
Efficient Fitting and Rendering of Large Scattered Data Sets Using Subdivision Surfaces

Measurements of Free Form Surfaces and Best-fitting
Measurements of Free Form Surfaces and Best-fitting
Mexican CMM Club MeetingVOLKSWAGEN de México (VWM)
Puebla, Pue., México22 October 2007
Mexican CMM Club MeetingVOLKSWAGEN de México (VWM)
Puebla, Pue., México22 October 2007
Kostadin DoytchinovInstitute for National Measurement Standards National Research Council [email protected]
Kostadin DoytchinovInstitute for National Measurement Standards National Research Council [email protected]
Kotem Technologies Inc.www.kotem.com

Free Form Surface
The skin of a 3D geometric element which do not have rigid radial dimensions, unlike regular surfaces such as planes, cylinders
and conical surfaces.
Examples: turbine blades, gear surfaces, car bodies, aircraft
bodies, etc.
Free Form Area

Free Form Surface
Examples: turbine blades, gear surfaces, car bodies, aircraft bodies, etc.
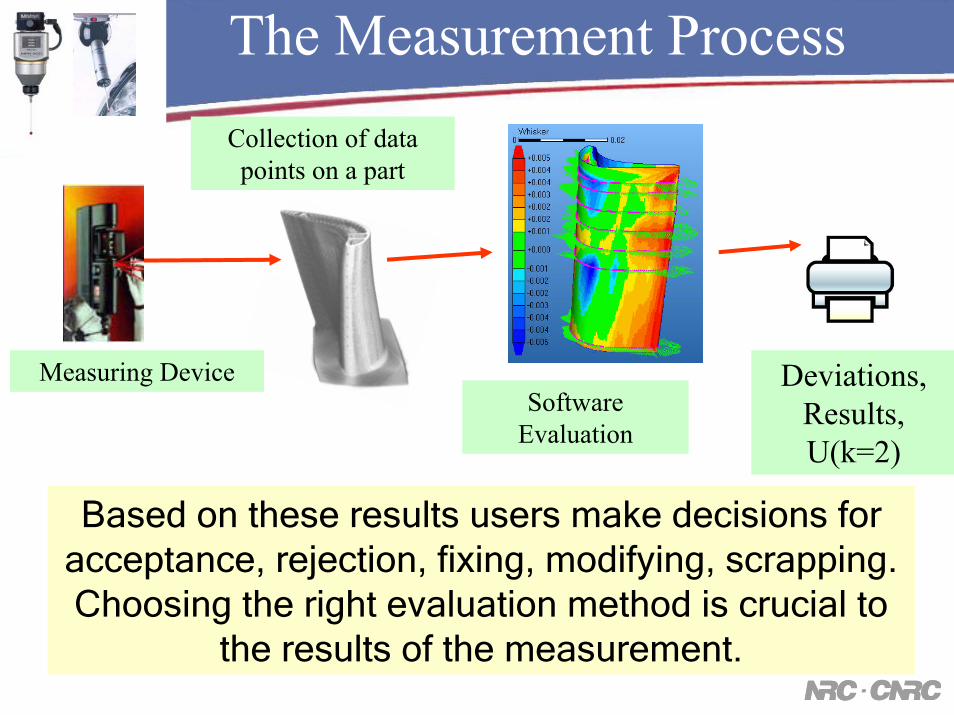
The Measurement ProcessCollection of data points on a part
Software Evaluation
Measuring Device Deviations, Results, U(k=2)
Based on these results users make decisions for acceptance, rejection, fixing, modifying, scrapping. Choosing the right evaluation method is crucial to
the results of the measurement.

The Measuring Instruments

Principles of Sensors of Modern CoordinateMeasuring Systems:
• tactile switching 3D• tactile analog 3D• optical 2D camera• optical video auto
focus• optical triangulation
– laser scanners– photogrametry
• optical point focus
• tactile-optical• optical
interferometric– laser trackers
• optical time of flight• X-ray• GPS, radar, etc.

Cartesian CMMs

Articulating Arm Systems
ROMER
FARO

CMMs (Non-Cartesian) – Laser Trackers
Major suppliers: Leica, Faro, API
Uncertainties of measurement starting at about 10 µm and up. The shape of the uncertainty zone is dominated by the lower uncertainties of the two angles.
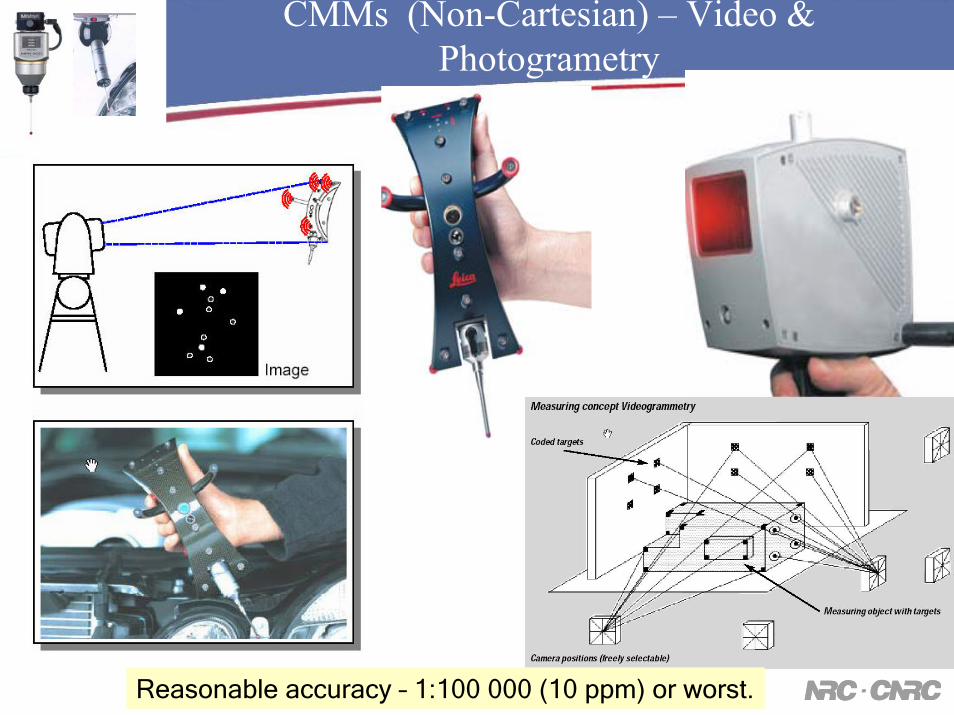
CMMs (Non-Cartesian) – Video & Photogrametry
Reasonable accuracy – 1:100 000 (10 ppm) or worst.

OGP
Mitutoyo
OGP
Traditional Video Measuring Machines

Scanner conceptAdvantages: high data density, high speed - tenths of 1,000s of points/sec
Disadvantages: relatively low accuracy, sensitive to surface finish
Scanner on a CMM
Laser Scanners
Applications: reverse engineering, sheet metal parts, free form surfaces
Metris

Fringe Projection Systems
camerasprojector / scanner
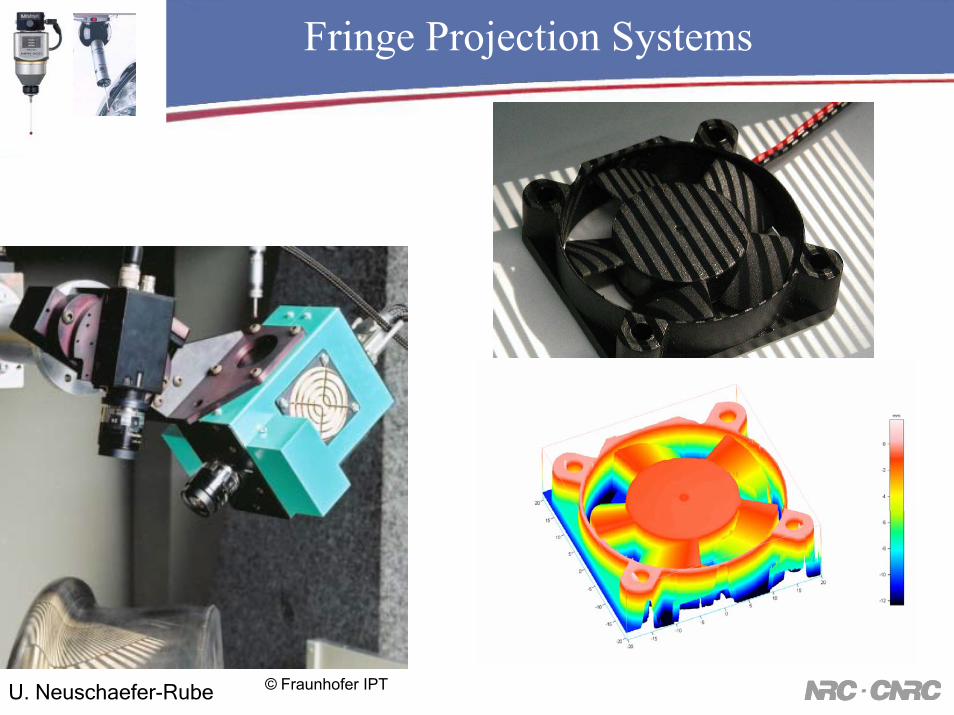
Fringe Projection Systems
© Fraunhofer IPTU. Neuschaefer-Rube

Sheet Metal Examples
Benteler Automotive
Benteler Laser Gauge
The optical methods are replacing traditional CMMs for data collection when tolerances
allow. Uncertainties range typically 30-100 µm with
measurement time down to 1-2 minutes and huge data density –
millions of points.

Systems with a Tip (Stylus)
Physical Tip with a known radius

Surface Measurements – Data Collection
– Free form surfaces require much higher point density for proper surface evaluation
– Parts with free form surfaces tend to have larger tolerances attached
– The above facts favor the optical methods• High data density• Uncertainties still kept in workable proportion
to the tolerance zones – 1:10, 1:5

Surface Measurements – Data Collection
– The data high density – millions of points is not always an advantage
• The number of point overwhelms the computer capabilities and slows down the evaluation process.
• Data very often needs filtering to improve accuracy and reduce data noise.
– The evaluation process requires different software capabilities

The Goal of the Measurement Determines the Evaluation Process
Tolerance Compliance
Manufacturing Process Analysis
SPC (Statistical Process Control)
Data Evaluation Process
Data Collection (Measurement)
Need for task specific evaluation: the analysis may lead to very different results using the
same raw data!

Surface Measurements
• Measurements of an unknown geometry –nominal information– Reverse engineering
• Measurements of a known geometry – we have a drawing or a CAD model– Control for compliance– Troubleshooting
If the real geometry deviates significantly from the theoretical one, at one point, depending on the accuracy required it
should be treated as “unknown”.

Tip Radius Compensation on a Free Form Surface
The effective tip radius should be corrected from the tip center, to the surface in the direction of the estimated normal vector at the point of contact. Poor estimation of the normal vector leads to cosine errors.

Tip radius correction - cosine error
Error R a= × −( cos( ))1
The cosine error is proportional to thetip radius and to the cosine of the angle between the real and estimated spatial normal vectors

Tip Radius Correction - Cosine Error
Normal vector error in degrees
2.5 5 10 301 1.0 4 15 134
1.5 1.4 6 23 201
2 1.9 8 30 268
9.75 9.3 37 148 1306
Tip
radi
us R
(mm
)
Cosine error (µm)Laser tracker typical tip
radius

Tip Radius Correction for Geometrical Features
For machined parts with regular surfaces the cosine errors are
usually negligible
Attention has to be paid when measuring parts with large curvatures and castings

Surface Measurements – Known Geometry – Tip Radius Compensation
• CAD model available – tip radius is compensated perpendicular to the surface
– Results depend on the part alignment (best-fit).
Center of tip points Tip Radius compensated points

Measurements of a known geometry
Example: 10.256, 36.975, -15.218, 0.45678, 0.56124, 0.69019
Data from given as: X, Y, Z, i, j, k
X
Y
The data should be given in a well defined coordinate system (set-up) – otherwise not reliable. Typically, it requires datum target definition. The CMM is then programmed to measure the points in a direction opposite to the normal vector (pointing out of the material).
( )i j k2 2 2 1+ + =
ConditionDiscrete point information

Vectoring Accuracy
∆ = − + − + −( ) ( ) ( )NX X NY Y NZ Z2 2 2True position(reported from the CMM)
NX, NY, NZ
X, Y, Z
The “true position” contains theCMM “vectoring” errors (the inabilityof the CMM to drive the probe indefined direction). This can be a majorproblem since many of the CMMs donot have a good “ vectoring” accuracy.
Actual CMM trajectory
Vectoring accuracy
Approach vector
The component of the “true position”which is caused by the “vectoring errors’can be significant if higher accuracy isrequired. If the tip radius is compensated after best-fitting, these errors can be greatly reduced.

Vectoring Accuracy
0, 0, 0
Simple experiment for vectoring error estimation. Can be repeated in several orientations
Our SIP 560M CMM had vectoring errors up to 40 µm
Our Legex CMM has vectoring errors below to 0.2 µm

Surface Measurements – Known Geometry – Tip Radius Compensation
• CAD model available – tip radius is compensated perpendicular to the surface
– Results depend on the part alignment (best-fit).
Center of tip points Tip Radius compensated points

Tip Radius Compensation
X= 198.355
Y= -18.168
Z= 236.677
Tip center coordinates
Uncertainty zone
Plus the knowledge that this point is one tip radius away from the real surface if a tip
radius is present
Compensating the tip radius during the best-fitting is the right approach, but in certain conditions this may not be accurate enough.
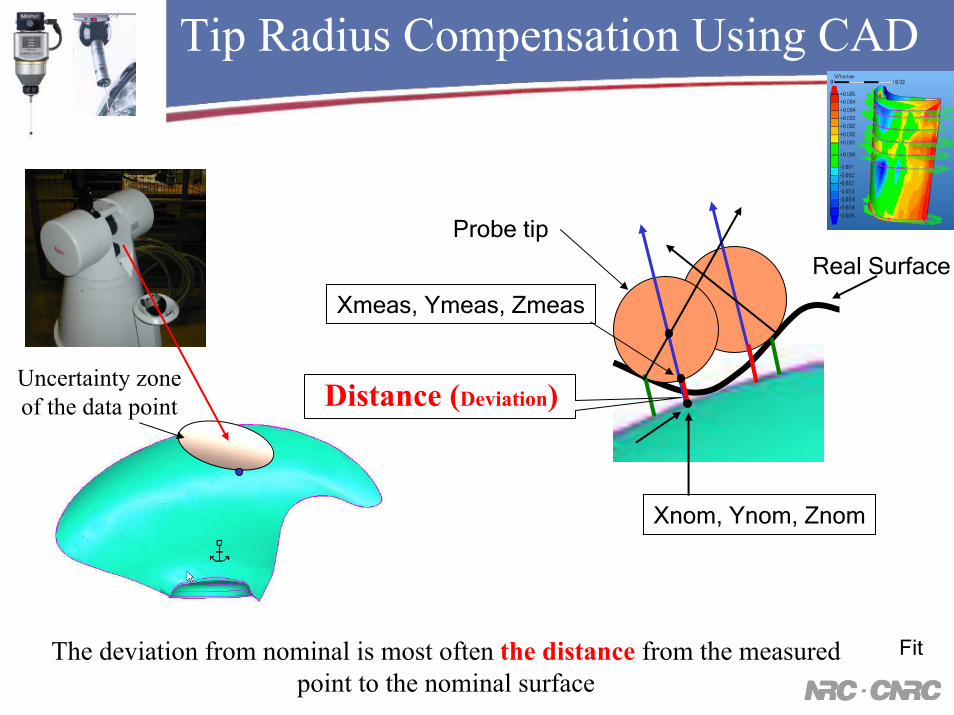
Tip Radius Compensation Using CAD
Distance (Deviation)Uncertainty zone of the data point
Xmeas, Ymeas, Zmeas
Real Surface
Probe tip
Xnom, Ynom, Znom
The deviation from nominal is most often the distance from the measured point to the nominal surface
Fit

Uncertainty due to Tip Radius Compensation
In this case the rotation was 0.2 degrees which will move a point 1.5 metres from origin by 5 mm
from the original position.
Courtesy of Kotem
5 mm on an area with high curvature may mean a very
different normal vector applied to the same point!
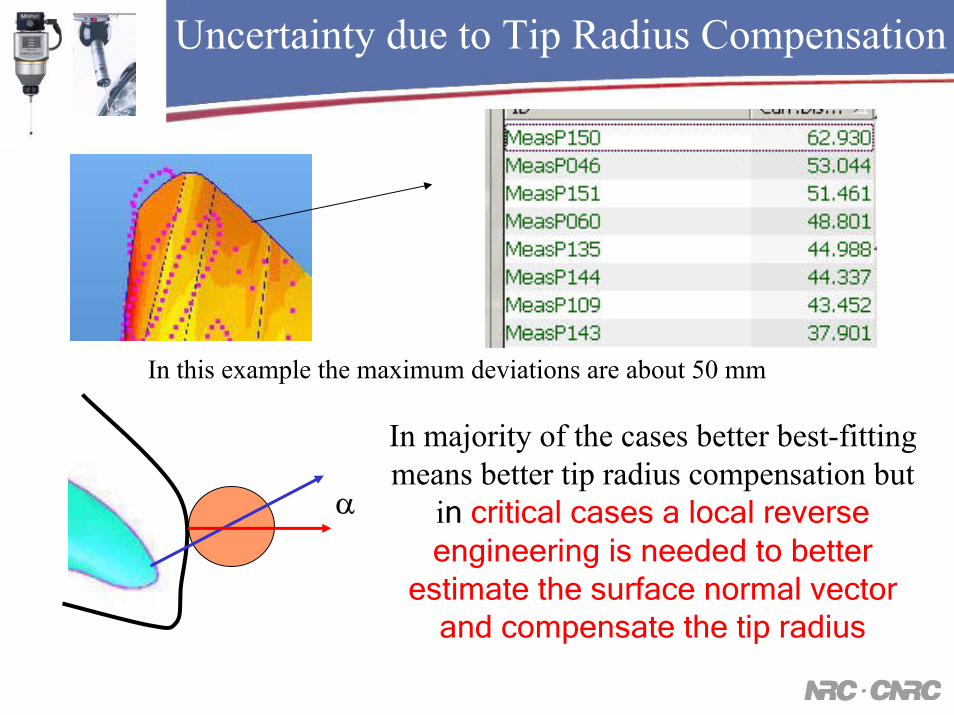
Uncertainty due to Tip Radius Compensation
In this example the maximum deviations are about 50 mm
α
In majority of the cases better best-fitting means better tip radius compensation but
in critical cases a local reverse engineering is needed to better
estimate the surface normal vector and compensate the tip radius

The Nominal Data

CAD Geometry Problems
Reversed surface normal vectors
Seeing surfaces with bright and dark colors when opening a file should be investigated
Reported deviations will be with opposite sign and the results wrong

Inaccurate CAD Geometry
Check the CAD geometry before best-fittingLow Accuracy Model
This nominal cylinder has a form error of 0.012 mm built in!
Fitting measured points to this surface will be affected

CAD to CMM Data FlowGeometry Description – Model Accuracy
The center position of this “nominal cylinder” is
questionable!

CAD to CMM Data FlowExamples of Problems
Propeller CAD model
This model visibly looks fine. Only after thorough examination one can discover problems which could cause uncertainty
On one of the blades, some small surfaces have a normal vectors pointing inside the material! During measurements this may cause some deviation to change sign.,
With a very high magnification it is visible that part of the surface is missing and we can see through the gap inside the blade!

CAD to CMM Data Flow
IGES
STEPCAD systemnative format
PlanesCylindersCircles, X.Y.Z,i,j,k……….
CMM software
Programexecution
CMM
During the conversion from native CAD format to IGES, VDA or STEP, some of the geometrical data may be modified or lost! The result is that the CMM is working with a model different from the original! The model may end up incomplete and with many faults in it.
?
The CAD systems very rarely use generic equations when describing simple elements as cylinder, cone, circle. They may all be described with NURBS (splines)! At the same time the user expects, for example, a radius and a hole center location. This forces the CMM software to “calculate” the nominal dimensions of elements from spline surfaces. This a source of additional uncertainty.
NURBS,Elements,………?
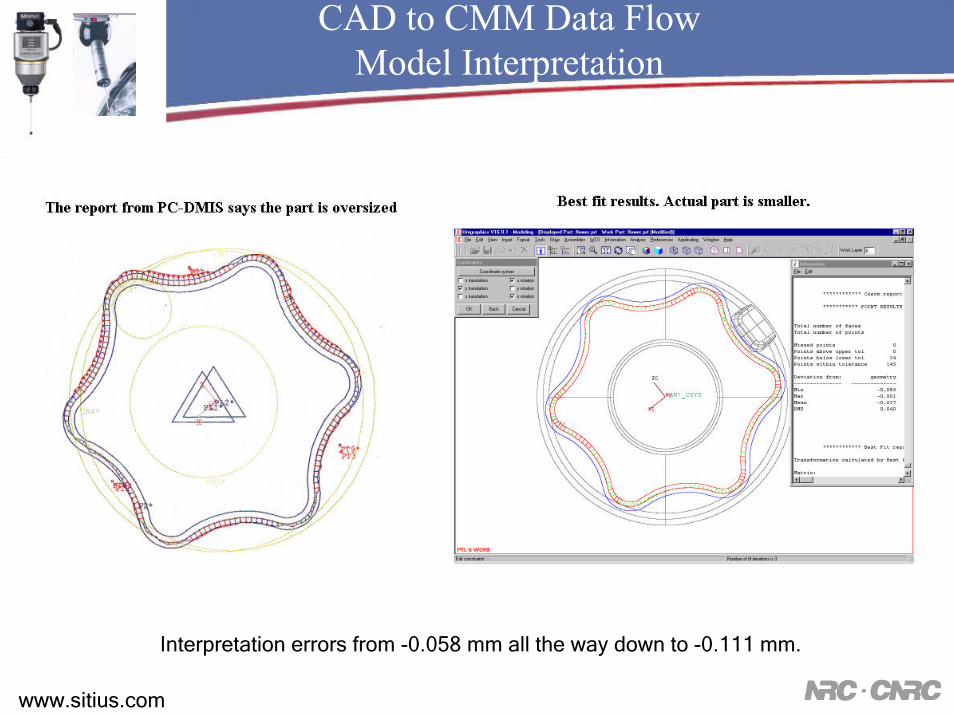
CAD to CMM Data FlowModel Interpretation
Interpretation errors from -0.058 mm all the way down to -0.111 mm.
www.sitius.com
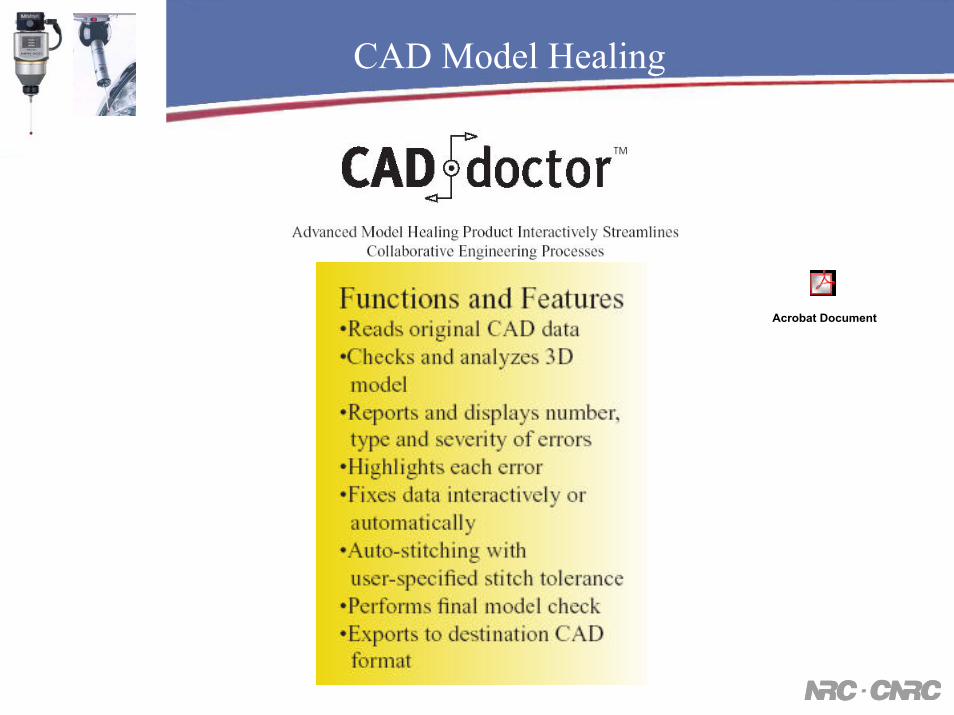
CAD Model Healing
Acrobat Document

CAD to CMM Data FlowExamples of Problems
To address the issue, numerous CAD model “healing packages exist”. It is important to note that some problems are reparable just fine, while others require modifications of the model. The client has no idea how the “healing” is done. The only thing he notices is that the file does not crash anymore… These modifications are a source of uncertainty.
Practical way of assessing the accuracy of the data transfer
IGESSTEP
CAD systemnative format
The CMM software generates points with X,Y,Z,i,j,k on the critical surfaces of the model or on the whole model
CMM software
0. ≈MaxDistGoal:The so created points are imported back into the original CAD system and a calculation is performed for the distance between the points and the original model. If the transfer is good, the distances should be negligible.

What is Best-fitting ?
Best-fitting is the process of finding the best mutual relationship between Measured data and Nominal data when the part is not fully constrained while
trying to satisfy a specific goal.
X
Y
X
Y

Sheet Metal
Datum Points

Best-fitting
After Best-fitBefore Best-fit

Constrained Features – Soft GaugesSoftware gauge
Hard gaugeDrawingConstrained cylinders
Complete assessmentNon-constrained cylinders
Complete assessment
Weckerman, Heinrichowski and Mordhorst,

Best-fitting of Shapes and Patterns
• We best-fit for the purpose of:– Comparison
• Measured data to nominal (Example: to satisfy tolerances)• One part to another part
– Assembly• To show that parts fit well in an assembly• To analyze an assembly
Best-fitting can help with misalignment, assembly and location problems
Best-fitting CANNOT change sizes!

Measuring Device - Software Integration
X, Y, Z measured coordinates plus tip radius when applicable
Best-fit and Analysis Software
CAD Model – IGES, VDA,DXF, STL

The Best-fitting Environment
Nominals/CAD
Measured Data
Math Criteria
Weights/Exclude
Tolerances
Releases
FiltersCalculations
Groups
Statistics
Result 2Result 1 Result N
Best-fitting Process

Transferring the Result
Locator # RemarksLOC1
LOCATOR AN 1 /LOCA# 1Z = 0.000 Z = -0.223
LOC2 LOCATOR AN 2 /LOCA# 20 000 0 9Z = 0.000 Z = -0.043
LOC4 LOCATOR AM 1 /LOCA# 4Y = -0.200 Y = -0.435
LOC5 LOCATOR AM 2 /LOCA# 5Y = 24.880 Y = 24.669
LOC6 LOCATOR C /LOCA# 6X = -0.367 X = -0.559
LocatorsCurrent coordinatesOriginal coordinates
ORRPS – Reference Point System

Best-fitting Principles
Point-to-point Points-to-surface
The measured points are not associated to a particular point. During the procedure with every iteration a new “iterative closest point” is calculated.
There is an association of measured point to a nominal point
MEAS (X,Y,Z) NOM (X,Y,Z)
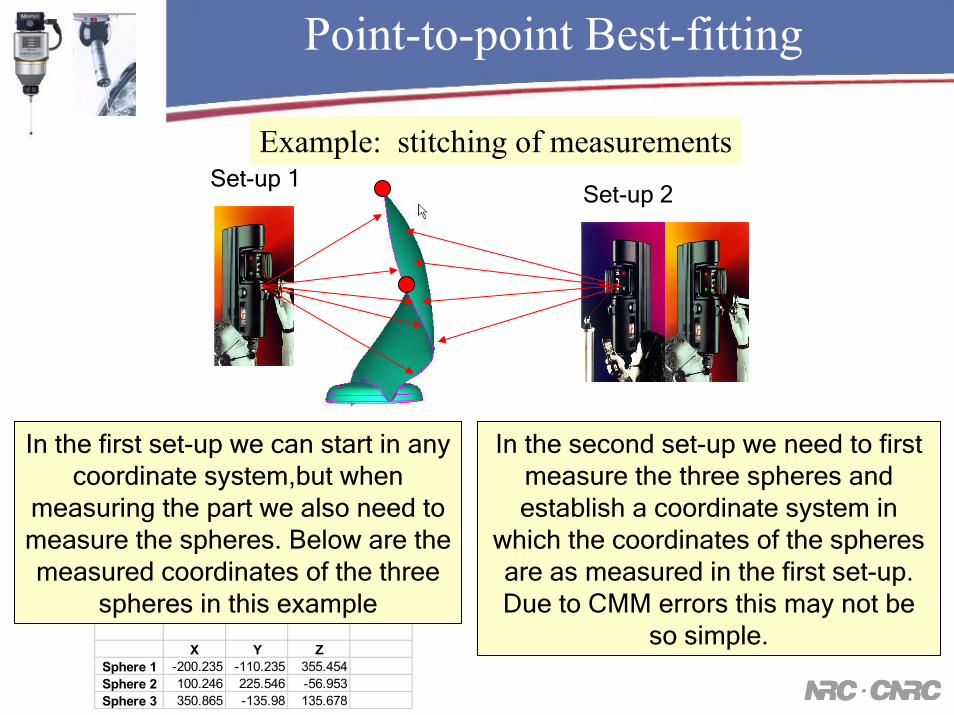
Point-to-point Best-fitting
3D Case – Using Spheres
Set-up 1Set-up 2
Example: stitching of measurements
X Y ZSphere 1 -200.235 -110.235 355.454Sphere 2 100.246 225.546 -56.953Sphere 3 350.865 -135.98 135.678
In the first set-up we can start in any coordinate system,but when
measuring the part we also need to measure the spheres. Below are the measured coordinates of the three
spheres in this example
In the second set-up we need to first measure the three spheres and establish a coordinate system in
which the coordinates of the spheres are as measured in the first set-up. Due to CMM errors this may not be
so simple.
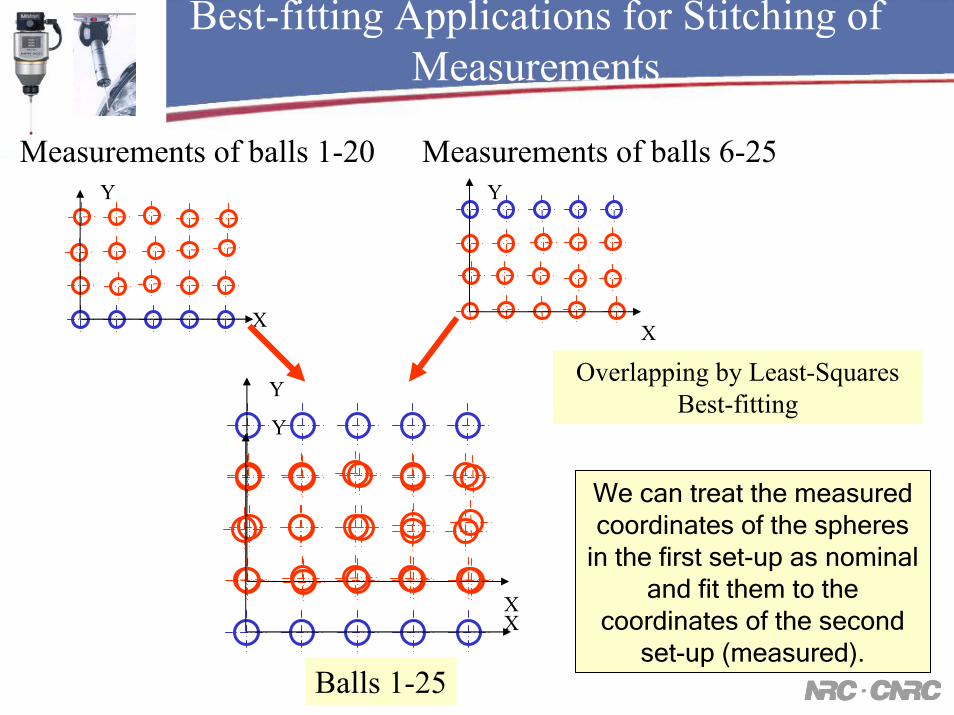
Best-fitting Applications for Stitching of Measurements
Measurements of balls 1-20 Measurements of balls 6-25
X
Y
X
Y
X
Y
X
Y
Overlapping by Least-SquaresBest-fitting
We can treat the measured coordinates of the spheres
in the first set-up as nominal and fit them to the
coordinates of the second set-up (measured).
Balls 1-25
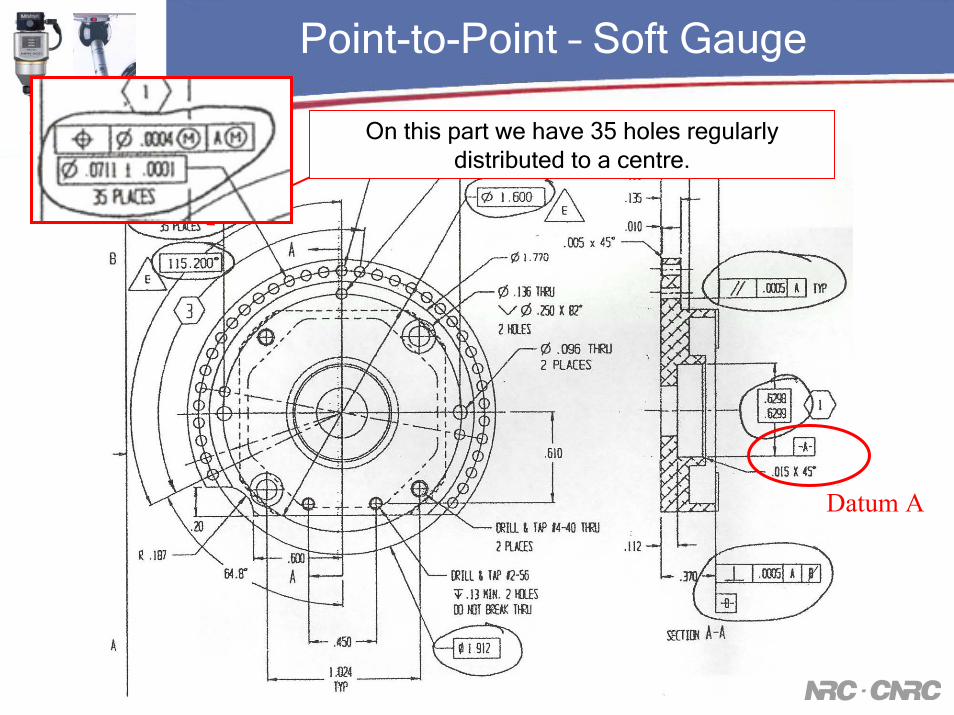
Point-to-Point – Soft Gauge
On this part we have 35 holes regularly distributed to a centre.
Datum A

Point-to-point Best-fitting
Example: Measured hole center locations are fitted to the nominal center locations described by the drawing (CAD)

Point-to-surfaces Best-fitting
Example: Measured individual points are fitted to the nominal surfaceCAD geometry without a circle calculation - typical profile tolerancing

Conditions for Best-fitting
– No Datum Reference Frame at all.– Datum Reference Frame does not fully
constrain a coordinate system. – Mobility of datums specified at MMR or
LMR - boundary constrained best-fit.– Datum Reference Frame uses multiple
features for single datums– “What if” analysis.

Conditions for Best-fitting
No Datum Reference Frame at all
0.2

Conditions for Best-fitting
Datums do not fully constrain a coordinate system.
Floating profile – no real datum in the plane
Means this
If evaluated without “best-fitting” the bias in the results by half of the tolerance zone is almost guaranteed!

Conditions for Best-fitting
Datums do not fully constrain the coordinate system.
Datums K and M together can constrain 5 degrees of freedom. The rotation about the Z axis is unconstrained.
Z

Conditions for Best-fitting
Example: Composite Positional Tolerancing
Feature-Relating Tolerance Zone Framework (FRTZF)
Tolerance Zones
Pattern-Locating Tolerance Zone Framework (PLTZF)
One Symbol for Position
Reproduced from ASME Y14.5M-1994
8.0φ 25.0φ

Best-Fitting Tools Influencing the Results
• Mathematical Criterion• Weight factor conditions• Tolerancing conditions
– Mix of toleranced and non-toleranced features.• Degrees of freedom and Constraints
– Constraint of rotations (about X,Y,Z)– Constraint of translations (X,Y,Z)– Constraint about a specific point in space
• Starting point for the optimization– Ability to avoid local minimums
• Possibility to make repeated optimization runs• Additional Tools
– Filters– Assembly simulations

The Mathematical Criteria

Mathematical Criteria
The best-fitting criterion is the mathematical approximation of the practical goal we are trying to achieve
• Examples of possible goals:– Determine the best fit from averaging point of view– Verify if a part satisfies a tolerance
• Satisfy a tolerance zone and at the same time other requirements
– Verify that parts can fit into an assembly– Determine if a part can be machined from a casting– Influence results to save time/money/other goals

Mathematical Criteria
The best-fitting criterion is the mathematical approximation of the practical goal we are trying to achieve
• Examples of criteria:– Least Squares– Sum of the absolute values of deviations– Min-Max– Uniform deviations– Tolerance envelope– Tolerance envelope Min-Max– Etc.

Mathematical Criteria)( 2∑∆= iMinFi∆
• The most commonly used criterion• Very stable• Best averaging effect• Not sensitive to the sign of the deviations
– Should not be used where sign is important• The result is not influenced by the prescribed tolerance
– NOT to be used when tolerances present unless no other possibilities!
Least Squares Criterion (LS)
Nominal Surface

Mathematical Criteria
Out∆
The Tolerance Envelope Criterion
• The goal of this criterion is to bring the measured points in tolerance
• Does not optimize the in-tolerance distribution– Only works with the points out of tolerance– Separate criterion needed to improve inside the tol.zone
• Affected by outliers
)( 2∑∆= OutMinF

The Min-Max Criterion
• The goal of this criterion is to reduce the maximum deviation to the minimum possible
• Directly minimizes the maximum profile deviation• Almost equivalent to the Tolerance Envelope with uniform
tolerance zone• Affected by outliers
MINMAX =∆
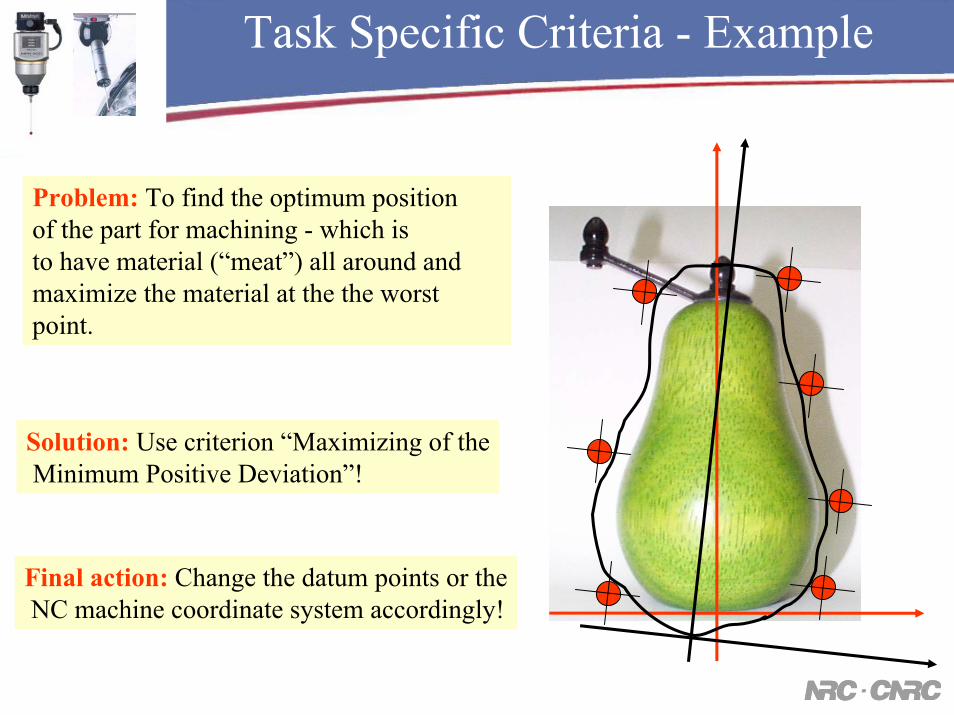
Task Specific Criteria - Example
Problem: To find the optimum positionof the part for machining - which isto have material (“meat”) all around andmaximize the material at the the worst point.
Solution: Use criterion “Maximizing of theMinimum Positive Deviation”!
Final action: Change the datum points or theNC machine coordinate system accordingly!
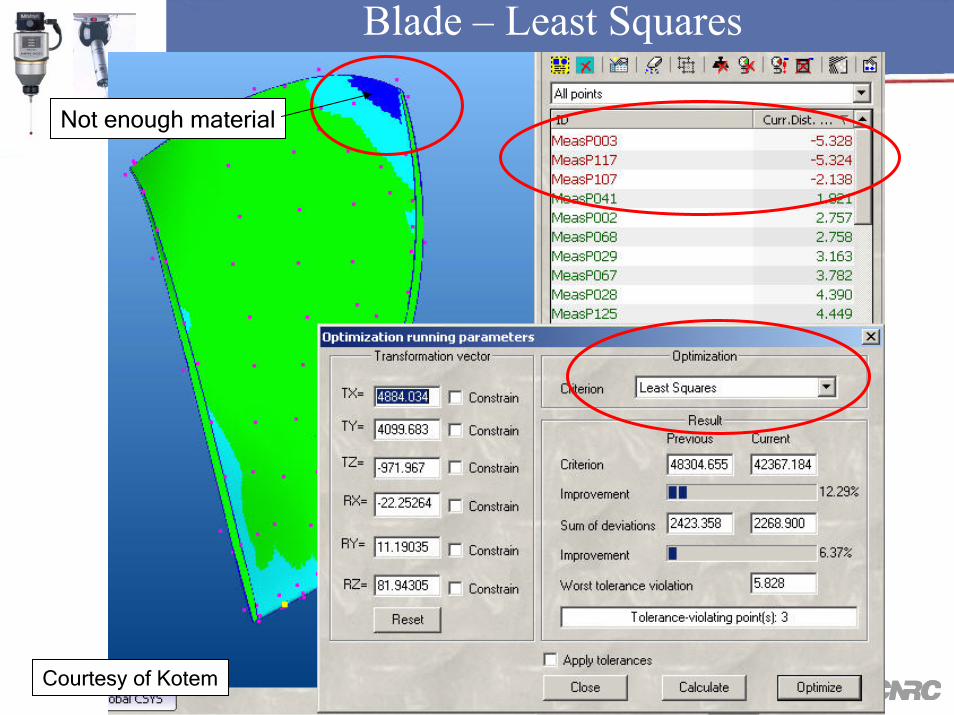
Blade – Least Squares
Not enough material
Courtesy of Kotem
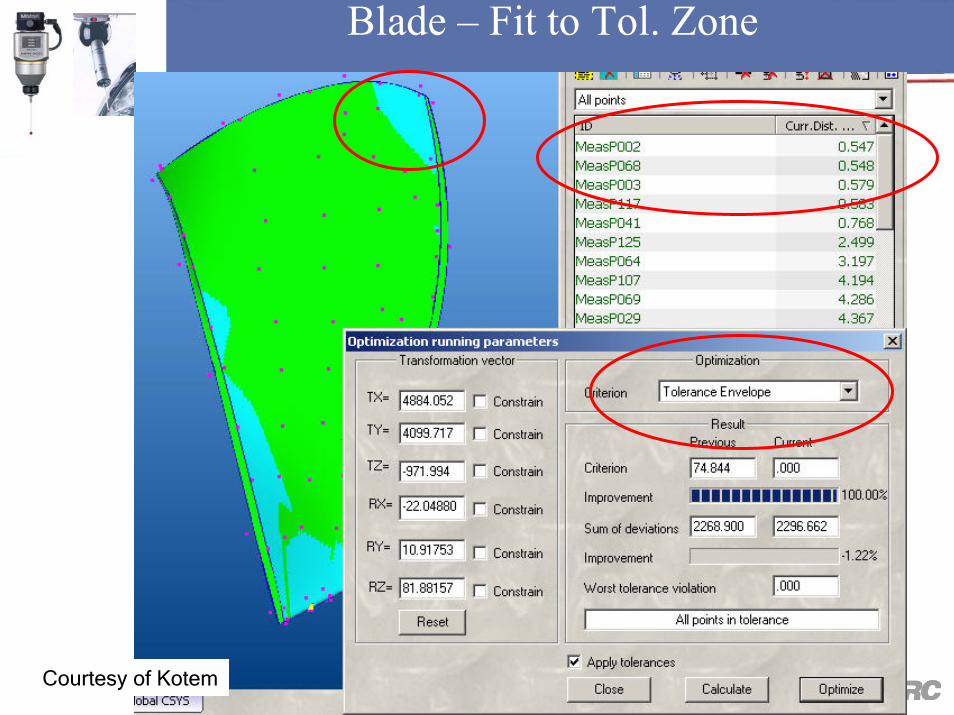
Blade – Fit to Tol. Zone
Courtesy of Kotem

Courtesy of Kotem
Blade – Special Criterion
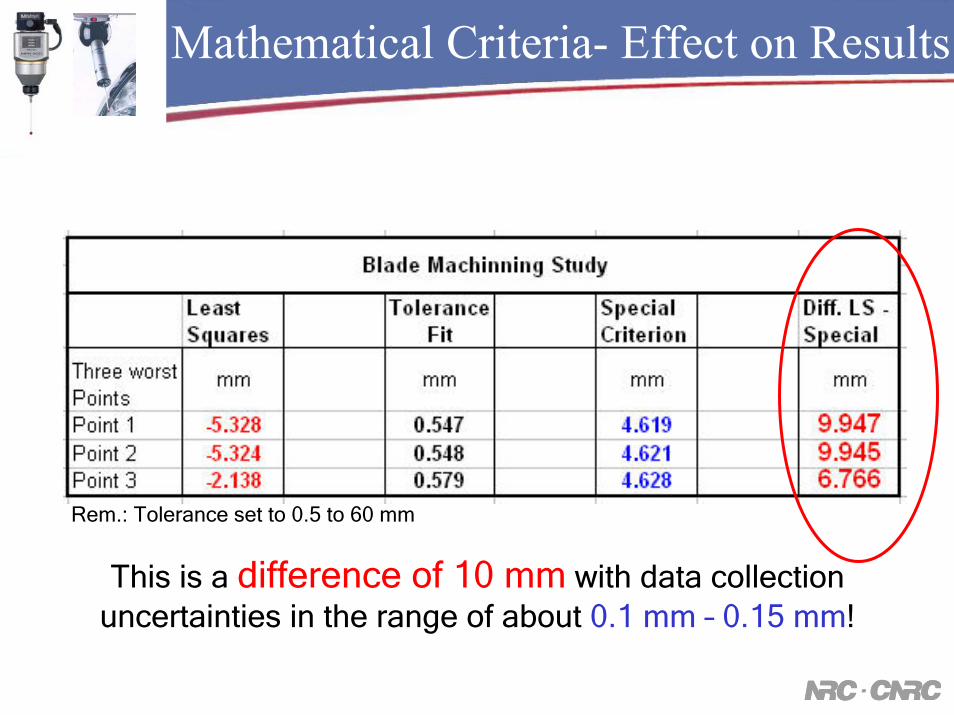
Mathematical Criteria- Effect on Results
This is a difference of 10 mm with data collection uncertainties in the range of about 0.1 mm – 0.15 mm!
Rem.: Tolerance set to 0.5 to 60 mm

Mathematical Criteria
There isn’t a always a “perfect criterion”and starting conditions which does the job.
The time and money requirements define the “right” criterion and starting conditions!
The best-fitting gives a choice to the engineer to save money and time!
It teaches an attitude towards the process –always try to extract the best!

Tools - Using Weight Factors
Original Result
Weighted Result with w=10
Using weight factors is a very important tool helping to find the right compromise and save money and time

Tools - Using Weight Factors
• We can move errors to areas of the part where we can re-work them easily
• Avoid or reduce welding required to re-work tooling
• The goal is not to bring a feature to a zero deviation! It is to move it to where the overall solution is more acceptable.
Using weight factors is a very important tool helping to find the right compromise and save money and time

Tools - Using Weight Factors
Original Result
Weighted Result with w = 0
Using weight factor = 0 is a very important tool in eliminating outliers and determining their correct
positions after optimization

Tools - Using Weight Factors
Example: P1 and P2 are both of tolerance after best-fit. This would mean both need to be fixed
Tolerance
P1 P2
Dev Dev
After excluding P2 there is only one point to be fixed
P1 P2 (W-0)
Dev

Point-to-Point – Tolerance Envelope
Mobility Zone of Datum A
Although this is 3D case, taking into account the specifics it is better to approach it as a 2D case
Due to MMC the tolerance zone of the hole centers can be different depending on the size

Datum Targets
Datum Target Point
Datum Target Area
• This is the typical 3-2-1 concept
• Three points for a plane
• Two points for line
• One point
Used on rough surfaces with large form errors such as
castings, forgings, sheet metal
Specific points, lines or areas of contact on a part that are used to
establish a DRF

Optimizing the Datum Targets
Cast part Part Inspection MachiningProblem: Shrinkage and distortion
Very Important:The set-ups for machining and inspection must be identical! Typically, they
are based on special “datum points”, some people call them “locators”. They play an extremely important role to ensure successful machining – if you
could image, they “support the CAD model” as we try to superimpose it on the part to check for conformance (trying to prove that the CAD model is
fully contained inside the casting).

Analysis of the Results Before/After Best-fit
After – with Optimized Datum TargetsBefore – with Original Datum Targets
Offsets removed by optimization 0
is what we like
and it is possible!
This
0 X YOffsets caused by the Datum Targets

Analysis of the Results Before/After Best-fit
Before – with Original Datum Targets After – with Optimized Datum Targets
In this case after optimization we have the sum of the deviations reduced by more than 40% and the results provide an important clue on what action needs
to be taken.

Transferring the Result
Locator # RemarksLOC1
LOCATOR AN 1 /LOCA# 1Z = 0.000 Z = -0.223
LOC2 LOCATOR AN 2 /LOCA# 29Z = 0.000 Z = -0.043
LOC4 LOCATOR AM 1 /LOCA# 4Y = -0.200 Y = -0.435
LOC5 LOCATOR AM 2 /LOCA# 5Y = 24.880 Y = 24.669
LOC6 LOCATOR C /LOCA# 6X = -0.367 X = -0.559
LocatorsCurrent coordinatesOriginal coordinates
File: ryobi.dat

Optimization Strategy
• If points far from model use rough alignment to save time (possibly manual fit)
• In most of the cases it is better to start with LS criterion to do the rough fit and then switch to the specific criterion needed such as Tolerance Envelope
• Always perform more than one run until no more improvement visible.

Optimization Strategy
• If trying to fit the part into a tolerance zone and there is no solution then you need to make a decision on how to continue– May be switch to Least Squares or Min-Max?– Decide on what is to be fixed, exclude it and try again– The decision should be based on your goal and the tools
available.

CAD to CMM Data Flow- Examples of Problems: Points-to-Surface Association
Some measuring instruments like CMMs may be able to associate the measured points with a particular surface, but others like laser scanners normally do not. The association is then performed based on a chosen algorithm – to the nearest surface for example. Near edges, or where surfaces are close to each other, the points may get associated to the wrong surface. If the surfaces have different tolerance zones this may become a problem because a deviation will be assigned to the wrong surface and a out-of-tolerance point may become in-tolerance and vice-versa.

Problems due to a Lack of Constraints
The shape of the part does not constrain well the movement of the solution along the blade. This may lead to incorrect results if there is a “size”
problem with the blade.
This can be avoided if another suitable feature is measured together with the blade. In some case creating (attaching) temporary feature may be a
good option.

Assemblies

Identifying Sub-Assembly Problems
Part forming cavities
Identifying Sub-assembly Problems
It is very easy to get a mismatch, or bad assembly of the individual die members (cover, ejector, slides). The result of such mismatch is that some areas of the casting will be shifted and rotated in respect to the rest of the part. It is very difficult to see these problems, particularly if the locators are based on different die members.
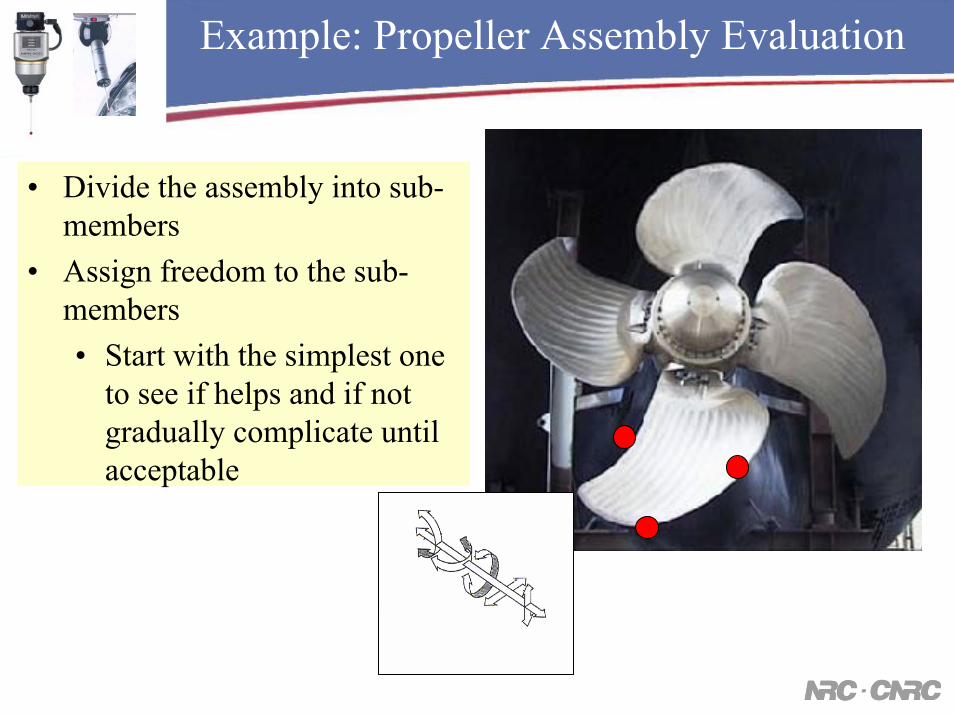
Example: Propeller Assembly Evaluation
• Divide the assembly into sub-members
• Assign freedom to the sub-members• Start with the simplest one
to see if helps and if not gradually complicate until acceptable

Same Data, Different Goal - Different Result
Result 1
Result 2
Result 3
The right software tools are not readily available
Courtesy of Kotem

Best-fitting helps to identify sub-assembly problems
Problem: To find if a sub-assembly member is out of tolerance or only its position in the assembly is not correct

Special Cases

Mathematical Criteria -Combined Requirements
A
B
Airbus A380
Courtesy of Airbus
Best-fit must satisfy the tolerance graph for parameters A B

Mathematical Criteria -Combined Requirements
A
B
Example: Simultaneous requirements for an UNIFORM GAP while keeping parameter Aan B to remain within the tolerance area as
safely as possible

Mathematical Criteria -Combined Requirements
There are cases when some areas (points) may need to be kept in tolerance and at the same time bring others as closer as possible to nominal
Courtesy of Airbus

Comparison of STL Files
Example: a human joint bone is scanned and reverse engineered. The model needs to be compared to the original. There is no CAD model – only STL data.
• Often the result of reverse engineering effort• The same part scanned with different density will
produce different STL file• These are triangulated surfaces and accuracy
depends on the size of the triangles.

Best-fit in CMM software
Mitutoyo Cosmos

Uncertainty Sources for the Best-fitting Process
• Mathematical criterion not reflecting the goal• Local minimum
– Starting position, number of runs– Optimization parameters
• Tolerancing conditions• Weigh factor condition
– Point distribution• Introduced by a data reduction algorithm
• Wrong association of points• Not using the freedom available or using wrong degrees of freedom
– Degrees of freedom on the dub-assemblies– Not be able to use the right constraint
• Outliers• Not excluding points to be fixed• Last but to the least – the human factor (bad judgment , lack of
understanding, etc.)

Best-fitting – The Philosophy
When optimizing a part there are many possible solutions. It is not easy to choose which one is the best. Although we are looking into geometrical dimensions the reality is that our final goal is always an economical one – time, money. Questions like – “How easy is to fix this feature? How expensive, How much time it is going to take?” are most important. A good best-fitting software would have large number of special software tools which will allow you to express what you want. You can control all the degrees of freedom of the part, use weight factors, exclude outliers, use different mathematical criteria, group points or features and allow them degrees of freedom, build non-uniform complex tolerance zones to make a soft-gauge, etc. It takes seconds to perform a “What-if” analysis.

Case Study – DRF Non-fully Constrained
Z
Datums K and M together can constrain 5 degrees of freedom. The rotation about the Z axis is unconstrained.

Case Study – DRF Non-fully Constrained
Circle used for alignment
- Measurement Result
- Tolerance Zone for location
Point out-of-tolerance
In this case, we have a hole #4 out of tolerance, while hole #1, the one we used for alignment has its
tolerance zone unused!
1
2
3
4
Rotation available
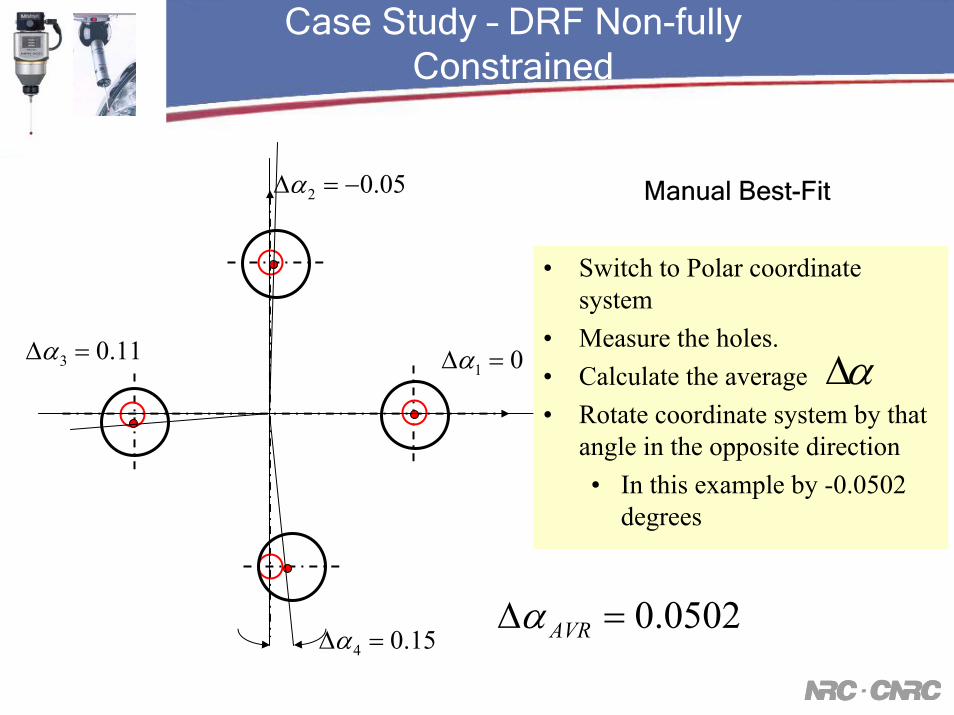
Case Study – DRF Non-fully Constrained
15.04 =∆α
05.02 −=∆α
11.03 =∆α 01 =∆α
• Switch to Polar coordinate system
• Measure the holes.• Calculate the average • Rotate coordinate system by that
angle in the opposite direction• In this example by -0.0502
degrees
α∆
Manual Best-Fit
0502.0=∆ AVRα

Case Study – DRF Non-fully Constrained

Case Study – DRF Non-fully Constrained

Case Study – DRF Non-fully Constrained
15.04 =∆α
05.02 −=∆α
11.03 =∆α 01 =∆α
• Switch to Polar coordinate system• Measure the holes.• Calculate the average • Rotate coordinate system by that
angle in the opposite direction• After rotation recalculate hole
centres in Cartesian coordinate system
• Calculate average dX, dY of the hole centres
• Translate by dX, dY average deviation but in opposite direction
• Origin must stay within mobility boundary!
Manual Best-Fit and use of the datum mobility
0502.0=∆ AVRα
α∆

Measurements of a known geometry using material condition approach
There is very significant trend in North America towards using profile tolerance whenever possible.
In fact most of the current tolerances can be substituted with a simple profile tolerance

The concept of MMC, RSF and LMC

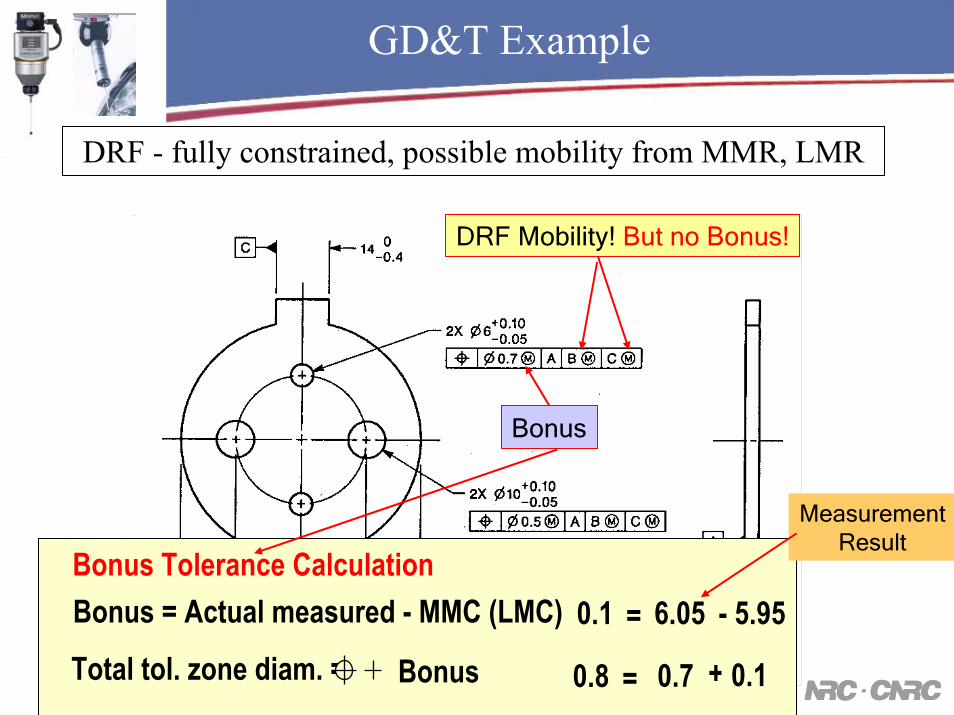
GD&T Example
DRF - fully constrained, possible mobility from MMR, LMR
Reproduced from ASME Y14.5M-1994

GD&T – MMC, LMC, RFS
MMC – Maximum Material Condition (Requirement)
LMC – Minimum Material Condition (Requirement)
RFS – Regardless of Feature Size
Try to remember:
• MMC - “Minimum GAP” preservation• Mating parts, assemblies
• LMC – “Minimum Material” preservation• Castings, parts to be machined
• RFS – “Doesn’t matter”
GD&T Example
DRF - fully constrained, possible mobility from MMR, LMR
Bonus
DRF Mobility! But no Bonus!
Bonus = Actual measured - MMC (LMC) sizeBonus Tolerance Calculation
Total tol. zone diam. = Bonus=0.1 6.05 -- 5.95
=0.8 0.7 + 0.1
Measurement Result

DRF Mobility Requires Best-fitting
DRF - fully constrained, possible mobility from MMR, LMR14.0 (MMC)
64.0 (MMC)
Without MMR modifier on the datum this part would be rejected!
14.0 (MMC)
64.0 (MMC)
Mobility!
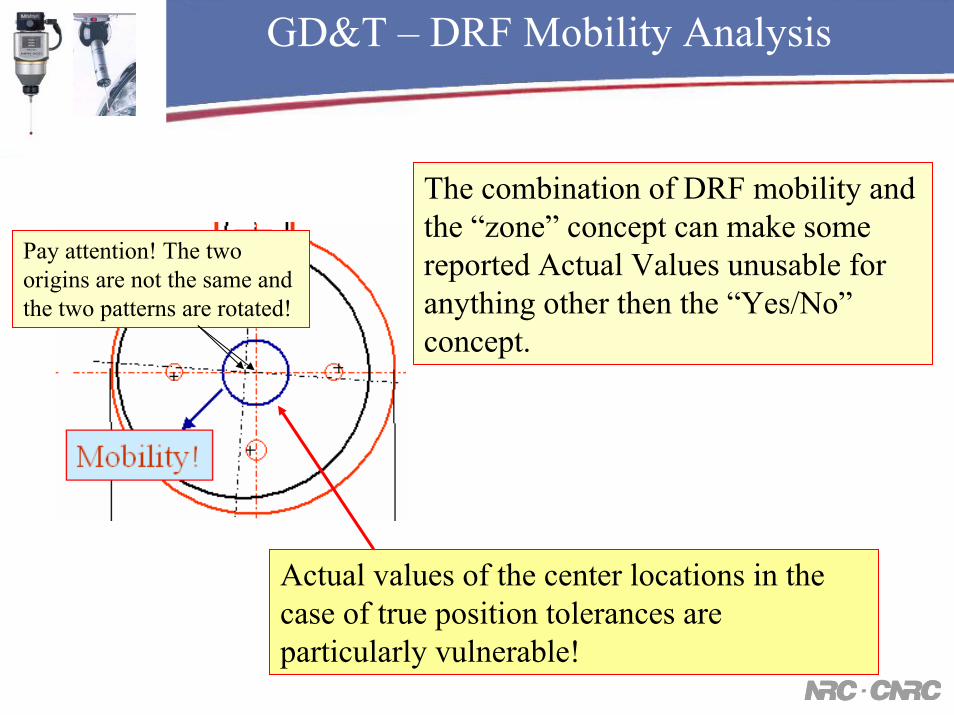
GD&T – DRF Mobility Analysis
The combination of DRF mobility and the “zone” concept can make some reported Actual Values unusable for anything other then the “Yes/No”concept.
Pay attention! The two origins are not the same and the two patterns are rotated!
Actual values of the center locations in the case of true position tolerances are particularly vulnerable!
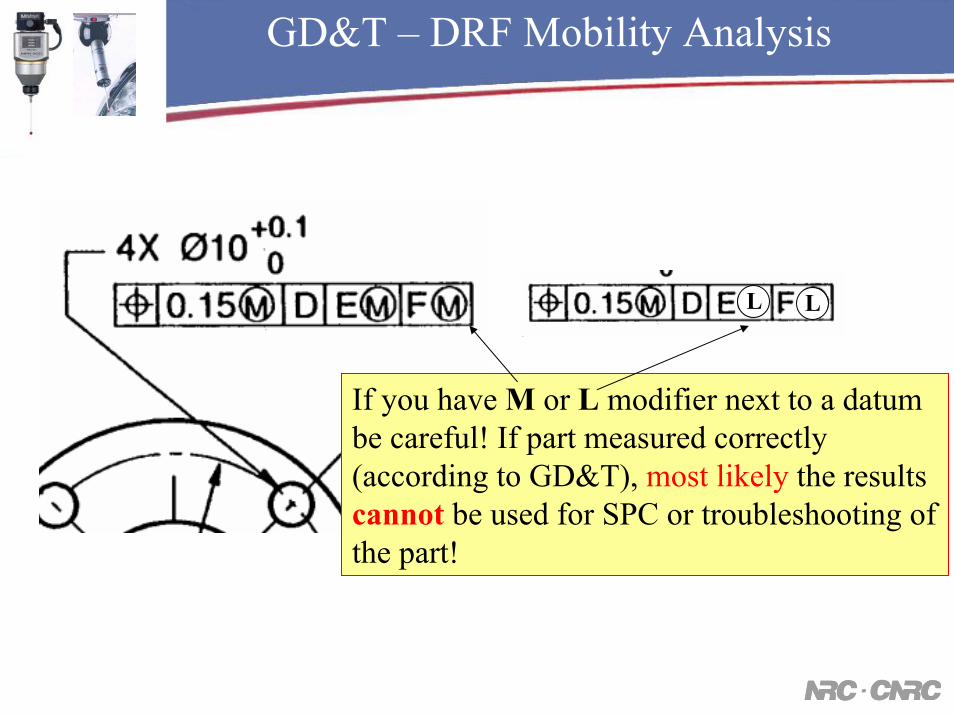
GD&T – DRF Mobility Analysis
L L
If you have M or L modifier next to a datum be careful! If part measured correctly (according to GD&T), most likely the results cannot be used for SPC or troubleshooting of the part!
Thank You!







![8.882 LHC Physics Experimental Methods and Measurements B Physics Triggers and Lifetime Fitting [Lecture 19, April 15, 2009]](https://static.fdocuments.net/doc/165x107/5a4d1b4b7f8b9ab0599a5613/8882-lhc-physics-experimental-methods-and-measurements-b-physics-triggers.jpg)



![8.882 LHC Physics Experimental Methods and Measurements Track Reconstruction and Fitting [Lecture 8, March 2, 2009]](https://static.fdocuments.net/doc/165x107/56649d945503460f94a7b991/8882-lhc-physics-experimental-methods-and-measurements-track-reconstruction.jpg)



![G.A. EVANGELAKIS, J.P. RIZOS, I.E. LAGARIS I.N. …lagaris/papers/merlin1.pdf · computational fitting of ab initio potential energy surfaces [2], to curve fitting (an every-dayneed](https://static.fdocuments.net/doc/165x107/5b4f24df7f8b9a5a6f8bba46/ga-evangelakis-jp-rizos-ie-lagaris-in-lagarispapers-computational.jpg)

