Measurement methods related to the processing and...
78
4 March 2004 1 Polymer Processing and Performance IAG Measurement methods related to the processing and performance of plastics Dr Martin Rides MPP7.4: Processing behaviour of multi-phase materials Industrial Advisory Group Meeting
Transcript of Measurement methods related to the processing and...

4 March 2004 1Polymer Processing and Performance IAG
Measurement methods related to the processing and performance of plastics
Dr Martin Rides
MPP7.4: Processing behaviour of multi-phase materials
Industrial Advisory Group Meeting

4 March 2004 2Polymer Processing and Performance IAG
Summary
Project rationaleProject summaryLiterature reviewPreliminary results of rheological measurements of highly filled materialsUpdate on rheological standards in ISOThe future

4 March 2004 3Polymer Processing and Performance IAG
Rationale / backgroundThe flow behaviour of multi-phase/highly filled materials can be complex
Multi-phase materials exhibit flow behaviours that are difficult to characterise, but are often essential to their processability, e.g.:
extreme shear thinning (e.g. thixo-casting)slip (e.g. plastics extrusion)
The flow behaviour of multi-phase materials is complex and will be affected by factors including the:
solids content (phase volume)geometry of the particlessurface finish of the particlessize distribution and shape of the particlessurface energy – whether or not the particles flocculate
• adsorbed species (e.g. polymers, surfactants)• hydrophilic/hydrophobic nature of particles relative to continuous phase

4 March 2004 4Polymer Processing and Performance IAG
Flow of multi-phase materials is a multi-sectoral issue
The reliable measurement of the flow behaviour of multi-phase is relevant to many industrial sectors and is important to, for example:
materials design and selectionprocess modelling (design, optimisation)
Sectors potentially addressed in this project:
PlasticsElectronics interconnections (soldering/conducting adhesives)Metals processing (thixo-casting)Ceramics processingPersonal hygiene (soaps)
4 March 2004 5Polymer Processing and Performance IAG
BenefitsMain outputs
Better methods for characterisation of the flow behaviour of highly filled materialsImproved understanding of the role of apparent slip in processingImproved materials models
Resulting benefitsImproved materials selectionImproved materials developmentImproved materials quality controlImproved process modellingImproved process designImproved product qualityReduced scrap ratesReduced time to market

4 March 2004 6Polymer Processing and Performance IAG
Project summary
Task 1: Review of measurement and modelling technology for multi-phase materials, and initial experimental and modelling assessment of slip flow
Task 2: Measurement for slip and shear thinning flow behaviour of multi-phase materials
Task 3: Appraisal of effect of slip phenomenon
Task 4: Standards and dissemination activities

4 March 2004 7Polymer Processing and Performance IAG
Task 1Review of measurement and materials modelling technology for flow of multi-phase materials, to identify good practice and establish potential for transfer of such technology between sectors
• Sectors potentially covered: plastics, liquid metals, electronic interconnections and ceramics

4 March 2004 8Polymer Processing and Performance IAG
Some fillers used in polymersAlumina Quartz Titanium
dioxide
Calcium carbonate
Talc Carbon black
Clays Fly ash Glass fibre
Ferromagnets Jute fibre Powdered metals
Gypsum Magnesium hydroxide
Wood flour
Mica Silicas etc

4 March 2004 9Polymer Processing and Performance IAG
Effect of filler on flow of polymeric systems
Shear viscosityNo filler Cross-type behaviour
(shear thinning with plateau at low shear rates)
(Near) spherical,non-interacting
Increase in viscosity
(Near) spherical, interacting
IncreaseApparent yield stress possible
Long fibres Greater shear thinning

4 March 2004 10Polymer Processing and Performance IAG
Effect of filler on flow of polymeric systems
Entrance pressure drop
No filler Power-law
(Near) spherical,non-interacting
Increase
(Near) spherical, interacting
Increase
Long fibres Very significant increase

4 March 2004 11Polymer Processing and Performance IAG
Effect of filler on flow of polymeric systems
Linear viscoelasticityG’ & G’’
No filler Cox-Merz holds (relates complex to steady shear viscosity)
(Near) spherical,non-interacting
Increases. Increase in G’ ≤ G’’
(Near) spherical, interacting
Decrease
Long fibres Large increase
( ) ( )ωηγη *=&

4 March 2004 12Polymer Processing and Performance IAG
Effect of filler on flow of polymeric systems
Non-linear viscoelasticityN1, N2
No filler N1 = + veN2 ≈ - N1 /10
(Near) spherical,non-interacting
N1 increases slowly, N2increases. Elasticity increases. Elasticity decreases
(Near) spherical, interacting
Long fibres Large increase
Elasticity = N1 / σ

4 March 2004 13Polymer Processing and Performance IAG
Effect of filler on flow of polymeric systems
Extrudate swell:
effect of filler predominantly to reduce extrudate swell and
reduce recoverable shear strain
4 March 2004 14Polymer Processing and Performance IAG
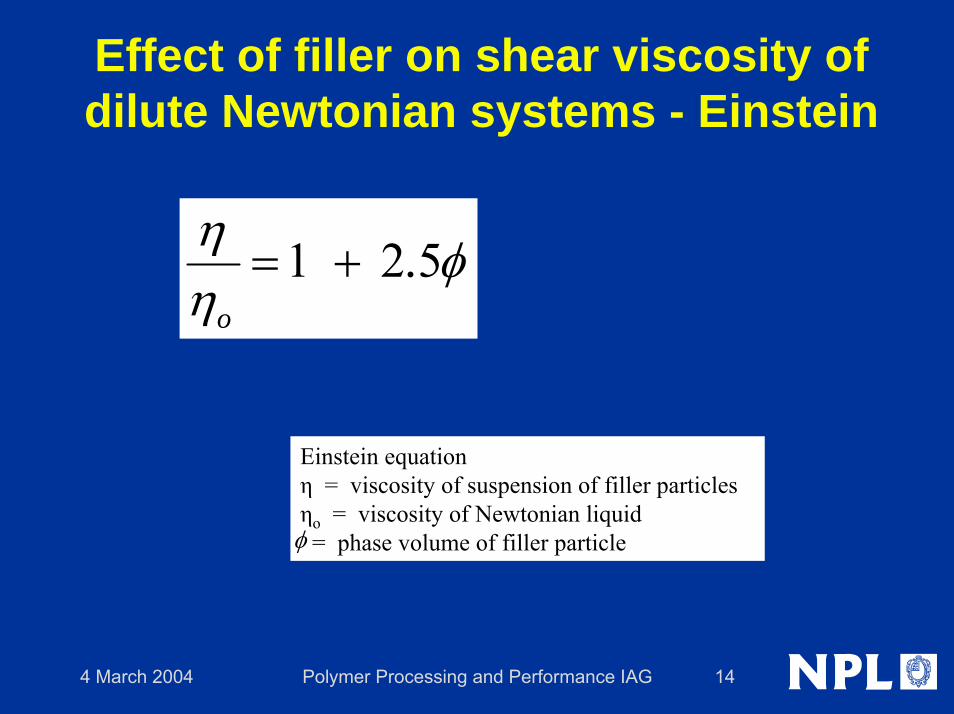
Effect of filler on shear viscosity of dilute Newtonian systems - Einstein
φηη 521 .
o
+=
Einstein equationη = viscosity of suspension of filler particlesηo = viscosity of Newtonian liquid= phase volume of filler particleφ

4 March 2004 15Polymer Processing and Performance IAG
Effect of filler on shear viscosity of Newtonian systems
2
1−
⎥⎦
⎤⎢⎣
⎡−=
mo φφ
ηη
Marron – Pierce – Kitanoη = viscosity of suspension of filler particlesηo = viscosity of Newtonian liquid= phase volume of filler particles= maximum phase volume (at which η→ ∞)
φmφ
m
o
φφ
ηη
−=1 mo yieldsvsofPlot φφηη

4 March 2004 16Polymer Processing and Performance IAG
Effect of filler on shear viscosity of non-Newtonian systems
n
mo
2
1−
⎥⎦
⎤⎢⎣
⎡−=φφ
ηη
Marron – Pierce – Kitano-Quemadaη = viscosity of suspension of filler particlesηo = viscosity of non-Newtonian liquid= phase volume of filler particles= maximum phase volume (at which η→ ∞)
n = power-law exponent
φmφ
m
no
φφ
ηη
−=⎥⎦
⎤⎢⎣
⎡1
21
MPKQ equation

4 March 2004 17Polymer Processing and Performance IAG
Presentation of effect of filler on shear viscosity of polymeric systems
100
1000
10000
100000
0.01 0.1 1 10 100 1000
Shear rate, 1/s
She
ar v
isco
sity
, Pa.
s
Increasing filler level
Curve shift

4 March 2004 18Polymer Processing and Performance IAG
Presentation of effect of filler on shear viscosity of polymeric systems
100
1000
10000
100000
100 1000 10000 100000Shear stress, Pa
She
ar v
isco
sity
, Pa.
s
Increasing filler level
Curveshift

4 March 2004 19Polymer Processing and Performance IAG
Effect of filler on shear viscosity of polymeric systems using the MPKQ equation
Yilmazer (glass beads in ABS)
Shear stress, Pa
Visc
osity
, Pa.
s
4 March 2004 20Polymer Processing and Performance IAG
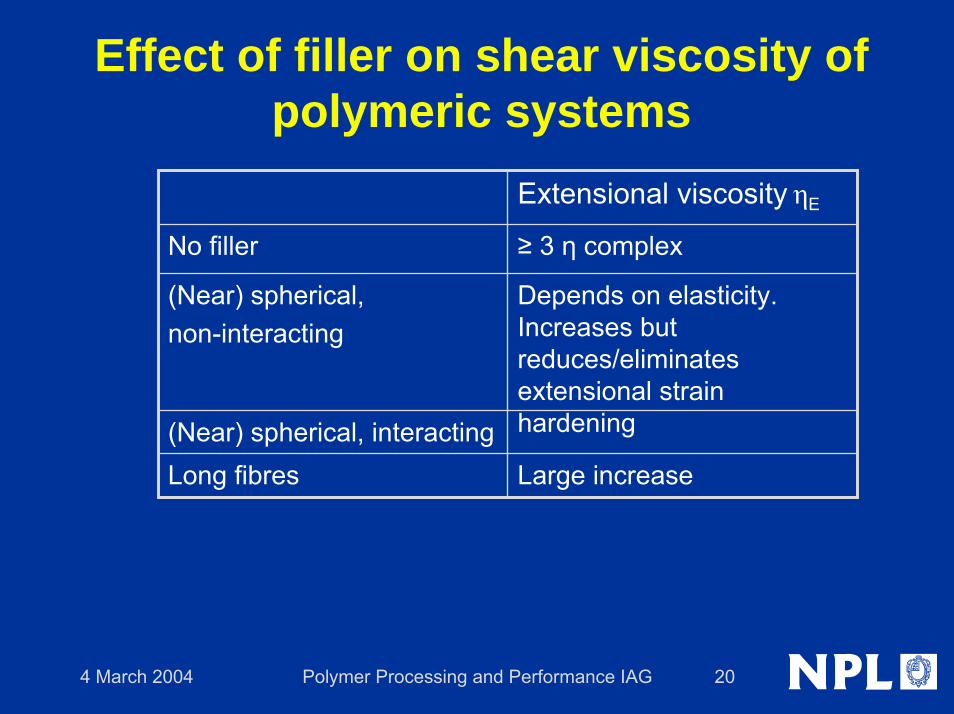
Effect of filler on shear viscosity of polymeric systems
Extensional viscosity ηE
No filler ≥ 3 η complex
(Near) spherical,non-interacting
Depends on elasticity. Increases but reduces/eliminates extensional strain hardening(Near) spherical, interacting
Long fibres Large increase

4 March 2004 21Polymer Processing and Performance IAG
Particle size issues in rheometry of filled systems
Filler content (% vol)
Particle to gap ratio
25% Filler particle size < 0.1 gap size
50% Filler particle size < 0.01 gap size
Rheometry can be carried out with critical gap size < particle sizee.g. capillary die diameter < length of fibre.

4 March 2004 22Polymer Processing and Performance IAG
Flow effects in flow of polymeric systems
Particle interactionFlocculation/de-flocculation
Particle depletion e.g. at the wall
Slip behaviourYield behaviour

4 March 2004 23Polymer Processing and Performance IAG
Project summary – task 2Develop method(s) for the measurement of the slip and shear thinning flow behaviour characteristics of multi-phase materials
• Design and manufacture of rheometry test equipment, including flow visualisation cell
• Evaluation of methods for characterising multi-phase materials
• by end March 2005

4 March 2004 24Polymer Processing and Performance IAG
Viscosity = f(flow rate, pressure, geometry, temperature)
Schematic of a capillary extrusion rheometer
Piston head
Piston
Pressuretransducer
Capillary die
Heater
Barrel wall
Sample
Entrance pressure drop
Shear flow pressure drop
Stagnant / vortexregion
Piston head
Piston
Pressuretransducer
Capillary die
Heater
Barrel wall
Sample
Entrance pressure drop
Shear flow pressure drop
Stagnant / vortexregion

4 March 2004 25Polymer Processing and Performance IAG
Slip flow

4 March 2004 26Polymer Processing and Performance IAG
Extrusion pressure traces for short and long dies at various increasing piston speeds for an EVA at 160 °C
ROS176c HHV000 EVA 160 °C
0
5
10
15
20
25
30
35
0 20 40 60 80 100Time
Ext
rusi
on p
ress
ure
- lo
ng d
ie, M
Pa
0
1
2
3
4
5
6
7
8
9
10
Ext
rusi
on p
ress
ure
- sh
ort
die,
MP
a
Long die (Axis Y1)Short die (Axis Y2)

4 March 2004 27Polymer Processing and Performance IAG
Extrusion pressures for short and long dies as a function of extrusion speed indicating “slip”
ROS176c HHV000 EVA 160 °C
0
5
10
15
20
25
30
35
0 200 400 600 800 1000Apparent shear rate, 1/s
Ext
rusi
on p
ress
ure,
MP
a
Pl
Ps

4 March 2004 28Polymer Processing and Performance IAG
ROS176c HHV000 EVA 160 °C
100
1000
10000
100 1000Apparent shear rate, 1/s
App
aren
t she
ar v
isco
sity
, Pa.
s
Apparent shear viscosity of a PVC at 165 °C

4 March 2004 29Polymer Processing and Performance IAG
100000
1000000
10 100 1000 10000Apparent shear rate, 1/s
She
ar s
tress
, Pa
ROS153 HHV000ROS176 HHV000ROS176b HHV000ROS176c HHV000ROS176d HHV000ROS175 HHV000 - 2mm diameter
Shear stress plot for an EVA (HHV000) at 160 °C indicating “slip”

4 March 2004 30Polymer Processing and Performance IAG
100000
1000000
10 100 1000 10000Apparent shear rate, 1/s
She
ar s
tress
, Pa
ROS159 HHW000ROS169 HHW000 2mmROS171b HHW000ROS171a HHW000ROS171c HHW000
HHW000, EVA, 160 °C
Shear stress plot for an EVA (HHW000) at 160 °C indicating “slip”

4 March 2004 31Polymer Processing and Performance IAG
Shear stress plot for two EVA materials indicating “slip” (HHV000 and HHW000) at 160 °C
100000
1000000
10 100 1000 10000 100000
Shear rate, s-1
She
ar s
tress
, Pa
ROS159 HHW000ROS169 HHW000 2mmROS171b HHW000ROS171a HHW000ROS171c HHW000ROS153 HHV000ROS176 HHV000ROS176b HHV000ROS176c HHV000ROS176d HHV000ROS175 HHV000 - 2mm diameter
EVA, 160 °C

4 March 2004 32Polymer Processing and Performance IAG
y = 81247x0.2974
R2 = 0.9987
y = 54265x0.3068
R2 = 1
y = 60023x0.2687
R2 = 0.9623
100000
1000000
10 100 1000 10000Apparent shear rate, 1/s
She
ar s
tress
, Pa
Slip (1 mm diameter die)
Slip (2 mm diameter die)Assumed no slip
condition
Fitting shear stress data for an EVA material to model “slip” (HHV000 at 160 °C)

4 March 2004 33Polymer Processing and Performance IAG
y = 8.159E-01x + 1.714E+02
y = 4.907E-01x + 1.818E+02
y = 2.725E-01x + 1.627E+02
y = 1.354E-01x + 1.279E+02
0
400
800
1200
1600
2000
500 1000 1500 2000 25001/(die radius, m)
App
aren
t she
ar ra
te, 1
/s
300000350000400000450000
Shear stress, Pa
Determination of slip velocity from the gradient of constant shear stress data for an EVA material (HHV000 at 160 °C)

4 March 2004 34Polymer Processing and Performance IAG
y = 1.854E-26x4.430E+00
-0.05
0
0.05
0.1
0.15
0.2
0.25
0 100000 200000 300000 400000 500000Shear stress (Pa)
Slip
vel
ocity
, m/s
Slip velocity determined from extrusion data for an EVA material (HHV000 at 160 °C)

4 March 2004 35Polymer Processing and Performance IAG
y = 1.854E-26x4.430E+00
-0.05
0
0.05
0.1
0.15
0.2
0.25
0 100000 200000 300000 400000 500000Shear stress (Pa)
Slip
vel
ocity
, m/s
2 mm die, 69%1 mm die, 79%
Slip velocities determined from extrusion data for an EVA material (HHV000 at 160 °C)

4 March 2004 36Polymer Processing and Performance IAG
Complex slip flow

4 March 2004 37Polymer Processing and Performance IAG
100
1000
10000
1 10 100 1000Apparent wall shear rate, 1/s
App
aren
t she
ar v
isco
sity
, Pa.
s .
643
Die diameter, mm
Effect of capillary die diameter on flow of fibre filled material

4 March 2004 38Polymer Processing and Performance IAG
1000
10000
100000
1000000
1 10 100 1000Apparent wall shear rate, 1/s
Wal
l she
ar s
tress
, Pa
643
Die diameter, mm
Effect of capillary die diameter on flow of fibre filled material

4 March 2004 39Polymer Processing and Performance IAG
0
20
40
60
80
100
120
0 100 200 300 400 500 600 7001/ (radius, m)
App
aren
t wal
l she
ar ra
te, 1
/s . 30
4050
Wall shear stress, kPa
Determination of slip flow velocity for fibre filled material: negative gradient implies “negative slip”

4 March 2004 40Polymer Processing and Performance IAG
Flow visualisation
High flow rate, shear rate = 5 s-1
Low flow rate, shear rate = 0.1 s-1

4 March 2004 41Polymer Processing and Performance IAG
Complex flow

4 March 2004 42Polymer Processing and Performance IAG
0
10
20
30
40
50
60
70
0 20 40 60 80 100 120Time
Ext
rusi
on p
ress
ure,
MP
a
Long dieShort die
ROS152
Extrusion pressure traces for short and long dies at various increasing piston speeds for a ceramic paste

4 March 2004 4Polymer Processing and
Extrusion pressure traces for short and long dies with cone entries at various increasing piston speeds for a ceramic paste
0
5
10
15
20
25
30
35
0 50 100 150 200 250Time
Ext
rusi
on p
ress
ure,
MP
a
Long die with cone entryShort die with cone entry
ROS151

4 March 2004 44Polymer Processing and Performance IAG
10
100
1000
100 1000 10000Apparent shear rate, 1/s
App
aren
t she
ar v
isco
sity
, Pa.
s
ROS152
ROS151 -cone entry
Apparent shear viscosity of a ceramic paste: effect of cone or flat entry geometry

4 March 2004 45Polymer Processing and Performance IAG
0.1
1
10
100
0 100 200 300 400 500Time
Ext
rusi
on p
ress
ure,
MP
aShort dieLong die
ROS149b
Extrusion pressure traces for short and long dies at various increasing piston speeds for a ceramic paste
4 March 2004 46Polymer Processing and Performance IAG
Use of ultrasonics to improve flow performance
Ultrasonics has been demonstrated to have an effect on polymer melt flow
Can it be used to aid difficult rheological measurement?

4 March 2004 47Polymer Processing and Performance IAG
Project summary – task 3Numerical simulation to validate data generated by improved techniques
• Simulation of experimental configurations
• Simulation of industrial processing configurations
• by end Sept 2005

4 March 2004 48Polymer Processing and Performance IAG
Project summary – task 4International standards activities on rheologicalmeasurement of plastics (to continue dissemination of the work of previous projects’ outputs as well as this project’s outputs)
Dissemination activities / main outputs
• Good Practice Guide on new methodologies• Workshop• Reports, press releases, Newsletter articles scientific paper,
conferences• IAGs
4 March 2004 49Polymer Processing and Performance IAG
Developments in rheology standardsRepresent UK interests in the revision of ISO rheological standards and the drafting of new standards
MFR/MVR – ISO 1133/DIS: under revision
Capillary extrusion rheometry – ISO/DIS 11443: under revision
Extensional viscosity (tensile drawing method) – ISO/CD 20965: new development
Drawing characteristics of molten thermoplastics (fibre-spinning method) – ISO/CD 16790: new development
Oscillatory rheometry - ISO 6721-10: published

4 March 2004 50Polymer Processing and Performance IAG
Developments in the melt mass-flow rate (MFR) and melt volume-flow rate (MVR) standard
ISO 1133 MFR/MVR under revision:Incorporation of additional die (half
normal length and half normal diameter) to enable higher MFR/MVR value materials (MFR>75) to be measured
Removal of dead-weight specificationRevised temperature tolerances
Under consideration: moisture sensitive/high MFR materials, and inclusion of novel NPL tests features,
Status: Standard now progressing to FDIS

4 March 2004 51Polymer Processing and Performance IAG
Melt flow rate of hot melt adhesives: repeatability when using the short die
0
200
400
600
800
1000
1200
1400
1600
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20Scan
Mel
t vol
ume
flow
rate
, cc/
10 m
ins
RR313 MVRAQHN003 shortdie 90 °C
RR311 MVRAQHN003 shortdie 90 °C
RR309 MVRAQFW short die150 °C
RR308 MVRAQFW short die150 °C

4 March 2004 52Polymer Processing and Performance IAG
Melt flow rate of hot melt adhesives: effect of die length
y = 3.4847x + 1143.7R2 = 0.0102
y = -0.0188x + 46.863R2 = 0.0021
0
200
400
600
800
1000
1200
1400
1600
0 5 10 15 20 25Scan
Mel
t vol
ume
flow
rate
, cc/
10 m
ins
RR312 MVR AQHN003 long die 90 °C
RR311 MVR AQHN003 short die 90 °C

4 March 2004 53Polymer Processing and Performance IAG
High melt flow rate testingFor MFR or MVR > 75 the revised ISO 1133 will permit the use of die 4.000 mm +/- 0.025 mm in length, 1.05 mm +/- 0.005 mm in bore diameter
“If testing materials with Melt Mass-Flow Rate >75 g/10 min or Melt Volume-Flow Rate >75 cm3/ 10 min, preferably, a half-height half-diameter die 4,000 mm +0,025 mm in length and nominal 1,05 mm + 0,005 mm in bore diameter should be used. No spacer shall be used with this die to increase apparent length to 8,00 mm. “

4 March 2004 54Polymer Processing and Performance IAG
High melt flow rate testingFor MFR or MVR > 75 the revised ISO 1133 will permit the use of die 4.000 mm +/- 0.025 mm in length, 1.05 mm +/- 0.005 mm in bore diameter
PET proposal:
Proposal for 1.00 mm +/- 0.01 mm diameter die
Drying 160 °C +/- 3 °C
Test temperature 280 °C
PBT proposal:
No specification on die
Drying > 4 hours at 100 °C and under pressure of < 100 mbar and N2 atmosphere. Moisture < 0.02% (m/m) before testing
Test temperature 250 °C

4 March 2004 55Polymer Processing and Performance IAG
Developments in capillary extrusion rheometry standard for plastics
Restricted capillary extrusion rheometry testing - improved data comparability
Revision of ISO 11443 on capillary extrusion rheometry
- inc. reduction of long die specification from L/D = 20 to L/D = 16 for two-die determination of true shear viscosities
Status: Standard now progressing to FDIS

4 March 2004 56Polymer Processing and Performance IAG
Developments in standards for extensional flow properties
ISO/DIS 20965: Determination of the transient extensional viscosity of polymer melts
lo
FType A
F
ω
ω
Status: Standard now progressing to
FDISType C
VF
lo

4 March 2004 57Polymer Processing and Performance IAG
Developments in standards for extensional flow properties
ISO/DIS 16790: Determination of drawing characteristics of thermoplastics in the molten state
Status: Standard now progressing to
DIS2

4 March 2004 58Polymer Processing and Performance IAG
Developments in standards for plastics
Oscillatory rheometry – ISO 6721-01. Published
On-line viscosity measurement. Potential proposal
PVT Determination of specific volume as a function of temperature and pressure (piston method), ISO/CD 17744: new standard under development
Acquisition and presentation of comparable multipoint data: Thermal and processing properties – ISO/DIS 11403-2. Progressing to FDIS
ISO guide for the acquisition and presentation of design data for plastics -ISO/DIS 17282. Progressing to FDIS
Determination of no-flow temperature. Proposal withdrawn
Any suggestions?

4 March 2004 59Polymer Processing and Performance IAG
Specification for plastics waste
BPF Recycling Council led project

4 March 2004 60Polymer Processing and Performance IAG
SummaryInitial measurements and analysis has clearly demonstrated slip flow of filled EVA materials.
However evidence for “negative slip” flow according to simple theory also demonstrated
Difficulties very apparent in making Rabinowitsch correction formaterials that exhibit slip (Rabinowitsch correction, to obtain true shear viscosity data, is already a main source of uncertainty in true shear viscosity data).
Standards activity on a number of rheological methods progressing –proposal for MFR for PET & PBT: your comments/input welcome

4 March 2004 61Polymer Processing and Performance IAG
Summary and what next ?Further materials required for studies of flow of multi-phase materials – offers/suggestions welcomed
Process simulation – need to identify potential candidates for process simulation, suggestions welcomed
Increase industrial awareness of projectIndustrial visits / telephone calls
Make your interests known!

4 March 2004 62Polymer Processing and Performance IAG
THE END

4 March 2004 63Polymer Processing and Performance IAG
Standards for recycled plastics

4 March 2004 64Polymer Processing and Performance IAG
Extrusion pressure traces for short and long dies at various piston speeds for a PVC at 165 °C
ROS174 - HHU000 (PVC)
0
5
10
15
20
25
0 50 100 150 200 250Time, s
Ext
rusi
on p
ress
ure,
MP
a Short dieLong die

4 March 2004 65Polymer Processing and Performance IAG
Extrusion pressures for short and long dies as a function of extrusion speed
ROS174 HHU000 PVC 165 °C
1
10
100
10 100 1000 10000Apparent shear rate, 1/s
Ext
rusi
on p
ress
ure,
MP
a
PlPs
4 March 2004 66Polymer Processing and Performance IAG
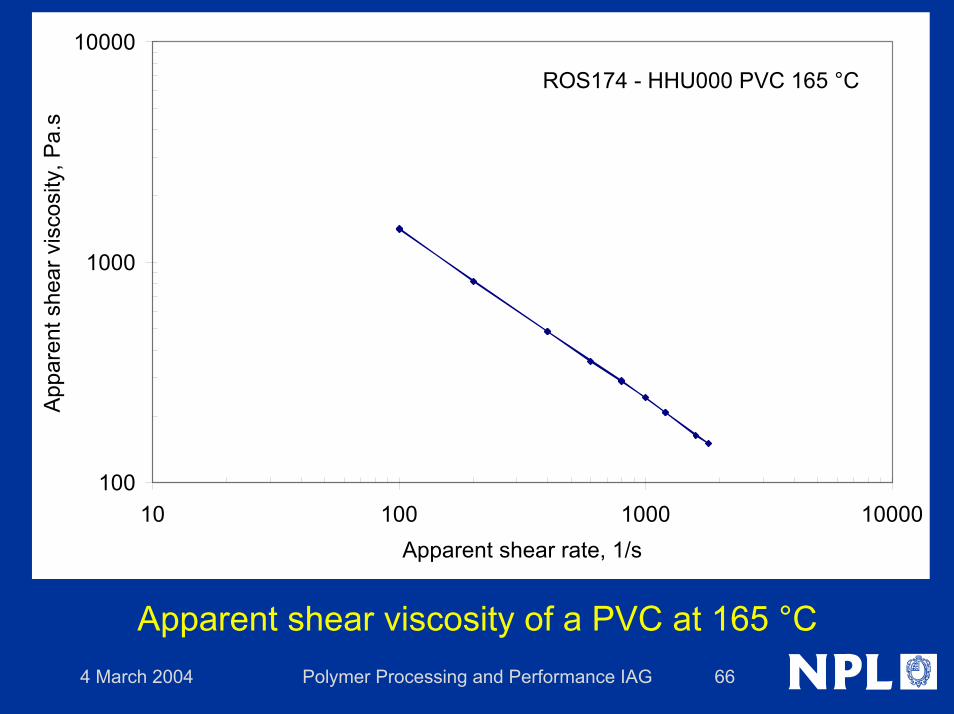
ROS174 - HHU000 PVC 165 °C
100
1000
10000
10 100 1000 10000Apparent shear rate, 1/s
App
aren
t she
ar v
isco
sity
, Pa.
s
Apparent shear viscosity of a PVC at 165 °C

4 March 2004 67Polymer Processing and Performance IAG
100000
1000000
100 1000 10000Shear rate, 1/s
She
ar s
tress
, Pa
ROS172 HHU000 2mm
ROS174 HHU000 1mm
ROS174b HHU000 1mm
Apparent shear viscosity of a PVC at 165 °C

4 March 2004 68Polymer Processing and Performance IAG
Studio projects
Intention to develop at least one studio project to tackle more industrially focused issues albeit related to core project activities
Need to identify participants with focused measurement/processing issue(s)
Start date – late 2003

4 March 2004 69Polymer Processing and Performance IAG
Project flow diagram
Task 1, M1 Task 1, M2 Task 2, M3 & M4 Task 2, M4 and M5 Task 3. M6 Task 4, M7, M8 & M9Review of measurement and modelling technology for multiphase materials, and increase project profile
Initial assessment of slip flow
Measurement of flow behaviour of multiphase materials: design, manufacture and commissioning
Measurement of flow behaviour of multiphase materials: Evaluation of rheometry and flow visualisation methods
Appraisal of effect of slip phenomenem Standards activities
Increase industrial buy into project Obtain materials
Identify likely measurement method options
Identity suitable industrial case studies/candidate materials
Obtain design data and processing conditions
Participate in development of draft Standards
Press release, New sletter article, industrial visits/calls
Carry out initial experimental assessment of slip
Assess uncertainties for likely methods Obtain materials samples
Simulation of experimental configurations
ISO/TC61 Plastics meetings
Obtain use of modelling softw are (Flow 2000)
Perform measurements on a range of materials
Simulation of industrial configurations
Publicise standards activities
Simulation of experimental configurations
Design, manufacture and commission developments to rheometry equipment
Analysis of experimental data
Report on simulation activities
Presentation to IAG on slip f low characterisation and modeling
Correlation of rheometry w ith f low visualisation data
Publicise initial IAG meeting/project start-up
Review of measurement and modelling technology
Design, manufacture and commission flow visualisation equipment
Develop interpretation of data in terms of appropriate model(s) Rheology w orkshopMeasurement Good Practice Guide Conference paper IAG meetings
NPL New sletter articles
Task 4, M7, M8 and M9Dissemination activities

4 March 2004 70Polymer Processing and Performance IAG
Measurement methods related to the processing and performance of plastics
Dr Martin Rides
Update on Standards development
Industrial Advisory Group Meeting

4 March 2004 71Polymer Processing and Performance IAG
Project milestones summary
Oct Nov Dec Jan Feb Mar Apr May Jun Jul Aug Sep Oct Nov Dec Jan Feb Mar Apr May Jun Jul Aug Sep Oct Nov Dec Jan Feb Mar Apr May Jun Jul Aug Sep
M1 Review of measurement and modelling technology
M2 - Initial assessment of slip flow
M3 Equipment design and manufacture
M4 Equipment commissioning
M5 Method evaluation
M6 Simulation
M7 Standards and dissemination 1
M7 Standards and dissemination 2
M8 Standards and dissemination 3
2002 2003 2004 2005

4 March 2004 72Polymer Processing and Performance IAG
10000
100000
1000000
100 1000 10000Apparent shear rate, Pa.s
She
ar s
tress
, Pa.
s ROS152
ROS151 -cone entry
Plot

4 March 2004 73Polymer Processing and Performance IAG
0.1
1
10
100
100 1000 10000Apparent shear rate, 1/s
Ext
rusi
on p
ress
ure,
MP
a
Pl - cone entry 151Ps - cone entry 151Pl 152Ps 152
Plot

4 March 2004 74Polymer Processing and Performance IAG
Developments in rheology standardsRepresent UK interests in the revision of ISO rheological standards and the drafting of new standards
Melt flow rate (MVR/MVR) – ISO/FDIS 1133
Capillary extrusion rheometry – ISO/FDIS 11443
Extensional viscosity (tensile drawing method) – ISO/DIS 20965
Drawing characteristics of molten thermoplastics (fibre-spinning method) – ISO/DIS 16790
pvT (pressure-volume temperature) – ISO/DIS 11774
Oscillatory rheometry - ISO 6721-10: published
On-line viscosity measurement

4 March 2004 75Polymer Processing and Performance IAG
Development of on-line rheological properties standard for plastics
MPM1.4 In-process measurements during polymer processing – Bradford University
At-Process measurements re performance of processing/ materialsLinks between in-process measurements and product parameters
Proposal for on-line viscosity/MFR&MVR standard:accepted, in principal, by ISO TC61/SC5/WG9 Melt Rheology committee

4 March 2004 76Polymer Processing and Performance IAG
Major project outputs
• At least 1 new or improved measurement methods• 1 Measurement Good Practice Guide• At least 1 workshop• At least 1 scientific paper• At least 2 articles aimed at industrialists
4 March 2004 77Polymer Processing and Performance IAG
A team effort
Barry Haworth,Loughborough University
Dr Don Fleming, Fleming Polymer Testing and Consultancy
Chris Hunt et al, Electronics Interconnections, NPLPeter Quested et al, Liquid Metals, NPL

4 March 2004 78Polymer Processing and Performance IAG
Main beneficiaries
· Suppliers of materials - through improved methods for materials characterisation resulting in benefits in materials development and quality control
· Designers, through improved materials characterisation and process modelling
· Processors, through improved methods for materials selection andprocess modelling leading to larger processing windows, and better quality control leading to less down-time and lower scrap rates
· Research and technology centres and process simulation software providers, through improved measurement technology providing improved data and potentially improved flow models
· Scientific instrument manufacturers, through exploitation of more appropriate test methods and the existence of well-founded standards