitigung von
bestehenden Konflikten„Metakommunikation“ . . . . . . . . . . . 517
27.2 Präsentation . . . . . . . . . . . . . . . . . . . . 519
Sachwortverzeichnis . . . . . . . . . . . . . . . . . . . . 523
Weiterführende Literatur . . . . . . . . . . . . . . . . . 542
Bildquellenverzeichnis . . . . . . . . . . . . . . . . . . . 543
11311 FBMB 001-122_11311 Umbruch 5.0 S.001-122 08.07.16 13:35 Seite 9
10
learning fields: making of sheet pieces, formed parts and sectional steel structures
1 forming 111.1 classification of forming
techniques 111.2 forging 111.3 straightening 191.4 bend forming 221.5 tensile and compression forming 261.6 joining by forming 27
2 machining 292.1 tool edge 292.2 influencing variables in chip
removal processes 292.3 drilling 302.4 sawing 312.5 milling 322.6 threading 332.7 grinding 342.8 cut-off grinding 392.9 polishing and brushing 39
3 mechanical parting and thermal cutting 41
3.1 wedge-action cutting 413.2 shear cutting 413.3 thermal cutting 49
4 screwed, riveted and clamped joints 55
4.1 joining processes 554.2 screwed joints 564.3 clamping girder joints 674.4 riveted joints 68
5 self-substance joints 715.1 welding methods 715.2 pressure welding methods 935.3 welded joint 965.4 weldability of metals 995.5 welding of plastics 1035.6 soldering 1045.7 bonding 108
6 electrical machines and devices 1136.1 electric circuit 1136.2 electromagnetism 1146.3 electric motors 118
7 NC technology in metal construction 123
7.1 work flow in NC technology 1237.2 design of NC machines 1247.3 design characteristics of NC
machines 1267.4 controller types 1287.5 coordinate systems 1287.6 program structure 1297.7 manual programming 1327.8 machine-aided programming 1367.9 using NC technology in metal
construction 137
learning field: dismantling and assemblingstructural modules in the shop
8 lifting and moving loads 1518.1 basic physics 1518.2 hoists 1548.3 industrial trucks 1598.4 fastening loads 1598.5 safety at work and protection
against accidents 164
9 mounting of structural components 165
9.1 mounting with masonry anchors 1659.2 mounting with studs 1669.3 mounting with dowels 167
10 assembly, disassembly and disposal 177
10.1 shop assembly 17710.2 disassembly 18710.3 avoidance, recycling and disposal
of waste 187
learning field: making of steel and metalstructures
11 safety on site 19111.1 personal protective equipment 19111.2 scaffoldings and ladders 19311.3 antifall roping 195
12 surveying on site 19712.1 alignment stage 19712.2 length measurement 19812.3 angular measurement 19912.4 determining building heights 19912.5 determining finishing and
completion heights 200
13 structural steelwork and roof structures 201
13.1 structural steelwork classification 20113.2 constructional elements 20313.3 types of stress acting in structural
components 20513.4 piers 20713.5 girders 21413.6 girder connection 22913.7 bracing and guy ropes 23813.8 industrial steel buildings 24113.9 space-enclosing structural
elements 247
learning field: making of doors, gates and fences
14 doors 25914.1 revolving folding-door structure 25914.2 door types and features 26114.3 doors with specific functions 26614.4 door materials 27014.5 door closer 27114.6 door fittings 27314.7 placing and assembly 274
15 doors and gates 27515.1 entrance doors 27515.2 exterior doors 283
16 locks 28716.1 types of locks 28716.2 design and operating mode 28816.3 standard dimensions of locks 28916.4 door lock safety catch 29016.5 master-keyed systems 301
17 grills and grates 30317.1 articulated grills 30317.2 fixed grills 30317.3 gratings 304
18 control engineering 30918.1 open-loop control 30918.2 closed-loop control 30918.3 controller types 310
learning field: making of windows, façadesand glass annexes
19 building physics 33119.1 thermal isolation 33119.2 moisture protection 34119.3 noise insulation 34319.4 fire protection 347
20 windows 34920.1 window design and components 34920.2 window types and classification 35020.3 window fittings 356
20.4 window manufacture 35920.5 window installation 36120.6 shop windows and showcases 366
21 façades and glass structures 36721.1 classification and types 36721.2 overhead glazing 37121.3 façade drainage 37221.4 façade design, fabrication and
assembly 37321.5 glass annexes 37621.6 sun-shading 378
learning field: making of stairs and balustrades
22 stairs 38522.1 types of stairs 38522.2 construction types of stairs 38722.3 tread types 38822.4 stairway terminology 38922.5 main dimensions of stairs 39022.6 sample design of a stairway 39122.7 turning the steps of a spiral
stairway 39522.8 marking-out of stringers 39822.9 computer calculation 398
23 balustrades 40323.1 balustrade design 40323.2 balustrades in and at residential
buildings 40423.3 industrial guard-rail 40523.4 fixing balustrades 40623.5 bending a string wreath 407
learning field: maintenance of structural metal and steel systems
24 quality management 41124.1 tasks of quality management 41124.2 quality management according to
DIN EN ISO 9000:2005 41424.3 quality management system
model 41524.4 quality assurance is not only a
matter for the boss! 416
25 maintenance 41725.1 basic terms 41725.2 maintenance of structural systems
in metal and steel construction 425
interdisciplinary knowledge
26 materials science 43526.1 general survey of materials 43526.2 choice of materials depending
on their properties 43626.3 steel and cast iron 43826.4 inner structure of metals 45926.5 heat treatment of steel 46426.6 aluminium and aluminium alloys 47026.7 copper and copper alloys 47326.8 other important metals 47626.9 sintered materials 47826.10 corrosion and corrosion
protection 48026.11 plastics 49026.12 composite materials 49726.13 process materials 49926.14 glass and glass components 50126.15 material testing 50326.16 environmental and health
protection 508
27 communication and presentation 51327.1 communication 51327.2 presentation 519
subject index 523further reading 542image references 543
Kurz-Inhaltsverzeichnis englisch
11311 FBMB 001-122_11311 Umbruch 5.0 S.001-122 08.07.16 13:35 Seite 10
11
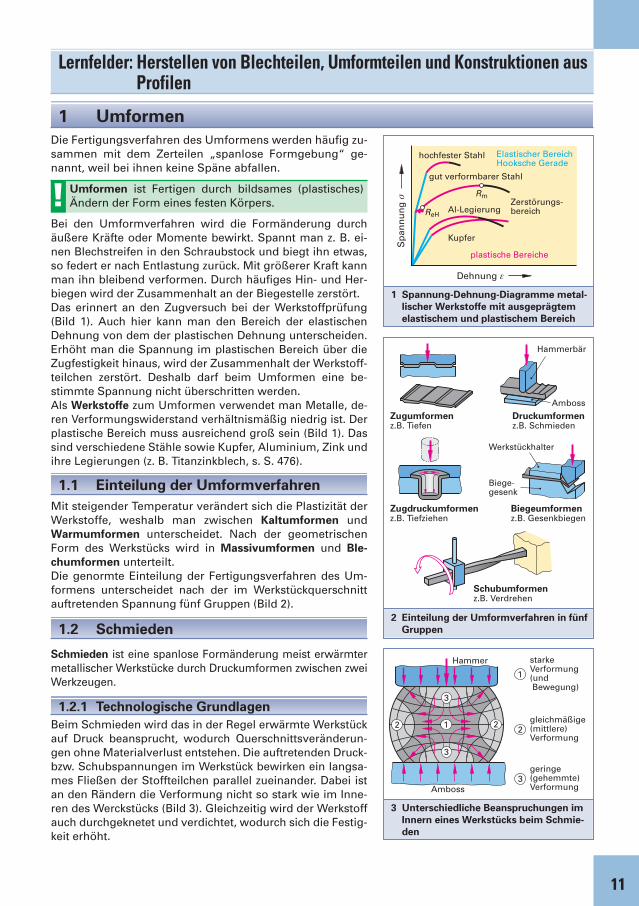
Die Fertigungsverfahren des Umformens werden häufig zu-sammen mit dem Zerteilen „spanlose Formgebung“ ge-nannt, weil bei ihnen keine Späne abfallen.
Lernfelder: Herstellen von Blechteilen, Umformteilen und Konstruktionen ausProfilen
1 Umformen
Umformen ist Fertigen durch bildsames (plastisches)Ändern der Form eines festen Körpers.!
1.1 Einteilung der Umformverfahren
1.2 Schmieden
1.2.1 Technologische Grundlagen
hochfester Stahl
gut verformbarer Stahl
Al-LegierungZerstörungs-bereich
Kupfer
ReH
Rm
plastische Bereiche
Sp
ann
un
g j
Dehnung e
Elastischer BereichHooksche Gerade
1 Spannung-Dehnung-Diagramme metal-lischer Werkstoffe mit ausgeprägtemelastischem und plastischem Bereich
Biegeumformenz.B. Gesenkbiegen
Zugumformenz.B. Tiefen
Druckumformenz.B. Schmieden
Zugdruckumformenz.B. Tiefziehen
Hammerbär
Amboss
Werkstückhalter
Biege-gesenk
Schubumformenz.B. Verdrehen
2 Einteilung der Umformverfahren in fünfGruppen
Hammer
gleichmäßige(mittlere) Verformung
geringe(gehemmte) Verformung
starke Verformung(und Bewegung)
Amboss
1
3
2
3
3
22 1
3 Unterschiedliche Beanspruchungen imInnern eines Werkstücks beim Schmie-den
11
Beim Schmieden wird das in der Regel erwärmte Werkstückauf Druck beansprucht, wodurch Querschnittsveränderun-gen ohne Materialverlust entstehen. Die auftretenden Druck-bzw. Schubspannungen im Werkstück bewirken ein langsa-mes Fließen der Stoffteilchen parallel zueinander. Dabei istan den Rändern die Verformung nicht so stark wie im Inne-ren des Werckstücks (Bild 3). Gleichzeitig wird der Werkstoffauch durchgeknetet und verdichtet, wodurch sich die Festig-keit erhöht.
Mit steigender Temperatur verändert sich die Plastizität derWerkstoffe, weshalb man zwischen Kaltumformen undWarmumformen unterscheidet. Nach der geometrischenForm des Werkstücks wird in Massivumformen und Ble-chumformen unterteilt.Die genormte Einteilung der Fertigungsverfahren des Um-formens unterscheidet nach der im Werkstückquerschnittauftretenden Spannung fünf Gruppen (Bild 2).
Schmieden ist eine spanlose Formänderung meist erwärmtermetallischer Werkstücke durch Druckumformen zwischen zweiWerkzeugen.
Bei den Umformverfahren wird die Formänderung durchäußere Kräfte oder Momente bewirkt. Spannt man z. B. ei-nen Blechstreifen in den Schraubstock und biegt ihn etwas,so federt er nach Entlastung zurück. Mit größerer Kraft kannman ihn bleibend verformen. Durch häufiges Hin- und Her-biegen wird der Zusammenhalt an der Biegestelle zerstört.Das erinnert an den Zugversuch bei der Werkstoffprüfung (Bild 1). Auch hier kann man den Bereich der elastischenDehnung von dem der plastischen Dehnung unterscheiden.Erhöht man die Spannung im plastischen Bereich über dieZugfestigkeit hinaus, wird der Zusammenhalt der Werkstoff-teilchen zerstört. Deshalb darf beim Umformen eine be-stimmte Spannung nicht überschritten werden.Als Werkstoffe zum Umformen verwendet man Metalle, de-ren Verformungswiderstand verhältnismäßig niedrig ist. Derplastische Bereich muss ausreichend groß sein (Bild 1). Dassind verschiedene Stähle sowie Kupfer, Aluminium, Zink undihre Legierungen (z. B. Titanzinkblech, s. S. 476).
11311 FBMB 001-122_11311 Umbruch 5.0 S.001-122 08.07.16 13:35 Seite 11
1212
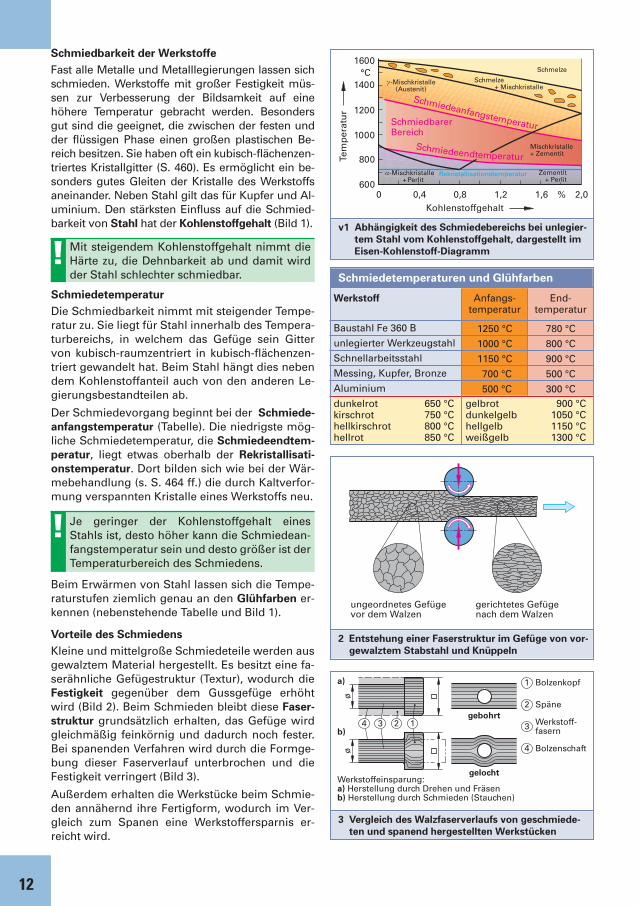
Schmiedbarkeit der WerkstoffeFast alle Metalle und Metalllegierungen lassen sichschmieden. Werkstoffe mit großer Festigkeit müs-sen zur Verbesserung der Bildsamkeit auf einehöhere Temperatur gebracht werden. Besondersgut sind die geeignet, die zwischen der festen undder flüssigen Phase einen großen plastischen Be-reich besitzen. Sie haben oft ein kubisch-flächenzen-triertes Kristallgitter (S. 460). Es ermöglicht ein be-sonders gutes Gleiten der Kristalle des Werkstoffsaneinander. Neben Stahl gilt das für Kupfer und Al-uminium. Den stärksten Einfluss auf die Schmied-barkeit von Stahl hat der Kohlenstoffgehalt (Bild 1).
1600°C
1400
1200
1000
800
6000 0,4 0,8 1,2 1,6 2,0%
a-Mischkristalle + Perlit
Rekristallisationstemperatur Zementit + Perlit
Mischkristalle+ Zementit
g-Mischkristalle(Austenit)
Schmelze + Mischkristalle
Schmiedeanfangstemperatur
Schmiedeendtemperatur
Schmelze
Kohlenstoffgehalt
Tem
per
atu
r
SchmiedbarerBereich
v1 Abhängigkeit des Schmiedebereichs bei unlegier-tem Stahl vom Kohlenstoffgehalt, dargestellt imEisen-Kohlenstoff-Diagramm
ungeordnetes Gefügevor dem Walzen
gerichtetes Gefügenach dem Walzen
2 Entstehung einer Faserstruktur im Gefüge von vor-gewalztem Stabstahl und Knüppeln
a)
b)
ø
Werkstoffeinsparung:a) Herstellung durch Drehen und Fräsenb) Herstellung durch Schmieden (Stauchen)
ø
2 Späne
3 Werkstoff-fasern
1 Bolzenkopf
4 Bolzenschaft
13 24gebohrt
gelocht
3 Vergleich des Walzfaserverlaufs von geschmiede-ten und spanend hergestellten Werkstücken
Schmiedetemperaturen und Glühfarben
Werkstoff
Baustahl Fe 360 B
unlegierter Werkzeugstahl
Schnellarbeitsstahl
Messing, Kupfer, Bronze
Aluminium
dunkelrot 650 °Ckirschrot 750 °Chellkirschrot 800 °Chellrot 850 °C
gelbrot 900 °Cdunkelgelb 1050 °Chellgelb 1150 °Cweißgelb 1300 °C
Anfangs-temperatur
1250 °C
1000 °C
1150 °C
700 °C
500 °C
End-temperatur
780 °C
800 °C
900 °C
500 °C
300 °C
Mit steigendem Kohlenstoffgehalt nimmt dieHärte zu, die Dehnbarkeit ab und damit wirdder Stahl schlechter schmiedbar.
!
Je geringer der Kohlenstoffgehalt einesStahls ist, desto höher kann die Schmiedean-fangstemperatur sein und desto größer ist derTemperaturbereich des Schmiedens.
!
Beim Erwärmen von Stahl lassen sich die Tempe-raturstufen ziemlich genau an den Glühfarben er-kennen (nebenstehende Tabelle und Bild 1).
Vorteile des SchmiedensKleine und mittelgroße Schmiedeteile werden ausgewalztem Material hergestellt. Es besitzt eine fa-serähnliche Gefügestruktur (Textur), wodurch dieFestigkeit gegenüber dem Gussgefüge erhöhtwird (Bild 2). Beim Schmieden bleibt diese Faser-struktur grundsätzlich erhalten, das Gefüge wirdgleichmäßig feinkörnig und dadurch noch fester.Bei spanenden Verfahren wird durch die Formge-bung dieser Faserverlauf unterbrochen und dieFestigkeit verringert (Bild 3).
Außerdem erhalten die Werkstücke beim Schmie-den annähernd ihre Fertigform, wodurch im Ver-gleich zum Spanen eine Werkstoffersparnis er-reicht wird.
SchmiedetemperaturDie Schmiedbarkeit nimmt mit steigender Tempe-ratur zu. Sie liegt für Stahl innerhalb des Tempera-turbereichs, in welchem das Gefüge sein Gittervon kubisch-raumzentriert in kubisch-flächenzen-triert gewandelt hat. Beim Stahl hängt dies nebendem Kohlenstoffanteil auch von den anderen Le-gierungsbestandteilen ab.
Der Schmiedevorgang beginnt bei der Schmiede-anfangstemperatur (Tabelle). Die niedrigste mög-liche Schmiedetemperatur, die Schmiedeendtem-peratur, liegt etwas oberhalb der Rekristallisati-onstemperatur. Dort bilden sich wie bei der Wär-mebehandlung (s. S. 464 ff.) die durch Kaltverfor-mung verspannten Kristalle eines Werkstoffs neu.
11311 FBMB 001-122_11311 Umbruch 5.0 S.001-122 08.07.16 13:35 Seite 12
1313
Der beim Erwärmen des Werkstücks im Feuer ent-stehende Abbrand (Zunder) vermindert das Volu-men des Werkstücks.n Ab 300 °C entsteht eine dünne Anlaufschicht.n Zwischen 500 °C und 700 °C bildet sich einedicke, feste Korrosionsschicht, die Zunderschicht(Hammerschlag). Sie bleibt bis 900 °C fest.
n Von 900 °C ... 1000 °C fällt die Zunderschicht abund entsteht sofort wieder neu.
n Ab ungefähr 1200 °C verbrennt der Stahl.n Beim Überhitzen oder zu langem Erwärmen desStahls vergröbert sich das Gefüge.
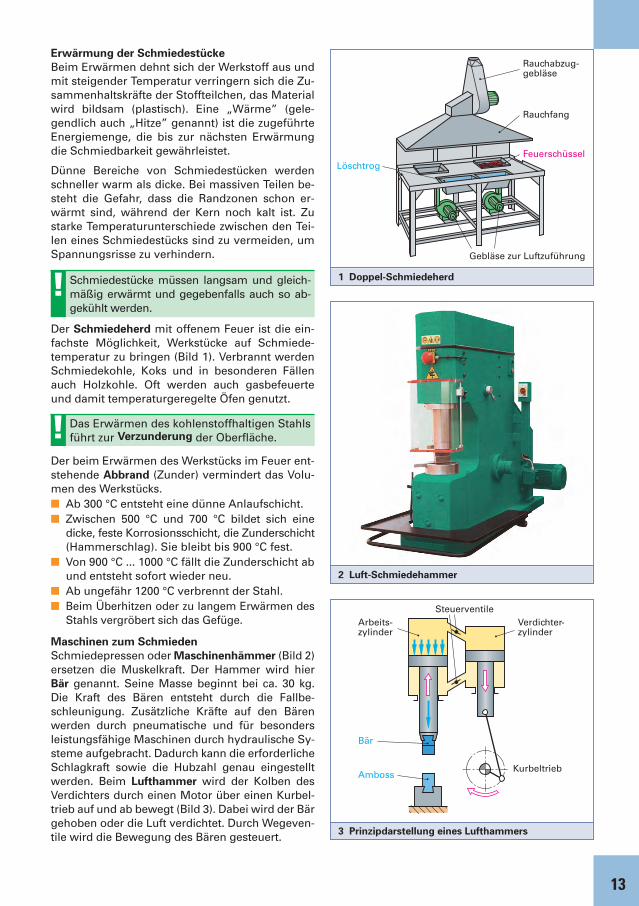
Maschinen zum SchmiedenSchmiedepressen oder Maschinenhämmer (Bild 2)ersetzen die Muskelkraft. Der Hammer wird hierBär genannt. Seine Masse beginnt bei ca. 30 kg.Die Kraft des Bären entsteht durch die Fallbe-schleunigung. Zusätzliche Kräfte auf den Bärenwerden durch pneumatische und für besondersleistungsfähige Maschinen durch hydraulische Sy-steme aufgebracht. Dadurch kann die erforderlicheSchlagkraft sowie die Hubzahl genau eingestelltwerden. Beim Lufthammer wird der Kolben desVerdichters durch einen Motor über einen Kurbel-trieb auf und ab bewegt (Bild 3). Dabei wird der Bärgehoben oder die Luft verdichtet. Durch Wegeven-tile wird die Bewegung des Bären gesteuert.
Rauchabzug-gebläse
Rauchfang
Feuerschüssel
Gebläse zur Luftzuführung
Löschtrog
1 Doppel-Schmiedeherd
2 Luft-Schmiedehammer
KurbeltriebAmboss
Bär
Arbeits-zylinder
SteuerventileVerdichter-zylinder
3 Prinzipdarstellung eines Lufthammers
Das Erwärmen des kohlenstoffhaltigen Stahlsführt zur Verzunderung der Oberfläche.!
Schmiedestücke müssen langsam und gleich-mäßig erwärmt und gegebenfalls auch so ab-gekühlt werden.
!
Erwärmung der SchmiedestückeBeim Erwärmen dehnt sich der Werkstoff aus undmit steigender Temperatur verringern sich die Zu-sammenhaltskräfte der Stoffteilchen, das Materialwird bildsam (plastisch). Eine „Wärme” (gele-gendlich auch „Hitze” genannt) ist die zugeführteEnergiemenge, die bis zur nächsten Erwärmungdie Schmiedbarkeit gewährleistet.
Dünne Bereiche von Schmiedestücken werdenschneller warm als dicke. Bei massiven Teilen be-steht die Gefahr, dass die Randzonen schon er-wärmt sind, während der Kern noch kalt ist. Zustarke Temperaturunterschiede zwischen den Tei-len eines Schmiedestücks sind zu vermeiden, umSpannungsrisse zu verhindern.
Der Schmiedeherd mit offenem Feuer ist die ein-fachste Möglichkeit, Werkstücke auf Schmiede-temperatur zu bringen (Bild 1). Verbrannt werdenSchmiedekohle, Koks und in besonderen Fällenauch Holzkohle. Oft werden auch gasbefeuerteund damit temperaturgeregelte Öfen genutzt.
11311 FBMB 001-122_11311 Umbruch 5.0 S.001-122 08.07.16 13:35 Seite 13
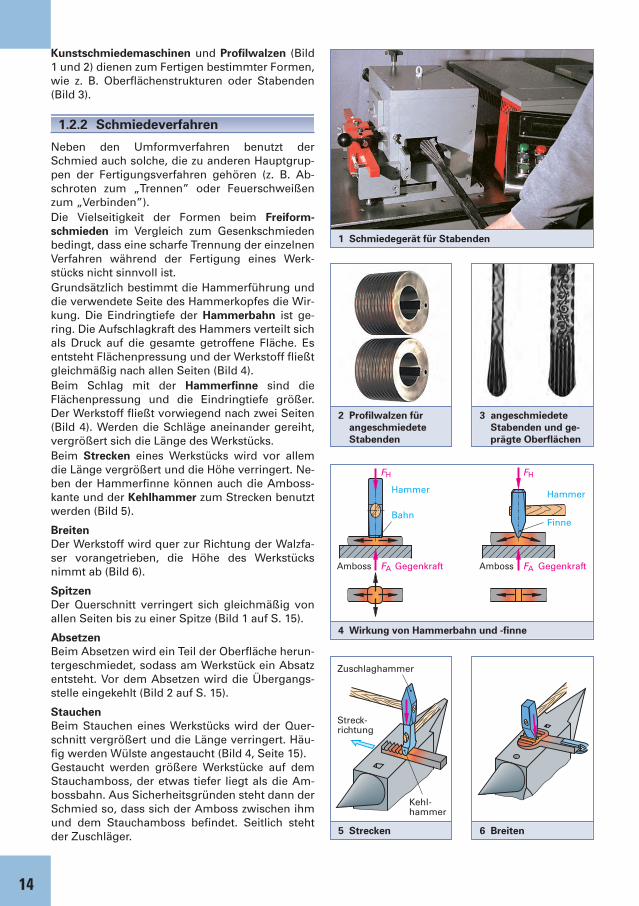
2 Profilwalzen fürangeschmiedeteStabenden
3 angeschmiedeteStabenden und ge-prägte Oberflächen
14
Neben den Umformverfahren benutzt derSchmied auch solche, die zu anderen Hauptgrup-pen der Fertigungsverfahren gehören (z. B. Ab-schroten zum „Trennen” oder Feuerschweißenzum „Verbinden”).Die Vielseitigkeit der Formen beim Freiform-schmieden im Vergleich zum Gesenkschmiedenbedingt, dass eine scharfe Trennung der einzelnenVerfahren während der Fertigung eines Werk-stücks nicht sinnvoll ist.Grundsätzlich bestimmt die Hammerführung unddie verwendete Seite des Hammerkopfes die Wir-kung. Die Eindringtiefe der Hammerbahn ist ge-ring. Die Aufschlagkraft des Hammers verteilt sichals Druck auf die gesamte getroffene Fläche. Esentsteht Flächenpressung und der Werkstoff fließtgleichmäßig nach allen Seiten (Bild 4).Beim Schlag mit der Hammerfinne sind dieFlächenpressung und die Eindringtiefe größer.Der Werkstoff fließt vorwiegend nach zwei Seiten(Bild 4). Werden die Schläge aneinander gereiht,vergrößert sich die Länge des Werkstücks.Beim Strecken eines Werkstücks wird vor allemdie Länge vergrößert und die Höhe verringert. Ne-ben der Hammerfinne können auch die Amboss-kante und der Kehlhammer zum Strecken benutztwerden (Bild 5).
BreitenDer Werkstoff wird quer zur Richtung der Walzfa-ser vorangetrieben, die Höhe des Werkstücksnimmt ab (Bild 6).
SpitzenDer Querschnitt verringert sich gleichmäßig vonallen Seiten bis zu einer Spitze (Bild 1 auf S. 15).
AbsetzenBeim Absetzen wird ein Teil der Oberfläche herun-tergeschmiedet, sodass am Werkstück ein Absatzentsteht. Vor dem Absetzen wird die Übergangs-stelle eingekehlt (Bild 2 auf S. 15).
StauchenBeim Stauchen eines Werkstücks wird der Quer-schnitt vergrößert und die Länge verringert. Häu-fig werden Wülste angestaucht (Bild 4, Seite 15).Gestaucht werden größere Werkstücke auf demStauchamboss, der etwas tiefer liegt als die Am-bossbahn. Aus Sicherheitsgründen steht dann derSchmied so, dass sich der Amboss zwischen ihmund dem Stauchamboss befindet. Seitlich stehtder Zuschläger.
Zuschlaghammer
Streck-richtung
Kehl-hammer
5 Strecken 6 Breiten
1.2.2 Schmiedeverfahren
Kunstschmiedemaschinen und Profilwalzen (Bild1 und 2) dienen zum Fertigen bestimmter Formen,wie z. B. Oberflächenstrukturen oder Stabenden(Bild 3).
1 Schmiedegerät für Stabenden
Amboss
FH
Hammer
Bahn
GegenkraftFA Amboss GegenkraftFA
FH
Hammer
Finne
4 Wirkung von Hammerbahn und -finne
11311 FBMB 001-122_11311 Umbruch 5.0 S.001-122 08.07.16 13:35 Seite 14
15
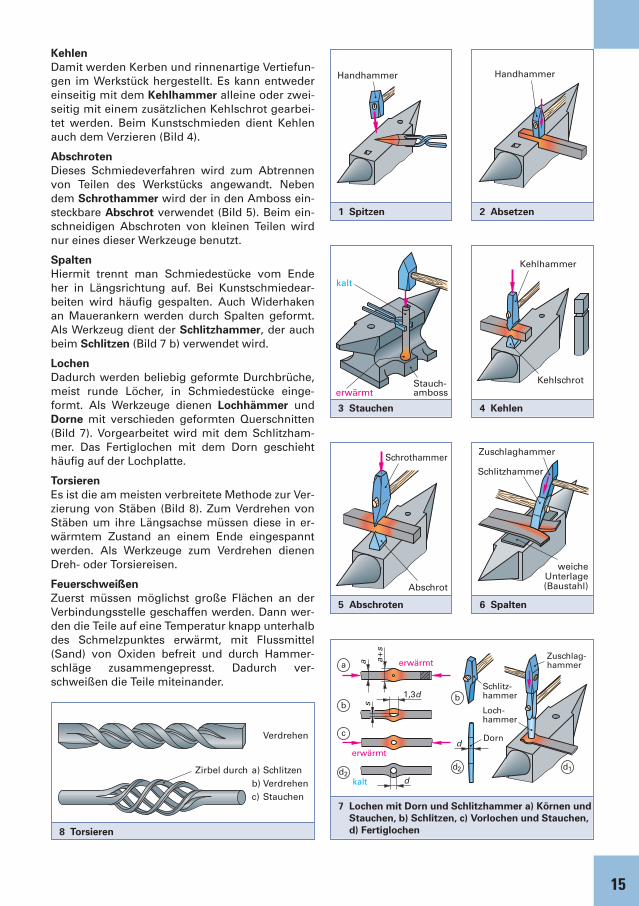
KehlenDamit werden Kerben und rinnenartige Vertiefun-gen im Werkstück hergestellt. Es kann entwedereinseitig mit dem Kehlhammer alleine oder zwei-seitig mit einem zusätzlichen Kehlschrot gearbei-tet werden. Beim Kunstschmieden dient Kehlenauch dem Verzieren (Bild 4).
AbschrotenDieses Schmiedeverfahren wird zum Abtrennenvon Teilen des Werkstücks angewandt. Nebendem Schrothammer wird der in den Amboss ein-steckbare Abschrot verwendet (Bild 5). Beim ein-schneidigen Abschroten von kleinen Teilen wirdnur eines dieser Werkzeuge benutzt.
SpaltenHiermit trennt man Schmiedestücke vom Endeher in Längsrichtung auf. Bei Kunstschmiedear-beiten wird häufig gespalten. Auch Widerhakenan Mauerankern werden durch Spalten geformt.Als Werkzeug dient der Schlitzhammer, der auchbeim Schlitzen (Bild 7 b) verwendet wird.
LochenDadurch werden beliebig geformte Durchbrüche,meist runde Löcher, in Schmiedestücke einge-formt. Als Werkzeuge dienen Lochhämmer undDorne mit verschieden geformten Querschnitten(Bild 7). Vorgearbeitet wird mit dem Schlitzham-mer. Das Fertiglochen mit dem Dorn geschiehthäufig auf der Lochplatte.
TorsierenEs ist die am meisten verbreitete Methode zur Ver-zierung von Stäben (Bild 8). Zum Verdrehen vonStäben um ihre Längsachse müssen diese in er-wärmtem Zustand an einem Ende eingespanntwerden. Als Werkzeuge zum Verdrehen dienenDreh- oder Torsiereisen.
FeuerschweißenZuerst müssen möglichst große Flächen an derVerbindungsstelle geschaffen werden. Dann wer-den die Teile auf eine Temperatur knapp unterhalbdes Schmelzpunktes erwärmt, mit Flussmittel(Sand) von Oxiden befreit und durch Hammer-schläge zusammengepresst. Dadurch ver-schweißen die Teile miteinander.
Handhammer
1 Spitzen
Handhammer
2 Absetzen
Stauch-amboss
kalt
erwärmt
3 Stauchen
Kehlhammer
Kehlschrot
4 Kehlen
Schrothammer
Abschrot
5 Abschroten
Zuschlaghammer
Schlitzhammer
weicheUnterlage(Baustahl)
6 Spalten
8 Torsieren
d
Zuschlag-hammer
Loch-hammer
d
a a+
s
Dorn
Schlitz-hammer
kalt
erwärmt
d2d2
b
d1
a
s
1,3db
c
erwärmt
7 Lochen mit Dorn und Schlitzhammer a) Körnen undStauchen, b) Schlitzen, c) Vorlochen und Stauchen,d) Fertiglochen
Zirbel durch a) Schlitzen b) Verdrehen c) Stauchen
Verdrehen
11311 FBMB 001-122_11311 Umbruch 5.0 S.001-122 08.07.16 13:35 Seite 15
16
Gesenkschmieden
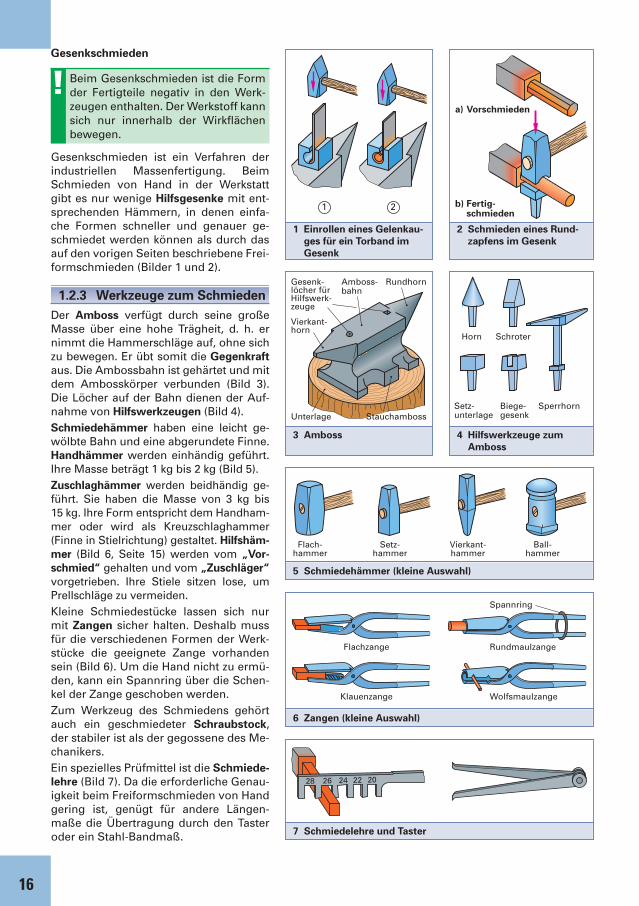
Gesenkschmieden ist ein Verfahren derindustriellen Massenfertigung. BeimSchmieden von Hand in der Werkstattgibt es nur wenige Hilfsgesenke mit ent-sprechenden Hämmern, in denen einfa-che Formen schneller und genauer ge-schmiedet werden können als durch dasauf den vorigen Seiten beschriebene Frei-formschmieden (Bilder 1 und 2).
21
1 Einrollen eines Gelenkau-ges für ein Torband imGesenk
a) Vorschmieden
b) Fertig- schmieden
2 Schmieden eines Rund-zapfens im Gesenk
Gesenk-löcher fürHilfswerk-zeuge
RundhornAmboss-bahn
Vierkant-horn
Unterlage Stauchamboss
3 Amboss
Horn Schroter
Setz-unterlage
Biege-gesenk
Sperrhorn
4 Hilfswerkzeuge zum Amboss
28 26 24 22 20
7 Schmiedelehre und Taster
Flachzange Rundmaulzange
Klauenzange Wolfsmaulzange
Spannring
6 Zangen (kleine Auswahl)
Flach-hammer
Ball-hammer
Setz-hammer
Vierkant-hammer
5 Schmiedehämmer (kleine Auswahl)
Beim Gesenkschmieden ist die Formder Fertigteile negativ in den Werk-zeugen enthalten. Der Werkstoff kannsich nur innerhalb der Wirkflächenbewegen.
!
1.2.3 Werkzeuge zum SchmiedenDer Amboss verfügt durch seine großeMasse über eine hohe Trägheit, d. h. ernimmt die Hammerschläge auf, ohne sichzu bewegen. Er übt somit die Gegenkraftaus. Die Ambossbahn ist gehärtet und mitdem Ambosskörper verbunden (Bild 3).Die Löcher auf der Bahn dienen der Auf-nahme von Hilfswerkzeugen (Bild 4).Schmiedehämmer haben eine leicht ge-wölbte Bahn und eine abgerundete Finne.Handhämmer werden einhändig geführt.Ihre Masse beträgt 1 kg bis 2 kg (Bild 5).Zuschlaghämmer werden beidhändig ge-führt. Sie haben die Masse von 3 kg bis 15 kg. Ihre Form entspricht dem Handham-mer oder wird als Kreuzschlaghammer(Finne in Stielrichtung) gestaltet. Hilfshäm-mer (Bild 6, Seite 15) werden vom „Vor-schmied“ gehalten und vom „Zuschläger“vorgetrieben. Ihre Stiele sitzen lose, umPrellschläge zu vermeiden.Kleine Schmiedestücke lassen sich nurmit Zangen sicher halten. Deshalb mussfür die verschiedenen Formen der Werk-stücke die geeignete Zange vorhandensein (Bild 6). Um die Hand nicht zu ermü-den, kann ein Spannring über die Schen-kel der Zange geschoben werden.Zum Werkzeug des Schmiedens gehörtauch ein geschmiedeter Schraubstock,der stabiler ist als der gegossene des Me-chanikers.Ein spezielles Prüfmittel ist die Schmiede-lehre (Bild 7). Da die erforderliche Genau-igkeit beim Freiformschmieden von Handgering ist, genügt für andere Längen-maße die Übertragung durch den Tasteroder ein Stahl-Bandmaß.
11311 FBMB 001-122_11311 Umbruch 5.0 S.001-122 08.07.16 13:35 Seite 16
17
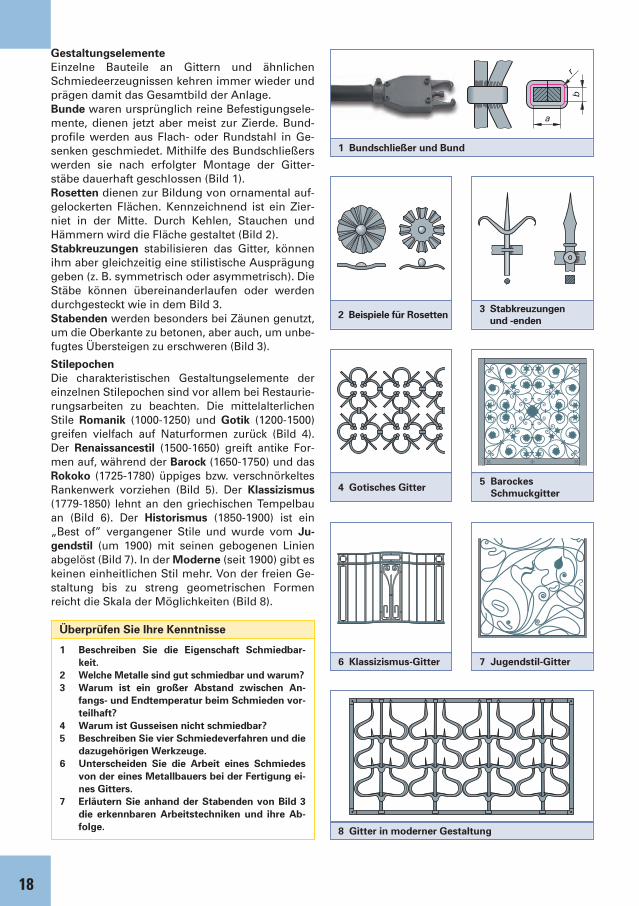
2 Industrielle Schmiedeteile
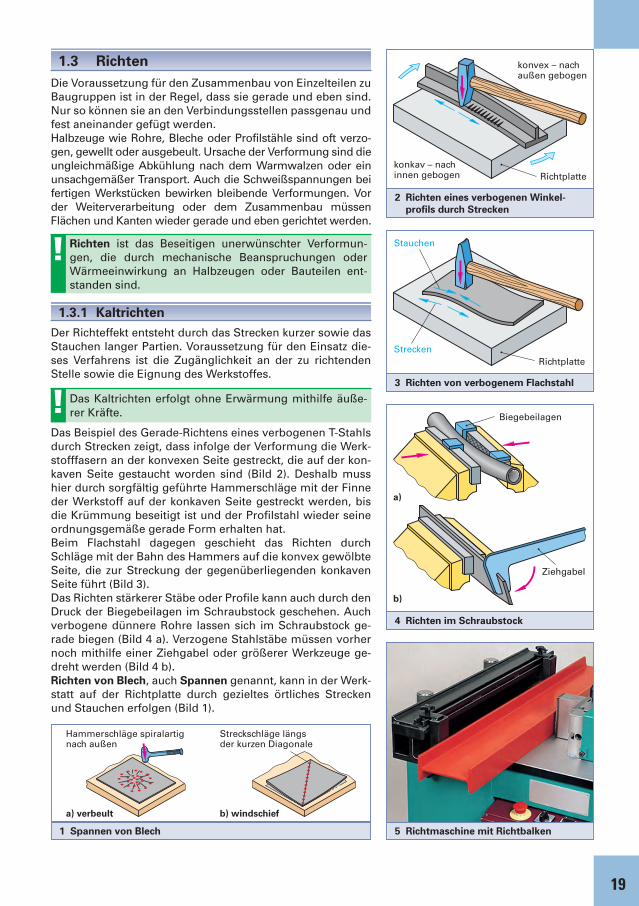
3 Bogen mit Geschäftshinweis
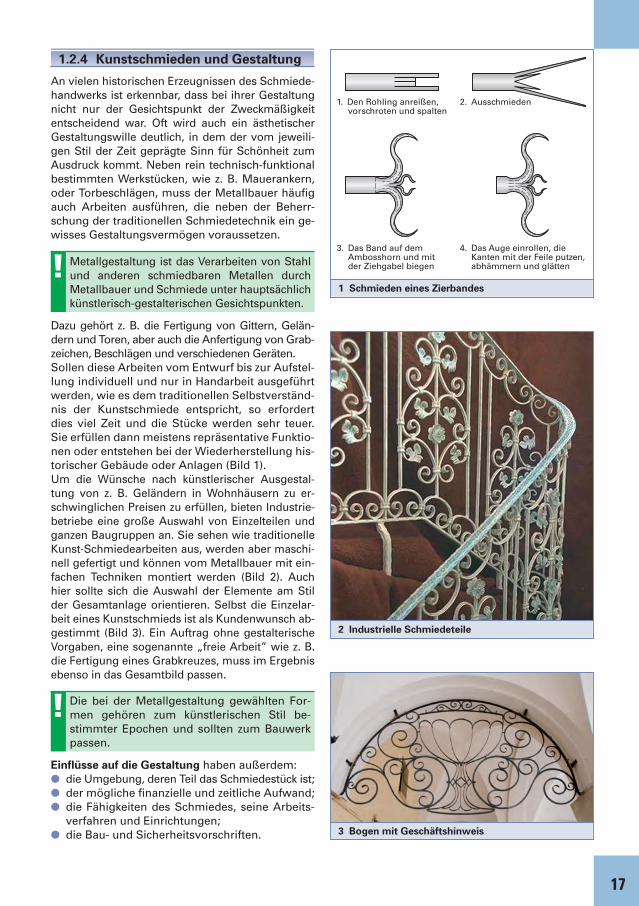
1. Den Rohling anreißen, vorschroten und spalten
2. Ausschmieden
3. Das Band auf dem Ambosshorn und mit der Ziehgabel biegen
4. Das Auge einrollen, die Kanten mit der Feile putzen, abhämmern und glätten
1 Schmieden eines Zierbandes
1.2.4 Kunstschmieden und Gestaltung
Metallgestaltung ist das Verarbeiten von Stahlund anderen schmiedbaren Metallen durchMetallbauer und Schmiede unter hauptsächlichkünstlerisch-gestalterischen Gesichtspunkten.
!
Die bei der Metallgestaltung gewählten For-men gehören zum künstlerischen Stil be-stimmter Epochen und sollten zum Bauwerkpassen.
!
An vielen historischen Erzeugnissen des Schmiede-handwerks ist erkennbar, dass bei ihrer Gestaltungnicht nur der Gesichtspunkt der Zweckmäßigkeitentscheidend war. Oft wird auch ein ästhetischerGestaltungswille deutlich, in dem der vom jeweili-gen Stil der Zeit geprägte Sinn für Schönheit zumAusdruck kommt. Neben rein technisch-funktionalbestimmten Werkstücken, wie z. B. Mauerankern,oder Torbeschlägen, muss der Metallbauer häufigauch Arbeiten ausführen, die neben der Beherr-schung der traditionellen Schmiedetechnik ein ge-wisses Gestaltungsvermögen voraussetzen.
Dazu gehört z. B. die Fertigung von Gittern, Gelän-dern und Toren, aber auch die Anfertigung von Grab-zeichen, Beschlägen und verschiedenen Geräten.Sollen diese Arbeiten vom Entwurf bis zur Aufstel-lung individuell und nur in Handarbeit ausgeführtwerden, wie es dem traditionellen Selbstverständ-nis der Kunstschmiede entspricht, so erfordertdies viel Zeit und die Stücke werden sehr teuer.Sie erfüllen dann meistens repräsentative Funktio-nen oder entstehen bei der Wiederherstellung his-torischer Gebäude oder Anlagen (Bild 1).Um die Wünsche nach künstlerischer Ausgestal-tung von z. B. Geländern in Wohnhäusern zu er-schwinglichen Preisen zu erfüllen, bieten Industrie-betriebe eine große Auswahl von Einzelteilen undganzen Baugruppen an. Sie sehen wie traditionelleKunst-Schmiedearbeiten aus, werden aber maschi-nell gefertigt und können vom Metallbauer mit ein-fachen Techniken montiert werden (Bild 2). Auchhier sollte sich die Auswahl der Elemente am Stilder Gesamtanlage orientieren. Selbst die Einzelar-beit eines Kunstschmieds ist als Kundenwunsch ab-gestimmt (Bild 3). Ein Auftrag ohne gestalterischeVorgaben, eine sogenannte „freie Arbeit” wie z. B.die Fertigung eines Grabkreuzes, muss im Ergebnisebenso in das Gesamtbild passen.
Einflüsse auf die Gestaltung haben außerdem:l die Umgebung, deren Teil das Schmiedestück ist;l der mögliche finanzielle und zeitliche Aufwand;l die Fähigkeiten des Schmiedes, seine Arbeits-verfahren und Einrichtungen;
l die Bau- und Sicherheitsvorschriften.
11311 FBMB 001-122_11311 Umbruch 5.0 S.001-122 08.07.16 13:35 Seite 17
18
GestaltungselementeEinzelne Bauteile an Gittern und ähnlichenSchmiedeerzeugnissen kehren immer wieder undprägen damit das Gesamtbild der Anlage.Bunde waren ursprünglich reine Befestigungsele-mente, dienen jetzt aber meist zur Zierde. Bund-profile werden aus Flach- oder Rundstahl in Ge-senken geschmiedet. Mithilfe des Bundschließerswerden sie nach erfolgter Montage der Gitter-stäbe dauerhaft geschlossen (Bild 1).Rosetten dienen zur Bildung von ornamental auf-gelockerten Flächen. Kennzeichnend ist ein Zier-niet in der Mitte. Durch Kehlen, Stauchen undHämmern wird die Fläche gestaltet (Bild 2).Stabkreuzungen stabilisieren das Gitter, könnenihm aber gleichzeitig eine stilistische Ausprägunggeben (z. B. symmetrisch oder asymmetrisch). DieStäbe können übereinanderlaufen oder werdendurchgesteckt wie in dem Bild 3.Stabenden werden besonders bei Zäunen genutzt,um die Oberkante zu betonen, aber auch, um unbe-fugtes Übersteigen zu erschweren (Bild 3).
StilepochenDie charakteristischen Gestaltungselemente dereinzelnen Stilepochen sind vor allem bei Restaurie-rungsarbeiten zu beachten. Die mittelalterlichenStile Romanik (1000-1250) und Gotik (1200-1500)greifen vielfach auf Naturformen zurück (Bild 4).Der Renaissancestil (1500-1650) greift antike For-men auf, während der Barock (1650-1750) und dasRokoko (1725-1780) üppiges bzw. verschnörkeltesRankenwerk vorziehen (Bild 5). Der Klassizismus(1779-1850) lehnt an den griechischen Tempelbauan (Bild 6). Der Historismus (1850-1900) ist ein„Best of” vergangener Stile und wurde vom Ju-gendstil (um 1900) mit seinen gebogenen Linienabgelöst (Bild 7). In der Moderne (seit 1900) gibt eskeinen einheitlichen Stil mehr. Von der freien Ge-staltung bis zu streng geometrischen Formenreicht die Skala der Möglichkeiten (Bild 8).
1 Beschreiben Sie die Eigenschaft Schmiedbar-keit.
2 Welche Metalle sind gut schmiedbar und warum?3 Warum ist ein großer Abstand zwischen An-
fangs- und Endtemperatur beim Schmieden vor-teilhaft?
4 Warum ist Gusseisen nicht schmiedbar?5 Beschreiben Sie vier Schmiedeverfahren und die
dazugehörigen Werkzeuge.6 Unterscheiden Sie die Arbeit eines Schmiedes
von der eines Metallbauers bei der Fertigung ei-nes Gitters.
7 Erläutern Sie anhand der Stabenden von Bild 3die erkennbaren Arbeitstechniken und ihre Ab-folge.
Überprüfen Sie Ihre Kenntnisse
r
a
b
1 Bundschließer und Bund
3 Stabkreuzungenund -enden2 Beispiele für Rosetten
8 Gitter in moderner Gestaltung
4 Gotisches Gitter 5 BarockesSchmuckgitter
6 Klassizismus-Gitter 7 Jugendstil-Gitter
11311 FBMB 001-122_11311 Umbruch 5.0 S.001-122 08.07.16 13:35 Seite 18
a) verbeult b) windschief
Hammerschläge spiralartignach außen
Streckschläge längsder kurzen Diagonale
19
Das Beispiel des Gerade-Richtens eines verbogenen T-Stahlsdurch Strecken zeigt, dass infolge der Verformung die Werk-stofffasern an der konvexen Seite gestreckt, die auf der kon-kaven Seite gestaucht worden sind (Bild 2). Deshalb musshier durch sorgfältig geführte Hammerschläge mit der Finneder Werkstoff auf der konkaven Seite gestreckt werden, bisdie Krümmung beseitigt ist und der Profilstahl wieder seineordnungsgemäße gerade Form erhalten hat.Beim Flachstahl dagegen geschieht das Richten durchSchläge mit der Bahn des Hammers auf die konvex gewölbteSeite, die zur Streckung der gegenüberliegenden konkavenSeite führt (Bild 3).Das Richten stärkerer Stäbe oder Profile kann auch durch denDruck der Biegebeilagen im Schraubstock geschehen. Auchverbogene dünnere Rohre lassen sich im Schraubstock ge-rade biegen (Bild 4 a). Verzogene Stahlstäbe müssen vorhernoch mithilfe einer Ziehgabel oder größerer Werkzeuge ge-dreht werden (Bild 4 b).Richten von Blech, auch Spannen genannt, kann in der Werk-statt auf der Richtplatte durch gezieltes örtliches Streckenund Stauchen erfolgen (Bild 1).
1 Spannen von Blech
Richtplatte
konvex – nachaußen gebogen
konkav – nachinnen gebogen
2 Richten eines verbogenen Winkel-profils durch Strecken
Richtplatte
Stauchen
Strecken
3 Richten von verbogenem Flachstahl
a)
b)
Biegebeilagen
Ziehgabel
4 Richten im Schraubstock
5 Richtmaschine mit Richtbalken
1.3 Richten
Richten ist das Beseitigen unerwünschter Verformun-gen, die durch mechanische Beanspruchungen oderWärmeeinwirkung an Halbzeugen oder Bauteilen ent-standen sind.
!
Das Kaltrichten erfolgt ohne Erwärmung mithilfe äuße-rer Kräfte.!
1.3.1 Kaltrichten
Die Voraussetzung für den Zusammenbau von Einzelteilen zuBaugruppen ist in der Regel, dass sie gerade und eben sind.Nur so können sie an den Verbindungsstellen passgenau undfest aneinander gefügt werden.Halbzeuge wie Rohre, Bleche oder Profilstähle sind oft verzo-gen, gewellt oder ausgebeult. Ursache der Verformung sind dieungleichmäßige Abkühlung nach dem Warmwalzen oder einunsachgemäßer Transport. Auch die Schweißspannungen beifertigen Werkstücken bewirken bleibende Verformungen. Vorder Weiterverarbeitung oder dem Zusammenbau müssenFlächen und Kanten wieder gerade und eben gerichtet werden.
Der Richteffekt entsteht durch das Strecken kurzer sowie dasStauchen langer Partien. Voraussetzung für den Einsatz die-ses Verfahrens ist die Zugänglichkeit an der zu richtendenStelle sowie die Eignung des Werkstoffes.
11311 FBMB 001-122_11311 Umbruch 5.0 S.001-122 08.07.16 13:35 Seite 19
20
Richten mit Maschinen ist bei größeren Abmessungen derWerkstücke nötig. Stäbe, Profile, Träger und auch Rohrewerden auf speziellen Pressen meist hydraulisch über dieVerformungsrichtung hinaus gebogen (Bild 5 der vorheri-gen Seite). Größere und dickere Bleche oder Stäbe werdendurch Walzen auf Rollenrichtmaschinen in den planen Zu-stand zurückversetzt (Bild 1).
Metalle dehnen sich beim Erwärmen aus. Werden die Wär-medehnung und die anschließende Schrumpfung beimAbkühlen gezielt behindert, entstehen Schrumpfspannun-gen, die das Teil in gewünschter Weise verziehen können.
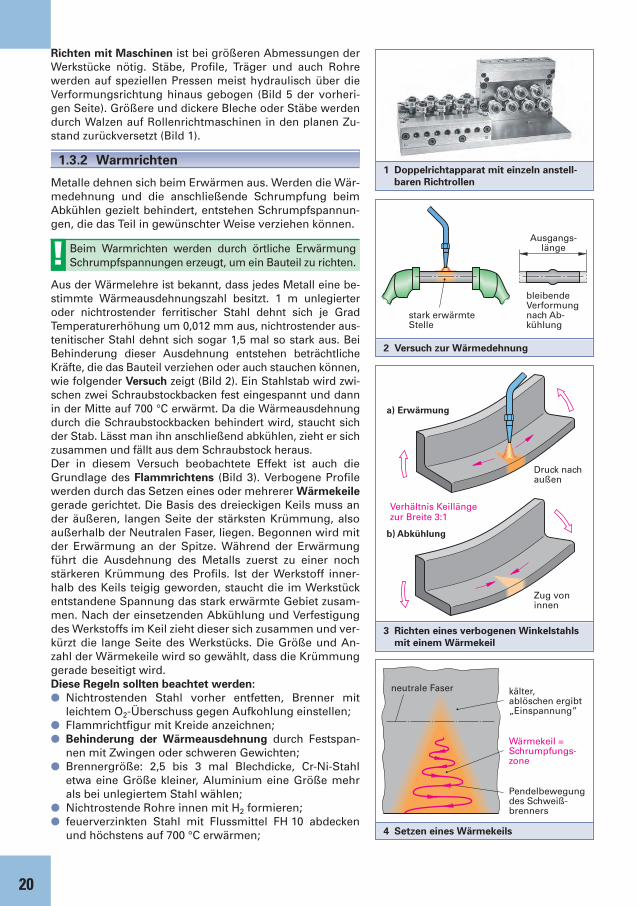
Aus der Wärmelehre ist bekannt, dass jedes Metall eine be-stimmte Wärmeausdehnungszahl besitzt. 1 m unlegierteroder nichtrostender ferritischer Stahl dehnt sich je GradTemperaturerhöhung um 0,012 mm aus, nichtrostender aus-tenitischer Stahl dehnt sich sogar 1,5 mal so stark aus. BeiBehinderung dieser Ausdehnung entstehen beträchtlicheKräfte, die das Bauteil verziehen oder auch stauchen können,wie folgender Versuch zeigt (Bild 2). Ein Stahlstab wird zwi-schen zwei Schraubstockbacken fest eingespannt und dannin der Mitte auf 700 °C erwärmt. Da die Wärmeausdehnungdurch die Schraubstockbacken behindert wird, staucht sichder Stab. Lässt man ihn anschließend abkühlen, zieht er sichzusammen und fällt aus dem Schraubstock heraus.Der in diesem Versuch beobachtete Effekt ist auch dieGrundlage des Flammrichtens (Bild 3). Verbogene Profilewerden durch das Setzen eines oder mehrerer Wärmekeilegerade gerichtet. Die Basis des dreieckigen Keils muss ander äußeren, langen Seite der stärksten Krümmung, alsoaußerhalb der Neutralen Faser, liegen. Begonnen wird mitder Erwärmung an der Spitze. Während der Erwärmungführt die Ausdehnung des Metalls zuerst zu einer nochstärkeren Krümmung des Profils. Ist der Werkstoff inner-halb des Keils teigig geworden, staucht die im Werkstückentstandene Spannung das stark erwärmte Gebiet zusam-men. Nach der einsetzenden Abkühlung und Verfestigungdes Werkstoffs im Keil zieht dieser sich zusammen und ver-kürzt die lange Seite des Werkstücks. Die Größe und An-zahl der Wärmekeile wird so gewählt, dass die Krümmunggerade beseitigt wird. Diese Regeln sollten beachtet werden:l Nichtrostenden Stahl vorher entfetten, Brenner mitleichtem O2-Überschuss gegen Aufkohlung einstellen;
l Flammrichtfigur mit Kreide anzeichnen;l Behinderung der Wärmeausdehnung durch Festspan-nen mit Zwingen oder schweren Gewichten;
l Brennergröße: 2,5 bis 3 mal Blechdicke, Cr-Ni-Stahletwa eine Größe kleiner, Aluminium eine Größe mehrals bei unlegiertem Stahl wählen;
l Nichtrostende Rohre innen mit H2 formieren;l feuerverzinkten Stahl mit Flussmittel FH 10 abdeckenund höchstens auf 700 °C erwärmen;
1 Doppelrichtapparat mit einzeln anstell-baren Richtrollen
stark erwärmteStelle
bleibendeVerformungnach Ab-kühlung
Ausgangs-länge
2 Versuch zur Wärmedehnung
Verhältnis Keillängezur Breite 3:1
a) Erwärmung
b) Abkühlung
Druck nachaußen
Zug voninnen
3 Richten eines verbogenen Winkelstahlsmit einem Wärmekeil
kälter,ablöschen ergibt„Einspannung”
Wärmekeil =Schrumpfungs-zone
Pendelbewegungdes Schweiß-brenners
neutrale Faser
4 Setzen eines Wärmekeils
Beim Warmrichten werden durch örtliche ErwärmungSchrumpfspannungen erzeugt, um ein Bauteil zu richten.!
1.3.2 Warmrichten
11311 FBMB 001-122_11311 Umbruch 5.0 S.001-122 08.07.16 13:35 Seite 20


















