Metal Forming
24
Metal Forming
Transcript of Metal Forming
Metal Forming
FUNDAMENTALS OF METAL FORMING
Overview of Metal FormingMaterial Behavior in Metal FormingTemperature in Metal FormingStrain Rate SensitivityFriction and Lubrication in Metal Forming
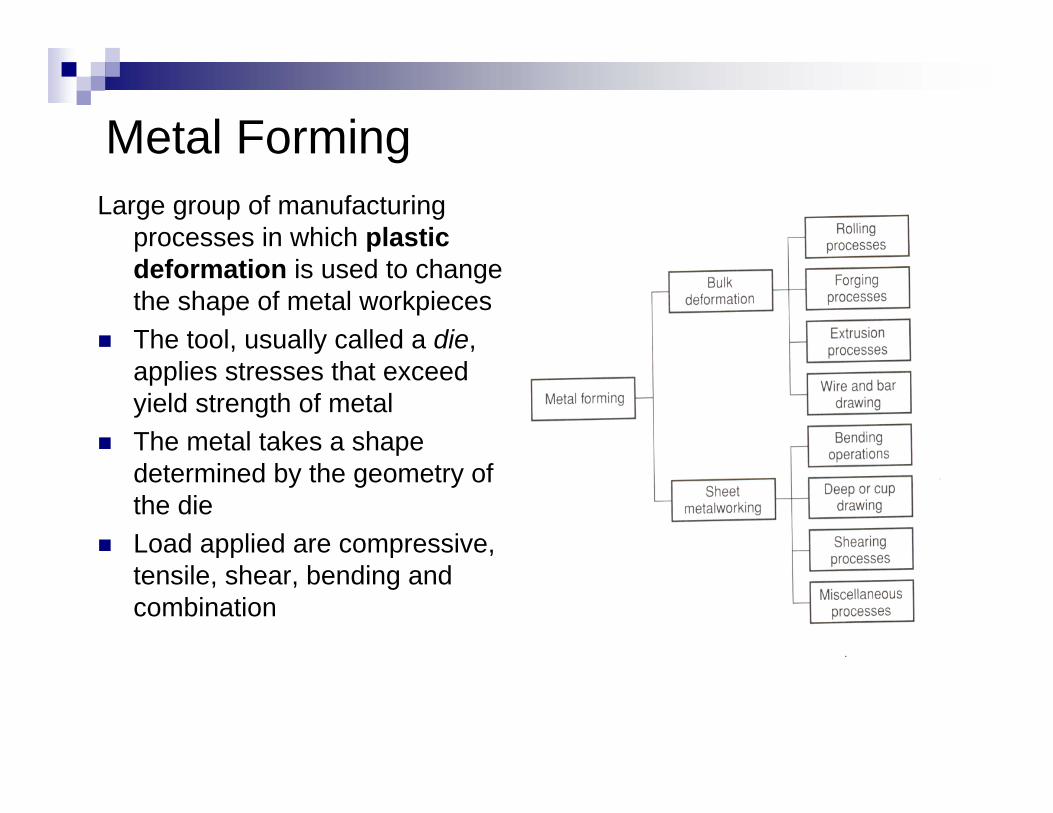
Metal FormingLarge group of manufacturing
processes in which plastic deformation is used to change the shape of metal workpiecesThe tool, usually called a die, applies stresses that exceed yield strength of metal The metal takes a shape determined by the geometry of the dieLoad applied are compressive, tensile, shear, bending and combination
Material Properties in Metal FormingDesirable material properties:
Low yield strength and high ductilityThese properties are affected by temperature:
Ductility increases and yield strength decreases when work temperature is raised
Other factors: Strain rate and friction
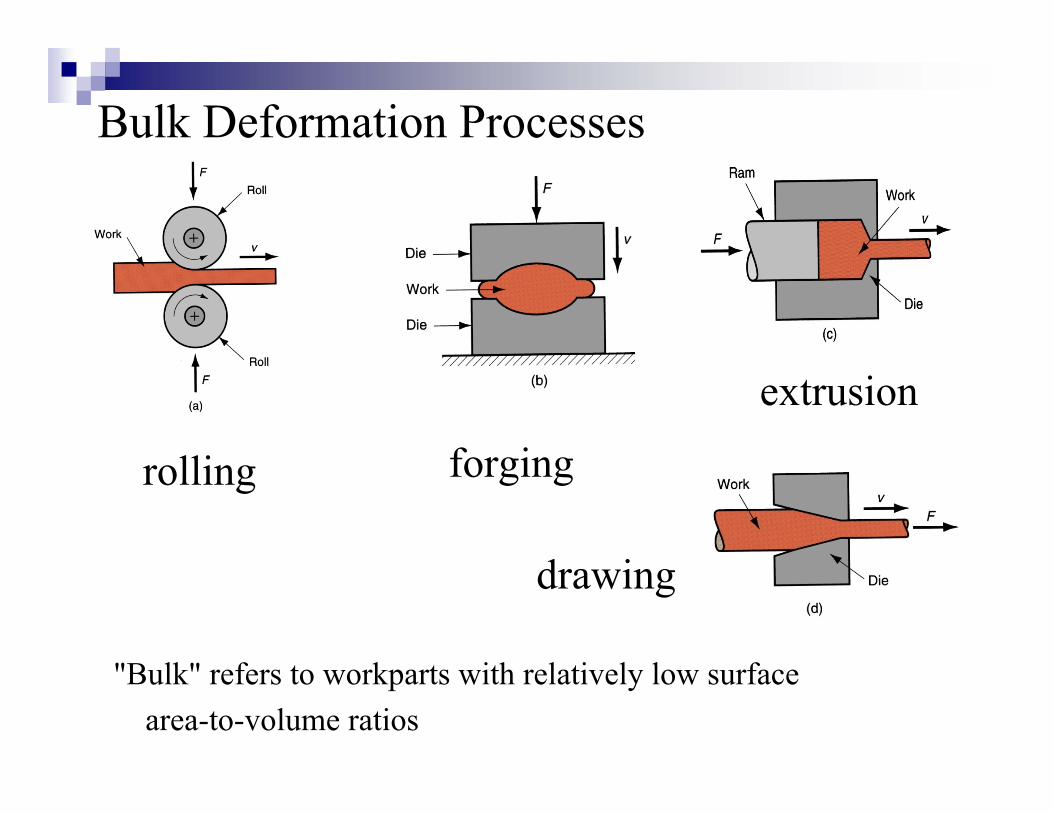
rolling
Bulk Deformation Processes
forging
extrusion
drawing
"Bulk" refers to workparts with relatively low surface area-to-volume ratios
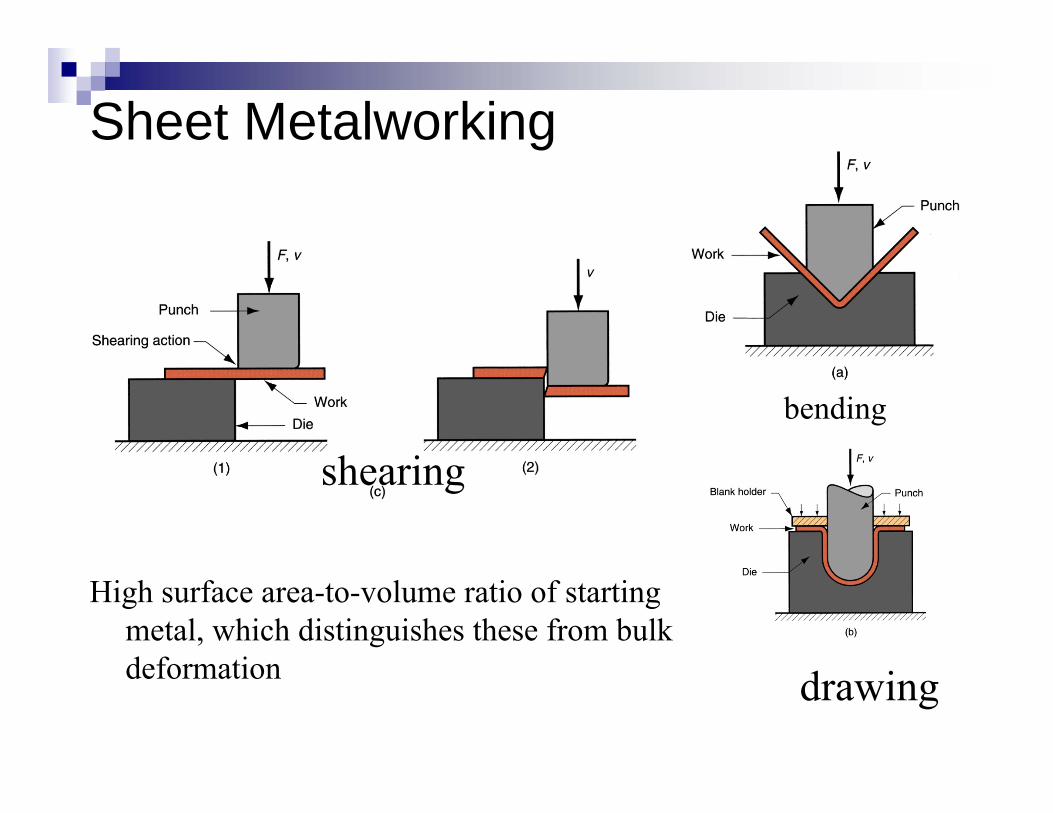
Sheet Metalworking
High surface area-to-volume ratio of starting metal, which distinguishes these from bulk deformation
bending
drawing
shearing
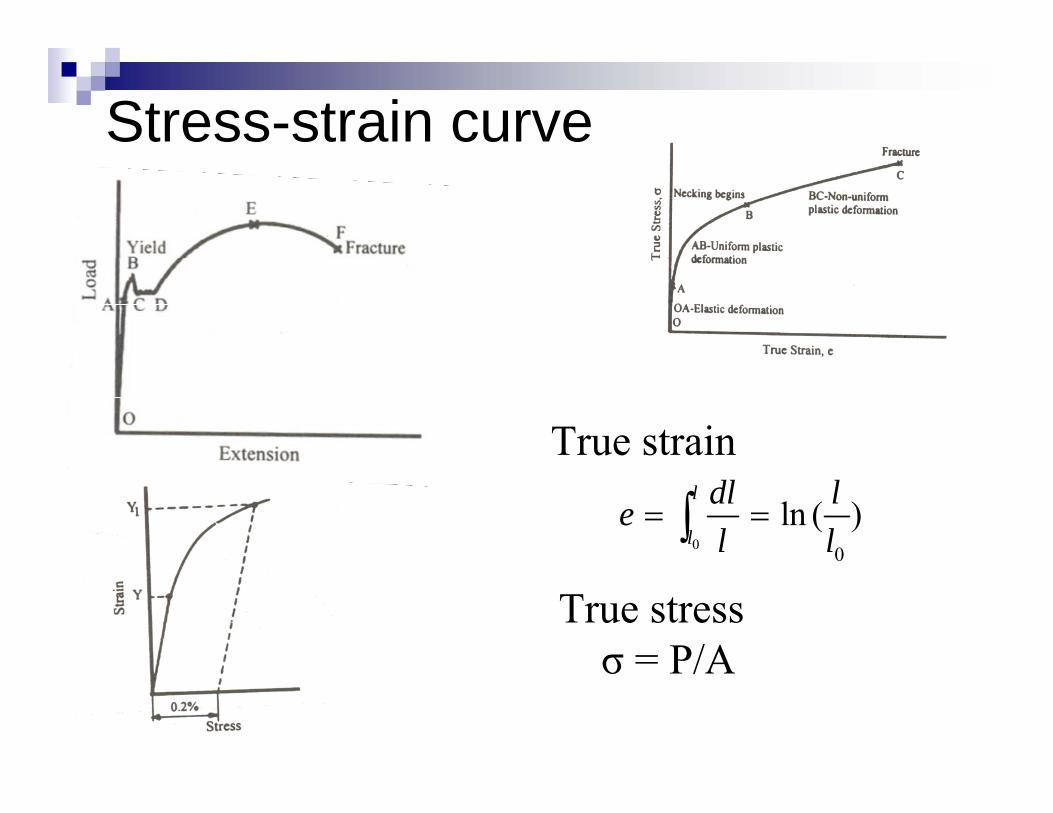
Stress-strain curve
0 0
ln ( )l
l
dl lel l
= =∫
True strain
True stressσ = P/A
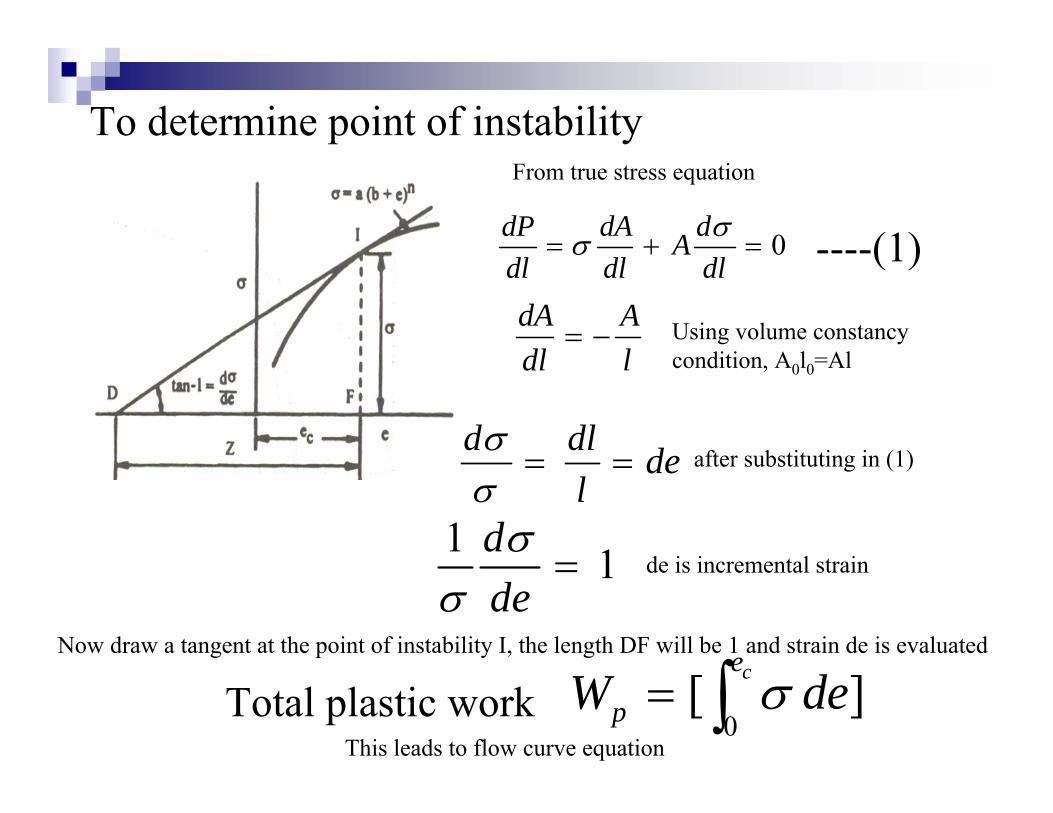
To determine point of instability
0dP dA dAdl dl dl
σσ= + =
dA Adl l
= −
d dl del
σσ
= =
1 1ddeσ
σ=
0[ ]ce
pW deσ= ∫Total plastic work
Using volume constancy condition, A0l0=Al
----(1)
after substituting in (1)
de is incremental strain
Now draw a tangent at the point of instability I, the length DF will be 1 and strain de is evaluated
This leads to flow curve equation
From true stress equation
Material Behavior in Metal FormingPlastic region of stress-strain curve is primary interest because material is plastically deformed In plastic region, metal's behavior is expressed by the flow curve:
nKεσ =where K = strength coefficient; and n = strain hardening exponent
• Stress and strain in flow curve are true stress and true strain
Flow stress = instantaneous value of stress required to continue deforming the material
nf KY ε=
nKY
n
f +=
1ε_
Determined by integrating the flow curve equation between zero and the final strain value defining the range of interest
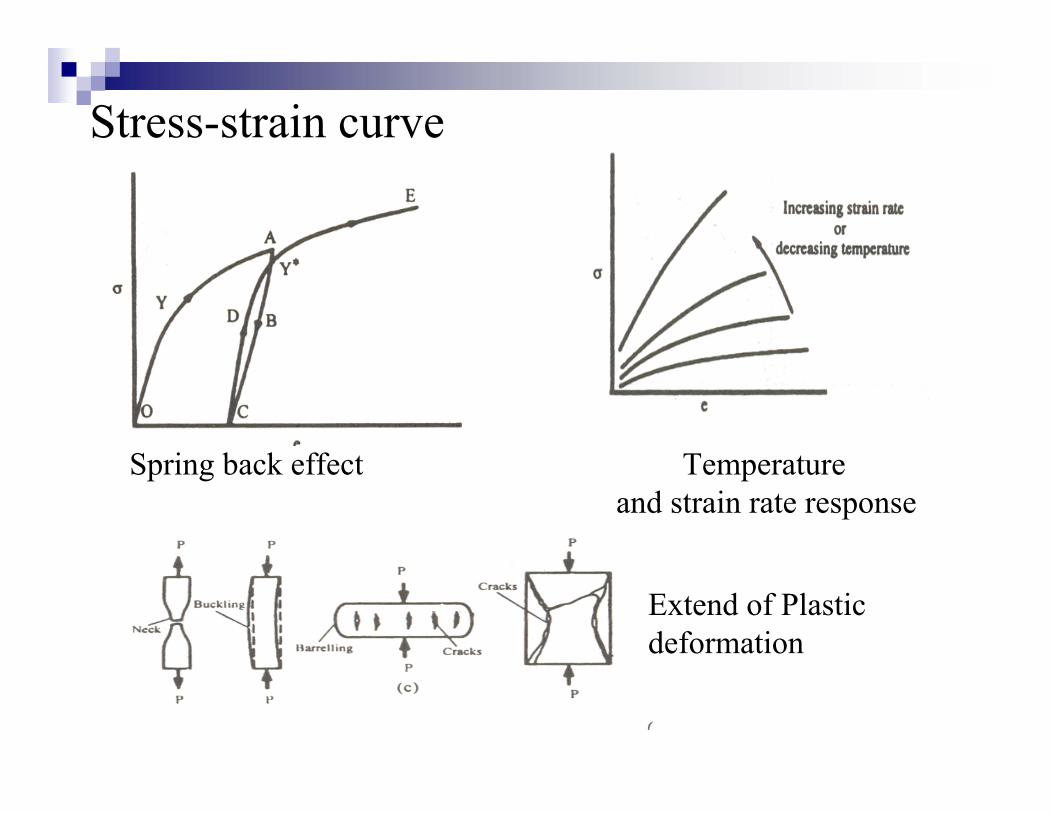
Stress-strain curve
Spring back effect Temperature and strain rate response
Extend of Plastic deformation
Strain Rate Sensitivity
Theoretically, a metal in hot working behaves like a perfectly plastic material, with strain hardening exponent n = 0
The metal should continue to flow at the same flow stress, once that stress is reachedHowever, an additional phenomenon occurs during deformation, especially at elevated temperatures: Strain rate sensitivityAs strain rate increases, resistance to deformation increases
What is Strain Rate?
Strain rate in forming is directly related to speed of deformation vDeformation speed v = velocity of the ram or other movement of the equipment
Strain rate is defined:
where = true strain rate; and h = instantaneous height of workpiece being deformed
hv
=.ε
.ε
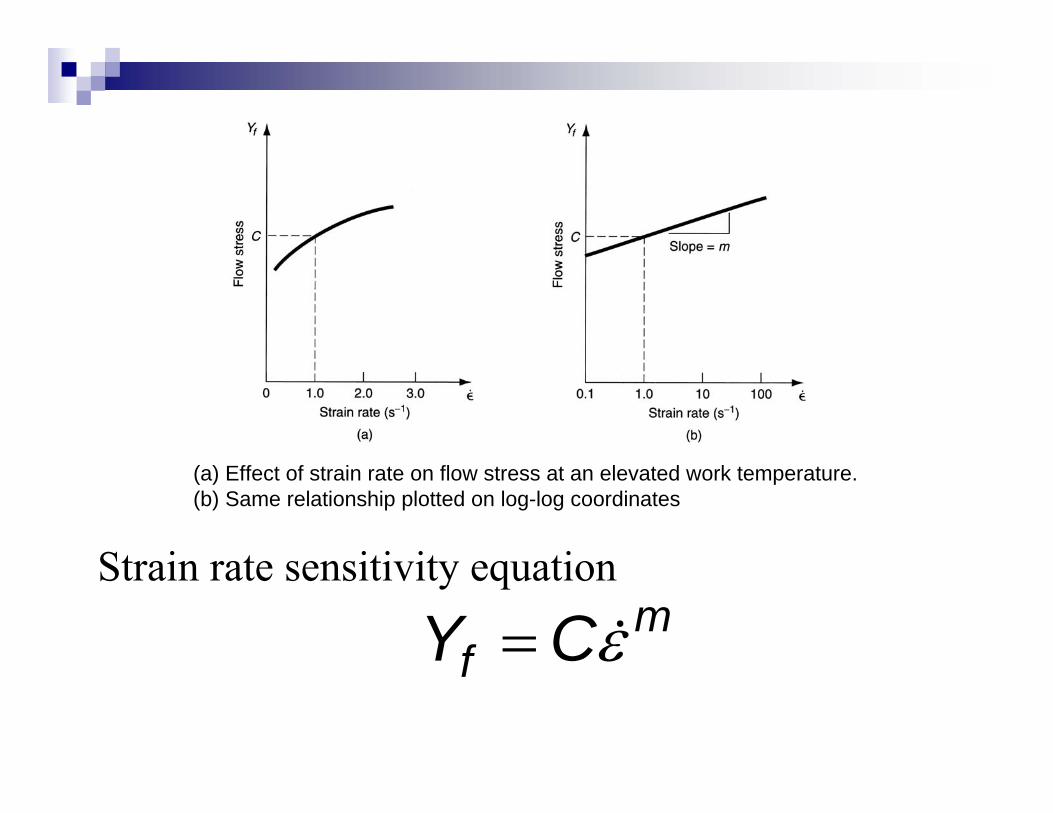
(a) Effect of strain rate on flow stress at an elevated work temperature. (b) Same relationship plotted on log-log coordinates
Strain rate sensitivity equation m
f CY ε=
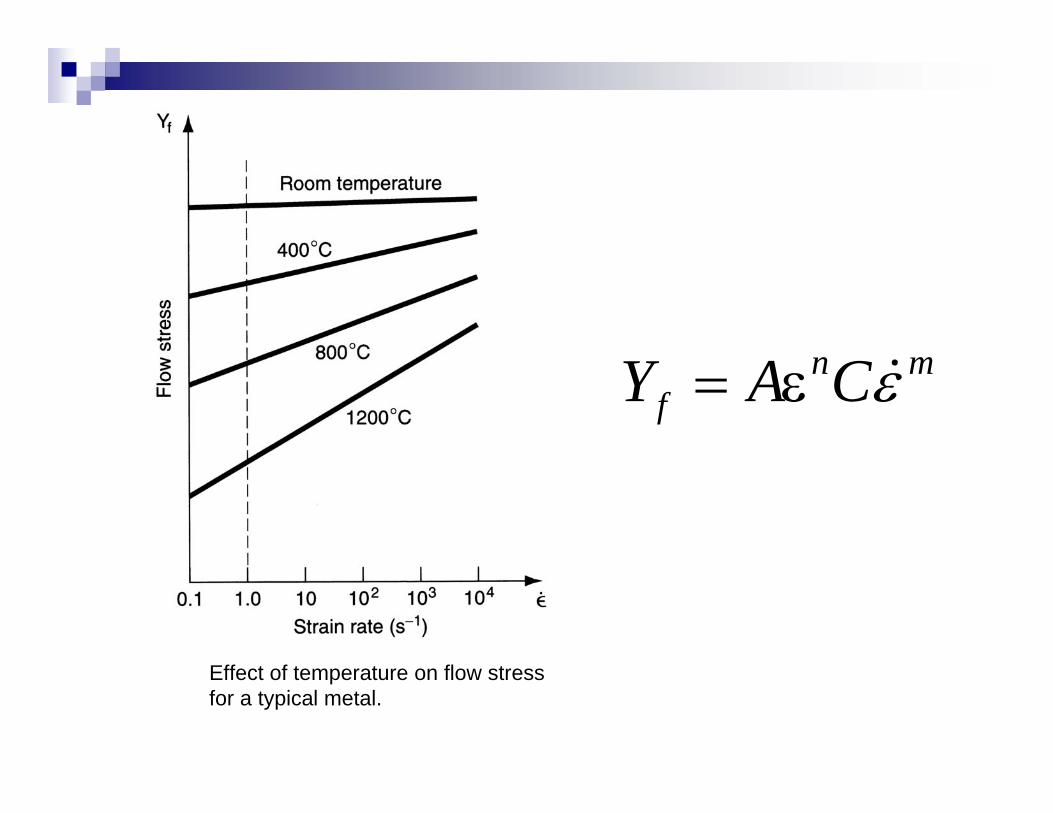
Effect of temperature on flow stress for a typical metal.
n mfY A Cε= ε
Observations about Strain Rate Sensitivity
Increasing temperature decreases C, increases m
At room temperature, effect of strain rate is almost negligible
Flow curve is a good representation of material behavior
As temperature increases, strain rate becomes increasingly important in determining flow stress
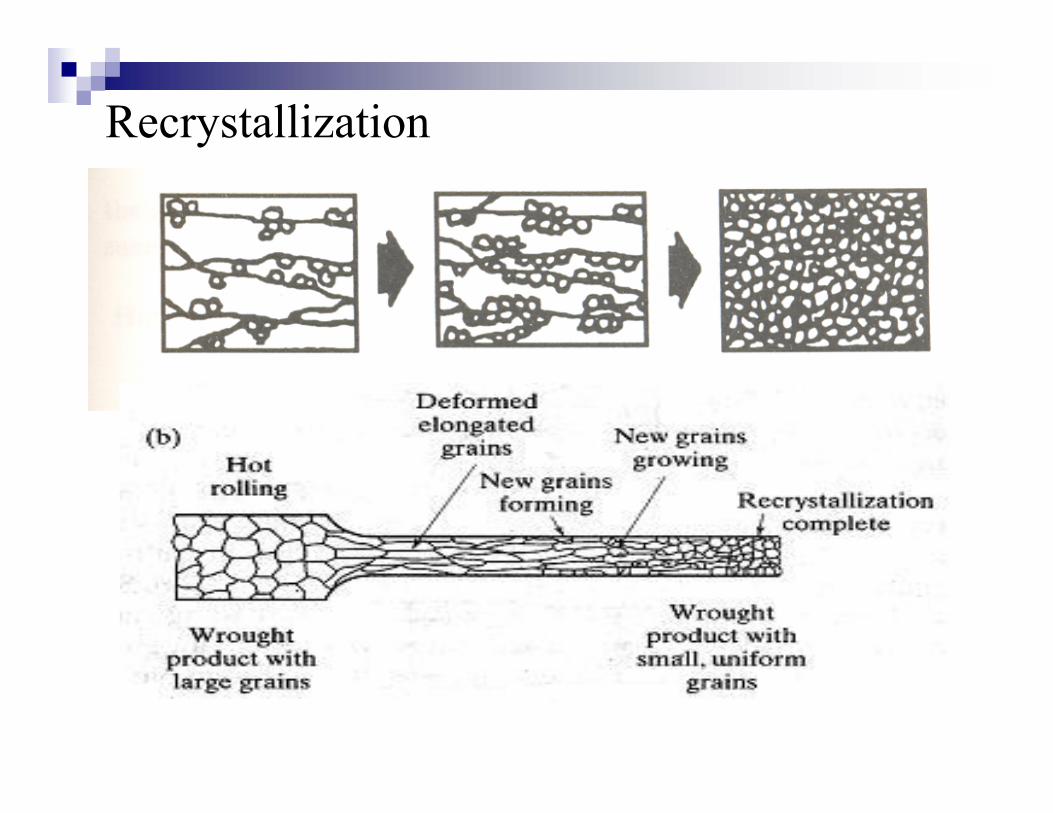
Recrystallization
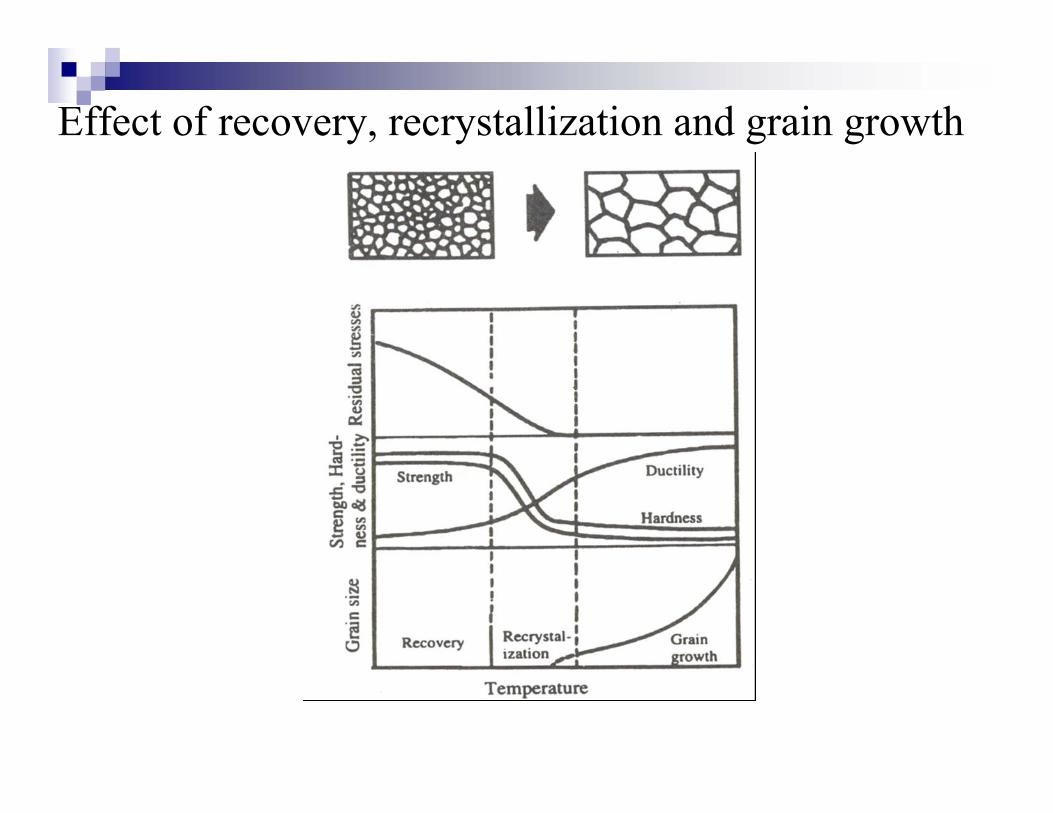
Effect of recovery, recrystallization and grain growth
Recovery: stresses in the highly deformed regions are relieved. Sub grain boundaries are formedNo change in mechanical properties
Recrystallization:New equiaxed and stress free grains are formed
Grain growth :Grain grows and affects mechanical properties
Temperature in Metal Forming
For any metal, K and n in the flow curve depend on temperature
Both strength and strain hardening are reduced at higher temperaturesIn addition, ductility is increased at higher temperatures
Three temperature ranges in metal forming: Cold working (less than .3 Tm)Warm working (.3 to .5 Tm)Hot working ( above 0.5 Tm)
HotworkingAdvantages:• Very high reduction without fracture• Deformation energy is low• Process is faster• Metal is made tougher because pores get closed• No change in hardness of material Disadvantages• Higher temperature promotes undesirable reaction• Metallurgical structure may not be uniform because of cooling history
after deformation• Heat-resistant tools are required • Close tolerance cannot be achieved• Surface finish is poor• Handling is difficult
Cold Working Advantages
Good surface finish and better dimensional accuracyStrength, fatigue and wear properties are improvedMinimum contamination in workpiece surfaceEnergy saving Handling is easy
DisadvantagesDeformation energy required is largeStrain hardening limits deformationDuctility is reduced
Friction in Metal Forming
In most metal forming processes, friction is undesirable:
Metal flow is retarded Forces and power are increasedWears tooling faster
Friction and tool wear are more severe in hot workingSticking friction instead of slip phenomenon
Lubrication in Metal Forming
Metalworking lubricants are applied to tool-work interface in many forming operations to reduce harmful effects of friction Benefits:
Reduced sticking, forces, power, tool wearBetter surface finishRemoves heat from the toolingGraphite, hot glass is used for Hot working