Literacy Progress Units: Writing Organisation - Session Plans
Upload
beverly-oconnorCategory
view
215download
1
1
Meeting Agenda 03-25-2015
(1) Overview
(2) Current Progress
(3) Future Plans

2
(1) Overview• Previous Week and Current Week:
– Simultaneous optimization of number of batches and number of machines.(机床数和批次数的同步优化 )
– Scheduling under the condition of appointed delivery time.(指定交货期的调度 )
– Training data for bottleneck machines(瓶颈机床仿真数据 )
• Tasks in Progress:– The definition of production efficiency, human labor hours
and production cost.(定义:生产效率、人力工时和生产成本 )
– Simultaneous optimization of number of batches and number of machines.(机床数和批次数的同步优化 )
– Scheduling under the condition of appointed delivery time. (指定交货期的调度 )

3
(2) Current Progress• Definition of Production Efficiency(生产效率 )
– Production Efficiency can be defined as the difference in the makespan of a purchase order as suggested by the intelligent scheduling algorithm vs. the human schedulers. A shorter makespan indicates a higher production efficiency .(生产效率与完工时间直接相关 )
– The makespan can be indicated by the assembly readiness and the completion % which are the optimization objectives.(完工时间可由成套率和工时达成率进行指示 )
– In order to measure the increase in production efficiency we will simulate the scenarios provided by SEAS using the Intelligent scheduling algorithm and compare KPIs of the two different methods. (在 SEAS提供的历史排程情境中进行仿真,对比、衡量生产效率的提升程度 )

4
(2) Current Progress• Definition of Production Efficiency(生产效率 )
– Assembly readiness(成套率 )• If in each scheduling period the assembly readiness given by the intelligent
scheduling algorithm is higher than that of the human scheduler, it implies that the makespan of the purchase order is shorter thus increasing the production efficiency .
– The completion % (工时达成率 )• The completion % for each month is a ratio of the actual hours worked and the
projected hours. (为实际工时与预计工时的比率 )• If the actual hours worked in each month is higher than the projected hours this
will also minimize the total makespan of a purchase order.• Therefore by maximizing the completion %, we will also increase the production
efficiency .• However, the increase of completion % may relate to working overtime, which
leads to the increase of the production cost.(工时达成率的提升可能与加班时间相关,从而可能导致生产成本的增加 )
– The weight values of assembly readiness and completion % can be set during the optimization in order to place a higher emphasis on one of the KPIs.(使用权值分配 )

5
(2) Current Progress• Definition of Production Efficiency(生产效率 )
– We can also look at the change in combined KPIs between two time periods in order to evaluate the efficiency increase of the intelligent scheduling algorithm.(监测每个月的 KPI,以衡量生产效率的提升情况 )
Com
bine
d K
PIs
Time
Combined KPIs given by the intelligent scheduling
algorithm
Combined KPIs given by the human scheduler
KPIj,b
KPIi,b
KPIj,a
KPIi,a
ti tj Makespanb Makespana

6
(2) Current Progress• Definition of Production Efficiency(生产效率 )
– We can calculate the rate of combined KPIs of the two methods to compare the efficiency rate of the Intelligent scheduling algorithm.(使用以下公式计算KPI的增长率,用于指代生产效率的增长率 )
• Intelligent Scheduling Algorithm (ISA) :
Rate of ISA =
• Human Scheduler (HS)
Rate of HS =
• Production Efficiency Rate%

7
(2) Current Progress• Definition of Human labor hours(人力工时 )
– Human labor hours() can be defined as the total time the schedulers() and the human operators work(). (人力工时为调度员工作时间和车间操作员的工作时间总和 )
– :the time for creating a schedule – : the total time for rescheduling, if necessary– : the working hours for each operator[1/y]– : the number of operators– [y]

8
(2) Current Progress• Definition of Human labor hours(人力工时 )
– We can compare the total time taken for the scheduler to create a schedule and compare it with the time taken by the intelligent scheduling algorithm to create the same schedule.(针对相同的排程情境,计算、对比人类排程员与智能排程系统所花费的时间 )
– The human schedulers approximate the time it will take for steps of a purchase order to be completed in a month. Since these are an approximation, the human operator hours suggested by the scheduler might be higher than actually required.(人类排程员排程时,粗略估计所需人类操作员劳动时间 )
– The intelligent scheduling algorithm can accurately calculate the time taken for each step to complete. (智能系统排程时,精确计算所需人类操作员劳动时间 )

9
(2) Current Progress• Definition of Human labor hours(人力工时 )
– In order to calculate the decrease in human labor hours the scenarios provided by SEAS will be simulated using the Intelligent scheduling algorithm and the time taken to complete the purchase order will determine the human operator work hours required.(在 SEAS提供的历史排程情境中进行仿真,对比、衡量所需人力工时的减少程度 )

10
(2) Current Progress• Definition of Production Cost(生产成本 )
– The production cost() is a combination of total labor() and machine().(生产成本为人力成本与机床成本总和 )
+– cl: the cost of paying the salary for each human labors[1/y]– : the number of human labors– [y]– c0: the cost of buying the new machine
– Rd: the depreciation rate of the machine [1/y]
– cm: the cost of maintaining the machine every time
– Tm: the maintenance time during the time period
– cr: the cost of repairing the machine every time
– Tr: the repairing time during the time period
– If there is a decrease in human labor hours it will lead to a decrease in labor cost.(人力工时的减少会直接导致人力成本的降低 )
– Reducing the makespan is one method of reducing the machine cost.(减少完工时间是降低机床成本的一种方法 )

11
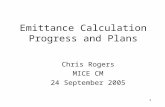
(2) Current Progress• Data for Bottleneck machines training(瓶颈机床仿真数据 )
– The model had 3 inputs and 1 output with 5 different options
– The inputs were:(输入 )• Average Queue Time(机床平均排队时间 ): Low, Medium,
High• Utilization %(机床利用率 ): Low, Medium, High• All machines utilized (similar machines)(是否使用机床组内所有机床 ): True or False
– Output: (输出 )• Work Overtime, Use more machines, Not a bottleneck
machine, Repair, and Buy new machines.
– ID3 and C4.5 algorithm were used for creating the decision tree.

12
(2) Current Progress
Not a bottleneck
Utilized
Utilization rate
Queue time
True
Low
Queue time
Medium
Queue time
High
Utilization rate
Queue time
Low
Queue time
Medium
Queue time
High
False
Low
Repair
Medium or High
Not a bottleneck
Low
Overtime
Medium or High
Overtime
Low or Medium
Buy more machines
High
Not a bottleneck
Low
Use more machines
Medium or High
Use more machines
Use more machines
Low or medium
Buy new machines
High

13
(2) Current Progress

14
(2) Current Progress• Data for Bottleneck machines training(瓶颈机床仿真数据 )
– Further Improvements• Add more inputs(增加输入参数取值 ): Very Low and
Very high • Change the inputs from real values to nominal values
using Fuzzy Logic (if applicable). (加入模糊逻辑算法转换数值输入与描述值输入 )
• Use real values rather than nominal (more intelligence).(直接使用精确数值输入 )
• Try other classification algorithms for decision making.(尝试其他智能分类算法,帮助瓶颈机床决策 )

15
(2) Current Progress• Scheduling Under Appointed Delivery Date(指定交货期的调度 )
– Reverse Scheduling:• The function files of the possible latest date of material
availability calculation and splitting the schedule into separate monthly schedule are completed.(计算原材料最晚达到时间和进行排程方案分割到月的相关功能函数已经完成 )
• After the reverse scheduling, the reversed schedule will be flipped and split into separate monthly, so that the KPI optimization algorithm used for forward schedule can also be used here.(反向排程方案翻转至正向排程方案后 ,分割到月 ,运行 KPI优化 )
• The decision criteria of the worst possible case scenario need further discussion with SEAS.

16
(2) Current Progress• Simultaneous Batch Size and Number of Machine
optimization.(机床数和批次大小的同步优化 )
– In order to keep the optimization time within 20 minutes some additional constraints have been implemented for the number of batches for each work order. (新增批次约束 )
– Ex: if work order 7 is split up into batches of 48/48/48/48/52, then work orders 8, 9, 10 will also be split up into the same batches.
– Historical data is being used for the number of batches.(参考历史分批情况 )
– For the universal version of the code, the algorithm is being changed so that it tries every possible combination for all new work orders.(通用版本中同步修改中 ,尝试所有可能的组合情况 )

17
(2) Current Progress

(3) Future Plans• Tasks for the following weeks
– Simultaneous Optimization of number of batches and number of machines(机床数和批次数的同步优化 )
– Scheduling under the condition of appointed delivery time.(根据指定交货期进行调度计划 )
– Training data for the bottleneck machine. (瓶颈机床仿真数据 )
– The historical data collection, calculation and optimization of the three indexes based on the definitions.(根据三项指标的定义,进行必要数据的收集、计算和优化 )
18