ME2103 Engineering Visualization & Modeling Limits, Fits...
97
ME2103 Engineering Visualization & Modeling Limits, Fits & Geometrical Tolerances A/P Lee Kim Seng
Transcript of ME2103 Engineering Visualization & Modeling Limits, Fits...

ME2103 Engineering Visualization & Modeling Limits, Fits & Geometrical Tolerances
A/P Lee Kim Seng

http://courses.nus.edu.sg/course/mpeleeks/personal/ME2103_EVM_Flash/index.html
http://courses.nus.edu.sg/course/mpeleeks/personal/ME2103Ebook/index.html

Limits, Fits & G. Tolerances Limits, Fits & Geometrical Tolerances are used to ensure that component parts fit together predictably so that the whole assembly functions correctly.

Approximation relationship between production cost and manufacturing tolerance
UN
ITS
OF
CO
ST
0.1 0.2 0.3 0.4 0.5 TOLERANCE (mm)
20
40
60
80
100

Limits

Tolerances
60.05 60.00
60 +0.05 -0
50 ± 0.3
49.97 50.03

Limit Tolerances Limit Tolerance is the permissible deviation on a dimension.
41±0.2
Limit of size Range
41.2 40.8

Limit Tolerances Limit Tolerances can be referred to the tables on Limits and Fits. (SS ISO 406:1987 & ISO 286-1&2:1988)
Ø25g6
Limits
Ø25g6 = Ø24.980 - Ø24.993

Limit Tolerances
Basic Size: ø40

Limit Tolerances
Shaft
Hole H7
Shaft g6
Shaft p6

Limit Tolerances
H7
(H7/g6) (H7/p6)

Limit Tolerances

Limit Tolerances

Limit Tolerances

Limit Tolerances

Fits

Fundamental Deviation & International Tolerance Grade
Basic size FD
FD
IT Grade

International Tolerance Grade
1. International tolerance grade establishes the magnitude of the tolerance zone or amount of size variation allowed. (number; smaller number grade provides smaller tolerances zone)
5 6 8 7 9 10 11
IT Grade

Limits & Fits IT Grades
4 5 6 7 8 9 10 11
Lapping and Honing
Cylindrical Grinding
Surface Grinding
Diamond Turning
Diamond Boring
Broaching
Reaming
Powder Metal - Sizes
Turning
Powder Metal - Sintered
Boring
Milling
Planing and Shaping
Drilling
Punching
Die Casting

Fundamental Deviation 2. Fundamental Deviation establishes the position of the tolerance zone with respect to the basic size.
(Capital letter for internal
dimensions i.e. Hole
Common hole tolerance: H7, H8,
H9, H11
Small letter for external
dimensions i.e. Shaft)
Common shaft tolerance: c11, d9,
e8, f7, g6, h6, k6, n6, p6, s6, u6 c
d e f
g h
k n p s u
Shafts
Basic size
FD
Posi
tive
devi
atio
ns
Neg
ativ
e de
viat
ions
FD
FD
H F
D
C
K P
U
Holes
Basic size
Neg
ativ
e de
viat
ions
Po
sitiv
e de
viat
ions
FD
G
E
N S
Deviation closest to the basic size. Designated by letter (e.g. H, g…)

Illustration
f = fundamental deviation
f f
*
*
* = Int tolerance grade

BS 4500 ‘ISO Limits & Fits’
For Hole Basic size ø90 For Shaft
90H7 90g6
90.035 90.000
First Choice 89.988 89.966
90 90 +0.035 -0
-0.012 -0.034
Fundamental Deviation f = -0.012

Illustration
f f
*
*
For shaft: 90g6
Max shaft dia = 89.988 mm
Min shaft dia = 89.966 mm
f = 0.012 mm (-ve)
For hole: 90H7
Max hole dia = 90.035 mm
Min hole dia = 90.000 mm
f = 0 0
0.03
5
0.01
2 0.
034
89.9
88
89.9
66
90.0
00
90.0
35
∅90
0.
035
0.02
2

Engineering Fits between Two Mating Parts Can be divided into 3 types:- Clearance fit: Interference fit:
Transition fit:

Engineering Fits between Two Mating Parts Clearance fit: Relation between assembled parts when clearance occurs under all tolerance conditions

Tolerances
Basic size
Minimum clearance Maximum
clearance

Tolerances – Hole Basis
f7 h6
e8
d9 c11
H7 H8 H9 H9
H11
FD
Basic size

Example of Clearance Fits
Disc Couplings
Elastomer Couplings

Engineering Fits between Two Mating Parts Transition fit: Relation between assembled parts when either a clearance or interference fit can result depending on the tolerance conditions of the mating parts

Tolerances – Hole Basis

Example – Transition Fit

Engineering Fits between Two Mating Parts Interference fit: Relation between assembled parts when interference occurs under all tolerance conditions

Tolerances – Hole Basis

Example of Interference Fits Bearing and Shaft

Limits & Fits - Hole Basis Constant hole basic diameter
Shaft size varies according to type of fit
Recommend for general applications
Gives greater economy of production

This chart is to scale for basic size above 30mm up to 40mm
Holes
Shafts

Limits & Fits - Hole Basis

Shaft Basis Constant shaft basic diameter
Hole size varies according to type of fit
Costly


Shaft Basis

Preferred Fits
FIT ISO SYMBOL
Descriptions Hole Base Shaft Base
H11/c11 H9/d9 H8/f7 H7/g6 H7/h6
C11/h11 D9/h9 F8/h7 G7/h6 H7/h6
Loose running fit Free running fit Close running fit Sliding fit Locational clearance fit
H7/k6 H7/n6
K7/h6 N7/h6
Locational Transition fit Locational Transition fit
H7/p6 H7/s6 H7/u6
P7/h6 S7/h6 U7/h6
Locational Interference fit Medium Drive fit Force fit
Tran
s fit
C
lear
ance
fit
In
terf
eren
ce
fit

Example
H9/d9
H7/g6
Ø12 H9/d9 (f = -0.050) Hole Ø H9 d9 Shaft Ø 12.043 43 -50 11.950 12.000 0 -93 11.907
Ø25 H7/g6 (f = -0.007) Hole Ø H7 g6 Shaft Ø 25.021 21 -7 24.993 25.000 0 -20 24.980
Ø12 H9/d9 (f = ) Hole Ø H9 d9 Shaft Ø
Ø25 H7/g6 (f = ) Hole Ø H7 g6 Shaft Ø

Example
Given diameter as 30mm
IT Grade 10-3 mm
6
7
8
9
11
5 6 8 7 9 10 11
IT Grade
13
21
33
52
130

Example
Given Shaft diameter as 30mm F. Deviation 10-3 mm
c d f g h k n p s u
c
d e f
g h
k n p s u
Shafts
Basic size
FD
Posi
tive
devi
atio
ns
Neg
ativ
e de
viat
ions
FD
FD
H F
D
C
K P
U
Holes
Basic size
Neg
ativ
e de
viat
ions
Po
sitiv
e de
viat
ions
FD
G
E
N S
-110
-7
0 +2
+15 +22
+35 +48
-65 -20
For Hole Basis:

Example
Given Shaft diameter as 30mm
Next
For Hole Basis:
IT6 = 13
IT7 = 21
SD g = -0.007 30.000
30.021
29.987
30.000
30.021
29.993
29.980
f f
* *

Limits & Fits - Hole Basis

Methods of Tolerance

Permissible deviation for basic
size range
Tolerance class Description (Designation)
Over (mm)
Up to (mm)
Fine (f)
Medium (m)
Coarse (c)
Very coarse (v)
0.5
3
±0.05
±0.1
±0.2
3
6
±0.05
±0.1
±0.3
±0.5
6
30
±0.1
±0.2
±0.5
±1
30
120
±0.15
±0.3
±0.8
±1.5
120
400
±0.2
±0.5
±1.2
±2.5
400
1000
±0.3
±0.8
±2
±4
1000
2000
±0.5
±1.2
±3
±6
Permissible deviations for linear dimensions (ISO 2768-1) General Tolerances

Limit Dimension Tolerances
H11/c11

Unilateral Tolerances Variation is permitted only in one direction from specified dimension
57.15 +0.00 -0.13
16.51 +0.08 -0.00 16.51 – 16.59
57.02 – 57.15

Variation is permitted in both directions from specified dimension
Bilateral Tolerances
57.2 ±1.5
57.2 +0.8 - 1.5 55.7 – 58.0
55.7 – 58.7

CumulativeTolerances
Ordinate Dimensioning Cumulative Tolerances
Poor
Ordinate Dimensioning
29.95 30.00
10.00 9.95
10.00 9.95
10.00 9.95
Cumulative Tolerances
10.00 9.95
29.95 30.00
20.00 19.95

Dimensioning of Screw Threads Threads are shown conventionally on drawings, hence need to be designated by dimensions or notes.
For metric thread: example
M16 x 1.5 – 6H (internal thread)
M6 x 0.75 – 6g (external thread)
M – Thread system symbol for metric thread 16, 6 – Nominal diameter in mm 1.5 & 0.75 – Pitch in mm 6H, 6g – Thread tolerance class symbol
Dimensioning of Screw Threads
Note: 1. If no pitch is shown in dimension,
coarse thread is implied. (fine threads are used mainly in special applications, not common)

2. Thread tolerance provide 3 classes of fit:
a) Free – (7H/8g) for application requiring quick & easy assembly
b) Medium – (6H/6g) suitable for most general applications
c) Close – (5H/4h) commonly used
Dimensioning of Screw Threads
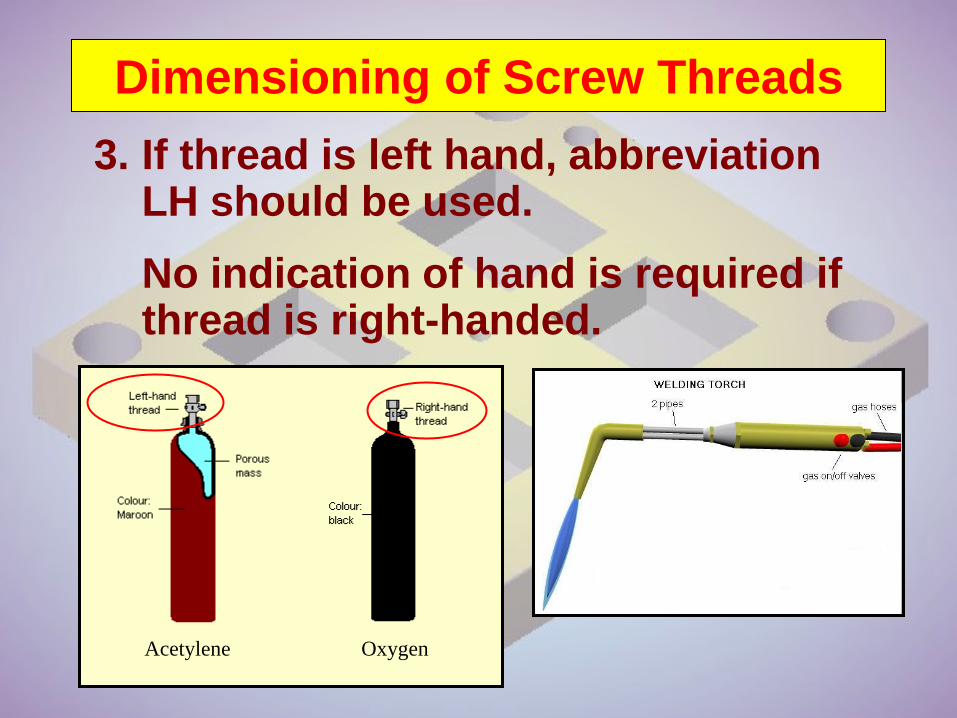
3. If thread is left hand, abbreviation LH should be used.
No indication of hand is required if thread is right-handed.
Dimensioning of Screw Threads
Acetylene Oxygen

Geometrical Tolerances

Geometrical Tolerances Very often, specifying the limit tolerances on the parts may not be sufficient, as they do not consider the tolerances due to the geometrical shape or form of the parts such as straightness and cylindricity etc.
In today’s industry where mass production and interchangeability of parts are a norm, the control of both limit tolerances and geometrical tolerances are essential.

Geometrical Tolerances

Linear Tolerances

Inspecting Tolerances

Specifying Tolerances
30° ± 0.1
40 ± 0.1
100 ± 0.1
50 ±
0.1

Specifying Tolerances
30° ± 0.1
40 ± 0.1
100 ± 0.1
50 ±
0.1
30° ± 0.1
40 ± 0.1
100 ± 0.1
50 ±
0.1
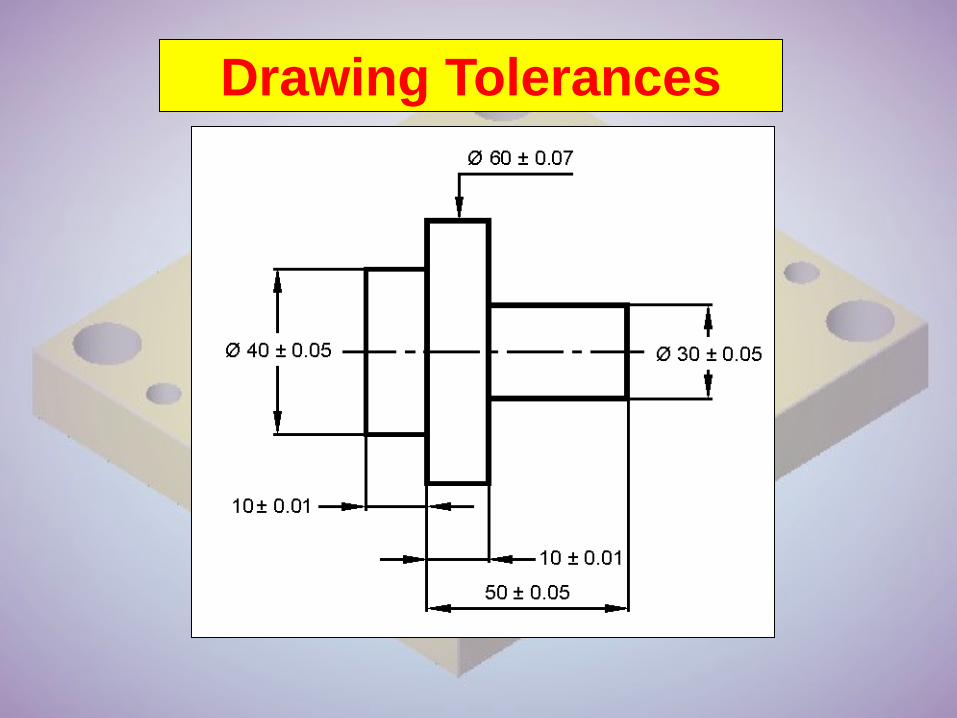
Drawing Tolerances

Drawing Tolerances

Drawing G.Tolerances

Drawing Tolerances

Specifying Tolerances Designed part Fabricated part

Geometric Dimensioning & Tolerancing

Geometric Tolerancing Symbols Feature Tolerance Characteristic Symbol
Individual features
Form
Profile
Straightness
Flatness Circularity (Roundness) Cylindricity
Individual or related features
Profile of any line Profile of any surface
Related features
Orientation
Parallelism Perpendicularity Angularity
Location
Position Concentricity Symmetry
Run-out Circular Run-out Total Run-out

Incorporating Datum References
On extension line On outline of the part
On centre line

Incorporating Datum References

Ø24.80
Incorporating Datum References

Application of Symbols to Position and Form Tolerance Dimensions

Application of Symbols to Position and Form Tolerance Dimensions
WSS competition 2004

Maximum Material Condition (MMC) applied to tolerance of position
Pin ø6.35

Drawing G.Tolerances

Specifying Position Tolerances
544_20a
The actual point of intersection must be within a circle of ∅0.1 mm, the center of which is the theoretical exact position of the considered point.
Position
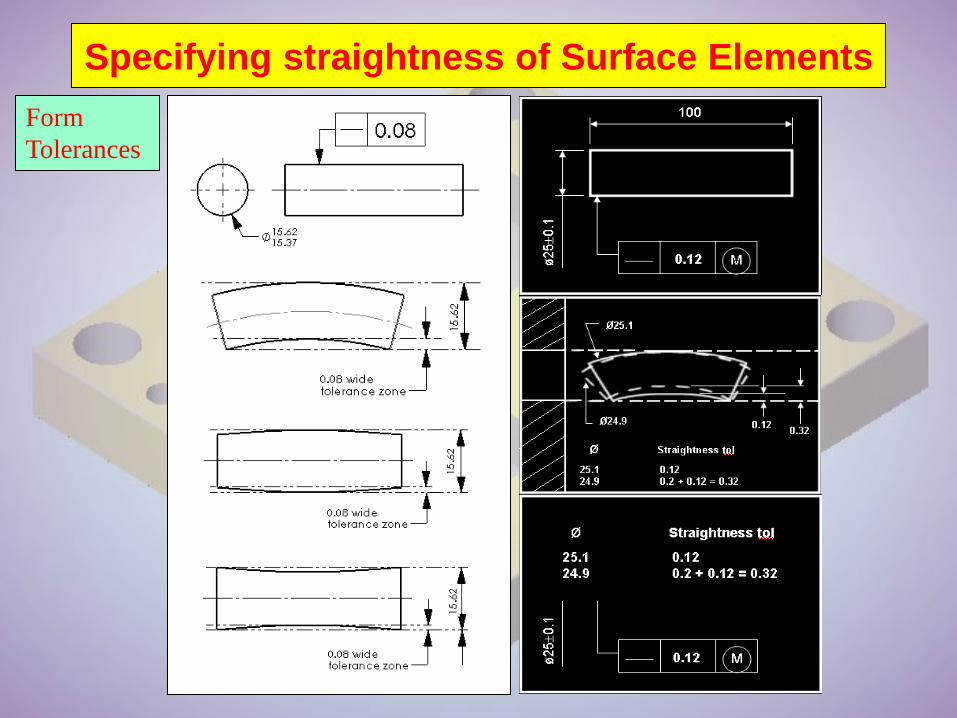
Specifying straightness of Surface Elements Form Tolerances

Symbol
Indication
Definition
Illustration
544_01a
Straightness is a condition where an element of an axis is a straight line. The tolerance zone of which when projected in a plane must be within 2 parallel straight lines a distance 0.1 mm apart.
Specifying straightness of Surface Elements
Straightness

Specifying flatness
The tolerance zone must be between two parallel planes 0.05 mm.
Form Tolerances
Flatness

Specifying roundness for a cylinder or cone
Form Tolerances
The tolerance zone at a given plane must be within two concentric circles of 0.01 mm.
Circularity

Specifying cylindricity Form Tolerances
The tolerance zone must be within two coaxial cylinder of 0.01 mm.
Cylindricity

Specifying concentricity 544_23a
The tolerance zone of the shaft must be within a cylinder ∅0.1 mm, which is coaxial with datum axis A.
544_24a
The tolerance zone of the shaft must be within a cylinder ∅0.1 mm, which is coaxial with datum axis B-C.
Concentricity

Specifying parallelism for a plane surface
Orientation Tolerances
544_12a
The tolerance surface must be within 2 parallel planes 0.3 mm apart, and parallel to the datum surface D.
Parallelism

Specifying perpendicularity for a plane surface
544_16a
The tolerance surface must be within 2 parallel planes 0.1 mm apart, and perpendicular to the datum surface D.
Perpendicularity

Specifying angularity for a plane surface 544_17a
The tolerance zone must be within two parallel planes 0.2 mm apart, which are inclined at 30° to the datum face A.
Angularity

Specifying Circular and Total Runout 544_26a
The run-out at a given plane must be less than 0.08 mm during one revolution about datum axis C-D.
544_27a
The total run-out on the specified surface must be less than 0.1 mm during several revolutions about datum axis C-D.
Circular Runout
Total Runout


Surface Texture & Roughness

Surface Texture

Surface Roughness Measurement
Typical cut-off length: 0.25, 0.8 and 2.5mm Instrument : Taylar-Hobson Talysurf Note that for a purely triangular profile, the surface roughness, Ra = Rt ÷ 4

Texture symbol and its interpretation
Surface texture symbol

Applications of surface texture symbol Symbols Interpretation
Indicates machining is necessary to obtain the desire surface
texture Indicates material removal is NOT permitted
Indicates a particular machining process (turning) and the roughness value
The maximum and minimum limits of surface roughness obtained by any machining process
The maximum and minimum limits of surface roughness obtained without machining

Surface Roughness values Roughness value (Ra) Roughness grade
number (N series) µm µin
0.025 1 N1
0.05 2 N2
0.1 4 N3
0.2 8 N4
0.4 16 N5
0.8 32 N6
1.6 63 N7
3.2 125 N8
6.3 250 N9
12.5 500 N10
25 1000 N11
50 2000 N12

Process Roughness value Ra (µm) 25 12.5 6.3 3.2 1.6 0.8 0.4 0.2 0.1 0.05 0.025
Sand casting
Forging
Die casting (Pressure)
Cold rolling, drawing
Flame cutting
Sawing
Planing, shaping
Drilling
EDM
Milling
Broaching
Reaming
Laser
Boring
Turning
Grinding
Honing
Polishing
Lapping
Tumbling
Super-finishing

Thank You
A/P Lee Kim Seng