Metal Dünyası
61
Click here to load reader
-
Upload
prestij-yayincilik -
Category
Documents
-
view
341 -
download
30
description
Ekim Sayısı
Transcript of Metal Dünyası


Metal Dünyası DergisiMetal World MagazinePRESTİJ YAYINCILIK BASIM HİZMETLERİ SAN. ve TİC. LTD. ŞTİ. adınaİmtiyaz Sahibi PublisherKenan ANIL
Sorumlu Yazı İşleri Müdürü Editor in Chief
Eda EKMEKÇİ
Kurumsal İletişim DirektörüCorporate Communications DirectorHayriye ANIL
Reklam ve Kurumsal İletişim KoordinatörüAdvertisement and CorporateCommunications CoordinatorSolmaz UĞURLAR YILDIRIM
Grafik Tasarım Graphic DesignAli Rıza ÖZDEMİR Elif BALKIN
Kapak Tasarımı Cover DesignElif BALKIN
Web SorumlusuHakan GÖZÜAÇIK
Çeviriler TranslationsSinem ERASLAN
MuhasebeSevtap ŞAHİN
Abone ServisiSeyyit ŞİMŞEK
Hukuk DanışmanıNilüfer ÖZMEN
YAYIN KURULU Editorial BoardToz Metalurji Editörü Powder Metallurgy EditorProf. Dr. M. Lütfi ÖVEÇOĞLUlsýl Ýþlem EditörüHeat Treatment EditorProf. Dr. Muzaffer ZERENProf. Dr. Sakin ZEYTİNKorozyon Mühendisliği Editörü Corrosion Engineering EditorProf. Dr. Mustafa ÜRGENMalzeme Mühendisliği Editörü Materials Engineering EditorProf. Dr. E. Sabri KAYALl Yrd. Doç. Dr. Uğur SOYKalite Kontrol EditörüQuality - Control EditorProf. Dr. Yýlmaz TAPTlKProf. Dr. Ahmet EKERIMDemir-Çelik Metalurjisi EditörüIron-Steel Metallurgy EditorProf. Dr. Süheyla AYDlN Prof. Dr. Kelami þEþENMetal Şekillendirme Teknolojileri EditörüMetal Forming Technologies EditorProf. Dr. Bilgin KAFTANOĞLUKaynak Teknolojisi EditörüWelding Technologies EditorProf. Dr. Erdinç KALUÇProf. Dr. Vural CEYHUNSeramik ve Refrakter Malzemeleri EditörüCeramic and Refractory Materials EditorProf. Dr. Serdar ÖZGENProf. Dr. Cemallettin YAMANÜretim Metalurjisi ve Çevre EditörüExtractive Metallurgy and Environment EditorProf. Dr. Ýsmail DUMANDöküm Metalurjisi EditörüFoundry Metallurgy EditorProf. Dr. Niyazi ERUSLUKoray TURBALIOĞLU
Almanya Temsilcisi Representatives Germany Bayram AYBASTIe-mail: [email protected]
Yönetim Merkezi Management CentrePRESTİJ YAYINCILIK BASIM HİZMETLERİ SAN. ve TİC. LTD. ŞTİ.Talatpaşa Mah. Gülbaşak Sk. No: 2 B 34400 Kağıthane-İstanbulTel: 0 212 320 36 90 (pbx) Fax: 0 212 320 36 91
Baskı Printed by: Golden PrintOfset Basım&Yayıncılık100. Yıl Mah. Matbaacılar ve Ambalajcılar Sit. 1. Cad. No:88 34560 Bağcılar/İST.Dağıtım: Yurtiçi Kurye
İnternet: www.metaldunyasi.com.tre-mail: [email protected] 2011 Yıl:18 Sayı: 221Dergi Ayda Bir Yayınlanır.Dergimiz “Tüm Türkiye’de Dağıtılmaktadır, Basın Kanununa Göre Yerel-Süreli Yayındır.”
Baskı Tarihi: Ekim 2011
editördenDeğerli Okuyucu Dostlarımız,
Bu sayımızı ‘Aluexpo Fuarı’ ile karşılıyoruz. Elimizden geldiğince konularıyla alüminyum sektörüne yönelik hazırlamaya çalıştık.
Her sayımızda yeni bir dosya ile sizlere sektördeki gelişmeleri aktarmaya çalışıyoruz. Dosyalarımıza katkıda bulunmak istiyorsanız Metal Dünyası internet sitemizden yıllık yayın planını izleyebilirsiniz
Geçtiğimiz ay Almanya’da düzenlenen “EMO” Fuarındaydım. Metal işleme sektörünün buluştuğu önemli fuarlarından birinde yine Türk sektörel yayıncısı olarak bulunmak ve Türk sanayicisini resim-lemekten mutluluk duydum. 1993 yılından beri kendi olanaklarımızla Dünyanın birçok fuarlarını gezdik. Fuarların çoğunu kimse bilmezken biz sanayicile-rimize tanıttık, faydalanmasını sağladık. Hala tökezle-meden kendi olanaklarımızla mücadelemize devam
ediyoruz. Ne mutlu bize ki Türk metal sektörünün gözü ve sesi olduk. Zaten en büyük sermayemiz de bu. Önümüzdeki hafta yine Almanya ve Fransa’da olacağız gelişen teknolojileri takip edeceğiz.
Meslek liseleri ve meslek yüksek okulları hakkında sürekli bu sayfadan bir şeyler dedik. Demeye de devam edeceğiz. Çünkü Türk sanayisinin gelişmesinde bu iki unsur çok önemli. İşin ilginç yanı yüksek okullardaki kullanılan araç ve makinalar yetersiz. Bu şekilde alınan eğitimle mezun olanlar sanayi içinde şaşkın ördek misali oluyorlar. Bizde bunun için lütfen fazla olan makine ve ekipmanlarınızı revizyon ederek bu okullara vermenizi rica ediyoruz. Böylece sizler için yetişen elemanlar daha kaliteli olacaklar. Ayrıca bağışınızı okuldan belgelendirerek vergiden düşürmüş olacaksınız.
Güçlü ve sağlıklı yarınlar için gelecek nesillere güzel günler bırakmanın bilinciyle, sağlıkla kalın…
Kenan Anıl

Hakan ÜNLÜ
Recep ÇELİK
Sakine ÜLKER
Prof. Dr. Taylan ALTAN
Ekonomik Peyzaj
30 Krizler Ciddiyet İster
Reklam İndeksi
K. Fatih BİRBİLEN
bu sayımızda
YAZI YAYIM KOŞULLARI• Yazılar A4 boyutunda, 5 sayfayı geçmeyecek şekilde PC WORD dokümanı olarak mail ile gönderilmelidir. Yazıya uygun
fotoğraf da ayrıca gönderilmelidir. • Gönderilen yazıların dergimizde yayınlanması için yazılan metnin gün, ay, tarih bilgileri ile yazarların imzalarının da
bulunması rica edilir. Ayrıca yazarlarımız kendi fotoğraflarını ve kısa özgeçmişlerini de yazıya eklemelidir.• Yazının İngilizce başlığı ve özetin İngilizcesi de verilmelidir.• Yazılarda kullanılan fotoğraflar ve grafikler 300 dpi çözünürlükte net ve temiz olmalıdır.• Yazıların sonuna yararlanılan kaynakça eklenmelidir.• Özgün ve derleme yazılardaki görüşler yazarına, çevirilerden doğacak sorumluluk ise çevirmene aittir. • Dergiye gönderilen yazılar, yayımlansın ya da yayımlanmasın yazarına iade edilmez. • Yayımlanan her makale yazarı/yazarları dergimizin bir yıllık ücretsiz abonesi olurlar. Bu nedenle yazarlarımızın kendi
irtibat adreslerini ve mail adreslerini de göndermeleri rica olunur.
70
90 Takım Çeliği, Isıl İşlem ile Desen Aynı Kaynaktan
Kompleks Parçaların Derin Çekme Uygulamaları için Çok Noktalı Kontrol Sistemi
Kapakta kullanılan görsel‘Alumati’ firmasına aittir.
92
Tasarımda Altın Oran
Çelik Metal Daima Yanınızda...
46
24
Dilek KURT
A D E N C O N … … … … … . . . . . . . . . . … … … … 6 9AJAN CNC……..................................................……………36-37AKMETAL METALURJİ…........…......................................………..45ALİSAN………………………...................……..9ALPER ISIL İŞLEM……...........................................…………..83ANKA ANALİZ..........................................................................................20ANKİROS…………………..............…………50AS ÇELİK……......................................................………...ark.kapakASSAB ÇELİK…......................................................……………122AVEKS……………................................……….79BES MÜH…….......................................……………………13BODYCOTE ISTAŞ…………….....................………………12BULUT MAK…………………….........................…............64 - 66BURSA METAL İŞLEME FUARI…..............…………………82BÜNSA………………………..………………………8CB METAL………………………………………..…59ÇELİK METAL……………………………………….71ÇUKUROVA KİMYA……………………………………..67DEMİRÇELİK ZİRVESİ……....................................…………….54DOĞUŞ METAL……………….............………………76-77DURER REFRAKTER……......................…..........……………33EDEL METAL………...................…...……………………23EGES……………….........…………………ark.k.iç.EUROBLECH FUARI…….....……...........…………………..40FOSECO……………………....…………………7FRITZ STUDER AG-FORM MAKİNA………………………..27HAZNEDAR REFRAKTER…….......................….……………..31HERAEUS ELECTRO-NİTE…………........…………………53HİTİT METAL…………………………………………..75GENERAL MAKİNA……………………………………57GÖKSAN KALIP…………......………………………….51INDUCTOTHERM………………...…………………..49İNDEMAK……………………..…………………….55KALEPORSELEN………….......………………………41KATSİMTAŞ…………………......……………………61KİLTAŞ……………………...………………….19KONDÖK FUARI……………..........…………………….58LİDER KALIP………………………………………29LUMASENSE TECHNOLOGIES……….....…………………63MAGMA………………………........……………….25MARMARA METAL…….......………..……………………..5MFN………………………….....…………………65MİSAD. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .78MİKROTEST……………….....................................…………35OERLIKON BALZERS……….............…........………………21ORS MAKİNA…………………..........………………43PASİFİK GRUP…………………………………………..3PETROFER………………………………………….81PTC METALURJİ………....................….………………….10REPAMET………………………………………….38-39SCHMOLZ +BICKENBACH………….............………………15SİSTEM TEKNİK…………………………………….73TALSAD………………..................…………………….68TERMOİNDÜKSİYON…......................……………….11TİAD AKADEMİ…………...................…………………….32TOSÇELİK GRANÜL………….......................……………ön.k.iç.YILKAR………………………………………...17




Metal Dünyası • Sayı 221 • Sayfa 14
Malzeme, Metalurji, Otomasyon ve Üretim Teknolojisi Material, Metallurgy, Automation and Extraction Technologyhaber
SCHMOLZ+BICKENBACHÇelik A.Ş. ile Müşteri Günü
Türkiye Gebze/Kocaeli’nde 25.000 m2 arsa üzerinde, 14.000 m2 kapalı alanda 85 kişilik kadro ile takım çelikleri, parlak çelik ve paslanmaz çelik ürünleriyle üretim, işleme, ışıl işlem ve teknik destek hizmetleri sunan Schmolz+Bickenbach Çelik A.Ş. 28 Eylül 2011 tarihinde Almanya’dan gelen Yönetim Kurulunun katılımı ile Gebze Isıl İşlem Tesisi’nde ‘Müşteri Günü’, gerçekleştirdi.
Schmolz+Bickenbach Isıl İşlem Tesisi’nin açık alanında kokteyl ile başlayan organizasyonda yapılan ikramlarla katılımcılar
birbirleri ile sohbet etme imkanı buldu. Isıl İşlem Tesisinin kapalı alanında de-vam eden kokteylin açılış konuşmasını Satış ve Pazarlamadan Sorumlu Genel Müdür Nuri Taner Turan yaptı. Turan, “Müşterilerinin yoğun rekabet ortamın-da fark yaratıp başarıyı yakalayabile-
cekleri ihtiyaçlarını göz önünde bulun-durarak, müşterilerimize yüksek kaliteli çelikler konusunda entegre çözümler üretiyoruz” dedi. Turan son olarak, “Dünyada 10.000'e yakın çalışanımız ile, müşterilerimizin yanındayız” diye-rek sözlerini tamamladı. Turan’ın ar-dından Schmolz+Bickenbach Group CEO’su Benedikt Niemeyer konuşma-sında, Türkiye’nin kendileri için önemli bir ülke olduğu, Türk müşterilerinin
gelişimi ve büyümesine katkı sağla-yacak faaliyetler içinde bulunduklarını söyledi.
Schmolz+Bickenbach ‘Müşteri Günü’nde’, misafirlere özel olarak hazırlanan programda, geleneksel Türk dansları şovu ve semazen gös-terisi büyük beğeni kazandı. Organi-zasyon, açık büfe yemek ve ardından canlı müzik ile son buldu.
Nuri Taner TURAN Benedikt NIEMEYER

Metal Dünyası • Sayı 221 • Sayfa 16
Malzeme, Metalurji, Otomasyon ve Üretim Teknolojisi Material, Metallurgy, Automation and Extraction Technologyhaber
Yapı dünyasının bilgi merkezi YEM’in Fulya’daki binasında kurduğu Material ConneXi-on® İstanbul, pek çok ilki ha-
yata geçiren etkinlikleri ile uluslararası yenilik ve teknolojileri ülkemize taşıyor. Mimarlıktan tekstile, grafikten sanata, modadan ulaşıma kadar pek çok alan-da tasarım dünyasının gelişimine katkı sağlıyor.
Yenilikçi malzeme alanında dünyanın yakından takip ettiği Material Con-neXion®, 1992 yılında Amerika’da George M. Beylerian tarafından ku-rulan New York merkezli Material ConneXion® , “Her fikrin bir malze-me çözümü vardır” görüşüyle, New York, Bangkok, Köln, Daegu, Milano, Pekin ve Seul ofislerinden sonra şimdi
de İstanbul’da 8. ofisini açtı. Material ConneXion® malzeme kütüphanesi ile ülkemizdeki tasarımcılar, malzeme üreticileri, akademisyenler, inovas-yon ve tasarım liderleri için önemli bir platform yaratarak, Türk tasarım dünyasının yeni jenerasyon ürünlerle tanışmasına katkı sağlıyor.
6.600’den fazla yenilikçi malzeme örneği bulunduran Material ConneXi-on® malzeme kütüphanesi, disiplinler arası uzmanlarıyla verdiği danışmanlık hizmeti, güncel malzeme ve teknolo-ji araştırma raporları, tüm dünyadaki yenilikçi malzeme bilgilerine ulaşımı sağlayan online veritabanı ve bu alan-daki tüm ilgililerin yakından takip ettiği eğitim programları ve yayınlarıyla bilim ve tasarım arasında köprü oluşturuyor.
yem
Detaylı bilgi için okuyucu kartındaki“01” nolu kutuyu işaretleyip gönderin.
Material ConneXion® İstanbulYapı-Endüstri Merkezi’nde AçıldıDünyanın yenilikçi malzemeler konusundaki en önemli merkezi Material ConneXion® İstanbul ofisi, 13 Eylül 2011’de Yapı-Endüstri Merkezi (YEM) ile imzalanan işbirliği anlaşması çerçevesinde açıldı.

Metal Dünyası • Sayı 221 • Sayfa 18
Malzeme, Metalurji, Otomasyon ve Üretim Teknolojisi Material, Metallurgy, Automation and Extraction Technologyhaber
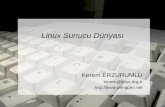
Hibrit plaka oluşumu için çelik ile alüminyumun metalürjik ark birleşimi
Fronius’un Gerçekleşen Vizyonu: İmkansızı Mümkün KılmakEtkileyici bir yenilik kaynak teknolojisinin sınırlarını biraz daha değiştirdi. Şimdiye kadar çelik ve alüminyumun termik olarak birbiriyle birleştirilemediği kabul edilmekteyken, şimdi artık bu işlem pratik olarak mümkün. Devrim niteliğindeki bu çözüm, metal uzmanları, yapı ve üretim mühendislerinin vizyonlarını gerçekleştirmelerini sağladı. Özellikle otomobil endüstrisi yöneticileri, sert çeliğin yumuşak alüminyumla (iş parçasının çalışma sürecine göre) dayanıklı bir şekilde termik olarak birleştirilmesini talep ediyorlar. Bu özellikle otomobil endüstrisinde, araç ağırlığını, dolayısıyla enerji tüketimini azaltmayı ve 2012 yılından önce CO2 emisyonlarını AB sınır değeri olan 130 g/km CO2 düzeyinin altına düşürmeyi kolaylaştırıyor. Diğer sektörler için de, hol çatılarına tasarım objesine, rüzgar enerjisi sistemine kadar, güvenilir hafif yapılar aynı şekilde önemli faydalar sağlıyor.
Kaynak teknolojisi ders kitap-larına göre, erime sıcaklığı (1.500'e kıyasla 590°C), genleşme katsayısı (1,2'ye
kıyasla 2,3 mm/100°C) veya elektro-kimyasal potansiyel gibi fiziksel özel-likleri çok farklılık gösteren metaller ark kaynak teknolojisi kullanılarak birleştirilemiyor. CMT (Soğuk Metal Transferi) çözümünden önce ilk tek-rarlanabilir bağlantılar ortaya çıktı. 2003'ten itibaren “Voestalpine“ ile ortak çalışma sonucu makul bir tek-noloji somut hale geldi. O zamandan beri yapılan çok sayıda deney, bu prosesin endüstriyel uygulamalarını ve kullanılabilirliğini kanıtladı. Alü-minyum açısından bir kaynak işlemi mevcutken, çelik plakada lehim bağ-lantısı görülüyor. Fronius ve Voestalpi-ne bu çözüm için çeşitli patentler aldı. Ortak olarak, form verilebilir hibrit plakalar geliştiriliyor. Yarı mamul olarak bu ürünler pah kırma, merda-neleme, derin çekme gibi süreçlerle profil veya darbe emici şekline soku-labiliyor.
Teknik olarak sınırlayıcı koşullar şun-
lardır: Çelik plakalar (otomobil ya-pımında alışıldığı üzere) galvanize edilmiş olmalı, alüminyum plakalar AW5xxx veya 6xxx serisi malzemeden yapılmalı, kaynak ya da lehim ilave malzemesi olarak AlSi3Mn1 kullanıl-malıdır. Çelik plakadaki çinko kap-lama bir pasta işlevi görür ve çeliği kaplar. Önemli olan intermetalik faz-dır (IMP). Olabildiğince ince, en fazla 10 µm olmalıdır. Böylece bağlantının mukavemeti, çekme testlerinde o ka-dar yüksektir ki dikiş sağlam kalırken alüminyum plaka kopar. Form deği-şikliği yapılmış plakalar üzerinde uzun yıllardır yapılan testler, ne interkrista-lin, ne de gerilim veya çatlak koroz-yonlarının ortaya çıktığını göstermiştir, sadece az miktarda yüzeysel koroz-yon tespit edilebilmiştir. Plakalar için, CMT prosesi iki yönlü senkronize bi-çimde üstten aşağı dik olarak lehim yapan kaynak sistemleri kanıtlamıştır. Voestalpine'in bilgi birikimi dikiş ge-ometrisini kapsarken Fronius'un ger-çekleştirdiği araştırma ve geliştirme, ilave metal ve yine Fronius için patenti alınmış CMT sistemlerinin modifikas-yonuna yöneliktir.
1: Çelik (sol tarafta) ve alüminyum (sağ tarafta) termik bir dikişle birleştirilmiş, çelik lehimlenmiş ve alüminyum kaynaklanmıştır.
2: Bir darbe testi etkileyici bir biçimde bu ortaklığı ve alüminyum-çelik iş parçasının etkisini gözler önüne seriyor; çelik istenen mesafeyi sağlarken alüminyum deformasyon enerjisini çekiyor.

Metal Dünyası • Sayı 221 • Sayfa 21
haber
Seco Tools Türkiye Uluslararası Otomotiv SemineriSeco Tools Türkiye sektörel eğitimlere verdiği önemi bir kez daha gösterdi. Seco, Dedeman Antalya Otel 'de gerçekleştirdiği Otomotiv sektöründe imal edilen parçaları işlemede Seco'nun global olarak uyguladığı çözümleri, çoğunluğu Türk olan müşterileri ile paylaştı.
Bir nevi küçük bir hafta sonu dinlencesi olan ve 130 ki-şinin katıldığı bir buçuk günlük bu uluslararası semi-nerin sonunda otomotiv endüstrisinde bulunan yerli ve yabancı birçok firma katılımcıları, faydalı bilgiler
ve olumlu görüşler ile ayrıldılar.

Metal Dünyası • Sayı 221 • Sayfa 22
Malzeme, Metalurji, Otomasyon ve Üretim Teknolojisi Material, Metallurgy, Automation and Extraction Technologyhaber
Dünyanın en çok tercih edi-len optik ölçüm çözümleri olan GOM ürünleri, Atı-lım Üniversitesi’nin yaptı-
ğı çalışmalar sonucunda onaylandı. Böylece Cadem ve Atılım Üniversitesi, beraber iş yapmanın her iki tarafa da katkı sağladığının düşünerek 22 Eylül 2011’de Malzeme Test ve Analiz Sis-temleri Etkinliği düzenledi.
Atılım Üniversitesi MŞMM Yürütme Kurulu Başkanı Yrd.Doç.Dr. Celalet-tin Karadoğan’ın açılış konuşmasını
yaptığı etkinlikte teknik bilgi içeren konuşmalar yaptı. Karadoğan açılış konuşmasında Metal Şekillendirme ve Mükemmeliyet Merkezi hakkında bilgiler vererek merkezin nasıl ça-lıştığını, ne tür işler yaptığını anlattı. Cadem Metroloji’nin genel tanımını yapan Cadem A.Ş. Metroloji Grup Yöneticisi Volkan Türemiş, Cadem ve Metroloji Grubu’nun ürünleri ve sistemleri hakkında hem genel, hem de teknik bilgiler vererek davetlilere sektörde ilgilerini çekecek ürünlerin tanıtımını yaptı.
Metal Şekillendirme ve Mükemme-liyet Merkezi’nde bulunan GOM cihazlarının kendi yürüttükleri proje-lerde ne şekilde kullanıldığını, işlerin adım adım nasıl ilerlediğini, sistemle-rin projelerine ne gibi faydalar sağ-ladığını, onlara neler kazandırdığını anlatan Atılım Üniversitesi MŞMM Arş. Müh. Emin Tamer, katılımcıların GOM cihazlarının kullanımı hak-kında bilgi sahibi olmasını sağladı. Deformasyon ürünlerinin tanıtımını daha detaylı yaparken sistemlerin çalışma prensiplerinden ve çalışma şekillerinden, nerelerde, nasıl kulla-nıldığından bahseden GOM Uygula-ma Mühendisi Hagen Berger, defor-masyon ürünlerinin kullanıcıya neler sağladığından ve dünya genelinde ne tür projelerde bu cihazların kulla-nıldığından bahsetti.
Sunumların ardından merkezde bu-lunan ölçüm cihazları Bir yandan ARAMIS ve ARGUS ATOS Triple Scan ile uygulamalı tanıtım yapıldı. Tanıtım-da genel ve detaylı bilgiler verilerek davetlilerin hem sunumlar, hem de cihazlar hakkındaki soruları cevap-landırıldı.
Üniversiteler, havacılık, otomotiv, ayakkabıcılık, döküm, sac metal şe-killendirme sektöründen katılımcıların bulunduğu etkinliğin yılda birkaç kez yapılmasına karar verildi.
atılım üniversitesi
Detaylı bilgi için okuyucu kartındaki“02” nolu kutuyu işaretleyip gönderin.
Malzeme Test ve Analiz Sistemleri Etkinliği22 Eylül 2011’de Atılım Üniversitesi Metal Şekillendirme Mükemmeliyet Merkezi (MŞMM)’nin katkılarıyla Malzeme Test ve Analiz Sistemleri Etkinliği düzenlendi.

Metal Dünyası • Sayı 221 • Sayfa 24
Malzeme, Metalurji, Otomasyon ve Üretim Teknolojisiuzman görüşü Material, Metallurgy, Automation and Extraction Technology
K. Fatih BİRBİ[email protected]
Ekonomik Peyzaj
Dünyada ikinci bir kriz dal-gası oluşabilir mi diye so-rulsa, değerlendirmemiz ABD’nin hafif bir durgun-
luk yaşayacağı, ancak Avrupa’nın yapısal sebeplerden dolayı çok cid-di risk altında olduğu şeklinde olur. TUIK verilerine göre 2011 yılının ilk dokuz ayında ihracatın geçen yılın aynı dönemine göre yüzde 21,7 ar-tarak 99 milyar 453 milyon dolara ulaştığı açıklandı. Bu rakam Orta Vadeli Program’da hedef olarak be-lirlenen 127 milyar dolarlık ihracat rakamının bu yıl rahatlıkla geçilece-ğini göstermekte.
Ancak bu hacmi oluşturduğumuz ti-cari partnerlerimizin ağırlıklı olarak AB üyesi ülkeler olması, bu ülkelerin ciddi anlamda büyüme ve kamu bor-cu çevirme sıkıntıları yaşaması gele-ceğin nasıl şekillendiği konusunda sektörümüze ciddi fikirler vermelidir. İhracatımızın artıyor olması sevindiri-ci bir nokta iken ihracatın ithalatımızı karşılama oranının yüzde 60’ın altın-da seyrediyor olması çok düşündü-rücü bir durumdur. Makro ekonomik parametrelerin sektörümüz üzerindeki etkisi malumunuzdur ki yakın zaman-da oluşması muhtemel gelişmelerin kıt kaynakların iyi yönetilmesi konu-sunda bizi dikkate davet etmektedir.
Çeşitli yerlerde belirtildiği gibi “Bir dolarlık ihracat yapabilmemiz için 82 sentlik ithalat yapmak” durumunda-yız. Bu hepimizi rahatsız etmesi gere-ken ciddi bir yapısal sorundur. Dolayı-sıyla yüksek cari açık vermeden, hızlı büyümeyi gerçekleştirmenin yollarını bulmalıyız ülke olarak. Ülkemiz ‘kamu maliyesi’ çok başarılı bir şekilde yü-rütülmekte, birçok AB üyesi ülke çok zorlanırken Türkiye AB’nin Maastrich Kriterleri’ni tutturmuş bulunmaktadır. Ama ağır yapısal sorunlarımız da de-vam ediyor ve bu sorunların mikro önlemlerle yönetilmeye başlanması kanımızca en önemli başlangıç nok-tasıdır. Genel ekonomik ve endüst-riyel peyzaj değişikliğine kapımızın önünü temizleyerek hazırlanmamız en gerçekçi iştir. Yüksek oranlı büyü-meyi gerçekleştirebilmek için bütün gayretlerimizi toplam faktör verimlili-ğini arttırmak olmalıdır ve bunun için iş yapış şekillimizi gözden geçirerek başlamalıyız.
Sade ve net amaçlar ile ilkeler oluş-turulmalıdır ki sonuçları her zaman akıllı ve kompleks davranışlar ola-rak ortaya çıkar. Karmaşık kurallar ve düzenlemeler ise basit ve saçma davranışları doğur ki bu da tabiri caiz ise patinaj, yerinde sayma ve kaynak israfı olarak sonuçlanır, kolektif moral seviyesini düşürür. Her faaliyet süreci
ki üretim, Ar-Ge, pazarlama, satış olsun, mümkün olduğunca sadeleş-tirilmelidir fakat kesinlikle basitleştiril-memelidir. Anlaşılabilir, temiz köşeli süreçler diğerlerime göre daha iyi anlaşılır ve daha hızlı geliştirilir. Ancak burada sadelik ve basitlikten ne kast edildiğine lütfen dikkat edilmesini rica ediyorum.
Bu saatten sonra şirketlerin münfe-rit olarak sağladığı bilgi sermayesini üretken hale getirmesi faydalarınadır. Kolektif anlamda nakdi sermaye ciddi anlamda erozyona uğramıştır ancak bilgi birikimi daha da artmıştır. Bu ser-mayenin üretken hale getirilmesi işbir-liklerinden geçer. Artık hem ormanı, hem de ağaçları görmeliyiz.
Pazar çeşitlendirme faaliyetlerinin ivedilikle başlatılması ve bu faaliyetin benzer ölçek ve birbirini tamamlayan ürün gruplarına sahip şirketlerin bir araya gelerek profesyonelce yürütül-mesi, geçtiğimiz yazılarımızda da be-lirttiğimiz lisanslar yolu ile faaliyetlerin genişletilmesi, böylelikle ciro kaybı riskinin yönetilmesi ve sermayenin kuvvetlendirilmesi büyük önem taşı-maktadır.
Değişimi yönetebilmek ve sonuçları-na pozitif etkide bulunabilmek ümidi ile iyi aylar dileklerimle…

Metal Dünyası • Sayı 221 • Sayfa 26
Malzeme, Metalurji, Otomasyon ve Üretim Teknolojisi Material, Metallurgy, Automation and Extraction Technologyhaber
Cimatron-En Hızlı Büyüme Gösteren 50 Şirket Cimatron Limited (NASDAQ ve TASE: CIMT), Deloitte Technology’nin ‘En Hızlı 50’ ödüllerinde 2011 yılında İsrail’in teknoloji alanında gelişme gösteren 50 şirketi arasında gösterildi.
C imatron CEO’su ve baş-kanı Danny Haran, “En hızlı gelişme gösteren şirketlerin yer aldığı liste-
de Cimatron gibi yalnızca 30 yılını doldurmuş bir şirketin bulunması çok sık rastlanan bir durum değil ve bu başarıya ulaştığımız için gu-rur duyuyoruz. Artan inovasyon ve iş geliştirme çabalarımız eşliğin-de devam eden çalışmalarımız ile
müşteri ve ortaklarımıza daha fazla değer katacağımızı ümit ediyoruz” dedi.
Deloitte Technology ‘En Hızlı 50 Ödülleri’ beş yıllık büyüme oranını göz önünde bulundurarak ülkenin teknoloji alanında en hızlı geliş-me gösteren 50 şirketini sıralıyor. Cimatron’un bu sıralama içerisinde yer aldığı Tel Aviv’de gerçekleştiri-
len kutlama esnasında açıklandı.
Cimatron son 5 yıl içerisinde kazanç anlamında %68 büyüme rakamları-na ulaştı. Şirket İtalya’daki Microsy-stem firmasını bünyesine katarak Avrupa’da da bulunma adına ilk adımını atarken, ABD şirketi Gibbs & Associates ile birleşmesi aracılı-ğıyla da global pazardaki varlığını ve ürün yelpazesini de genişletti.
9.Uluslararası Kırılma KonferansıBilim ve sanayi dünyasının ilgisini çeken bir forum olan Kırılma Konferansı’nın 9’uncusu,19-21 Ekim 2011 tarihlerinde Yıldız Teknik Üniversitesi tarafından düzenlenecek.
Teorik ve deneysel çalışmalar-dan oluşan kırılma ve hasar araştırmalarının son durumu-na bilimsel ve teknolojik bir
bakış sunmayı amaçlayan konferans, ayrıca farklı alanlardan araştırmacıla-rın bir araya gelerek kırılma ile ilgili görüş ve fikir alışverişi yapmasına im-kan sağlanacak.
Yıldız Teknik Üniversitesi Beşiktaş Kampüsü Oditoryum’unda düzen-lenecek konferansta sene başında
kaybedilen Prof. Dr. Şadi Karagöz anılacak.
Bildiri Konuları• Gevrek ve sünek kırılma • Satik ve dinamik yüklemede kırılma
davranışları • Kırılma mekaniği • Çatlak oluşumu ve ilerlemesi • Metalik, seramik, polimerik, kom-
pozit malzemelerin yorulma, sürün-me ve kırılma davranışları
• Biyomedikal ve nano malzemele-
rin yorulma, sürünme ve kırılma davranışları
• Kalıntı gerilmeler, gerilme analizleri • Malzemelerin sürtünme ve aşınma
özellikleri • Kullanım ve imalat hasarları • Korozyon hasarları • Hasar analizleri • Fraktografi • Hasar analizlerinde tahribatsız test-
ler • Yapısal ömür değerlendirme metot-
ları ve kırılma ile ilgili diğer konular..
Detaylı bilgi için: http://www.endil.yildiz.edu.tr/kirilma/index.html

Metal Dünyası • Sayı 221 • Sayfa 28
Malzeme, Metalurji, Otomasyon ve Üretim Teknolojisifuar Material, Metallurgy, Automation and Extraction Technology
Emo 2011 Fuarının ArdındanDünya’nın en önemli metal işleme teknolojileri fuarı olan EMO 2011, Türkiye’den rekor katılımcı ve ziyaretçi ile 19-24 Eylül tarihlerinde Hannover / Almanya’da gerçekleştirildi.
Fuar, 36 seçkin katılımcı firma-mızın ve binlerce vatandaşı-mızın ziyareti ile Türkiye’nin gövde gösterisine sahne oldu.
Prestij Yayıncılık adına fuarda yer alarak siz değerli okuyucularımız için fuarı görüntülemeye çalıştık. Önü-müzdeki sayılarımızda fuarın yorum-ları ve resimleriyle sizlere aktarmaya çalışacağız.
Fuar esnasında yakaladığımız bazı noktalardan biriside TÜYAP Fuarcılık’ın düzenleyeceği “MAKTEK”
Fuarı ile ilgili ilanların havaalanından başlayarak birçok reklam panola-rında görmemiz oldu. Ayrıca TİAD Başkanı Erdal Gamsız Bey ile Alman televizyonunun röportajı Türkiye’nin farklılığını ortaya koydu.
2011 yılı ilk çeyreğinde % 11, ikinci çeyreğinde % 8,8 büyüme oranı ile Çin’den sonra ekonomisi en çok bü-yüyen ikinci ülke olan Türkiye’nin ta-kım tezgahı alımı 2010 yılına nazaran % 77 artmıştır.
Sırasıyla Tayvan, Almanya, İtalya ve Japonya’dan karşıladığımız tezgahla-rın ithalatı da geçtiğimiz yıla nazaran % 112 artmıştır. Yerli tezgah imalatı % 19, ihracatımız ise % 32 artmıştır.Bütün bu istatistiki değerler son EMO Fuarı’ndaki Türkiye’nin farkını net bir şekilde ortaya koymaktadır. Türkiye, büyüyen sanayisi ile metal işleme tez-gahı üreticilerinin en önemli müşterisi haline gelmiştir.Otomotivin başı çektiği, hızla büyü-yen üretim sanayisi ile küresel bir te-darik merkezi haline gelen ülkemizin ihtiyaç duyduğu takım tezgahlarının büyük bölümü ne yazık ki yurt dışın-dan karşılanmaktadır.
Son yılların en gözde, katma değeri en yüksek sektörleri olan havacılık, savun-ma ve enerji sektörlerinin ihtiyacı olan tezgahların tamamı yine yurt dışından tedarik edilmektedir (UKUB Bşk. Şamil Özoğul Bey’den bilgiler alınmıştır).
O K U Y U C U B i l G i K a r t ı
ayrıntılı Bilgi için Faks no: 0212 320 36 91Bilgi almak İstediğiniz Yazıyla İlgili Numarayı İşaretleyin
1 2 3 4 5 6 7 8 9 10
11 12 13 14 15 16 17 18 19 20
21 22 23 24 25 26 27 28 29 30
31 32 35 34 35 36 37 38 39 40
41 42 43 44 45 46 47 48 49 50
51 52 53 54 55 56 57 58 59 60
61 62 63 64 65 66 67 68 69 70
71 72 73 74 75 76 77 78 79 80
81 82 83 84 85 86 87 88 89 90
91 92 93 94 95 96 97 98 99 100
Lütfen Bilgilerinizi Eksiksiz Doldurunuz
adı: soyadı:ünvanı:Firma adı:adres: Posta Kodu: Şehir:telefonFaks:e-posta
sayı: 221 ekim 2011

Metal Dünyası • Sayı 221 • Sayfa 30
Malzeme, Metalurji, Otomasyon ve Üretim Teknolojisiuzman görüşü Material, Metallurgy, Automation and Extraction Technology
DR. Dilek KURT
Krizler Ciddiyet İster
Avrupa’daki krizi durdurma çabasına daha kısa ara-lıklarla yeni önlemler, yeni paketler eklenirken endişeler
de sürekli artıyor. Yunanistan’ın duru-mu beklenenden daha da kötü, hatta dehşet verici. Bu gidişat nedeniyle, IMF’nin Avrupa Direktörü; Avrupa Merkez Bankası, IMF ve AB Komisyo-nu tarafından Temmuz ayında karar-laştırılan kurtarma paketinin gözden geçirilmesi gerektiğini açıkladı. Ciddi boyutlara ulaşmış olan kriz, AB’yi aynı anda bir sınava tabi tutuyor.
Avrupa’daki krizin temel iki nede-ni olarak bazı AB ülkelerinin yüksek borçları ile birlikte parasal birliğin gerçek anlamda yapılandırılamamış olması görülüyor. Bugün AB bölgesi bu iki etkenin birleşimi nedeniyle ciddi boyutta tehlikede.
AB’nin istikrar paketinde kararlaştırı-lan borç sınırı üye ülkeler tarafından yeterince ciddiye alınmamıştır. Alman-ya, Portekiz ve Fransa borç sınırını de-len ilk ülkeler olarak yerlerini almış-lardır. Yunanistan, İtalya ve İrlanda ise borçlarını son yıllarda daha da
büyütmüşlerdir. Bu üç ülke, dünyada en fazla borcu olan on ülke arasında yer alıyor.
Borç sınırının birçok üye tarafından ciddiye alınmaması ile birlikte, AB’nin içindeki ekonomik işbirliğini destekle-yecek hatta zorlayacak kriterler eksik bırakılmıştır. AB’nde, tüm üyelerin aynı ekonomi ve finans politikasını yürütememiş olmaları ve bu konunun para birimi Euro’yu hayata geçiren kurucular tarafından yeterince göz önünde bulundurulmamış olması, AB bölgesindeki finansal krizi derinleştir-diği düşünülüyor.
Felaketten Değil Önlemsizlikten KorkmalıFinansal krizin yaşanacağını önceden açıklamış olan ünlü ekonomist Nouri-el Roubini, bir sonraki ekonomik kri-zin (perfect storm) 2013 yılında dün-ya genelinde yaşanacağını söylüyor. Roubini, şu an Avrupa'daki krizi sona erdirecek 10 maddeli bir reçete açık-ladı. Krizin Avrupa’yı derinden sarsa-cağını önceden söyleyen Roubini’nin açıklamaları Avrupa’da bazı ke-simlerce ciddiye alınmamıştı, hatta
açıklamaları sadece felaket içerikli söylemler olarak tanımlanmıştı. An-cak yaşanan kriz ve derinliği Roubini tezinin gerçekliğini ortaya koydu. 10 maddelik reçetesi de ciddiye alınması gereken önlemleri içeriyor. İster finan-sal, ister kurumsal, ister yönetimsel kriz olsun, her kriz ortaya çıkmadan önce mutlaka ‘KRİZ’ olarak tanımlan-malı ve ciddiye alınmalıdır.
Mizahçı Jean Kerr’in dediği gibi: “Çevrenizdeki herkes kellesini yitirir-ken siz başınızı kurtarıyorsanız, muh-temelen durumun farkında değilsiniz demektir.”
Krizi Yönetmek Bir SanattırKrizler zamanında, doğru stratejilerle, sabırla ve hedefe ulaşana kadar yö-netilmelidir. Kriz yönetimi için; öngö-rebilir olmakla birlikte, krizin varlığını kabul etmek ve bununla mücadele etmek için gerekli cesareti, kararlılığı, dürüstlüğü ve inandırıcılığı gösterebil-mek önemlidir. Kriz yönetimini tıpkı bir sanat gibi kendi yaşam ve mücadele felsefenize dahil edin...

Metal Dünyası • Sayı 221 • Sayfa 32
Malzeme, Metalurji, Otomasyon ve Üretim Teknolojisi Material, Metallurgy, Automation and Extraction Technologyhaber
TubeInspect, yüksek çözünür-lüklü dijital kameralar yardı-mıyla borunun geometrisini saniyeler içerisinde belirleye-
rek şablon üzerine önemli düzeyde bir hassasiyet sağlıyor. Sistem bunun yanında hangi eğme noktalarının istenilen değerlerden sapma göster-
diğini belirleyerek düzeltmek için ge-rekli değerleri öneriyor. Bu düzeltme değerleri direkt olarak eğme maki-nesine aktarılabiliyor. Burada Tube-
Ispect 100 eğme ekipmanına ka-dar bağlantı yapılmasına olanak sağlıyor.
Ancak bazen TubeInspect tara-fından önerilen düzeltme değer-lerinin birebir olarak aktarılması mümkün olmuyor. Örneğin bu değerler eğme makinesinde ça-kışmaya neden olduğunda çeşitli aksamalar ve sorunlar yaşanabi-liyor. İşte burada yeni simülasyon modülü devreye giriyor. TubeIns-pect ölçümü yapılan bir boruyu kötü bir parça olarak belirleyip düzeltme değerleri önerdikten so-nar operatör bu değerleri kendi uygun görmesi durumunda uy-gulamaya aktarabiliyor. Burada-ki eğme makinesinin koşullarını ve özelliklerini yalnızca operatör biliyor. Bu şekilde yapılmasının ardından operatör herhangi bir risk almış olmuyor çünkü TubeIns-pect değişimlerin sonuçlarını he-saplayarak bu eğme prosesinin sonuçta iyi bir ürün ortaya koyup koyamayacağını görsel olarak kontrol edebiliyor. Doğru ayarla-malar bir kez bulunduğu zaman bir diğer eğme testi gerçekleşiyor. Bunlardan dolayı gelecekte eğme testlerine olan gereksinim daha da azalacak ve bu da proseslerin daha basit hale gelmesine olanak sağlayacak.
Yeni Simülasyon Modülü “Eğme Makineleri” Verilerinin Düzeltilmesine Olanak Sağlıyor AICON’un optik boru ölçüm sistemi TubeInspect yeni sürümü 4,7 ile birlikte geliştiriliyor. Artık operatörler farklı düzeltme değerlerini göz önünde bulundurarak eğme prosesini simüle etme ve görsel şablon kontrolü ile bu düzeltme değerlerinin hassasiyet üzerine etkisini doğrulama olanağına sahip.

Yıldız Holding Bilişim Grubu şirketlerinden Medyasoft, mi-mari, inşaat, imalat, endüstri-yel tasarım, medya ve eğlen-
ce pazarlarına yönelik 2 ve 3 boyutlu lider yazılım geliştiricisi Autodesk’in merakla beklenen yeni ürünü Auto-CAD Inventor LT Suite’i satışa sun-du. Hayalinizdeki tüm şekilleri harika çizimlere dönüştürebilen güçlü 3B araçlarına sahip olan AutoCAD In-ventor LT Suite, bu özelliği ile fikirlerin sezgisel bir şekilde keşfedilmesine ve görselleştirilmesine olanak sağlıyor.
Güçlü programlama araçları ve ge-niş eklenti desteği ile esneklikte en üst düzeyde avantajlar sunarak ihtiyaca uygun kişiselleştirme sağlayan Auto-CAD Inventor LT Suite, ayrıca tasarım ve dokümantasyon etkinliğini artıra-bilen daha güvenli, daha doğru ve daha akıcı bir şekilde paylaşım opsi-yonları sağlayan yenilikleri de üzerin-de barındırıyor.
Daha Gerçekçi Ürün TasarımlarıÜretimden inşaata şirketlerin mekanik tasarım üretkenliklerini arttırmak ve tasarım kalitelerini iyileştirmek üzere 3B parametrik tasarım araçları kul-lanmak isteyenler için de devrim ya-ratacak yenilileri içeren ürün, sahip olduğu benzersiz özellikleriyle tasa-rımcıların daha pratik ve uygun bir şekilde 3B tasarım üretmelerini sağ-lıyor. Tasarım ve iletişim konularında birden çok CAD yazılımı ile iş birliği yapabilme özelliği ile ön plana çıkan AutoCAD Inventor LT Suite bu fonk-siyonalitesi ile şirketlerin tedarikçileri, paydaşları ve müşterileri ile olan ile-tişim ve işbirliğini artırma imkanı sağ-lıyor.
Sorunsuz Simülasyonlar AutoCAD Inventor LT Suite ile şirket-lerin, tasarladıkları ürünlerini satışa sunmadan önce tüm bilgileri detay-landırıp, gerçek dünya şartlarında performansını öngörmek için daha iyi simülasyon hazırlayabileceklerine dik-kat çeken Medyasoft Pazarlama Di-rektörü Sırma Erkan, “Mart 2009’dan bu yana 2 ve 3 boyutlu yazılımlar konusunda dünyanın uzman ismi Autodesk’in Türkiye distribütörlüğünü yürütüyoruz. Autodesk kullanıcılarının AutoCAD Inventor LT Suite versiyonu ile çok yaratıcı ve başarılı işlere imza atacaklarına inanıyoruz. Biz de Med-yasoft olarak, bugüne kadar olduğu gibi bundan sonra da tüm Autodesk kullanıcılarına destek vererek başa-rılarına katkıda bulunmaya devam edeceğiz. Şirketlerin ürün geliştirme
ile hayata geçirme sürelerini ve bu sürede yaşanacak olası hataları mi-nimuma indirerek, AutoCAD Inventor LT Suite’e herkesin sahip olabilmesi için özel bir kampanya fiyatıyla satışa sunacağız.” dedi.
Autocad Inventor Lt Suite’nin Faydaları Nelerdir?• Yeni nesil mimariye sahip olan In-
ventor LT’nin 3 boyut desteği ile tasarımlarınızı daha hızlı yaratıp, daha verimli ve hatasız işler geliş-tirebilirsiniz,
• Inventor LT’nin sayısal modelleme tekniği ile tasarımlarınızı üretime geçmeden doğrulayabilir, bu sa-yede üretim hatalarından ve büyük giderlerden kurtulabilirsiniz,
• DWG çizimlerinizi hızla oluşturup, otomatik olarak 2 ve 3 boyut görü-nümler elde edebilirsiniz,
• Inventor LT ile pahalı çevirici yazı-lımlara gerek duymaksınız istediği-niz formatta ve modellemede gö-rünümler oluşturup, bilinen dosya formatlarına aktarabilirsiniz,
• İşiniz için en doğru aracı seçmenizi sağlayan Inventor LT ile 2 boyutlu çizimlerinizi kolayca kopyalayıp yapıştırarak hatasız yeni 3 boyutlu çizimler elde edebilirsiniz,
• Ustalığınızı avantaja çeviren Inven-tor LT şirketinize hem maliyet avan-tajı, hem de 3 boyutlu tasarım gücü kazandırır.
Metal Dünyası • Sayı 221 • Sayfa 34
Malzeme, Metalurji, Otomasyon ve Üretim Teknolojisi Material, Metallurgy, Automation and Extraction Technologyhaber
medYasOFt
Detaylı bilgi için okuyucu kartındaki“03” nolu kutuyu işaretleyip gönderin.
AutoCAD Inventor LT Suite Medyasoft ile Türkiye’de Autodesk’in 3 boyutlu tasarım uygulamalarında devrim yaratacak yeni yazılım paketi AutoCAD Inventor LT Suite, Medyasoft işbirliği ile Türkiye’de satışa sunuldu. Üretimden endüstriyel tasarıma kadar geniş bir kesime hitap eden AutoCAD Inventor LT Suite, güçlü yazılım mimarisi sayesinde 2 ve 3 boyutlu tasarım uygulamalarında göz alıcı görsel çizimlere olanak tanıyor.




Metal Dünyası • Sayı 221 • Sayfa 42
Malzeme, Metalurji, Otomasyon ve Üretim Teknolojisi Material, Metallurgy, Automation and Extraction Technologyhaber
C TN Trade Center ve our-metals.com’un işbirli-ği ile düzenlenen 3.Sac Piyasaları ve Otomotiv
Konferansı’nda Grand Trade Interna-tional Türkiye Temsilcisi Can Komar, sac piyasasının kabuk değiştiğini, şim-diye kadar ithalatçı konumda Türkiye yeni yatırımlarla net sac ihracatçısı olma yolunda ilerlediğini belirterek. Habaş, Kroman /Yücel Boru, Kibar, Kardemir gibi firmaların yatırımları ile iç piyasa taleplerini karşılayıp, ihraca-tın gerçekleşeceğini söyledi. Komar, “%60 kapasite ile çalışan sektörümü-zün gerçekçi olarak beş milyon ton sac ihrac etmesi beklenmektedir” dedi.
Demir Çelik Üreticileri Derneği(DÇÜD) Genel Sekreteri Dr. Veysel Yayan yap-tığı konuşmada, 2011’de ham çelik sektöründe Ocak-Temmuz ayları ara-sında en çok büyüyen ülkenin Tür-kiye olduğunu belirterek, “2008’de artmaya başlayan Türkiye’nin slab üretiminin 2015’e kadar sürmesini bekliyoruz” dedi. Yayan, Türkiye’nin yassı çelik ihracatının (Ocak-Haziran 2011 dönemi için) %79’unu sıcak haddelenmiş, %12’sinin kapanmış, %5’inin soğuk haddelenmiş ve kalan %4’ünün diğer çeşitlerin oluşturduğu-nu söyleyerek, aynı dönemin ithalat dağılımına bakıldığında %53 sıcak haddelenmiş, %14’ü kaplanmış, %9’u soğuk haddelenmiş, %14’ü ala-şımlı, %5’i paslanmaz, %5’ini diğer çeşitlerin oluşturduğunu belirtti.
İlk oturumun konuşmacılarından T.C Bilim Sanayi ve Teknoloji Bakan-lığı Sanayi Genel Müdürü Süfyan Emiroğlu, Otomotiv, demir-çelik, elektrik-elektronik, kimya, tekstil ve savunma sanayilerinin stratejik sek-törler olduğunu belirterek, demir-çe-lik üretiminde Türkiye’nin Dünya’da 10, Avrupa’da ikinci sırada olduğunu söyledi. Emiroğlu, “ana sanayi, yan sanayi işbirliği ile ithalatın en aza indi-rilmesini hedefliyoruz” dedi.
Daha sonra söz alan YİSAD (Yassı Çelik İthalat İhracat ve Sanayicile-ri Derneği) Başkanı Tuncay Sergen, “90’ların ortasında sac ihracatçıların çoğalması ile doğrudan son alıcıya ulaşıldı, böylece stoktan mal sa-tan depolar dönemi başladı” dedi. Dünya’da değişimi yakalamak için demiryoluna yatırımın önemli olduğu-nu vurgulayan Sergen, İskenderun lo-jistik merkezi olursa, trenle Ortadoğu’ nun içine ulaşılabileceğini söyledi.
Tezcan Galvaniz firmasından Asiye Ay sunumunda, çelik servis merkezlerinin öneminden bahsederek, çelik servis merkezlerinin, katma değer, coğra-fi konum, zamanında teslim, miktar üzerinde kontrol gibi özelliklerin ma-liyeti düşüren etkenler olduğunu be-lirtti.
Sami Soybaş Demir San. Tic. A.Ş. fir-masından Ahmet Soybaş, Dünya’daki çelik servis merkezlerinin çalışmalarını anlattı. Türkiye’de yassı çelik kullanan sektörlerin dağılımının boru profil üre-ticileri toplam tüketimin %30’unu kul-landığını belirterek, otomotiv 650000 ton/yıl, beyaz eşya 500000 ton /yıl olduğunu söyledi.Enerji Holding adına konuşan Harun
Bozoklar sıvı çelik üretiminde Türkiye’nin Dünya sıralamasın-da 10. sırada olduğunu söyleyerek, yassı çelik sektöründe hiz-met veren firmaların uzun mamul üreticilerinden ders alması gerektiğini belirtti.
Tat Metal firması adına konuşan Asuman Gürsoy, 30 yıllık bankacılık yaşamından sonra 11 yıldır demir-çelik sektöründe hizmet yaptığını söyleyerek sözlerine başladı. Gürsoy, ban-kacılıktan sonra kendisinin yatırım ve üretim heyecanının hiç bitmediğinden dolayı demir-çelik sektörünün içinde bulundu-ğunu söyledi.
Konferansın son konuşmacısı olan Ekonomist Ege Cansen, küresel kriz konulu sunumunda, her krizin bir düzeltme oldu-ğunu, bozulma varsa düzeltmenin gerçekleşeceğini söyleye-rek sözlerine başladı. Dünya ekonomisinin dört tekerlekli bir araba olduğunu, bu tekerleklerin (ABD, AB, Pasifik Ülkeleri gelişmekte olan ülkeler) hepsi dönmeden krizin bitmeyeceğini söyleyen Cansen, bu tekerleri döndürmek için IMF’nin yeni-den yapılandırıldığını ve merkez bankalarının durmadan para bastığını söyledi. Sunumların ardından konferans düzenlenen açık oturum ile son buldu.
3. Sac Piyasaları ve Otomotiv Konferansı
20 Eylül 2011’de, The Green Park Pendik Otelde 3. Sac Piyasaları ve Otomotiv Konferansı düzenlendi. 123 kişinin katılımı ile gerçekleşen konferansın açılış konuşmasını, Grand Trade International Türkiye Temsilcisi Can Komar yaptı.
Can KOMARGrand Trade International Türkiye Temsilcisi
Metal Dünyası • Sayı 221 • Sayfa 43
haber

Uluslararası OTOMOTİVİN BUGÜNÜ VE YARINI Konferansı 24-25 KASIM 2011 tarihlerinde, İstanbul’da Atatürk Havalimanı yanındaki SHERATON İSTANBUL ATAKÖY HOTEL‘de yapılacak.
Ekonomi Bakanı ve Bilim, Sanayi ve Teknoloji Bakanının katılımları ile.
Aynı tarihler arasında TÜYAP’da Ticari Araçlar Fuarı COMVEX ve CNR’da OTOMOTİV 2011 fuarları eş zamanlı olarak yapılacaktır. Konferans’tan bu fuarlara katılım için araç kaldırılacak.
Konunun uzmanları otomotiv sektörünün bugününü ve yarınını tartışacak. Konferansın ana teması: Küresel kriz ortamında büyüyen Türkiye Otomotiv Sanayi Sek-törün bugününü ve 2023’e yönelik hedeflerini tartışacaksınız. Stratejik yol haritalarında nelerin olduğunu ve bunların ne anlama geldiğini uzmanlarından öğreneceksiniz.
Avrupa krizinin bizi ne denli etkileyeceğini tartışacaksınız. Sektörümüzdeki olumlu dina-miklerin, krizin etkilerinden bizi nasıl koruyabileceğini göreceksiniz.Nerelere yatırım yapmanızın doğru olacağını, otomotivdeki yeni trendleri konuşacaksınız.
OTOMOTİV KONFERANSI
4 oturumda, 16 uzman konuşmacı şu alanlarda görüş bildireceklerdir:
1. Bölgesel rekabet (Rusya ve Doğu Avrupa)2. Gelişmiş teknoloji ve üstün verimlilik sayesinde büyüme(OEM ve Yan Sanayinin gücü)3. AB Krizi – düşen alım gücü 4. İç ve dış satışları artırmaya yönelik 2023 hedefleri ve stratejileri5. Yeni yatırımlar (mevcut ve yeni üreticiler) ve teşvikler6. Elektrikli araç yatırımları 7. Yerli otomobil8. Cari açık ve otomotiv sektörü
İşiniz açısından büyük önem taşıyan bu konuları bire bir uzmanlardan duymak ve onlarla görüş alış verişinde bulunmanızdan öte, konunuzla ilgili Türk, Rus ve Avrupalı profesyo-nelleri tanıyacaksınız.
KONFERANS DUYURUSU

Metal Dünyası • Sayı 221 • Sayfa 46
Malzeme, Metalurji, Otomasyon ve Üretim Teknolojisiuzman görüşü Material, Metallurgy, Automation and Extraction Technology
Metal Dünyası • Sayı 221 • Sayfa 47
uzman görüşü
1.618 rakamının tarihi eski Mısırlı’lara kadar uzanıyor ve eski Yunanlı’lar, bu rakamın doğaüstü gücü olduğuna inan-mışlar. Bu nedenle, birçok yapı ve eserlerinde, bu rakamı görmek mümkün. Eski Yunanlılar, 1.618 rakamına Phi ya da Altın Oran ismini vermişler.
İnsan Bedeninde Altın OranAşağıdaki şemada yer alan M/m oranı her zaman altın ora-na denktir: M/m=1,618
İnsan vücudunda altın orana verilebilecek ilk örnek; göbek ile ayak arasındaki mesafe 1 birim olarak kabul edildiğinde, insan boyunun 1,618’e denk gelmesidir. Bunun dışında vü-cudumuzda yer alan diğer bazı altın oranlar şöyledir:
Parmak ucu-dirsek arası / El bileği-dirsek arası, Omuz hizasından baş ucuna olan mesafe / Kafa boyu, Göbek-baş ucu arası mesafe / Omuz hizasından baş ucuna olan mesafe, Göbek-diz arası / Diz-ayak ucu arası.
Tasarımda Altın OranTanıdık geldi sanırım. Apple fir-ması da birçok ürününde altın oranı kullanıyor. Eski zaman-lardan günümüze, bu oranı taşıyan eserler, ürünler, yapılar, tasarımlar, insanda “iyi tasa-rım” hissi uyandırıyor. Bu da satın alma isteğini arttırıyor.
“Buğday için ekin eken sonunda saman da elde eder fakat saman eken
buğday hasat edemez”MEVLANA
Hakan Ünlü Hakan Ünlü Mühendislik [email protected]
Tasarımda Altın Oran Tasarım hayatımızın parçasıdır. Tasarımın ne olduğunu ve hayatımıza ne kadar etkisi olduğunu görmek için etrafınıza bakmanız yeterli. Arabalar, uçaklar, lambalar, evimizdeki tele-vizyon, masa, sandalye. Her sabah çayımızı, kahvemizi içtiğimiz bardak, elimizden düşüremediğimiz cep tele-fonu. Hayatımız başarılı tasarımlarla çevrilidir. Başarısız olanlar ise gök-yüzündeki kuyruklu yıldız gibidir. Bir an gözükür ve sonra sonsuza kadar kaybolur. Hayat temposu içerisinde dikkatimizi çekmemekle birlikte doğru tasarım yaşam kalitesini arttırır, hayatı kolaylaştırır.
Henry Ford’un T model araç üretmesi ile araba geniş kitlelere ulaşabilir se-viyede ucuzlamıştı. ( Ayrıca dünya ta-rihinin en çok satan otomobil sırala-masında 2. sırada yer almaktadır.) Bu sayede bireyler istediği zamanda, is-tediği yere seyahat etme özgürlüğüne kavuştu. İnternetin yaygınlaşmasına ve hayatımızın vazgeçilmezi olmasına rağmen televizyon hala evimizin en önemli köşesinde. Buzdolabı, çama-şır makinesi olmayan ev kalmadı. Tasarım, tasarımcının hayalini gerçekleştirme aracıdır. Tasarım, bir fikir, bir duygu ya da bir görüş hakkında sürekli olarak iletişim kurmaya çalışmaktadır. Eğer tasarım iletişim kurmuyorsa ya da kurulan ile-tişim yanlış anlaşılıyorsa, o zaman o tasarım başarılı değildir. Hedef kitleni-zi memnun etmek ve bunun sonucun-da para kazanmak ise tabii ki esas amaçtır. Şirketler iş olsun diye yatırım yapmazlar, yeni ürün geliştirme süreci uzmanlık ister. Tasarım objektiftir, ne-yin iyi neyin kötü olduğunu belirlemek
kolaydır. Satılan ürünün tasarımı ba-şarılıdır.
Bir tasarımın beş temel ilkesi bulun-maktadır.
1) Denge2) Orantı ve görsel hiyerarşi3) Görsel devamlılık4) Bütünlük5) Vurgulama
Tasarım çalışmalarında bu beş temel ilke göz önünde tutulmalıdır. Tasarım hazırlanırken denge, orantı ve görsel devamlılık bir bütünlük içerisinde iyi bir vurgulamayla verilmelidir.
Tasarım, hedef kitleyi amaçlamalıdır. Neyin hangi fiyata satılabileceği, ne-yin niçin satılamayacağı iyi bilinme-lidir. Biçim ve dekorla farklı kitleleri hedeflemelidir. Firmalar ise rekabet ettiği diğer firmaların ne yaptıklarını, ne ürettiklerini bilmelidir. Ne olduğu-nu bilen ve ne olmak istediğini hedef-leyen her firma özgün tasarımlarla başarıya ulaşır.
Altın OranEğer uygulama veya işlev unsurları açısından hoşa giden ya da son dere-ce dengeli olan bir forma ulaşılmışsa, orada Altın Sayı'nın bir fonksiyonunu arayabiliriz... Altın Sayı, matematik-sel hayal gücünün değil de, denge yasalarına ilişkin doğal prensibin bir ürünüdür."
Mısır’daki piramitler, Leonardo da Vinci’nin Mona Lisa adlı tablosu, ay çiçeği, salyangoz, çam kozalağı ve parmaklarınız arasındaki ortak özellik nedir?
Bu sorunun cevabı, Fibonacci isimli İtalyan matematikçinin bulduğu bir dizi sayıda gizlidir. Fibonacci sayıları
olarak da adlandırılan bu sayıların özelliği, dizideki sayılardan her biri-nin, kendisinden önce gelen iki sayı-nın toplamından oluşmasıdır.
Fibonacci sayılarının ilginç bir özelliği vardır. Dizideki bir sayıyı kendinden önceki sayıya böldüğünüzde birbirine çok yakın sayılar elde edersiniz. Hatta serideki 13. sırada yer alan sayıdan sonra bu sayı sabitlenir. İşte bu sayı “altın oran” olarak adlandırılır.
Altın Oran; CB / AC = AB / CB = 1.618; bu oranın değeri her ölçü için 1.618 dir.
ALTIN ORAN = 1,618
Leonardo Da Vinci’nin herkes tara-fından bilinen Vitruvian Man (Rönesans Ada-mı) eserinin ne-redeyse her ka-resi bu rakamla dolu. Zaten o nedenle kusur-suz görünüyor o çizdiği insan modeli.
L. Pisano Fibonacci
Fibonacci Sayıları:
0, 1, 1, 2, 3, 5, 8, 13, 21, 34, 55, 89, 144, 233, 377, 610, 987, 1597, 2584, ...
A C B

Metal Dünyası • Sayı 221 • Sayfa 48
Malzeme, Metalurji, Otomasyon ve Üretim Teknolojisiürün Material, Metallurgy, Automation and Extraction Technology
Yüksek Verimli Yeni NesilIGBT Plus Güç Üniteleriİnductotherm Group, yeni ürünü VIP I Plus’ı geliştirdi. Amerika Birleşik Devletleri’nin New Jersey’deki Ar-Ge merkezinde geliştirilen yeni sistem, metalurji sektörünün hizmetine sunuldu.
İndüksiyon Ergitme Sistemi Güç ÜniteleriVIP-I Plus yüksek güçte güvenilirlik, verimlilik ve daha da yüksek ergitme hızları sağlayabilmek amacıyla ge-liştirildi. VIP-I Plus, daha önce birçok dökümhanede kendini kanıtlamış olan VIP-I güç ünitelerinin geliştirilmiş versiyonu olup daha esnek çözümler sunar. Hem VIP-I, hem de VIP-I Plus güç üniteleri çok geniş yelpazede ocak kapasitesi ve alaşımla uyumlu olarak çalışabilir. Bu da dökümcüle-re verimlilik, yüksek ergitme hızları ve kompakt çok yönlü bir üretim olarak geri döner.
15-3,000 kW kapasiteli VIP-I Plus serisi güç ünitesi Melt Manager bilgi-sayarlı kontrol sistemi ile donatılmıştır.VIP-I güç üniteleri 1000Kw kapasi-telere kadar güç sunabilirken, yeni nesil VIP-I PLUS serisi güç üniteleri 12,000kW kapasite ve üstüne kadar güç sunabiliyor.
VIP-I Plus güç üniteleri birçok opsi-yon ile donatılabilir. Standart üniteler, gelişmiş IGBT komponentler, yüksek
saflıkta bakır içeren güç baraları, kolaylıkla kontrol edebilmeye olanak sağlayan kontrol panelleri ve sistem-de oluşabilecek hataları dijital olarak kontrol edebilmek için gelişmiş bilgi ekranı içerir.
Standart donanımda VIP-I Plus güç üniteleri gelişmiş yeni nesil bir kontrol kartı ile donatılmıştır. Fiber-optic kab-lolar ile veriler en kısa sürede ağlıklı olarak taşınır. Kullanımı oldukça ko-lay olan dokunmatik ekran ile gerekli komutlar ile veri girişi yapılabilir.
Operatöre daha çok yardımcı ola-bilmek adına, üniteler Melt-Manager Plus ile donatılmıştır. Bu sayede müş-terilerin verileri izlemesi, kontrolü ve değerlendirmesi daha kolay hale ge-lir. Sistem bilgi mesaj servisi özelliği ile de gerekli güncellemeler hakkında bilgilendirmeler müşterinin cep telefo-nuna gönderilmektedir.
Bu son yenilikçi buluş aynı zamanda Dual-Trak ve Multi-Trak uygulamala-rında da kullanılabilir. Bu şekilde me-tal verimi neredeyse % 100 oranına
gelmekte ve çok daha düşük elektrik tüketimi ile daha yüksek kapasitede üretim yapılır.
VIP-I Plus Güç Üniteleri Kabin Teknik Özellikleri ;• 6, 12, 24, 48 Pulse Doğrultucu• 12 Pulse üzerinde tüm kapasiteler-
de %99 güç faktörü• Toprak Kaçak Dedektörü• Ayarlanabilir Güç Kontrolü• Düşük bakım giderleri• Kondansatör kontaktörü gerektir-
mez
Standart 3000kW VIP-I Plus güç üni-tesi kabini. Bir doğrultucu ve iki inver-ter kabini içerir.• Günümüz teknolojisi ile mevcut
eski sisteminizi güncellerken, eski kondansatör grubunuzu ve ocağı-nızı kullanabilirsiniz.
• Kondansatör sebepli duruşlara son. Uzatılmış kondansatör ömrü ve azaltılmış sigorta hataları ile VIP-I PLUS artık daha güvenilir.
• Fabrikamızda tüm testleri yapılarak müşterilerimize gönderdiğimiz VIP-I Plus güç ünitelerimiz sayesinde kı-salan devreye alma işlemleri.
• Daha yüksek ergitme hızları ve daha düşük enerji harcaması.
Toplam Güç MW. Doğrultucu/İnver-ter için gerekli ölçüler Inch.
Not:1. Kabin yüksekliği 2030 mm’dir.2. Tüm üniteler primer izolasyonludur.3. Donanımlar 50-500Hz frekans
aralıkları için geçerlidir.4. Kondansatör ölçüleri, ocak kapasi-
tesine göre farklılıklar gösterir.


Metal Dünyası • Sayı 221 • Sayfa 52
Malzeme, Metalurji, Otomasyon ve Üretim Teknolojisi Material, Metallurgy, Automation and Extraction Technologyhaber
Konuşmacılar bu toplantıdaki katılımda bazı eksikliklerin bulunmasına rağmen ça-lışmaların devam ettirilmesi
gerektiğini söyleyerek, sektörün sorunlarının görüşülmesi ve çö-züm önerileri doğrul-tusunda fikir üretmeyi sürdürmenin faydası üzerine görüşler bil-dirdiler. Daha sonra, önceki toplantılarda ele alınan konular üzerinden geçilerek tekrar değerlendiril-mesi konusunda gö-rüş birliği oluşturuldu.
Toplantıda, piyasadaki mevcut sıkıntı-lar ve çözümleri hakkında görüş alış
verişleri yapılarak, krizden bugüne vadelerin olması gerekenden fazla uzamış olması, ödemelerdeki gecik-meler ve bu nedenle sektörün hizmet vermesine olumsuz etkisi üzerinde duruldu. Diğer sektörel ve ekonomik konuların ele alındığı toplantıda ay-rıca etik değerler, gümrüklerdeki TSE uygulamaları, fuar katılımları, eğitime katkı gibi konularda da görüş alış ve-rişinde bulunuldu.
Yemekte bir sonraki toplantının, 22 Kasım 2011’de gündemli olarak ya-pılması ve Aroymak firması tarafından organize edilmesi kararlaştırıldı.
Takım çeliği sektörü 20 Eylül 2011’de ASSAB’ın organizasyonunu gerçekleştirdiği 4. periyodik toplantısı ile çalışmalarını sürdürdü. Toplantıya, alfabetik sıraya göre, Aroymak, ASSAB, Çelik Metal, Kerem Metal, Oktay Metal, Sağlam Metal ve Yükselen Çelik’in temsilcileri katıldılar. Ayrıca basın olarak Prestij Yayıncılık adına Solmaz Uğurlar Yıldırım da organizasyona davetli olarak katıldı.
Takım Çeliği Sektörü 4. Toplantısını Gerçekleştirdi
4. Uluslararası Döküm ve Çevre Sempozyumu (IFES 2011)17-18 Kasım’da Gerçekleşecek2007 yılında uluslararası niteliğe kavuşan Uluslararası Döküm ve Çevre Sempozyumu’nun 4’üncüsü, Yıldız Teknik Üniversitesi, Balkan İleri Döküm Teknolojileri Merkezi (BCACT) tarafından 17 -18 Kasım 2011 tarihlerinde Yıldız Teknik Üniversitesi Oditoryum Salonu’nda gerçekleştirilecek.
Döküm sektöründeki işletme-lerin, çevre ile uyum içinde çalışmalarını sağlamayı toplumsal bir görev olarak
kabul eden BCACT, yönetim konu-
sunda karşılaştığı sorunlara ışık tuta-bilmek amacı ile düzenleyeceği sem-pozyumda, sektörde faaliyet gösteren üreticileri, pazarlamacıları, kullanıcıla-rı ve araştırmacıları bir araya getirerek
bilgi ve deneyimlerini katılımcılar ve öğrencilerle paylaşmaları ve sektör ile ilgili uygulamaları, yenilikleri, sorunla-rı, çözümleri tartışmalarını sağlayacak bir platform oluşturulması planlanıyor.
Detaylı bilgi için http://www.bcact.yildiz.edu.tr/ifes2011/ ziyaret edebilirsiniz.


Metal Dünyası • Sayı 221 • Sayfa 56
Malzeme, Metalurji, Otomasyon ve Üretim Teknolojisiuzman görüşü Material, Metallurgy, Automation and Extraction Technology
Yılın İlk Yarısında Makina Sektörü ve Sektörde Ara Malların Temini
TÜİK verilerine göre 2010 yılı Aralık ayında makina sanayi-nin imalat endeksi 143,5 de-ğerine ulaşmış (2005=100)
Ocak ve Şubat aylarında önemli bir düşüş ile 122,4 ve 121,7’ye gerile-mişti. Mart ayında Aralık düzeyini biraz aşarak 144,4’e ulaşmıştır. Takip eden aylarda ufak iniş çıkışlardan sonra Ha-ziran ayında 153,2 değerine erişerek iyi sayılabilecek bir performans gös-termiştir. Bu duruma göre ilk altı aylık dönemde Aralık ayına göre % 6,8’lik bir imalat artışı sağlanmıştır. Kapasite kullanım oranı ise Mart-Ağustos dö-neminde % 75-76 aralığında, (ufak değişikliklerle) sabitlenmiş gibidir.
İlk altı ayda ihracatımız da % 20,1 bir artış göstermiş ise de ithalattaki artış % 44,5 gibi, ihracat artışının iki katına ulaşmıştır. İlk altı ayda ihracatın ithala-tı karşılama oranı % 56,7’dir. Değer olarak ise ithalat 11.200.531.000$, ihracat 6.599.86.000$ ve dış ticaret açığı 4,6 milyar dolar olmuştur. 2010 yılı ilk altı ayında gerçekleşen makina dış ticaret açığının 4,9 milyar$ olduğu dikkate alındığında az da olsa olumlu bir gelişme olduğu veya şimdilik bir ar-tışın söz konusu olmadığı söylenebilir.
Dış ticaret rakamları bilindiği gibi ara malı ihracat ve ithalatını da kapsa-maktadır. Makina sektöründe ham-maddelerin önemli kısmı yurt içinden sağlanabilmektedir. Çoğu makina türünde ithal ara malı oranı % 20’nin
altında olup, bazı yüksek teknolojili makinalarda bu oran %50’ye çıka-bilmektedir. Bazı verilere göre sektör genelinde kullanılan ithal menşeli ara malı ve hammadde oranı ortalama %35 civarındadır.
Makina sektöründe ara malı ithala-tının azaltılmasını sınırlayan bazı et-kenler bulunmaktadır ve bu etkenler sadece ülkemize has değildir. Avrupa Birliği Komisyonunun hazırlattığı bir raporda da belirtildiği gibi; makina sanayinde çoğunlukla küçük serilerde imalat yapılması, yan sanayide yapı-lan parça siparişlerinin adetlerini de sınırlamaktadır. Bu durum, sadece bulunduğu ülkedeki makina sektörü-ne komponent imal eden yan sanayi-nin oluşmasını, var ise de yaşamlarını sürdürmelerini zorlaştırmaktadır. Ül-kemizde olduğu gibi gelişmiş birçok ülkede de makina sanayi, parça te-mini için otomotiv yan sanayine iş yapan kuruluşlarla çalışmaya gayret etmekte iseler de otomotiv sanayinin büyük adetli siparişleri yanında 40-50 adetlik parça talebi bu kuruluşlar için ilginç olmamaktadır.
Bu ve diğer bazı nedenle de AB ül-kelerinde de makina imalatçıları farklı ülkelerde, bir ölçüde tekelleşmiş bir-kaç komponent imalatçısı ile çalış-mak zorunda kalmaktadırlar.
Örneğin; dünyada makina sektörü-nün kullandığı elektronik program-
lama ünitesini imal eden önemli iki kuruluş vardır; bunlar SIEMENS ile FANUK’tur. Bunlar dışında başka imalatçı olsa dahi müşterilerin çoğun-luğu satın alacakları makinada bu iki kuruluştan birisinden alınan ünitenin kullanılmasını şart koşmaktadır. Line-er guid’lar, lazerli tezgahlarda kullanı-lan üniteler de gene tekel haline gel-miş ve yüksek adetlerde imalat yapan birkaç kuruluştan sağlanmaktadır. Bu tür komponent imali için yeni bir ya-tırım yapmayı zorlaştıran bir faktör de bunları imal eden mevcut imalatçıla-rın sağladıkları yüksek cirolar sonucu yenilikçilik ve geliştirme çalışmaları için kullanabilecekleri önemli mad-di kaynaklara sahip olmalarıdır. Bu durum, sadece ülkemizde değil, ge-lişmiş ülkelerde de yeni girişimcilerin bu alanlara girmelerini zorlaştırmak-tadır. Avrupa’da, birçok ülkede faa-liyet gösteren makina imalatçıları da bu tür yüksek teknolojili makinalarda kullanılan komponentleri ithal ede-rek imalatlarında kullanmaktadırlar. Bunların yerine ikame edilebilecek üniteleri imal edecek kuruluşların kısa sürede ülkemizde kurulması, belirtildi-ği gibi müşterinin tercihleri de dikkate alındığında kolay gözükmemektedir.
Diğer sektörlerde ara malı ithalatını teşvik eden önemli faktör fiyat iken, belirtilen nedenler ile makina sana-yinde kullanılan komponentlerin ithal edilme sebebi fiyat olmayıp, teknolo-jik gerekler ve pazar koşullarıdır.
Arslan SANIR KoordinatörMakina İmalatçıları Birliği
MAKİNA İMALATÇILARI BİRLİĞİ


Metal Dünyası • Sayı 221 • Sayfa 60
Malzeme, Metalurji, Otomasyon ve Üretim Teknolojisi Material, Metallurgy, Automation and Extraction Technologyhaber
ABD ve Avrupa’daki bazı ül-kelerin yanı sıra, konusunda dünya lideri olan ABD, PTC firmasının CREO Ürün Ge-
liştirme Başkanı Michael CAMPBELL ile birlikte, İnformatik MCAD Tekno-loji ve Proje Uzmanı Erol ALTUNIŞIK, İnformatik, Kurumsal Uygulamalar Uzmanı Serkan ACAROĞLU, İnfor-matik, MCAD Teknoloji / Proje Mü-hendisi A. Vahap SÖNMEZ sunumlar yaptılar. CAMPBELL, bariyerlerinin nasıl tarih olduğu hakkında bilgi-ler verirken, diğer sunum yapanlar da CREO Parametric, CREO Di-rect, CREO Simulate, CREO As-sembly Management,CREO View MCAD,CREO Illustrate’yi uygulamalı
olarak tanıttılar. Seminerde, kendi savunma teknolojileri, yolcu uçağı ve otomobilini üretme konusunda çalışmaların yürütüldüğü ve bilhassa endüstrileşme ve bölgesinde teknoloji üssü olma konusunda önemli geliş-meler kaydedildi. Özellikle montaj sanayi yerine markalaşan ve özgün tasarım-özgün imalat kabiliyetinin ka-zanılmasına önemli katkılar sağlayan teknolojiler hakkında bilgiler verildi. Seminerde katılımcılara CREO’nun geliştirilmesinde temel teşkil eden hususların başında mevcut CAD ya-zılımlarının temsil edildiği önemli bariyerler, bu bariyerlerin nedeni ve kullanıcıların yaşadığı sorunlar ile kaybedilen zaman ve verimlilik baz
alınarak, kaybolan potansiyelin açığa çıkartılması hakkında bilgiler verile-rek, CREO ile gelen yenilikler tanıtıldı.CREO ile gelen yenilikler şöyledir;• Kullanım kolaylığı,• Tek bir yazılıma mahkum olmadan
diğer yazılımlarla birlikte çalışabilme,• Esnek modelleme teknolojisi.
CREO ile kullanıcılar tasarımın hangi aşamasında olursa olsun, tasarım ihti-yacı olan parametrik veya direct mod-larına çift yönlü geçişler yaparak çok zor tasarımları dahi çok kısa zamanda tamamlayabilme imkanına sahip ola-caklar. CREO’nun bütünleşik, modü-ler ve integral çözümlerinden sadece ihtiyaç duydukları ile ilave eğitim, veri transferi gibi bariyerlerde zaman kay-betmeden tasarım süreçlerinde mak-simum verimliliğe ulaşacaklar.
Soru-cevap şeklinde ilerleyen semi-ner, kum sanatı gösterimi ile de pekiş-tirdi. Seminer sürpriz hediye çekilişleri ile son buldu.
CREO ile CAD TeknolojisindeYeni DönemCAD/CAM/CAE ve PLM sektörünün lideri PTC, endüstride ürün geliştirme süreçlerinin temel taşı olan CAD teknolojisini yeniden tanımlayarak, yeni nesil CAD teknolojisi CREO’yu, 22 Eylül 2011’de The Marmara Oteli, Taksim Salonu’nda piyasaya sürdü.

Metal Dünyası • Sayı 221 • Sayfa 62
Malzeme, Metalurji, Otomasyon ve Üretim Teknolojisi Material, Metallurgy, Automation and Extraction Technologyhaber
Temaslı (problu) ölçüm yazılım-ları alanındaki liderliğini sür-düren FARO, yeni CAM2 Me-asure 10 yazılımıyla temassız
ölçüm yöntemini (lazer tarama) tercih eden kullanıcılara tersine mühendis-lik, hızlı prototipleme ve analiz işlem-leri için nesne tarama ve nokta bulutu alma olanağı sağlıyor. Piyasaya yeni sürülen Edge ScanArm’ı destekleyen yazılım, Florida çıkışlı teknoloji şirke-ti için ileriye doğru atılmış büyük bir adım niteliğinde. FARO CEO’su Jay Freeland konu ile ilgili; “CAM2 Mea-sure 10’u kullanıcılara sunmaktan bü-yük mutluluk duyuyoruz. FARO problu ölçüm metodunu, tarama ve nokta bulutu yakalama özellikleriyle buluş-turdu. Yazılımın ilk tanıtımı Şikago’da-ki Quality Expo’da yapılacak” dedi.
Renkli Tarama (Live Colour Scan) özelliği sayesinde CAM2 Measure 10 kullanıcıları, serbest biçimli parçaları FARO ScanArm kullanarak geometri
ölçüyormuşcasına kolay bir şekilde ölçebilirler. Renkli Tarama özelliği tarama esnasında CAD’den devias-yonları renklendirerek gösterir, böy-lelikle uygunsuzluklar tarama süreci esnasında belirlenir ve düzeltilir. “Kı-sayollar” özelliği kullanıcıya yalnızca ölçüm ve yapılandırma kombinasyon-ları ile ulaşılabilen unsurları ölçmek için yeni komutlar oluşturabilmelerini sağlar. Kısayollar sayesinde, karma-şık bir ölçümün tüm adımlarını, daha sonra tek bir tıkla ulaşabileceğiniz tek bir komuta kaydedebilirsiniz. Hızlı Ça-lışma Sihirbazı, ölçümü tamamlamak için çoğu kez aygıtı yeniden konum-landırmanın gerektiği büyük parçala-rın ölçümü için büyük bir yardımcıdır. Doğru hedef örtüşmesini sağlayarak, FaroArm cihazını yeniden konumlan-dırmak için ihtiyaç duyulan zaman azaltılır ve kullanıcının hata yapma riskini azaltır. CAM2 Measure 10’nun diğer yeni özellikleri arasında uzaktan ölçüm, uzaktan komut verilebilmesi,
Apple®, iPhone®, iPad® cihazlarıyla eş zamanlı olarak sonuçların izlene-bilmesi sayılabilir.
CAM2 Measure 10 yazılımını müşteri-lerine avantajlı fiyatlarla sunan FARO, Freeland; “Yazılıma yeni ve oldukça etkileyici pek çok özellik eklendi, bun-lar arasında en önemlisi nokta bulutu verisi yakalama ve tarama bulunmak-ta. Yazılımı daha etkin kılmak üzere eklenen tüm bu yeni özellikler sonra-sında müşterilerimize hala avantajlı fiyatlar sunabildiğimiz için mutluyuz. Hedefimiz müşterilerimizin ürün ve proseslerini geliştirmeleri için çö-zümler üretmek. Temaslı ve temassız ölçümü bir arada mümkün kılan bu yeni yazılımla birlikte, müşterilerimizin ihtiyaçlarına en uygun çözümleri en ulaşılabilir fiyatlarla sunmaya olan bağlılığımızı sürdürüyoruz” dedi.
FarO
Detaylı bilgi için okuyucu kartındaki“04” nolu kutuyu işaretleyip gönderin.
FARO Nokta Bulutu Verisiyle Çalışabilen Yeni ‘CAM2 Measure 10’ Yazılımını Piyasaya SürüyorFARO Technologies Inc. (NASDAQ: FARO) FaroArm, ScanArm ve FARO Laser Tracker için geliştirilen yeni ölçüm yazılımı CAM2 Measure 10’un piyasaya sürüleceğini duyurdu. Yeni yazılımla FARO; Renkli Tarama, Kısayollar ve Hızlı Çalışma Sihirbazı gibi birçok yeni özelliğin yanı sıra, CAM2 ürün gamına ilk defa nokta bulutu verisi alma ve analiz etme fonksiyonlarını da ekliyor.
LME İşlem Hacmindeki Rekor Günü Duyurdu Londra Metal Borsası (LME), ‘102,096’ ile rekor iş hacmi rakamına ulaştı.
LME select 5 Ağustos 2011’den sonra, en yoğun zaman olarak tarihe geçen günde 51,841 iş-lemi kayıt altına aldı. İşlemler
98,804’ü açık olmak üzere 185,102 partinin üzerinde dağılım gösterdi.LME 2011 yılı günlük ortalama işlem hacmini 563,239 parti olarak kay-
detti. Bu rakam 2010 yılı ile karşılaştı-rıldığında %18 artış olduğu anlamına geliyor.

Sertleştirilmiş prizmatik kılavuz üzerinde kayan bir servomo-tor tarafından hareket ettirilen tezgah üzerine montajlanmış
bir değiştirici birimden oluşan sistem-de, çevrim değişimi (180° döngü) servomotor ile birlikte hassas bir de-vir düşürücü ekipman kullanılarak ve pnömatik bir silindir tarafından koni ekstraksiyon darbesi uygulanarak ta-mamlanıyor.
(O+V) versiyonunda sistem dikey ve yatay konumda şaft ile değiştirile-biliyor. Çünkü bu versiyonda takım değiştirici bir mesnet üzerine sabit-
lenmiş konumda ve pnömatik silindir yardımıyla 90 derece dönebiliyor.
Tutucu kol, takım şafttan çekildiğinde devreye giren sürgüler mekanik ola-rak kontrol ediliyor.
CTNE 50 farklı türde halkalar, dai-resel kartuşlar ve üretim gereksinim-lerine göre değişim gösteren 20-80 arasında çok sayıda takım ile ta-mamlanıyor.
Metal Dünyası • Sayı 221 • Sayfa 65
haber
Yeni Takım Değiştirme SistemiColombo Filippetti Torino tarafından takım değiştirme süresi iyileştirilen ve kullanımı basitleştirilen, yeni bir takım değiştirme sistemi olarak ön plana çıkan CTNE 50, mevcut olan sistemlerle kıyaslandığında en önemli özelliğinin herhangi bir hidrolik aygıtın kullanılmaması sessiz, daha temiz ve daha güvenilir bir sistem olarak kullanılabilirliğinin artması şeklinde tanımlanabilir.
COlOmBO FılıPPettı
Detaylı bilgi için okuyucu kartındaki“05” nolu kutuyu işaretleyip gönderin.



Metal Dünyası • Sayı 221 • Sayfa 70
Malzeme, Metalurji, Otomasyon ve Üretim Teknolojisi Material, Metallurgy, Automation and Extraction Technologyhaber
Ç elik Metal olarak firmamı-zın her alanda yanınızda olma hedefi doğrultusunda 17.09.2011’de gerçekle-
şen CimatronE 10 seminerinde yine sizlerleydik. Artık gelenekselleştirdiği-miz, müşterilerimizin daima yanında olma politikamız gereği CimatronE 10 seminerinin ana sponsoruyduk. Seminer çerçevesinde fuaye alanında açtığımız standımız ve seminer sunu-mumuz ile siz sektör temsilcilerimizin sorularına ve taleplerine cevap ver-meye çalıştık.
Seminer katılımımız ile müşterilerimize ve değerli sektör temsilcilerine Çelik Metal ve Buderus Edelstahl (Almanya) firmalarının hizmetleri hakkında bilgi aktarmaya çalıştık.
Kısaca özetlersek; firma olarak 1982 yılında faaliyete başladığımız günden itibaren imalat sektörünün ihtiyacı
olan vasıflı çeliklerin ithalat ve satışını gerçekleştiriyoruz. Siz değerli müş-terilerimizin hızlı ve sürekli büyüme-sinin ve sektörel yeniliklerin takipçisi olabilme gayretinde önce Buderus Edelstahl firması ile gerekli iş birliğini tahsis ettik ve firmanın distribütörlüğü-nü aldık. Bu sizlere kaliteli ve geniş bir yelpazeye yayılan malzeme çeşitliliği ve stok miktarları sunmamızı sağla-dı. 2009 yılında sizlere sunduğumuz hizmetleri daha da kaliteli kılma adına Kıraç’ta ki 2500 m²’lik depo-muza geçtik ve hala 18 adet testere ekipmanı, 3 metalurji mühendisi, 25 personelimiz ve 5 servis aracımız ile çalışmalarımıza devam ediyoruz.
Ürün portföyümüzü oluşturan plas-tik kalıp çelikleri, sıcak iş, soğuk iş, yüksek hız çelikleri, imalat, ıslah ve sementasyon çelikleri gibi ürünlerin standart ve Buderus’un tecrübeleri doğrultusunda modifiye edilmiş ver-siyonlarını siz değerli müşterilerimizin kullanımına sunuyoruz. Burada Bu-derus Edelstahl’ın ürünlerini dövme prosesi ile üretmiş olması, 1920 yılın-dan bu güne kadar gelen tecrübesi ve Çelik Metal ile kurmuş olduğu güçlü işbirliği en büyük güvencemizdir.
Özellikle plastik kalıp çeliklerinde sunduğumuz Thruhard Supreme ile plastik enjeksiyon kalıplarında par-
laklık, kalıp ömrü ve talaş kaldırma ile ilgili maliyet düşürücü gelişmeler sağlanmıştır. Bunu maliyet düşürücü gelişmeler ve performans artışı sağ-layabilme adına diğer malzemelerin özel metalürjik dizaynı ve profesyonel üretim metodlarını takip ederek bahsi geçen konularda hizmetlerimizi de-vam ettirmekteyiz.
Seminere Teknik Satış bölümümüz ve İthalat departmanımız ile katılarak malzemelerin profesyonel olarak sipa-rişlendirilmesi, giriş kontrollerinin ya-pılması, teknik anlamda malzemelerin irdelenmesi, teknik yeniliklerin hızlı ve süreklilik arz ederek ülkemize taşınma-sı, malzeme sürekliliğinin sağlanması adına minimum stok oranlarının tespit edilmesi ve malzeme tedariğinin yö-netilmesi konularında değerli müşte-rilerimizi ve katılımcıları bilgilendirdik.
Bu vesile ile seminerde yanımızda ve destekçimiz olan herkese ve yine bu sayfalarda bizleri takip eden sizlere firmamız adına teşekkürü bir borç bilir yıllara dayanan iş birliğimizin devamı-nı dileriz…
çeliK metal
Detaylı bilgi için okuyucu kartındaki“06” nolu kutuyu işaretleyip gönderin.
Çelik Metal Daima Yanınızda...
Recep ÇELİKÇelik Metal Genel Müdürü

Metal Dünyası • Sayı 221 • Sayfa 72
Malzeme, Metalurji, Otomasyon ve Üretim Teknolojisi Material, Metallurgy, Automation and Extraction Technologyhaber
Takım tezgâhlarının tanınmış üreticisi HURON GRAFFENS-TADEN talaş kaldırma yoluyla işleme için frezeleme ve tor-
nalama tezgâhlarında müşterilerine geniş bir ürün yelpazesi sunuyor. Son yıllarda yenilikçi tezgâhların geliştiril-mesi ve üretimi ile karakterize edil-miştir.
Tornalama ve frezelemede tek parça-ların, küçük ve orta miktarlarda üretim için kapsamlı çözümleri müşterilerinin tüm beklentilerini karşılıyor.
Dik işleme merkezleri, hassasiyetleri ile tanınan Huron, yüksek teknolojik donanımlara sahip olup, “başlangıç seviyesi˝ ile büyük frezeleme merkez-leri arasında yerini alarak, bu sayede yüksek kalitede teknik hizmet verilme-si sağlanıyor.
Huron ayrıca yüksek performans-lı yatay işleme merkezleri de sunu-yor. Özellikle geniş çalışma alanları ve paletleme sistemi sayesinde bu tezgâhlar sektörde kendilerini kanıtlı-yor. Sağlam yapısı ve etkili sönümle-me ile işleme sırasında kaynaklanan titreşimlerde (seri üretimde de) yüksek hassasiyet sağlıyor.
Huron, torna ve tornalama merkezleri ile tüm tezgâh serisini tamamlamış ve tezgâhlarını modern teknoloji ile do-
natmıştır. Bu çeşitlilik, hemen hemen tüm ihtiyaçları karşılaması gereken, standart özelliklerde tezgâhlar sunu-yor. Huron’ daki son gelişmelere baktığı-mızda, tornalama ve frezeleme mer-kezleri görülüyor. Onlar sayesinde Huron en talepkâr müşterilere bile tamamlayıcı çözümler sunuyor. Kü-çük dikey işleme merkezlerinden ve çok paletli sistemleri ile büyük işleme merkezlerine kadar hedeflerini yakalı-yorlar. Müşterilerinin yüksek verimliliği yakalayabilmeleri için ileri teknoloji donanımlı tezgâhlar sunuyorlar. Şirket stratejilerine baktığımızda: Huron, metal endüstrisinde yüksek performanslı özellikleri ile yenilikçi ve yüksek teknolojili ürünler sunuyor. Pazarlama, otomotiv sanayi, havacı-lık, uzay sanayi, enerji sektörü ve yarı bitmiş ürünler endüstrisinin ihtiyaçları-nı karşılamak için odaklanmıştır.
Sektörün ihtiyaçlarına göre yaptıkları ürün geliştirme ortakları ile işbirliği yaparak özel ihtiyaçlarını ürünlerin üretiminde ve geliştirilmesinde hassa-siyet gösteriyorlar. Huron ve dünyada-
ki ticaret ortakları bu alanda mükem-mel bir çalışma sağlıyorlar.
Şirket teknoloji, endüstriyel ve ticari birimler personelleri sürekli olarak be-ceri ve uzmanlıklarını geliştiriyor. Bu-nun avantajı, müşterilerinin en güçlü Huron teknik çözümler personelinden yararlanabiliyor olmasıdır.
2011 Gelişimde her şey yolundaSiparişleri şimdiden doldurulan şir-kette, çok sayıda büyük tezgâhların zamanında teslim edilmesi gerekiyor. Şirket bu nedenle 1 Ağustos 2011 tarihinde yeni bir üretim tesisi kurdu. Yeni kurulan bu üretim tesisi, en son teknoloji ile donatılarak 2012 yılının başında faaliyete geçecek.
Fabrikada ilk olarak büyük tezgâhlar üretilerek yakın gelecekte şirketin merkezi olarak hizmet vermeye baş-layacaktır.
Dolayısıyla bütün idari personelin ba-rınması ve en küçük VX serisinden en büyük KXG serisine kadar tüm aktüel ürün yelpazesinin üretimi için, firma kapasitesi iki katına çıkartılacak.
Huron, Geleneksel Teknoloji

Metal Dünyası • Sayı 221 • Sayfa 74
Malzeme, Metalurji, Otomasyon ve Üretim Teknolojisiürün Material, Metallurgy, Automation and Extraction Technology
Schneider Electric, anahtar ve priz ürün grubunu Sedna’da yaşatıyor. Sedna serisindeki uzaktan kumandalı dimmer
sistemi, bulunduğunuz yerden ışığın şiddetini kontrol etme imkanı sunu-yor. Farklı aydınlatma ampulü tipleri için çevirmeli veya basmalı olarak tasarlanan dimmerler gerçek anlam-da elektrik enerjisi tasarrufu sağlıyor. Sedna dimmerler, benzer ürünlerden farklı olarak, ayarladığınız ışık şidde-tine bağlı olarak aydınlatma armatü-rü üzerinden geçen akımı düşürerek, elektrik tasarrufunu, konfor ve enerji verimliliği ile bir arada sunuyor. Sedna serisi estetik görünümü ve sağ-ladığı konfor özelliklerinin yanında benzersiz montaj deneyimi yaşatırken, oldukça bozuk duvar koşullarında dahi sorunsuz çalışmayı garanti edi-yor. Teleskopik anahtar mekanizması özelliği sayesinde 2-3 derecelik eksen bozukluklarında, montaj plakalarının hizalanması sorunlarında anahtar grupları ve komütatörler sorunsuz bir şekilde çalışırken aynı zamanda ürü-nün montajını yapan kişiye zaman
kazandırıyor. Ürünün arka kısmında hem kablonun monte edileceği hızlı bağlantı noktaları, hem de ürünün montaj yönü işaretlenerek kullanı-cılara sunuluyor. Bu sayede elektrik olmadan dahi, ürünün hangi yöne doğru çalışacağı ve montajın doğru-luğu teyit edilebiliyor. Sedna’nın tüm anahtar ve priz meka-nizmaları güvenliği ön planda tutuyor. Ürünün alt mekanizmalarında dahi kontakların kapalı tipte olması saye-sinde, elektrik kablolarının canlı uçları içeride kalarak, ürünün saç montaj plakalarında da izolasyon sağlanıyor. Çocukların güvenliği düşünülerek ço-cuk koruma özelliğinin standart ola-rak yer aldığı seride, paralel bağlantı uçları ve otomatik bağlantı özelliği hızlı ve güvenli bir kablolama imka-nı sunuyor. Tüm bu özelliklerinin yanı sıra, çerçeve yüksekliği sadece 0,8 cm olan Sedna, 9 renk alternatifi ve beyaz&krem renkli ve metalik mo-delleriyle de mekânın dekorasyonu-na uygun bir stil yaratmanıza imkan sağlıyor.
sChneıder eleCtrıC
Detaylı bilgi için okuyucu kartındaki“07” nolu kutuyu işaretleyip gönderin.
Schneider Electric’denYeni Tasarım “SEDNA”Schneider Electric, SEDNA serisinde estetik, tasarruf ve güvenliği bir arada sunuyor. Schneider Electric SEDNA ile anahtar-priz serilerini fonksiyonel bir ayrıntı olmaktan öteye taşıyarak, sağladığı enerji tasarrufu ile çevreye duyarlı bireylerin ilk tercihi oluyor.



Metal Dünyası • Sayı 221 • Sayfa 80
Malzeme, Metalurji, Otomasyon ve Üretim Teknolojisiteknik bilgi Material, Metallurgy, Automation and Extraction Technology
Metalik ya da Oksitlenmeyen Seramik Kaplamalar için Daha Az Zararlı İşlem 09 FR 36M1 3DBIFransız laboratuvar, yüzey üzerindeki metal bırakımı ya da seramik kapla-ma için reaktif kimyasal buhar kul-lanarak, daha az zararlı, daha ucuz ve daha basit bir süreç geliştirdi. Bu düşük sıcaklık ve atmosfer basıncın-da yüzey işlemelerine olanak sağlar. Gaza dönüşmüş kimyasal ürün, tek tip şekilde kaplanmak için parçalar üzerinde yayılıyor. Lisans anlaşması ve teknik işbirliği için sanayiciler ara-nıyor.
Metalik Malzemelerin İndüksiyon Santrifüj Kaplaması için Ekipman 11 CZ 0748 3KD4Çek Üniversitesi reaktif metaller, ala-şımlar ve ara-metalik bileşiklerin sant-rifüj dökümü için özel ekipman talep ediyor. Talep aynı zamanda aksesu-arların teslimatını da kapsıyor. Ortak, öncellikle teknik yardım ile birlikte ti-cari anlaşma arıyor.
Metal Sektörü için Orta ve Uzun Vadeli İşbirliği Teklifi 20110831013 Otomotiv, medikal, ısıtma ve soğutma ekipmanlarında kullanılan paslanmaz çelik, bakır ve alüminyum borulara şekil verilmesi, birleştirilmesi, montajı gibi alanlarda uzmanlaşmış olan Hol-landalı firma, Türkiye’de benzer metal firmaları ile işbirliği yapmak istemek-tedir. İlk etapta distribütörlük, temsil-cilik gibi aracılık hizmetleri ile Türkiye pazarına girmek isteyen Hollanda firması, orta vadede Türk partneri ile ortak pazarlama stratejileri yapmak istemektedir.
Elektronik ve Otomotiv Endüstrisi için Pres Metal Parça Tasarımı ve Üretimi 11 PL 61AL 3MCBDünya çapında bir Japon şirketinin kardeş şirketi olan Polonyalı işletme, elektronik ve otomotiv sanayi için bir damgalama teknolojisi ve metal par-ça üretimi konusunda uzmanlaşmıştır. Teklif damgalama kalıpları tasarımı ve üretimi içerir. Dünya çapında şirketler ile işbirliği ve kalifiye mühendislik eki-binin deneyimleri, geniş bir yelpazede endüstri ile ilgili ürün ve hizmetleri en yüksek kalitede almanızı garanti eder. Şirket, lisans, ticari veya üretim anlaş-ması ile ilgileniyor.
Çinko Metalurji Atıklardan Metallerin Geri Kazanımı için Optimal Yöntemler 11 PL 64BF 3MC9Polonyalı araştırma enstitüsündeki araştırmacılar, maksimum miktar ve minimal teknolojik maliyet ile metaller kurtarma teknolojisi üzerine çalışıyor. Döküm atıkların miktarını azaltmak için bir çözüm sağlar. Organizasyon; mali desteği ile bir üretim anlaşması veya teknik işbirliği imzalamak üzere bir ortak arıyor.
Preslere Monte Edilebilen Metal Dövme Cihazları 11 PL 63AV 3MJJPolonyalı araştırma enstitüsü, küçük kompakt tasarım makineleri ile bü-yük dövme işlemleri yapmanızı sağ-layan benzersiz bir cihaz geliştirdi. Cihaz kendi kendini bağlama yapar ve standart presler monte edilebilir. Enstitü, teknik işbirliği ve teknik yar-dım ile ticari anlaşmalar için de gi-
rişime katılım oluşturmak isteyenlere ve mali kaynakların yükseltilmesi gibi isteklere açıktır.
Dövme Metal Parçaları Teknolojisi 11 PL 63AV 3MJHPolonya araştırma enstitüsü, metal şekillendirme de benzersiz bir yön-tem geliştirdi. Bu yöntemde (adı TR olarak geçiyor) tek bir alet ile evren-sel ve krank eksantrik presler monte edilebilir kolay şekillendirme aracı ile karmaşık dövme işlemleri yapabilir-siniz. Presler ile birlikte TR cihazlar, pahalı özel dövme makinelerin yeri-ne geçebilir. Enstitü, teknik işbirliği ve teknik yardım ile ticari anlaşmalar için de girişime katılım oluşturma ve mali kaynakların yükseltilmesi gibi tekliflere açıktır.
Pirincin Yüksek Basınçlı Kalıp Dökümündeki Döküm Kalitesini Arttırmak için Yenilikçi Teknoloji 06 IL ILMI 0G1Vİsrail kobisi pirincin yüksek basınçlı kalıp dökümünde üretilen kısımlarının döküm özelliklerini geliştirmek için bir teknoloji arıyor. En iyi şekilde, istenen teknoloji, yüksek geometrik istikrar ve düşük gözeneklilik ile sürekli olarak pirinç parçaları üretme olanağı sağ-lamalıdır. Talep edilen teknoloji ya laboratuvar aşamasında ya da tam gelişmiş olabilir.
saBanCı üniversitesi
Detaylı bilgi için okuyucu kartındaki“08” nolu kutuyu işaretleyip gönderin.
Avrupa İşletmeler Ağı Ticari ve Teknolojik İşbirliği Arayışları


Metal Dünyası • Sayı 221 • Sayfa 85
Malzeme, Metalurji, Otomasyon ve Üretim TeknolojisiMaterial, Metallurgy, Automation and Extraction Technology haber
Metal Dünyası • Sayı 221 • Sayfa 84
Malzeme, Metalurji, Otomasyon ve Üretim Teknolojisi Material, Metallurgy, Automation and Extraction Technologyhaber
Enerji ve Tabii Kaynaklar Ba-kanı Taner Yıldız’ın açılışını yaptığı sempozyum ve sergisi-nin, ülkemizde katma değeri yüksek, stratejik önem taşıyan son ürüne yönelik yatırımların başlatılabilmesi için önemli bir adım olması hedeflenen ve ‘Welcome to Boron Country’ teması ön plana çıkartılan sem-pozyumun açılış konuşmasında Bakan Yıldız, bor madenlerinin özelleştirilmeyeceği ve borun erkek üremesine olumsuz etki-sinin olmadığı konularına de-ğindi.
Fiziksel ve kimyasal özellikleri nedeniyle, medikal uygulama-lardan, zırh uygulamalarına, cam sanayinden, havacılık uy-gulamalarına, tarımdan inşaat sanayine, kozmetikten nükleer uygulamalara kadar çok geniş bir kullanım alanına sahip bor ve bor bileşikleri, süpersonik uçaklarda, uzaya gönderilen taşıtlarda ve uzun menzilli fü-zelerde yakıt olarak kullanımı nedeniyle stratejik önem taşır.
430 kayıtlı katılımcının yer aldığı sem-pozyumda, 115 sözlü sunum ve 87 poster sunumun gerçekleştirildiği tek-nik bölümlerin yanı sıra, sosyal prog-ramlarda son derece düzenli, dakik ve sorunsuz olarak gerçekleştirildi.
Sempozyum sürerken Uluslararası Bi-
limsel Komite’den çıkarılacak ve ilave edilecek kişilerin seçimi, onaylama-sı ve gelecek ISBB’nin 2014 yılında nerede yapılacağının belirlenmesi için toplantı da yapıldı. Yeni alınacak üyenin de ağırlıklı olarak bor temalı araştırmaların içinde uzun yıllar emek harcamış kişiler olması beklenirken, bu kapsamda 2008 yılında 8, 2011 yılında 6 üye ihraç edilmiş ve aynı yıl 10 adet yeni üyenin (2 Türkiye, 2
ABD, 2 Rusya, Slovakya, Gür-cistan, Macaristan, Ukrayna) kabulü yapıldı. Bununla birlikte sempozyumun şimdiye kadar ya-pılanlar içinde en iyi organizas-yon oluşu sorgulanmış ve sonuç olarak gelecek sempozyumlara endüstriden destekleyici bulun-ması için daha yoğun çaba har-canması önerisi kabul görüldü. Özellikle Alman bilim adamları Ar-Ge bölümü bulunan ve ilgili konularda araştırma ve geliş-tirme yapan, doktoralı eleman çalıştıran kurumlar ile doğrudan temasa geçilmesini, kendi ül-kelerindeki kurumlardan daha sonra önerilerde bulunacakla-rını bildirmişler ve örnek olması amacıyla sempozyum ana spon-soru Eti Maden Genel Müdürü Orhan Yılmaz’ı üyeliğe aday göstermişler ve yapılan oylama sonucu oybirliği ile üyeliği ka-bul edilmiştir. 2008 yılına kadar hiçbir Türk bilim insanının yer almadığı Sempozyum Uluslara-rası Bilimsel Komitesinde 2008 yılında bir, 2011 yılında ise 4
üye seçilerek yer aldı. Bununla birlik-te Sempozyum Bilimsel Komite Üyele-rinin sayısal çoğunluğunun Türkiye’yi tanıyan ve sempatisi olan kişilerden oluşması sağlandı. Bu durumun ge-lecekteki faaliyetlerimiz açısından bü-yük önem taşıması beklenirken, top-lantıda en son madde olarak 2014 yılı sempozyumunun Havai (ABD) de yapılması önerildi ve kabul edildi.
Bor kaynaklarının zen-ginliği bakımından dünyada birinci ko-numda olup, dünya
bor rezervlerinin %71,3’üne sahip olmasına rağmen dünya çapında bor temalı bir organi-zasyona daha önce ev sahipliği yapmayan Türkiye, 23 yıldır bor alanında bilimsel ve akademik çalışmaları olan İstanbul Tek-nik Üniversitesi Öğretim Üyesi Prof. Dr. Onuralp Yücel ve ça-lışma grubunun organizasyon başkanlığı ve sekretaryasını yaptığı sempozyuma, 30 ülke-
den 430 katılımcı; bor bileşikleri ve türevlerinin üretimi, özellikleri-nin geliştirilmesi ve yeni kullanım alanlarının yaratılmasına yönelik konulardaki araştırmaları ve son teknolojik bulguları katılımcılarla paylaştı. Yeni malzemeler, uygu-lamalar, süper iletkenler, kristal malzemeler, faz diyagramları ve kaplamalar gibi detay konuları da kapsayan sempozyuma bilim adamlarının yanı sıra, önem-li bor ve bor bileşikleri üreticileri de, ürünlerini sergilemek ve tek-nolojik gelişimleri paylaşmak için katıldılar.
Türkiye ‘Uluslararası Bor Sempozyumu’na Ev Sahipliği Yaptı
Taner YILDIZ Onuralp YÜCEL
Yaygın kullanımı ve üstün özellikler ile bor ve bileşiklerini, yarım yüzyıla yakın bir süreçtir bilim adamları tarafından önemli bir araştırma konusu haline getiren ve ilki 1959 yılında New Jersey, Amerika'da gerçekleştirilen ve üç yılda bir düzenlenen ‘Uluslararası Bor, Borür ve Bor İçerikli Malzemeler Sempozyumu’nun 17.’si 11-17 Eylül 2011 tarihleri arasında Türkiye’de ilk olarak Enerji ve Tabii Kaynaklar Bakanlığı’nın himayelerinde, Eti Maden İşletmeleri Genel Müdürlüğü’nün ana sponsorluğunda gerçekleştirildi.

Metal Dünyası • Sayı 221 • Sayfa 87
Malzeme, Metalurji, Otomasyon ve Üretim Teknolojisi fuarMaterial, Metallurgy, Automation and Extraction Technology
Metal Dünyası • Sayı 221 • Sayfa 86
Malzeme, Metalurji, Otomasyon ve Üretim Teknolojisifuar Material, Metallurgy, Automation and Extraction Technology
MAKTEK AVRASYA Fuarı ile makine sektörünün Avrasya’daki buluşma noktası olmayı hedeflediklerini be-lirten TÜYAP Genel Müdür Yardım-cısı İlhan Ersözlü, fuar satışlarının yüzde 80’nin şimdiden tamamlan-dığını açıkladı. 12 salonda 40 bin m2 alanda gerçekleştirilmesi planla-nan fuarın şimdiden 30 bin m2’lik bölümünün satışının tamamlandı-ğını söyleyen Ersözlü, sadece kalan iki salonda satışların devam etti-ğini ifade etti. Sektörün en önemli oyuncularının MAKTEK AVRASYA Fuarı’nda tek çatı altında bir ara-ya geleceğine dikkat çeken Ersöz-lü, fuarın yurtiçi ve yurtdışı tanıtım çalışmalarının başladığını şimdiden 12 farklı ülkeden mili katılım başvu-rusu geldiğini belirtti.
TİAD - Takım Tezgahları Sanayici ve İşadamları Derneği Yönetim Ku-rulu Başkanı Dr. Müh. Erdal Gam-sız yaptığı konuşmada, sektörün Türkiye’nin 2023 yılı 500 milyar dolarlık ihracat hedefine ulaşma-da önemli rol oynadığına değindi. Gamsız, Türkiye’nin imalat kapasi-tesi ve ekonomik potansiyeli içinde önemli yer tutan “Takım Tezgahları”
sektörünün, makine imalat, otomo-tiv, elektrik, elektronik, beyaz eşya ve savunma sanayi başta olmak üzere tüm sektörler için üretim ya-parak bu sektörlerin gelişiminde stratejik önemde olduğunu belirtti. Gamsız, Türk makine sektörünün gücünün sergilendiği, teknoloji kullanımını yerli ve yabancı hedef kitlelere tanıtan, sektörün yurtdışı pazarlarda var olan payının arttırıl-ması için stratejik öneme sahip olan MAKTEK AVRASYA Fuarı’nın en iyi ve etkili, tanıtım ve ticaret platformu olduğunu söyledi.
T.C. Bilim Sanayi ve Teknoloji Ba-kanlığı Daire Başkanı Zühtü Bakır ise makine sanayinin tüm kollarına girdisi olan takım tezgahları sektörü-nün yakaladığı yüzde 77 oranındaki büyümenin bir rekor olduğuna dikkat çekti. Bakır, bakanlık olarak ülke eko-nomisinin gelişimine katkı sağlayacak bu fuarı desteklenmekten memnuni-yet duyduklarını söyleyerek fuarların sosyal platformlar olduğunu vurgula-dı. Bakır, son olarak ihtisas fuarlarının sayısının giderek artacağını sözlerine ekledi.
12 salon olarak hazırlanan fuarın ihtisaslaştığı alanlar ise şöyle sı-ralanmaktadır; CNC ve Üniversal Talaşlı İmalat Makineleri, Sac İş-leme Makineleri, Kesici ve Tutucu Takımlar, CAD/CAM Teknolojileri, Ölçü Aletleri, Kalite Kontrol Ci-haz ve Ekipmanları, Kaynak Kesme Ekipmanları, Kaynak Makineleri ve Yedek Parça, Isıl İşlem Donanımları, Taşıma Sistemleri, Yağlama ve So-ğutma Sistemleri, Kamu Kurumları ve Üniversiteler, İlgili Meslek Kuru-luşları, Finans Kuruluşları ve Sektörel yayınlardır.
Türk makine sektörünün gücünün sergilendiği, teknolojik kullanımını yerli ve yabancı hedef kitlelere ta-nıtan, sektörün yurtdışı pazarlarda var olan payının arttırılması için stratejik öneme sahip olan fuar, makine sektörünün Avrasya bölge-sindeki en kapsamlı buluşması ol-mayı hedefliyor.
maktek
Detaylı bilgi için okuyucu kartındaki“09” nolu kutuyu işaretleyip gönderin.
MAKTEK Avrasya 2012Takım Tezgahları Sanayici ve İşadamları Derneği (TİAD) ve Tüm Fuarcılık Yapım A.Ş. (TÜYAP), makine üreten makineleri buluşturan MAKTEK AVRASYA Fuarı için güçlerini birleştirdi. T.C. Bilim, Sanayi ve Teknoloji Bakanlığı’nın desteklediği Türk imalat sanayinin temel teknoloji sağlayıcısı olan ‘Takım Tezgahları’ sektörünü bir araya getirecek olan fuar 2-7 Ekim 2012’de TÜYAP Fuar ve Kongre Merkezi’nde düzenlenecek.
Türkiye’nin 2023 yılındaki 500 milyar dolarlık ihracat hedefi-nin gerçekleşmesinde, üretim ve istihdam yükselmesinde
kilit role sahip olan ‘Takım Tezgah-ları’ sektördeki tüm yenilik ve geliş-meleri, 2012 yılı itibariyle iki yılda bir düzenlenecek olan MAKTEK Avrasya Fuarı’nda bir araya getirecek.
27 Ekim 2011’de Çırağan Palace Kempinski Otel, Enderun Salonu’nda düzenlenen basın toplantısında, top-lantının açılış konuşmasını yapan TÜYAP Yönetim Kurulu Başkanı Bü-lent Ünal, “TİAD ile güçlerimizi uzun soluklu olarak birleştirdik. İki yılda bir düzenlenecek olan MAKTEK AV-RASYA Fuarı’nın ilkini 2-7 Ekim 2012 tarihleri arasında gerçekleştirilecek. Bu işbirliği içinde makine endüstrisi-ne uzun yıllardır yön veren TİAD’ın ve Bakanlığımızın fuara verdiği destekler
ile üreticilerinin bugünden katıldıkla-rı fuarın büyük başarı kazanacağına inanıyorum” dedi. Ünal, sanayinin birçok kolunun gelişimini doğrudan veya dolaylı etkileyen takım tezgah-
ları sektörünün buluştuğu MAKTEK AVRASYA Fuarı ile AB ülkeleri içinde Almanya ve İtalya’dan sonra konu-sunda üçüncü en büyük fuar olmayı hedeflediklerini belirtti.
Dr. Müh. Erdal GAMSIZTİAD - Takım Tezgahları Sanayici ve
İşadamları Derneği Yönetim Kurulu Başkanı
İlhan ERSÖZLÜTÜYAP Genel Müdür Yardımcısı
Zühtü BAKIRT.C. Bilim Sanayi ve Teknoloji Bakanlığı
Daire Başkanı

Metal Dünyası • Sayı 221 • Sayfa 89
Malzeme, Metalurji, Otomasyon ve Üretim TeknolojisiMaterial, Metallurgy, Automation and Extraction Technology haber
Metal Dünyası • Sayı 221 • Sayfa 88
Malzeme, Metalurji, Otomasyon ve Üretim Teknolojisi Material, Metallurgy, Automation and Extraction Technologyhaber
DMU 60 eVo'nun İlgi Çekici Özellikleri• Devrim niteliğindeki makine kon-
septi, optimize edilmiş köprü tipi dizayn maksimum rijidite ve hassa-siyet, mükemmel erişim, daha geniş işleme bölümü ve 6.1 m² 'den daha küçük kaplama alanı sunar
• 5 eksende eş zamanlı işleme için dönerli açılı indeksleme tablası
• 400 kg'a kadar parçaları işleyebil-me olanağı
• Vidalı mil ve 50 m/dak eksen hızları ile standart opsiyon, dinamik versi-yonda lineer sürücüler ile 80 m/dak eksen hızları
• 30'lu takım magazini ve 14,000 devir/dak iş mili standart
• Makinede palet değiştirici ve torna/freze donanımları
• Otomasyon çözümleri: parça yük-leyici magazine 6 eksenli robot ve palet havuzu
dmG mOrı seıKı
Detaylı bilgi için okuyucu kartındaki“10” nolu kutuyu işaretleyip gönderin.
Devrim Niteliğinde Yeni Makine Konsepti ile Yeni Evo SerisiDMU 60 eVo, freze ile dik işleme merkezinin mükemmel sentezini bir arada sunuyor. 5 yüzeyde işleme ve 5 eksen pozisyonlama ihtiyaçlarını karşılamak için yalnızca tek bir bağlama ile 5 yüzeyde eş zamanlı işleme olanağı sağlıyor.
Deckel Maho Seebach, yeni DMU 60 eVo ile önemli bir aşama kaydediyor. Bu yeni ürün, hızlı NC açılı döner
tabla özelliğini içermekle birlikte, dö-ner eksenlerdeki dinamiklere ve sü-rekli istikrara sahip.
DMU 60 eVo'nun makine tasarımının hedeflendiği şekilde revizyonu yapıla-rak bazı belirgin özellikleri geliştirildi. X ve Y eksenlerde yapılan devrim nite-liğindeki köprü tipi (gantry) dizayn ile kızaklar arasındaki kısa mesafe, işle-me alanında sürekli istikrarı garanti ediyor. Buna ek olarak, tabla ile ilgili, optimize edilmiş köprü tipi dizayn yan taraftan daha fazla erişim olanağı sunuyor. Makine dizaynının yeniden tasarlanması ile kaplama alanından tasarruf elde ediliyor. Özellikle oto-masyon çözümleri için, işleme alanı-na devamlı erişim olanağını sunacak olan bu yeni tasarım, işleme alanın-daki genişlemeye karşın kaplama alanında küçülmeye neden oluyor. Lineer eksenlerdeki (X,Y ve Z) hareket
mesafeleri ise, 600 x 500 x 500 mm uzunluğundadır.
NC açılı döner tabla özelliği daha önceki eVo serilerinde olduğu gibi daha da güçlendirilerek aynı kaldı. Tablanın 650 mm çapı 400 kg ka-dar olan iş parçalarının işlenmesine olanak sağlıyor. B ve C eksenlerinde-ki 60 devir/dak hızlı NC açılı döner tablası geniş hareket açısı +5°-110° arasında hareket olanağı veriyor. Böylece 20° ters açıyla kesme özelli-ği ile DMU 60 eVo uygulama alanını genişletip, havacılık ve uzay endüstri-sinde takım imalatı ya da kompleks iş parçalarının işlenmesine olanak sağlıyor. Makine tablası ile ilgili ola-rak, DMU 60 eVo versiyonları, torna/freze sentezinin gerekleri için, yüksek torklu tabla ve hızlı palet değiştirici özelliklerine sahip.
Vidalı eksen miline sahip standart DMU 60 eVo 50 m/dak eksen hız-larına sahiptir. Bu da, takımlı eksen hızlarının aynı kalmasını garanti eder. Diğer bir seçenek olarak DMU 60 eVo lineer dinamik versiyonu, X ve Y eksenlerindeki direkt sürücüler ve 80 m/dak eksen hızları ile mümkün olan en kısa pozisyonlama zamanını ba-
şarılı bir şekilde sağlar.
Hızlı takım değiştiriciyle talaştan tala-şa olan süreyi 5 saniyeye kadar düşü-rebilen eVo serisi, farklı üretici ihtiyaç-larını karşılamak için yüksek teknoloji konfigürasyonlarına yol açarak, stan-dart versiyonda ki, 30'lu takım maga-zinine ek olarak 60 ya da 120'li takım magazini seçenekleri sundu.
Daha gelişmiş donanım seçenek-lerinin arasında, yeni DMU 60 eVo opsiyonlarında dikkate değer bir artış sunuyor. Örneğin, 14,000 devir/dak ve opsiyonlu olarak 18,000 devir/dak ve 24,000 devir/dak iş mili se-çenekler arasında mevcut. Tüm bu iş mili seçenekleri SK40 (BT40) ve HSK A63 ara yüz ile kullanılabiliyor.
Standart versiyon 100 Nm tork'un yanı sıra 19 kW güç üreten seri, mo-düler iş mili tasarımının özel vasıfla-rı, iş mili ömrünü uzatan havalı-yağlı yağlama sistemine sahip 18,000 de-vir/dak motor iş milini, yüksek rijidite, daha büyük parçaları yükleyebilme özeliklerini içerir. İş milinin yüksek dayanıklılığı nedeniyle, DMG, 7,500 çalışma saatine kadar olan uzun ga-ranti süreleri veriyor.
Kontrol sistemleri söz konusu olunca, DMU 60 eVo, 19 inç ve 3D diyalog programlama sistemi ile gelen DMG ERGOline® Kontrol Ünitesi kullan-maktadır. Opsiyonlu olarak, High-tech-CNC Siemens 840D solution-line ShopMill ile ya da Heidenhain iTNC530 ile maksimum performansı kullanım ve programlamada garanti etmektedir.
Teknik Bilgiler: DMU 60 eVo
X eksen mm 600
Y eksen mm 500
Z eksen mm 500
Eksen Hızları m/dak 50 (80)*
Tabla Ölçüleri mm D = 630 mm
Tabla yükleme kapasitesi kg 400 kg
Ana Sürücü rpm 14,000 (18,000, 24,000)*
Güç kW 14 / 19
Tork Nm 74 / 100
CNC Kontrol Unitesi DMG ERGOline® Kontrol
Siemens 840D solutionline with ShopMill,
Heidenhain iTNC530
TOBB Medya ve İletişimMeclisi ToplandıTürkiye Odalar ve Borsalar Birliği (TOBB) Medya ve İletişim Meclisi Hakan Güldağ’ın başkanlığında TOBB Birlik Merkezi’nde toplandı. Sektörün sorunları ve çözüm önerilerinin ele alındığı toplantıda, meclis üyesi sektör temsilcileri görüş ve önerilerini sundular.
Toplantının ardından meclis üyeleri Başbakan Yardımcısı Bülent Arınç’ı ziyaret ettiler. Bülent Arınç, Dünya Gazete-
si Genel Yayın Yönetmeni ve TOBB Medya ve İletişim Meclisi Başkanı Ha-kan Güldağ'ın öncülüğündeki heyeti kabulünde yaptığı konuşmada, 2012 yılında bir iletişim şurası yapmayı öngördüklerini belirtirken, sektörün sorunlarını masaya yatıracaklarını anlattı.
Arınç; “2004 ya da 2003'te Basın Şu-rası toplanmış, orada da basın kanu-nu çıkmıştı. Basın Kanunu'nun temeli o şurada atıldı. Biz de dedik ki ileti-
şim şurasını toplayalım. Yeni medya, sosyal medya konusunda girişimler var. Belki bu şurada Basın Kanunu'nu yeniden gözden geçirip medyanın ihtiyaçlarını masaya yatıracağız. Hat-ta Ceza Kanunu, Terörle Mücadele Kanunu bunları da gözden geçirmek istiyoruz. İletişim fakültesinin dekanla-rı, basın kuruluşlarının yöneticiler ve akademisyenlerle geniş katılımlı bir etkinlik düşünüyoruz" dedi.
İktidarda oldukları süre içinde RTÜK Kanunu'nu yenilediklerini belirten Arınç, "Kimse ihtimal vermiyordu. İn-ternet yasasını hazırladık. Hukukçu-lar da inceledi, hiçbir itiraz gelmedi.
Ekim ayında da yasallaşacağını düşü-nüyoruz. Burada haber sitelerini esas aldık. Oradaki arkadaşların da basın kartı vs. şekilde haklardan yararlan-ması için hazırlıklarımızı tamamladık. İlan ve reklam konusu da bu kapsam-da düşünülüyor. Gerçekleştirmek için gayret edeceğiz" dedi.
Cezaevindeki gazeteciler konusuna değinen Arınç, “Gazetecilik yapar-ken, inanıyoruz ki fikir özgürlüğü so-nuna kadar olmalıdır. Fakat gazete-cilik yapıyorum derken, kanunun suç saydığı bir fiili işliyorsa insan, ona da mahkemeler karar verecektir" diyerek sözlerini tamamladı.

Metal Dünyası • Sayı 221 • Sayfa 91
Malzeme, Metalurji, Otomasyon ve Üretim Teknolojisi röportajMaterial, Metallurgy, Automation and Extraction Technology
Metal Dünyası • Sayı 221 • Sayfa 90
Malzeme, Metalurji, Otomasyon ve Üretim Teknolojisiröportaj Material, Metallurgy, Automation and Extraction Technology
ASSAB’dan, Türkiye kalıpçılık sektörüne bir hizmet daha madde, sarf, hizmet ve bilgi ihtiyacını
da rekabetteki pozisyonlarını güçlen-direcek biçimde karşılamak gerekiyor. Plastik kalıpçılarına hammadde, çelik, ısıl işlem ve desen hizmetinin kombine sunumunu nasıl sağlıyorsunuz?Biz kalıp malzemesini biliyoruz, kalıp malzemesi nasıl? , neden? yapılır, neye göre? , seçilir kalıptan beklenen özellikler hangi ısıl işlem ile nasıl sağ-lanır? biliyoruz. Yıllardır bu işin içinde kalıpçıyla birlikte çözüm ortağı olarak çalışıyoruz. Artık kalıp üretiminin son aşamasında kalıptan beklenen görsel niteliği sağlayan işlemleri de faaliyet alanımıza ekleyerek plastik kalıpları-nın üretim sürecinin başından sonu-na kadar birbirini etkileyen faktörlerin tamamının bilgisine hakim olmanın verdiği güveni kalıpçıya sunuyoruz.
Bilindiği gibi yüzey desenleme Türkiye’de eksik bir konuydu. Eschmann ile yatırıma girerken bu konunun teknik yapısını nasıl oluşturdunuz?Eschmann Textures bu alanda uzun süredir biriktirdiği tüm tecrübe ve bilgi birikimini İstanbul, Dudullu’daki mer-kezimizde kurulu desen tesisinin tasa-rımı, kuruluşu ve faaliyeti için seferber etti. Farklı desen tiplerinin farklı uygu-
lama yöntemleri var fakat, temelde asitle dağlama yöntemi uygulanıyor kalıp üzerine. Yüzeyde istenen doku-yu elde etmek için dağlama öncesi plastik filmlerle maskeleme yapılıyor. İşimizde bilginin yanı sıra, beceri ve kalifiye personel çok önemli çünkü iş gücünü çok deneyimli personelle sağlamak gerekiyor.
Türkiye yüzey desenleme konusunda fazla tecrübe sahibi değil, çalışma kadronuzu oluştururken sıkıntı çektiniz mi?Biz bu konuda sıkıntı çekmedik çünkü Eschmann bizi personel konusunda da destekledi ve desteklemeye de-vam ediyor. Örneğin Eschmann’ın Portekiz’deki tesisinde 11 seneyi aş-kın süredir görev yapmakta olan Ri-cardo Vigia, bu yıl Türkiye’ye yerleşti ve tesisimizde sorumlu teknikerlik görevini üstlendi. Diğer taraftan da projelerin yoğunluğuna bağlı ola-rak Eschmann’nın Avrupadaki tesis-lerinde çalışan tecrübeli personelin Türkiye’ye geçici olarak aktarılması yoluyla dönemsel yüksek kapasite ih-tiyacına yanıt verilmesi planlandı. Bu Eschmann’ın bir ülkede yoğunlaşan büyük projeler için sürekli kullandığı bir yöntem; iş yoğunluğu düşük olan ülkelerdeki personelden oluşturulan “mobil ekip” işgücü ihtiyacı olan ül-keye yönlendirilerek, çok daha kısa zamanda projenin tamamlanması sağlanıyor. İlave olarak bu bölümde yeni çalışmaya başlayan teknisyenleri de yetiştirme çabası içindeyiz.
Gerçekleştireceğiniz yüzey desenleme projesinde çalışan
kadronuzu tanıyabilir miyiz?Bu bölüm tüm ısıl işlem birimlerimi-zin de bağlı olduğu Üretim Depart-manının bir parçası olarak yöneti-liyor. 2002 yılında Kalite Müdürü olarak çalışmaya başlamış olduğum ASSAB’da, 3 yıldır ısıl işlem işletme-leri, laboratuar faaliyetleri ve bu yıl devreye alınan desen bölümünden Sorumlu Üretim Direktör Yardımcısı olarak görev yapmaktayım. (Sakine Ülker, Metalurji Mühendisi)
Bu yıl aramıza katılan Birand Berbe-roğlu, Dokuz Eylül Üniversitesi, Maki-ne Mühendisliği bölümünden 2008 yılında mezun olduktan sonra iki yıl makina imalatı sektöründe çalışmış ve ardından desen bölümünden so-rumlu Proje Yöneticisi olarak firma-mızda göreve başlamıştır.
Gamze Bagatur, Kocaeli Üniversitesi, Metalurji Mühendisliği bölümünden 2008 yılında mezun olduğundan bu yana firmamızda plastik kalıplarından sorumlu İş Geliştirme Mühendisi ola-rak görev yapmaktadır.
Ricardo Vigia; Eschmann Textures’ın Portekiz’de kurulu tesisinde tekniker olarak 11 yıldır başarıyla yerine getir-mekte olduğu görevine bu yıl itibariy-le ASSAB bünyesinde devam etmekte-dir. Eschmann’ın desen uygulamaları ve işletme yönetimi konularında tec-rübeli, yetkin operatörlerden biri olan Ricardo Vigia, İş Sağlığı Güvenliği ve Çevre Koruma konularında tekniker-lik denkliğinde eğitim almış olan bir Portekiz vatandaşı.
Takım Çeliği, Isıl İşlem ile Desen Aynı Kaynaktan
ASSAB Çelik ve Isıl İşlem Sanayi ve Ticaret Anonim Şirketi Üretim Direktörü Sakine ÜLKER;
Dünyada yüzden fazla ülkede, yüz binden fazla müşterisine çelik ve ısıl işlem hizmeti sunan İsveç merkezli ASSAB Çelik ve Isıl İşlem Sanayi ve Ticaret Anonim Şirketi hakkında bilgi alabilmek için ASSAB Çelik ve Isıl İşlem Sanayi ve Ticaret Anonim Şirketi Üretim Direktörü Sakine ÜLKER ile görüştük.
ASSAB Çelik ve Isıl İşlem A.Ş. Kalıpçılık sektörüne hizmet sunmaya ne zaman başladı?Türkiye’deki hizmetlerimiz 1970’li yıllarda takım çelikleri satışı ile başla-mıştır. Başlangıcından itibaren de talep edilen malzemenin ölçüsüne kesilip, teslim edilmesinin ötesinde “Kalıp ne-dir?, Kalıptan beklenen özellikler neler-dir? yaklaşımı ile öncelikle çelik seçimi konusunda ve ardından da ısıl işlem yatırımları ile birlikte sektöre yönelik bir hizmet sağlanması amaçlanıp. 2002 yılında İstanbul, ardından İzmir ve Bursa’da faaliyete geçen ısıl işlem tesisleri ile çeliğin kalıp haline gelişinde bir aşama daha ASSAB sorumluluğu ve güvencesi altına alındı. Çünkü en iyi takım çeliği bile doğru ısıl işleme ta-bii tutulmadan kalıp olarak iş göremez durumdadır ve bir kalıptan beklenen performansı elde edebilmenin yolu, uygulamaya yönelik en uygun kaliteli çeliği seçmek ve çeliğe gerekli özellik-leri kazandıracak şekilde ısıl işlem ve yüzey işlemleri yapmaktan geçer.
Yüzey desenleme konusunu bünyenize katmanızdaki amaç neydi?Türkiye kalıpçılık sektörünün bu alan-
da ciddi bir ihtiyacı olduğunu ve bu hizmeti sağlamanın yollarını uzun bir süredir konuşuyorduk. Türkiye’deki kalıpçılar desen uygulanması gereken kalıplar için sürekli yurt dışına bağımlı çalışmak zorunda kalıyorlardı. Kalıbı son aşamasına getiriyorlar ve ondan sonra yurt dışına gönderip desen yap-tırıyorlardı. Sırf bu sebeple bazı firma-lar desenli kalıplara teklif vermekten dahi kaçınıyorlardı. Son dönemde bir takım gelişmelerle birlikte bu alanda da önemli adımlar atıldı. Firmamı-zın desen hizmeti sunmaya yönelik yatırımları ile birlikte özellikle otomo-tiv sektörüne kalıp yapan üreticilerin dünya çapında daha da fazla güce ve söz sahibi olacağına inanıyoruz. Gündemdeki önemli projelerden biri olan Yeni Transit projesi için Ford tara-fından yetkilendirilmiş olan Eschmann Textures, ASSAB’ın da dahil olduğu holdingin bir diğer üyesi ve 20 yılı aşkı süredir dünya çapında desen hizmeti sunuyor. Proje kapsamındaki kalıpla-rın önemli bir bölümü de Türkiye’de üretiliyor ve yurtdışına gönderilmesine gerek kalmaksızın tesisimizde desen uygulamaları gerçekleştiriliyor. Bu projenin fikrimizi hayata geçirmede
itici bir rol oynadığını da belirtmeliyim. Ağırlıklı olarak plastik kalıplarında mı desenleme işlemi yapıyorsunuz?Otomotiv sektöründe “kullanıcının görme veya dokunma duyularından biri ile algıladığı” şeklinde tanımla-nan, kabaca görsel diye tanımlayabi-leceğimiz tüm plastik parçalar bir de-sene sahiptir. Otomotiv başta olmak üzere bir kalıp ile üretilen ve plastik hammaddeden mamül parçaların bir kısmı estetik ve işlevsel nedenlerle de-senli olarak üretiliyor. İşlevselliğe ör-nek olarak kayganlığın engellenmesi, ışık yansımasının azaltılması verilebilir. Bir otomobilin içinde parlak bir yüze-ye sahip bir plastik parça görmüyoruz, deri ya da tekstil dokusu ve benzeri desenler ile aracın iç tasarımına daha estetik bir görünüm kazandırılıyor.
Türk kalıpçılığın gelişimini nasıl değerlendiriyorsunuz?Son 10 yılda çok ciddi bir mesafe kat ettiğimizi düşünüyorum. Günümüz-de Türkiye’deki kalıpçıların kalite ve teknik bilgi birikimi bakımından dün-ya çapında rekabetçi bir pozisyonda olduklarını görüyoruz. Bu anlamda onların ihtiyacı olan her türlü ham-
Sakine ÜLKERASSAB Çelik ve Isıl İşlem Sanayi ve
Ticaret Anonim Şirketi Üretim Direktörü

Metal Dünyası • Sayı 221• Sayfa 93
Malzeme, Metalurji, Otomasyon ve Üretim Teknolojisi teknik bilgiMaterial, Metallurgy, Automation and Extraction Technology
Metal Dünyası • Sayı 221 • Sayfa 92
Malzeme, Metalurji, Otomasyon ve Üretim Teknolojisiteknik bilgi Material, Metallurgy, Automation and Extraction Technology
Şekil 2 -Benzer şekilde MPC birimi kullanan bir baskı konseptini gös-termektedir. Ancak bu preste aynı zamanda belirli alanlarda ayrı BHF kontrolünü sağlama olanağı da mevcuttur. Parça alt kalıp üzerine yerleştirildikten sonra baskı parçası mekanik duruşlar tarafından BDC
belirlenene kadar aşağı yönde ha-reket eder. Kalıplar tüm sac yüzeyi üzerine uniform baskı plakası kuvveti uygulayan baskı plakası silindirleri kullanılarak kapatılır. İkinci bir hid-rolik devre şekillendirme bölgesinin yakınındaki kritik bölgelerde metal akışının hassas kontrolünün sağ-lanması için bölgesel baskı plakası kuvveti uygular. Parça daha sonra şekillendirme parçasının yukarı yön-de hareketi ile son şeklini alır.
Her iki pres tasarımında da ürün ta-sarımının yol açtığı ekzantrik yükleme programlanmış baskı plakası kuvveti profillerini ve şekillendirme kuvveti-ni etkilemez. Aynı zamanda dinamik yükleme koşullarındaki geometrik denge de geliştirilmiştir.
MPC sistemlerinde kullanılan tam-pon pinlerine alternatif olarak baskı plakasına farklı basınçlar uygula-yabilmek için Elektronik Simleme™ (Electronic Shimming™) sistemi geliş-tirilmiştir (Şekil 3). Bu elektronik-hidro-lik sistem içerisinde membran ve ara saclar olan 80 mm kalınlığında bir
tabakadan oluşur. Membranlar, hid-rolik basıncı baskı plakasına aktaran programlanabilir bir mantık tarafın-dan kontrol edilir.
Notlar1. www.schulergroup.com2. K-J, Pahl “New Develpments in
Multi- Point Die-Cushion Technol-goy,” Journal of Materials Proces-sing and Technology, Vol. 71, No.1 (1997), pp. 168-173.
3. www.hydraulico.comDerin çekme uygulamala-rında baskı plakası kuvveti (BHF-Blank holder force) kontrolü önemli bir para-
metredir. Geleneksel olarak azot tüp-leri, hidrolik silindirler ya da pnömatik yataklar piston boyunca baskı plakası üzerine sabit kuvvet uygularlar.
Çok sayıda baskı presi üreticisi ayrı olarak programlanabilir hidrolik silin-dir ya da pinlerden oluşan çok nok-talı kontrol (MPC) sistemini sağlarlar. Her pin noktası üzerindeki baskı presi esnasında uygulanan kuvveti değişti-rebilme olanağı sayesinde kalıp boş-luğu içerisine çekme işlemi esnasında malzeme akışını geliştirebilirsiniz. Bu şekilde büzüşmelerin oluşmasına en-gel olabilir ve şekillendirilmiş parça kenarlarının incelmesi sorununu orta-dan kaldırabilirsiniz.
MPC sisteminin en başarılı olduğu uy-gulama alanlarından biri paslanmaz çelik eviyelerin derin çekme işlemidir. Bu şekillendirme uygulamasında has-sas toleranslar elde edebilmek için takımların merkez dışı yükleme es-nasında herhangi bir eğmeye maruz kalmaması gerekir.
Bu MPC uygulaması için:• Baskı plakası kuvveti durağan bir
halde uygulanır ve presin eğimin-den etkilenmez.
• Parça geometrisine göre uygun BHF dağılımı sağlanır.
• Hidrolik bir sistem merkez dışı yük-lemeden etkilenmeyecek bir şekil-lendirme kuvveti uygular
Şekil 1- Bu fonksiyonellikleri sağlamış bir baskı presini içermektedir. Bu pres-te tablanın alt ölü nokta konumu me-kanik duruşlar tarafından belirlenir. Kısa pistonlu silindirler içeren bir MPC birimi baskı tablasının en üst noktası-na yerleştirilir. Çeşitli sayıda şekillen-dirme ekipmanı ve baskı kalıbı pres desteğine ayarlanabilir konumlarda olacak şekilde entegre edilir.
Kompleks Parçaların Derin Çekme Uygulamaları için Çok Noktalı Kontrol Sistemi
Şekil 1- MPC birimi içeren bu preste tablanın alt ölü nokta konumu (BDC) mekanik duruşlar tarafından belirlenir. BHF pres tablası hareketinden bağımsız olarak uygulanır. 1
Şekil 3- MPC sistemlerinde kullanılan tampon pinlerine alternatif olarak baskı plakasına farklı basınçlar uygulayabilmek için Elektronik Simleme™ (Electronic Shimming™) sistemi geliştirilmiştir.3
Bölüm 1
Prof. Dr. Taylan ALTAN
Çok Noktalı Kontrol Sistemleri (MPC)
Şekil 2- MPC birimi içeren bu preste BHF öncelikli olarak tüm sac yüzeyi üzerine uniform olarak uygulanır. İkinci olarak kritik bölgelerde metal akışını kontrol etmek için hidrolik silindirler bölgesel BHF uygular.2
LME, Türkiye Ziyaretinde Büyük Britanya Ticaret Heyetine KatılıyorLondra Metal Borsası (LME), Büyük Britanya ve Türkiye çelik endüstrisi arasındaki ilişkileri geliştirmek adına Büyük Britanya’nın Türkiye için olan ticari misyonuna katıldı.
Londra Metal Borsası (LME), İn-giliz hükümeti ticaret heyetinin Türkiye'ye yaptığı geziye katı-larak, Türkiye ve İngiltere çelik
sektörleri arasındaki ilişkiyi güçlen-dirmeye yardımcı olacağını açıkladı. Gezide, İngiltere'nin İş Dünyası'ndan Sorumlu Bakanı Vince Cable'ye LME
danışmanı Robert Fig eşlik etti.
LME'nin İstanbul'da düzenleyeceği se-minerde, Robert Fig, Türkiye çelik sek-töründen 100'ün üzerinde katılımcıya vadeli satış ile ilgili bilgi vererek, LME çelik kontratının fiyat değişkenliğine kar-şı nasıl koruma sağlayacağını gösterdi.
Seminere katılan LME CEO’su Mar-tin Abbott, “LME çelik anlaşmalarının kabul görmesini yaygınlaştırmak ve fiyat değişkenliği karşısında sanayide yer alanları korumak adına yardımcı olabilmek için Türk yetkililer ile birlikte çalışma konusunda oldukça hevesli-yiz” dedi.

Metal Dünyası • Sayı 221• Sayfa 95
Malzeme, Metalurji, Otomasyon ve Üretim Teknolojisi teknik bilgiMaterial, Metallurgy, Automation and Extraction Technology
Metal Dünyası • Sayı 221 • Sayfa 94
Malzeme, Metalurji, Otomasyon ve Üretim Teknolojisiteknik bilgi Material, Metallurgy, Automation and Extraction Technology
1. Gelişmekte olan ülkelerin uygula-dıkları bilişim teknolojileri stratejileri meyvelerini vermektedir. Çok sayı-da ülkede e-devlet programlarında ilerlemeler olduğu, hatta bazı ge-lişmekte olan ülkelerin bu alanda gelişmiş ülkelerle başa baş gittikleri, bazı koşullarda ise daha iyi perfor-mans sergilediği ortaya konmakta-dır.
2. Bilişim teknolojilerindeki gelişme-lerin durgunluk döneminden yarar sağlama olasılığı söz konusu ola-bilir. Çok sayıda ülke ekonomik krizin etkilerini tedavi etmek için uygulamaya koydukları programla-rı içinde bilişim teknolojileri altyapı yatırımlarını dikkate almakta. De-miryolu, enerji ve diğer çok sayıda altyapı yatırımlarının bilişim tekno-lojilerine dair yatırımları da kapsa-dığı görülmektedir.
3. Kısa ve uzun vadede çeşitli politika kararlarına ihtiyaç dikkat çekmek-tedir. Korumacılığa dair politika-ların varlığı izlenmekte; örneğin e-hazırlık karnesinde 70 ülke ara-sında 56. sırada bulunan Çin’in bilişim teknolojileri alanında çalı-şan sanayisini koruma altına aldığı görülmektedir. Politika yapıcılar ise, müşterilere ait verilerin bütünlüğü ve gizliliği konusunda bilişim sana-yinin yeteri kadar özen göstermedi-ğine dair görüşlere sahip olduğunu ortaya koymakta. Dijital aletler ve şebekeler-ağ yapılar ve çevreye ilişkin kaygıların da var olduğu vur-gulanmakta. E-hazırlık konusunda gelişmelerin mutlaka ilerleme kay-dedeceği, ancak dijital gelişmelere dair ilerlemelerin mutlaka sosyal, ekonomik ve politik hedeflerle bir uyum içinde olması gerektiği; stra-tejik bir role sahip olan bilişim tek-nolojilerinin ilerleyebilmesi için ise bu gereksinime özel bir yaklaşım sergilenmesi ihtiyacı ön plana çıka-rılmaktadır.
Raporda altı çizilen diğer önemli gelişmelerden örnekler verecek olur-sak; bilişim teknolojilerinin sıklıkla
çevre sorunlarının çözümüne ilişkin yenilikçi teknikler geliştirdiği, bunlara örnek olarak da uzaktan görüntüle-me cihazlarının verilebileceği belirtil-mektedir.
Diğer taraftan bilişim sanayinin tü-kettiği enerjiye de dikkat çekilmesi gerektiğine dair politika yapıcıların görüşlerinin önemli olduğunun altı çi-zilmektedir. Uluslararası Enerji Ajansı (IEA) tarafından hazırlanan bir rapora göre, tüm devletlerden bilgisayarların ve mobil telefonların enerji-etkin ola-bilmelerine dair önlemlerin alınması gerektiği aktarılmaktadır. Uluslarara-sı Enerji Ajansının tahminlerine göre 2030 yılında bilişim teknolojilerinin ve elektronik aygıtların 1700 terra watt (tw) enerji tüketeceği, bu miktarın bugünkü düzeyden üç kat daha yu-karıda olduğu; hatta yaklaşık ABD ve Japon ekonomilerinin toplam enerji tüketimi ile eşdeğer düzeyde olacağı tahmin edilmektedir. Dijital dünyada izlenen hızlı gelişmelerin toplumlar üzerinde olumlu ve olumsuz yönde yansımaları olacağının altı çizilmekte. Endekse göre, ekonomik durgunlu-ğa rağmen üzerinde çalışma yapı-lan ülkelerin büyük bir bölümünde bağlanma düzeylerinde (connectivity level) artışlar kaydedildiği raporlan-makta. Mobil telefon ve geniş bant İnternet bağlantısı özümsenme oran-larında (penetration), aynı zamanda geniş bant internete ulaşılabilirlik için önemli bir kıstas olan satın alma gü-cünde neredeyse her yerde artışların olduğu raporlanmakta. Çoğu OECD üyesi ülkede nüfusun yüzde 20’sin-den fazlasının geniş bantta ulaşabildi-ği, Danimarka ve Hollanda gibi bazı Avrupa ülkelerinde bu oranın yüzde 40’lara yaklaştığı belirtilmektedir. Bu gelişmelere rağmen İnternete hızlı bir biçimde ulaşabilmenin çok sayıda ülke için üzerinde çaba sarfedilen bir alan olarak sınıflandırılabileceği de aktarılmaktadır.
Bu yılın e-hazırlık sıralaması sonuç-larının, dünya ekonomisindeki geliş-
melerle bir paralellik ortaya koyduğu belirtilmekte; ancak bu etkiye rağ-men dijital gelişmenin de devam et-tiğinin altı çizilmektedir. Bireylerin ve kurumların birbirine bağlanabilirliği (connectivity) konusunun e-hazırlık alanında en önemli kolaylaştırıcı unsur olduğu, bu konuda ilerleme-lerin görüldüğü rapor edilmektedir. Çalışma sonuçlarına göre kullanı-labilirlik (usage) bağlanabilirlikten sonra gelmekte, bir başka ifadeyle doğal olarak bağlanabilirlik kullanı-labilirliği etkilemektedir. Her ne ka-dar bağlanabilirliğe dair yatırımlarla birlikte, hatta bu yatırımlara rağmen kullanım düzeyleri emekleme aşama-sında olsa da, cesaret verici göster-gelerin olduğu belirtilmekte; e-katılım (e-participation) çalışmalarından çevrim-içi (on-line) kamu hizmetleri-ne kadar bu alanlarda ilerlemelerin olduğu gözlenmektedir.
Çok genel olarak Türkiye’nin bu-lunduğu konumu aşağıdaki tabloda değerlendirmek mümkün. Raporun sözel bölümünde 70 ülkeden söz edilse de, raporda bulunan sıralama tablosunda toplam 69 ülke bulun-maktadır. E-hazırlık konusunda en iyi performans Danimarka tarafından sergilenmekte, en kötü performansın ise Azerbaycan’a ait olduğu görül-mektedir. 69 ülke içerisinde Türkiye 43. Sıradadır. Çin 56 ve Hindistan 54 gibi ekonomik büyüme şampi-yonları e-hazırlık endeksi sonuçla-rına göre Türkiye’den daha kötü performans sergilemektedir. 2009 sonuçlarına göre Türkiye’nin puanı 10 üzerinden 5.34 iken, 2008 rapo-ru sonuçlarına göre gerileme kaydet-tiği görülmekte (2008 yılında puanı 5.64). Aşağıdaki tablo ise endeksi oluşturan kategoriler ve Türkiye be-raberinde birkaç ülke hakkında daha detaylı fikir vermektedir.
saBanCı üniversitesi
Detaylı bilgi için okuyucu kartındaki“11” nolu kutuyu işaretleyip gönderin.
The Economist Intelligence Unit, uyguladığı teknik ile 2000 yılından bu yana dünyanın büyük ekonomilerinin bilişim teknolojilerini benimseme ve bu teknolojileri sosyal ve ekonomik yarara dönüştürebilme kapasitelerini ölçümlemekte. Ölçümleme ve değerlendirme sonucunda ülkeleri belirlenen 100’den fazla kriter temelinde sıralamakta, bu sıralamayı da elektronik dünyaya hazırlık anlamına gelecek biçimde ‘e-readiness’ ismiyle ortaya koymaktadır. ‘e-readiness’ ismini biz bu yazı için Türkçe’de ‘e-hazırlık’ olarak kullanacağız. 100’den fazla kriter 6 adet kategori çerçevesinde belirlenmiştir. Bu kategoriler ve kategorilerin ağırlıkları aşağıdaki tablodan izlenebilir.
Selçuk KARAATASabancı Üniversitesi
E-Dünyaya Hazırlık (e-Readiness)
Kategori Kategorinin Ağırlığı
Bağlanabilirlik ve teknoloji altyapısı %20
İş dünyasının içinde bulunduğu çevre koşulları %15
Sosyal ve kültürel ortam %15
Hukuki ortam
Devlet politikaları ve devletin vizyonu %15
Tüketicilerin ve iş dünyasının oyuncularının benimseme düzeyi %25
e-hazırlık 2009 raporunun hazırlan-masında elde edilen gözlemlere ge-lince, en temel gelişmelerden birinin dünyayı etkisi altına alan ekonomik krizdir. Bu sürecin e-hazırlık endeksi üzerindeki etkileri dikkat çekici bo-yuttadır. Ekonomik kriz ortamının var-lığına rağmen rapor bilişim teknolo-jilerine ve dijital gelişmeye dair olan güvenin değişmediğini belirtmektedir.
Ekonomik kriz ve kısmen de olsa iş dünyasını çevreleyen koşullar bütünü üzerindeki olumsuz yansımaları sonu-cunda, 9 ülke dışında toplam 70 ül-kenin e-hazırlık karne notunda 2009 yılında düşüşlerin kaydedildiği belirtil-mektedir. Özetle diğer gelişmeler şu şekilde belirlenmiştir:
Gelişmekte olan ülkelerde bireylerin
birbirleriyle elektronik ortamda bağ-lanmaları (connectivity) daha büyük ölçekli ilerlemeleri kaydetmektedir. Bağlanabilirlik ve teknoloji altyapı-sı konusunda özellikle Orta Doğu ve Afrika’da, Doğu Avrupa ve Latin Amerika’da dikkate değer gelişmeler izlenmektedir. Ancak bu sınıfa giren ülkelerle gelişmiş ülkeler arasındaki farklılık hala büyük boyutlardadır.

Metal Dünyası • Sayı 221 • Sayfa 97
Malzeme, Metalurji, Otomasyon ve Üretim TeknolojisiMaterial, Metallurgy, Automation and Extraction Technology haber
Metal Dünyası • Sayı 221 • Sayfa 96
Malzeme, Metalurji, Otomasyon ve Üretim Teknolojisi Material, Metallurgy, Automation and Extraction Technologyhaber
tasarım ekiplerinin yalnızca bir veya iki adımı kaldırarak tasarım süreçleri-ni kolaylaştırmasına yardımcı olarak, kullanılabilirlik ve üretkenliği etkiler.
SolidWorks 2012’nin sunduğu iyileştirmeler; • Çizimler – Yeni araçlar, revizyon
sürecini kısaltıp kullanıcıların tasa-rım ayrıntılarını daha hızlı bir şekilde oluşturmasını sağlamak üzere daha iyi görünümlü ve daha hassas çi-zimler oluşturmaya yardımcı olur. Örneğin, değiştirilen boyutlar re-vizyona yardımcı olmak üzere oto-matik olarak vurgulanır ve önceki değerleri gösterir. Sıralı balon sıra-lama ve manyetik çizgiler, balonları sıralama ve konumlandırmaya oto-matik olarak yardım edip, kullanıcı-ların çizim ayrıntıları ve hizalaması için harcadığı zamanı azaltır.
• Sürdürülebilirlik – SolidWorks Sustainability’nin yeni ve gelişmiş kullanıcı arayüzü, kullanıcıların ürünleri ‘eğer’ senaryoları ile daha doğru bir şekilde modelleyebilme-si ve benzersiz ve özel malzemeleri daha iyi desteklemesi anlamına ge-lir. Kullanıcılar, geri dönüştürülmüş içerik ve kullanım süresi gibi pa-rametrelerle süreçleri de yakından modelleyebilir. Ayrıca, en son Solid-Works Sustainability ek materyalleri kullanılabilir olduğunda, anlık ve kesintisiz olarak erişilebilinir.
Gelişmiş Performans ve Kalite ile Kesintisiz İş Akışı SolidWorks 2012, tasarım deneyimi-nin daha doğal bir şekilde ve kesin-tisiz olarak akmasını sağlar; böylece tasarımlar, aşağıdaki gibi özelliklere göre daha hızlı ve az hatalı olur:• Büyük tasarım incelemesi –
Büyük montajların veya herhangi bir bileşenin, yüksek güçlü bilgi-sayara veya özel dosya hazırlığına gerek olmadan ipuçları, kesitleme ve ölçümleme anında açılıp ince-lenmesine imkan tanır.
• Özellik dondurma – “Don-dur” çubuğunun üzerindeki tüm özellikleri kilitleyerek istenmeyen özellik oluşturma işlemlerini orta-
dan kaldırır ve belirli özelliklerin ye-niden oluşturulmasına gerek olma-yan karmaşık modellerin tasarımını hızlandırır. Ayrıca, özellikler herhan-gi bir noktada dondurulabilir.
• Denklem düzenleyici – Yeni denklem özellikleri, kullanıcıların denklemleri daha hızlı bir şekilde oluşturmasına ve sırayı daha kolay bir biçimde anlamasına imkân tanır ve esneklik ve üretkenliği yeni dü-zeylere taşır.
Genel Ürün Geliştirme Süreçlerinde Önemli İyileştirmelerSolidWorks 2012 genel müşteri ürün geliştirme süreçlerini aşağıdaki özel-liklerle kolaylaştırır:• Tasarım maliyetlendirme –
Sac levha ve makinelenmiş parça-lara ilişkin üretim maliyeti hesapla-malarını otomatikleştiren esnek bir araçtır. Tasarımcılar tasarım süreci boyunca maliyeti esas alarak daha bilinçli kararlar verebilir ve en gün-cel anlık üretim tahminleri için ke-sintisiz olarak yeni senaryolar mo-delleyebilir.
• Sac levha – Taslaktan tasarım veya müşteri 3D parçalarının, sac levhalarla çalışmaya ilişkin benzer-siz güçlükleri (tepe noktasına kadar uç koşulları dahil kenar flanşları-nın hassas kontrolü gibi) üzerinde kontrol sağlayan yeni araçlarla sac levhaya dönüştürülmesi. Tasarımlar CNC ve üretim ekipmanlarına ak-tarılarak üretim için otomatik ola-rak düzleştirilip belgeye dökülebilir.
• Simülasyon – SolidWorks Simu-lation, sensör oluşturmak için hare-ket çalışması sonuçlarını otomatik olarak kullanan gelişmiş hareket optimizasyonunu içerir ve motor boyutu, rulman yükü ve hareket aralığı gibi karmaşık ve zaman yo-
ğun makine yönlerini düzeltir. Kul-lanıcılar girişleri düzeltip kısıtlama veya hedeflerdeki değişiklikleri anında görürken, tasarımları çok kısa bir süre içinde optimize edebilir.
İşbirliği ve Ekip Bağlantısı Desteğini ArtırmaÜretim daha küresel hale geldikçe, farklı ekipler arasındaki tasarım işbir-liği şimdi hiç olmadığı kadar önemli hale geldi. SolidWorks 2012 her bü-yüklükte ekibi şu özelliklerle bir araya getirir:• Entegre arama, özelleştir-
me ve SolidWorks Enterpri-se PDM ile daha geniş des-tek – Şimdi Windows® Explorer'a entegre edilmesi sayesinde, tasa-rımcılar favori aramalara ve eksik-siz bir arama aracına kolayca erişe-bilir. Kullanıcılar ihtiyaç duydukları bilgilere daha hızlı erişebilmek için Windows Explorer kullanıcı ara-yüzünü de özelleştirebilir. Bunun yanında, SolidWorks PDM Office 2010 ve x64 web istemcisini de ar-tık desteklemektedir.
• 3DVIA ComposerTM ile gerçek deneyim – Tasarım-cılar daha gerçekçi bir görünüm için ürünleri üzerinde daha fazla kontrole sahip olabilir. Parçalar arasındaki gölgelendirmeler, or-tamın örtüşmesi ve 2B panellere tam kontrolle gölge ekleme özellik-leri de diğer geliştirmelerdir. Belirli alanları vurgulamak için parlama etkisi de eklenebilir.
sOlıdwOrKs
Detaylı bilgi için okuyucu kartındaki“12” nolu kutuyu işaretleyip gönderin.
SolidWorks® 2012, İşleri Yönlendirecek TasarımÇözümleri SunuyorDS SolidWorks Corp (DS SolidWorks), kullanıcıların daha verimli bir şekilde çalışmasına olanak tanıyan ve ürün geliştirme sürecinin tamamında daha iyi tasarım kararları almaları için gereksinim duydukları verileri onlara sağlayan kapsamlı 3D tasarım çözümü Solidworks® 2012'yi tanıttı.
SolidWorks 2012 montaj ve çizim özellikleri, yerleşik si-mülasyon, tasarım maliyet-lendirme, yönlendirme, resim,
animasyon oluşturma ve ürün veri yö-netimi gibi alanlarda tasarım ekipleri-ni her gün olumlu yönde etkileyecek çeşitli geliştirmelerden oluşuyor.
SolidWorks 2012'deki 200 iyileştirme, tasarımda yenilikçiliği ve tasarım ekibi üretkenliğini destekleyerek tasarımcı-ların işini şu konularda kolaylaştırıyor:• En sık kullanılan tasarım işlevlerini
otomatikleştirme,• Daha etkili bir iş akışı için perfor-
mans ve kaliteyi artırma,• Daha hızlı tasarımlar için ürün ge-
liştirme süreçlerini temelden değiş-tirme,
• Yaratıcılık ve verimlilik için işbirliği ve ekip bağlantısı desteğini artırma.
SolidWorks Türkiye Bölge Satış Yö-
neticisi Murat Tüzüm, ürün geliştirme sürecinde tasarımcıyı adım adım yön-lendiren yeni sürümün tasarım alış-kanlıklarını değiştirmeye başladığını ifade ederek, “SolidWorks 2012, 3D CAD dünyasında köklü bir değişimin habercisi olarak gündeme geldi. Ta-sarımcı ve mühendislerin, tek başları-na veya takım halinde çalışmalarında onlara müthiş bir destek sağlayan bu yazılımın sezgisel teknolojisi ve kulla-nıcıyı yönlendirme araçları, modern tasarım ortamını yeniden tarif ediyor. Kullanıcılara sunduğu 200’ü aşkın yenilik ile tasarım aşamasındaki ürün-lerin pazarla buluşma sürecini ina-nılmaz ölçüde kısaltıyor. SolidWorks 2012’nin tasarımcı ve mühendislere yepyeni bir ilham kaynağı olduğu ka-nısındayım” dedi.
SolidWorks 2012, müşterilerimi-zin işlerini daha fazla üretkenlik ve karlılığa taşımada yardımcı olacak
alanlara odaklanıyor diyen DS Solid-Works Ar-Ge Başkan Yardımcısı Austin O’Malley,“CAD yazılımımızın 20. sü-rümünde, kullanıcılara yeniliği iş ba-şarısına dönüştürmede yardımcı olma misyonuna bağlı kaldık. Müşterilerimi-zin tutku ve hevesini görmek için he-yecan duyuyor ve bu tutkunun, harika tasarımlara yol açtığını gördüğümüzde ödülümüzü almış oluyoruz” dedi.
Maro & Associates'ten Scott Maro, SolidWorks, kullanıcı topluluğunda-ki insanları dinlemeye devam ediyor diyerek,“Burada yöneticilerin ve ürün geliştirme ekiplerinin, topluluktaki olaylarla başka hiçbir kuruluşta gör-mediğim kadar yakından ilgilenme-sini takdir ediyorum. Araştırma ve Geliştirme ekipleri bizi her zaman dinliyor, bize muhteşem sorular so-ruyor ve yalnızca şirket içinde değil, aynı zamanda muazzam bir forum olan kullanıcı konferansında da alfa testler sunuyor. ‘SolidWorks dinleme-ye devam ettikçe', özelliklerin %90'ın-dan fazlasını kullanıcılar belirlemeye devam edecek” dedi.
Üretkenlik İçin Otomatik Tasarım İşlevleriSolidWorks yazılımı, mühendislik ve

Metal Dünyası • Sayı 221 • Sayfa 99
Malzeme, Metalurji, Otomasyon ve Üretim Teknolojisi uzman görüşüMaterial, Metallurgy, Automation and Extraction Technology
Metal Dünyası • Sayı 221 • Sayfa 98
Malzeme, Metalurji, Otomasyon ve Üretim Teknolojisiuzman görüşü Material, Metallurgy, Automation and Extraction Technology
Can KOMARGrand Trade International
Küresel Krizde Büyüyen Otomotiv Sektörümüz
Türk Otomotiv Endüstrisi bü-yüyor. Hükümetin koymuş olduğu hedeflere göre, daha da büyümesi gerekiyor.
Bugün için otomotiv sektörünü ilgilen-diren ve bir arada gelişen birçok olay var. Gelin bunları bir bir sayalım:
1. Bölgesel rekabet (Rusya ve Doğu Avrupa)
2. Gelişmiş teknoloji ve üstün verimli-lik sayesinde büyüme (OEM ve Yan Sanayinin gücü)
3. AB Krizi – düşen alım gücü 4. İç ve dış satışları arttırmaya yönelik
2023 hedefleri ve stratejileri5. Yeni yatırımlar (mevcut ve yeni üre-
ticiler) ve teşvikler6. Elektrikli araç yatırımları 7. Yerli otomobil8. Cari açık ve otomotiv sektörü
Sektörü çok yakından ilgilendiren bu konular hem aynı anda gelişmekte, hem de bir birlerini etkilemektedirler.
Bu yazımızda, bu güçlerin bileşkesinin sektörü yakın, orta ve uzun vadede nasıl etkileyeceğini inceleyeceğiz.
Ancak her zaman olduğu gibi, sabır-sız okuyucular için son sözü baştan söylemek istiyoruz:
Yakın vadedeYakın vadede sıkıntı görünüyor (1-2 yıl). Dikkatli olun! Türk otomotiv sa-nayi, Avrupa için üretim yapmaktadır. Avrupa’da en az 2-3 yıl sürecek bir kemer sıkma dönemi yaşanacaktır. Daha önceki yazılarımızda ifade etti-ğimiz önlemleri almanızı tavsiye ede-riz. Bir gözünüz orta ve uzun vadeli perspektifte olmalı. Bugün gardınızı alırken, büyüme dönemi geldiğinde fırsatları kaçırmamalısınız. Maliyet düşürerek hayatta kalmaya çalışan Avrupalı ana ve yan sanayi, Türkiye’yi güvenli bir liman olarak gö-rebilir ve yatırım için gelebilir. Fırsat-ları kaçırmayın.
Orta vadedeOrta vadede (2-5 yıl), unutmayın ki bu kriz Avrupa’nın krizidir. Türkiye’yi dolaylı olarak ilgilendirmektedir. Hükümetin aldığı ve alacağı önlem-lerle iç piyasa canlı olacaktır. 2023 Hedeflerinin ve Strateji Belgesinin uygulaması, iç pazarı destekler-
ken, yeni yatırımları Türkiye’ye çe-kecek ve ihracatı arttıracaktır. Hızlı bir büyüme dönemi başlayacaktır. Avrupa’da fazla üretim kapasiteleri kapanmış ve bunlar Rusya ile Türkiye arasında paylaşılmış olacaktır. Rus-ya, o dönemde Almanya’ya eş değer bir otomobil pazarı haline gelecektir. Türkiye’nin, Rusya pazarına ilgisi gi-derek artacaktır.
Uzun vadedeUzun vadede (10-15 yıl) başarılı bir Türk otomotiv sanayisini görüyoruz. Avrupa krizi nedeni ile otomotiv ih-racatımız 75 milyar dolara (bugünkü değerler ile) gelemese bile, bu yolda oldukça ciddi bir yol kat edilecektir. Araç üretimimiz, 2-2,5 milyon adet arasında olacaktır. Elektrikli yerli ve yabancı markalar üretilecektir. Veri-lecek teşvikler ile 2-3 yeni ana sanayi Türkiye’de üretim yapıyor olacaktır. Mevcut ana ve yan sanayiler, boyut olarak büyüyecektir. Yan sanayi için yeni fırsatlar belirecektir (Rusya ve Doğu Avrupa için üretim ve oralar-da yatırımlar). Hatta sıkıntıya düşen Avrupalı ve Amerikalı bazı büyük yan sanayi firmaları, Türkler tarafından
alınabilecektir. Bugün için cari açığın büyümesine katkıda bulunan otomo-tiv sanayimiz, daha verimli ve tam tersine katma değeri yüksek bir hale gelecektir. Bugünden alınan önlem-ler kapsamlı, radikal ve hedefe yöne-lik akılcı önlemlerdir.
Bu konuların hepsi, 24-25 Kasım 2011 tarihinde İstanbul’da düzenle-yecek olduğumuz ‘Otomotivin Bugü-nü ve Yarını’ konferansında ele alına-caktır. Konferans ile ilgili duyuruları beklemenizi rica ediyoruz.
Şimdi, sektörü ilgilendiren dinamikleri incelemeye devam ediyoruz.
Bölgesel rekabetUnutulmamalıdır ki, Türkiye, otomo-tivde de, diğer sektörlerde de, belir-leyici olarak Avrupa için üretim yap-maktadır. Avrupa’nın düşük maliyetli, fakat hem teknolojik, hem de kültür olarak gelişmiş bir üretim merkeziyiz. Rakiplerimiz olan Doğu Avrupa (Ro-manya, Polonya, Çek Cumhuriyeti ) de aynı şeyi yapmaktadır. Rusya ise büyük bir iç pazara sahip olduğu için, Avrupa pazarına ek olarak görülmek-tedir. Ancak Rus yan sanayi, Avrupa için de üretim yapmaktadır.
Türkiye otomotiv sanayinin temelleri 1970’li yıllarda atılmıştır. Yani, 40 yılı aşkın bir deneyim söz konusu-dur. Bu deneyim, hem ana, hem de yan sanayi için geçerlidir. Türk ana sanayi tesisleri, Dünya’daki en ve-rimli araç üretim platformları olarak göze çarpmaktadır. Yan sanayimiz ise teknolojiyi son derece yakından takip eden, yalın üretim tekniklerini uygulayan, verimliliğini her geçen yıl arttıran bir hale gelmiştir. Rus ve Doğu Avrupalı rakiplerimiz ile kıyas-landığında, tartışma götürmez bir üstünlüğümüz vardır. Ancak, bunun bizi rehavet sürüklememesi gerekir. Çünkü onlar sadece bizim 10 yıl ön-ceki halimizdedir. Arayı kapatmaları bir zaman meselesidir.
Türkiye’yi başarılı kılan bir diğer
önemli unsur ise, devletin vermiş olduğu Ar-Ge teşvikleridir. Bu sa-yede Avrupalı üreticiler, yeni model geliştirme çalışmalarını Türkiye’ye kaydırmaya başlamıştır. Tasarım mühendisliğimiz şimdiden gelişme kaydetmeye başlamıştır. Bunun yanı sıra, yine otomotiv için büyük önem taşıyan tasarım yapan mühendislik firmaları da oluşmaya başlamıştır. Bunlar, yerli marka çalışmaları sıra-sında hazır bir alt yapı olarak karşı-mıza çıkacaktır.
Bölgesel rekabete karşı yeni geliştirdi-ğimiz taktik ise, hükümetin belirlediği Otomotiv Strateji Belgesidir. İşte bu stratejilerin uygulanması bizi 2023 hedeflerine doğru harekete geçire-cektir.
AB KriziAB krizi tüm Avrupa Birliği ülkeleri-ni kapsayan bir hale bürünmüştür. Sorun artık Yunanistan’ın, İtalya’nın, İspanya’nın, Portekiz’in, İrlanda’nın, Belçika’nın sorunu değil, başta Al-manya, Fransa ve İngiltere olmak üze-re tüm Avrupa’nın sorunu olmuştur. Son haftalarda memnuniyet verici bir gelişme, Alman Parlamentosu’nun, Avrupa İstikrar Fonuna yapılacak kat-kıları, Fonun %50’sine yakın bir hale getirmesidir. Yani, Alman hükümeti ve halkı Avrupa’nın diğer ülkelerini yal-nız bırakmamaya karar vermiştir. Bir anlamda hepimiz aynı teknenin için-deyiz ve bir birimize destek olmalıyız demiştir.
Bu gelişme, sıkıntıların biraz daha çabuk atlatılmasına neden olabile-cektir. Ancak, Avrupa’yı yine de uzun, dolambaçlı ve zorlu bir dönem bek-lemektedir.
İtalya, devlet harcamalarından 70 milyar Euro kısıntı yapacağını açıkla-mıştır. Kısıntıların çoğu 2013 ve 2014 yıllarını kapsamaktadır. Yunanistan, devlet memurlarının maaşlarını %40 kısmıştır. İspanya ve Portekiz bunlara benzer önlemler almışlardır. Avrupa-lının harcayacak daha az geliri vardır.
Araç satışları, İtalya’da bu yıl %8 düşerek 1,8 milyon araca inecektir. İspanya’da araç satışları ortalama %27 düşecektir. Portekiz’de ki düşüş %31,3 civarındadır. Yunanistan’da %55,7 düşüş olacaktır. Buna karşı-lık Rusya pazarında bu yıl 2,7 milyon araç satılacaktır. Bu rakamın 2015 yılında 3,3 milyona çıkması beklen-mektedir. Yan sanayimizin bu yeni gelişen Rus pazarını incelemelerini tavsiye ediyoruz.
Yeni yatırımlarSektörümüzü hedefler doğrultusunda yönetebilmemiz, Türk otomotiv sana-yinin küresel kriz ortamında büyüme-sini sağlayacak en önemli güdümü olacaktır. Bu amaç doğrultusunda, var olan ana ve yan sanayiler boyut olarak büyüyecektir. Ayrıca, yeni ana ve yan sanayi firmaları da Türkiye’ye geleceklerdir. Bu yatırımların büyük bir kısmı mevcut, içten patlamalı mo-tor teknolojisine hizmet etmekle birlik-te, bir kısmı ise elektrikli araçlar için olacaktır.
Elektrikli araçlar, 2020 yılına kadar Avrupa’da %10 Pazar payına sahip olacaktır. E-Araçlar fantezi değildir; moda hiç değildir. Bu araçlar giderek artan bir şekilde hayatımıza girecek-lerdir. Gelecek bu araçlardadır. Bir elektrikli aracın kaputunu açtığınız-da, içinde ne olduğunu bilen sek-törden çok az kişi vardır. Belki daha da önemlisi, kaputun altında “ne olmadığını” bilmek daha da önemli-dir. “Olmayan” yan sanayiler giderek azalan bir Pazar payına sahip olacak-ları için, yeni yatırımlarını bugünden planlamalıdırlar.
Bu konuya, gelecek yazımızda devam edeceğiz.
24-25 Kasım 2011 tarihinde yapı-lacak Otomotivin Bugünü ve Yarını Konferansına davetlisiniz.

Metal Dünyası • Sayı 221 • Sayfa 101
Malzeme, Metalurji, Otomasyon ve Üretim Teknolojisi ürünMaterial, Metallurgy, Automation and Extraction Technology
Metal Dünyası • Sayı 221 • Sayfa 100
Malzeme, Metalurji, Otomasyon ve Üretim Teknolojisiürün Material, Metallurgy, Automation and Extraction Technology
M13 gibi uçlardaki bir pozitif kesme boşluğu-na bağlı olarak efektif kesme boşluğu pozitif-tir. Yeni M13 geomet-risi yalnızca normal ve normal+ ağız ara-lığı versiyonlarındaki merkezden uç sıkmalı frezeler için tasarlan-mıştır. Uçlardaki pozitif kesme boşluğu yüksek kesme hızlarının kulla-nılmasını ve bu sayede üretkenliğin artması-nı sağlayan bir diğer etkendir. Uzun süreli kullanım için, kesme derinliği 6 mm’dir. An-
cak düzensiz yüzeylere sahip iş parça-larının işlenmesinde olduğu gibi daha kısa süreler için daha büyük bir kesme derinliği kullanılabilir (ap = 15 mm).
Daha Düşük Güç TüketimiKesme boşluğu geometrisi frezede negatif olsa da, çelik ve diğer mal-zemelere yönelik M14, M15 ve yeni M13 gibi uçlardaki bir pozitif kesme boşluğuna bağlı olarak efektif kesme boşluğu pozitiftir. Yeni M13 geomet-risi yalnızca normal ve normal+ ağız aralığı versiyonlarındaki merkezden uç sıkmalı frezeler için tasarlanmıştır. Uçlardaki pozitif kesme boşluğu yük-sek kesme hızlarının kullanılmasını ve bu sayede üretkenliğin artması-nı sağlayan bir diğer etkendir. Uzun süreli kullanım için, kesme derinliği 6 mm’dir. Ancak düzensiz yüzeylere
sahip iş parçalarının işlenmesinde ol-duğu gibi daha kısa süreler için daha büyük bir kesme derinliği kullanılabilir (ap = 15 mm).
Daha Az Yedek Parça, Kolay KullanımDouble Octomill’de sabit uç yuvala-rı, daha az yedek parça, dolayısıyla azalmış takım maliyeti anlamına gelir. Uç kenarları kolay kullanım için nu-maralandırılmıştır. Aynı kenar numa-rası tüm yuvalarda kullanılarak olası en iyi takım ömrü elde edilmiştir. Ek-senel bir ayarlama gerekmez, bu ne-denle kullanımı kolaydır, yalnızca ucu yuvasına yerleştirmeniz yeter.
Üç Farklı Ağız AralığıDouble Octomill serisindeki takımlar üç farklı ağız aralığına bölünmüştür: Normal, normal+, farklı tezgahlar ve malzemeler için optimum üretkenlik sunan yakın aralık. Örneğin tezgahın yüksek güç kapasitesi varsa, yakın
aralıklı frezeyi tercih edin. Tezgahın güç kapasitesi sınırlıysa, normal ya da normal+ seçeneklerini tercih edin.
Normal ve normal+ versiyonlarında uç, güçlü bir vida ile yerine bağlanır. Yakın aralık versiyonunda, yeni, daha güçlü ve kendinden uyum sağlayan bir baskı parçası vardır. Her iki uç bağlama çözümü de kesme işlemi sırasında size kolay kullanım ve mak-simum güvenlik sağlar.
DuratomicTM Maksimum Üretkenlik içinDuratomic, en son uç kaplama tek-nolojimiz ve metal işlemenin tüm alanlarında optimum performansa yönelik kaliteleri tasarlamamızı sağlı-yor. Duratomic, kesme verisinde daha çok yönlü ve geniş esnekli olması ile birlikte aynı kalitede yeni bir tokluk ve aşınma direnci sunuyor. Bu da size daha yüksek hızlar, daha uzun ve tah-min edilebilir takım ömrü, daha geniş bir işleme penceresi ve belirgin ölçü-de artan bir üretkenlik sağlıyor.
Kenar Başına Rakipsiz Düşük MaliyetYeni nesil Double Octomill yüzey frezesi, genel mühendislik, otomo-tiv, kamyonlar vb. çok geniş bir yel-pazede yer alan dökme demir, çelik ve paslanmaz çelik malzemelerdeki genel uygulamalar için mükemmel bir tercihtir. 16 kesme kenarı ile uç başına kenar maliyeti açısından ben-zersiz bir ekonomi sunar. Bu da, daha düşük parça maliyeti sağlar.
seCO
Detaylı bilgi için okuyucu kartındaki“13” nolu kutuyu işaretleyip gönderin.
Yeni nesil Double Octomill R220.48 yüzey frezesi, hem kaba frezeleme, hem de finiş için kullanılabilen çok yönlü,
son derece ekonomik ve üretken bir takımdır.
Neden mi? Çünkü yenilikçi Double Octomill üstündeki uçlar HSS pimler ile yuvalarının içine yerleştirilmiştir. Bu, indekslemeyi kolay ve güvenli hale ge-tirir. Uç, HSS pimler tarafından doğru şekilde yerleştirildiğinden ötürü yanlış yapmanız mümkün değildir. Dahası HSS pimler uç yuvası (65 HRC) için son derece uzun bir kullanım ömrü sağlar.
Sektörünüz ya da uygulamanız ne olursa olsun, kullanımı kolay Double Octomill, 16 kesme kenarı ve pozitif uç geometrisi ile, frezeleme perfor-mansına eşsiz bir katkı sunar. Double Octomill’i tercih edin.
Zamandan ve Paradan Tasarruf EdinKaba ve Finiş Frezeleme için Aynı TakımEn iyi eksenel salgı ile sonuçlanan ve en iyi doğruluk ile birleştirilmiş, daha geniş bir silici düzlüğe (2 mm) sahip yeni bir uç tasarımı Double Octomill’i hem kaba, hem de finiş frezeleme için son derece verimli bir freze haline ge-tiriyor. Üretim süresini azaltın ve para-dan tasarruf edin.
Freze Gövdesi Uzun Takım Ömür SağlıyorDouble Octomill’in kaplamalı, önce-den sertleştirilmiş gövdesi takım için uzun bir kullanım ömrü sağlıyor. Sert kaplama (HV 700), takımın yüksek kalitesini yansıtmaktan çok daha faz-lasını yapıyor!
Ayrıca takımı aşınmalardan koruyor
ve freze gövdesi üstüne talaş yapış-masını önlüyor.
Yüksek Performanslı UçDouble Octomill ile, her malzeme-ye uygun, yüksek performans veren kaliteler, en iyi tolerans değerleri için bilenmiş konumlandırma kanallara sahip preslenmiş uçlar kullanılabilir.
Bu, yüksek kesme hızları kullanıla-bileceğinden uzun takım ömrüne ve yüksek üretkenliğe katkıda bulunur. Uçların kalınlığı, daha düşük uç kırıl-ma riski ile birlikte yüksek dayanım ve işleme güvenliği sağlar.
16 kesme kenarının tümü, kesme kenarlarını indeksleme işlemini sizin için olabildiğince kolay hale getirmek amacıyla numaralandırılmıştır.
Beş Farklı GeometriM15,M13,MD17= 2,11 mm silici düzlükM14, MD16 = 0,45 mm silici düzlükDaha Düşük Güç TüketimiKesme boşluğu geometrisi frezede negatif olsa da, çelik ve diğer malze-melere yönelik M14, M15 ve yeni
Yüksek Hız Çeliği (Hss)Konumlandırma Pimli Uç Yuvaları

Metal Dünyası • Sayı 221 • Sayfa 103
Malzeme, Metalurji, Otomasyon ve Üretim Teknolojisi ürünMaterial, Metallurgy, Automation and Extraction Technology
Metal Dünyası • Sayı 221 • Sayfa 102
Malzeme, Metalurji, Otomasyon ve Üretim Teknolojisiürün Material, Metallurgy, Automation and Extraction Technology
Tezgâhların değişik özellikleri kullanıcılar için pazar potansiyelini genişletiyorS41 çalışma hızı ve hassasiyetindeki oldukça önemli artış-ların yanı sıra kullanıcının daha geniş kapsamlı iş parça-ları üretebilmeleri ile pazarda birçok farklı sektörde üretim yapmalarını sağlayan bazı avantajlı özelliklere de sahiptir.• Örneğin standart versiyondaki punta yükseklikleri 175
mm’den 225 mm’ye çıkarıldı. Ayrıca istenirse opsiyonel olarak 275 mm punta yüksekliği ile de kullanılabilmek-tedir. Standart tezgâhta 2 punta arasındaki maksimum mesafe 1000 mm iken bu mesafe istenirse 1600 mm’ye kadar çıkabilmektedir. Yeni S41 tezgâhında 2 punta arasında maks. 250 kg ağırlığına kadar olan iş parça-ları işlenebilmektedir.
• Maks. 4 tane dış taşlama taşı ve maks. 3 tane delik taşlama iş mili takılabilme özelliği ile 30’un üzerinde değişik taş kombinasyonuna olanak sağlar. Taşlama iş milleri artık kayış kasnak sistemiyle çalıştırılmak yerine yalnızca motor iş mili yardımıyla çalışabilmektedir. Ay-rıca tezgâh yüksek hızlı taşlama işleri için özel motor iş milleri ile Hızı 6000 ile 120.000 devir/dak. arasında değişen delik taşlama iş milleri ile de kullanılabilmekte-dir. S41 tezgâhı değişik taş kombinasyonları ile alın ve çap taşlamanın dışında, iç ve dış konik taşlanması, po-ligon, beşgen, altıgen gibi çeşitli profillerin taşlanması, diş taşlama gibi çok geniş bir taşlama prosesi yelpazesi-ni müşterilerine sunmaktadır.
Tüm üretim proseslerine kolay entegre edilebilen basit operasyonlarKullanıcıları yormayan, basit ve kolay tezgâh kullanımı, sü-rekli yüksek kalitenin sağlanması için önemli faktörler ola-rak öne çıkmaktadır. Bu yüzden çalışılan tezgâhın ergono-misi tezgâh geliştiricilerin önceliklerinden biri idi. Örneğin hortum ve kablolar makinanın çalışma alanında büyük oranda ortadan kaldırıldı. Taşlama taşının değişimi artık tek bir alyen anahtarı ile gerçekleştiriliyor ve ayrıca tezgah içine entegre edilmiş ufak özel bir vinç sayesinde ağır taş-lama taşlarını manuel olarak kaldırılmasına gerek kalma-maktadır. Fanuc 31i-A kontrol üniteli S41 tezgâhı taşlama uygulamaları için özel olarak geliştirilen StuderGRIND yazılımı ve Studer-WIN ara yüzü ile birlikte çalışmaktadır. Tezgâh ile kontrol sistemi arasındaki iletişim için 15 inçlik bir dokunmatik ekran ve ergonomik olarak düzenlenmiş kontroller kullanılır. Elektrik kesintilerinin kontrollerini sağ-layan bir sistem taşlama uygulamalarını kolaylaştırarak, tezgâhın daha hassas çalışmasını ve boştaki zamanların azaltılmasını sağlamaktadır. StuderGRIND, StuderTHRE-AD, StuderFORM, StuderHSM, StuderContour, Quickset gibi yazılımları kullanıcılara ayar yaparken ve birçok taşla-ma işlemlerinde büyük kolaylıklar sağlayarak, onların par-çalarını en kısa zamanda en hassa şekilde üretmelerine yardımcı olmaya çalışmaktadır.
Fritz Studer AG kendisini sadece taşlama tezgâhı üretici-
si olarak değil, aynı zamanda teknik ve ekonomik olarak optimize edilmiş taşlama işlerinin tasarımında ve oluştu-rulmasında müşterilerin iş ortağı olarak tanımlamaktadır. İş parçalarının en verimli bir şekilde işlenmesi için optimize edilmiş üretim işlemleri odaklı çözümler gerektirmektedir.
S41 CNC Universal Silindirik Taşlama Tezgahı
Olağanüstü teknolojisi ve uygun maliyeti ile öne çıkan S41 CNC üniversal silindirik taşlama tezgâhı, yüksek talaş kaldırma gerektiren işlerde bile çok daha hassas bir şekilde çalışabilmektedir. Tezgâhta, düz ve çapraz kızaklara ek olarak, direkt tahrikli sistemle çalışan elektrik motorlarıyla hareketi sağlanan taş kafasının, eski sisteme göre çok daha hızlı ve hassas şekilde hareket ettirilmesi sağlanıyor.
Daha yüksek hassasiyet, daha iyi yüzey kalitesi, daha yüksek talaş kaldır-ma kapasitesi pazar tara-
fından istenilen bütün bu gereksinim-leri karşılayabilen S41 CNC üniversal silindirik taşlama tezgâhı ile Studer bir kez daha standartları oluşturuyor. Makina çok daha hızlı ve hassas şe-kilde çalışıyor ve aynı zamanda daha geniş çaplı uygulama alanı ile karşı-mıza çıkıyor. Uygun maliyeti ile çok cazip kılınan üretim seçeneklerini de barındırıyor. Tezgahın yüksek çalış-ma hızından ve kullanım kolaylığın-dan dolayı taşlama süreleri ile setup sürelerinde kayda değer derecede azalma sağlanmaktadır.. Daha ön-ceki benzer model tezgâh pazara ilk girişinden bu yana (yaklaşık 20 yıl önce) kullanıcıların daima en yüksek teknik seviyede uygulama yapabilme-leri için sürekli olarak geliştirilmiştir. Günümüzde devam eden eğilim her geçen gün tezgâh kullanıcılarının ih-tiyaçlarının artması şeklinde olsa da S41 tezgâhını geliştiren mühendisler sıfırdan yeni bir makine konsepti ge-liştirmiştir.
Rijit makina gövdesi ve bakım gerektirmeyen kızak sistemiS41’in olağanüstü özelliklerinden en önemlisi daha katı, daha rijit ve termal stabilitesi daha yüksek, Gra-nitan® S103’den yapılmış makina
gövdesidir. Bu mineral dökümün for-mülü en ideal taşlama uygulamala-rının koşullarına göre tasarlanmıştır. Böylece tezgah gövdesinin üzerine entegre edilmiş kızak sistemi ile yük-sek talaş kaldırma gerektiren taşlama uygulamaları sırasında oluşan yüksek kuvvetlerin absorbe edilmesi için ka-rarlı bir tabanda kalması sağlanmıştır. Makina gövdesinin önceki makinala-ra göre oldukça katı olduğu söyleni-lebilir. Granitan malzemenin termal davranışı sayesinde makina gövdesi sıcaklıktaki küçük değişimleri büyük oranda dengeleyebiliyor. Bu sayede makina değişen ortam koşullarında dahi sürekli olarak yüksek hassasiyet-lerde çalışabilmektedir. Yüksek rijitlik ve mükemmel titreşim sönümleme özellikleri, taşlanmış parçalarda mü-kemmel yüzey kalitesi için bütün ön koşulları yerine getirmekte ve kul-lanılan taşın da daha uzun ömürlü olmasını sağlamaktadır. Boyuna ve çapraz kızaklar direkt olarak makina gövdesine monte edilmiş durumdadır. Taşlama sırasında yüklenme sonucu yüksek miktarda oluşacak kuvvetlerin makina gövdesinde optimum olarak absorblandığını sağlamak için kızak-lar arasında daha geniş boşluklar yer almaktadır. Yeni StuderGuide® kızak sistemi, boyuna ve çapraz kızakların durağan halde ve hareket halinde yüksek hassasiyetini çalışmalarını sağlamaktadır. Studer-Guide® kızak sistemleri hidrostatik ve hidrodinamik gibi iki farklı kızak sistemlerinin özel-liklerini bir arada barındıran bir özel
bir kızak sistemidir. Bu sayede tabla hareketlerinde herhangi bir şekilde takılma ya da kayma-yapışma efekti (slip – stick effect) dediğimiz sorunlar-la karşılaşmak imkânsız hale gelmiştir. Bakım gerektirmeyen bu kızak sistemi sayesinde, Studer 950 mm boyda 0,003 mm düzlemsellik hassasiyetini garanti etmektedir.
Direkt tahrikli motor hız ve hassasiyeti arttırıyorZ eksen kızağı (Boyuna kızak), iş kafası ve puntanın yanı sıra diğer ekipman-larıda taşıyan taşlanmış bir çalışma tablası barındırır. Kızak yatakları üze-rinde bulunan boydan boya taşlanmış T – slot, bileme takımlarının en uygun konumlandırılmasına olanak sağlar. X eksen kızakları iş kafasını destekle-mektedir. Lineer motorlarla hareket eden X ve Z eksenlerinin hızı dakika-da 20 m’ ye kadar ulaşabilmektedir. Diğer taşlama tezgâhlarına göre 4 kat daha hızlı ve daha hassas olarak çalışabilen S41 tezgâhı bu özellikleri ile en hassas taşlama uygulamalarına olanak sağlar ve üretim zamanlarının azaltılmasına yardımcı olur.
B ekseni denilen taş kafasının dönme hareketi de direkt tahrikli lineer mo-tor tarafından desteklenir. Bu sayede taş kafası diğer Studer tezgâhları da dâhil olmak üzere tüm taşlama tezgâhlarına göre (1’den daha kü-çük pozisyonlama hassasiyeti ile) 3 kat daha hızlı hareket edebilmekte-dir.
S41 taşlama tezgâhı ile silindirik taşlama işlerinizi çok daha hızlı bir şekilde en yüksek hassasiyette yapabilirsiniz.
Granitan® S103 malzemesinden tek parça halinde döküm olarak üretilen, ısı değişikliklerinden daha az etkilenen ve daha rijit tezgâh gövdesine sahip S41 tezgâhı, en kaba taşlama işlerinizde bile oluşan yüksek kuvveti absorbe edebilecek bir yapıya sahiptir.
Direkt tahrikli motor ile çalışan B ekseni sayesinde taş kafası diğer tezgâhlara göre 3 kat daha hızlı hareket edebilmektedir. Ayrıca bu kadar hızlı olmasına rağmen tekrarlama hassasiyeti 1’den azdır.

Metal Dünyası • Sayı 221• Sayfa 105
Malzeme, Metalurji, Otomasyon ve Üretim Teknolojisi teknik bilgiMaterial, Metallurgy, Automation and Extraction Technology
Metal Dünyası • Sayı 221 • Sayfa 104
Malzeme, Metalurji, Otomasyon ve Üretim Teknolojisiteknik bilgi Material, Metallurgy, Automation and Extraction Technology
%2C ve %2,5Mn içeren alaşımlı çelik o zamana kadar kesici takımlar için kullanılan karbon çeliklerinin perfor-mansını geçmiştir. Tungsten alaşımla-mayla elde edilen kesme performansı aynı tarihlerde Kapfenberg’de F. Mayr tarafından da fark edilmiştir. 1900 Pa-ris Dünya Sergisi’nde Taylor ve White tungsten alaşımlı çeliklerde sıcak sert-lik artışını sağlayan ‘aşırı ısıtma – sert-leştirme’ sonuçlarını açıklamış. Böyle-ce en uygun sıcak sertliklerin solidüs sıcaklığına yakın sıcaklıklarda sertleş-tirme ile elde edilebildiği anlaşılarak 1901 yılında, VDI önderliğinde metal kesme müsabakası düzenlenmiştir. Taylor kısa bir süre sonra, 1906 yı-lından bu güne hala AISI T1 olarak bilinen tungsten çeliğini bulmuştur. Bu gelişmenin ardından, performans artışının hedeflenmesi alaşım spekt-rumunda tungsten ve kromun ötesine geçilmesini sağlamıştır.
Kobalt bileşiminin ikincil karbürlerin kabalaşmasını önleyerek sıcak sertliği arttırdığının anlaşılması ve I. Dünya Savaşı sırasında Almanya ve Avustur-ya’daki tungsten eksikliği, bu elemen-tin öne çıkmasına neden olmuştur. Ay-rıca Taylor’ın yine 1906’da tungsten ve molibdenin atomik ağırlıklarıyla orantılı olarak yer değiştirebileceği gerçeği AISI M1 benzeri bir molib-den çeliğinin gelişmesini sağlamıştır. J. A. Mathews’in 1905 yılında aldığı %1 Vanadyumlu patente rağmen, yüksek hız çeliklerinde yüksek mik-tarda vanadyum ilk olarak 1028’de kullanılmıştır. Sonrasında vanadyumu arttırarak tungsten miktarının azaltıla-bileceği fark edilmiştir.
II. Dünya Savaşı sıralarında alaşım elementlerinin temin edilmesindeki güçlükten dolayı alaşım elementle-rinin tüketiminin azaltılması yoluna gidilmiş %3W, %3Mo, %2,5V kom-pozisyonlu çelik, savaş dönemi Avus-turya’sının en önemli yüksek hız çeliği olmuştur.
Savaş sonrası yıllarda çalışmalar de-vam etmiş Leobende R. Mitsche ve ekibinin Al etkili çalışmaları gibi de-neyimler ortaya çıkmıştır. Kromun bol bulunduğu Doğu Avrupa ülkelerinde yüksek krom bileşimli yüksek hız çe-likleri geliştirilmiştir. Stabil vanadyum-ca zengin primer MC partiküllerinin M6C’den daha iyi aşınma dayanı-mının sağlandığının fark edilmesiyle yüksek karbonlu ve yüksek vanad-yumlu çelikler geliştirilmeye başlan-mıştır.
Isıl işlenmiş, nihai yüksek hız takım çe-liğinde primer karbürlerin boyutu ve uzaysal dağılımı genellikle interdentri-tik ledaburit ağıyla belirlenir. Neticede daha homojen bir katılaşma yapısı elde etmek için herhangi bir şekilde katılaşma prosesini kontrol etmek yüksek hız çeliği teknolojisinde uzun zamandır temel hedeflerden biri ol-muştur. Bu konuda çeliğin iç yapı te-mizliği önemli unsur olduğundan rafi-nasyon yöntemleri ön plana çıkmıştır. Bunlar arasından en önde geleni ESR yöntemidir. ESR tekniği 50 yıldır ka-baca kullanılıyor olsa da 1992 yılında Wei Chiho ve Xiang Shunhua cüru-fun elektriksel iletkenliğinin önemini ortaya koymus ve CaF2+Al2O3 ve CaF2+Al2O3 +CaO sistemlerinden oluşan cürufların elektriksel iletkenli-ğini ölçmüşlerdir. Bu çalışmanın cü-rufun iletkenliğini azaltan ve arttıran etkenleri ve birleşenleri ortaya koy-ması ESR tekniği açısından oldukça önemli bir ilerleme sağlamıştır. 2002 yılında Tae Gyoon Lim ve Chang Woo Reeu elektro cüruf prosesinin otomatik kontrolünü sağlamak için cimox programı yardımı ile proses ko-şullarını kontrol etmiş , 2005 yılında Seokyoung Ahm’nin ESR prosesinin matlab programında modellenmesi ve kontrol mekanizması seçilerek si-müle edilmesini sağlamıştır.
Böylelikle çeliğin inklüzyondan kay-naklanan olumsuz özelliklerinin mini-mum seviyeye indirilmesinin yolu açıl-
mıştır. Bu yöntemle oldukça homojen mikro yapı sağlanır ve akma muka-vemetleri çok daha yüksektir. Çek-me boşluksuz, izotropik, çok yüksek temizlik derecesinde çelikler üretilir. Üretilen parçaların servis ömrü hayli uzar ve yüksek sağlamlık gösterir ki bu özellikler yüksek hız takım çelikleri açısından oldukça önemlidir.
“Çin malı HSS kullanılır mı?’’ mev-zusuna değinecek olursak; hızla iler-leyen modern endüstride başarıyı yakalamak teknolojiyi takip edebil-meye ve bunu pratiğe dökebilmeye bağlıdır. Bilginin ve teknolojinin ev-renselleşmesi ve üretim dengelerinde-ki bölgesel değişim bugün Çin’i ham çelik üretiminde açık ara ön sıraya taşımış, Çin’in 2011 yılı Ocak- Nisan ayı ham çelik üretimi 230 milyon tonu bulmuştur. Kaliteli hurda ve alaşımla-ra sahip, 20 adet ESR, 25 adet EFS fırını ile üretim yapan East Tool gibi fabrikalar kaliteli çelik üretimine yö-nelik teknolojik yatırımlarla kalmamış amaca yönelik çelik geliştirme, plan-lanan amacı gerçekleştirmeye elveriş-li mikroyapının dizaynı ile takım çeliği ve özelinde yüksek hız takım çeliği üretiminde önemli oyuncular arasın-da kendine yer açmıştır.
KAYNAKÇA[1] Metals Handbook, volume 1 [2] Metals Handbook, volume 3[3] Riedl, R., Karagöz, S., Fischme-ister, H., Jeglitsch, F., “Development in High Speed Tool Steels”, Charles Hatchett Award Papers, 1-11, (1986).[4] Topbaş, M. Ali., Isıl İşlemler, Yıldız Teknik Üniversitesi, İstanbul, 1993.[5] Chiho Wei, Shunhua Xiang, “Elect-rical Conductivity of Molten Slags of CaF2 +Al2O3 and CaF2 +Al2O3 +CaO Systems for ESR” Isij Internati-onal, Cilt. 33, 1993 S.239-244
est nUr
Detaylı bilgi için okuyucu kartındaki“14” nolu kutuyu işaretleyip gönderin.
Yüksek Hız Çeliği (HSS)
Takım çeliklerinin tamamında olduğu gibi yüksek hız çelikle-rinde de yüksek sertliği veren yapılarındaki metal karbür-
lerdir. Yüksek hız çeliklerinin kesme özellikleri de yapılarındaki bu çok sert karbürlerden gelmektedir. Sertlik yük-sek hız çeliklerinin olmazsa olmazıdır ve ısıl işlem görmüş takımın da bir nevi kontrol parametresidir.
Aşınma dayanımı hız çeliğinin sürtün-meye, yumuşamaya, mekanik etkilere dirençli olup olmamasının ölçüsüdür. Ve primer karbürlerin (MC, M2C, M6C) tipi, miktarı ve şekli tarafından belirlenir. Takımın uzun sürede deği-şimi gerektiğinden aşınma dayanımı gerçek anlamda ekonomiklik sağlar. Bazı malzemeler takımın kesici kena-rını çok fazla aşındırabileceğinden, malzemenin aşınma dayanımı yüksek kesme sıcaklıklarına dayanımından daha önemli olabilir.
Zorlamalar ve darbelere karşı takımın dirençliliğini gösteren çeliğin tokluk özelliğini, matriksin temperleme du-rumunun yanı sıra primer karbürlerin uzaysal ve boyutsal dağılımı belirler. Yüksek karbon ve alaşım miktarı nedeniyle, yüksek hız çeliğinin tokluk özelliğinin ön planda olması istendi-ğinde bazı önlemler alınmalıdır.
Oda sıcaklığındaki sertlik değeri ile,
takım ve iş parçası arasındaki sür-tünmeden kaynaklanan yüksek ısı-larda elde edilen sertlik değeri aynı değildir. Bu da sıcak sertlik özelliğini önemli kılar. Takım işleme sıcaklıkla-rında, matriks çok ince dağılmış kar-bür çökeltileri içeren oldukça yüksek temperlenmiş martenzitten oluşur. Malzemenin sıcak sertliğini belirleyen de bu ikincil karbürlerdir. Tungsten yüksek sıcaklıklarda çözünen karbür-ler oluşturduğundan sıcak sertliğe etkisi oldukça fazladır. Genel olarak kullanılan sertleştirme sıcaklıklarında tungsten karbürlerin önemli bir mikta-rı östenit içerisinde çözünmeden kalır. Östenit içerisinde çözünen tungsten miktarı temperlemede karbür çökel-mesi sırasında ikincil sertleşmeyi sağ-lar. Kobaltsa karbür oluşturmasa da karbon atomlarının yerini alarak mat-rikste çözünür ve böylece yüksek hız çeliklerinin martenzitik yapısını mu-hafaza ederek sertlik ve sıcak sertliği sağlar. Ayrıca temperlemede yumu-şamayı geciktirdiğinden sıcak sertliğe katkıda bulunur.
Yüksek meneviş sıcaklıklarında sertli-ğin çok azalmaması gerekir. Bu konu özellikle de talaşlı imalat için son derece önemlidir. Bu nedenle mal-zemenin meneviş kalıcılığı oldukça iyi olmalıdır. Metallerin ve diğer sert malzemelerin talaşlı imalatında, sür-tünme dolayısıyla takımlar ısınır, kesici
uçlar yumuşar, körelir, kırılgan hale gelir. Tungsten, molibden ve vanad-yum ile uygun alaşımlandırılarak yük-sek hız çeliklerinde meneviş kalıcılığı sağlanır. EST bu açıdan şanslıdır ki üretimde kendi HSS ürünlerinin hur-dasından faydalandığından bu ala-şımları sıkıntısız kullanır.
Bu çeliklerden en verimli şekilde ya-rarlanabilmek için, bu karbürlerin türü, şekli, boyutu ve yer dağılımının seçimi oldukça önemli parametreler-dir. Belirli ısıl işlem koşulları altında metal karbürlerinin yeri ve yapıdaki dağılım şekli zaten bellidir. Bu kar-bürlerin çökme özellikleri ile ısıl işlem arasında kurulacak bağlantının bize gösterdiği ısıl işlem tekniği ile yüksek hız çeliğinden alabileceğimiz en iyi verimi alabiliriz.
Kesme işlemi için kaba karbür ge-reksinimi varken bunun yanında bu karbürleri yerinde tutmak için yüksek sertleşebilir bir matrikse de ihtiyaç duyulur. Karbürlerin türleri, çökelme ve dağılım durumu matriksin sertleş-mesinin nedeni olan ikincil sertleşme-yi belirler.
Bir takım çeliğinin bileşimi, geometri-si ne olursa olsun, karbürlerinden en verimli şekilde yararlanılamıyorsa o takım çeliğinin ömrü uzun olmaz.Muhset’in tesadüfen bulduğu %5-8W,
Zennure ÖZBEKEST NUR Çelik SanayiTeknik Müdürü

Metal Dünyası • Sayı 221 • Sayfa 107
Malzeme, Metalurji, Otomasyon ve Üretim Teknolojisi teknik yazıMaterial, Metallurgy, Automation and Extraction Technology
Metal Dünyası • Sayı 221 • Sayfa 106
Malzeme, Metalurji, Otomasyon ve Üretim Teknolojisiteknik yazı Material, Metallurgy, Automation and Extraction Technology
Ekstrüzyon Mamullerinde Eloksal Sonrası Görülen Bantlı Yapıların Nedenleri
The Reasons Of The Ribbed Surface After Eloxal Process on Extrution Products
Sedat KARABAY, A. Tamer ERTÜRK, E. Asım GÜVENKocaeli Üniversitesi, Mühendislik Fakültesi, Makine Mühendisliği Bölümü
Bu çalışmada, düşey veya yatay dökülen billetlerin muhtelif kesitli kalıplara ekstrüzyon ile basılma-sıyla elde edilen profillerin eloksal işlemlerinden sonra görülen ve bantlar şeklinde oluşan yüzey
kusurları anlatılmaktadır. Bu anlatım yapılırken sanayide karşılaşılan, farklı yüzey parlaklığı şeklinde eloksal işlemin-
den sonra kendini gösteren bantlı oluşumların örnekleri verilerek bunların hangi faktörlere bağlı olarak meydana geldiği ve kusurların temel nedenleri belirtilmiştir.
Anahtar Kelimeler: Ekstrüzyon, Billet, Eloksal, Yüzey Kusurları
Özet
1–GirişAlüminyum ekstrüzyon profilleri günü-müzde gerek mühendislik ve gerekse mimari amaçlı tasarımlarda yaygın olarak kullanılmaktadır. Dolaysıyla profillerin yüzey görünüm kalitele-ri önemli bir karakteristik gösterge oluşturmaktadır. Ekstrüde edildikten sonra yüzeyi düzeltilerek zımpara ile parlatılmış ve sonra da eloksal kap-lama uygulanmış AA–6000 serisi mamullerinde görülen parlaklık to-nundaki değişimler veya başka bir tanımla damarlı (bantlı) görünümler sıklıkla karşılaşılan ve üretici firma ile bu ürünleri kullanan kuruluşları itilafa düşüren konuların başında gelmekte-dir. Çok doğal olarak bu tip oluşum-
ların gerekçesi birden fazladır. Billet malzemesinin içyapısının oluşumun-da kontrol edilemeyen gayri safiyetle-rin (impurite), döküm filtrasyonundaki kusurlar veya filtreleme performan-sının düşüklüğünden dolayı yapıya geçmiş olması, ekstrüzyonda bu ku-surların dışa vurmasına sonuç olarak profil yüzeylerinin sıvanmasına neden olmaktadır. Ancak ekstrüzyon presinin çıkış ağzından hareketli masalar üze-rine doğrusal çalışan robot ile çekilen mamuller üzerinde çıplak gözle bun-ların fark edilmesi proses esnasında olanak dışıdır. Billet malzemesinin içinde kullanılan alaşım elementlerinin kombinasyon-larına bağlı olarak konteyner içinde
malzemenin kalıba akışının farklı-lıklar gösterdiği bilinmektedir. Bu farklı akışların da profil yüzeylerinde oluşturacakları tesirleri de beklemek yapısal oluşumların değerlendirilme-sinde doğru bir yaklaşımdır. Sanayi ve mimari amaçlı kullanılan ekstrüzyon mamulleri genellikle 2; 2,5; 3; 3,5 mm gibi kalınlıklarda imal edilmekte-dirler. Bu nedenle yarı mamul olan bil-letin tamamı bu kalınlıklara sahip bir levhaya dönüştürülür gibi göz önüne alınabilir. İşte bu süreçte billet içyapı-sındaki gayri safiyetler (impuriteler) ve metaller arası (intermetalik) parçacık-lar bir şekilde mamul üzerinde yüzeye çıkabilirler. Böylece yüzeyde homojen olarak dağılmamış inklüzyonlar pro-
fil yüzeyinde bantlar halinde damarlı görünümler oluştururlar. Bunların görünümleri özellikle eloksal önce-sindeki yüzey temizlik işlemleri için uygulanan banyolarda ve eloksal iş-lemi için daldırılan kimyasallar içinde dağlandıklarında oluşan kaplamalar farklı renklerle kendilerini gösterirler. Bu bantlı oluşumlar profilin rengi her ne olursa olsun daha açık veya daha koyu renklerdeki bantlar halinde gö-rülmektedir. Bantlı yapıların görülme-sindeki etkenler sadece bir nedene dayalı olarak ortaya çıkmamaktadır. Bu oluşumların genel nedenleri aşa-ğıdaki biçimde sıralanabilir.
a)Alaşımı oluşturan kompozisyonb)Kullanılan ekstrüzyon prosesinin niteliğic)Biletlin mikro yapısıd)Biletlin kontayner içinde akma tipie)Billet dökümündeki genel temiz-lik ve filitrasyon niteliğif)Proseste kullanılan ekstrüzyon ka-lıplarının niteliği
Ancak sayılan bu sebeplerden en önemlileri alaşımın mikro yapısını oluşturan metaller arası (intermetalik) parçacıklardır. Bu parçacıkların mal-zemenin dayanımını arttıran mekaniz-malara katkıda bulundukları açıktır. Ancak ekstrüzyon esnasında dağılım konsantrasyonlarına bağlı olarak eloksal sonrası bantlı yapıların olu-şumlarını da tetiklemektedirler. Böyle-sine önemli olan bu konuda ne yazık ki şimdiye kadar ekstrüzyon esnasın-da partiküllerin davranışları ve bunla-rın yüzey mikro yapısındaki rolleri çok fazla çalışılan bir konu olarak karşımı-za çıkmamaktadır. Primer intermetalik parçacıkların eloksal sonrası profil yü-zeylerinde damarlı (bantlı) kusurların oluşumunda tespit edilmiş bir takım etkiler bulunmaktadır.
2. Eloksal (Anodik Oksidasyon) İşlemiAlüminyum kullanım alanı yaygın olan, korozyona dirençli olduğu düşü-nülse de esas itibariyle kimyasal koroz-yona dayanımı zayıf hafif metal olarak adlandırabileceğimiz bir malzeme türüdür. Düşük kimyasal dayanımı
alüminyuma ilave kimyasal ve fiziksel işlem yapma gereğini doğurmaktadır. Bu işlemlerden en çok başvuranlar-dan birisi eloksal (anodik oksidasyon) işlemidir. İşlem sonrası yüzeyde oluşan tabaka alüminadır (Al2O3) ve bilindi-ği gibi çok sert olup dayanımı yüksek-tir. Bu işlem endüstriyel uygulamalar-da zaman içerisinde çeşitlendirilmiştir. Bu uygulamalar genel itibariyle şöyle-dir. Sülfürik asit banyosuyla yüzeyde oluşturulan gözenekli oksit tabakası, daldırma boyama boyanır ve ürün bu şekilde kullanılır. Daha gelişmiş bir metod ise eloktrilitik renklendirmedir. Bu uygulamada metal tuzlarının sulu çözeltisi içerisine konan alüminyum mamuller ile katot çubuklar arasın-dan alternatif akım geçirilerek metal iyonlarının eloksala nüfuz etmesi sağ-lanır. Bu sayede renklendirilmiş bölge tabakasının kalınlığı artırılmış olur. Bu uygulamada istenilen renk akımın uy-gulama süresine bağlıdır. İşlemin son-landırılması için eloksallı ürünler yıka-ma ve tespit banyosuna alınır. Eloksal işleminin kimyasal formülasyonu ise şu şekildedir [1, 2].2Al + 3H2SO4 →Al2(SO4) + 3H2
2Al + 3H2O → Al2O3 + 3H2
4Al + 3H2SO4 + 3H2O → Al2O3 + Al2(SO4)3 + 6H2
Eloksal sonrası tespit kaynar deiyo-nize suda eloksal kalınlığına göre belirlenen sürede bekletme veya su buharına maruz tutma ile yapılabilir. Bu tespit yönteminden başka soğuk kimyasal deiyonize su (emprenye) ile de tespit işlemi yapılabilmektedir. Ancak sıcak deiyonize su ile yapılan tespit daha kontrollü yapılabildiğin-den ürün kalitesi açısından ön plana çıkmaktadır [1, 2].
Eloksal uygulamasında hatadan ka-çınmak için dikkat edilmesi gereken konulardan birisi işlem öncesi yüzey hazırlığıdır. Yüzeyde bulunan yağ ka-lıntıları karbonat, fosfat türü bazik çö-zeltilerle temizlenmelidir. Kimyasal ön hazırlık istenen yüzey kalitesini de be-lirler. Temizlik sonrası mat yüzey elde etmek için sodyum hidroksit (kostik) içeren çözelti ile dağlama, parlak yü-
zey eldesi için asit çözeltisinde (sülfürik, nitrik, fosforik, borik, tartarik vb asitler) kimyasal daldırma uygulanır [1, 2].
Eloksal işleminden sonra rastlanılan hatalardan birisi yüzeyde siyah leke oluşumlarıdır. Hatanın kaynağı alü-minyum alaşımı içerisinde bulunan mangan, silisyum ve bakır gibi ele-mentlerdir. Bu hatayı önlemek içinse nitralizasyon banyosuna (nitrik asit çözeltisi) daldırma uygulanmalıdır. Pek tabi nitralizasyon banyosu sonrası di-rek eloksal işlemine geçilmemeli ve yü-zeydeki kalıntılar durulama banyosun-da temizlenerek eloksal yapılmalıdır.
Eloksal işleminde hatalardan kaçın-mak için yapılması gereken yüzey ha-zırlıklarından birisi de polisaj işlemidir. Polisaj yüzeyin cila ve fırça yardımıyla temizlenerek parlatılmasıdır. Bir diğer yüzey hazırlık işlemi ekstrüzyon sonra-sı yüzeyin paslanmaz çelik telli fırça-larla temizlenmesidir. Bu işlem satinaj olarak adlandırılır [4, 5].
Eloksal hatalarından kaçınmak için bir diğer dikkat edilmesi gereken husus banyo içerisinde alüminyum parçayı tutan diğer montaj parçala-rının da alüminyumdan imal edilmiş olmasıdır.
3. Yüzey Mikroyapısında Primer İnter-metalik ParçacıklarAlüminyum alaşımlarında Fe bileşimi alüminyum matris içerisindeki katı çö-zülebilirlik değerini aştığı zaman de-mirce zengin intermetalik fazlar olu-şur. 6xxx serisi alaşımlarda demirce zengin temel intermetalik fazlar Al3Fe, α-AlFeSi, β-AlFeSi ve π-AlFeSiMg’dur. Ancak son Ekstrüzyon mikroyapısında gösterilen demirce zengin intermeta-lik faz alaşımdaki Si miktarına bağlı-dır ve Fe Si oranın azalmasıyla yapı α –β- ve π’ye doğru değişir. Ayrıca seg-regasyonu engellemek için yapılan homojenizasyon ile demirce zengin intermetalikleri α-AlFeSi’ya dönüş-türür, parçalar ve küreselleştirir. Eks-trüzyon ürünündeki demirce zengin intermetalik tanelerin düşük ve yüksek
In this study, the ribbed surface defects after eloxal pro-cess at profiles that were produced by extrution was investigated. The difference at surface brightness, ribbed,reasons and examples were given.
Key Words: Extrusion, Billet, Eloxal, Surface Defects
Abstract

Metal Dünyası • Sayı 221 • Sayfa 109
Malzeme, Metalurji, Otomasyon ve Üretim Teknolojisi teknik yazıMaterial, Metallurgy, Automation and Extraction Technology
Metal Dünyası • Sayı 221 • Sayfa 108
Malzeme, Metalurji, Otomasyon ve Üretim Teknolojisiteknik yazı Material, Metallurgy, Automation and Extraction Technology
demir miktarına göre yüzeydeki morfolojisi ve dağılımı Şekil1’de gösterilmiştir. Resimdeki beyaz partiküller demir-ce zengin intermetalikleri göstermektedir. Alaşım bileşimi ve intermetalik fazların şekli Ref. 3’e göre incelendiğinde demirce zengin bu intermetalik fazlar α-AlFeSi fazlarıdır. Ayrıca daha yüksek demir içeren Ekstrüzyon ürününde demirce zengin intermetalik fazlar daha fazla miktardadır. Örnek olarak, yüksek miktarda demir içeren ekstrüzyon ürününde intermetalik fazların toplam alan miktarı %2,7 iken bu değer düşük demir içeren ekstrüzyon ürününde %1,4 değerine düşmüştür. Ek olarak en büyük çaplı de-mirce zengin intermetalik 2μm seviyesinde iken bu fazların çoğunun çapı 1μm’dan daha küçüktür [3].
Primer intermetalik parçacıkların etkisini araştırmak için yü-zey görünümü inceleme amacıyla 70°C’de %10 NaOH çözeltisinde 10 dakika tabi tutularak dağlama yapıldıktan sonra düşük demir içerikli alaşımlar yüksek oranda içe-renlere göre daha parlak görünürler. Ekstrüzyon işleminde intermetalik parçacıkların artan içeriği ile yüzey parlaklığı azalır. Ayrıca dağlama sonrası yüksek demir içeriğine sahip alaşımların ekstrüzyonunda çizik yüzeylerde tek tip renkle-meler görülmektedir. Yüksek demir oranına sahip bölgele-re yakın arayüzeyler düşük oranda demir içeren bölgelere göre daha parlaktır. Şekil 2’de ekstrüzyon sonrası dağ-lanmış ağırlıkça %0,17 oranında demir içeren ve çizgisel hatalar barındıran bir parçaya ait görüntü verilmiştir. Eks-trüzyonda düşük demir oranına sahip olan ara yüzeylerde eloksal sonrası kusur oluşma eğilimi artmaktadır [3].
Şekil 3’de 6000 serisi bir alaşımdan ekstrüzyon yöntemi ile imal edilmiş profile uygulanan eloksal işlemi sonrası bir takım hatalarla karşılaşılmıştır. Bu hatalar yüzeysel ve mikro yapısal olarak değerlendirilerek Şekil 4’de analizler gösterilmiştir. Şekil 3 üzerinde I harfi ile belirtilen yüzeydeki kusur Şekil 4 (a)’da görüldüğü üzere parça üzerinde eks-trüzyon kalıbından ya da billet içerisindeki şekil değiştirmiş inklüzyonlardan kaynaklanmış keskin çizgisel kusurlardır. Bu yüzeyin mikro yapı görüntüsü Şekil 4 (c)’de gösterilmiş-tir. Şekil 3 üzerinde II harfi ile belirtilen yüzeydeki kusur Şe-kil 4 (b)’de karışık bulanık koyu çizgisel kusurlar halindedir. İlgili bölge ekstrüzyona tabi tutulan billetin son kısmında bulunmaktadır. Fakat yapılan mikro yapı incelemelerde inklüzyona rastlanmamıştır. Tekrar yapılan parlatama ve eloksal işlemi sonrası bölgede herhangi bir kusur görül-memiştir. Bu nedenle yapısal kusurlar eloksal işleminde yapılan parlatma esnasında yüzeye penetre olan bir takım kirletici unsurlardan ileri geldiği anlaşılmıştır. Şekil 4 (d)’de kusura ait mikro yapı görüntüsü verilmiştir.
SonuçEloksal sonrası ekstrüzyon yapılmış profillerdeki yüzey ku-surlarında etkin mekanizmanın içindeki en aktif hususlar açıklanmaya çalışılmış olup bunlardan Primer intermetalik oluşumların tesirleri özellikle vurgulanmıştır. Primer inter-metalik oluşumları tetikleyen Fe konsantrasyonuna bağlı oluşumların orijini ise pek doğal olarak matrisi oluşturan alüminyum ingotun impurite elementlerinin konsantrasyo-nuna bağlıdır. Al ingot ne kadar saf ve temiz olursa ya-pılan alaşımlama neticesinde ortaya çıkan AA–6XXX se-risi malzeme o kadar beklentilere cevap veren ve burada
Şekil 1. Ağırlıkça %0,17 (a) ve %0,29 (b) Fe içeren Ekstrüzyon ürününde demirce zengin intermetaliklerin dağılımı (beyaz tanecikler) [3]
Şekil 4. Ekstrüzyon profili üzerinde görünen keskin çizgisel kusur (a) ve mikro yapısı (c), karışık ve bulanık görünümlü koyu çizgi ve noktalı yüzey kusurları (b) ve mikro yapı (d) görüntüleri
Şekil 2. Ekstrüzyon sonrası dağlanmış görüntü (0,17 wt.% Fe) [3]
Şekil 3. 6000 serisi alüminyum alaşımdan üretilen ekstrüzyon profili
bahsedilen yüzey kusurlarının indirgenmiş halde olacağı beklenmelidir. Eloksal sonrası görülen bantlı yapıların olu-şunda pek doğal olarak sadece bir mekanizmanın etkin olduğunu söylemek doğru bir yaklaşım değildir. Zira kon-taynere yüklenen billetlerin yüzeyindeki kir, pas ile ekstrüz-yon esnasında grafitlik yağ ile yağlanan kalıp yüzeylerin-deki aşırı yanış yağ birikintilerinin bir şekilde metalin içine karışması da yüzey kusurlarına tesir etmektedir. Bunlardan başka billet dökümü esnasında seramik filtrelerin kullanıl-maması veya performansı düşük filitrelerin kullanılması ile banyo içersindeki inklüzyonların metal yapısına girmesi ve bunların ekstrüzyonla yüzeylere sıvanması da oluşumları tetikleyen sebeplerdir.
KaynaklarGeorge E. Totten, D. Scott MacKenzie: Handbook of Alu-minum, alloy production and materials manufacturing, Marcel Dekker, vol 2 (2003) 2470-24721. Caterine M. Cotell, James A. Sprague, Fred A. Smidt Jr.:
Metals Handbook surface engineering Addition 14 vol 5, ASM Metal Park Ohaio, (1994) 2076-2147
2. Hanliang Zhua, Xinquan Zhang, Malcolm J. Couper, Arne K. Dahle: Materials Chemistry and Physics 113 (2009) 401–406
3. J.M. Montero-Moreno, M. Sarret, C. Müller: Surface & Coatings Technology 201 (2007) 6352–6357
4. M. Saenz de Miera, M. Curioni, P. Skeldon, G.E. Thompson: Corrosion Science 52 (2010) 2489–2497
Firmaların Başkanlık ödülünü alabilmesi için satış rakam-larının ve bütçesinin geçen yılla aynı olması veya geçen
yıldan yüksek değerlerde olması ge-rekiyordu.
2010-2011 yılı çalışma yılına göre Dünya’nın en hızlı gelişen takım çe-liği bölgesi olan Türkiye’den ASSAB Çelik listenin ilk sırasında yer aldı. AS-SAB Çelik adına Uddeholm Başkanlık ödülünü, ASSAB Çelik Genel Müdürü
Önder Yücel Uddeholms AB Başkanı Per Hosselstrom’dan aldı.Kaynak:www.facebook.com/uddeholm
assaB
Detaylı bilgi için okuyucu kartındaki“15” nolu kutuyu işaretleyip gönderin.
ASSAB’a Uddeholm Başkanlık Ödülü14-16 Eylül 2011’de İsveç’in Sunne şehrinde düzenlenen Uddeholm Satış Konferansı’nda, en iyi satış performansı gösteren firmaya Başkanlık ödülü verildi.

Metal Dünyası • Sayı 221• Sayfa 111
Malzeme, Metalurji, Otomasyon ve Üretim Teknolojisi teknik bilgiMaterial, Metallurgy, Automation and Extraction Technology
Metal Dünyası • Sayı 221 • Sayfa 110
Malzeme, Metalurji, Otomasyon ve Üretim Teknolojisiteknik bilgi Material, Metallurgy, Automation and Extraction Technology
blade’in(kanat) %50’lik kısmı bir ope-rasyonda işlenebilir. Kanatların ince ve uzun olmaları bir anda çok fazla talaş kaldırıldığında kanadın eğilme-sini sağlar ve bu da hassasiyet kaybı-na yol açar. Kanadın dibinde kalınca bir stok bırakmak kanatın deformas-yonunu engelleyecektir.
İşleme Yöntemlerinde Çeşitlilik: Otomasyon her ne kadar basit, kısa NC programlama için önemli ise de, karmaşık işlerde işlem çeşitliliği de önem taşır. NX kanatların giriş ve çıkış kenarlarını otomatik olarak seçebilse de takım yolunu daha düzgün bir hale getirebilmek için kullanıcı bunları eliyle de düzenleyebilir. İşlemeye hangi köşeden başlanabileceği; işlemenin yöntemi; zig-zag ya da climb olacağı; yanal adımın sağdan sola ya da soldan sola doğru olacağı; kaç pasoda işleneceği ya da paso derinliği verilerek işleneceği kullanıcı tarafından seçilebilmektedir.
Kalan Talaş İşleme: Bu fonksiyon özellikle NX’in otomatik olarak kalan talaşı hafızada tutabilmesinden dolayı çok güçlüdür. Örneğin, daha büyük bir takımla yapılan bir işlemeden tabanda veya duvar diplerinde fazla talaş kaldıysa küçük takım seçildiğinde NX otomatik olarak programlama zamanını düşürecek şekilde Rest Milling olarak adlandırılan kalan talaş işleme fonksiyonunu çalıştırır. Tüm operasyonlarda yumuşak köşe dönüşleri sayesinde sert hareketlerden kaçınılarak hem takım hem de tezgah korunur. Bu özelliklerin yanında kalan talaş torna ve freze operasyonları arasında ortak bir şekilde taşınarak Mill-Turn tipi tezgahlarda daha kolay bir otomasyon sağlar.
Takım Ekseni Kontrolü: Bu tip işlemelerde takım ekseninin kontrolü kritik önem taşır. Takımın kanatla-ra çarpmadan işleyebileceği kadar uzun, talaşı rahat bir şekilde kaldıra-bilecek ve yüzey kalitesini de yüksek tutacak kadar kısa olmasını sağla-mak için takım ekseni ciddi bir şekil-
de kontrol edilebilir olmalıdır. Modül içerisinde takımın ne kadar öne eği-leceğini, yana yatacağını ve duvarlar ile ne kadar açı yapabileceğini belir-lemek mümkündür.
CAM için Senkron ModellemeCAM kullanıcıları, tasarımcıdan gelen CAD datalarına anında işleme yapa-mayabilirler. Çoğu zaman kapanması gereken delikler, değiştirilmesi ya da silinmesi gereken radyuslar, uzatılması gereken yüzeyler olabilir. NX kullanan bir CAM kullanıcısının bu durumda işi çok ama çok kolaydır. Çünkü senkron modelleme özellikleri NX/CAM pake-tinde ücretsiz olup kullanıcıya model üzerinde birçok değişiklik yapma im-kanı tanır. Bu değişikliklere aşağıdaki gibi örnekler vermek mümkündür.
Delik Kapatma: Özellikle formlu parçalarda yüzeyleri kesintisiz işleye-bilme ya da kaba boşaltmada isten-meyen yerlere takımın girmesini en-
gelleme için delik kapatmaya ihtiyaç duyulmaktadır. Delikler üzerine yüzey kapatılarak yok sayılabileceği gibi, geometri olarak deliklerin kaldırılması ve hiç delinmemiş hale dönüştürmek de mümkündür. Bazı durumlarda sa-dece yüzey kapatmak yeterli olmak-tadır.
Yüzey Uzatma: Bazı parçalarda yüzeyleri bir miktar uzatmak gereke-bilir. Bu tip yerlerde katı modelin is-tenen yüzeyini doğrudan çekiştirerek istenilen miktarda uzatma yapılabilir.
Modeli Düzenleme: Resimde görülen parçada olduğu gibi diple-rinde ve duvarlarında radyus bulunan bu federe rahatlıkla CAM ortamında müdahale edilebilmektedir. Burada model düzenlendikten sonra CAM işlemine geçilebilir ve daha önceden takım yolu çıkartıldıysa, bu değişikliğe göre adapte olup tekrar hızlı bir şekil-de hesaplatılabilir.
İmalat Sektörü İçin NX/CAMCem ALPAY / Teknik Müdür
İş imalata geldiği zaman fark-lı alanlarda ve farklı sektörlerde çalışan firmalar için özelleşmiş birçok çözüme ihtiyaç duyulabil-
mektedir. NX ise bu özel çözüm ihti-yaçlarının tamamını tek bir platform altında toplamayı başarmıştır.
Bir ürün geliştirme platformu ola-rak Siemens NX, tam anlamıyla bir devdir. Basit ürün tasarımından dev boyutlu montajlara, üretim için ge-rekli olan özelleşmiş plastik ya da sac kalıp tasarım sihirbazlarına ve birçok modülden oluşan CAM çözümleriyle NX, imalat ortamındaki herkese bir çözüm üretebilmektedir. NX, üretilen bir ürünün ölçüsel anlamda doğru ol-masından (PMI – Product Manufactu-ring Information ile) yapısal anlamda nasıl davrandığına(analiz çözümleri ile), kullanılırken ne şekilde hareket ettiğinden (kinematik hareket analizi modülü) nasıl üretildiğine(CAM) ka-dar her aşamada söz sahibidir.
Bahsedilen tüm bu özelliklerin tek bir platformda toplanmasının birçok avantajı vardır. Farklı alanlarda farklı yazılım çözümleri ile çalışan firmalar bu avantajlardan yoksun olmakla birlikte birçok dezavantajı da yaşa-maktadır. Aynı platformda çalışmanın en büyük avantajlarından biri ise her ortamda ilişkili yani parametrik olarak kalabilen parça datalarıdır. Farklı bir programa aktarma gereksinimi ol-mayacağı için kullanıcılar tamirle uğ-raşmayacak ve veri kaybı da gerçek anlamda “sıfır” olacaktır.
Kalıp Tasarım Çözümleriyle NXNX ile kalıp tasarımında artık rakip-lerinizin bir adım önünde olacaksınız. CAD/CAM sektöründe ilk sihirbaz şeklinde modül olarak MoldWizard - Plastik Enjeksiyon Kalıp Sihirbazı
modülünü üreten Siemens PLM, daha sonra bunları geliştirip çeşitlendire-rek, Electrode Design Wizard(Elektrod oluşturma sihirbazı), Progressive Die Wizard(progresif sac kalıp sihirbazı) gibi ek modüller geliştirmeye devam etmiştir. Bunların yanında kaporta gibi geniş saclar için kullanılabilecek Die Engineering Wizard modülü de bu-lunmaktadır. Kalıp tasarımı yaparken kullanıcılar birçok komuta aynı anda aynı or-tamda ihtiyaç duyarlar. Kalıp tasarım sihirbazları sayesinde NX, bir kalıpçı-nın ihtiyaç duyabileceği analiz ve ta-sarım araçlarını bir araç çubuğunda toplar ve modelleme ortamına ihtiyaç duymasını engeller. Ancak kullanıcı isterse çok basit bir şekilde model or-tamına girebilir ve istediği katı ya da yüzey komutlarını, montaj komutlarını kullanabilir. Bu da kullanıcıya ola-ğanüstü bir esneklik sağlar. Mesela
Moldwizard içinde parçanın açı ve kalıplanabilirlik analizleri ile parçanın kalınlık analizi yapılabilirken, Prog-ressive Die Wizard modülünde ise formlu sacların sonlu eleman analizi yöntemlerine dayalı olarak açınımları alınabilmektedir.
Turbomachinery Milling Modülü (Impeller/Blisk İşleme)Impeller ya da blisk gibi hassas rotas-yonel bileşen üreticileri için Siemens NX yepyeni bir modül sunuyor. Bu karmaşık üretim işlemi için NX7 sü-rümünden itibaren Turbomachinery Milling olarak adlandırılan bu modül kullanıcıların beğenisine sunuldu. Siemens NX/CAM, özellikle otomotiv, savunma, havacılık gibi sektörlerde belirgin bir üstünlüğe ve üne sahiptir. NX/CAM’in birçok modülü genel an-lamda kullanım için yeterli olsa da bu gibi çözümlerde ise özel çözümlerle her geçen gün gücüne güç katmak-tadır. Çünkü bu gibi özel sektörlerde özelleşmiş çözümler, firmalara çok büyük avantajlar sunmaktadır.
Endüstriyel Terimler: Turbo-machinery Milling modülünde, bu sektörde imalat jargonu olarak be-nimsenmiş sözcükler modülün içinde kullanılmaktadır. Hub, splitter, blade bu terimlerden bazılarıdır.
Kontrollü Kaba Boşaltma: Kaba boşaltma yaparken takımın bi-rim zamanda kaldırdığı talaş hacmi-ni sınırlamak mümkündür. Örneğin

Metal Dünyası • Sayı 221 • Sayfa 113
Malzeme, Metalurji, Otomasyon ve Üretim Teknolojisi teknik yazıMaterial, Metallurgy, Automation and Extraction Technology
Metal Dünyası • Sayı 221 • Sayfa 112
Malzeme, Metalurji, Otomasyon ve Üretim Teknolojisiteknik bilgi Material, Metallurgy, Automation and Extraction Technology
CMM (Koordinat Ölçme Merkezi) için NXKoordinat Ölçme Merkezi kullanıcı-ları genellikle bu cihazlar için gelişti-rilmiş özel yazılımları kullanırlar. NX7 sürümünden itibaren Siemens NX, bu tip cihazların da kullanımını CAD yazılımı ortamına taşıyor.
Özellikle PMI kullanan, yani ürünün toleranslarını 3 boyutlu ortamda mo-del ile ilişkilendiren kullanıcılar, bu toleransları doğrudan doğruya NX/CMM modülü içinde probu prog-ramlarken tekrar girmeye gerek kal-madan kullanabiliyor.
Bunların dışında prob istenen yere giderken aparat ya da parçaya çarp-ma kontrolleri de simülasyon vasıta-sıyla yapılabilmektedir.
üçGen Yazılım
Detaylı bilgi için okuyucu kartındaki“16” nolu kutuyu işaretleyip gönderin.
Yapılan testler 275 A hızın-da kesme yapıldığı takdirde sarf malzemelerinin ortala-ma ömrünün 2-3 kat arttı-
ğını, hız olarak 400 A kullanılması durumunda bu oranın 5 kata kadar çıkabildiğini gösteriyor. Malzemele-rinin daha uzun süre dayanmasının yanı sıra daha iyi ve daha istikrarlı kesme kalitesi sağlanıyor ve bu da ikincil işlemlerin azalmasına neden oluyor.
Ürünlerin ömürlerinde ve perfor-manslarındaki bu iyileşmeler ileri Hypertherm teknolojisinin etkisinden kaynaklanıyor. SilverLine elektrot-lar önlerinde katı bir gümüş bulun-durduklarından dolayı aşınmaları daha yavaş gerçekleşiyor. CoolFlow nozülleri açılı bir o-ring, soğutma kontürleri ve daha ince duvarlardan oluşuyor böylece çalışma ömrü artı-yor. Sarmal halka ise seramik yerine lavdan üretiliyor, bu da ürünü daha dayanıklı ve ekonomik kılıyor.
Hypertherm’in Centricut markası ürün pazarlama müdürü Martin Geheran, “Yeni Kaliburn için Centricut sarf mal-zemeleri işlemlerin toplam maliyetini azaltıyor ve eşsiz bir kesme kalitesi ve proses güvenilirliği sağlıyor. Aynı za-manda bu ürünler günümüz ekono-mik ortamında özellikle önem teşkil eden hızlı kesme hızlarına ulaşabili-yor” dedi.
Centricut markalı sarf malzemeleri tüm Kaliburn Spirit ve ProLine sistem-leri için kullanılabilir durumda. Tüm Hypertherm ürünlerinde olduğu gibi bu ürünler de sıkı tolerans değerleri altında üretiliyor böylece müşteriler kesme sistemlerinde istikrarlı ve gü-venilir bir performans sağlayabiliyor-lar.
hYPertherm
Detaylı bilgi için okuyucu kartındaki“17” nolu kutuyu işaretleyip gönderin.
Centricut MarkaSarf Malzemeleri Artık Kaliburn Spirit Plazma Kesme Sistemi Sahipleri Tarafından da Kullanılabilirİleri metal kesme sistemleri üreticisi Hypertherm, artık Kaliburn Spirit plazma kesim sistemleri için, OEM sarf malzemelerinin en az iki katı kadar ömrü olan, sarf malzemelerinin satışını da gerçekleştiriyor.
Al - Mg Alaşımlarında Deformasyon Oranının Mikroyapı ve Sertliğe Etkisi
The Effect Of The Deformation Ratio at Al-Mg Alloys on Microstructure and Hardness
Mustafa ÇÖL, Funda Gül KOÇ, Özgen BATTAL Kocaeli Üniversitesi, Mühendislik Fakültesi, Metalurji & Malzeme Mühendisliği,
Umuttepe Yerleşkesi, 41380, [email protected], [email protected]
Bu çalışmada, döküm tekniği ile üretilmiş Al-Mg alaşımlarında deformasyon oranının malzemenin mikroyapısal özelliklerine, sertlik ve dayanımına etkisi incelenmiştir. Bu amaçla numunelere çözel-
tiye alma işleminden sonra % 11, % 33 ve % 46 oranla-rında soğuk deformasyon işlemi (basma) uygulanmış ve akabinde numuneler çökelti oluşumunun sağlanabilmesi
için yaşlandırma işlemine tabi tutulmuşlardır. Farklı oran-larda deforme edilen numunelerde optik mikroskop ince-lemeleri ve sertlik ölçümleri yapılarak, deformasyon oranı-na bağlı olarak meydana gelen değişimler incelenmiştir.
Anahtar Kelimeler: Al-Mg Alaşımı, Soğuk Deformas-yon, Sertlik
In this study, the effect of deformation rate on mic-rostructural characteristics, hardness and strength of Al-Mg alloys produced by casting technics was inves-tigated. For this purpose samples were applied cold
deformation with the rate of 11 %, 33 % and 46 % after retrogression process and then samples were subject to
aging process to form precipitations. The changes occu-red depending on deformation rate by investigations of optical microscope and hardness measurements on the samples were investigated.
Key Words: Al-Mg Alloy, Cold Deformation, Hardness
Özet
Abstract
1. GirişAl alaşımları sahip oldukları yüksek korozyon dayanımı, iyi şekillendirilebilme kabiliyeti, kaynaklanabilirlik, yüksek elektrik ve ısı iletkenliği, hafiflik ve düşük maliyet özellikle-rinden dolayı başta havacılık, otomotiv ve uzay endüstrisi olmak üzere birçok alanda yaygın bir şekilde kullanılmak-tadır [1-3].
5XXX serisi Al-Mg alaşımları şekillendirilebilirlik, kaynak-lanabilirlik, dayanım/ağırlık oranının ve korozyona karşı direncinin yüksek olması nedeniyle özellikle otomotiv sektöründe en çok kullanılan alüminyum alaşımlarından birisidir. 5052, 5083, 5182, 5754 bu serinin tipik ve en yaygın kullanılan alaşımlarıdır [2,3].
Al- Mg alaşımları oda sıcaklığında iki fazdan oluşmakta-dır. Bunlar a; alüminyum içerisinde magnezyum katı eri-yiği, diğeri ise b; tercihen tane sınırlarında çökelen sert ve gevrek intermetalik bileşiklerdir. Alüminyum matrisi içeri-sinde çözünen alaşım elementi, atomik yarıçap farkından dolayı kristal içerisinde gerilme oluşturarak malzemenin sertliğini ve plastik deformasyona direncini artırmaktadır [4-6]. Al alaşımları içerisinde önemli bir yere sahip olan Al-Mg alaşımları sanayide genellikle % 8’e varan oranlarda Mg içerirler. Bu alaşımların magnezyum içeriği arttırılarak veya sıcak-soğuk deformasyon işlemine tabi tutularak mukave-met ve sertlik değerleri arttırılabilir [7].

Metal Dünyası • Sayı 221 • Sayfa 114 Metal Dünyası • Sayı 221 • Sayfa 115
Malzeme, Metalurji, Otomasyon ve Üretim Teknolojisi Malzeme, Metalurji, Otomasyon ve Üretim Teknolojisiteknik yazı teknik yazıMaterial, Metallurgy, Automation and Extraction Technology Material, Metallurgy, Automation and Extraction Technology
3. SonuçlarTüm numunelerde farklı büyütmelerde yapılan mikroya-pısal incelemeler sonucu numunelere uygulanan defor-masyon işleminin malzemelerin mikroyapısal özellikleri üzerinde etkili olduğu gözlemlenmiştir. Deformasyon uy-gulanmamış A1 numunesinde taneler oldukça kaba iken, farklı oranlarda deformasyon uygulanmış A2, A3 ve A4 numunelerinde tane boyutunun artan deformasyon oranı-na bağlı olarak küçüldüğü sonucuna varılmıştır.
Malzemeler plastik deformasyona uğradıkları zaman dislokasyon yoğunluğu artar. Çalışmada da uygulanan deformasyon oranının artması ile birlikte dislokasyon yo-ğunluğunun arttığı, en yüksek deformasyon oranının uy-gulandığı A4 numunesinin en yüksek sertlik değerine sa-hip olduğu belirlenmiştir.
Sertlikte meydana gelen bu artışa paralel olarak dayanımın da arttığını söylemek mümkündür. Sertlik ve dolayısıyla da-yanımda meydana gelen bu artışın sebebi, numunelerde plastik deformasyonla birlikte dislokasyon yoğunluğunun artması ve daha küçük tane boyutuna sahip bir mikroya-pının oluşmasıdır.
4. Kaynaklar[1] Zolotorevsky, V.S., Below, N.A., Glazoff, M.V., “Casting Aluminum Alloys”, First Edition, Elsevier, (2007). [2] Toros, S., Ozturk, F., Kacar, I., “Review of Warm For-ming of Aluminum–Magnesium Alloys”, Journal of Mate-rials Processing Technology, 207, 1-12, (2008).[3] Toros, S., Ozturk F., “Modeling Uniaxial, Temperature and Strain Rate Dependent Behaviour of Al-Mg Alloys”, Computational Materials Science, 49, 333-339, (2010).[4] Wen, W., Zhao, Y., Morris, J.G., “The Effect of Mg Precipitation on The Mechanical Properties of 5xxx Alumi-num Alloys”, Materials Science and Engineering A, 392, 136-144, (2005). [5] Asm Handbook, “Properties and Selection: Nonferro-us Alloys and Special-Purpose Materials”, Volume:2, Third Printing, (1993).[6] Seçgin, N., Hasçalık, A., “Al-Mg Alaşımlarında Mg Oranının Yorulma Dayanımına Etkisi”, Yıldız Teknik Üni-versitesi Dergisi, 4, 115-122, (2003). [7] Habashi, F., “Alloys”, First Edition, Wiley-Vch, (1998).
Araştırma sonucu yayınlanan en büyük 250 firma liste-sinde ilk 10’a giren firma-lardan çoğunun ortak bir
başka özelliği, tehlikeli ve tehlikesiz atıklarının bertaraf ve geri kazanımı için Süreko ile çalışıyor olmaları. Bu öncü firmaların Süreko’yu tercih et-melerinin nedeni ise, Süreko’nun en temel değeri olan ‘Güvenilirlik’ kap-
samında, sanayi kuruluşlarına karşı tüm sorumluluklarını kaliteli bir hiz-met anlayışı ile yerine getirmesi.
Farklı sektörlerde faaliyetlerini sür-dürmekte olan firmaların tercihi olan Süreko, listeye üst sıralardan giren Bursa’nın önde gelen firmalarına da hizmet verme konusunda önemli adımlar atıyor.
Süreko A.Ş. son teknoloji ile dona-tılmış entegre tesislerinde sanayi ku-ruluşlarına, endüstriyel atık geri ka-zanımı ve bertaraf hizmetleri veriyor. Önümüzdeki yıllarda kapasite kulla-nımını, verimlilik ve yatırımlarının et-kinliğini daha da arttıracak.
süreKO
Detaylı bilgi için okuyucu kartındaki“18” nolu kutuyu işaretleyip gönderin.
Bursalı Sanayi Kuruluşlarının da Tercihi Süreko’dan Yana!Bursa Ticaret ve Sanayi Odası (BTSO)'nın 14 yıldır gerçekleştirdiği Bursa'nın 250 Büyük Firması Araştırması'nın 2010 yılı sonuçları açıklandı.
Şekil 1’de alüminyum alaşımlarında magnezyum içeriği-nin, Şekil 2’de ise malzemeye uygulanan deformasyon oranının malzemenin mekanik özelliklerine etkisi verilmiş-tir. Verilen şekillerde de görüldüğü gibi her iki durumda da alaşımın akma ve çekme gerilmesi artarken, % uzama miktarı azalmaktadır.
Malzemeler plastik deformasyona uğradıkları zaman dis-lokasyon yoğunluğu artar. Dislokasyon yoğunluğunun artması, tane boyutunun küçülmesi malzemeye dayanım ve sertlik artışı kazandırır. Plastik deformasyon uygulanmış bir alüminyum alaşımının özelliklerini daha da iyileştirmek yaşlandırma işlemi ile mümkün olmaktadır [6].
2. Deneysel ÇalışmaÇalışmada, döküm tekniği ile üretilmiş, boy/çap oranı 1,5, kimyasal kompozisyonu Tablo 1’de verilen Al-Mg alaşımı kullanılmıştır.
Çalışma 4 grup numune üzerinde gerçekleştirilmiştir. Nu-munelere uygulanan işlemler Tablo 2’ de verilmiştir.
Metalografik olarak hazırlanan numuneler Keller ayracı ile dağlandıktan sonra ışık mikroskobu ile mikroyapı incele-meleri gerçekleştirilmiştir.
Şekil 3’te farklı oranlarda deformasyon uygulanmış nu-munelerin dağlanmış konumda ışık mikroskop görüntüleri verilmiştir. Mikroyapı incelemelerinde bütün numunelerde tane içinde ve özellikle tane sınırlarında yoğun olarak çö-kelmiş intermetalik bileşiklerin var olduğu, tane boyutunun ise uygulanan deformasyon oranına bağlı olarak farklılık gösterdiği gözlemlenmiştir. Deformasyon işleminin uygu-lanmadığı A1 numunesinin en büyük tane boyutuna sahip olduğu, % 46 oranında deformasyon işleminin uygulan-dığı A4 numunesinin ise en küçük tane boyutuna sahip olduğu belirlenmiştir.
Sertlik ölçümleri Vickers sertlik ölçüm cihazı ile 5kg yük altında 3 sertlik izi ortalaması alınarak gerçekleştirilmiş-tir. Artan deformasyon oranına bağlı olarak numunelerin sertlik değerlerinin arttığı saptanmıştır.
Şekil 1. Alaşımın magnezyum oranının mekanik özelliklere etkisi [7]
(a)
(c)
(b)
(d)
Tablo 2. Çalışmada numunelere uygulanan işlemler
Şekil 3. Farklı oranlarda deformasyon uygulanmış numunele-rin dağlanmış konumda ışık mikroskop görüntüleri,(a) A1, (b) A2, (c) A3, (d) A4
Şekil 2. Deformasyon oranının alaşımın mekanik özelliklerine etkisi
Tablo 1. Çalışmada kullanılan Al-Mg alaşımının kimyasal kompozisyonu
Kimyasal Kompozisyon, Kütle -%
Si Fe Cu Mn Mg Zn Cr Ti Al
0.102 0.297 0.001 0.166 2.260 0.028 0.001 0.013 Kalan
Numune
Kodu
Uygulanan İşlemler
Çözeltiye Alma Deformasyon (%) Yaşlandırma
A1 450 ºC / 6 saat _ 200 ºC / 4 saat
A2 450 ºC / 6 saat % 11 200 ºC / 4 saat
A3 450 ºC / 6 saat % 33 200 ºC / 4 saat
A4 450 ºC / 6 saat % 46 200 ºC / 4 saat
Şekil 4. Deformasyon oranı - Sertlik ilişkisi

Metal Dünyası • Sayı 221 • Sayfa 117
Malzeme, Metalurji, Otomasyon ve Üretim Teknolojisi teknik yazıMaterial, Metallurgy, Automation and Extraction Technology
Metal Dünyası • Sayı 221 • Sayfa 116
Malzeme, Metalurji, Otomasyon ve Üretim Teknolojisiteknik yazı Material, Metallurgy, Automation and Extraction Technology
Yolluk sistemleri ve yeniden ergitmenin optimizasyonuŞanzıman kutusu üzerine gerçekleştirilen bir araştır-ma projesinde yağ esaslı bir kalıp soğutma sistemi-nin su esaslı sisteme dönüştürülmesinde potansiyel enerji tasarrufu araştırıldı. Koşullar döküm kalitesi-ni herhangi bir şekilde olumsuz etkilemedi. Çeşitli proses parametrelerinin ve yolluk tasarımının etki-lerinin incelenmesi için döküm proses simülasyonu kullanılarak kapsamlı bir görsel parametre çalışması gerçekleştirildi (Şekil 13). Yazılım, hesaplanan tüm deneme çalışmalarının sonuçlarını anında vererek en iyi çözümü seçti (Şekil 14).
Sonuç olarak yolluk hacmi % 25 oranında azaldı, bu da dolum başına % 12 daha az malzeme kullanımına ne-den oldu. Aynı zamanda daha düşük döküm ağırlığı ile bağlantılı şekilde optimize edilmiş soğutma hattı tasarımı çevrim sürelerinin % 8 oranında azalmasına yol açtı [19].
Ç ok sayıda parçanın var olmasının verdiği itici güç göz önünde bulundurul-duğunda, kitlesel üretim
gerçekleştirilen dökümlerde beklenen potansiyel enerji tasarrufu oldukça yüksektir. Ne yazık ki sürekli döküm uygulamalarında prosese bağlı ser-bestlik derecesi kum kalıba döküm uygulamalarına oranla çok daha dü-şüktür. Buna rağmen potansiyel enerji tasarrufu tüm proses zinciri içerisinde yer alabilir.
Devirmeli döküm prosesi ile üreti-len motosiklet çatalı için kullanılan orijinal yolluk sistemi döküm proses simülasyonu ile tanımlanan çeşitli ka-lite sorunlarına neden olmuştur. Bu-nun yanında döküm verimi yalnızca % 49’dur.
Son ürünün simülasyon ile baştan aşağıya geliştirilmesi daha önceden mevcut olan doldurma prosesi esna-sında meydana gelen düzensizlikleri ortadan kaldırdı. Bunun yanında sıcak nokta ve bununla bağlantılı sorunlar da ortadan kalkmış oldu. Daha kü-çük döküm ağızları döküm veriminin % 18,5 oranında artmasına neden oldu. İnce duvarların daha hızlı dol-durulması katılaşma süresini azaltır-ken çevrim sürelerini de % 10 oranın-da azaltmayı başardı (Şekil 9).
Döküm proses simülasyonu kullanı-mı ile ortaya çıkacak maddi kazanç, daha yüksek döküm verimi, daha dü-şük hurda oranı ve daha kısa çevrim süreleri ile birlikte araç ve malzeme maliyetlerindeki kazançlar da göz
önünde bulundurularak hesaplana-bilir. Yeni yolluk teknolojisinin kalıp içerisine uygulanması konusundaki artan teşebbüslere rağmen ilk yıl içe-risinde 28,000 €’luk toplam tasarruf miktarı kaydedilmiştir.
Yalnızca döküm proses simülasyonu kullanımı ile mümkün olan model dizilim değişimleri ve döküm prosesi modifikasyonları sayesinde Polonya,
Wroclaw’da yer alan EBCC alümin-yum dökümhanesi fren kaliperi üre-timinde 100,000 € maliyet tasarru-fu sağladı [17]. Bu başarının elde edilmesinde etkili olan temel faktör-ler ergitme sırasında yanmalarının azalması (yıllık yaklaşık 25,000 €), ergitme sırasındaki enerji tasarrufu (yıllık yaklaşık 45,000 €) ve sürekli kalıpların aşınmasının da azalması sonucu kalıp değişimi gereksinimi-ni azaltan kısalan çevrim süreleri (yıllık yaklaşık 35,000 €) şeklinde belirtilebilir. Çevrim sürelerindeki bu kısalmanın aynı zamanda verimlilik artışına neden olduğu gerçeği de göz ardı edilemez (Şekil 10,11).
Alüminyum Sürekli Döküm Prosesinde Enerji ve Maliyet Tasarrufu
220.Metal Dünyası Dergisi 102. sayfadaki yazısının devamıdır…
Şekil 9: Alüminyum motosiklet çatalı için optimize edilmiş yolluk sistemi ve sürekli döküm dizilimi (sol: orijinal yolluk dizilimi ve sıcak nokta dağılımı, sağ: yöne bağlı katılaşma ile optimize edilmiş yolluk dizilimi [16]).
Şekil 10: Bir fren kaliperinin kalıp dizilimi ve dökme prosesinin simülasyonu [17].
Şekil 11: Kalıp ve besleyici geometrilerinin optimizasyonu güvenilir proses koşulları ve aynı zamanda enerji girdisinde azalma sağlıyor
Şekil 13: Bir şanzıman kutusunun optimize edilmiş yolluk düzeneği, üst sağ: Orijinal dizilim ve soğutma hattı tasarımı, üst sol: optimize edilmiş yolluk dizilimi ile homojen dolum, orijinal (alt sol) ve ağırlık optimizasyonu gerçekleştirilmiş yolluk sistemi (alt sağ) [19].
Şekil 12: Yüksek basınçlı döküm proses adımlarında enerji tasarrufu potansiyeli [2].
Sıvı metal prosesi 5-25%
Basınçlı hava %5-20
Soğutucu %10-20
Egzoz %5-15
Atık su %2-10
Binanın ısıtılması/soğutulması %2-10
Boşaltma 5% Döküm prosesi 5-20%
KalıpIsıtması / Soğutma / Püskürtme
%5-35
Yolluk hacmindeki azalma
dizayn 0
dizayn m
dizayn n
dizayn o
Porozite
Soğutma 5% Kesme 5-100%
Şekil 14: Döküm proses simülasyonu aracılığı ile döküm prosesi ve kalıp sıcaklığının otomatik optimizasyonu. Farklı tasarımların parametre çalışmaları orijinal düzenek (tasarım 0) ile kıyaslandığında yolluk hacmini azaltan ve döküm kalitesini arttıran çözümler (tasarım m, n ve o) olduğunu gösteriyor [20].
Jörg C. Sturm, MAGMA Giessereitechnologie GmbH, Aachen AlmanyaChristof Heisser, MAGMA Foundry Technologies, Inc., Schaumburg/IL ABD

Metal Dünyası • Sayı 221 • Sayfa 119
Malzeme, Metalurji, Otomasyon ve Üretim Teknolojisi teknik yazıMaterial, Metallurgy, Automation and Extraction Technology
Metal Dünyası • Sayı 221 • Sayfa 118
Malzeme, Metalurji, Otomasyon ve Üretim Teknolojisiteknik yazı Material, Metallurgy, Automation and Extraction Technology
Kalıp ömrünün iyileştirilmesiKalıp hatalarının temel nedenleri kalıpların termo me-kanik yorulması ve yolluk sistemlerindeki abrasif aşın-madır. Bunlarla ilişkili ortaya çıkan maliyetler ise ol-dukça yüksektir: bir kalıbın değiştirilmesi için gerekli miktar yaklaşık olarak 50,000 €’dur. Döküm makine-sinin arızalı kaldığı süre boyunca günlük 3,000 €’luk ek maliyeti bu fiyata dahil değildir. Günümüzde döküm proses simülasyonu yardımıyla ısı kontrolleri ve aşınma açısından kritik bölgeler oldukça güvenilir bir şekilde belirlenebilir (Şekil 15). Proses parametrelerinin modi-fikasyonu, kalıp üzerindeki tasarım değişiklikleri ve ka-lıp malzemelerinin geliştirilmesi bu problemlerin ortaya çıkmasını engelleyebilir.
Almanya, Dietenheim’da yer alan Metallgießerei Karl Scherb’de daha önceleri karşılaşılan yüksek kalıp aşın-ması ve bununla bağlantılı olarak ortaya çıkan kısa kalıp ömrü sorununun giderilmesi amacıyla yolluk sis-temlerinin değiştirilmesi sonucu şirkete 25,000 €’luk kazanç sağlamıştır (Şekil 16). Deneme ve basınç testi ekipmanları için ödenmesi gereken miktar bu kazancın 20,000€ altındadır ve bunun yanında döküm yapısın-daki porozite dağılımının da iyileştiği açıkça görülmek-tedir [22].
Çok boşluklu kalıplar ile verimlilik artışı ve maliyet tasarrufuTüm döküm proseslerinde verimlilik ve bununla ilişkili olan spesifik enerji ve malzeme tüketimi kalıp başına dö-külen döküm sayısı ile bağlantılıdır. Bu durum özellikle, üretim teknolojisi ve döküm kalitesi ile ilgili sorunların ar-tan parça boşluğu sayısı ile üssel olarak artış gösterdiği yüksek basınçlı döküm proseslerinde geçerlidir. Çift boş-luklu bir kalıp kullanarak tek boşluklu kalıp kullanımına oranla maliyeti % 20-40 arasında düşürmek mümkündür (Şekil 17). Maliyet tasarrufu için en yüksek potansiyel, bakım giderlerinin yanı sıra ekipmanların çalıştırılması esnasında elde edilebilecek enerji kazançlarında saklıdır [23]. Tek boşluklu bir kalıbın geliştirilmesi için gerçek-leştirilen geleneksel işlemlerden hiç biri kayda değer bir verimlilik artışı sağlamaz.
Çatlaklar Çatlaklar
Şekil15: Bölgesel termo mekanik yorulmanın simülasyonu yardımıyla kalıp ömrünün tahmin edilmesi [21].
Şekil 17: Tek boşluklu kalıp ile çift boşluklu kalıbın potansiyel kazanç kıyaslaması. Maliyet kategorisine bağlı olacak şekilde %20-40 arasında kazanç sağlanabilir [23].Şekil16: Döküm giriş ağzının alçaltılması kalıp ömrünü uzatıyor [22].
Boşluk sayısı arttıkça ne yazık ki üretim riskleri de bü-yük oranda artmaktadır. Bu yüzden prosesin son de-rece dikkatli bir şekilde kontrol edilmesi gerekir. Tek boşluklu kalıptan çift boşluklu kalıba yapılacak bir değişiklik yolluk tasarımının da değiştirilmesini gerek-tirir. Aksi durumda kalıptan elde edilecek dökümlerde kalite farklılıkları ortaya çıkabilir. Bu problem özellikle farklı boşlukların farklı yolluklarla beslendiği simetrik olmayan yolluk sistemlerinde ortaya çıkmaktadır. Yol-lukların akışa bağlı olarak tasarlanması durumunda tek boşluklu bir kalıbın döküm karakteristikleri başarılı bir şekilde çift boşluklu kalıba aktarılabilir (Şekil 18). Tek boşluklu kalıpta elde edilen yüksek kalite çift boşluklu yapıya otomatik optimizasyon kullanımı ile başarılı bir şekilde aktarılmıştır. Böylece döküm proses simülasyonu kullanımı ile üretim riskleri önemli ölçüde azaltılmıştır ve dökümhane yeni tasarımın entegre edilmesi sonucu önemli kazanç sağlamıştır.
Nürtingen, Almanya’da bulunan takım üreticisi Meta-bo International GmbH yılda yaklaşık iki milyon döküm üretmektedir. Şirket dekoratif parçalar, vites kutusu ve vites üretimi gerçekleştirmektedir. Döküm proses simü-lasyonu, şirket mühendislerinin fiziksel olarak neredey-se imkansız çok boşluklu kalıplar üretmesine olanak sağlamaktadır. Şirket yolluk sistemlerinin optimizas-yonu sayesinde yeniden ergitilen malzeme miktarını % 50 oranında azaltma olanağı bulmuştur. Bu durum ergitme, ısıtma ve malzemelerin taşınması için kullanı-lan enerji açısından da çok önemli katkılar sağlamıştır [24].
Genel olarak bakıldığında çok boşluklu kalıpların kul-lanımı ile parça başına düşen maliyet % 40 oranında azalmıştır, kalıp ömürleri artmış ve yeniden kullanılan malzeme için harcanan giderler azalmıştır.
Dökümlerin dönüştürülmesi aracılığıyla enerji tasarrufuDöküm proses simülasyonunun enerji tasarrufuna katkı-
da bulunduğu tamamen farklı bir alan mevcuttur. Diğer üretim prosesleri ile kıyaslandığında döküm nete yakın şekil veren üretime en direkt yoldan gitmektedir. Uygu-lamada yer alan kapalı döngü proseslerin kullanımı ile döküm, işleme ya da kaynak uygulamaları ile kıyaslan-dığında enerji açısından çeşitli avantajlar içermektedir. Bir ton dökümde işlenmiş parçalar için kullanılan ener-jinin yalnızca 2/3’ü kullanılır. Mevcut simülasyon tek-nolojisi, üretilen parçaların kompleks nete yakın şekilli dökümlere dönüştürülmesi olanağını sağlamaktadır. Bu durum komple parçaların yanı sıra montajda kullanılan ufak elemanlar için de geçerlidir. Bu duruma verilebile-cek bir örnek Metabo şirketinin döküm öncesinde par-çalarına sondaj deliği ilave etmesi uygulamasıdır. Simü-lasyon aracılığıyla gerekli fizibilite çalışması sonuçları alınması sonucu bu deliklerin açılması için ihtiyaç duyu-lacak ilave işleme uygulamasına gerek kalmamıştır (Şe-kil 19). Normal şartlar altında gerçekleştirilen bu işleme uygulamalarına olan ihtiyacın ortadan kalkması şirkete yılda yüz bin €’lar seviyesinde kazanç sağlamaktadır.
Dönüşüm potansiyeli, ekipman üretim endüstrisinden verilen bir örnek ile aşağıda da belirtilmektedir: kaynak levhaları ile birlikte üretilen büyük bir şanzıman kutusu (Şekil 20) sfero dökme demire dönüştürülmüştür. Pro-ses, uygulama yük gereksinimlerini karşılayan bir tasa-rım (öncelikle rijitlik) ve bunun yanında döküm prosesi-nin gerekliliklerini sağlamak için topoloji optimizasyonu ve döküm proses simülasyonunun eş zamanlı olarak kullanımını içermektedir. Tasarımcıların ve döküm mü-hendislerinin işbirliği sonucu ortaya çıkan sfero dökme
Şekil 18: Kullanılan doldurma modelinin çift boşluklu kalıba aktarılması [23].
Şekil 19: Özellikle kompleks parçalarda çok boşluklu kalıpların kullanımı, döküm proses simülasyonu tarafından sağlanacak güvenilir bilgilere gerek duyuyor [24].

Metal Dünyası • Sayı 221 • Sayfa 120
Malzeme, Metalurji, Otomasyon ve Üretim Teknolojisiteknik yazı Material, Metallurgy, Automation and Extraction Technology
demir üç parçalı bir şanzıman kutusu orijinal ergitilen parçaya kıyasla daha yüksek bir rijitliğe ulaşmıştır. Aynı zamanda parçanın son ağırlığı %20 oranında azalarak 18,4 tona gerilemiştir. Bu tür bir parçanın maliyeti bü-yük ölçüde malzeme giderlerine bağlı olduğu için ağır-lık azalması aynı zamanda önemli bir maddi tasarrufa neden olmuştur [25].
Döküm Proses Simülasyonu – rekabet gücü yüksek avantajların teknolojiye dönüşmesi çevreyi kurtarıyorDöküm proses simülasyonu birçok dökümhanede mali-yetlerin düşürülmesi ve güvenilir proseslerin sağlanması için yerleşik olarak uygulanan standart bir teknolojidir. Otomotiv ve ekipman üretimleri sektöründeki döküm alıcıları, tedarikçilerinin simülasyon onaylı, güvenilir ve enerji tasarruflu prosesler sağlamaları konusun-da taleplerini her geçen gün arttırmaktadırlar. Avrupa Birliği’nin enerji ve iklim korunması temalı hedefleri arasında 2020 yılına kadar enerji verimliliğinde %20 oranında bir iyileştirme yer almaktadır [26]. Gerçekleş-tirilen örnek çalışmalarda, döküm proses simülasyonu-nun, tüm döküm ve beraberindeki prosesler için kulla-nılması durumunda ortalama % 10’luk bir iyileştirmenin kolaylıkla elde edilebileceğini göstermektedir. Bu oran yalnızca Alman döküm endüstrisi için 1 milyar kWh’lık ya da 560,000 tonluk CO2 potansiyel kazanç anlamı-na gelmektedir. Enerji verimliliği ve bununla bağlantılı olan çevre koruması ile ilgili mevcut tartışmalar doğ-rultusunda, enerji ve malzemede potansiyel kazançların bu denli yüksek seviyede elde edilebilir olma ihtimali dökümhanelerde simülasyon kullanımını zorunlu kıl-maktadır.
Kaynaklar: [1] „Energieeffizienter Gießereibetrieb“ 2010, Hera-usgeber: Bundesverband der Deutschen Gießerei-Industrie (BDG)[2] Jordi, U.: „Energie-Sparpotenziale im Druckguss“, Energieeffizienztagung, Frankfurt (2010) [3] Jahresbericht 2008 des Bundesverbands der Deuts-chen Gießerei-Industrie (BDG)[4] Quelle Umwelbundesamt, http://www.umweltbun-desamt.de/e nergie/archiv/co2-strommix.pdf[5] Sturm, J.C.:„Optimierung des Feingußverfahrens durch den Einsatz moderner Simulationstechniken“ VDI Verlag, Reihe 5: Grund- und Werkstoffe, Nr. 226 ISBN 3-18-14 2605-9 [6] M. Fehlbier, J. Lerch-Thies, H.-I. Stanescu: „Entwick-lung dünnwandiger Strukturbauteile mit Hilfe numerisc-her Simulationsmethoden“, 6. Magma NE – und Leich-tmetallforum (2010), Ludwigsburg [7] Egner-Walter, A. Zenker. N. ve Fritsche, E.:“ Vor-hersage von Gefüge und lokalen Eigenschaften für Kurbelgehäuse aus GJV, VDI-Fachtagung: Motorenbau, Magdeburg (2011). [8] entnommen aus Vortrag Magma Nord-Amerikanisches Anwendertreffen 2009[9] entnommen aus Vortrag Magma Nord-Amerikanisches Anwendertreffen 2009[10] entnommen aus „At the Heart of Casting - Mitten im Guss” Herausgeber: Magma GmbH, 2008[11] Schreiner, J. Pfisterer, W.: „Der Einsatz der nume-rischen Simulation zur Wirtschaftlichen Auslegung der Gießtechnik am Beispiel eines Edelstahlgussteiles“, Vortrag auf 8. VDI-Tagung in Veithöchheim, 1995[12] persönliche Mitteilung[13] Giesen, H.: „Qualitätsguss entsteht auf dem Bilds-chirm”, Industrieanzeiger, Ausgabe 02/2011, 32-34[14] Barter. D., John Deere Waterloo Foundry: “Using Magmasoft to Design Cost Effective and More Manu-facturable Castings”, Vortrag auf dem Magma Nord-Amerikanischem Anwendertreffen 2009[15] Sturm, J. C. ve Busch, G: “Cast Iron - a predictab-le material”, Proceedings of World Foundry Congress 2010, Hangzhou, China [16] ”Kleine Änderungen, große Wirkung” Magmati-mes 01/2008, S. 1-2[17] Targowski, W. (EBCC Poland) et. al: ”Implemen-tation of Magmasoft to improve a gravity die casting process on an example of aluminum disc brake calipers manufacturing, Vortrag auf dem Internationalen Mag-ma-Anwendertreffen (2006), Kopenhagen/Oslo.[18] Pries, H.: „Progresse – Ansätze zur Erhöhung der Energie- und Ressourceneffizienz in der Prozesskette Aluminium-Druckguss“, Energieeffizienztagung, Frank-furt (2010)
Şekil 20: Büyük bir şanzıman kutusunun döküme dönüştürülmesi. Kaynaklanan parça ile kıyaslandığında yalnızca komple bir simülasyon uygulaması (sol: topoloji optimizasyonu, orta: yük simülasyonu, sağ: üç dökümün proses simülasyonları) %20 ağırlık azalmasını sağlıyor [25].
Tel: (0212) 320 36 90 Fax: (0212) 320 36 91 www.metaldunyasi.com.tr sayı: 221 - ekim 2011
ABONE FORMU