
materiali saldatura
44
MATERIALI DI CONSUMO DI SALDATURA PER L’INDUSTRIA CHIMICA E PETROLCHIMICA
description
Welding Material
Transcript of materiali saldatura
MATERIALI DI CONSUMO DI SALDATURA
PER L’INDUSTRIA CHIMICA E PETROLCHIMICA
BÖHLER WELDING è uno dei principali fornitori di materiali diconsumo di saldatura per leghe resistenti alla corrosione e peracciai resistenti alle alte temperature e al creep, con un’offertacompleta di soluzioni per tutte le applicazioni di saldatura di giun-zione e per tutti i metalli base. Per questo motivo i maggiori produttori operanti nei più svariatisettori dell'industria di processo in tutto il mondo hanno scelto diusare i prodotti e i servizi di BÖHLER WELDING dal 1926.
Le industrie più esigenti fanno affidamento sull’esperienza da noimaturata e sulla qualità comprovata dei nostri prodotti per ridur-re i costi di fabbricazione e aumentare il ciclo di vita dei compo-nenti dei loro impianti. I nostri ingegneri, che vantano una lunga esperienza nel settoredella saldatura, vi assisteranno nel trovare le soluzioni ottimali e
Nota dell’editore
più economiche adeguate alle vostre esigenze individuali.I clienti BÖHLER WELDING possono scegliere da un vasto assor-timento di elettrodi e fili di alta qualità prodotti secondo le speci-fiche industriali più aggiornate.Esempi di requisiti specifici del cliente e del processo: documentazione, schede tecniche, certificazioni, collaudi, confezio-namento e marcatura dei prodotti possono essere soddisfatti surichiesta.
La particolare attenzione per i prodotti resistenti alle alte tempe-rature e al creep, nonché per l’acciaio inossidabile e i materiali diconsumo per saldatura a base di nichel, associata ad una esperien-za di quasi 80 anni di attività, fa di BÖHLER WELDING un partner affidabile per le più elevate esigenze di qualità dell’indu-stria di processo odierna.
I materiali di consumo BÖHLER WELDING sono disponibili inpacchi ermetici e resistenti all’umidità.
Per le industrie più esigenti
© B
rodo
split
Ingegneria chimica e petrolchimicaCon più di 180 prodotti di prima categoria, risultato di anni diricerca e sviluppo e di esperienza diretta, BÖHLER WELDINGgarantisce ai propri clienti prodotti d’avanguardia conformi aglistandard vigenti, che si distinguono per la qualità stabile nel tempoe le migliori caratteristiche di resistenza alla corrosione e al calo-re, assicurando contemporaneamente condizioni di esercizio sicu-re e una lunga funzionalità negli impianti moderni.
Navi cisterna per prodotti chimiciOltre all’acciaio inossidabile 316L e 317L, sta affermandosi sempremaggiormente l’applicazione dell’acciaio inossidabile duplex per lacostruzione di cisterne per lo stoccaggio in stiva. BÖHLER WELDING è leader nell’offerta di una vasta scelta di fili animati,fili e flussi per saldatura ad arco sommerso e naturalmente dell’in-tera gamma di elettrodi rivestiti, fili pieni GMAW e bacchetteGTAW.
Industria farmaceuticaGli elevati standard di qualità e purezza richiesti per tutte lesuperfici a contatto con il prodotto esigono l’impiego di metallibase e d’apporto di altissima qualità, come per i tubi in acciaioinossidabile e le superfici saldate estremamente lisce e a lucidaturaelettrolitica uniforme. BÖHLER WELDING riconosce l’importan-za di queste applicazioni speciali ed ha avviato una ricerca deimetalli d’apporto adeguati e del corrispondente comportamentodi saldatura al fine di garantire i risultati migliori in tali applicazionispeciali.
Industria alimentare e delle bevandeQualsiasi sia l’applicazione – cisterne, recipienti a pressione, scam-biatori di calore o tubazioni di processo – potete stare certi che imetalli d’apporto BÖHLER WELDING sono raccomandati damigliaia di ingegneri di saldatura e sono usati giornalmente da sal-datori in tutto il mondo. Per l’industria alimentare e delle bevandesono disponibili molte caratteristiche specifiche per i singoli pro-dotti.
Cellulosa e cartaAcciaio inossidabile legato al molibdeno – acciaio inossidabileduplex e superduplex oppure leghe a base di nichel o persinomateriali di saldatura in titanio sono necessari per resistere aglieffetti indesiderati degli ambienti corrosivi. I materiali di consumoBÖHLER WELDING sono prodotti in base ad una tecnologiametallurgica che garantisce la più elevata omogeneità e affidabilitàdella composizione chimica dei metalli saldati, delle loro proprietàmeccaniche, nonché della loro resistenza alla corrosione e allecricche.
Dissalazione dell’acqua di mareL’approvvigionamento adeguato di acqua potabile è un fattoreessenziale della vita quotidiana in tutto il mondo; in numeroseregioni gli impianti di dissalazione dell’acqua di mare sono indi-spensabili per coprire tale domanda. BÖHLER WELDING è con-sapevole dei requisiti estremi richiesti in questo settore industria-le e ha sviluppato una vasta gamma di metalli d’apporto, senzacedere a compromessi, per ottenere metalli saldati resistenti alpitting, alla corrosione interstiziale, alla tensocorrosione e allacriccatura.
Desolforazione dei gas di combustioneBenché inseriti negli impianti di produzione dell’energia, i sistemidi lavaggio per la desolforazione dei gas di combustione costitui-scono un esempio perfetto per scegliere le leghe a base di nichelestremamente resistenti alla corrosione. I materiali di consumo inlega BÖHLER WELDING offrono la massima resistenza alla corro-sione, ad es. in torri di assorbimento.

Esempi di applicazioni
© L
urgi
AG
Raffineria Leuna

© A
GR
OLI
NZ
© O
MV
AG
© L
urgi
AG
© O
MV
AG
Sintesi dell’ammoniaca
Desolforazione dei gas di combustione Erezione in sito di una colonna
Impianto di metanolo
Esempi di applicazioni
6
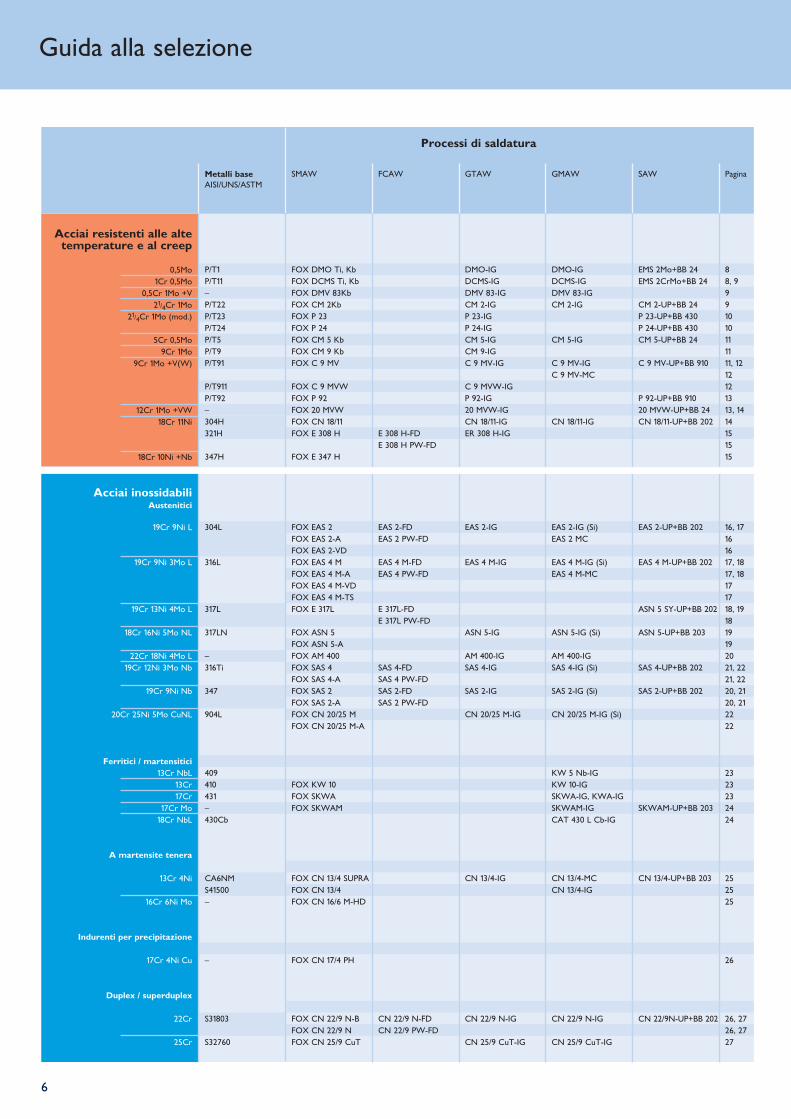
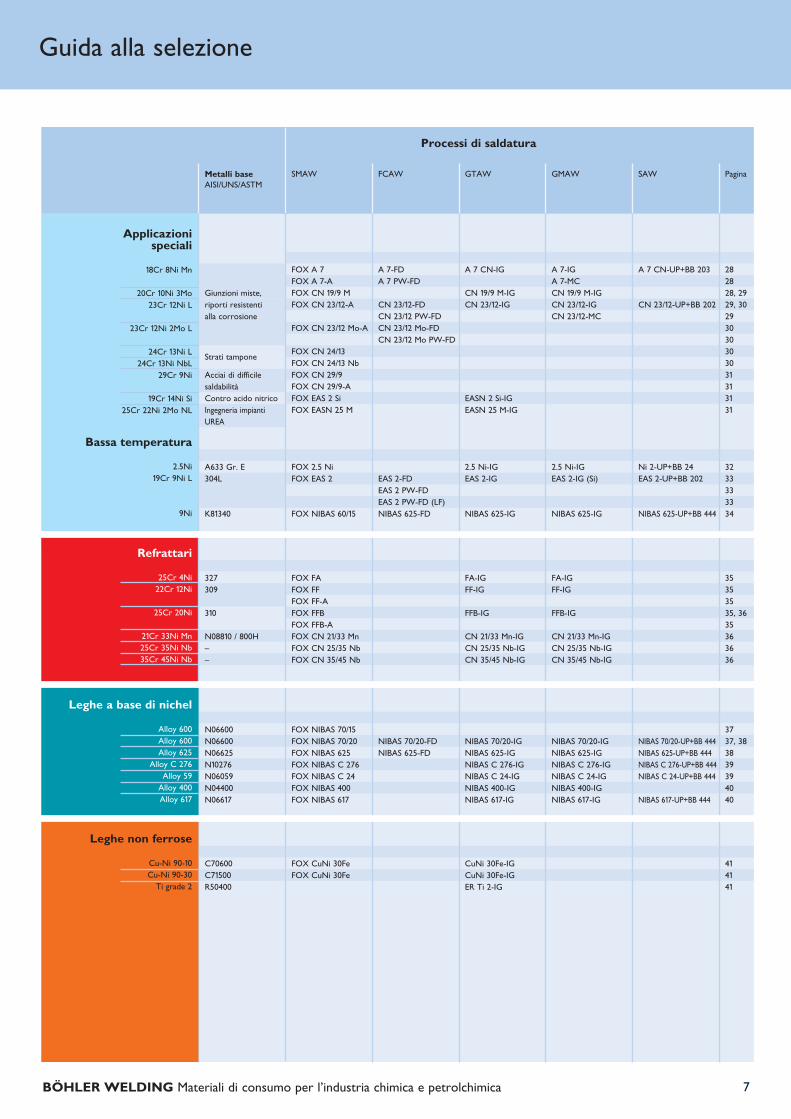
Guida alla selezione
Acciai resistenti alle altetemperature e al creep
0,5Mo1Cr 0,5Mo
0,5Cr 1Mo +V21/4Cr 1Mo
21/4Cr 1Mo (mod.)
5Cr 0,5Mo9Cr 1Mo
9Cr 1Mo +V(W)
12Cr 1Mo +VW18Cr 11Ni
18Cr 10Ni +Nb
Acciai inossidabiliAustenitici
19Cr 9Ni L
19Cr 9Ni 3Mo L
19Cr 13Ni 4Mo L
18Cr 16Ni 5Mo NL
22Cr 18Ni 4Mo L19Cr 12Ni 3Mo Nb
19Cr 9Ni Nb
20Cr 25Ni 5Mo CuNL
Ferritici / martensitici13Cr NbL
13Cr17Cr
17Cr Mo18Cr NbL
A martensite tenera
13Cr 4Ni
16Cr 6Ni Mo
Indurenti per precipitazione
17Cr 4Ni Cu
Duplex / superduplex
22Cr
25Cr
Processi di saldatura
Metalli baseAISI/UNS/ASTM
SMAW FCAW GTAW GMAW SAW Pagina
P/T1P/T11–P/T22P/T23P/T24P/T5P/T9P/T91
P/T911P/T92–304H321H
347H
FOX DMO Ti, KbFOX DCMS Ti, KbFOX DMV 83KbFOX CM 2KbFOX P 23FOX P 24FOX CM 5 KbFOX CM 9 KbFOX C 9 MV
FOX C 9 MVWFOX P 92FOX 20 MVWFOX CN 18/11FOX E 308 H
FOX E 347 H
E 308 H-FDE 308 H PW-FD
DMO-IGDCMS-IGDMV 83-IGCM 2-IGP 23-IGP 24-IGCM 5-IGCM 9-IGC 9 MV-IG
C 9 MVW-IGP 92-IG20 MVW-IGCN 18/11-IGER 308 H-IG
DMO-IGDCMS-IGDMV 83-IGCM 2-IG
CM 5-IG
C 9 MV-IGC 9 MV-MC
CN 18/11-IG
EMS 2Mo+BB 24EMS 2CrMo+BB 24
CM 2-UP+BB 24P 23-UP+BB 430P 24-UP+BB 430CM 5-UP+BB 24
C 9 MV-UP+BB 910
P 92-UP+BB 91020 MVW-UP+BB 24CN 18/11-UP+BB 202
88, 9991010111111, 1212121313, 1414151515
304L
316L
317L
317LN
–316Ti
347
904L
409410431–430Cb
CA6NMS41500–
–
S31803
S32760
FOX EAS 2FOX EAS 2-AFOX EAS 2-VDFOX EAS 4 MFOX EAS 4 M-AFOX EAS 4 M-VDFOX EAS 4 M-TSFOX E 317L
FOX ASN 5FOX ASN 5-AFOX AM 400FOX SAS 4FOX SAS 4-AFOX SAS 2FOX SAS 2-AFOX CN 20/25 MFOX CN 20/25 M-A
FOX KW 10FOX SKWAFOX SKWAM
FOX CN 13/4 SUPRAFOX CN 13/4FOX CN 16/6 M-HD
FOX CN 17/4 PH
FOX CN 22/9 N-BFOX CN 22/9 NFOX CN 25/9 CuT
EAS 2-FDEAS 2 PW-FD
EAS 4 M-FDEAS 4 PW-FD
E 317L-FDE 317L PW-FD
SAS 4-FDSAS 4 PW-FDSAS 2-FDSAS 2 PW-FD
CN 22/9 N-FDCN 22/9 PW-FD
EAS 2-IG
EAS 4 M-IG
ASN 5-IG
AM 400-IGSAS 4-IG
SAS 2-IG
CN 20/25 M-IG
CN 13/4-IG
CN 22/9 N-IG
CN 25/9 CuT-IG
EAS 2-IG (Si)EAS 2 MC
EAS 4 M-IG (Si)EAS 4 M-MC
ASN 5-IG (Si)
AM 400-IGSAS 4-IG (Si)
SAS 2-IG (Si)
CN 20/25 M-IG (Si)
KW 5 Nb-IGKW 10-IGSKWA-IG, KWA-IGSKWAM-IGCAT 430 L Cb-IG
CN 13/4-MCCN 13/4-IG
CN 22/9 N-IG
CN 25/9 CuT-IG
EAS 2-UP+BB 202
EAS 4 M-UP+BB 202
ASN 5 SY-UP+BB 202
ASN 5-UP+BB 203
SAS 4-UP+BB 202
SAS 2-UP+BB 202
SKWAM-UP+BB 203
CN 13/4-UP+BB 203
CN 22/9N-UP+BB 202
16, 17161617, 1817, 18171718, 191819192021, 2221, 2220, 2120, 212222
2323232424
252525
26
26, 2726, 2727
7BÖHLER WELDING Materiali di consumo per l’industria chimica e petrolchimica
Guida alla selezione
Applicazionispeciali
18Cr 8Ni Mn
20Cr 10Ni 3Mo23Cr 12Ni L
23Cr 12Ni 2Mo L
24Cr 13Ni L24Cr 13Ni NbL
29Cr 9Ni
19Cr 14Ni Si25Cr 22Ni 2Mo NL
Giunzioni miste,riporti resistentialla corrosione
Strati tampone
Acciai di difficile saldabilitàContro acido nitricoIngegneria impiantiUREA
Refrattari
25Cr 4Ni22Cr 12Ni
25Cr 20Ni
21Cr 33Ni Mn25Cr 35Ni Nb35Cr 45Ni Nb
Leghe a base di nichel
Alloy 600Alloy 600Alloy 625
Alloy C 276Alloy 59
Alloy 400Alloy 617
Leghe non ferrose
Cu-Ni 90-10Cu-Ni 90-30
Ti grade 2
Bassa temperatura
2.5Ni19Cr 9Ni L
9Ni
Processi di saldatura
Metalli baseAISI/UNS/ASTM
SMAW FCAW GTAW GMAW SAW Pagina
FOX A 7FOX A 7-AFOX CN 19/9 MFOX CN 23/12-A
FOX CN 23/12 Mo-A
FOX CN 24/13FOX CN 24/13 NbFOX CN 29/9FOX CN 29/9-AFOX EAS 2 SiFOX EASN 25 M
A 7-FDA 7 PW-FD
CN 23/12-FDCN 23/12 PW-FDCN 23/12 Mo-FDCN 23/12 Mo PW-FD
A 7 CN-IG
CN 19/9 M-IGCN 23/12-IG
EASN 2 Si-IGEASN 25 M-IG
A 7-IGA 7-MCCN 19/9 M-IGCN 23/12-IGCN 23/12-MC
A 7 CN-UP+BB 203
CN 23/12-UP+BB 202
282828, 2929, 30293030303031313131
327309
310
N08810 / 800H––
FOX FAFOX FFFOX FF-AFOX FFBFOX FFB-AFOX CN 21/33 MnFOX CN 25/35 NbFOX CN 35/45 Nb
FA-IGFF-IG
FFB-IG
CN 21/33 Mn-IGCN 25/35 Nb-IGCN 35/45 Nb-IG
FA-IGFF-IG
FFB-IG
CN 21/33 Mn-IGCN 25/35 Nb-IGCN 35/45 Nb-IG
35353535, 3635363636
N06600N06600N06625N10276N06059N04400N06617
FOX NIBAS 70/15FOX NIBAS 70/20FOX NIBAS 625FOX NIBAS C 276FOX NIBAS C 24FOX NIBAS 400FOX NIBAS 617
NIBAS 70/20-FDNIBAS 625-FD
NIBAS 70/20-IGNIBAS 625-IGNIBAS C 276-IGNIBAS C 24-IGNIBAS 400-IGNIBAS 617-IG
NIBAS 70/20-IGNIBAS 625-IGNIBAS C 276-IGNIBAS C 24-IGNIBAS 400-IGNIBAS 617-IG
NIBAS 70/20-UP+BB 444NIBAS 625-UP+BB 444NIBAS C 276-UP+BB 444NIBAS C 24-UP+BB 444
NIBAS 617-UP+BB 444
3737, 383839394040
C70600C71500R50400
FOX CuNi 30FeFOX CuNi 30Fe
CuNi 30Fe-IGCuNi 30Fe-IGER Ti 2-IG
414141
A633 Gr. E304L
K81340
FOX 2.5 NiFOX EAS 2
FOX NIBAS 60/15
EAS 2-FDEAS 2 PW-FDEAS 2 PW-FD (LF)NIBAS 625-FD
2.5 Ni-IGEAS 2-IG
NIBAS 625-IG
2.5 Ni-IGEAS 2-IG (Si)
NIBAS 625-IG
Ni 2-UP+BB 24EAS 2-UP+BB 202
NIBAS 625-UP+BB 444
3233333334
8
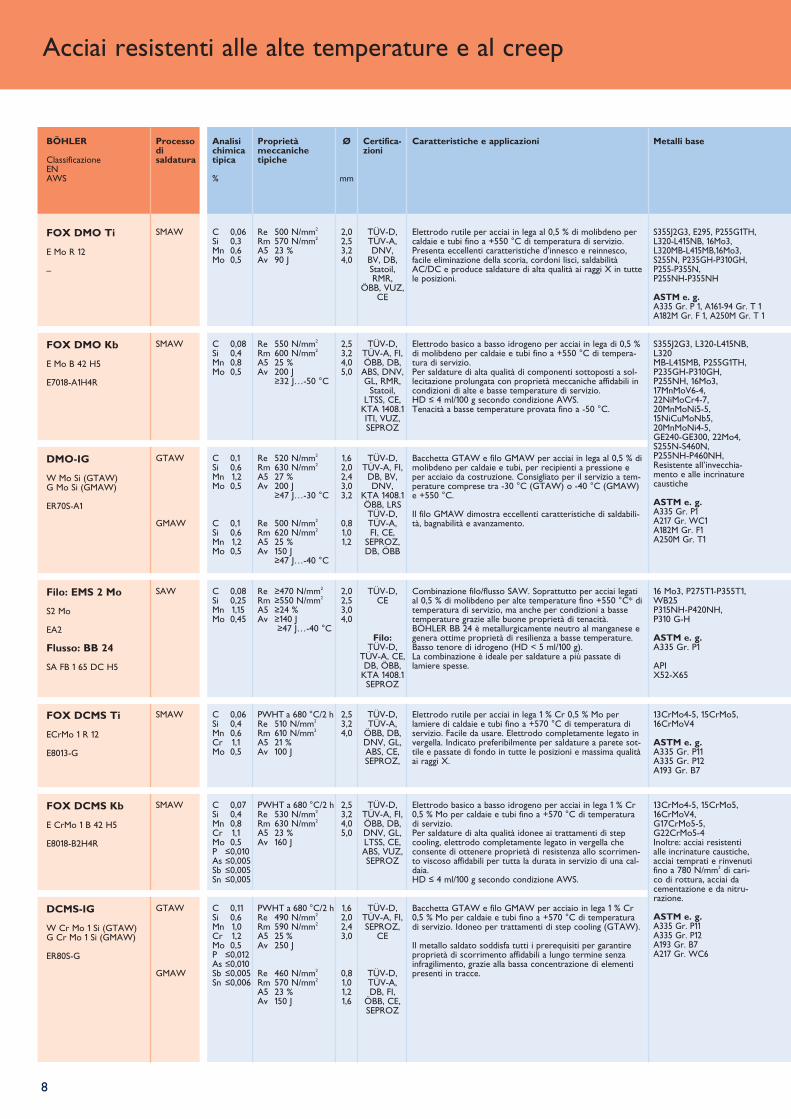
Acciai resistenti alle alte temperature e al creep
SMAW Elettrodo rutile per acciai in lega al 0,5 % di molibdeno percaldaie e tubi fino a +550 °C di temperatura di servizio.Presenta eccellenti caratteristiche d’innesco e reinnesco,facile eliminazione della scoria, cordoni lisci, saldabilitàAC/DC e produce saldature di alta qualità ai raggi X in tuttele posizioni.
SMAW S355J2G3, L320-L415NB,L320MB-L415MB, P255G1TH,P235GH-P310GH,P255NH, 16Mo3,17MnMoV6-4,22NiMoCr4-7,20MnMoNi5-5,15NiCuMoNb5,20MnMoNi4-5, GE240-GE300, 22Mo4,S255N-S460N, P255NH-P460NH,Resistente all’invecchia-mento e alle incrinaturecaustiche
ASTM e. g.A335 Gr. P1A217 Gr. WC1A182M Gr. F1A250M Gr. T1
Elettrodo basico a basso idrogeno per acciai in lega di 0,5 %di molibdeno per caldaie e tubi fino a +550 °C di tempera-tura di servizio.Per saldature di alta qualità di componenti sottoposti a sol-lecitazione prolungata con proprietà meccaniche affidabili incondizioni di alte e basse temperature di servizio.HD ≤ 4 ml/100 g secondo condizione AWS.Tenacità a basse temperature provata fino a -50 °C.
GTAW
GMAW
Bacchetta GTAW e filo GMAW per acciai in lega al 0,5 % dimolibdeno per caldaie e tubi, per recipienti a pressione eper acciaio da costruzione. Consigliato per il servizio a tem-perature comprese tra -30 °C (GTAW) o -40 °C (GMAW)e +550 °C.
Il filo GMAW dimostra eccellenti caratteristiche di saldabili-tà, bagnabilità e avanzamento.
DMO-IG
W Mo Si (GTAW)G Mo Si (GMAW)
ER70S-A1
SAW Combinazione filo/flusso SAW. Soprattutto per acciai legatial 0,5 % di molibdeno per alte temperature fino +550 °C* ditemperatura di servizio, ma anche per condizioni a bassetemperature grazie alle buone proprietà di tenacità. BÖHLER BB 24 è metallurgicamente neutro al manganese egenera ottime proprietà di resilienza a basse temperature.Basso tenore di idrogeno (HD < 5 ml/100 g).La combinazione è ideale per saldature a più passate dilamiere spesse.
Filo: EMS 2 Mo
S2 Mo
EA2
Flusso: BB 24
SA FB 1 65 DC H5
SMAW Elettrodo rutile per acciai in lega 1 % Cr 0,5 % Mo perlamiere di caldaie e tubi fino a +570 °C di temperatura diservizio. Facile da usare. Elettrodo completamente legato invergella. Indicato preferibilmente per saldature a parete sot-tile e passate di fondo in tutte le posizioni e massima qualitàai raggi X.
SMAW 13CrMo4-5, 15CrMo5,16CrMoV4,G17CrMo5-5,G22CrMo5-4Inoltre: acciai resistentialle incrinature caustiche,acciai temprati e rinvenutifino a 780 N/mm2 di cari-co di rottura, acciai dacementazione e da nitru-razione.
ASTM e. g.A335 Gr. P11A335 Gr. P12A193 Gr. B7A217 Gr. WC6
Elettrodo basico a basso idrogeno per acciai in lega 1 % Cr0,5 % Mo per caldaie e tubi fino a +570 °C di temperaturadi servizio. Per saldature di alta qualità idonee ai trattamenti di stepcooling, elettrodo completamente legato in vergella checonsente di ottenere proprietà di resistenza allo scorrimen-to viscoso affidabili per tutta la durata in servizio di una cal-daia. HD ≤ 4 ml/100 g secondo condizione AWS.
GTAW
GMAW
Bacchetta GTAW e filo GMAW per acciaio in lega 1 % Cr0,5 % Mo per caldaie e tubi fino a +570 °C di temperaturadi servizio. Idoneo per trattamenti di step cooling (GTAW).
Il metallo saldato soddisfa tutti i prerequisiti per garantireproprietà di scorrimento affidabili a lungo termine senzainfragilimento, grazie alla bassa concentrazione di elementipresenti in tracce.
DCMS-IG
W Cr Mo 1 Si (GTAW)G Cr Mo 1 Si (GMAW)
ER80S-G
BÖHLER
ClassificazioneENAWS
Processodi saldatura
Analisichimicatipica
%
Proprietà meccaniche tipiche
Ø
mm
Caratteristiche e applicazioni Metalli baseCertifica-zioni
C 0,06Si 0,3Mn 0,6Mo 0,5
Re 500 N/mm2
Rm 570 N/mm2
A5 23 %Av 90 J
S355J2G3, E295, P255G1TH,L320-L415NB, 16Mo3, L320MB-L415MB,16Mo3,S255N, P235GH-P310GH,P255-P355N,P255NH-P355NH
ASTM e. g.A335 Gr. P 1, A161-94 Gr. T 1A182M Gr. F 1, A250M Gr. T 1
2,02,53,24,0
TÜV-D, TÜV-A,DNV,
BV, DB,Statoil,RMR,
ÖBB, VUZ,CE
FOX DMO Ti
E Mo R 12
–
C 0,08Si 0,4Mn 0,8Mo 0,5
Re 550 N/mm2
Rm 600 N/mm2
A5 25 %Av 200 J
≥32 J…-50 °C
2,53,24,05,0
TÜV-D, TÜV-A, FI,ÖBB, DB,
ABS, DNV,GL, RMR,
Statoil, LTSS, CE,
KTA 1408.1ITI, VUZ,SEPROZ
FOX DMO Kb
E Mo B 42 H5
E7018-A1H4R
C 0,1Si 0,6Mn 1,2Mo 0,5
C 0,1Si 0,6Mn 1,2Mo 0,5
Re 520 N/mm2
Rm 630 N/mm2
A5 27 %Av 200 J
≥47 J…-30 °C
Re 500 N/mm2
Rm 620 N/mm2
A5 25 %Av 150 J
≥47 J…-40 °C
1,62,02,43,03,2
0,81,01,2
TÜV-D, TÜV-A, FI,
DB, BV, DNV,
KTA 1408.1ÖBB, LRSTÜV-D, TÜV-A, FI, CE,
SEPROZ,DB, ÖBB
C 0,08Si 0,25Mn 1,15Mo 0,45
Re ≥470 N/mm2
Rm ≥550 N/mm2
A5 ≥24 %Av ≥140 J
≥47 J…-40 °C
16 Mo3, P275T1-P355T1,WB25P315NH-P420NH,P310 G-H
ASTM e. g.A335 Gr. P1
API X52-X65
2,02,53,04,0
TÜV-D,CE
Filo:TÜV-D,
TÜV-A, CE, DB, ÖBB,
KTA 1408.1SEPROZ
C 0,06Si 0,4Mn 0,6Cr 1,1Mo 0,5
PWHT a 680 °C/2 hRe 510 N/mm2
Rm 610 N/mm2
A5 21 %Av 100 J
13CrMo4-5, 15CrMo5,16CrMoV4
ASTM e. g.A335 Gr. P11A335 Gr. P12A193 Gr. B7
2,53,24,0
TÜV-D, TÜV-A,
ÖBB, DB,DNV, GL,ABS, CE, SEPROZ,
FOX DCMS Ti
ECrMo 1 R 12
E8013-G
C 0,07Si 0,4Mn 0,8Cr 1,1Mo 0,5P ≤0,010As ≤0,005Sb ≤0,005Sn ≤0,005
PWHT a 680 °C/2 hRe 530 N/mm2
Rm 630 N/mm2
A5 23 %Av 160 J
2,53,24,05,0
TÜV-D, TÜV-A, FI,ÖBB, DB,DNV, GL,LTSS, CE,ABS, VUZ,SEPROZ
FOX DCMS Kb
E CrMo 1 B 42 H5
E8018-B2H4R
C 0,11Si 0,6Mn 1,0Cr 1,2Mo 0,5P ≤0,012As ≤0,010Sb ≤0,005Sn ≤0,006
PWHT a 680 °C/2 hRe 490 N/mm2
Rm 590 N/mm2
A5 25 %Av 250 J
Re 460 N/mm2
Rm 570 N/mm2
A5 23 %Av 150 J
1,62,02,43,0
0,81,01,21,6
TÜV-D, TÜV-A, FI,SEPROZ,
CE
TÜV-D, TÜV-A, DB, FI,
ÖBB, CE, SEPROZ
9BÖHLER WELDING Materiali di consumo per l’industria chimica e petrolchimica
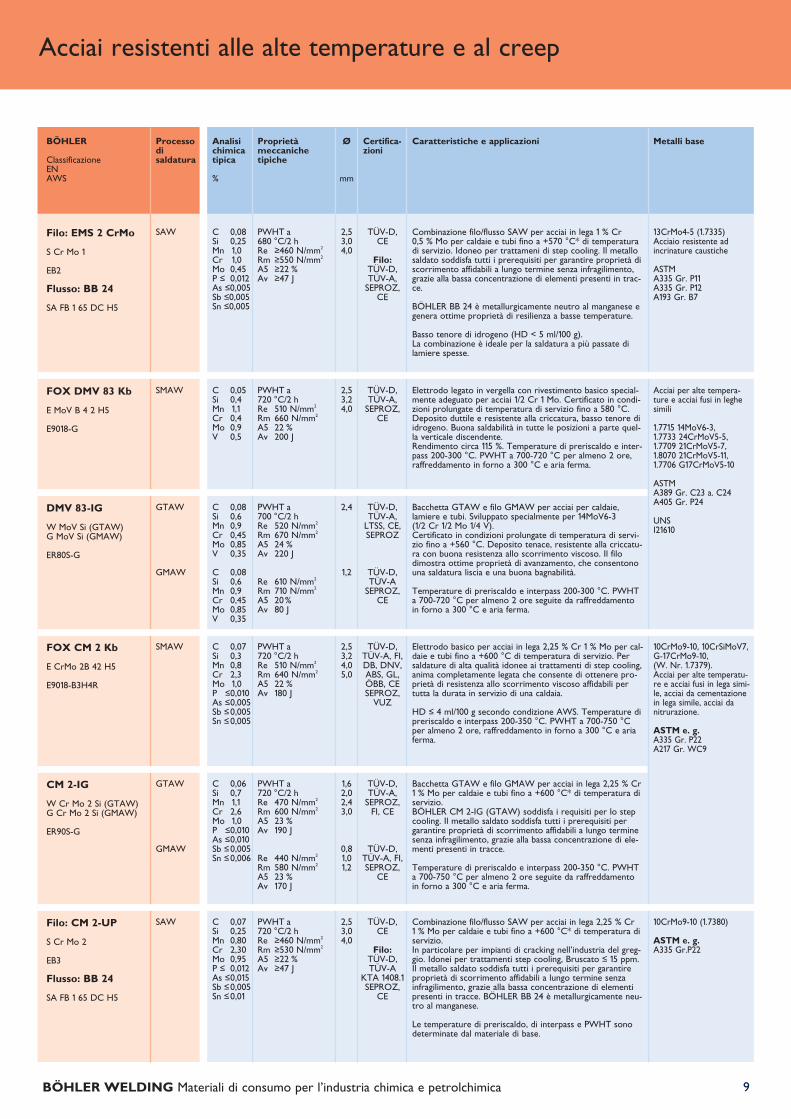
Acciai resistenti alle alte temperature e al creep
SAW 13CrMo4-5 (1.7335)Acciaio resistente ad incrinature caustiche
ASTMA335 Gr. P11A335 Gr. P12A193 Gr. B7
Combinazione filo/flusso SAW per acciai in lega 1 % Cr0,5 % Mo per caldaie e tubi fino a +570 °C* di temperaturadi servizio. Idoneo per trattameni di step cooling. Il metallosaldato soddisfa tutti i prerequisiti per garantire proprietà discorrimento affidabili a lungo termine senza infragilimento,grazie alla bassa concentrazione di elementi presenti in trac-ce.
BÖHLER BB 24 è metallurgicamente neutro al manganese egenera ottime proprietà di resilienza a basse temperature.
Basso tenore di idrogeno (HD < 5 ml/100 g). La combinazione è ideale per la saldatura a più passate dilamiere spesse.
Filo: EMS 2 CrMo
S Cr Mo 1
EB2
Flusso: BB 24
SA FB 1 65 DC H5
SMAW Acciai per alte tempera-ture e acciai fusi in leghesimili
1.7715 14MoV6-3,1.7733 24CrMoV5-5, 1.7709 21CrMoV5-7, 1.8070 21CrMoV5-11,1.7706 G17CrMoV5-10
ASTM A389 Gr. C23 a. C24A405 Gr. P24
UNS I21610
Elettrodo legato in vergella con rivestimento basico special-mente adeguato per acciai 1/2 Cr 1 Mo. Certificato in condi-zioni prolungate di temperatura di servizio fino a 580 °C.Deposito duttile e resistente alla criccatura, basso tenore diidrogeno. Buona saldabilità in tutte le posizioni a parte quel-la verticale discendente. Rendimento circa 115 %. Temperature di preriscaldo e inter-pass 200-300 °C. PWHT a 700-720 °C per almeno 2 ore,raffreddamento in forno a 300 °C e aria ferma.
GTAW
GMAW
Bacchetta GTAW e filo GMAW per acciai per caldaie,lamiere e tubi. Sviluppato specialmente per 14MoV6-3(1/2 Cr 1/2 Mo 1/4 V). Certificato in condizioni prolungate di temperatura di servi-zio fino a +560 °C. Deposito tenace, resistente alla criccatu-ra con buona resistenza allo scorrimento viscoso. Il filodimostra ottime proprietà di avanzamento, che consentonouna saldatura liscia e una buona bagnabilità.
Temperature di preriscaldo e interpass 200-300 °C. PWHTa 700-720 °C per almeno 2 ore seguite da raffreddamentoin forno a 300 °C e aria ferma.
DMV 83-IG
W MoV Si (GTAW)G MoV Si (GMAW)
ER80S-G
SMAW 10CrMo9-10, 10CrSiMoV7,G-17CrMo9-10, (W. Nr. 1.7379).Acciai per alte temperatu-re e acciai fusi in lega simi-le, acciai da cementazionein lega simile, acciai danitrurazione.
ASTM e. g.A335 Gr. P22 A217 Gr. WC9
Elettrodo basico per acciai in lega 2,25 % Cr 1 % Mo per cal-daie e tubi fino a +600 °C di temperatura di servizio. Persaldature di alta qualità idonee ai trattamenti di step cooling,anima completamente legata che consente di ottenere pro-prietà di resistenza allo scorrimento viscoso affidabili pertutta la durata in servizio di una caldaia.
HD ≤ 4 ml/100 g secondo condizione AWS. Temperature dipreriscaldo e interpass 200-350 °C. PWHT a 700-750 °Cper almeno 2 ore, raffreddamento in forno a 300 °C e ariaferma.
GTAW
GMAW
Bacchetta GTAW e filo GMAW per acciai in lega 2,25 % Cr1 % Mo per caldaie e tubi fino a +600 °C* di temperatura diservizio. BÖHLER CM 2-IG (GTAW) soddisfa i requisiti per lo stepcooling. Il metallo saldato soddisfa tutti i prerequisiti pergarantire proprietà di scorrimento affidabili a lungo terminesenza infragilimento, grazie alla bassa concentrazione di ele-menti presenti in tracce.
Temperature di preriscaldo e interpass 200-350 °C. PWHTa 700-750 °C per almeno 2 ore seguite da raffreddamentoin forno a 300 °C e aria ferma.
CM 2-IG
W Cr Mo 2 Si (GTAW)G Cr Mo 2 Si (GMAW)
ER90S-G
SAW Combinazione filo/flusso SAW per acciai in lega 2,25 % Cr1 % Mo per caldaie e tubi fino a +600 °C* di temperatura diservizio.In particolare per impianti di cracking nell’industria del greg-gio. Idonei per trattamenti step cooling, Bruscato ≤ 15 ppm.Il metallo saldato soddisfa tutti i prerequisiti per garantireproprietà di scorrimento affidabili a lungo termine senzainfragilimento, grazie alla bassa concentrazione di elementipresenti in tracce. BÖHLER BB 24 è metallurgicamente neu-tro al manganese.
Le temperature di preriscaldo, di interpass e PWHT sonodeterminate dal materiale di base.
Filo: CM 2-UP
S Cr Mo 2
EB3
Flusso: BB 24
SA FB 1 65 DC H5
BÖHLER
ClassificazioneENAWS
Processodi saldatura
Analisichimicatipica
%
Proprietà meccaniche tipiche
Ø
mm
Caratteristiche e applicazioni Metalli baseCertifica-zioni
C 0,08Si 0,25Mn 1,0Cr 1,0Mo 0,45P ≤ 0,012As ≤0,005Sb ≤0,005Sn ≤0,005
PWHT a680 °C/2 hRe ≥460 N/mm2
Rm ≥550 N/mm2
A5 ≥22 %Av ≥47 J
2,53,04,0
TÜV-D, CE
Filo:TÜV-D,TÜV-A,
SEPROZ,CE
C 0,05Si 0,4Mn 1,1Cr 0,4Mo 0,9V 0,5
PWHT a720 °C/2 hRe 510 N/mm2
Rm 660 N/mm2
A5 22 %Av 200 J
2,53,24,0
TÜV-D,TÜV-A,
SEPROZ,CE
FOX DMV 83 Kb
E MoV B 4 2 H5
E9018-G
C 0,08Si 0,6Mn 0,9Cr 0,45Mo 0,85V 0,35
C 0,08Si 0,6Mn 0,9Cr 0,45Mo 0,85V 0,35
PWHT a700 °C/2 hRe 520 N/mm2
Rm 670 N/mm2
A5 24 %Av 220 J
Re 610 N/mm2
Rm 710 N/mm2
A5 20%Av 80 J
2,4
1,2
TÜV-D,TÜV-A,
LTSS, CE,SEPROZ
TÜV-D,TÜV-A
SEPROZ,CE
C 0,07Si 0,3Mn 0,8Cr 2,3Mo 1,0P ≤0,010As ≤0,005Sb ≤0,005Sn ≤0,005
PWHT a720 °C/2 hRe 510 N/mm2
Rm 640 N/mm2
A5 22 %Av 180 J
2,53,24,05,0
TÜV-D, TÜV-A, FI,DB, DNV,ABS, GL,ÖBB, CESEPROZ,
VUZ
FOX CM 2 Kb
E CrMo 2B 42 H5
E9018-B3H4R
C 0,06Si 0,7Mn 1,1Cr 2,6Mo 1,0P ≤0,010As ≤0,010Sb ≤0,005Sn ≤0,006
PWHT a720 °C/2 hRe 470 N/mm2
Rm 600 N/mm2
A5 23 %Av 190 J
Re 440 N/mm2
Rm 580 N/mm2
A5 23 %Av 170 J
1,62,02,43,0
0,81,01,2
TÜV-D,TÜV-A,
SEPROZ,FI, CE
TÜV-D,TÜV-A, FI,SEPROZ,
CE
C 0,07Si 0,25Mn 0,80Cr 2,30Mo 0,95P ≤ 0,012As ≤0,015Sb ≤0,005Sn ≤0,01
PWHT a720 °C/2 hRe ≥460 N/mm2
Rm ≥530 N/mm2
A5 ≥22 %Av ≥47 J
10CrMo9-10 (1.7380)
ASTM e. g.A335 Gr.P22
2,53,04,0
TÜV-D,CE
Filo:TÜV-D,TÜV-A
KTA 1408.1SEPROZ,
CE
10
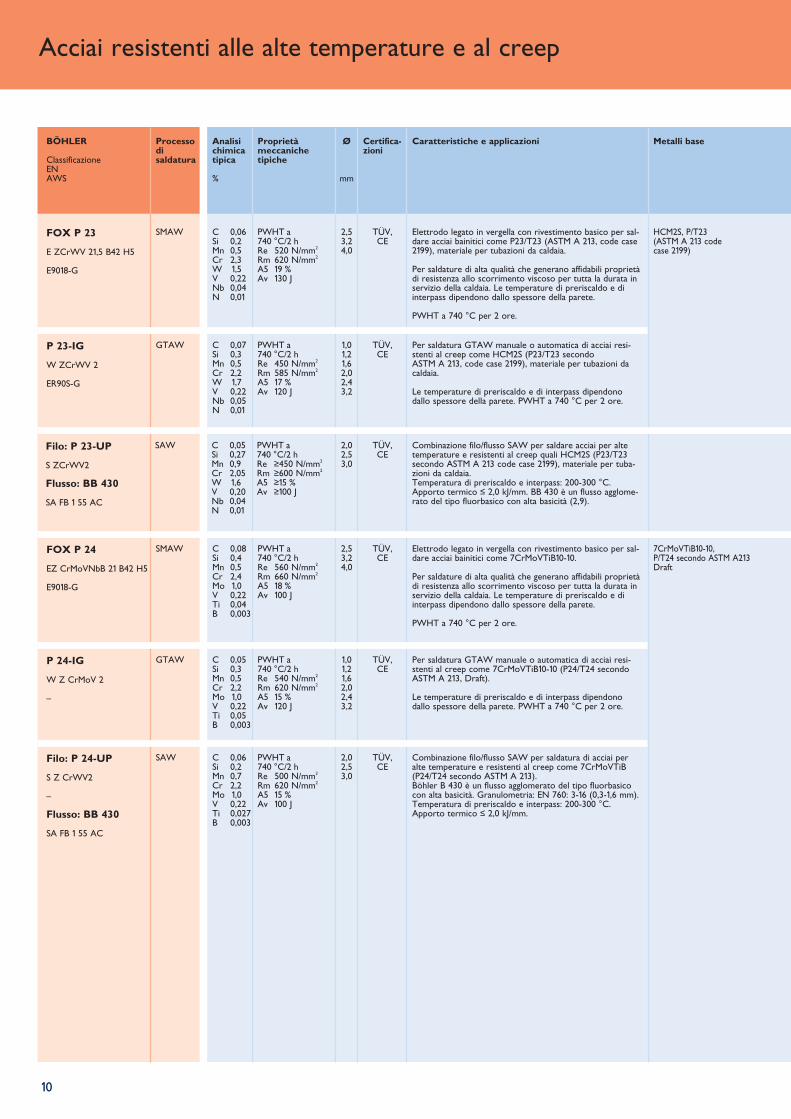
Acciai resistenti alle alte temperature e al creep
SMAW Elettrodo legato in vergella con rivestimento basico per sal-dare acciai bainitici come P23/T23 (ASTM A 213, code case2199), materiale per tubazioni da caldaia.
Per saldature di alta qualità che generano affidabili proprietàdi resistenza allo scorrimento viscoso per tutta la durata inservizio della caldaia. Le temperature di preriscaldo e diinterpass dipendono dallo spessore della parete.
PWHT a 740 °C per 2 ore.
GTAW Per saldatura GTAW manuale o automatica di acciai resi-stenti al creep come HCM2S (P23/T23 secondoASTM A 213, code case 2199), materiale per tubazioni dacaldaia.
Le temperature di preriscaldo e di interpass dipendonodallo spessore della parete. PWHT a 740 °C per 2 ore.
SAW Combinazione filo/flusso SAW per saldare acciai per altetemperature e resistenti al creep quali HCM2S (P23/T23secondo ASTM A 213 code case 2199), materiale per tuba-zioni da caldaia.Temperatura di preriscaldo e interpass: 200-300 °C. Apporto termico ≤ 2,0 kJ/mm. BB 430 è un flusso agglome-rato del tipo fluorbasico con alta basicità (2,9).
Filo: P 23-UP
S ZCrWV2
Flusso: BB 430
SA FB 1 55 AC
SMAW 7CrMoVTiB10-10, P/T24 secondo ASTM A213Draft
Elettrodo legato in vergella con rivestimento basico per sal-dare acciai bainitici come 7CrMoVTiB10-10.
Per saldature di alta qualità che generano affidabili proprietàdi resistenza allo scorrimento viscoso per tutta la durata inservizio della caldaia. Le temperature di preriscaldo e diinterpass dipendono dallo spessore della parete.
PWHT a 740 °C per 2 ore.
GTAW Per saldatura GTAW manuale o automatica di acciai resi-stenti al creep come 7CrMoVTiB10-10 (P24/T24 secondoASTM A 213, Draft).
Le temperature di preriscaldo e di interpass dipendonodallo spessore della parete. PWHT a 740 °C per 2 ore.
SAW Combinazione filo/flusso SAW per saldatura di acciai peralte temperature e resistenti al creep come 7CrMoVTiB(P24/T24 secondo ASTM A 213). Böhler B 430 è un flusso agglomerato del tipo fluorbasicocon alta basicità. Granulometria: EN 760: 3-16 (0,3-1,6 mm).Temperatura di preriscaldo e interpass: 200-300 °C.Apporto termico ≤ 2,0 kJ/mm.
Filo: P 24-UP
S Z CrWV2
–
Flusso: BB 430
SA FB 1 55 AC
BÖHLER
ClassificazioneENAWS
Processodi saldatura
Analisichimicatipica
%
Proprietà meccaniche tipiche
Ø
mm
Caratteristiche e applicazioni Metalli baseCertifica-zioni
C 0,06Si 0,2Mn 0,5Cr 2,3W 1,5V 0,22Nb 0,04N 0,01
PWHT a740 °C/2 hRe 520 N/mm2
Rm 620 N/mm2
A5 19 %Av 130 J
HCM2S, P/T23 (ASTM A 213 code case 2199)
2,53,24,0
TÜV, CE
FOX P 23
E ZCrWV 21,5 B42 H5
E9018-G
C 0,07Si 0,3Mn 0,5Cr 2,2W 1,7V 0,22Nb 0,05N 0,01
PWHT a740 °C/2 hRe 450 N/mm2
Rm 585 N/mm2
A5 17 %Av 120 J
1,01,21,62,02,43,2
TÜV, CE
P 23-IG
W ZCrWV 2
ER90S-G
C 0,05Si 0,27Mn 0,9Cr 2,05W 1,6V 0,20Nb 0,04N 0,01
PWHT a740 °C/2 hRe ≥450 N/mm2
Rm ≥600 N/mm2
A5 ≥15 %Av ≥100 J
2,02,53,0
TÜV, CE
C 0,08Si 0,4Mn 0,5Cr 2,4Mo 1,0V 0,22Ti 0,04B 0,003
PWHT a740 °C/2 hRe 560 N/mm2
Rm 660 N/mm2
A5 18 %Av 100 J
2,53,24,0
TÜV, CE
FOX P 24
EZ CrMoVNbB 21 B42 H5
E9018-G
C 0,05Si 0,3Mn 0,5Cr 2,2Mo 1,0V 0,22Ti 0,05B 0,003
PWHT a740 °C/2 hRe 540 N/mm2
Rm 620 N/mm2
A5 15 %Av 120 J
1,01,21,62,02,43,2
TÜV, CE
P 24-IG
W Z CrMoV 2
–
C 0,06Si 0,2Mn 0,7Cr 2,2Mo 1,0V 0,22Ti 0,027B 0,003
PWHT a740 °C/2 hRe 500 N/mm2
Rm 620 N/mm2
A5 15 %Av 100 J
2,02,53,0
TÜV, CE
11BÖHLER WELDING Materiali di consumo per l’industria chimica e petrolchimica
Acciai resistenti alle alte temperature e al creep
SMAW Acciai per alte tempera-ture e acciai fusi in legasimile
1.7362 X12CrMo5, 1.7363 GX12CrMo5
ASTM e. g.A213 Gr.T5A217 Gr.C5A335 Gr.P5
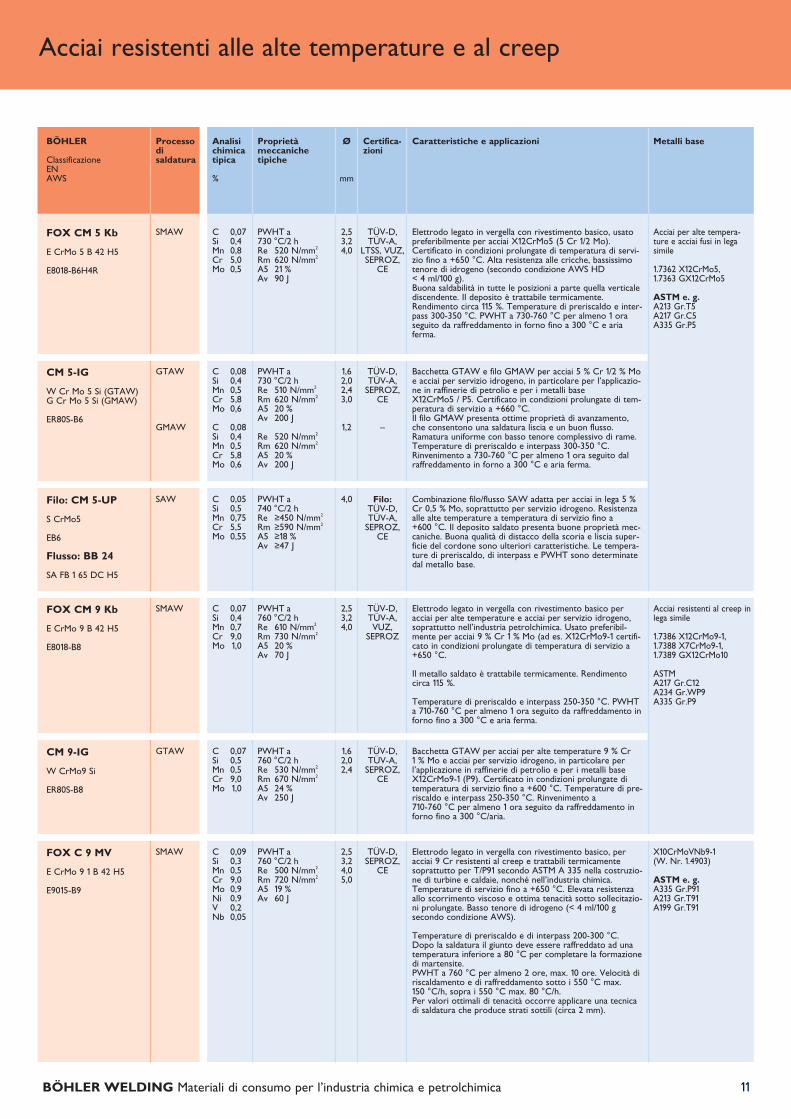
Elettrodo legato in vergella con rivestimento basico, usatopreferibilmente per acciai X12CrMo5 (5 Cr 1/2 Mo).Certificato in condizioni prolungate di temperatura di servi-zio fino a +650 °C. Alta resistenza alle cricche, bassissimotenore di idrogeno (secondo condizione AWS HD< 4 ml/100 g). Buona saldabilità in tutte le posizioni a parte quella verticalediscendente. Il deposito è trattabile termicamente. Rendimento circa 115 %. Temperature di preriscaldo e inter-pass 300-350 °C. PWHT a 730-760 °C per almeno 1 oraseguito da raffreddamento in forno fino a 300 °C e ariaferma.
GTAW
GMAW
Bacchetta GTAW e filo GMAW per acciai 5 % Cr 1/2 % Moe acciai per servizio idrogeno, in particolare per l’applicazio-ne in raffinerie di petrolio e per i metalli baseX12CrMo5 / P5. Certificato in condizioni prolungate di tem-peratura di servizio a +660 °C. Il filo GMAW presenta ottime proprietà di avanzamento,che consentono una saldatura liscia e un buon flusso.Ramatura uniforme con basso tenore complessivo di rame.Temperature di preriscaldo e interpass 300-350 °C.Rinvenimento a 730-760 °C per almeno 1 ora seguito dalraffreddamento in forno a 300 °C e aria ferma.
CM 5-IG
W Cr Mo 5 Si (GTAW)G Cr Mo 5 Si (GMAW)
ER80S-B6
SAW Combinazione filo/flusso SAW adatta per acciai in lega 5 %Cr 0,5 % Mo, soprattutto per servizio idrogeno. Resistenzaalle alte temperature a temperatura di servizio fino a+600 °C. Il deposito saldato presenta buone proprietà mec-caniche. Buona qualità di distacco della scoria e liscia super-ficie del cordone sono ulteriori caratteristiche. Le tempera-ture di preriscaldo, di interpass e PWHT sono determinatedal metallo base.
Filo: CM 5-UP
S CrMo5
EB6
Flusso: BB 24
SA FB 1 65 DC H5
SMAW Acciai resistenti al creep inlega simile
1.7386 X12CrMo9-1, 1.7388 X7CrMo9-1, 1.7389 GX12CrMo10
ASTM A217 Gr.C12 A234 Gr.WP9 A335 Gr.P9
Elettrodo legato in vergella con rivestimento basico peracciai per alte temperature e acciai per servizio idrogeno,soprattutto nell’industria petrolchimica. Usato preferibil-mente per acciai 9 % Cr 1 % Mo (ad es. X12CrMo9-1 certifi-cato in condizioni prolungate di temperatura di servizio a+650 °C.
Il metallo saldato è trattabile termicamente. Rendimentocirca 115 %.
Temperature di preriscaldo e interpass 250-350 °C. PWHTa 710-760 °C per almeno 1 ora seguito da raffreddamento inforno fino a 300 °C e aria ferma.
GTAW Bacchetta GTAW per acciai per alte temperature 9 % Cr1 % Mo e acciai per servizio idrogeno, in particolare perl’applicazione in raffinerie di petrolio e per i metalli baseX12CrMo9-1 (P9). Certificato in condizioni prolungate ditemperatura di servizio fino a +600 °C. Temperature di pre-riscaldo e interpass 250-350 °C. Rinvenimento a 710-760 °C per almeno 1 ora seguito da raffreddamento inforno fino a 300 °C/aria.
SMAW X10CrMoVNb9-1 (W. Nr. 1.4903)
ASTM e. g.A335 Gr.P91A213 Gr.T91A199 Gr.T91
Elettrodo legato in vergella con rivestimento basico, peracciai 9 Cr resistenti al creep e trattabili termicamentesoprattutto per T/P91 secondo ASTM A 335 nella costruzio-ne di turbine e caldaie, nonché nell’industria chimica.Temperature di servizio fino a +650 °C. Elevata resistenzaallo scorrimento viscoso e ottima tenacità sotto sollecitazio-ni prolungate. Basso tenore di idrogeno (< 4 ml/100 gsecondo condizione AWS).
Temperature di preriscaldo e di interpass 200-300 °C.Dopo la saldatura il giunto deve essere raffreddato ad unatemperatura inferiore a 80 °C per completare la formazionedi martensite.PWHT a 760 °C per almeno 2 ore, max. 10 ore. Velocità diriscaldamento e di raffreddamento sotto i 550 °C max.150 °C/h, sopra i 550 °C max. 80 °C/h. Per valori ottimali di tenacità occorre applicare una tecnicadi saldatura che produce strati sottili (circa 2 mm).
BÖHLER
ClassificazioneENAWS
Processodi saldatura
Analisichimicatipica
%
Proprietà meccaniche tipiche
Ø
mm
Caratteristiche e applicazioni Metalli baseCertifica-zioni
C 0,07Si 0,4Mn 0,8Cr 5,0Mo 0,5
PWHT a730 °C/2 hRe 520 N/mm2
Rm 620 N/mm2
A5 21 %Av 90 J
2,53,24,0
TÜV-D,TÜV-A,
LTSS, VUZ,SEPROZ,
CE
FOX CM 5 Kb
E CrMo 5 B 42 H5
E8018-B6H4R
C 0,08Si 0,4Mn 0,5Cr 5,8Mo 0,6
C 0,08Si 0,4Mn 0,5Cr 5,8Mo 0,6
PWHT a730 °C/2 hRe 510 N/mm2
Rm 620 N/mm2
A5 20 %Av 200 J
Re 520 N/mm2
Rm 620 N/mm2
A5 20 %Av 200 J
1,62,02,43,0
1,2
TÜV-D,TÜV-A,
SEPROZ,CE
–
C 0,05Si 0,5Mn 0,75Cr 5,5Mo 0,55
PWHT a740 °C/2 hRe ≥450 N/mm2
Rm ≥590 N/mm2
A5 ≥18 %Av ≥47 J
4,0 Filo: TÜV-D, TÜV-A,
SEPROZ,CE
C 0,07Si 0,4Mn 0,7Cr 9,0Mo 1,0
PWHT a760 °C/2 hRe 610 N/mm2
Rm 730 N/mm2
A5 20 %Av 70 J
2,53,24,0
TÜV-D,TÜV-A,VUZ,
SEPROZ
FOX CM 9 Kb
E CrMo 9 B 42 H5
E8018-B8
C 0,07Si 0,5Mn 0,5Cr 9,0Mo 1,0
PWHT a760 °C/2 hRe 530 N/mm2
Rm 670 N/mm2
A5 24 %Av 250 J
1,62,02,4
TÜV-D,TÜV-A,
SEPROZ,CE
CM 9-IG
W CrMo9 Si
ER80S-B8
C 0,09Si 0,3Mn 0,5Cr 9,0Mo 0,9Ni 0,9V 0,2Nb 0,05
PWHT a760 °C/2 hRe 500 N/mm2
Rm 720 N/mm2
A5 19 %Av 60 J
2,53,24,05,0
TÜV-D,SEPROZ,
CE
FOX C 9 MV
E CrMo 9 1 B 42 H5
E9015-B9
Acciai resistenti alle alte temperature e al creep
12
GTAW
GMAW
X10CrMoVNb9-1 (W. Nr. 1.4903)
ASTM e. g.A335 Gr. P91A213 Gr. T91A199 Gr. T91
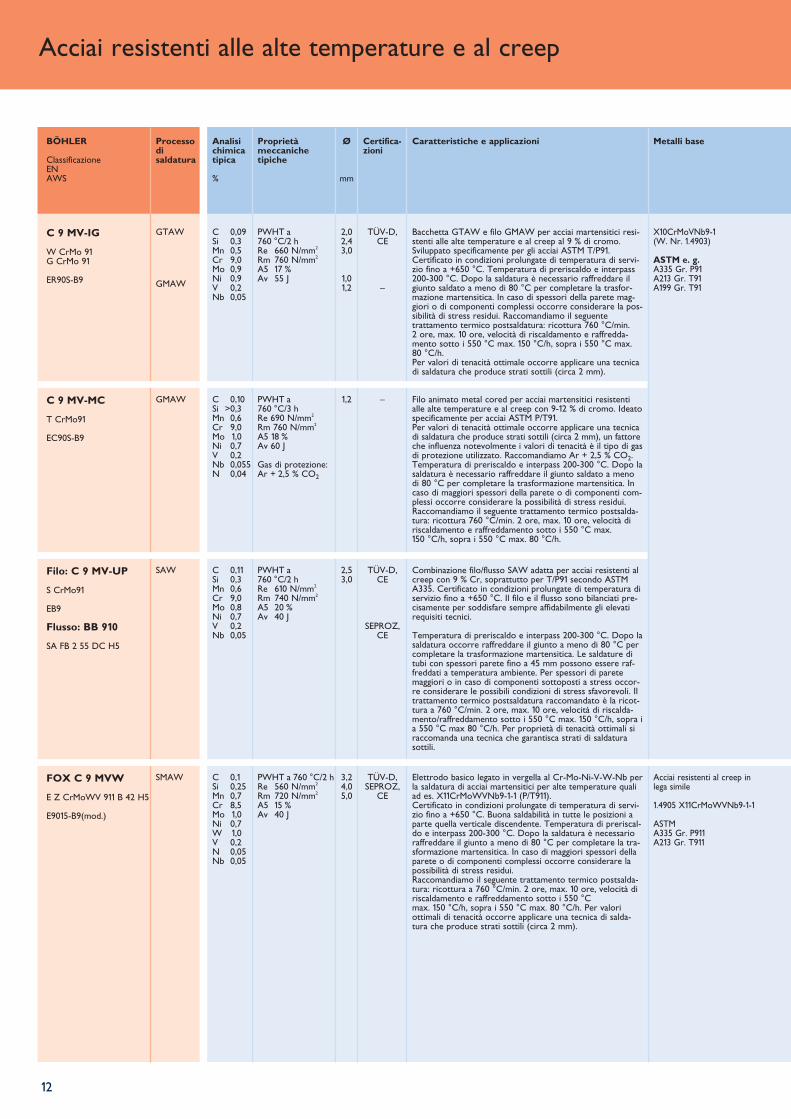
Bacchetta GTAW e filo GMAW per acciai martensitici resi-stenti alle alte temperature e al creep al 9 % di cromo.Sviluppato specificamente per gli acciai ASTM T/P91.Certificato in condizioni prolungate di temperatura di servi-zio fino a +650 °C. Temperatura di preriscaldo e interpass200-300 °C. Dopo la saldatura è necessario raffreddare ilgiunto saldato a meno di 80 °C per completare la trasfor-mazione martensitica. In caso di spessori della parete mag-giori o di componenti complessi occorre considerare la pos-sibilità di stress residui. Raccomandiamo il seguentetrattamento termico postsaldatura: ricottura 760 °C/min.2 ore, max. 10 ore, velocità di riscaldamento e raffredda-mento sotto i 550 °C max. 150 °C/h, sopra i 550 °C max.80 °C/h. Per valori di tenacità ottimale occorre applicare una tecnicadi saldatura che produce strati sottili (circa 2 mm).
SAW Combinazione filo/flusso SAW adatta per acciai resistenti alcreep con 9 % Cr, soprattutto per T/P91 secondo ASTMA335. Certificato in condizioni prolungate di temperatura diservizio fino a +650 °C. Il filo e il flusso sono bilanciati pre-cisamente per soddisfare sempre affidabilmente gli elevatirequisiti tecnici.
Temperatura di preriscaldo e interpass 200-300 °C. Dopo lasaldatura occorre raffreddare il giunto a meno di 80 °C percompletare la trasformazione martensitica. Le saldature ditubi con spessori parete fino a 45 mm possono essere raf-freddati a temperatura ambiente. Per spessori di paretemaggiori o in caso di componenti sottoposti a stress occor-re considerare le possibili condizioni di stress sfavorevoli. Iltrattamento termico postsaldatura raccomandato è la ricot-tura a 760 °C/min. 2 ore, max. 10 ore, velocità di riscalda-mento/raffreddamento sotto i 550 °C max. 150 °C/h, sopra ia 550 °C max 80 °C/h. Per proprietà di tenacità ottimali siraccomanda una tecnica che garantisca strati di saldaturasottili.
Filo: C 9 MV-UP
S CrMo91
EB9
Flusso: BB 910
SA FB 2 55 DC H5
SMAW Acciai resistenti al creep inlega simile
1.4905 X11CrMoWVNb9-1-1
ASTM A335 Gr. P911 A213 Gr. T911
Elettrodo basico legato in vergella al Cr-Mo-Ni-V-W-Nb perla saldatura di acciai martensitici per alte temperature qualiad es. X11CrMoWVNb9-1-1 (P/T911). Certificato in condizioni prolungate di temperatura di servi-zio fino a +650 °C. Buona saldabilità in tutte le posizioni aparte quella verticale discendente. Temperatura di preriscal-do e interpass 200-300 °C. Dopo la saldatura è necessarioraffreddare il giunto a meno di 80 °C per completare la tra-sformazione martensitica. In caso di maggiori spessori dellaparete o di componenti complessi occorre considerare lapossibilità di stress residui.Raccomandiamo il seguente trattamento termico postsalda-tura: ricottura a 760 °C/min. 2 ore, max. 10 ore, velocità diriscaldamento e raffreddamento sotto i 550 °Cmax. 150 °C/h, sopra i 550 °C max. 80 °C/h. Per valori ottimali di tenacità occorre applicare una tecnica di salda-tura che produce strati sottili (circa 2 mm).
BÖHLER
ClassificazioneENAWS
Processodi saldatura
Analisichimicatipica
%
Proprietà meccaniche tipiche
Ø
mm
Caratteristiche e applicazioni Metalli baseCertifica-zioni
GMAW PWHT a760 °C/3 hRe 690 N/mm2
Rm 760 N/mm2
A5 18 %Av 60 J
Gas di protezione:Ar + 2,5 % CO2
Filo animato metal cored per acciai martensitici resistentialle alte temperature e al creep con 9-12 % di cromo. Ideatospecificamente per acciai ASTM P/T91.Per valori di tenacità ottimale occorre applicare una tecnicadi saldatura che produce strati sottili (circa 2 mm), un fattoreche influenza notevolmente i valori di tenacità è il tipo di gasdi protezione utilizzato. Raccomandiamo Ar + 2,5 % CO2.Temperatura di preriscaldo e interpass 200-300 °C. Dopo lasaldatura è necessario raffreddare il giunto saldato a menodi 80 °C per completare la trasformazione martensitica. Incaso di maggiori spessori della parete o di componenti com-plessi occorre considerare la possibilità di stress residui.Raccomandiamo il seguente trattamento termico postsalda-tura: ricottura 760 °C/min. 2 ore, max. 10 ore, velocità diriscaldamento e raffreddamento sotto i 550 °C max.150 °C/h, sopra i 550 °C max. 80 °C/h.
C 0,09Si 0,3Mn 0,5Cr 9,0Mo 0,9Ni 0,9V 0,2Nb 0,05
PWHT a760 °C/2 hRe 660 N/mm2
Rm 760 N/mm2
A5 17 %Av 55 J
2,02,43,0
1,01,2
TÜV-D,CE
–
C 9 MV-IG
W CrMo 91G CrMo 91
ER90S-B9
C 0,11Si 0,3Mn 0,6Cr 9,0Mo 0,8Ni 0,7V 0,2Nb 0,05
PWHT a760 °C/2 hRe 610 N/mm2
Rm 740 N/mm2
A5 20 %Av 40 J
2,53,0
TÜV-D, CE
SEPROZ,CE
C 0,1Si 0,25Mn 0,7Cr 8,5Mo 1,0Ni 0,7W 1,0V 0,2N 0,05Nb 0,05
PWHT a 760 °C/2 hRe 560 N/mm2
Rm 720 N/mm2
A5 15 %Av 40 J
3,24,05,0
TÜV-D,SEPROZ,
CE
FOX C 9 MVW
E Z CrMoWV 911 B 42 H5
E9015-B9(mod.)
C 0,10Si >0,3Mn 0,6Cr 9,0Mo 1,0Ni 0,7V 0,2Nb 0,055N 0,04
1,2 –C 9 MV-MC
T CrMo91
EC90S-B9
13BÖHLER WELDING Materiali di consumo per l’industria chimica e petrolchimica
Acciai resistenti alle alte temperature e al creep
SMAW Acciai resistenti al creep inlega simile
NF 616
ASTM A335 Gr.P 92(T92)A213/213M Gr.T92
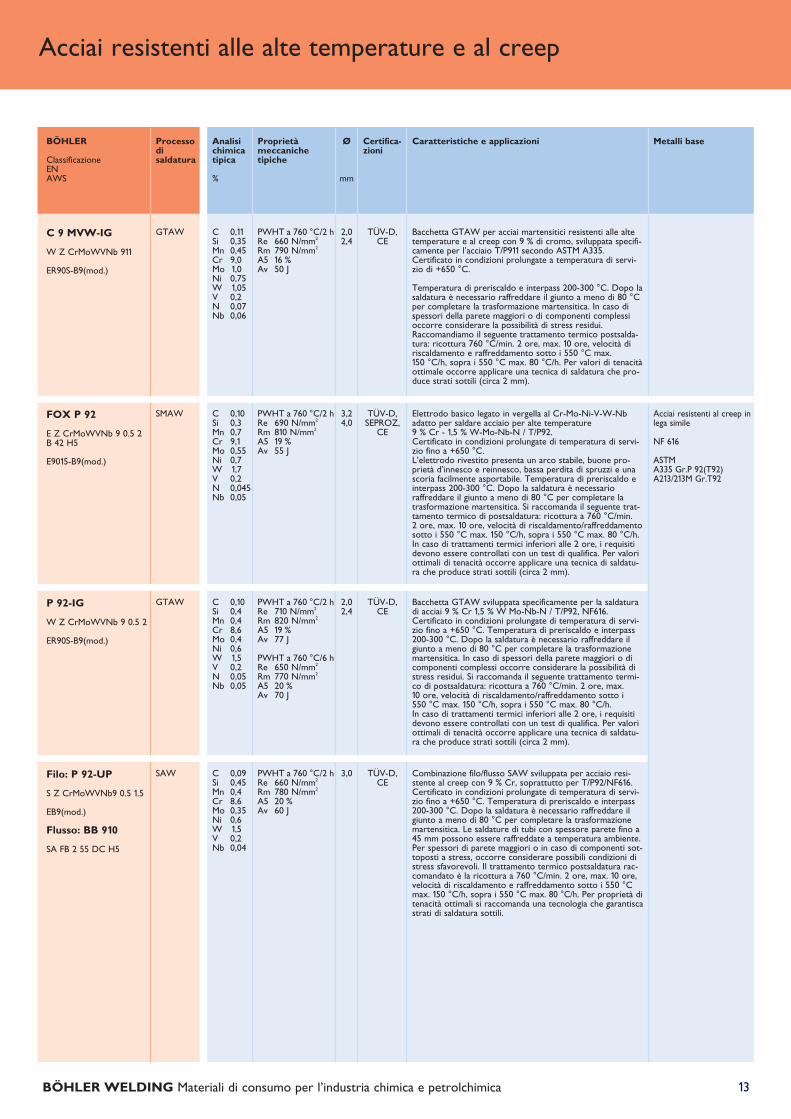
Elettrodo basico legato in vergella al Cr-Mo-Ni-V-W-Nbadatto per saldare acciaio per alte temperature 9 % Cr - 1,5 % W-Mo-Nb-N / T/P92. Certificato in condizioni prolungate di temperatura di servi-zio fino a +650 °C. L’elettrodo rivestito presenta un arco stabile, buone pro-prietà d’innesco e reinnesco, bassa perdita di spruzzi e unascoria facilmente asportabile. Temperatura di preriscaldo einterpass 200-300 °C. Dopo la saldatura è necessario raffreddare il giunto a meno di 80 °C per completare latrasformazione martensitica. Si raccomanda il seguente trat-tamento termico di postsaldatura: ricottura a 760 °C/min.2 ore, max. 10 ore, velocità di riscaldamento/raffreddamentosotto i 550 °C max. 150 °C/h, sopra i 550 °C max. 80 °C/h.In caso di trattamenti termici inferiori alle 2 ore, i requisitidevono essere controllati con un test di qualifica. Per valoriottimali di tenacità occorre applicare una tecnica di saldatu-ra che produce strati sottili (circa 2 mm).
GTAW Bacchetta GTAW sviluppata specificamente per la saldaturadi acciai 9 % Cr 1,5 % W Mo-Nb-N / T/P92, NF616.Certificato in condizioni prolungate di temperatura di servi-zio fino a +650 °C. Temperatura di preriscaldo e interpass200-300 °C. Dopo la saldatura è necessario raffreddare ilgiunto a meno di 80 °C per completare la trasformazionemartensitica. In caso di spessori della parete maggiori o dicomponenti complessi occorre considerare la possibilità distress residui. Si raccomanda il seguente trattamento termi-co di postsaldatura: ricottura a 760 °C/min. 2 ore, max.10 ore, velocità di riscaldamento/raffreddamento sotto i550 °C max. 150 °C/h, sopra i 550 °C max. 80 °C/h. In caso di trattamenti termici inferiori alle 2 ore, i requisitidevono essere controllati con un test di qualifica. Per valoriottimali di tenacità occorre applicare una tecnica di saldatu-ra che produce strati sottili (circa 2 mm).
SAW Combinazione filo/flusso SAW sviluppata per acciaio resi-stente al creep con 9 % Cr, soprattutto per T/P92/NF616.Certificato in condizioni prolungate di temperatura di servi-zio fino a +650 °C. Temperatura di preriscaldo e interpass200-300 °C. Dopo la saldatura è necessario raffreddare ilgiunto a meno di 80 °C per completare la trasformazionemartensitica. Le saldature di tubi con spessore parete fino a45 mm possono essere raffreddate a temperatura ambiente.Per spessori di parete maggiori o in caso di componenti sot-toposti a stress, occorre considerare possibili condizioni distress sfavorevoli. Il trattamento termico postsaldatura rac-comandato è la ricottura a 760 °C/min. 2 ore, max. 10 ore,velocità di riscaldamento e raffreddamento sotto i 550 °Cmax. 150 °C/h, sopra i 550 °C max. 80 °C/h. Per proprietà ditenacità ottimali si raccomanda una tecnologia che garantiscastrati di saldatura sottili.
Filo: P 92-UP
S Z CrMoWVNb9 0.5 1.5
EB9(mod.)
Flusso: BB 910
SA FB 2 55 DC H5
BÖHLER
ClassificazioneENAWS
Processodi saldatura
Analisichimicatipica
%
Proprietà meccaniche tipiche
Ø
mm
Caratteristiche e applicazioni Metalli baseCertifica-zioni
GTAW Bacchetta GTAW per acciai martensitici resistenti alle altetemperature e al creep con 9 % di cromo, sviluppata specifi-camente per l’acciaio T/P911 secondo ASTM A335.Certificato in condizioni prolungate a temperatura di servi-zio di +650 °C.
Temperatura di preriscaldo e interpass 200-300 °C. Dopo lasaldatura è necessario raffreddare il giunto a meno di 80 °Cper completare la trasformazione martensitica. In caso dispessori della parete maggiori o di componenti complessioccorre considerare la possibilità di stress residui.Raccomandiamo il seguente trattamento termico postsalda-tura: ricottura 760 °C/min. 2 ore, max. 10 ore, velocità diriscaldamento e raffreddamento sotto i 550 °C max.150 °C/h, sopra i 550 °C max. 80 °C/h. Per valori di tenacitàottimale occorre applicare una tecnica di saldatura che pro-duce strati sottili (circa 2 mm).
C 0,10Si 0,3Mn 0,7Cr 9,1Mo 0,55Ni 0,7W 1,7V 0,2N 0,045Nb 0,05
PWHT a 760 °C/2 hRe 690 N/mm2
Rm 810 N/mm2
A5 19 %Av 55 J
3,24,0
TÜV-D,SEPROZ,
CE
FOX P 92
E Z CrMoWVNb 9 0.5 2B 42 H5
E9015-B9(mod.)
C 0,10Si 0,4Mn 0,4Cr 8,6Mo 0,4Ni 0,6W 1,5V 0,2N 0,05Nb 0,05
PWHT a 760 °C/2 hRe 710 N/mm2
Rm 820 N/mm2
A5 19 %Av 77 J
PWHT a 760 °C/6 hRe 650 N/mm2
Rm 770 N/mm2
A5 20 %Av 70 J
2,02,4
TÜV-D, CE
P 92-IG
W Z CrMoWVNb 9 0.5 2
ER90S-B9(mod.)
C 0,09Si 0,45Mn 0,4Cr 8,6Mo 0,35Ni 0,6W 1,5V 0,2Nb 0,04
PWHT a 760 °C/2 hRe 660 N/mm2
Rm 780 N/mm2
A5 20 %Av 60 J
3,0 TÜV-D, CE
C 0,11Si 0,35Mn 0,45Cr 9,0Mo 1,0Ni 0,75W 1,05V 0,2N 0,07Nb 0,06
PWHT a 760 °C/2 hRe 660 N/mm2
Rm 790 N/mm2
A5 16 %Av 50 J
2,02,4
TÜV-D, CE
C 9 MVW-IG
W Z CrMoWVNb 911
ER90S-B9(mod.)
14
Acciai resistenti alle alte temperature e al creep
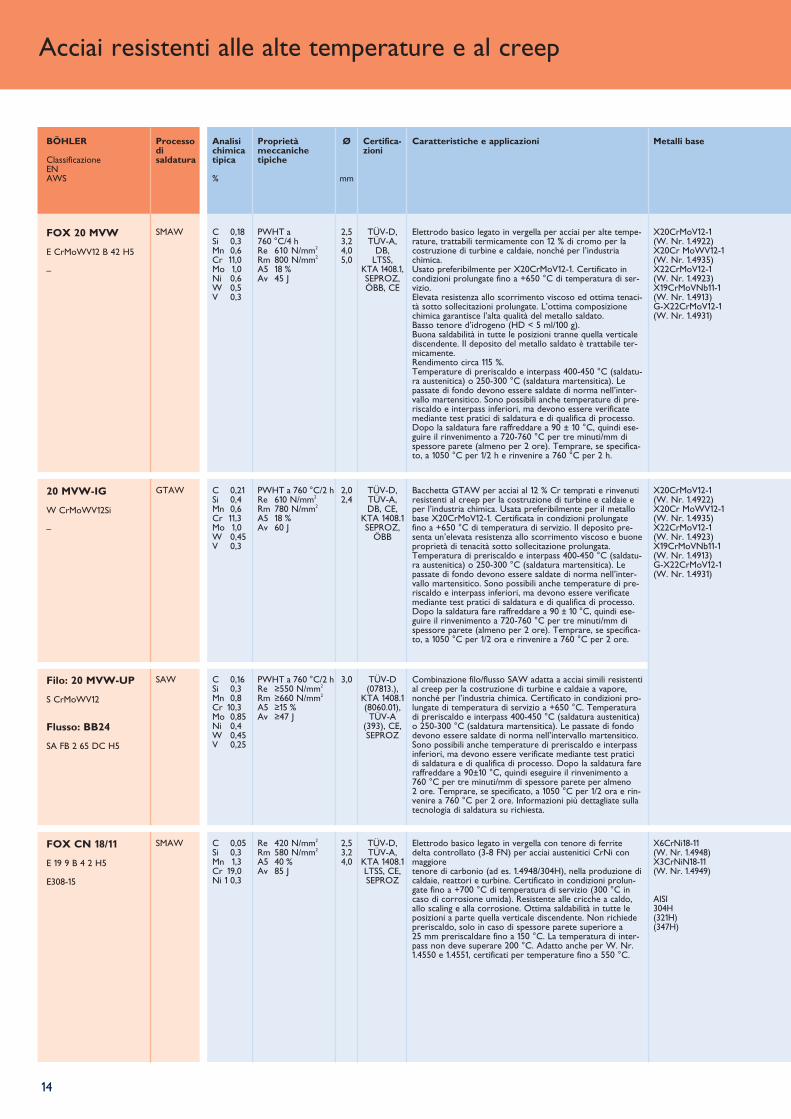
GTAW X20CrMoV12-1 (W. Nr. 1.4922)X20Cr MoWV12-1 (W. Nr. 1.4935)X22CrMoV12-1 (W. Nr. 1.4923)X19CrMoVNb11-1 (W. Nr. 1.4913)G-X22CrMoV12-1 (W. Nr. 1.4931)
Bacchetta GTAW per acciai al 12 % Cr temprati e rinvenutiresistenti al creep per la costruzione di turbine e caldaie eper l’industria chimica. Usata preferibilmente per il metallobase X20CrMoV12-1. Certificata in condizioni prolungatefino a +650 °C di temperatura di servizio. Il deposito pre-senta un’elevata resistenza allo scorrimento viscoso e buoneproprietà di tenacità sotto sollecitazione prolungata.Temperatura di preriscaldo e interpass 400-450 °C (saldatu-ra austenitica) o 250-300 °C (saldatura martensitica). Lepassate di fondo devono essere saldate di norma nell’inter-vallo martensitico. Sono possibili anche temperature di pre-riscaldo e interpass inferiori, ma devono essere verificatemediante test pratici di saldatura e di qualifica di processo.Dopo la saldatura fare raffreddare a 90 ± 10 °C, quindi ese-guire il rinvenimento a 720-760 °C per tre minuti/mm dispessore parete (almeno per 2 ore). Temprare, se specifica-to, a 1050 °C per 1/2 ora e rinvenire a 760 °C per 2 ore.
SAW Combinazione filo/flusso SAW adatta a acciai simili resistential creep per la costruzione di turbine e caldaie a vapore,nonché per l’industria chimica. Certificato in condizioni pro-lungate di temperatura di servizio a +650 °C. Temperaturadi preriscaldo e interpass 400-450 °C (saldatura austenitica)o 250-300 °C (saldatura martensitica). Le passate di fondodevono essere saldate di norma nell’intervallo martensitico.Sono possibili anche temperature di preriscaldo e interpassinferiori, ma devono essere verificate mediante test praticidi saldatura e di qualifica di processo. Dopo la saldatura fareraffreddare a 90±10 °C, quindi eseguire il rinvenimento a760 °C per tre minuti/mm di spessore parete per almeno2 ore. Temprare, se specificato, a 1050 °C per 1/2 ora e rin-venire a 760 °C per 2 ore. Informazioni più dettagliate sullatecnologia di saldatura su richiesta.
Filo: 20 MVW-UP
S CrMoWV12
Flusso: BB24
SA FB 2 65 DC H5
SMAW X6CrNi18-11 (W. Nr. 1.4948)X3CrNiN18-11 (W. Nr. 1.4949)
AISI304H(321H)(347H)
Elettrodo basico legato in vergella con tenore di ferritedelta controllato (3-8 FN) per acciai austenitici CrNi conmaggiore tenore di carbonio (ad es. 1.4948/304H), nella produzione dicaldaie, reattori e turbine. Certificato in condizioni prolun-gate fino a +700 °C di temperatura di servizio (300 °C incaso di corrosione umida). Resistente alle cricche a caldo,allo scaling e alla corrosione. Ottima saldabilità in tutte leposizioni a parte quella verticale discendente. Non richiedepreriscaldo, solo in caso di spessore parete superiore a 25 mm preriscaldare fino a 150 °C. La temperatura di inter-pass non deve superare 200 °C. Adatto anche per W. Nr.1.4550 e 1.4551, certificati per temperature fino a 550 °C.
BÖHLER
ClassificazioneENAWS
Processodi saldatura
Analisichimicatipica
%
Proprietà meccaniche tipiche
Ø
mm
Caratteristiche e applicazioni Metalli baseCertifica-zioni
SMAW X20CrMoV12-1 (W. Nr. 1.4922)X20Cr MoWV12-1 (W. Nr. 1.4935)X22CrMoV12-1 (W. Nr. 1.4923)X19CrMoVNb11-1 (W. Nr. 1.4913)G-X22CrMoV12-1 (W. Nr. 1.4931)
Elettrodo basico legato in vergella per acciai per alte tempe-rature, trattabili termicamente con 12 % di cromo per lacostruzione di turbine e caldaie, nonché per l’industria chimica.Usato preferibilmente per X20CrMoV12-1. Certificato incondizioni prolungate fino a +650 °C di temperatura di ser-vizio.Elevata resistenza allo scorrimento viscoso ed ottima tenaci-tà sotto sollecitazioni prolungate. L’ottima composizionechimica garantisce l’alta qualità del metallo saldato. Basso tenore d’idrogeno (HD < 5 ml/100 g).Buona saldabilità in tutte le posizioni tranne quella verticalediscendente. Il deposito del metallo saldato è trattabile ter-micamente.Rendimento circa 115 %.Temperature di preriscaldo e interpass 400-450 °C (saldatu-ra austenitica) o 250-300 °C (saldatura martensitica). Lepassate di fondo devono essere saldate di norma nell’inter-vallo martensitico. Sono possibili anche temperature di pre-riscaldo e interpass inferiori, ma devono essere verificatemediante test pratici di saldatura e di qualifica di processo. Dopo la saldatura fare raffreddare a 90 ± 10 °C, quindi ese-guire il rinvenimento a 720-760 °C per tre minuti/mm dispessore parete (almeno per 2 ore). Temprare, se specifica-to, a 1050 °C per 1/2 h e rinvenire a 760 °C per 2 h.
C 0,21Si 0,4Mn 0,6Cr 11,3Mo 1,0W 0,45V 0,3
PWHT a 760 °C/2 hRe 610 N/mm2
Rm 780 N/mm2
A5 18 %Av 60 J
2,02,4
TÜV-D, TÜV-A, DB, CE,
KTA 1408.1SEPROZ,
ÖBB
20 MVW-IG
W CrMoWV12Si
–
C 0,16Si 0,3Mn 0,8Cr 10,3Mo 0,85Ni 0,4W 0,45V 0,25
PWHT a 760 °C/2 hRe ≥550 N/mm2
Rm ≥660 N/mm2
A5 ≥15 %Av ≥47 J
3,0 TÜV-D(07813.),
KTA 1408.1(8060.01),TÜV-A
(393), CE,SEPROZ
C 0,05Si 0,3Mn 1,3Cr 19,0Ni 1 0,3
Re 420 N/mm2
Rm 580 N/mm2
A5 40 %Av 85 J
2,53,24,0
TÜV-D,TÜV-A,
KTA 1408.1LTSS, CE,SEPROZ
FOX CN 18/11
E 19 9 B 4 2 H5
E308-15
C 0,18Si 0,3Mn 0,6Cr 11,0Mo 1,0Ni 0,6W 0,5V 0,3
PWHT a760 °C/4 hRe 610 N/mm2
Rm 800 N/mm2
A5 18 %Av 45 J
2,53,24,05,0
TÜV-D, TÜV-A,
DB, LTSS,
KTA 1408.1,SEPROZ,ÖBB, CE
FOX 20 MVW
E CrMoWV12 B 42 H5
–
15BÖHLER WELDING Materiali di consumo per l’industria chimica e petrolchimica
Acciai resistenti alle alte temperature e al creep
SMAW Acciai resistenti al creep inlega simile
1.4948 X6CrNi18-11, 1.4878 X12CrNiTi18-9
AISI 304 304H(321H) (347H)
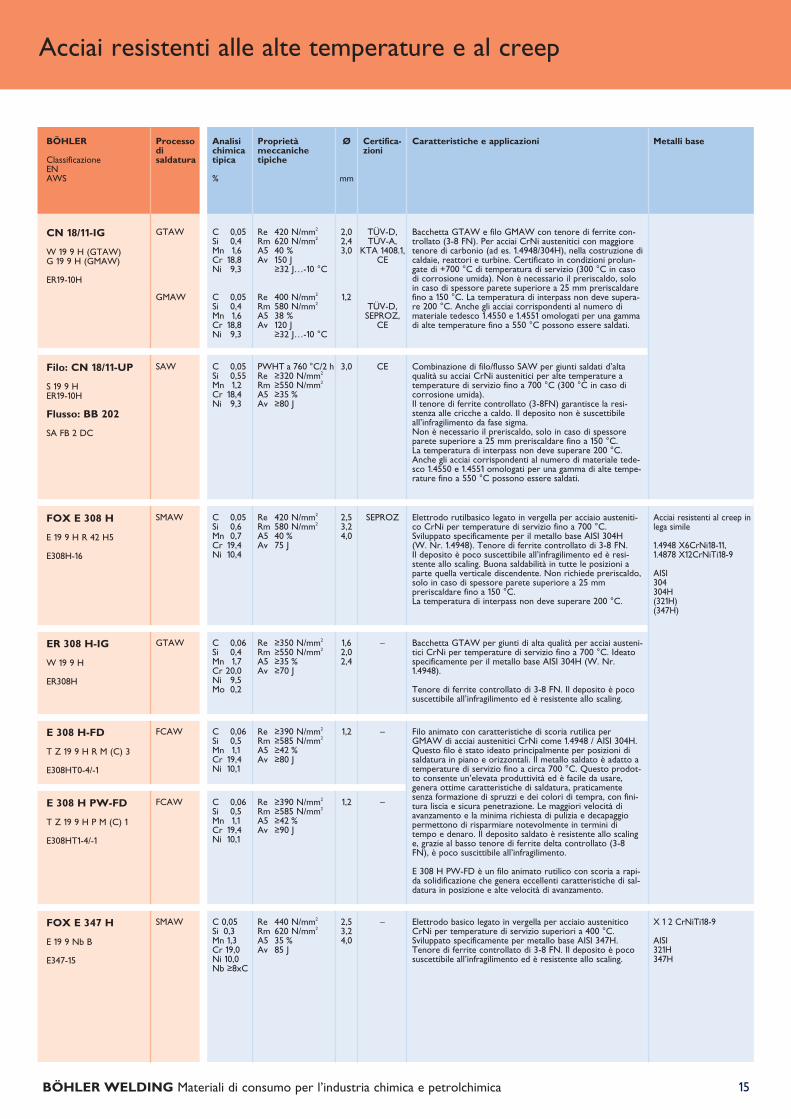
Elettrodo rutilbasico legato in vergella per acciaio austeniti-co CrNi per temperature di servizio fino a 700 °C.Sviluppato specificamente per il metallo base AISI 304H (W. Nr. 1.4948). Tenore di ferrite controllato di 3-8 FN. Il deposito è poco suscettibile all’infragilimento ed è resi-stente allo scaling. Buona saldabilità in tutte le posizioni aparte quella verticale discendente. Non richiede preriscaldo,solo in caso di spessore parete superiore a 25 mm preriscaldare fino a 150 °C. La temperatura di interpass non deve superare 200 °C.
GTAW Bacchetta GTAW per giunti di alta qualità per acciai austeni-tici CrNi per temperature di servizio fino a 700 °C. Ideatospecificamente per il metallo base AISI 304H (W. Nr.1.4948).
Tenore di ferrite controllato di 3-8 FN. Il deposito è pocosuscettibile all’infragilimento ed è resistente allo scaling.
FCAW Filo animato con caratteristiche di scoria rutilica perGMAW di acciai austenitici CrNi come 1.4948 / AISI 304H.Questo filo è stato ideato principalmente per posizioni disaldatura in piano e orizzontali. Il metallo saldato è adatto atemperature di servizio fino a circa 700 °C. Questo prodot-to consente un’elevata produttività ed è facile da usare,genera ottime caratteristiche di saldatura, praticamentesenza formazione di spruzzi e dei colori di tempra, con fini-tura liscia e sicura penetrazione. Le maggiori velocità diavanzamento e la minima richiesta di pulizia e decapaggiopermettono di risparmiare notevolmente in termini ditempo e denaro. Il deposito saldato è resistente allo scalinge, grazie al basso tenore di ferrite delta controllato (3-8FN), è poco suscittibile all’infragilimento.
E 308 H PW-FD è un filo animato rutilico con scoria a rapi-da solidificazione che genera eccellenti caratteristiche di sal-datura in posizione e alte velocità di avanzamento.
FCAW
SMAW Elettrodo basico legato in vergella per acciaio austeniticoCrNi per temperature di servizio superiori a 400 °C.Sviluppato specificamente per metallo base AISI 347H.Tenore di ferrite controllato di 3-8 FN. Il deposito è pocosuscettibile all’infragilimento ed è resistente allo scaling.
BÖHLER
ClassificazioneENAWS
Processodi saldatura
Analisichimicatipica
%
Proprietà meccaniche tipiche
Ø
mm
Caratteristiche e applicazioni Metalli baseCertifica-zioni
GTAW
GMAW
Bacchetta GTAW e filo GMAW con tenore di ferrite con-trollato (3-8 FN). Per acciai CrNi austenitici con maggioretenore di carbonio (ad es. 1.4948/304H), nella costruzione dicaldaie, reattori e turbine. Certificato in condizioni prolun-gate di +700 °C di temperatura di servizio (300 °C in casodi corrosione umida). Non è necessario il preriscaldo, soloin caso di spessore parete superiore a 25 mm preriscaldarefino a 150 °C. La temperatura di interpass non deve supera-re 200 °C. Anche gli acciai corrispondenti al numero dimateriale tedesco 1.4550 e 1.4551 omologati per una gammadi alte temperature fino a 550 °C possono essere saldati.
CN 18/11-IG
W 19 9 H (GTAW)G 19 9 H (GMAW)
ER19-10H
SAWFilo: CN 18/11-UP
S 19 9 HER19-10H
Flusso: BB 202
SA FB 2 DC
C 0,05Si 0,6Mn 0,7Cr 19,4Ni 10,4
Re 420 N/mm2
Rm 580 N/mm2
A5 40 %Av 75 J
2,53,24,0
SEPROZFOX E 308 H
E 19 9 H R 42 H5
E308H-16
C 0,06Si 0,4Mn 1,7Cr 20,0Ni 9,5Mo 0,2
Re ≥350 N/mm2
Rm ≥550 N/mm2
A5 ≥35 %Av ≥70 J
1,62,02,4
–ER 308 H-IG
W 19 9 H
ER308H
C 0,06Si 0,5Mn 1,1Cr 19,4Ni 10,1
Re ≥390 N/mm2
Rm ≥585 N/mm2
A5 ≥42 %Av ≥80 J
1,2 –E 308 H-FD
T Z 19 9 H R M (C) 3
E308HT0-4/-1
C 0,06Si 0,5Mn 1,1Cr 19,4Ni 10,1
Re ≥390 N/mm2
Rm ≥585 N/mm2
A5 ≥42 %Av ≥90 J
1,2 –E 308 H PW-FD
T Z 19 9 H P M (C) 1
E308HT1-4/-1
C 0,05Si 0,3Mn 1,3Cr 19,0Ni 10,0Nb ≥8xC
Re 440 N/mm2
Rm 620 N/mm2
A5 35 %Av 85 J
X 1 2 CrNiTi18-9
AISI321H347H
2,53,24,0
–FOX E 347 H
E 19 9 Nb B
E347-15
C 0,05Si 0,4Mn 1,6Cr 18,8Ni 9,3
C 0,05Si 0,4Mn 1,6Cr 18,8Ni 9,3
Re 420 N/mm2
Rm 620 N/mm2
A5 40 %Av 150 J
≥32 J…-10 °C
Re 400 N/mm2
Rm 580 N/mm2
A5 38 %Av 120 J
≥32 J…-10 °C
2,02,43,0
1,2
TÜV-D,TÜV-A,
KTA 1408.1,CE
TÜV-D,SEPROZ,
CE
C 0,05Si 0,55Mn 1,2Cr 18,4Ni 9,3
PWHT a 760 °C/2 hRe ≥320 N/mm2
Rm ≥550 N/mm2
A5 ≥35 %Av ≥80 J
3,0 CE Combinazione di filo/flusso SAW per giunti saldati d’altaqualità su acciai CrNi austenitici per alte temperature atemperature di servizio fino a 700 °C (300 °C in caso dicorrosione umida). Il tenore di ferrite controllato (3-8FN) garantisce la resi-stenza alle cricche a caldo. Il deposito non è suscettibileall’infragilimento da fase sigma. Non è necessario il preriscaldo, solo in caso di spessoreparete superiore a 25 mm preriscaldare fino a 150 °C. La temperatura di interpass non deve superare 200 °C.Anche gli acciai corrispondenti al numero di materiale tede-sco 1.4550 e 1.4551 omologati per una gamma di alte tempe-rature fino a 550 °C possono essere saldati.
Acciai inossidabili – austenitici
16
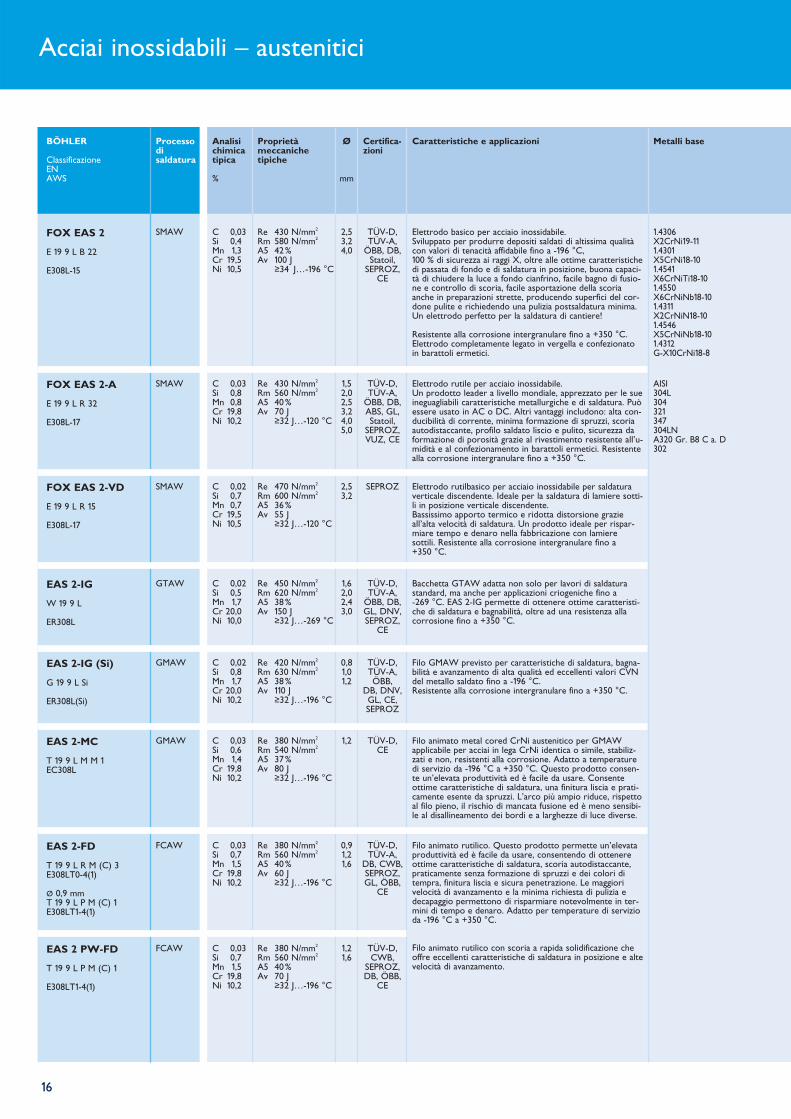
SMAW Elettrodo basico per acciaio inossidabile. Sviluppato per produrre depositi saldati di altissima qualitàcon valori di tenacità affidabile fino a -196 °C, 100 % di sicurezza ai raggi X, oltre alle ottime caratteristichedi passata di fondo e di saldatura in posizione, buona capaci-tà di chiudere la luce a fondo cianfrino, facile bagno di fusio-ne e controllo di scoria, facile asportazione della scoriaanche in preparazioni strette, producendo superfici del cor-done pulite e richiedendo una pulizia postsaldatura minima.Un elettrodo perfetto per la saldatura di cantiere!
Resistente alla corrosione intergranulare fino a +350 °C.Elettrodo completamente legato in vergella e confezionatoin barattoli ermetici.
SMAW Elettrodo rutile per acciaio inossidabile. Un prodotto leader a livello mondiale, apprezzato per le sueineguagliabili caratteristiche metallurgiche e di saldatura. Puòessere usato in AC o DC. Altri vantaggi includono: alta con-ducibilità di corrente, minima formazione di spruzzi, scoriaautodistaccante, profilo saldato liscio e pulito, sicurezza daformazione di porosità grazie al rivestimento resistente all’u-midità e al confezionamento in barattoli ermetici. Resistentealla corrosione intergranulare fino a +350 °C.
SMAW Elettrodo rutilbasico per acciaio inossidabile per saldaturaverticale discendente. Ideale per la saldatura di lamiere sotti-li in posizione verticale discendente. Bassissimo apporto termico e ridotta distorsione grazieall’alta velocità di saldatura. Un prodotto ideale per rispar-miare tempo e denaro nella fabbricazione con lamiere sottili. Resistente alla corrosione intergranulare fino a+350 °C.
GTAW Bacchetta GTAW adatta non solo per lavori di saldaturastandard, ma anche per applicazioni criogeniche fino a -269 °C. EAS 2-IG permette di ottenere ottime caratteristi-che di saldatura e bagnabilità, oltre ad una resistenza allacorrosione fino a +350 °C.
GMAW Filo GMAW previsto per caratteristiche di saldatura, bagna-bilità e avanzamento di alta qualità ed eccellenti valori CVNdel metallo saldato fino a -196 °C. Resistente alla corrosione intergranulare fino a +350 °C.
FCAW Filo animato rutilico. Questo prodotto permette un’elevataproduttività ed è facile da usare, consentendo di ottenereottime caratteristiche di saldatura, scoria autodistaccante,praticamente senza formazione di spruzzi e dei colori ditempra, finitura liscia e sicura penetrazione. Le maggiorivelocità di avanzamento e la minima richiesta di pulizia edecapaggio permettono di risparmiare notevolmente in ter-mini di tempo e denaro. Adatto per temperature di servizioda -196 °C a +350 °C.
Filo animato rutilico con scoria a rapida solidificazione cheoffre eccellenti caratteristiche di saldatura in posizione e altevelocità di avanzamento.
GMAW Filo animato metal cored CrNi austenitico per GMAWapplicabile per acciai in lega CrNi identica o simile, stabiliz-zati e non, resistenti alla corrosione. Adatto a temperaturedi servizio da -196 °C a +350 °C. Questo prodotto consen-te un’elevata produttività ed è facile da usare. Consenteottime caratteristiche di saldatura, una finitura liscia e prati-camente esente da spruzzi. L’arco più ampio riduce, rispettoal filo pieno, il rischio di mancata fusione ed è meno sensibi-le al disallineamento dei bordi e a larghezze di luce diverse.
FCAW
BÖHLER
ClassificazioneENAWS
Processodi saldatura
Analisichimicatipica
%
Proprietà meccaniche tipiche
Ø
mm
Caratteristiche e applicazioni Metalli baseCertifica-zioni
C 0,03Si 0,4Mn 1,3Cr 19,5Ni 10,5
Re 430 N/mm2
Rm 580 N/mm2
A5 42%Av 100 J
≥34 J…-196 °C
1.4306X2CrNi19-111.4301X5CrNi18-101.4541X6CrNiTi18-101.4550X6CrNiNb18-101.4311X2CrNiN18-101.4546X5CrNiNb18-101.4312G-X10CrNi18-8
2,53,24,0
TÜV-D, TÜV-A,
ÖBB, DB,Statoil,
SEPROZ,CE
FOX EAS 2
E 19 9 L B 22
E308L-15
C 0,03Si 0,8Mn 0,8Cr 19,8Ni 10,2
Re 430 N/mm2
Rm 560 N/mm2
A5 40%Av 70 J
≥32 J…-120 °C
1,52,02,53,24,05,0
TÜV-D, TÜV-A,
ÖBB, DB,ABS, GL, Statoil,
SEPROZ,VUZ, CE
FOX EAS 2-A
E 19 9 L R 32
E308L-17
C 0,02Si 0,7Mn 0,7Cr 19,5Ni 10,5
Re 470 N/mm2
Rm 600 N/mm2
A5 36%Av 55 J
≥32 J…-120 °C
2,53,2
SEPROZFOX EAS 2-VD
E 19 9 L R 15
E308L-17
C 0,02Si 0,5Mn 1,7Cr 20,0Ni 10,0
Re 450 N/mm2
Rm 620 N/mm2
A5 38%Av 150 J
≥32 J…-269 °C
1,62,02,43,0
TÜV-D, TÜV-A,
ÖBB, DB,GL, DNV,SEPROZ,
CE
EAS 2-IG
W 19 9 L
ER308L
C 0,02Si 0,8Mn 1,7Cr 20,0Ni 10,2
Re 420 N/mm2
Rm 630 N/mm2
A5 38%Av 110 J
≥32 J…-196 °C
0,81,01,2
TÜV-D, TÜV-A,ÖBB,
DB, DNV,GL, CE, SEPROZ
EAS 2-IG (Si)
G 19 9 L Si
ER308L(Si)
C 0,03Si 0,7Mn 1,5Cr 19,8Ni 10,2
Re 380 N/mm2
Rm 560 N/mm2
A5 40%Av 60 J
≥32 J…-196 °C
0,91,21,6
TÜV-D, TÜV-A,
DB, CWB,SEPROZ,GL, ÖBB,
CE
EAS 2-FD
T 19 9 L R M (C) 3E308LT0-4(1)
Ø 0,9 mmT 19 9 L P M (C) 1E308LT1-4(1)
C 0,03Si 0,6Mn 1,4Cr 19,8Ni 10,2
Re 380 N/mm2
Rm 540 N/mm2
A5 37%Av 80 J
≥32 J…-196 °C
1,2 TÜV-D, CE
EAS 2-MC
T 19 9 L M M 1EC308L
C 0,03Si 0,7Mn 1,5Cr 19,8Ni 10,2
Re 380 N/mm2
Rm 560 N/mm2
A5 40%Av 70 J
≥32 J…-196 °C
1,21,6
TÜV-D,CWB,
SEPROZ,DB, ÖBB,
CE
EAS 2 PW-FD
T 19 9 L P M (C) 1
E308LT1-4(1)
AISI304L304321347304LNA320 Gr. B8 C a. D302
Acciai inossidabili – austenitici
17BÖHLER WELDING Materiali di consumo per l’industria chimica e petrolchimica
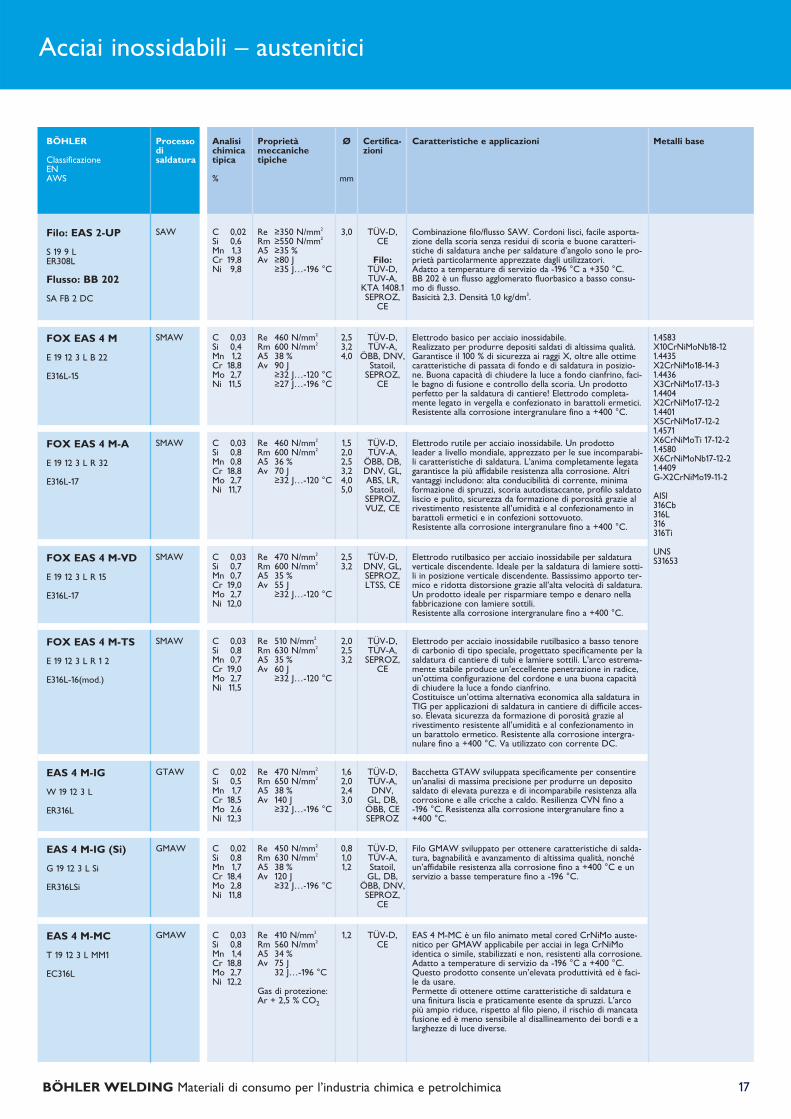
SMAW Elettrodo basico per acciaio inossidabile. Realizzato per produrre depositi saldati di altissima qualità. Garantisce il 100 % di sicurezza ai raggi X, oltre alle ottimecaratteristiche di passata di fondo e di saldatura in posizio-ne. Buona capacità di chiudere la luce a fondo cianfrino, faci-le bagno di fusione e controllo della scoria. Un prodottoperfetto per la saldatura di cantiere! Elettrodo completa-mente legato in vergella e confezionato in barattoli ermetici.Resistente alla corrosione intergranulare fino a +400 °C.
SMAW
SMAW Elettrodo rutilbasico per acciaio inossidabile per saldaturaverticale discendente. Ideale per la saldatura di lamiere sotti-li in posizione verticale discendente. Bassissimo apporto ter-mico e ridotta distorsione grazie all’alta velocità di saldatura.Un prodotto ideale per risparmiare tempo e denaro nellafabbricazione con lamiere sottili.Resistente alla corrosione intergranulare fino a +400 °C.
SMAW
GTAW Bacchetta GTAW sviluppata specificamente per consentireun’analisi di massima precisione per produrre un depositosaldato di elevata purezza e di incomparabile resistenza allacorrosione e alle cricche a caldo. Resilienza CVN fino a -196 °C. Resistenza alla corrosione intergranulare fino a+400 °C.
GMAW Filo GMAW sviluppato per ottenere caratteristiche di salda-tura, bagnabilità e avanzamento di altissima qualità, nonchéun’affidabile resistenza alla corrosione fino a +400 °C e unservizio a basse temperature fino a -196 °C.
BÖHLER
ClassificazioneENAWS
Processodi saldatura
Analisichimicatipica
%
Proprietà meccaniche tipiche
Ø
mm
Caratteristiche e applicazioni Metalli baseCertifica-zioni
GMAW Re 410 N/mm2
Rm 560 N/mm2
A5 34 %Av 75 J
32 J…-196 °C
Gas di protezione:Ar + 2,5 % CO2
EAS 4 M-MC è un filo animato metal cored CrNiMo auste-nitico per GMAW applicabile per acciai in lega CrNiMoidentica o simile, stabilizzati e non, resistenti alla corrosione.Adatto a temperature di servizio da -196 °C a +400 °C.Questo prodotto consente un’elevata produttività ed è faci-le da usare. Permette di ottenere ottime caratteristiche di saldatura euna finitura liscia e praticamente esente da spruzzi. L’arcopiù ampio riduce, rispetto al filo pieno, il rischio di mancatafusione ed è meno sensibile al disallineamento dei bordi e alarghezze di luce diverse.
SAW Combinazione filo/flusso SAW. Cordoni lisci, facile asporta-zione della scoria senza residui di scoria e buone caratteri-stiche di saldatura anche per saldature d’angolo sono le pro-prietà particolarmente apprezzate dagli utilizzatori. Adatto a temperature di servizio da -196 °C a +350 °C. BB 202 è un flusso agglomerato fluorbasico a basso consu-mo di flusso. Basicità 2,3. Densità 1,0 kg/dm3.
Filo: EAS 2-UP
S 19 9 LER308L
Flusso: BB 202
SA FB 2 DC
C 0,03Si 0,4Mn 1,2Cr 18,8Mo 2,7Ni 11,5
Re 460 N/mm2
Rm 600 N/mm2
A5 38 %Av 90 J
≥32 J…-120 °C≥27 J…-196 °C
1.4583X10CrNiMoNb18-121.4435X2CrNiMo18-14-31.4436X3CrNiMo17-13-31.4404X2CrNiMo17-12-21.4401X5CrNiMo17-12-21.4571X6CrNiMoTi 17-12-21.4580X6CrNiMoNb17-12-21.4409G-X2CrNiMo19-11-2
AISI316Cb316L316316Ti
UNSS31653
2,53,24,0
TÜV-D,TÜV-A,
ÖBB, DNV,Statoil,
SEPROZ,CE
FOX EAS 4 M
E 19 12 3 L B 22
E316L-15
C 0,03Si 0,8Mn 0,8Cr 18,8Mo 2,7Ni 11,7
Re 460 N/mm2
Rm 600 N/mm2
A5 36 %Av 70 J
≥32 J…-120 °C
1,52,02,53,24,05,0
TÜV-D, TÜV-A,
ÖBB, DB,DNV, GL,ABS, LR, Statoil,
SEPROZ,VUZ, CE
FOX EAS 4 M-A
E 19 12 3 L R 32
E316L-17
C 0,03Si 0,7Mn 0,7Cr 19,0Mo 2,7Ni 12,0
Re 470 N/mm2
Rm 600 N/mm2
A5 35 %Av 55 J
≥32 J…-120 °C
2,53,2
TÜV-D,DNV, GL,SEPROZ,LTSS, CE
FOX EAS 4 M-VD
E 19 12 3 L R 15
E316L-17
C 0,03Si 0,8Mn 0,7Cr 19,0Mo 2,7Ni 11,5
Re 510 N/mm2
Rm 630 N/mm2
A5 35 %Av 60 J
≥32 J…-120 °C
2,02,53,2
TÜV-D,TÜV-A,
SEPROZ,CE
FOX EAS 4 M-TS
E 19 12 3 L R 1 2
E316L-16(mod.)
C 0,02Si 0,5Mn 1,7Cr 18,5Mo 2,6Ni 12,3
Re 470 N/mm2
Rm 650 N/mm2
A5 38 %Av 140 J
≥32 J…-196 °C
1,62,02,43,0
TÜV-D, TÜV-A,DNV,
GL, DB,ÖBB, CESEPROZ
EAS 4 M-IG
W 19 12 3 L
ER316L
C 0,02Si 0,8Mn 1,7Cr 18,4Mo 2,8Ni 11,8
Re 450 N/mm2
Rm 630 N/mm2
A5 38 %Av 120 J
≥32 J…-196 °C
0,81,01,2
TÜV-D, TÜV-A,Statoil,GL, DB,
ÖBB, DNV, SEPROZ,
CE
EAS 4 M-IG (Si)
G 19 12 3 L Si
ER316LSi
C 0,03Si 0,8Mn 1,4Cr 18,8Mo 2,7Ni 12,2
1,2 TÜV-D, CE
EAS 4 M-MC
T 19 12 3 L MM1
EC316L
C 0,02Si 0,6Mn 1,3Cr 19,8Ni 9,8
Re ≥350 N/mm2
Rm ≥550 N/mm2
A5 ≥35 %Av ≥80 J
≥35 J…-196 °C
3,0 TÜV-D,CE
Filo:TÜV-D,TÜV-A,
KTA 1408.1SEPROZ,
CE
Elettrodo per acciaio inossidabile rutilbasico a basso tenoredi carbonio di tipo speciale, progettato specificamente per lasaldatura di cantiere di tubi e lamiere sottili. L’arco estrema-mente stabile produce un’eccellente penetrazione in radice,un’ottima configurazione del cordone e una buona capacitàdi chiudere la luce a fondo cianfrino. Costituisce un’ottima alternativa economica alla saldatura inTIG per applicazioni di saldatura in cantiere di difficile acces-so. Elevata sicurezza da formazione di porosità grazie alrivestimento resistente all’umidità e al confezionamento inun barattolo ermetico. Resistente alla corrosione intergra-nulare fino a +400 °C. Va utilizzato con corrente DC.
Elettrodo rutile per acciaio inossidabile. Un prodotto leader a livello mondiale, apprezzato per le sue incomparabi-li caratteristiche di saldatura. L’anima completamente legatagarantisce la più affidabile resistenza alla corrosione. Altrivantaggi includono: alta conducibilità di corrente, minimaformazione di spruzzi, scoria autodistaccante, profilo saldatoliscio e pulito, sicurezza da formazione di porosità grazie alrivestimento resistente all’umidità e al confezionamento inbarattoli ermetici e in confezioni sottovuoto.Resistente alla corrosione intergranulare fino a +400 °C.
Acciai inossidabili – austenitici
18
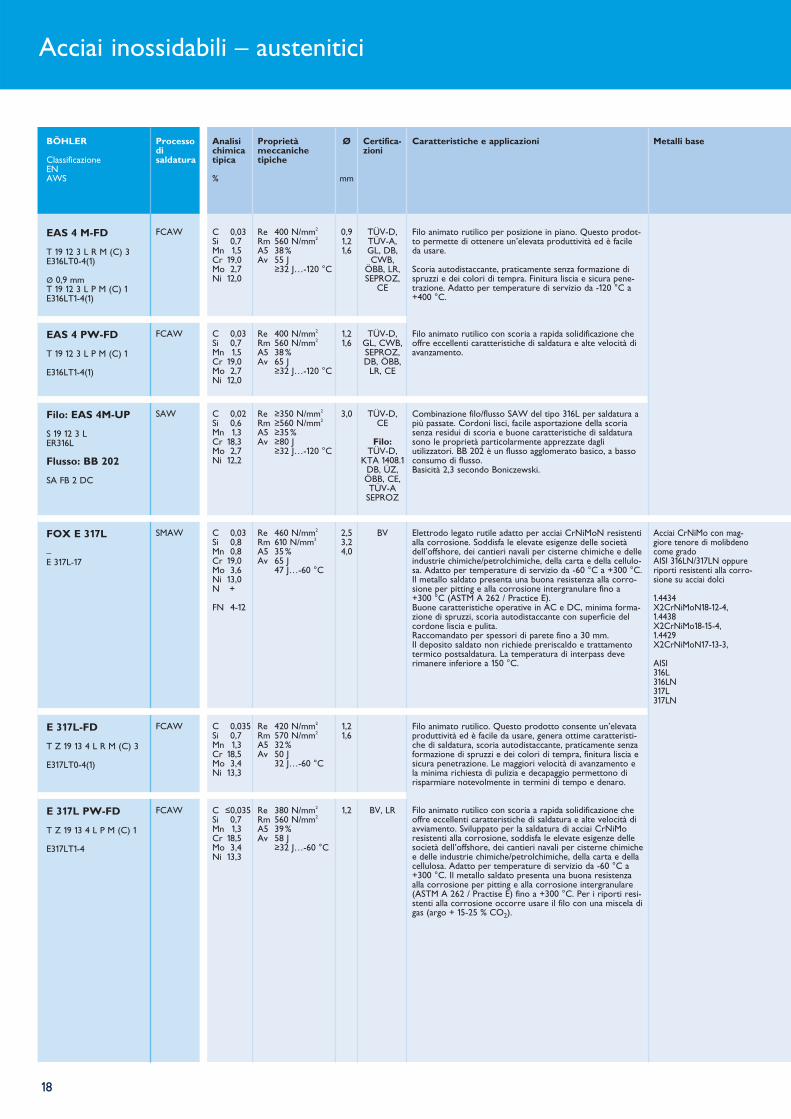
SAW Combinazione filo/flusso SAW del tipo 316L per saldatura apiù passate. Cordoni lisci, facile asportazione della scoriasenza residui di scoria e buone caratteristiche di saldaturasono le proprietà particolarmente apprezzate dagli utilizzatori. BB 202 è un flusso agglomerato basico, a bassoconsumo di flusso.Basicità 2,3 secondo Boniczewski.
Filo: EAS 4M-UP
S 19 12 3 LER316L
Flusso: BB 202
SA FB 2 DC
SMAW Acciai CrNiMo con mag-giore tenore di molibdenocome gradoAISI 316LN/317LN oppureriporti resistenti alla corro-sione su acciai dolci
1.4434 X2CrNiMoN18-12-4, 1.4438 X2CrNiMo18-15-4, 1.4429 X2CrNiMoN17-13-3,
AISI 316L316LN 317L 317LN
Elettrodo legato rutile adatto per acciai CrNiMoN resistentialla corrosione. Soddisfa le elevate esigenze delle societàdell’offshore, dei cantieri navali per cisterne chimiche e delleindustrie chimiche/petrolchimiche, della carta e della cellulo-sa. Adatto per temperature di servizio da -60 °C a +300 °C.Il metallo saldato presenta una buona resistenza alla corro-sione per pitting e alla corrosione intergranulare fino a+300 °C (ASTM A 262 / Practice E).Buone caratteristiche operative in AC e DC, minima forma-zione di spruzzi, scoria autodistaccante con superficie delcordone liscia e pulita. Raccomandato per spessori di parete fino a 30 mm.Il deposito saldato non richiede preriscaldo e trattamentotermico postsaldatura. La temperatura di interpass deverimanere inferiore a 150 °C.
FCAW Filo animato rutilico. Questo prodotto consente un’elevataproduttività ed è facile da usare, genera ottime caratteristi-che di saldatura, scoria autodistaccante, praticamente senzaformazione di spruzzi e dei colori di tempra, finitura liscia esicura penetrazione. Le maggiori velocità di avanzamento ela minima richiesta di pulizia e decapaggio permettono dirisparmiare notevolmente in termini di tempo e denaro.
Filo animato rutilico con scoria a rapida solidificazione cheoffre eccellenti caratteristiche di saldatura e alte velocità diavviamento. Sviluppato per la saldatura di acciai CrNiMoresistenti alla corrosione, soddisfa le elevate esigenze dellesocietà dell’offshore, dei cantieri navali per cisterne chimichee delle industrie chimiche/petrolchimiche, della carta e dellacellulosa. Adatto per temperature di servizio da -60 °C a+300 °C. Il metallo saldato presenta una buona resistenzaalla corrosione per pitting e alla corrosione intergranulare(ASTM A 262 / Practise E) fino a +300 °C. Per i riporti resi-stenti alla corrosione occorre usare il filo con una miscela digas (argo + 15-25 % CO2).
FCAW
BÖHLER
ClassificazioneENAWS
Processodi saldatura
Analisichimicatipica
%
Proprietà meccaniche tipiche
Ø
mm
Caratteristiche e applicazioni Metalli baseCertifica-zioni
FCAW Filo animato rutilico per posizione in piano. Questo prodot-to permette di ottenere un’elevata produttività ed è facileda usare.
Scoria autodistaccante, praticamente senza formazione dispruzzi e dei colori di tempra. Finitura liscia e sicura pene-trazione. Adatto per temperature di servizio da -120 °C a+400 °C.
FCAW Filo animato rutilico con scoria a rapida solidificazione cheoffre eccellenti caratteristiche di saldatura e alte velocità diavanzamento.
C 0,02Si 0,6Mn 1,3Cr 18,3Mo 2,7Ni 12,2
Re ≥350 N/mm2
Rm ≥560 N/mm2
A5 ≥35%Av ≥80 J
≥32 J…-120 °C
3,0 TÜV-D, CE
Filo:TÜV-D,
KTA 1408.1 DB, ÜZ, ÖBB, CE, TÜV-A
SEPROZ
C 0,03Si 0,8Mn 0,8Cr 19,0Mo 3,6Ni 13,0N +
FN 4-12
Re 460 N/mm2
Rm 610 N/mm2
A5 35%Av 65 J
47 J…-60 °C
2,53,24,0
BVFOX E 317L
–E 317L-17
C 0,035Si 0,7Mn 1,3Cr 18,5Mo 3,4Ni 13,3
Re 420 N/mm2
Rm 570 N/mm2
A5 32%Av 50 J
32 J…-60 °C
1,21,6
E 317L-FD
T Z 19 13 4 L R M (C) 3
E317LT0-4(1)
C ≤0,035Si 0,7Mn 1,3Cr 18,5Mo 3,4Ni 13,3
Re 380 N/mm2
Rm 560 N/mm2
A5 39%Av 58 J
≥32 J…-60 °C
1,2 BV, LRE 317L PW-FD
T Z 19 13 4 L P M (C) 1
E317LT1-4
C 0,03Si 0,7Mn 1,5Cr 19,0Mo 2,7Ni 12,0
Re 400 N/mm2
Rm 560 N/mm2
A5 38%Av 55 J
≥32 J…-120 °C
0,91,21,6
TÜV-D, TÜV-A,GL, DB,CWB,
ÖBB, LR,SEPROZ,
CE
EAS 4 M-FD
T 19 12 3 L R M (C) 3E316LT0-4(1)
Ø 0,9 mmT 19 12 3 L P M (C) 1E316LT1-4(1)
C 0,03Si 0,7Mn 1,5Cr 19,0Mo 2,7Ni 12,0
Re 400 N/mm2
Rm 560 N/mm2
A5 38%Av 65 J
≥32 J…-120 °C
1,21,6
TÜV-D,GL, CWB,SEPROZ,DB, ÖBB,
LR, CE
EAS 4 PW-FD
T 19 12 3 L P M (C) 1
E316LT1-4(1)
Acciai inossidabili – austenitici
19BÖHLER WELDING Materiali di consumo per l’industria chimica e petrolchimica
SMAW Elettrodo basico. Il suo metallo saldato presenta una micro-struttura austenitica stabile con buona resistenza al pitting(PREN >35) e resistenza alla corrosione interstiziale, oltread eccellenti caratteristiche di tenacità fino a -269 °C.
BÖHLER FOX ASN 5-A è un elettrodo rutilbasico che offrebuone caratteristiche operative in DC e AC, la facile aspor-tazione della scoria e superfici del cordone lisce e pulite. Raccomandato per spessori parete <15 mm. Entrambi glielettrodi sono caratterizzati da un maggiore tenore dimolibdeno (4,3 %) per compensare la segregazione in metallisaldati fortemente legati al molibdeno e ottenere proprietàdi resistenza alla corrosione equivalenti ai metalli base con3-4 % di molibdeno.
SMAW
GTAW Bacchetta GTAW e filo GMAW per acciai CrNi in lega dimolibdeno al 3-4 %. Il metallo saldato presenta una micro-struttura austenitica stabile con buona resistenza al pitting(PREN >35) e resistenza alla corrosione interstiziale, oltread eccellenti caratteristiche di resilienza CVN.
Sia i fili MIG che quelli TIG presentano un maggiore tenoredi molibdeno (4,3 %) per compensare la segregazione duran-te la saldatura di acciai fortemente legati al molibdeno, pro-ducendo una resistenza alla corrosione identica ai metallibase con 3-4 % di molibdeno.
GMAW
SAW Combinazione filo/flusso SAW del tipo 317 L modificato. Peracciai CrNiMo con 3-4 % Mo. Il metallo saldato presentauna microstruttura austenitica stabile con una buona resi-stenza alla corrosione per pitting e interstiziale, oltre adeccellenti proprietà di tenacità fino a -196 °C. Il flusso agglo-merato fluorbasico presenta buone caratteristiche operativee produce cordoni lisci e metallo saldato a basso idrogeno.Basicità 2,7. Densità 1,0 kg/dm3.
Filo: ASN 5-UP
S 18 16 5 N LER317LN(mod.)
Flusso: BB 203
SA FB 2 DC
BÖHLER
ClassificazioneENAWS
Processodi saldatura
Analisichimicatipica
%
Proprietà meccaniche tipiche
Ø
mm
Caratteristiche e applicazioni Metalli baseCertifica-zioni
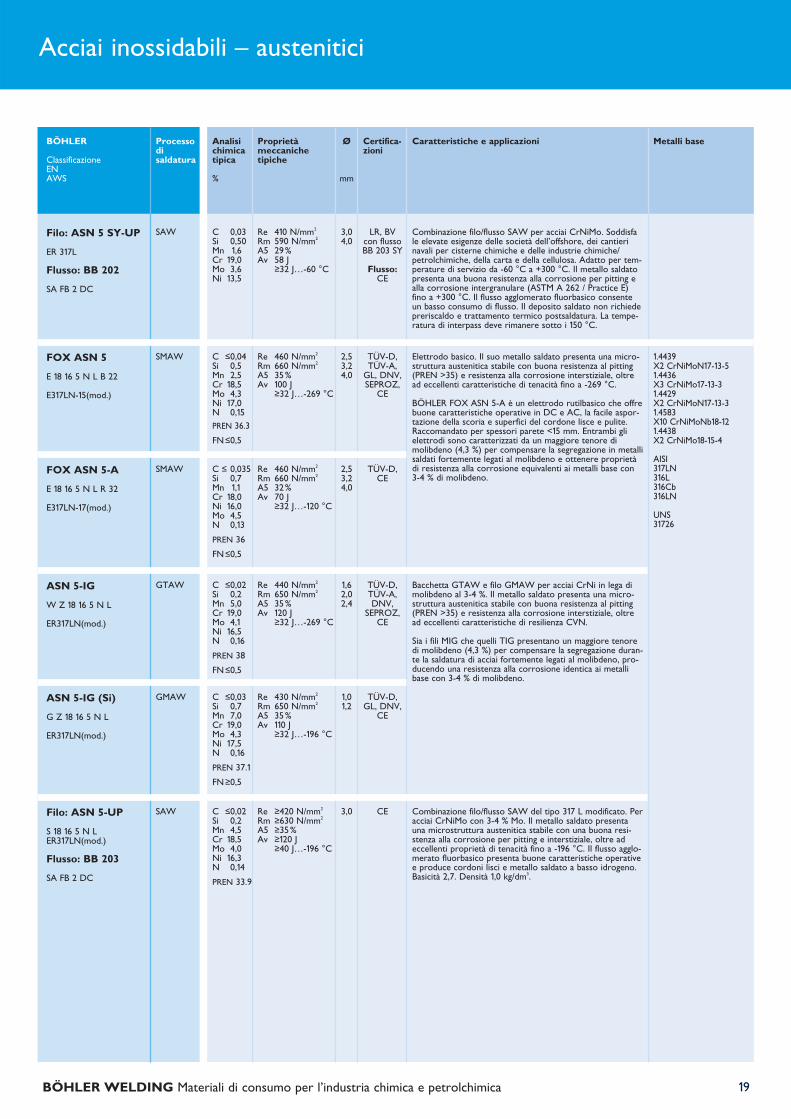
SAW LR, BVcon flussoBB 203 SY
Flusso:CE
Combinazione filo/flusso SAW per acciai CrNiMo. Soddisfale elevate esigenze delle società dell’offshore, dei cantierinavali per cisterne chimiche e delle industrie chimiche/petrolchimiche, della carta e della cellulosa. Adatto per tem-perature di servizio da -60 °C a +300 °C. Il metallo saldatopresenta una buona resistenza alla corrosione per pitting ealla corrosione intergranulare (ASTM A 262 / Practice E)fino a +300 °C. Il flusso agglomerato fluorbasico consenteun basso consumo di flusso. Il deposito saldato non richiedepreriscaldo e trattamento termico postsaldatura. La tempe-ratura di interpass deve rimanere sotto i 150 °C.
Filo: ASN 5 SY-UP
ER 317L
Flusso: BB 202
SA FB 2 DC
C ≤0,04Si 0,5Mn 2,5Cr 18,5Mo 4,3Ni 17,0N 0,15PREN 36.3
FN≤0,5
Re 460 N/mm2
Rm 660 N/mm2
A5 35%Av 100 J
≥32 J…-269 °C
1.4439X2 CrNiMoN17-13-51.4436X3 CrNiMo17-13-31.4429X2 CrNiMoN17-13-31.4583X10 CrNiMoNb18-121.4438X2 CrNiMo18-15-4
AISI317LN316L316Cb316LN
UNS31726
2,53,24,0
TÜV-D,TÜV-A,
GL, DNV,SEPROZ,
CE
FOX ASN 5
E 18 16 5 N L B 22
E317LN-15(mod.)
C ≤ 0,035Si 0,7Mn 1,1Cr 18,0Ni 16,0Mo 4,5N 0,13
PREN 36
FN≤0,5
Re 460 N/mm2
Rm 660 N/mm2
A5 32%Av 70 J
≥32 J…-120 °C
2,53,24,0
TÜV-D, CE
FOX ASN 5-A
E 18 16 5 N L R 32
E317LN-17(mod.)
C ≤0,02Si 0,2Mn 5,0Cr 19,0Mo 4,1Ni 16,5N 0,16
PREN 38
FN≤0,5
Re 440 N/mm2
Rm 650 N/mm2
A5 35%Av 120 J
≥32 J…-269 °C
1,62,02,4
TÜV-D,TÜV-A,DNV,
SEPROZ,CE
ASN 5-IG
W Z 18 16 5 N L
ER317LN(mod.)
C ≤0,03Si 0,7Mn 7,0Cr 19,0Mo 4,3Ni 17,5N 0,16
PREN 37.1
FN≥0,5
Re 430 N/mm2
Rm 650 N/mm2
A5 35%Av 110 J
≥32 J…-196 °C
1,01,2
TÜV-D,GL, DNV,
CE
ASN 5-IG (Si)
G Z 18 16 5 N L
ER317LN(mod.)
C ≤0,02Si 0,2Mn 4,5Cr 18,5Mo 4,0Ni 16,3N 0,14
PREN 33.9
Re ≥420 N/mm2
Rm ≥630 N/mm2
A5 ≥35%Av ≥120 J
≥40 J…-196 °C
3,0 CE
C 0,03Si 0,50Mn 1,6Cr 19,0Mo 3,6Ni 13,5
Re 410 N/mm2
Rm 590 N/mm2
A5 29%Av 58 J
≥32 J…-60 °C
3,04,0
Acciai inossidabili – austenitici
20
SMAW Elettrodo basico legato in vergella. Usato preferibilmenteper gradi di acciaio nichel-cromo stabilizzati al titanio o niobio 1.4541 / 1.4550 / 321 / 347.
Sviluppato per produrre depositi saldati di altissima qualitàcon valori di tenacità affidabile fino a -196 °C, 100 % di sicu-rezza ai raggi X oltre alle ottime caratteristiche di passata difondo e di saldatura in posizione, buona capacità di chiuderela luce a fondo cianfrino, facile bagno di fusione e controllodi scoria, facile asportazione della scoria anche in prepara-zioni strette, generando superfici del cordone pulite erichiedendo una pulizia postsaldatura minima. Elettrodoeccellente per la saldatura di cantiere!Il prodotto è resistente alla corrosione intergranulare fino a+400 °C.
SMAW Elettrodo legato rutile. Usato preferibilmente per gradi diacciaio nichel-cromo stabilizzati al titanio o niobio 1.4541 / 1.4550 / 321 / 347.
Un prodotto leader a livello mondiale, apprezzato per le sueineguagliabili caratteristiche metallurgiche e di saldatura. Può essere usato in AC o DC. Altri vantaggi includono: altaconducibilità di corrente, minima formazione di spruzzi, sco-ria autodistaccante, profilo saldato liscio e pulito, sicurezzada formazione di porosità grazie al rivestimento resistenteall’umidità e al confezionamento in barattoli ermetici.L’elettrodo completamente legato in vergella garantisce lapiù affidabile resistenza alla corrosione. Il prodotto è resi-stente alla corrosione intergranulare fino a +400 °C.
GTAW Bacchetta GTAW sviluppata per consentire un’analisi dimassima precisione per produrre un deposito saldato di elevata purezza e di incomparabile resistenza alla corrosionee alle cricche a caldo. Resilienza CVN fino a -196 °C, resistente alla corrosioneintergranulare fino a +400 °C.
GMAW Filo GMAW sviluppato per ottenere caratteristiche di salda-tura, bagnabilità e avanzamento di altissima qualità, nonchéun’affidabile resistenza alla corrosione fino a +400 °C e unservizio a basse temperature fino a -196 °C.
BÖHLER
ClassificazioneENAWS
Processodi saldatura
Analisichimicatipica
%
Proprietà meccaniche tipiche
Ø
mm
Caratteristiche e applicazioni Metalli baseCertifica-zioni
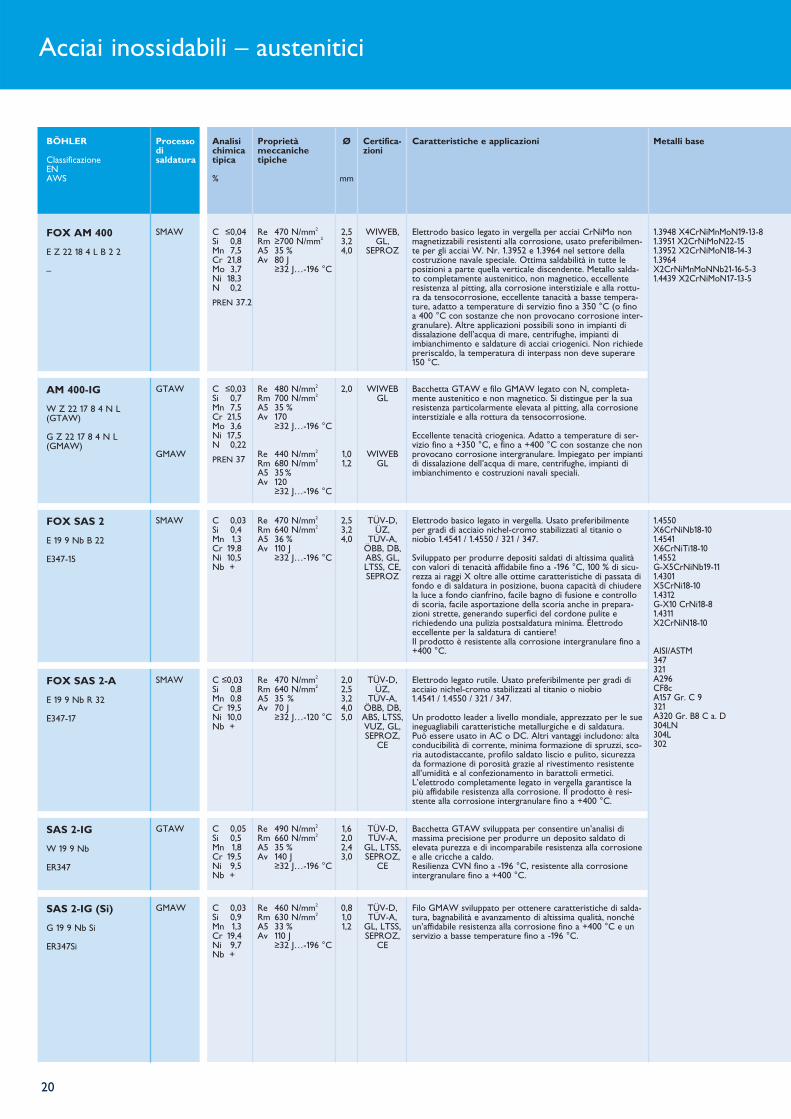
SMAW Elettrodo basico legato in vergella per acciai CrNiMo nonmagnetizzabili resistenti alla corrosione, usato preferibilmen-te per gli acciai W. Nr. 1.3952 e 1.3964 nel settore dellacostruzione navale speciale. Ottima saldabilità in tutte leposizioni a parte quella verticale discendente. Metallo salda-to completamente austenitico, non magnetico, eccellenteresistenza al pitting, alla corrosione interstiziale e alla rottu-ra da tensocorrosione, eccellente tanacità a basse tempera-ture, adatto a temperature di servizio fino a 350 °C (o finoa 400 °C con sostanze che non provocano corrosione inter-granulare). Altre applicazioni possibili sono in impianti di dissalazione dell’acqua di mare, centrifughe, impianti diimbianchimento e saldature di acciai criogenici. Non richiedepreriscaldo, la temperatura di interpass non deve superare150 °C.
GTAW
GMAW
Bacchetta GTAW e filo GMAW legato con N, completa-mente austenitico e non magnetico. Si distingue per la suaresistenza particolarmente elevata al pitting, alla corrosioneinterstiziale e alla rottura da tensocorrosione.
Eccellente tenacità criogenica. Adatto a temperature di ser-vizio fino a +350 °C, e fino a +400 °C con sostanze che nonprovocano corrosione intergranulare. Impiegato per impiantidi dissalazione dell’acqua di mare, centrifughe, impianti diimbianchimento e costruzioni navali speciali.
AM 400-IG
W Z 22 17 8 4 N L(GTAW)
G Z 22 17 8 4 N L(GMAW)
C 0,03Si 0,4Mn 1,3Cr 19,8Ni 10,5Nb +
Re 470 N/mm2
Rm 640 N/mm2
A5 36 %Av 110 J
≥32 J…-196 °C
1.4550X6CrNiNb18-101.4541X6CrNiTi18-101.4552 G-X5CrNiNb19-111.4301X5CrNi18-101.4312G-X10 CrNi18-81.4311X2CrNiN18-10
AISI/ASTM347321 A296CF8cA157 Gr. C 9321A320 Gr. B8 C a. D304LN304L302
2,53,24,0
TÜV-D,ÜZ,
TÜV-A,ÖBB, DB,ABS, GL,LTSS, CE, SEPROZ
FOX SAS 2
E 19 9 Nb B 22
E347-15
C ≤0,03Si 0,8Mn 0,8Cr 19,5Ni 10,0Nb +
Re 470 N/mm2
Rm 640 N/mm2
A5 35 %Av 70 J
≥32 J…-120 °C
2,02,53,24,05,0
TÜV-D,ÜZ,
TÜV-A,ÖBB, DB,ABS, LTSS,VUZ, GL,SEPROZ,
CE
FOX SAS 2-A
E 19 9 Nb R 32
E347-17
C 0,05Si 0,5Mn 1,8Cr 19,5Ni 9,5Nb +
Re 490 N/mm2
Rm 660 N/mm2
A5 35 %Av 140 J
≥32 J…-196 °C
1,62,02,43,0
TÜV-D,TÜV-A,
GL, LTSS,SEPROZ,
CE
SAS 2-IG
W 19 9 Nb
ER347
C 0,03Si 0,9Mn 1,3Cr 19,4Ni 9,7Nb +
Re 460 N/mm2
Rm 630 N/mm2
A5 33 %Av 110 J
≥32 J…-196 °C
0,81,01,2
TÜV-D,TÜV-A,
GL, LTSS,SEPROZ,
CE
SAS 2-IG (Si)
G 19 9 Nb Si
ER347Si
C ≤0,04Si 0,8Mn 7,5Cr 21,8Mo 3,7Ni 18,3N 0,2
PREN 37.2
Re 470 N/mm2
Rm ≥700 N/mm2
A5 35 %Av 80 J
≥32 J…-196 °C
1.3948 X4CrNiMnMoN19-13-81.3951 X2CrNiMoN22-151.3952 X2CrNiMoN18-14-31.3964 X2CrNiMnMoNNb21-16-5-31.4439 X2CrNiMoN17-13-5
2,53,24,0
WIWEB,GL,
SEPROZ
FOX AM 400
E Z 22 18 4 L B 2 2
–
C ≤0,03Si 0,7Mn 7,5Cr 21,5Mo 3,6Ni 17,5N 0,22
PREN 37
Re 480 N/mm2
Rm 700 N/mm2
A5 35 %Av 170
≥32 J…-196 °C
Re 440 N/mm2
Rm 680 N/mm2
A5 35%Av 120
≥32 J…-196 °C
2,0
1,01,2
WIWEBGL
WIWEBGL
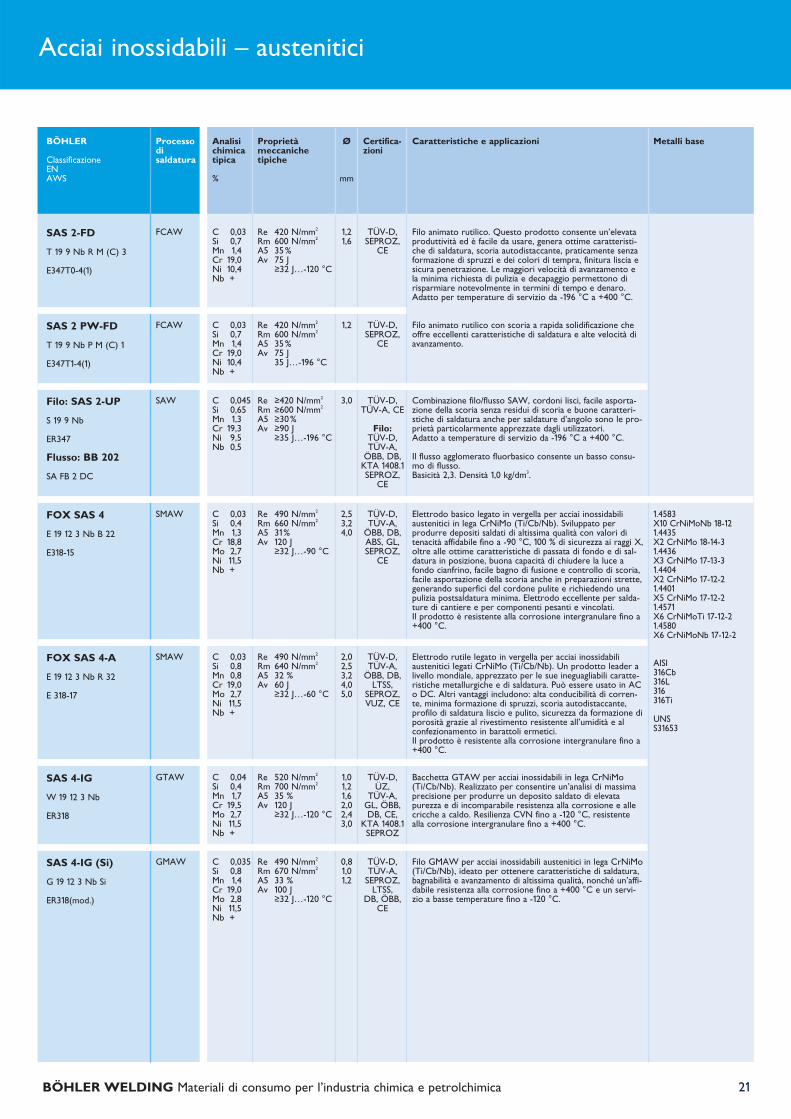
Acciai inossidabili – austenitici
21BÖHLER WELDING Materiali di consumo per l’industria chimica e petrolchimica
SMAW Elettrodo basico legato in vergella per acciai inossidabiliaustenitici in lega CrNiMo (Ti/Cb/Nb). Sviluppato per produrre depositi saldati di altissima qualità con valori ditenacità affidabile fino a -90 °C, 100 % di sicurezza ai raggi X,oltre alle ottime caratteristiche di passata di fondo e di sal-datura in posizione, buona capacità di chiudere la luce afondo cianfrino, facile bagno di fusione e controllo di scoria,facile asportazione della scoria anche in preparazioni strette,generando superfici del cordone pulite e richiedendo unapulizia postsaldatura minima. Elettrodo eccellente per salda-ture di cantiere e per componenti pesanti e vincolati.Il prodotto è resistente alla corrosione intergranulare fino a+400 °C.
SMAW Elettrodo rutile legato in vergella per acciai inossidabiliaustenitici legati CrNiMo (Ti/Cb/Nb). Un prodotto leader alivello mondiale, apprezzato per le sue ineguagliabili caratte-ristiche metallurgiche e di saldatura. Può essere usato in ACo DC. Altri vantaggi includono: alta conducibilità di corren-te, minima formazione di spruzzi, scoria autodistaccante,profilo di saldatura liscio e pulito, sicurezza da formazione diporosità grazie al rivestimento resistente all’umidità e alconfezionamento in barattoli ermetici.Il prodotto è resistente alla corrosione intergranulare fino a+400 °C.
GTAW Bacchetta GTAW per acciai inossidabili in lega CrNiMo(Ti/Cb/Nb). Realizzato per consentire un’analisi di massimaprecisione per produrre un deposito saldato di elevatapurezza e di incomparabile resistenza alla corrosione e allecricche a caldo. Resilienza CVN fino a -120 °C, resistentealla corrosione intergranulare fino a +400 °C.
GMAW Filo GMAW per acciai inossidabili austenitici in lega CrNiMo(Ti/Cb/Nb), ideato per ottenere caratteristiche di saldatura,bagnabilità e avanzamento di altissima qualità, nonché un’affi-dabile resistenza alla corrosione fino a +400 °C e un servi-zio a basse temperature fino a -120 °C.
BÖHLER
ClassificazioneENAWS
Processodi saldatura
Analisichimicatipica
%
Proprietà meccaniche tipiche
Ø
mm
Caratteristiche e applicazioni Metalli baseCertifica-zioni
FCAW Filo animato rutilico. Questo prodotto consente un’elevataproduttività ed è facile da usare, genera ottime caratteristi-che di saldatura, scoria autodistaccante, praticamente senzaformazione di spruzzi e dei colori di tempra, finitura liscia esicura penetrazione. Le maggiori velocità di avanzamento ela minima richiesta di pulizia e decapaggio permettono dirisparmiare notevolmente in termini di tempo e denaro. Adatto per temperature di servizio da -196 °C a +400 °C.
Filo animato rutilico con scoria a rapida solidificazione cheoffre eccellenti caratteristiche di saldatura e alte velocità diavanzamento.
FCAW
SAW Combinazione filo/flusso SAW, cordoni lisci, facile asporta-zione della scoria senza residui di scoria e buone caratteri-stiche di saldatura anche per saldature d’angolo sono le pro-prietà particolarmente apprezzate dagli utilizzatori. Adatto a temperature di servizio da -196 °C a +400 °C.
Il flusso agglomerato fluorbasico consente un basso consu-mo di flusso.Basicità 2,3. Densità 1,0 kg/dm3.
Filo: SAS 2-UP
S 19 9 Nb
ER347
Flusso: BB 202
SA FB 2 DC
C 0,03Si 0,4Mn 1,3Cr 18,8Mo 2,7Ni 11,5Nb +
Re 490 N/mm2
Rm 660 N/mm2
A5 31%Av 120 J
≥32 J…-90 °C
1.4583X10 CrNiMoNb 18-121.4435X2 CrNiMo 18-14-31.4436X3 CrNiMo 17-13-31.4404X2 CrNiMo 17-12-21.4401X5 CrNiMo 17-12-21.4571X6 CrNiMoTi 17-12-21.4580X6 CrNiMoNb 17-12-2
AISI316Cb316L316316Ti
UNSS31653
2,53,24,0
TÜV-D,TÜV-A,
ÖBB, DB,ABS, GL,SEPROZ,
CE
FOX SAS 4
E 19 12 3 Nb B 22
E318-15
C 0,03Si 0,8Mn 0,8Cr 19,0Mo 2,7Ni 11,5Nb +
Re 490 N/mm2
Rm 640 N/mm2
A5 32 %Av 60 J
≥32 J…-60 °C
2,02,53,24,05,0
TÜV-D,TÜV-A,
ÖBB, DB, LTSS,
SEPROZ,VUZ, CE
FOX SAS 4-A
E 19 12 3 Nb R 32
E 318-17
C 0,04Si 0,4Mn 1,7Cr 19,5Mo 2,7Ni 11,5Nb +
Re 520 N/mm2
Rm 700 N/mm2
A5 35 %Av 120 J
≥32 J…-120 °C
1,01,21,62,02,43,0
TÜV-D,ÜZ,
TÜV-A,GL, ÖBB,DB, CE,
KTA 1408.1SEPROZ
SAS 4-IG
W 19 12 3 Nb
ER318
C 0,035Si 0,8Mn 1,4Cr 19,0Mo 2,8Ni 11,5Nb +
Re 490 N/mm2
Rm 670 N/mm2
A5 33 %Av 100 J
≥32 J…-120 °C
0,81,01,2
TÜV-D,TÜV-A,
SEPROZ,LTSS,
DB, ÖBB,CE
SAS 4-IG (Si)
G 19 12 3 Nb Si
ER318(mod.)
C 0,03Si 0,7Mn 1,4Cr 19,0Ni 10,4Nb +
Re 420 N/mm2
Rm 600 N/mm2
A5 35%Av 75 J
≥32 J…-120 °C
1,21,6
TÜV-D,SEPROZ,
CE
SAS 2-FD
T 19 9 Nb R M (C) 3
E347T0-4(1)
C 0,03Si 0,7Mn 1,4Cr 19,0Ni 10,4Nb +
Re 420 N/mm2
Rm 600 N/mm2
A5 35%Av 75 J
35 J…-196 °C
1,2 TÜV-D,SEPROZ,
CE
SAS 2 PW-FD
T 19 9 Nb P M (C) 1
E347T1-4(1)
C 0,045Si 0,65Mn 1,3Cr 19,3Ni 9,5Nb 0,5
Re ≥420 N/mm2
Rm ≥600 N/mm2
A5 ≥30%Av ≥90 J
≥35 J…-196 °C
3,0 TÜV-D,TÜV-A, CE
Filo:TÜV-D,TÜV-A,
ÖBB, DB,KTA 1408.1SEPROZ,
CE
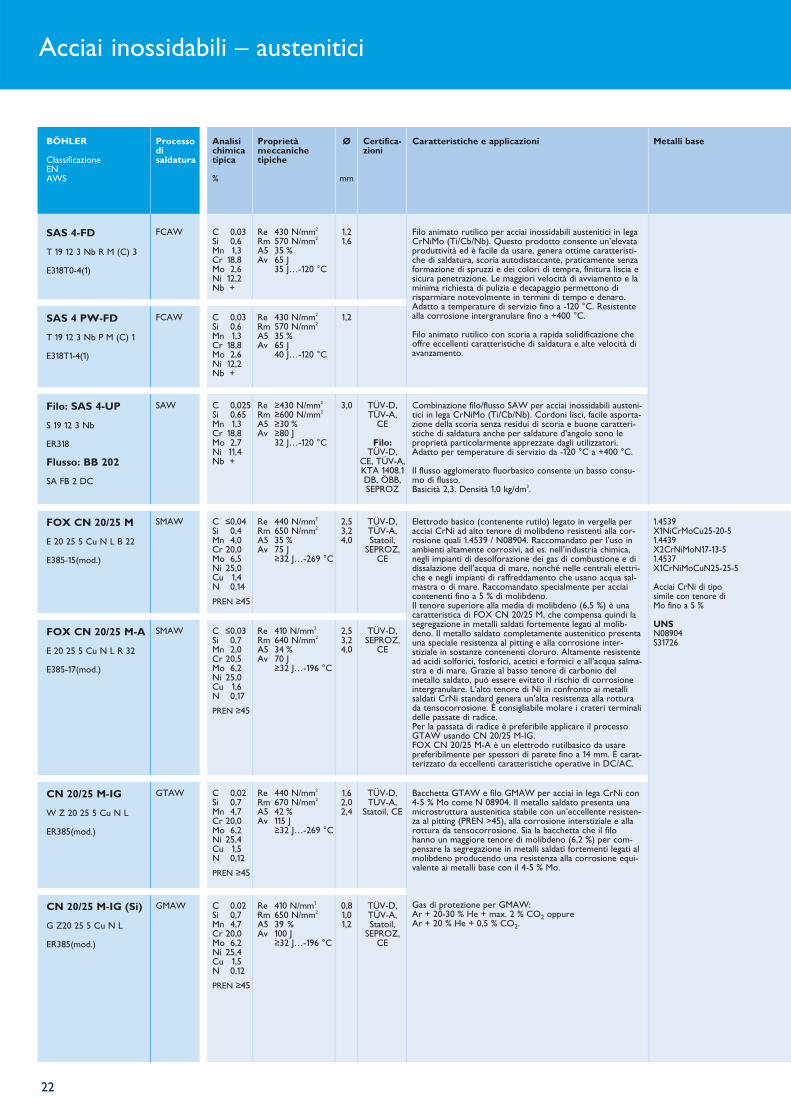
Acciai inossidabili – austenitici
22
SMAW 1.4539X1NiCrMoCu25-20-51.4439X2CrNiMoN17-13-51.4537X1CrNiMoCuN25-25-5
Acciai CrNi di tipo simile con tenore di Mo fino a 5 %
UNSN08904S31726
Elettrodo basico (contenente rutilo) legato in vergella peracciai CrNi ad alto tenore di molibdeno resistenti alla cor-rosione quali 1.4539 / N08904. Raccomandato per l’uso inambienti altamente corrosivi, ad es. nell’industria chimica,negli impianti di desolforazione dei gas di combustione e didissalazione dell’acqua di mare, nonché nelle centrali elettri-che e negli impianti di raffreddamento che usano acqua sal-mastra o di mare. Raccomandato specialmente per acciaicontenenti fino a 5 % di molibdeno. Il tenore superiore alla media di molibdeno (6,5 %) è unacaratteristica di FOX CN 20/25 M, che compensa quindi lasegregazione in metalli saldati fortemente legati al molib-deno. Il metallo saldato completamente austenitico presentauna speciale resistenza al pitting e alla corrosione inter-stiziale in sostanze contenenti cloruro. Altamente resistentead acidi solforici, fosforici, acetici e formici e all’acqua salma-stra e di mare. Grazie al basso tenore di carbonio delmetallo saldato, può essere evitato il rischio di corrosioneintergranulare. L’alto tenore di Ni in confronto ai metallisaldati CrNi standard genera un’alta resistenza alla rotturada tensocorrosione. È consigliabile molare i crateri terminalidelle passate di radice. Per la passata di radice è preferibile applicare il processoGTAW usando CN 20/25 M-IG. FOX CN 20/25 M-A è un elettrodo rutilbasico da usarepreferibilmente per spessori di parete fino a 14 mm. È carat-terizzato da eccellenti caratteristiche operative in DC/AC.
SMAW
GTAW Bacchetta GTAW e filo GMAW per acciai in lega CrNi con4-5 % Mo come N 08904. Il metallo saldato presenta unamicrostruttura austenitica stabile con un’eccellente resisten-za al pitting (PREN >45), alla corrosione interstiziale e allarottura da tensocorrosione. Sia la bacchetta che il filohanno un maggiore tenore di molibdeno (6,2 %) per com-pensare la segregazione in metalli saldati fortementi legati almolibdeno producendo una resistenza alla corrosione equi-valente ai metalli base con il 4-5 % Mo.
Gas di protezione per GMAW: Ar + 20-30 % He + max. 2 % CO2 oppure Ar + 20 % He + 0,5 % CO2.
GMAW
BÖHLER
ClassificazioneENAWS
Processodi saldatura
Analisichimicatipica
%
Proprietà meccaniche tipiche
Ø
mm
Caratteristiche e applicazioni Metalli baseCertifica-zioni
FCAW Filo animato rutilico per acciai inossidabili austenitici in legaCrNiMo (Ti/Cb/Nb). Questo prodotto consente un’elevataproduttività ed è facile da usare, genera ottime caratteristi-che di saldatura, scoria autodistaccante, praticamente senzaformazione di spruzzi e dei colori di tempra, finitura liscia esicura penetrazione. Le maggiori velocità di avviamento e laminima richiesta di pulizia e decapaggio permettono dirisparmiare notevolmente in termini di tempo e denaro.Adatto a temperature di servizio fino a -120 °C. Resistentealla corrosione intergranulare fino a +400 °C.
Filo animato rutilico con scoria a rapida solidificazione cheoffre eccellenti caratteristiche di saldatura e alte velocità diavanzamento.
FCAW
SAW Combinazione filo/flusso SAW per acciai inossidabili austeni-tici in lega CrNiMo (Ti/Cb/Nb). Cordoni lisci, facile asporta-zione della scoria senza residui di scoria e buone caratteri-stiche di saldatura anche per saldature d’angolo sono leproprietà particolarmente apprezzate dagli utilizzatori.Adatto per temperature di servizio da -120 °C a +400 °C.
Il flusso agglomerato fluorbasico consente un basso consu-mo di flusso.Basicità 2,3. Densità 1,0 kg/dm3.
Filo: SAS 4-UP
S 19 12 3 Nb
ER318
Flusso: BB 202
SA FB 2 DC
C ≤0,04Si 0,4Mn 4,0Cr 20,0Mo 6,5Ni 25,0Cu 1,4N 0,14
PREN ≥45
Re 440 N/mm2
Rm 650 N/mm2
A5 35 %Av 75 J
≥32 J…-269 °C
2,53,24,0
TÜV-D,TÜV-A,Statoil,
SEPROZ,CE
FOX CN 20/25 M
E 20 25 5 Cu N L B 22
E385-15(mod.)
C ≤0,03Si 0,7Mn 2,0Cr 20,5Mo 6,2Ni 25,0Cu 1,6N 0,17
PREN ≥45
Re 410 N/mm2
Rm 640 N/mm2
A5 34 %Av 70 J
≥32 J…-196 °C
2,53,24,0
TÜV-D,SEPROZ,
CE
FOX CN 20/25 M-A
E 20 25 5 Cu N L R 32
E385-17(mod.)
C 0,02Si 0,7Mn 4,7Cr 20,0Mo 6,2Ni 25,4Cu 1,5N 0,12
PREN ≥45
Re 440 N/mm2
Rm 670 N/mm2
A5 42 %Av 115 J
≥32 J…-269 °C
1,62,02,4
TÜV-D,TÜV-A,
Statoil, CE
CN 20/25 M-IG
W Z 20 25 5 Cu N L
ER385(mod.)
C 0,02Si 0,7Mn 4,7Cr 20,0Mo 6,2Ni 25,4Cu 1,5N 0,12
PREN ≥45
Re 410 N/mm2
Rm 650 N/mm2
A5 39 %Av 100 J
≥32 J…-196 °C
0,81,01,2
TÜV-D,TÜV-A,Statoil,
SEPROZ,CE
CN 20/25 M-IG (Si)
G Z20 25 5 Cu N L
ER385(mod.)
C 0,03Si 0,6Mn 1,3Cr 18,8Mo 2,6Ni 12,2Nb +
Re 430 N/mm2
Rm 570 N/mm2
A5 35 %Av 65 J
35 J…-120 °C
1,21,6
SAS 4-FD
T 19 12 3 Nb R M (C) 3
E318T0-4(1)
C 0,03Si 0,6Mn 1,3Cr 18,8Mo 2,6Ni 12,2Nb +
Re 430 N/mm2
Rm 570 N/mm2
A5 35 %Av 65 J
40 J…-120 °C
1,2SAS 4 PW-FD
T 19 12 3 Nb P M (C) 1
E318T1-4(1)
C 0,025Si 0,65Mn 1,3Cr 18,8Mo 2,7Ni 11,4Nb +
Re ≥430 N/mm2
Rm ≥600 N/mm2
A5 ≥30 %Av ≥80 J
32 J…-120 °C
3,0 TÜV-D,TÜV-A,
CE
Filo:TÜV-D,
CE, TÜV-A,KTA 1408.1DB, ÖBB,SEPROZ
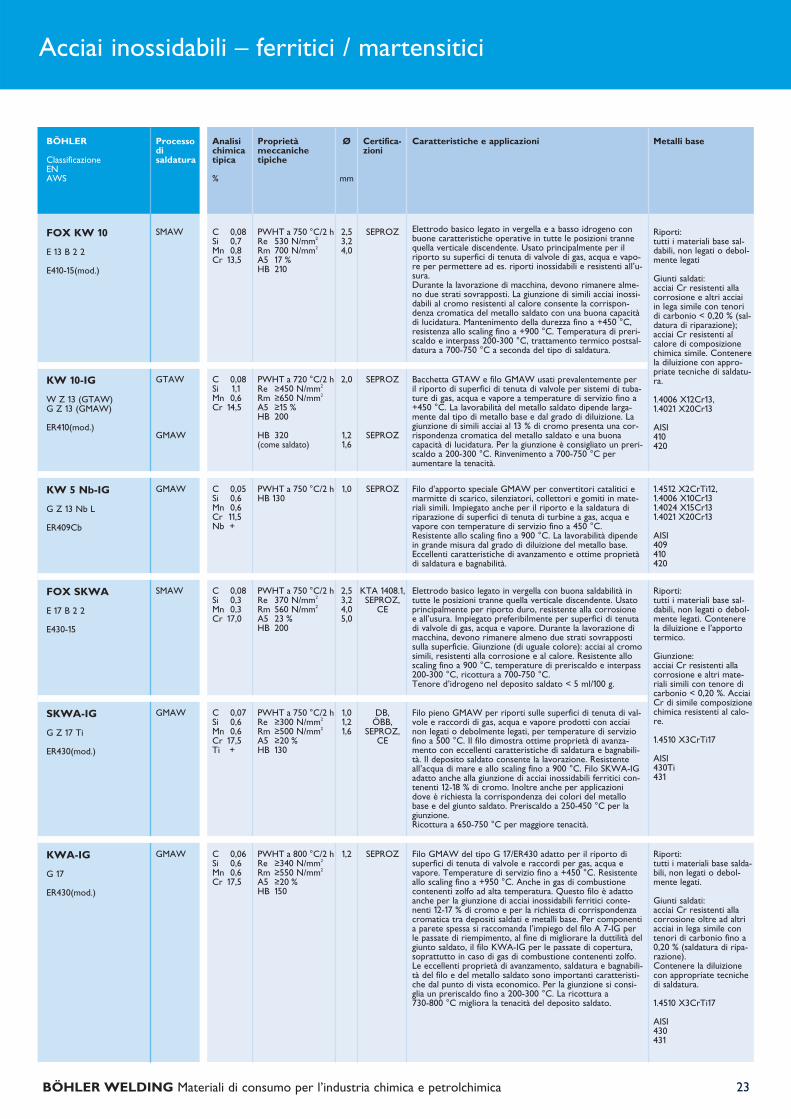
Acciai inossidabili – ferritici / martensitici
23BÖHLER WELDING Materiali di consumo per l’industria chimica e petrolchimica
SMAW Riporti:tutti i materiali base sal-dabili, non legati o debol-mente legati
Giunti saldati:acciai Cr resistenti allacorrosione e altri acciaiin lega simile con tenoridi carbonio < 0,20 % (sal-datura di riparazione);acciai Cr resistenti alcalore di composizionechimica simile. Contenerela diluizione con appro-priate tecniche di saldatu-ra.
1.4006 X12Cr13, 1.4021 X20Cr13
AISI410420
Elettrodo basico legato in vergella e a basso idrogeno conbuone caratteristiche operative in tutte le posizioni trannequella verticale discendente. Usato principalmente per ilriporto su superfici di tenuta di valvole di gas, acqua e vapo-re per permettere ad es. riporti inossidabili e resistenti all’u-sura. Durante la lavorazione di macchina, devono rimanere alme-no due strati sovrapposti. La giunzione di simili acciai inossi-dabili al cromo resistenti al calore consente la corrispon-denza cromatica del metallo saldato con una buona capacitàdi lucidatura. Mantenimento della durezza fino a +450 °C,resistenza allo scaling fino a +900 °C. Temperatura di preri-scaldo e interpass 200-300 °C, trattamento termico postsal-datura a 700-750 °C a seconda del tipo di saldatura.
GTAW
GMAW
PWHT a 720 °C/2 hRe ≥450 N/mm2
Rm ≥650 N/mm2
A5 ≥15 %HB 200
HB 320 (come saldato)
Bacchetta GTAW e filo GMAW usati prevalentemente peril riporto di superfici di tenuta di valvole per sistemi di tuba-ture di gas, acqua e vapore a temperature di servizio fino a+450 °C. La lavorabilità del metallo saldato dipende larga-mente dal tipo di metallo base e dal grado di diluizione. Lagiunzione di simili acciai al 13 % di cromo presenta una cor-rispondenza cromatica del metallo saldato e una buonacapacità di lucidatura. Per la giunzione è consigliato un preri-scaldo a 200-300 °C. Rinvenimento a 700-750 °C peraumentare la tenacità.
KW 10-IG
W Z 13 (GTAW)G Z 13 (GMAW)
ER410(mod.)
GMAW Filo d’apporto speciale GMAW per convertitori catalitici emarmitte di scarico, silenziatori, collettori e gomiti in mate-riali simili. Impiegato anche per il riporto e la saldatura diriparazione di superfici di tenuta di turbine a gas, acqua evapore con temperature di servizio fino a 450 °C.Resistente allo scaling fino a 900 °C. La lavorabilità dipendein grande misura dal grado di diluizione del metallo base.Eccellenti caratteristiche di avanzamento e ottime proprietàdi saldatura e bagnabilità.
SMAW Riporti:tutti i materiali base sal-dabili, non legati o debol-mente legati. Contenerela diluizione e l’apportotermico.
Giunzione:acciai Cr resistenti allacorrosione e altri mate-riali simili con tenore dicarbonio < 0,20 %. AcciaiCr di simile composizionechimica resistenti al calo-re.
1.4510 X3CrTi17
AISI430Ti431
Elettrodo basico legato in vergella con buona saldabilità intutte le posizioni tranne quella verticale discendente. Usatoprincipalmente per riporto duro, resistente alla corrosionee all’usura. Impiegato preferibilmente per superfici di tenutadi valvole di gas, acqua e vapore. Durante la lavorazione dimacchina, devono rimanere almeno due strati sovrappostisulla superficie. Giunzione (di uguale colore): acciai al cromosimili, resistenti alla corrosione e al calore. Resistente alloscaling fino a 900 °C, temperature di preriscaldo e interpass200-300 °C, ricottura a 700-750 °C.Tenore d’idrogeno nel deposito saldato < 5 ml/100 g.
GMAW Filo pieno GMAW per riporti sulle superfici di tenuta di val-vole e raccordi di gas, acqua e vapore prodotti con acciainon legati o debolmente legati, per temperature di serviziofino a 500 °C. Il filo dimostra ottime proprietà di avanza-mento con eccellenti caratteristiche di saldatura e bagnabili-tà. Il deposito saldato consente la lavorazione. Resistenteall’acqua di mare e allo scaling fino a 900 °C. Filo SKWA-IGadatto anche alla giunzione di acciai inossidabili ferritici con-tenenti 12-18 % di cromo. Inoltre anche per applicazionidove è richiesta la corrispondenza dei colori del metallobase e del giunto saldato. Preriscaldo a 250-450 °C per lagiunzione.Ricottura a 650-750 °C per maggiore tenacità.
GMAW Riporti:tutti i materiali base salda-bili, non legati o debol-mente legati.
Giunti saldati:acciai Cr resistenti allacorrosione oltre ad altriacciai in lega simile contenori di carbonio fino a0,20 % (saldatura di ripa-razione). Contenere la diluizionecon appropriate tecnichedi saldatura.
1.4510 X3CrTi17
AISI430431
Filo GMAW del tipo G 17/ER430 adatto per il riporto disuperfici di tenuta di valvole e raccordi per gas, acqua evapore. Temperature di servizio fino a +450 °C. Resistenteallo scaling fino a +950 °C. Anche in gas di combustionecontenenti zolfo ad alta temperatura. Questo filo è adattoanche per la giunzione di acciai inossidabili ferritici conte-nenti 12-17 % di cromo e per la richiesta di corrispondenzacromatica tra depositi saldati e metalli base. Per componentia parete spessa si raccomanda l’impiego del filo A 7-IG perle passate di riempimento, al fine di migliorare la duttilità delgiunto saldato, il filo KWA-IG per le passate di copertura,soprattutto in caso di gas di combustione contenenti zolfo.Le eccellenti proprietà di avanzamento, saldatura e bagnabili-tà del filo e del metallo saldato sono importanti caratteristi-che dal punto di vista economico. Per la giunzione si consi-glia un preriscaldo fino a 200-300 °C. La ricottura a730-800 °C migliora la tenacità del deposito saldato.
BÖHLER
ClassificazioneENAWS
Processodi saldatura
Analisichimicatipica
%
Proprietà meccaniche tipiche
Ø
mm
Caratteristiche e applicazioni Metalli baseCertifica-zioni
C 0,08Si 0,7Mn 0,8Cr 13,5
PWHT a 750 °C/2 hRe 530 N/mm2
Rm 700 N/mm2
A5 17 %HB 210
2,53,24,0
SEPROZFOX KW 10
E 13 B 2 2
E410-15(mod.)
C 0,08Si 1,1Mn 0,6Cr 14,5
2,0
1,21,6
SEPROZ
SEPROZ
C 0,05Si 0,6Mn 0,6Cr 11,5Nb +
PWHT a 750 °C/2 hHB 130
1.4512 X2CrTi12, 1.4006 X10Cr131.4024 X15Cr131.4021 X20Cr13
AISI409410420
1,0 SEPROZKW 5 Nb-IG
G Z 13 Nb L
ER409Cb
C 0,08Si 0,3Mn 0,3Cr 17,0
PWHT a 750 °C/2 hRe 370 N/mm2
Rm 560 N/mm2
A5 23 %HB 200
2,53,24,05,0
KTA 1408.1,SEPROZ,
CE
FOX SKWA
E 17 B 2 2
E430-15
C 0,07Si 0,6Mn 0,6Cr 17,5Ti +
PWHT a 750 °C/2 hRe ≥300 N/mm2
Rm ≥500 N/mm2
A5 ≥20 %HB 130
1,01,21,6
DB, ÖBB,
SEPROZ,CE
SKWA-IG
G Z 17 Ti
ER430(mod.)
C 0,06Si 0,6Mn 0,6Cr 17,5
PWHT a 800 °C/2 hRe ≥340 N/mm2
Rm ≥550 N/mm2
A5 ≥20 %HB 150
1,2 SEPROZKWA-IG
G 17
ER430(mod.)
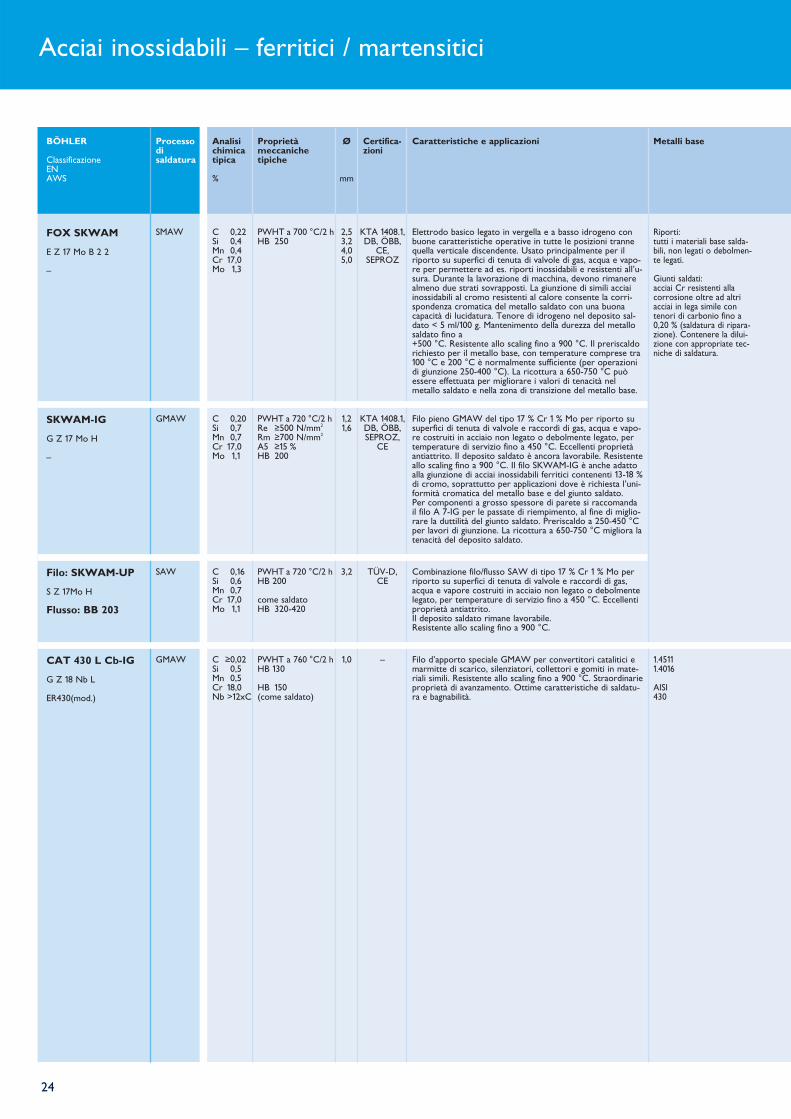
SMAW Riporti:tutti i materiali base salda-bili, non legati o debolmen-te legati.
Giunti saldati:acciai Cr resistenti allacorrosione oltre ad altriacciai in lega simile contenori di carbonio fino a0,20 % (saldatura di ripara-zione). Contenere la dilui-zione con appropriate tec-niche di saldatura.
Elettrodo basico legato in vergella e a basso idrogeno conbuone caratteristiche operative in tutte le posizioni trannequella verticale discendente. Usato principalmente per ilriporto su superfici di tenuta di valvole di gas, acqua e vapo-re per permettere ad es. riporti inossidabili e resistenti all’u-sura. Durante la lavorazione di macchina, devono rimanerealmeno due strati sovrapposti. La giunzione di simili acciaiinossidabili al cromo resistenti al calore consente la corri-spondenza cromatica del metallo saldato con una buonacapacità di lucidatura. Tenore di idrogeno nel deposito sal-dato < 5 ml/100 g. Mantenimento della durezza del metallosaldato fino a +500 °C. Resistente allo scaling fino a 900 °C. Il preriscaldorichiesto per il metallo base, con temperature comprese tra100 °C e 200 °C è normalmente sufficiente (per operazionidi giunzione 250-400 °C). La ricottura a 650-750 °C puòessere effettuata per migliorare i valori di tenacità nel metallo saldato e nella zona di transizione del metallo base.
GMAW Filo pieno GMAW del tipo 17 % Cr 1 % Mo per riporto susuperfici di tenuta di valvole e raccordi di gas, acqua e vapo-re costruiti in acciaio non legato o debolmente legato, pertemperature di servizio fino a 450 °C. Eccellenti proprietàantiattrito. Il deposito saldato è ancora lavorabile. Resistenteallo scaling fino a 900 °C. Il filo SKWAM-IG è anche adattoalla giunzione di acciai inossidabili ferritici contenenti 13-18 %di cromo, soprattutto per applicazioni dove è richiesta l’uni-formità cromatica del metallo base e del giunto saldato. Per componenti a grosso spessore di parete si raccomandail filo A 7-IG per le passate di riempimento, al fine di miglio-rare la duttilità del giunto saldato. Preriscaldo a 250-450 °Cper lavori di giunzione. La ricottura a 650-750 °C migliora latenacità del deposito saldato.
SAW Combinazione filo/flusso SAW di tipo 17 % Cr 1 % Mo perriporto su superfici di tenuta di valvole e raccordi di gas,acqua e vapore costruiti in acciaio non legato o debolmentelegato, per temperature di servizio fino a 450 °C. Eccellentiproprietà antiattrito. Il deposito saldato rimane lavorabile. Resistente allo scaling fino a 900 °C.
Filo: SKWAM-UP
S Z 17Mo H
Flusso: BB 203
GMAW Filo d’apporto speciale GMAW per convertitori catalitici emarmitte di scarico, silenziatori, collettori e gomiti in mate-riali simili. Resistente allo scaling fino a 900 °C. Straordinarieproprietà di avanzamento. Ottime caratteristiche di saldatu-ra e bagnabilità.
Acciai inossidabili – ferritici / martensitici
24
BÖHLER
ClassificazioneENAWS
Processodi saldatura
Analisichimicatipica
%
Proprietà meccaniche tipiche
Ø
mm
Caratteristiche e applicazioni Metalli baseCertifica-zioni
C 0,22Si 0,4Mn 0,4Cr 17,0Mo 1,3
PWHT a 700 °C/2 hHB 250
2,53,24,05,0
KTA 1408.1,DB, ÖBB,
CE, SEPROZ
FOX SKWAM
E Z 17 Mo B 2 2
–
C 0,20Si 0,7Mn 0,7Cr 17,0Mo 1,1
PWHT a 720 °C/2 hRe ≥500 N/mm2
Rm ≥700 N/mm2
A5 ≥15 %HB 200
1,21,6
KTA 1408.1, DB, ÖBB,SEPROZ,
CE
SKWAM-IG
G Z 17 Mo H
–
C 0,16Si 0,6Mn 0,7Cr 17,0Mo 1,1
PWHT a 720 °C/2 hHB 200
come saldatoHB 320-420
3,2 TÜV-D, CE
C ≥0,02Si 0,5Mn 0,5Cr 18,0Nb >12xC
PWHT a 760 °C/2 hHB 130
HB 150 (come saldato)
1.4511 1.4016
AISI 430
1,0 –CAT 430 L Cb-IG
G Z 18 Nb L
ER430(mod.)
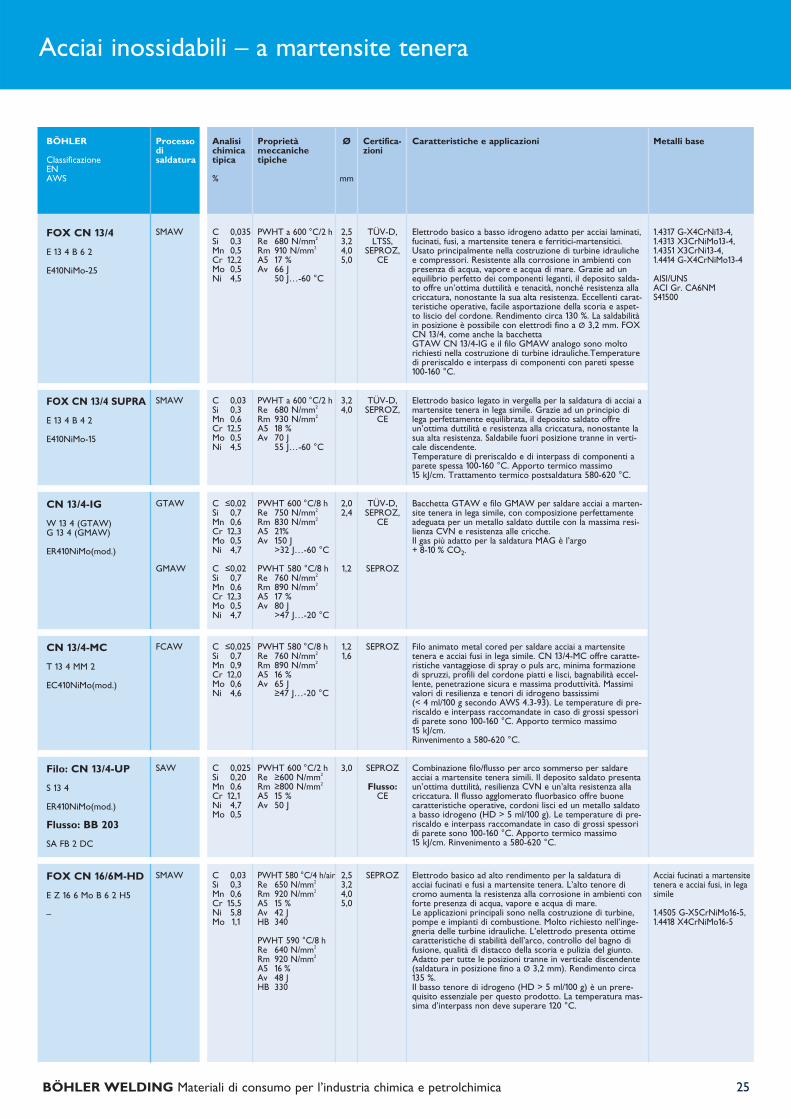
GTAW
GMAW
Bacchetta GTAW e filo GMAW per saldare acciai a marten-site tenera in lega simile, con composizione perfettamenteadeguata per un metallo saldato duttile con la massima resi-lienza CVN e resistenza alle cricche. Il gas più adatto per la saldatura MAG è l’argo + 8-10 % CO2.
CN 13/4-IG
W 13 4 (GTAW)G 13 4 (GMAW)
ER410NiMo(mod.)
FCAW Filo animato metal cored per saldare acciai a martensitetenera e acciai fusi in lega simile. CN 13/4-MC offre caratte-ristiche vantaggiose di spray o puls arc, minima formazionedi spruzzi, profili del cordone piatti e lisci, bagnabilità eccel-lente, penetrazione sicura e massima produttività. Massimivalori di resilienza e tenori di idrogeno bassissimi(< 4 ml/100 g secondo AWS 4.3-93). Le temperature di pre-riscaldo e interpass raccomandate in caso di grossi spessoridi parete sono 100-160 °C. Apporto termico massimo15 kJ/cm.Rinvenimento a 580-620 °C.
SAW Combinazione filo/flusso per arco sommerso per saldareacciai a martensite tenera simili. Il deposito saldato presentaun’ottima duttilità, resilienza CVN e un’alta resistenza allacriccatura. Il flusso agglomerato fluorbasico offre buonecaratteristiche operative, cordoni lisci ed un metallo saldatoa basso idrogeno (HD > 5 ml/100 g). Le temperature di pre-riscaldo e interpass raccomandate in caso di grossi spessoridi parete sono 100-160 °C. Apporto termico massimo15 kJ/cm. Rinvenimento a 580-620 °C.
Filo: CN 13/4-UP
S 13 4
ER410NiMo(mod.)
Flusso: BB 203
SA FB 2 DC
SMAW Acciai fucinati a martensitetenera e acciai fusi, in legasimile
1.4505 G-X5CrNiMo16-5, 1.4418 X4CrNiMo16-5
Acciai inossidabili – a martensite tenera
25BÖHLER WELDING Materiali di consumo per l’industria chimica e petrolchimica
SMAW Elettrodo basico a basso idrogeno adatto per acciai laminati,fucinati, fusi, a martensite tenera e ferritici-martensitici.Usato principalmente nella costruzione di turbine idraulichee compressori. Resistente alla corrosione in ambienti conpresenza di acqua, vapore e acqua di mare. Grazie ad unequilibrio perfetto dei componenti leganti, il deposito salda-to offre un’ottima duttilità e tenacità, nonché resistenza allacriccatura, nonostante la sua alta resistenza. Eccellenti carat-teristiche operative, facile asportazione della scoria e aspet-to liscio del cordone. Rendimento circa 130 %. La saldabilitàin posizione è possibile con elettrodi fino a Ø 3,2 mm. FOXCN 13/4, come anche la bacchetta GTAW CN 13/4-IG e il filo GMAW analogo sono moltorichiesti nella costruzione di turbine idrauliche.Temperaturedi preriscaldo e interpass di componenti con pareti spesse100-160 °C.
SMAW Elettrodo basico legato in vergella per la saldatura di acciai amartensite tenera in lega simile. Grazie ad un principio dilega perfettamente equilibrata, il deposito saldato offreun’ottima duttilità e resistenza alla criccatura, nonostante lasua alta resistenza. Saldabile fuori posizione tranne in verti-cale discendente.Temperature di preriscaldo e di interpass di componenti aparete spessa 100-160 °C. Apporto termico massimo15 kJ/cm. Trattamento termico postsaldatura 580-620 °C.
BÖHLER
ClassificazioneENAWS
Processodi saldatura
Analisichimicatipica
%
Proprietà meccaniche tipiche
Ø
mm
Caratteristiche e applicazioni Metalli baseCertifica-zioni
C ≤0,02Si 0,7Mn 0,6Cr 12,3Mo 0,5Ni 4,7
C ≤0,02Si 0,7Mn 0,6Cr 12,3Mo 0,5Ni 4,7
PWHT 600 °C/8 hRe 750 N/mm2
Rm 830 N/mm2
A5 21%Av 150 J
>32 J…-60 °C
PWHT 580 °C/8 hRe 760 N/mm2
Rm 890 N/mm2
A5 17 %Av 80 J
>47 J…-20 °C
2,02,4
1,2
TÜV-D,SEPROZ,
CE
SEPROZ
C ≤0,025Si 0,7Mn 0,9Cr 12,0Mo 0,6Ni 4,6
PWHT 580 °C/8 hRe 760 N/mm2
Rm 890 N/mm2
A5 16 %Av 65 J
≥47 J…-20 °C
1,21,6
SEPROZCN 13/4-MC
T 13 4 MM 2
EC410NiMo(mod.)
C 0,025Si 0,20Mn 0,6Cr 12,1Ni 4,7Mo 0,5
PWHT 600 °C/2 hRe ≥600 N/mm2
Rm ≥800 N/mm2
A5 15 %Av 50 J
3,0 SEPROZ
Flusso:CE
C 0,03Si 0,3Mn 0,6Cr 15,5Ni 5,8Mo 1,1
PWHT 580 °C/4 h/airRe 650 N/mm2
Rm 920 N/mm2
A5 15 %Av 42 JHB 340
PWHT 590 °C/8 hRe 640 N/mm2
Rm 920 N/mm2
A5 16 %Av 48 JHB 330
2,53,24,05,0
SEPROZFOX CN 16/6M-HD
E Z 16 6 Mo B 6 2 H5
–
C 0,035Si 0,3Mn 0,5Cr 12,2Mo 0,5Ni 4,5
PWHT a 600 °C/2 hRe 680 N/mm2
Rm 910 N/mm2
A5 17 %Av 66 J
50 J…-60 °C
1.4317 G-X4CrNi13-4,1.4313 X3CrNiMo13-4, 1.4351 X3CrNi13-4,1.4414 G-X4CrNiMo13-4
AISI/UNSACI Gr. CA6NMS41500
2,53,24,05,0
TÜV-D,LTSS,
SEPROZ,CE
FOX CN 13/4
E 13 4 B 6 2
E410NiMo-25
C 0,03Si 0,3Mn 0,6Cr 12,5Mo 0,5Ni 4,5
PWHT a 600 °C/2 hRe 680 N/mm2
Rm 930 N/mm2
A5 18 %Av 70 J
55 J…-60 °C
3,24,0
TÜV-D, SEPROZ,
CE
FOX CN 13/4 SUPRA
E 13 4 B 4 2
E410NiMo-15
Elettrodo basico ad alto rendimento per la saldatura diacciai fucinati e fusi a martensite tenera. L’alto tenore dicromo aumenta la resistenza alla corrosione in ambienti conforte presenza di acqua, vapore e acqua di mare. Le applicazioni principali sono nella costruzione di turbine,pompe e impianti di combustione. Molto richiesto nell’inge-gneria delle turbine idrauliche. L’elettrodo presenta ottimecaratteristiche di stabilità dell’arco, controllo del bagno difusione, qualità di distacco della scoria e pulizia del giunto.Adatto per tutte le posizioni tranne in verticale discendente(saldatura in posizione fino a Ø 3,2 mm). Rendimento circa135 %. Il basso tenore di idrogeno (HD > 5 ml/100 g) è un prere-quisito essenziale per questo prodotto. La temperatura mas-sima d’interpass non deve superare 120 °C.
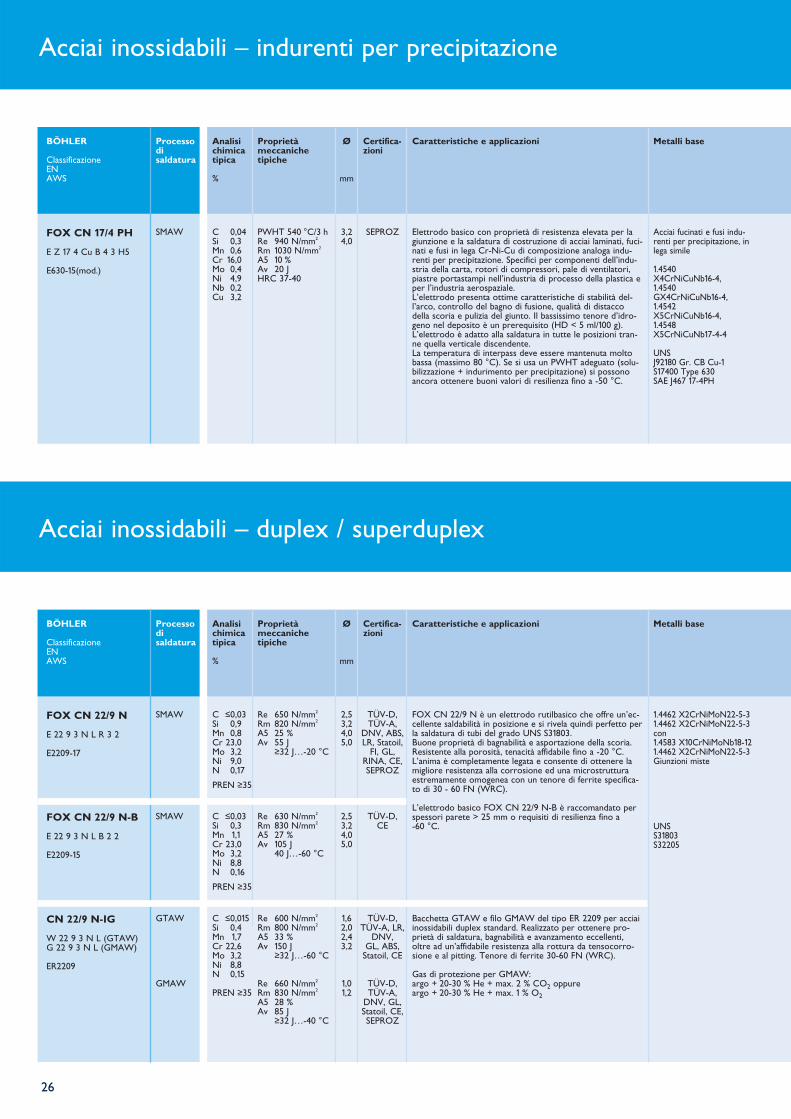
Acciai inossidabili – indurenti per precipitazione
Acciai inossidabili – duplex / superduplex
26
SMAW Acciai fucinati e fusi indu-renti per precipitazione, inlega simile
1.4540 X4CrNiCuNb16-4, 1.4540 GX4CrNiCuNb16-4,1.4542 X5CrNiCuNb16-4,1.4548 X5CrNiCuNb17-4-4
UNS J92180 Gr. CB Cu-1 S17400 Type 630 SAE J467 17-4PH
Elettrodo basico con proprietà di resistenza elevata per lagiunzione e la saldatura di costruzione di acciai laminati, fuci-nati e fusi in lega Cr-Ni-Cu di composizione analoga indu-renti per precipitazione. Specifici per componenti dell’indu-stria della carta, rotori di compressori, pale di ventilatori,piastre portastampi nell’industria di processo della plastica eper l’industria aerospaziale. L’elettrodo presenta ottime caratteristiche di stabilità del-l’arco, controllo del bagno di fusione, qualità di distaccodella scoria e pulizia del giunto. Il bassissimo tenore d’idro-geno nel deposito è un prerequisito (HD < 5 ml/100 g).L’elettrodo è adatto alla saldatura in tutte le posizioni tran-ne quella verticale discendente. La temperatura di interpass deve essere mantenuta moltobassa (massimo 80 °C). Se si usa un PWHT adeguato (solu-bilizzazione + indurimento per precipitazione) si possonoancora ottenere buoni valori di resilienza fino a -50 °C.
SMAW 1.4462 X2CrNiMoN22-5-31.4462 X2CrNiMoN22-5-3con1.4583 X10CrNiMoNb18-121.4462 X2CrNiMoN22-5-3 Giunzioni miste
UNSS31803S32205
FOX CN 22/9 N è un elettrodo rutilbasico che offre un’ec-cellente saldabilità in posizione e si rivela quindi perfetto perla saldatura di tubi del grado UNS S31803.Buone proprietà di bagnabilità e asportazione della scoria.Resistente alla porosità, tenacità affidabile fino a -20 °C.L’anima è completamente legata e consente di ottenere lamigliore resistenza alla corrosione ed una microstrutturaestremamente omogenea con un tenore di ferrite specifica-to di 30 - 60 FN (WRC).
L’elettrodo basico FOX CN 22/9 N-B è raccomandato perspessori parete > 25 mm o requisiti di resilienza fino a -60 °C.
SMAW
GTAW
GMAW
Bacchetta GTAW e filo GMAW del tipo ER 2209 per acciaiinossidabili duplex standard. Realizzato per ottenere pro-prietà di saldatura, bagnabilità e avanzamento eccellenti,oltre ad un’affidabile resistenza alla rottura da tensocorro-sione e al pitting. Tenore di ferrite 30-60 FN (WRC).
Gas di protezione per GMAW: argo + 20-30 % He + max. 2 % CO2 oppureargo + 20-30 % He + max. 1 % O2
CN 22/9 N-IG
W 22 9 3 N L (GTAW)G 22 9 3 N L (GMAW)
ER2209
BÖHLER
ClassificazioneENAWS
Processodi saldatura
Analisichimicatipica
%
Proprietà meccaniche tipiche
Ø
mm
Caratteristiche e applicazioni Metalli baseCertifica-zioni
BÖHLER
ClassificazioneENAWS
Processodi saldatura
Analisichimicatipica
%
Proprietà meccaniche tipiche
Ø
mm
Caratteristiche e applicazioni Metalli baseCertifica-zioni
C 0,04Si 0,3Mn 0,6Cr 16,0Mo 0,4Ni 4,9Nb 0,2Cu 3,2
PWHT 540 °C/3 hRe 940 N/mm2
Rm 1030 N/mm2
A5 10 %Av 20 JHRC 37-40
3,24,0
SEPROZFOX CN 17/4 PH
E Z 17 4 Cu B 4 3 H5
E630-15(mod.)
C ≤0,03Si 0,9Mn 0,8Cr 23,0Mo 3,2Ni 9,0N 0,17
PREN ≥35
Re 650 N/mm2
Rm 820 N/mm2
A5 25 %Av 55 J
≥32 J…-20 °C
2,53,24,05,0
TÜV-D,TÜV-A,
DNV, ABS,LR, Statoil,
FI, GL,RINA, CE,SEPROZ
FOX CN 22/9 N
E 22 9 3 N L R 3 2
E2209-17
C ≤0,03Si 0,3Mn 1,1Cr 23,0Mo 3,2Ni 8,8N 0,16
PREN ≥35
Re 630 N/mm2
Rm 830 N/mm2
A5 27 %Av 105 J
40 J…-60 °C
2,53,24,05,0
TÜV-D,CE
FOX CN 22/9 N-B
E 22 9 3 N L B 2 2
E2209-15
C ≤0,015Si 0,4Mn 1,7Cr 22,6Mo 3,2Ni 8,8N 0,15
PREN ≥35
Re 600 N/mm2
Rm 800 N/mm2
A5 33 %Av 150 J
≥32 J…-60 °C
Re 660 N/mm2
Rm 830 N/mm2
A5 28 %Av 85 J
≥32 J…-40 °C
1,62,02,43,2
1,01,2
TÜV-D, TÜV-A, LR,
DNV, GL, ABS,
Statoil, CE
TÜV-D, TÜV-A,
DNV, GL,Statoil, CE, SEPROZ
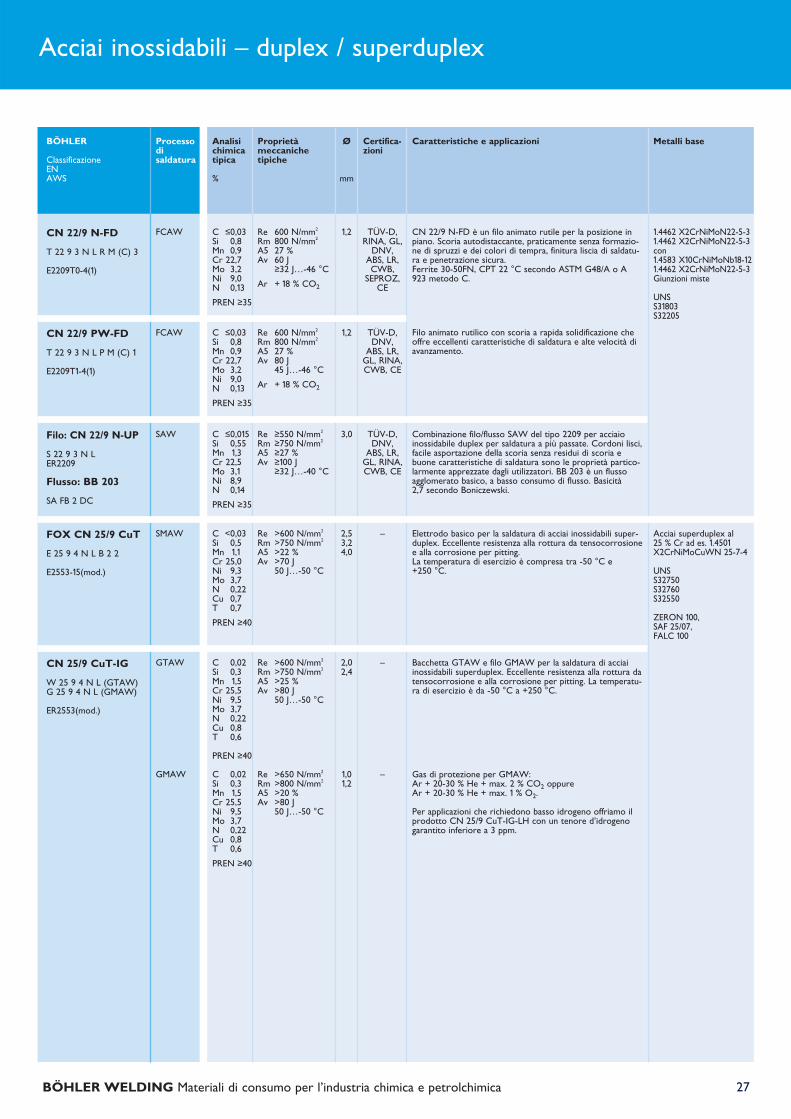
Acciai inossidabili – duplex / superduplex
27BÖHLER WELDING Materiali di consumo per l’industria chimica e petrolchimica
FCAW CN 22/9 N-FD è un filo animato rutile per la posizione inpiano. Scoria autodistaccante, praticamente senza formazio-ne di spruzzi e dei colori di tempra, finitura liscia di saldatu-ra e penetrazione sicura. Ferrite 30-50FN, CPT 22 °C secondo ASTM G48/A o A923 metodo C.
Filo animato rutilico con scoria a rapida solidificazione cheoffre eccellenti caratteristiche di saldatura e alte velocità diavanzamento.
FCAW
1.4462 X2CrNiMoN22-5-31.4462 X2CrNiMoN22-5-3 con1.4583 X10CrNiMoNb18-121.4462 X2CrNiMoN22-5-3 Giunzioni miste
UNSS31803S32205
SAW Combinazione filo/flusso SAW del tipo 2209 per acciaioinossidabile duplex per saldatura a più passate. Cordoni lisci,facile asportazione della scoria senza residui di scoria ebuone caratteristiche di saldatura sono le proprietà partico-larmente apprezzate dagli utilizzatori. BB 203 è un flussoagglomerato basico, a basso consumo di flusso. Basicità2,7 secondo Boniczewski.
Filo: CN 22/9 N-UP
S 22 9 3 N LER2209
Flusso: BB 203
SA FB 2 DC
SMAW Acciai superduplex al25 % Cr ad es. 1.4501 X2CrNiMoCuWN 25-7-4
UNSS32750S32760S32550
ZERON 100,SAF 25/07,FALC 100
Elettrodo basico per la saldatura di acciai inossidabili super-duplex. Eccellente resistenza alla rottura da tensocorrosionee alla corrosione per pitting.La temperatura di esercizio è compresa tra -50 °C e+250 °C.
GTAW
GMAW
Bacchetta GTAW e filo GMAW per la saldatura di acciaiinossidabili superduplex. Eccellente resistenza alla rottura datensocorrosione e alla corrosione per pitting. La temperatu-ra di esercizio è da -50 °C a +250 °C.
Gas di protezione per GMAW: Ar + 20-30 % He + max. 2 % CO2 oppure Ar + 20-30 % He + max. 1 % O2.
Per applicazioni che richiedono basso idrogeno offriamo ilprodotto CN 25/9 CuT-IG-LH con un tenore d’idrogenogarantito inferiore a 3 ppm.
BÖHLER
ClassificazioneENAWS
Processodi saldatura
Analisichimicatipica
%
Proprietà meccaniche tipiche
Ø
mm
Caratteristiche e applicazioni Metalli baseCertifica-zioni
C ≤0,03Si 0,8Mn 0,9Cr 22,7Mo 3,2Ni 9,0N 0,13
PREN ≥35
Re 600 N/mm2
Rm 800 N/mm2
A5 27 %Av 60 J
≥32 J…-46 °C
Ar + 18 % CO2
1,2 TÜV-D,RINA, GL,
DNV,ABS, LR,CWB,
SEPROZ,CE
CN 22/9 N-FD
T 22 9 3 N L R M (C) 3
E2209T0-4(1)
C ≤0,03Si 0,8Mn 0,9Cr 22,7Mo 3,2Ni 9,0N 0,13
PREN ≥35
Re 600 N/mm2
Rm 800 N/mm2
A5 27 %Av 80 J
45 J…-46 °C
Ar + 18 % CO2
1,2 TÜV-D,DNV,
ABS, LR,GL, RINA,CWB, CE
CN 22/9 PW-FD
T 22 9 3 N L P M (C) 1
E2209T1-4(1)
C ≤0,015Si 0,55Mn 1,3Cr 22,5Mo 3,1Ni 8,9N 0,14
PREN ≥35
Re ≥550 N/mm2
Rm ≥750 N/mm2
A5 ≥27 %Av ≥100 J
≥32 J…-40 °C
3,0 TÜV-D,DNV,
ABS, LR,GL, RINA,CWB, CE
C <0,03Si 0,5Mn 1,1Cr 25,0Ni 9,3Mo 3,7N 0,22Cu 0,7T 0,7
PREN ≥40
Re >600 N/mm2
Rm >750 N/mm2
A5 >22 %Av >70 J
50 J…-50 °C
2,53,24,0
–FOX CN 25/9 CuT
E 25 9 4 N L B 2 2
E2553-15(mod.)
C 0,02Si 0,3Mn 1,5Cr 25,5Ni 9,5Mo 3,7N 0,22Cu 0,8T 0,6
PREN ≥40
C 0,02Si 0,3Mn 1,5Cr 25,5Ni 9,5Mo 3,7N 0,22Cu 0,8T 0,6
PREN ≥40
Re >600 N/mm2
Rm >750 N/mm2
A5 >25 %Av >80 J
50 J…-50 °C
Re >650 N/mm2
Rm >800 N/mm2
A5 >20 %Av >80 J
50 J…-50 °C
2,02,4
1,01,2
–
–
CN 25/9 CuT-IG
W 25 9 4 N L (GTAW)G 25 9 4 N L (GMAW)
ER2553(mod.)
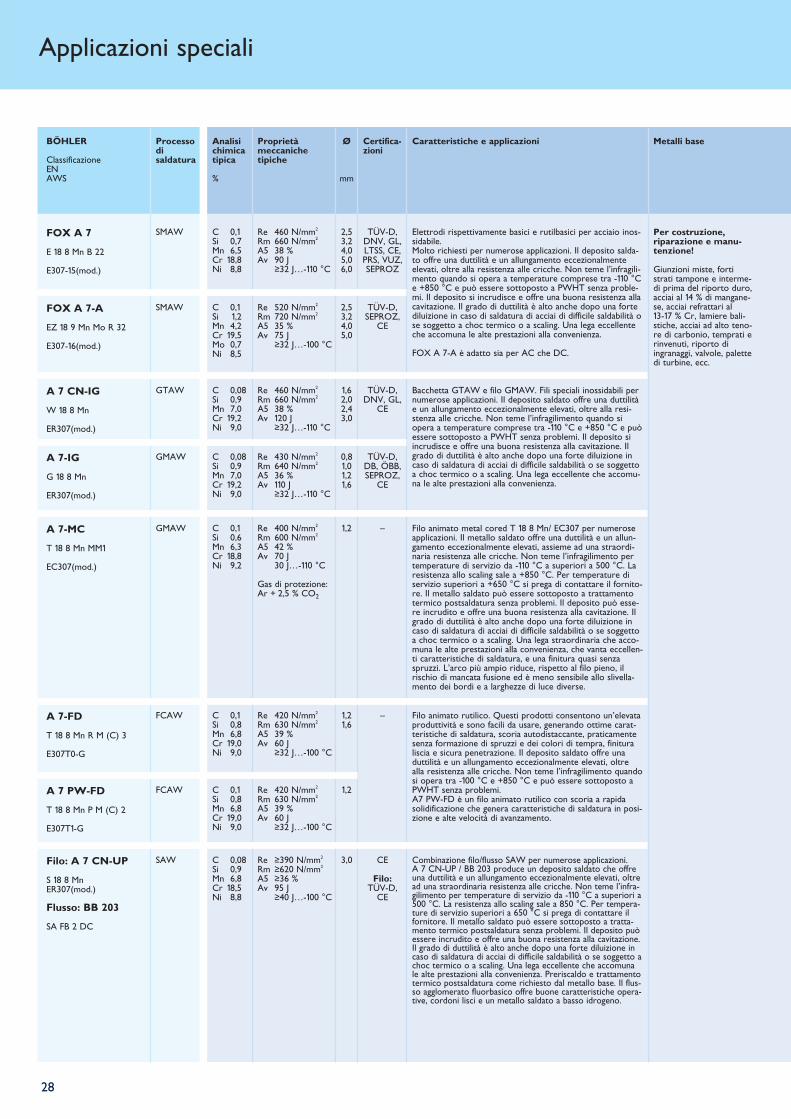
SMAW Per costruzione, riparazione e manu-tenzione!
Giunzioni miste, fortistrati tampone e interme-di prima del riporto duro,acciai al 14 % di mangane-se, acciai refrattari al 13-17 % Cr, lamiere bali-stiche, acciai ad alto teno-re di carbonio, temprati erinvenuti, riporto diingranaggi, valvole, palettedi turbine, ecc.
Elettrodi rispettivamente basici e rutilbasici per acciaio inos-sidabile. Molto richiesti per numerose applicazioni. Il deposito salda-to offre una duttilità e un allungamento eccezionalmenteelevati, oltre alla resistenza alle cricche. Non teme l’infragili-mento quando si opera a temperature comprese tra -110 °Ce +850 °C e può essere sottoposto a PWHT senza proble-mi. Il deposito si incrudisce e offre una buona resistenza allacavitazione. Il grado di duttilità è alto anche dopo una fortediluizione in caso di saldatura di acciai di difficile saldabilità ose soggetto a choc termico o a scaling. Una lega eccellenteche accomuna le alte prestazioni alla convenienza.
FOX A 7-A è adatto sia per AC che DC.
Applicazioni speciali
SMAW
GTAW Bacchetta GTAW e filo GMAW. Fili speciali inossidabili pernumerose applicazioni. Il deposito saldato offre una duttilitàe un allungamento eccezionalmente elevati, oltre alla resi-stenza alle cricche. Non teme l’infragilimento quando siopera a temperature comprese tra -110 °C e +850 °C e puòessere sottoposto a PWHT senza problemi. Il deposito siincrudisce e offre una buona resistenza alla cavitazione. Ilgrado di duttilità è alto anche dopo una forte diluizione incaso di saldatura di acciai di difficile saldabilità o se soggettoa choc termico o a scaling. Una lega eccellente che accomu-na le alte prestazioni alla convenienza.
GMAW
FCAW Filo animato rutilico. Questi prodotti consentono un’elevataproduttività e sono facili da usare, generando ottime carat-teristiche di saldatura, scoria autodistaccante, praticamentesenza formazione di spruzzi e dei colori di tempra, finituraliscia e sicura penetrazione. Il deposito saldato offre unaduttilità e un allungamento eccezionalmente elevati, oltrealla resistenza alle cricche. Non teme l’infragilimento quandosi opera tra -100 °C e +850 °C e può essere sottoposto aPWHT senza problemi.A7 PW-FD è un filo animato rutilico con scoria a rapidasolidificazione che genera caratteristiche di saldatura in posi-zione e alte velocità di avanzamento.
FCAW
SAW Combinazione filo/flusso SAW per numerose applicazioni.A 7 CN-UP / BB 203 produce un deposito saldato che offreuna duttilità e un allungamento eccezionalmente elevati, oltread una straordinaria resistenza alle cricche. Non teme l’infra-gilimento per temperature di servizio da -110 °C a superiori a500 °C. La resistenza allo scaling sale a 850 °C. Per tempera-ture di servizio superiori a 650 °C si prega di contattare ilfornitore. Il metallo saldato può essere sottoposto a tratta-mento termico postsaldatura senza problemi. Il deposito puòessere incrudito e offre una buona resistenza alla cavitazione.Il grado di duttilità è alto anche dopo una forte diluizione incaso di saldatura di acciai di difficile saldabilità o se soggetto achoc termico o a scaling. Una lega eccellente che accomunale alte prestazioni alla convenienza. Preriscaldo e trattamentotermico postsaldatura come richiesto dal metallo base. Il flus-so agglomerato fluorbasico offre buone caratteristiche opera-tive, cordoni lisci e un metallo saldato a basso idrogeno.
Filo: A 7 CN-UP
S 18 8 MnER307(mod.)
Flusso: BB 203
SA FB 2 DC
28
BÖHLER
ClassificazioneENAWS
Processodi saldatura
Analisichimicatipica
%
Proprietà meccaniche tipiche
Ø
mm
Caratteristiche e applicazioni Metalli baseCertifica-zioni
GMAW Re 400 N/mm2
Rm 600 N/mm2
A5 42 %Av 70 J
30 J…-110 °C
Gas di protezione:Ar + 2,5 % CO2
Filo animato metal cored T 18 8 Mn/ EC307 per numeroseapplicazioni. Il metallo saldato offre una duttilità e un allun-gamento eccezionalmente elevati, assieme ad una straordi-naria resistenza alle cricche. Non teme l’infragilimento pertemperature di servizio da -110 °C a superiori a 500 °C. Laresistenza allo scaling sale a +850 °C. Per temperature diservizio superiori a +650 °C si prega di contattare il fornito-re. Il metallo saldato può essere sottoposto a trattamentotermico postsaldatura senza problemi. Il deposito può esse-re incrudito e offre una buona resistenza alla cavitazione. Ilgrado di duttilità è alto anche dopo una forte diluizione incaso di saldatura di acciai di difficile saldabilità o se soggettoa choc termico o a scaling. Una lega straordinaria che acco-muna le alte prestazioni alla convenienza, che vanta eccellen-ti caratteristiche di saldatura, e una finitura quasi senzaspruzzi. L’arco più ampio riduce, rispetto al filo pieno, ilrischio di mancata fusione ed è meno sensibile allo slivella-mento dei bordi e a larghezze di luce diverse.
C 0,1Si 0,7Mn 6,5Cr 18,8Ni 8,8
Re 460 N/mm2
Rm 660 N/mm2
A5 38 %Av 90 J
≥32 J…-110 °C
2,53,24,05,06,0
TÜV-D,DNV, GL,LTSS, CE, PRS, VUZ, SEPROZ
FOX A 7
E 18 8 Mn B 22
E307-15(mod.)
C 0,1Si 1,2Mn 4,2Cr 19,5Mo 0,7Ni 8,5
Re 520 N/mm2
Rm 720 N/mm2
A5 35 %Av 75 J
≥32 J…-100 °C
2,53,24,05,0
TÜV-D,SEPROZ,
CE
FOX A 7-A
EZ 18 9 Mn Mo R 32
E307-16(mod.)
C 0,08Si 0,9Mn 7,0Cr 19,2Ni 9,0
Re 460 N/mm2
Rm 660 N/mm2
A5 38 %Av 120 J
≥32 J…-110 °C
1,62,02,43,0
TÜV-D,DNV, GL,
CE
A 7 CN-IG
W 18 8 Mn
ER307(mod.)
C 0,08Si 0,9Mn 7,0Cr 19,2Ni 9,0
Re 430 N/mm2
Rm 640 N/mm2
A5 36 %Av 110 J
≥32 J…-110 °C
0,81,01,21,6
TÜV-D,DB, ÖBB,SEPROZ,
CE
A 7-IG
G 18 8 Mn
ER307(mod.)
C 0,1Si 0,8Mn 6,8Cr 19,0Ni 9,0
Re 420 N/mm2
Rm 630 N/mm2
A5 39 %Av 60 J
≥32 J…-100 °C
1,21,6
–A 7-FD
T 18 8 Mn R M (C) 3
E307T0-G
C 0,1Si 0,8Mn 6,8Cr 19,0Ni 9,0
Re 420 N/mm2
Rm 630 N/mm2
A5 39 %Av 60 J
≥32 J…-100 °C
1,2A 7 PW-FD
T 18 8 Mn P M (C) 2
E307T1-G
C 0,08Si 0,9Mn 6,8Cr 18,5Ni 8,8
Re ≥390 N/mm2
Rm ≥620 N/mm2
A5 ≥36 %Av 95 J
≥40 J…-100 °C
3,0 CE
Filo:TÜV-D,
CE
C 0,1Si 0,6Mn 6,3Cr 18,8Ni 9,2
1,2 –A 7-MC
T 18 8 Mn MM1
EC307(mod.)
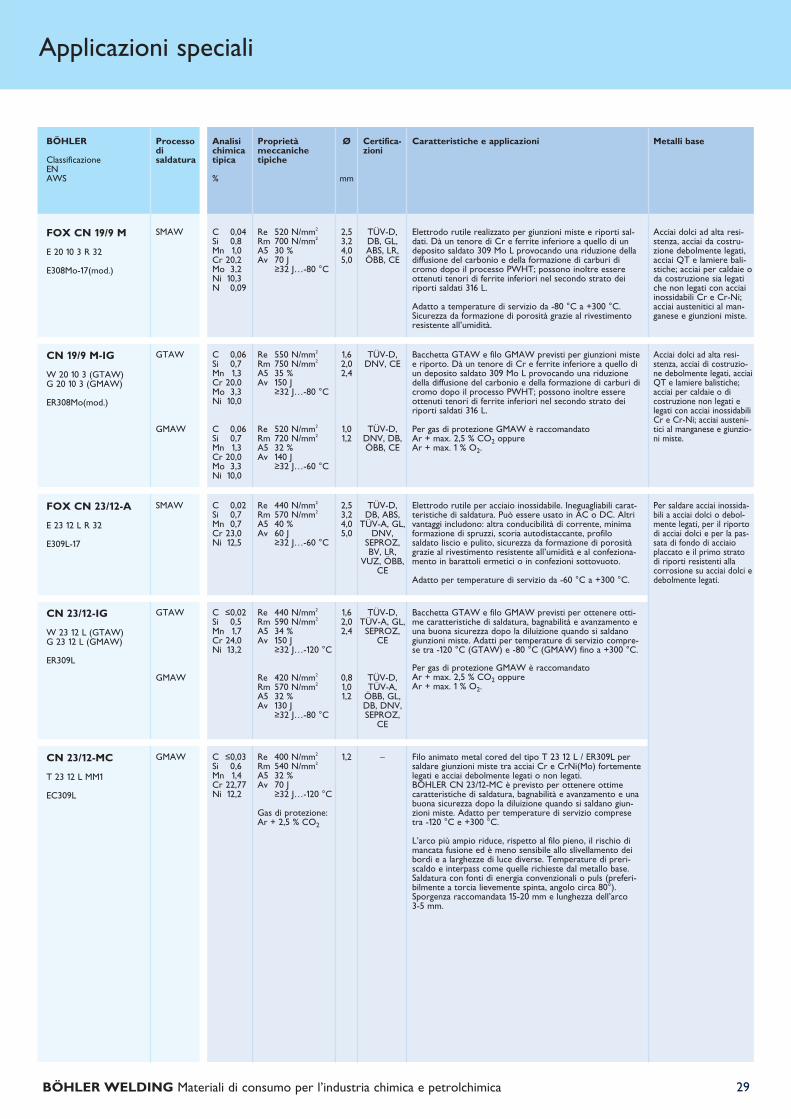
GTAW
GMAW
Bacchetta GTAW e filo GMAW previsti per giunzioni mistee riporto. Dà un tenore di Cr e ferrite inferiore a quello diun deposito saldato 309 Mo L provocando una riduzionedella diffusione del carbonio e della formazione di carburi dicromo dopo il processo PWHT; possono inoltre essereottenuti tenori di ferrite inferiori nel secondo strato deiriporti saldati 316 L.
Per gas di protezione GMAW è raccomandato Ar + max. 2,5 % CO2 oppure Ar + max. 1 % O2.
CN 19/9 M-IG
W 20 10 3 (GTAW)G 20 10 3 (GMAW)
ER308Mo(mod.)
Applicazioni speciali
SMAW Acciai dolci ad alta resi-stenza, acciai da costru-zione debolmente legati,acciai QT e lamiere bali-stiche; acciai per caldaie oda costruzione sia legatiche non legati con acciaiinossidabili Cr e Cr-Ni;acciai austenitici al man-ganese e giunzioni miste.
Elettrodo rutile realizzato per giunzioni miste e riporti sal-dati. Dà un tenore di Cr e ferrite inferiore a quello di undeposito saldato 309 Mo L provocando una riduzione delladiffusione del carbonio e della formazione di carburi dicromo dopo il processo PWHT; possono inoltre essereottenuti tenori di ferrite inferiori nel secondo strato deiriporti saldati 316 L.
Adatto a temperature di servizio da -80 °C a +300 °C.Sicurezza da formazione di porosità grazie al rivestimentoresistente all’umidità.
SMAW Per saldare acciai inossida-bili a acciai dolci o debol-mente legati, per il riportodi acciai dolci e per la pas-sata di fondo di acciaioplaccato e il primo stratodi riporti resistenti allacorrosione su acciai dolci edebolmente legati.
Elettrodo rutile per acciaio inossidabile. Ineguagliabili carat-teristiche di saldatura. Può essere usato in AC o DC. Altrivantaggi includono: altra conducibilità di corrente, minimaformazione di spruzzi, scoria autodistaccante, profilo saldato liscio e pulito, sicurezza da formazione di porositàgrazie al rivestimento resistente all’umidità e al confeziona-mento in barattoli ermetici o in confezioni sottovuoto.
Adatto per temperature di servizio da -60 °C a +300 °C.
GTAW
GMAW
Bacchetta GTAW e filo GMAW previsti per ottenere otti-me caratteristiche di saldatura, bagnabilità e avanzamento euna buona sicurezza dopo la diluizione quando si saldanogiunzioni miste. Adatti per temperature di servizio compre-se tra -120 °C (GTAW) e -80 °C (GMAW) fino a +300 °C.
Per gas di protezione GMAW è raccomandato Ar + max. 2,5 % CO2 oppure Ar + max. 1 % O2.
CN 23/12-IG
W 23 12 L (GTAW)G 23 12 L (GMAW)
ER309L
29BÖHLER WELDING Materiali di consumo per l’industria chimica e petrolchimica
Acciai dolci ad alta resi-stenza, acciai di costruzio-ne debolmente legati, acciaiQT e lamiere balistiche;acciai per caldaie o dicostruzione non legati elegati con acciai inossidabiliCr e Cr-Ni; acciai austeni-tici al manganese e giunzio-ni miste.
BÖHLER
ClassificazioneENAWS
Processodi saldatura
Analisichimicatipica
%
Proprietà meccaniche tipiche
Ø
mm
Caratteristiche e applicazioni Metalli baseCertifica-zioni
GMAW Filo animato metal cored del tipo T 23 12 L / ER309L persaldare giunzioni miste tra acciai Cr e CrNi(Mo) fortementelegati e acciai debolmente legati o non legati.BÖHLER CN 23/12-MC è previsto per ottenere ottimecaratteristiche di saldatura, bagnabilità e avanzamento e unabuona sicurezza dopo la diluizione quando si saldano giun-zioni miste. Adatto per temperature di servizio compresetra -120 °C e +300 °C.
L’arco più ampio riduce, rispetto al filo pieno, il rischio dimancata fusione ed è meno sensibile allo slivellamento deibordi e a larghezze di luce diverse. Temperature di preri-scaldo e interpass come quelle richieste dal metallo base.Saldatura con fonti di energia convenzionali o puls (preferi-bilmente a torcia lievemente spinta, angolo circa 80°).Sporgenza raccomandata 15-20 mm e lunghezza dell’arco 3-5 mm.
C 0,06Si 0,7Mn 1,3Cr 20,0Mo 3,3Ni 10,0
C 0,06Si 0,7Mn 1,3Cr 20,0Mo 3,3Ni 10,0
Re 550 N/mm2
Rm 750 N/mm2
A5 35 %Av 150 J
≥32 J…-80 °C
Re 520 N/mm2
Rm 720 N/mm2
A5 32 %Av 140 J
≥32 J…-60 °C
1,62,02,4
1,01,2
TÜV-D,DNV, CE
TÜV-D, DNV, DB,ÖBB, CE
C 0,04Si 0,8Mn 1,0Cr 20,2Mo 3,2Ni 10,3N 0,09
Re 520 N/mm2
Rm 700 N/mm2
A5 30 %Av 70 J
≥32 J…-80 °C
2,53,24,05,0
TÜV-D, DB, GL,ABS, LR,ÖBB, CE
FOX CN 19/9 M
E 20 10 3 R 32
E308Mo-17(mod.)
C 0,02Si 0,7Mn 0,7Cr 23,0Ni 12,5
Re 440 N/mm2
Rm 570 N/mm2
A5 40 %Av 60 J
≥32 J…-60 °C
2,53,24,05,0
TÜV-D,DB, ABS,
TÜV-A, GL,DNV,
SEPROZ,BV, LR,
VUZ, ÖBB,CE
FOX CN 23/12-A
E 23 12 L R 32
E309L-17
C ≤0,02Si 0,5Mn 1,7Cr 24,0Ni 13,2
Re 440 N/mm2
Rm 590 N/mm2
A5 34 %Av 150 J
≥32 J…-120 °C
Re 420 N/mm2
Rm 570 N/mm2
A5 32 %Av 130 J
≥32 J…-80 °C
1,62,02,4
0,81,01,2
TÜV-D,TÜV-A, GL,
SEPROZ, CE
TÜV-D,TÜV-A,
ÖBB, GL,DB, DNV,SEPROZ,
CE
C ≤0,03Si 0,6Mn 1,4Cr 22,77Ni 12,2
Re 400 N/mm2
Rm 540 N/mm2
A5 32 %Av 70 J
≥32 J…-120 °C
Gas di protezione:Ar + 2,5 % CO2
1,2 –CN 23/12-MC
T 23 12 L MM1
EC309L
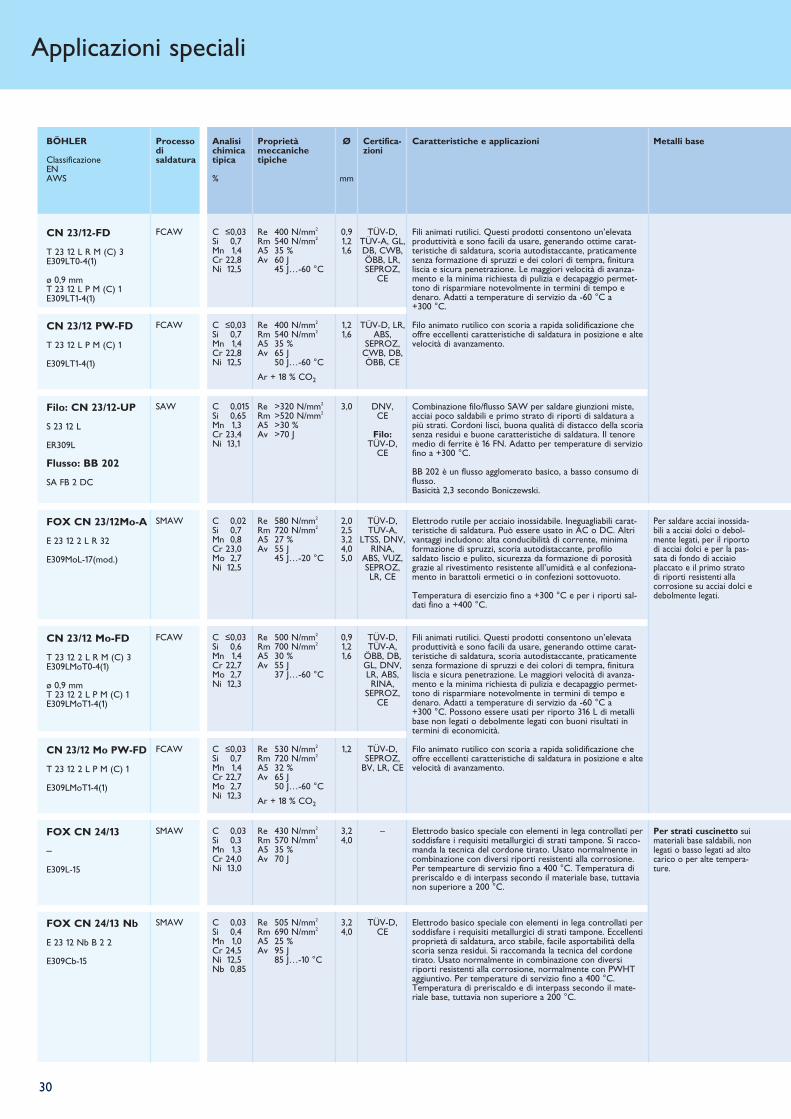
Applicazioni speciali
SMAW Per strati cuscinetto suimateriali base saldabili, nonlegati o basso legati ad altocarico o per alte tempera-ture.
Elettrodo basico speciale con elementi in lega controllati persoddisfare i requisiti metallurgici di strati tampone. Si racco-manda la tecnica del cordone tirato. Usato normalmente incombinazione con diversi riporti resistenti alla corrosione.Per tempearture di servizio fino a 400 °C. Temperatura dipreriscaldo e di interpass secondo il materiale base, tuttavianon superiore a 200 °C.
SMAW Elettrodo basico speciale con elementi in lega controllati persoddisfare i requisiti metallurgici di strati tampone. Eccellentiproprietà di saldatura, arco stabile, facile asportabilità dellascoria senza residui. Si raccomanda la tecnica del cordonetirato. Usato normalmente in combinazione con diversiriporti resistenti alla corrosione, normalmente con PWHTaggiuntivo. Per temperature di servizio fino a 400 °C.Temperatura di preriscaldo e di interpass secondo il mate-riale base, tuttavia non superiore a 200 °C.
30
SMAW
FCAW
FCAW
Per saldare acciai inossida-bili a acciai dolci o debol-mente legati, per il riportodi acciai dolci e per la pas-sata di fondo di acciaioplaccato e il primo stratodi riporti resistenti allacorrosione su acciai dolci edebolmente legati.
Elettrodo rutile per acciaio inossidabile. Ineguagliabili carat-teristiche di saldatura. Può essere usato in AC o DC. Altrivantaggi includono: alta conducibilità di corrente, minimaformazione di spruzzi, scoria autodistaccante, profilo saldato liscio e pulito, sicurezza da formazione di porositàgrazie al rivestimento resistente all’umidità e al confeziona-mento in barattoli ermetici o in confezioni sottovuoto.
Temperatura di esercizio fino a +300 °C e per i riporti sal-dati fino a +400 °C.
Fili animati rutilici. Questi prodotti consentono un’elevataproduttività e sono facili da usare, generando ottime carat-teristiche di saldatura, scoria autodistaccante, praticamentesenza formazione di spruzzi e dei colori di tempra, finituraliscia e sicura penetrazione. Le maggiori velocità di avanza-mento e la minima richiesta di pulizia e decapaggio permet-tono di risparmiare notevolmente in termini di tempo edenaro. Adatti a temperature di servizio da -60 °C a+300 °C. Possono essere usati per riporto 316 L di metallibase non legati o debolmente legati con buoni risultati intermini di economicità.
Filo animato rutilico con scoria a rapida solidificazione cheoffre eccellenti caratteristiche di saldatura in posizione e altevelocità di avanzamento.
BÖHLER
ClassificazioneENAWS
Processodi saldatura
Analisichimicatipica
%
Proprietà meccaniche tipiche
Ø
mm
Caratteristiche e applicazioni Metalli baseCertifica-zioni
FCAW Fili animati rutilici. Questi prodotti consentono un’elevataproduttività e sono facili da usare, generando ottime carat-teristiche di saldatura, scoria autodistaccante, praticamentesenza formazione di spruzzi e dei colori di tempra, finituraliscia e sicura penetrazione. Le maggiori velocità di avanza-mento e la minima richiesta di pulizia e decapaggio permet-tono di risparmiare notevolmente in termini di tempo edenaro. Adatti a temperature di servizio da -60 °C a+300 °C.
Filo animato rutilico con scoria a rapida solidificazione cheoffre eccellenti caratteristiche di saldatura in posizione e altevelocità di avanzamento.
FCAW
SAW Combinazione filo/flusso SAW per saldare giunzioni miste,acciai poco saldabili e primo strato di riporti di saldatura apiù strati. Cordoni lisci, buona qualità di distacco della scoriasenza residui e buone caratteristiche di saldatura. Il tenoremedio di ferrite è 16 FN. Adatto per temperature di serviziofino a +300 °C.
BB 202 è un flusso agglomerato basico, a basso consumo diflusso. Basicità 2,3 secondo Boniczewski.
Filo: CN 23/12-UP
S 23 12 L
ER309L
Flusso: BB 202
SA FB 2 DC
C 0,03Si 0,3Mn 1,3Cr 24,0Ni 13,0
Re 430 N/mm2
Rm 570 N/mm2
A5 35 %Av 70 J
3,24,0
–FOX CN 24/13
–
E309L-15
C 0,03Si 0,4Mn 1,0Cr 24,5Ni 12,5Nb 0,85
Re 505 N/mm2
Rm 690 N/mm2
A5 25 %Av 95 J
85 J…-10 °C
3,2 4,0
TÜV-D, CE
FOX CN 24/13 Nb
E 23 12 Nb B 2 2
E309Cb-15
C 0,02Si 0,7Mn 0,8Cr 23,0Mo 2,7Ni 12,5
Re 580 N/mm2
Rm 720 N/mm2
A5 27 %Av 55 J
45 J…-20 °C
2,02,53,24,05,0
TÜV-D,TÜV-A,
LTSS, DNV,RINA,
ABS, VUZ,SEPROZ,LR, CE
FOX CN 23/12Mo-A
E 23 12 2 L R 32
E309MoL-17(mod.)
C ≤0,03Si 0,6Mn 1,4Cr 22,7Mo 2,7Ni 12,3
Re 500 N/mm2
Rm 700 N/mm2
A5 30 %Av 55 J
37 J…-60 °C
0,91,21,6
TÜV-D, TÜV-A,
ÖBB, DB,GL, DNV,LR, ABS,RINA,
SEPROZ,CE
CN 23/12 Mo-FD
T 23 12 2 L R M (C) 3E309LMoT0-4(1)
ø 0,9 mmT 23 12 2 L P M (C) 1E309LMoT1-4(1)
C ≤0,03Si 0,7Mn 1,4Cr 22,7Mo 2,7Ni 12,3
Re 530 N/mm2
Rm 720 N/mm2
A5 32 %Av 65 J
50 J…-60 °C
Ar + 18 % CO2
1,2 TÜV-D,SEPROZ,
BV, LR, CE
CN 23/12 Mo PW-FD
T 23 12 2 L P M (C) 1
E309LMoT1-4(1)
C ≤0,03Si 0,7Mn 1,4Cr 22,8Ni 12,5
Re 400 N/mm2
Rm 540 N/mm2
A5 35 %Av 60 J
45 J…-60 °C
0,91,21,6
TÜV-D,TÜV-A, GL,DB, CWB,ÖBB, LR,SEPROZ,
CE
CN 23/12-FD
T 23 12 L R M (C) 3E309LT0-4(1)
ø 0,9 mmT 23 12 L P M (C) 1E309LT1-4(1)
C ≤0,03Si 0,7Mn 1,4Cr 22,8Ni 12,5
Re 400 N/mm2
Rm 540 N/mm2
A5 35 %Av 65 J
50 J…-60 °C
Ar + 18 % CO2
1,21,6
TÜV-D, LR,ABS,
SEPROZ,CWB, DB,ÖBB, CE
CN 23/12 PW-FD
T 23 12 L P M (C) 1
E309LT1-4(1)
C 0,015Si 0,65Mn 1,3Cr 23,4Ni 13,1
Re >320 N/mm2
Rm >520 N/mm2
A5 >30 %Av >70 J
3,0 DNV, CE
Filo:TÜV-D,
CE
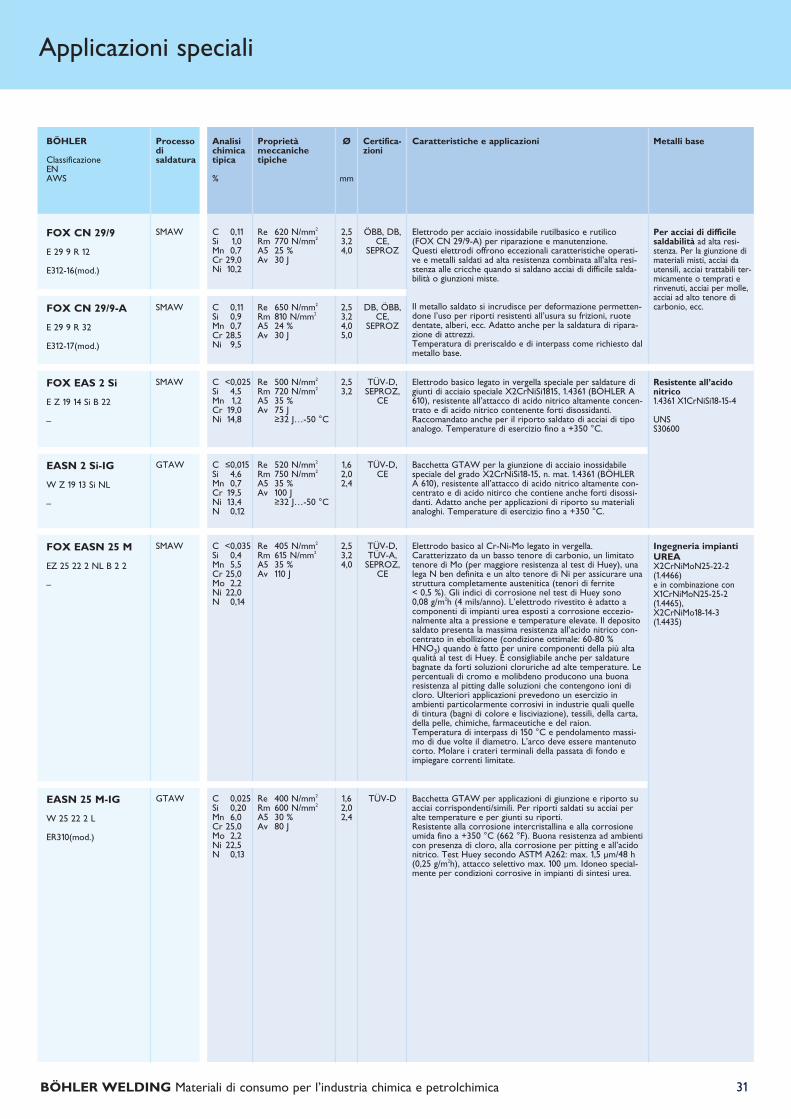
Applicazioni speciali
SMAW Per acciai di difficilesaldabilità ad alta resi-stenza. Per la giunzione dimateriali misti, acciai dautensili, acciai trattabili ter-micamente o temprati erinvenuti, acciai per molle,acciai ad alto tenore dicarbonio, ecc.
Elettrodo per acciaio inossidabile rutilbasico e rutilico(FOX CN 29/9-A) per riparazione e manutenzione. Questi elettrodi offrono eccezionali caratteristiche operati-ve e metalli saldati ad alta resistenza combinata all’alta resi-stenza alle cricche quando si saldano acciai di difficile salda-bilità o giunzioni miste.
Il metallo saldato si incrudisce per deformazione permetten-done l’uso per riporti resistenti all’usura su frizioni, ruotedentate, alberi, ecc. Adatto anche per la saldatura di ripara-zione di attrezzi. Temperatura di preriscaldo e di interpass come richiesto dalmetallo base.
SMAW
SMAW Resistente all’acidonitrico1.4361 X1CrNiSi18-15-4
UNS S30600
Elettrodo basico legato in vergella speciale per saldature digiunti di acciaio speciale X2CrNiSi1815, 1.4361 (BÖHLER A610), resistente all’attacco di acido nitrico altamente concen-trato e di acido nitrico contenente forti disossidanti.Raccomandato anche per il riporto saldato di acciai di tipoanalogo. Temperature di esercizio fino a +350 °C.
GTAW Bacchetta GTAW per la giunzione di acciaio inossidabilespeciale del grado X2CrNiSi18-15, n. mat. 1.4361 (BÖHLERA 610), resistente all’attacco di acido nitrico altamente con-centrato e di acido nitirco che contiene anche forti disossi-danti. Adatto anche per applicazioni di riporto su materialianaloghi. Temperature di esercizio fino a +350 °C.
SMAW Ingegneria impiantiUREAX2CrNiMoN25-22-2(1.4466) e in combinazione conX1CrNiMoN25-25-2(1.4465),X2CrNiMo18-14-3 (1.4435)
Elettrodo basico al Cr-Ni-Mo legato in vergella.Caratterizzato da un basso tenore di carbonio, un limitatotenore di Mo (per maggiore resistenza al test di Huey), unalega N ben definita e un alto tenore di Ni per assicurare unastruttura completamente austenitica (tenori di ferrite < 0,5 %). Gli indici di corrosione nel test di Huey sono0,08 g/m2h (4 mils/anno). L’elettrodo rivestito è adatto acomponenti di impianti urea esposti a corrosione eccezio-nalmente alta a pressione e temperature elevate. Il depositosaldato presenta la massima resistenza all’acido nitrico con-centrato in ebollizione (condizione ottimale: 60-80 %HNO3) quando è fatto per unire componenti della più altaqualità al test di Huey. È consigliabile anche per saldaturebagnate da forti soluzioni cloruriche ad alte temperature. Lepercentuali di cromo e molibdeno producono una buonaresistenza al pitting dalle soluzioni che contengono ioni dicloro. Ulteriori applicazioni prevedono un esercizio inambienti particolarmente corrosivi in industrie quali quelledi tintura (bagni di colore e lisciviazione), tessili, della carta,della pelle, chimiche, farmaceutiche e del raion.Temperatura di interpass di 150 °C e pendolamento massi-mo di due volte il diametro. L’arco deve essere mantenutocorto. Molare i crateri terminali della passata di fondo eimpiegare correnti limitate.
GTAW Bacchetta GTAW per applicazioni di giunzione e riporto suacciai corrispondenti/simili. Per riporti saldati su acciai peralte temperature e per giunti su riporti.Resistente alla corrosione intercristallina e alla corrosioneumida fino a +350 °C (662 °F). Buona resistenza ad ambienticon presenza di cloro, alla corrosione per pitting e all’acidonitrico. Test Huey secondo ASTM A262: max. 1,5 µm/48 h(0,25 g/m2h), attacco selettivo max. 100 µm. Idoneo special-mente per condizioni corrosive in impianti di sintesi urea.
31BÖHLER WELDING Materiali di consumo per l’industria chimica e petrolchimica
BÖHLER
ClassificazioneENAWS
Processodi saldatura
Analisichimicatipica
%
Proprietà meccaniche tipiche
Ø
mm
Caratteristiche e applicazioni Metalli baseCertifica-zioni
C 0,11Si 1,0Mn 0,7Cr 29,0Ni 10,2
Re 620 N/mm2
Rm 770 N/mm2
A5 25 %Av 30 J
2,53,24,0
ÖBB, DB,CE,
SEPROZ
FOX CN 29/9
E 29 9 R 12
E312-16(mod.)
C 0,11Si 0,9Mn 0,7Cr 28,5Ni 9,5
Re 650 N/mm2
Rm 810 N/mm2
A5 24 %Av 30 J
2,53,24,05,0
DB, ÖBB,CE,
SEPROZ
FOX CN 29/9-A
E 29 9 R 32
E312-17(mod.)
C <0,025Si 4,5Mn 1,2Cr 19,0Ni 14,8
Re 500 N/mm2
Rm 720 N/mm2
A5 35 %Av 75 J
≥32 J…-50 °C
2,53,2
TÜV-D,SEPROZ,
CE
FOX EAS 2 Si
E Z 19 14 Si B 22
–
C ≤0,015Si 4,6Mn 0,7Cr 19,5Ni 13,4N 0,12
Re 520 N/mm2
Rm 750 N/mm2
A5 35 %Av 100 J
≥32 J…-50 °C
1,62,02,4
TÜV-D, CE
EASN 2 Si-IG
W Z 19 13 Si NL
–
C <0,035Si 0,4Mn 5,5Cr 25,0Mo 2,2Ni 22,0N 0,14
Re 405 N/mm2
Rm 615 N/mm2
A5 35 %Av 110 J
2,53,24,0
TÜV-D,TÜV-A,
SEPROZ,CE
FOX EASN 25 M
EZ 25 22 2 NL B 2 2
–
C 0,025Si 0,20Mn 6,0Cr 25,0Mo 2,2Ni 22,5N 0,13
Re 400 N/mm2
Rm 600 N/mm2
A5 30 %Av 80 J
1,62,02,4
TÜV-DEASN 25 M-IG
W 25 22 2 L
ER310(mod.)
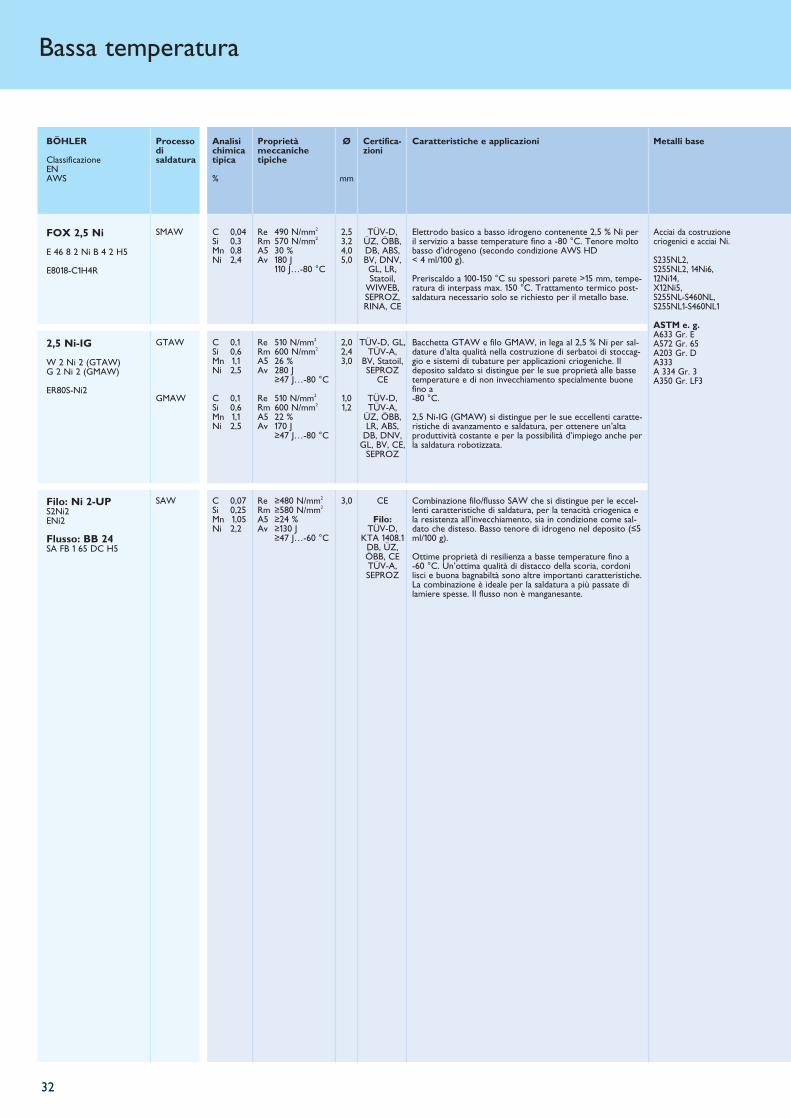
Bassa temperatura
SMAW Acciai da costruzione criogenici e acciai Ni.
S235NL2, S255NL2, 14Ni6,12Ni14, X12Ni5, S255NL-S460NL,S255NL1-S460NL1
ASTM e. g.A633 Gr. EA572 Gr. 65A203 Gr. DA333A 334 Gr. 3A350 Gr. LF3
Elettrodo basico a basso idrogeno contenente 2,5 % Ni peril servizio a basse temperature fino a -80 °C. Tenore moltobasso d’idrogeno (secondo condizione AWS HD< 4 ml/100 g).
Preriscaldo a 100-150 °C su spessori parete >15 mm, tempe-ratura di interpass max. 150 °C. Trattamento termico post-saldatura necessario solo se richiesto per il metallo base.
GTAW
GMAW
Bacchetta GTAW e filo GMAW, in lega al 2,5 % Ni per sal-dature d’alta qualità nella costruzione di serbatoi di stoccag-gio e sistemi di tubature per applicazioni criogeniche. Ildeposito saldato si distingue per le sue proprietà alle bassetemperature e di non invecchiamento specialmente buonefino a -80 °C.
2,5 Ni-IG (GMAW) si distingue per le sue eccellenti caratte-ristiche di avanzamento e saldatura, per ottenere un’altaproduttività costante e per la possibilità d’impiego anche perla saldatura robotizzata.
SAW Combinazione filo/flusso SAW che si distingue per le eccel-lenti caratteristiche di saldatura, per la tenacità criogenica ela resistenza all’invecchiamento, sia in condizione come sal-dato che disteso. Basso tenore di idrogeno nel deposito (≤5ml/100 g).
Ottime proprietà di resilienza a basse temperature fino a -60 °C. Un’ottima qualità di distacco della scoria, cordonilisci e buona bagnabiltà sono altre importanti caratteristiche.La combinazione è ideale per la saldatura a più passate dilamiere spesse. Il flusso non è manganesante.
Filo: Ni 2-UPS2Ni2ENi2
Flusso: BB 24SA FB 1 65 DC H5
32
BÖHLER
ClassificazioneENAWS
Processodi saldatura
Analisichimicatipica
%
Proprietà meccaniche tipiche
Ø
mm
Caratteristiche e applicazioni Metalli baseCertifica-zioni
C 0,04Si 0,3Mn 0,8Ni 2,4
Re 490 N/mm2
Rm 570 N/mm2
A5 30 %Av 180 J
110 J…-80 °C
2,53,24,05,0
TÜV-D,ÜZ, ÖBB,DB, ABS,BV, DNV,GL, LR, Statoil,
WIWEB,SEPROZ,RINA, CE
FOX 2,5 Ni
E 46 8 2 Ni B 4 2 H5
E8018-C1H4R
C 0,1Si 0,6Mn 1,1Ni 2,5
C 0,1Si 0,6Mn 1,1Ni 2,5
Re 510 N/mm2
Rm 600 N/mm2
A5 26 %Av 280 J
≥47 J…-80 °C
Re 510 N/mm2
Rm 600 N/mm2
A5 22 %Av 170 J
≥47 J…-80 °C
2,02,43,0
1,01,2
TÜV-D, GL,TÜV-A,
BV, Statoil,SEPROZ
CE
TÜV-D,TÜV-A,
ÜZ, ÖBB,LR, ABS,
DB, DNV,GL, BV, CE,
SEPROZ
2,5 Ni-IG
W 2 Ni 2 (GTAW)G 2 Ni 2 (GMAW)
ER80S-Ni2
C 0,07Si 0,25Mn 1,05Ni 2,2
Re ≥480 N/mm2
Rm ≥580 N/mm2
A5 ≥24 %Av ≥130 J
≥47 J…-60 °C
3,0 CE
Filo:TÜV-D,
KTA 1408.1DB, ÜZ, ÖBB, CETÜV-A, SEPROZ
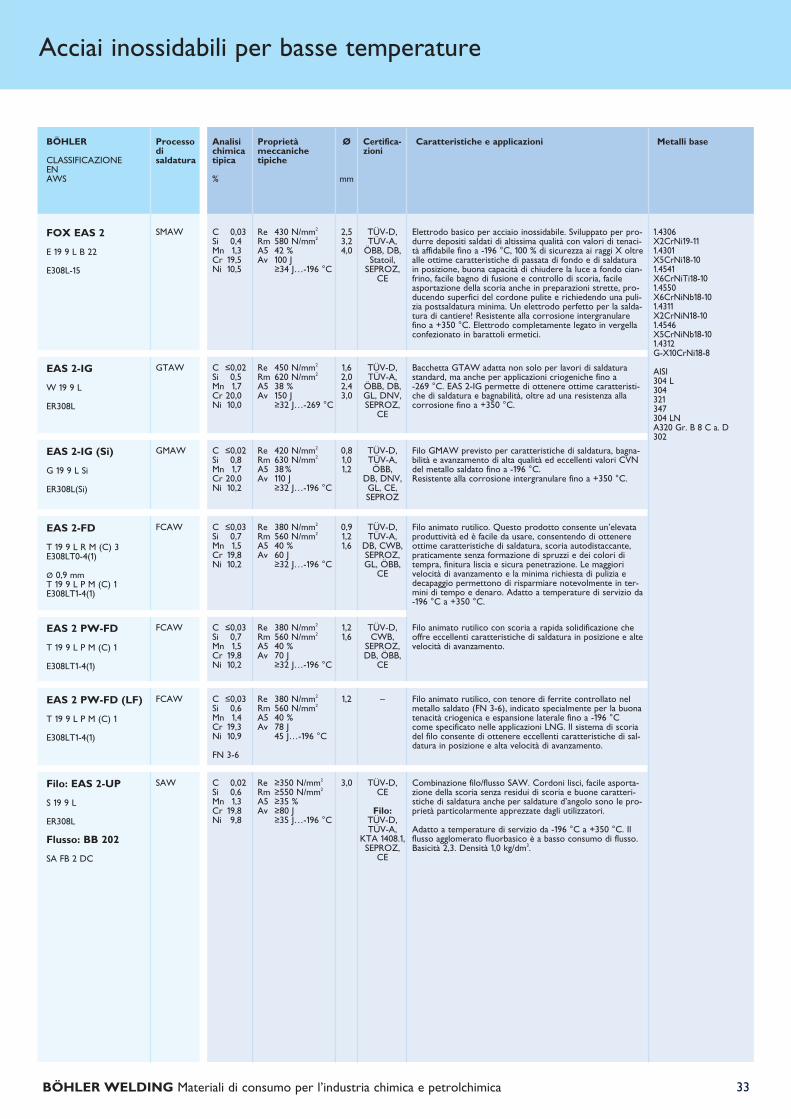
BÖHLER
CLASSIFICAZIONEENAWS
Processodi saldatura
Analisichimicatipica
%
Proprietà meccaniche tipiche
Ø
mm
Caratteristiche e applicazioni Metalli baseCertifica-zioni
Acciai inossidabili per basse temperature
SMAW Elettrodo basico per acciaio inossidabile. Sviluppato per pro-durre depositi saldati di altissima qualità con valori di tenaci-tà affidabile fino a -196 °C, 100 % di sicurezza ai raggi X oltrealle ottime caratteristiche di passata di fondo e di saldaturain posizione, buona capacità di chiudere la luce a fondo cian-frino, facile bagno di fusione e controllo di scoria, facileasportazione della scoria anche in preparazioni strette, pro-ducendo superfici del cordone pulite e richiedendo una puli-zia postsaldatura minima. Un elettrodo perfetto per la salda-tura di cantiere! Resistente alla corrosione intergranularefino a +350 °C. Elettrodo completamente legato in vergellaconfezionato in barattoli ermetici.
GTAW Bacchetta GTAW adatta non solo per lavori di saldaturastandard, ma anche per applicazioni criogeniche fino a -269 °C. EAS 2-IG permette di ottenere ottime caratteristi-che di saldatura e bagnabilità, oltre ad una resistenza allacorrosione fino a +350 °C.
FCAW Filo animato rutilico. Questo prodotto consente un’elevataproduttività ed è facile da usare, consentendo di ottenereottime caratteristiche di saldatura, scoria autodistaccante,praticamente senza formazione di spruzzi e dei colori ditempra, finitura liscia e sicura penetrazione. Le maggiorivelocità di avanzamento e la minima richiesta di pulizia edecapaggio permettono di risparmiare notevolmente in ter-mini di tempo e denaro. Adatto a temperature di servizio da -196 °C a +350 °C.
FCAW Filo animato rutilico con scoria a rapida solidificazione cheoffre eccellenti caratteristiche di saldatura in posizione e altevelocità di avanzamento.
FCAW Filo animato rutilico, con tenore di ferrite controllato nelmetallo saldato (FN 3-6), indicato specialmente per la buonatenacità criogenica e espansione laterale fino a -196 °Ccome specificato nelle applicazioni LNG. Il sistema di scoriadel filo consente di ottenere eccellenti caratteristiche di sal-datura in posizione e alta velocità di avanzamento.
SAW Combinazione filo/flusso SAW. Cordoni lisci, facile asporta-zione della scoria senza residui di scoria e buone caratteri-stiche di saldatura anche per saldature d’angolo sono le pro-prietà particolarmente apprezzate dagli utilizzatori.
Adatto a temperature di servizio da -196 °C a +350 °C. Ilflusso agglomerato fluorbasico è a basso consumo di flusso.Basicità 2,3. Densità 1,0 kg/dm3.
Filo: EAS 2-UP
S 19 9 L
ER308L
Flusso: BB 202
SA FB 2 DC
33BÖHLER WELDING Materiali di consumo per l’industria chimica e petrolchimica
GMAW Filo GMAW previsto per caratteristiche di saldatura, bagna-bilità e avanzamento di alta qualità ed eccellenti valori CVNdel metallo saldato fino a -196 °C. Resistente alla corrosione intergranulare fino a +350 °C.
C 0,03Si 0,4Mn 1,3Cr 19,5Ni 10,5
Re 430 N/mm2
Rm 580 N/mm2
A5 42 %Av 100 J
≥34 J…-196 °C
1.4306X2CrNi19-111.4301X5CrNi18-101.4541X6CrNiTi18-101.4550X6CrNiNb18-101.4311X2CrNiN18-101.4546X5CrNiNb18-101.4312 G-X10CrNi18-8
AISI304 L304321347304 LNA320 Gr. B 8 C a. D302
2,53,24,0
TÜV-D, TÜV-A,
ÖBB, DB, Statoil,
SEPROZ,CE
FOX EAS 2
E 19 9 L B 22
E308L-15
C ≤0,02Si 0,5Mn 1,7Cr 20,0Ni 10,0
Re 450 N/mm2
Rm 620 N/mm2
A5 38 %Av 150 J
≥32 J…-269 °C
1,62,02,43,0
TÜV-D, TÜV-A,
ÖBB, DB,GL, DNV,SEPROZ,
CE
EAS 2-IG
W 19 9 L
ER308L
C ≤0,03Si 0,7Mn 1,5Cr 19,8Ni 10,2
Re 380 N/mm2
Rm 560 N/mm2
A5 40 %Av 60 J
≥32 J…-196 °C
0,91,21,6
TÜV-D, TÜV-A,
DB, CWB,SEPROZ,GL, ÖBB,
CE
EAS 2-FD
T 19 9 L R M (C) 3E308LT0-4(1)
Ø 0,9 mmT 19 9 L P M (C) 1E308LT1-4(1)
C ≤0,03Si 0,7Mn 1,5Cr 19,8Ni 10,2
Re 380 N/mm2
Rm 560 N/mm2
A5 40 %Av 70 J
≥32 J…-196 °C
1,21,6
TÜV-D,CWB,
SEPROZ,DB, ÖBB,
CE
EAS 2 PW-FD
T 19 9 L P M (C) 1
E308LT1-4(1)
C ≤0,03Si 0,6Mn 1,4Cr 19,3Ni 10,9
FN 3-6
Re 380 N/mm2
Rm 560 N/mm2
A5 40 %Av 78 J
45 J…-196 °C
1,2 –EAS 2 PW-FD (LF)
T 19 9 L P M (C) 1
E308LT1-4(1)
C 0,02Si 0,6Mn 1,3Cr 19,8Ni 9,8
Re ≥350 N/mm2
Rm ≥550 N/mm2
A5 ≥35 %Av ≥80 J
≥35 J…-196 °C
3,0 TÜV-D,CE
Filo:TÜV-D,TÜV-A,
KTA 1408.1,SEPROZ,
CE
C ≤0,02Si 0,8Mn 1,7Cr 20,0Ni 10,2
Re 420 N/mm2
Rm 630 N/mm2
A5 38%Av 110 J
≥32 J…-196 °C
0,81,01,2
TÜV-D, TÜV-A,ÖBB,
DB, DNV,GL, CE, SEPROZ
EAS 2-IG (Si)
G 19 9 L Si
ER308L(Si)
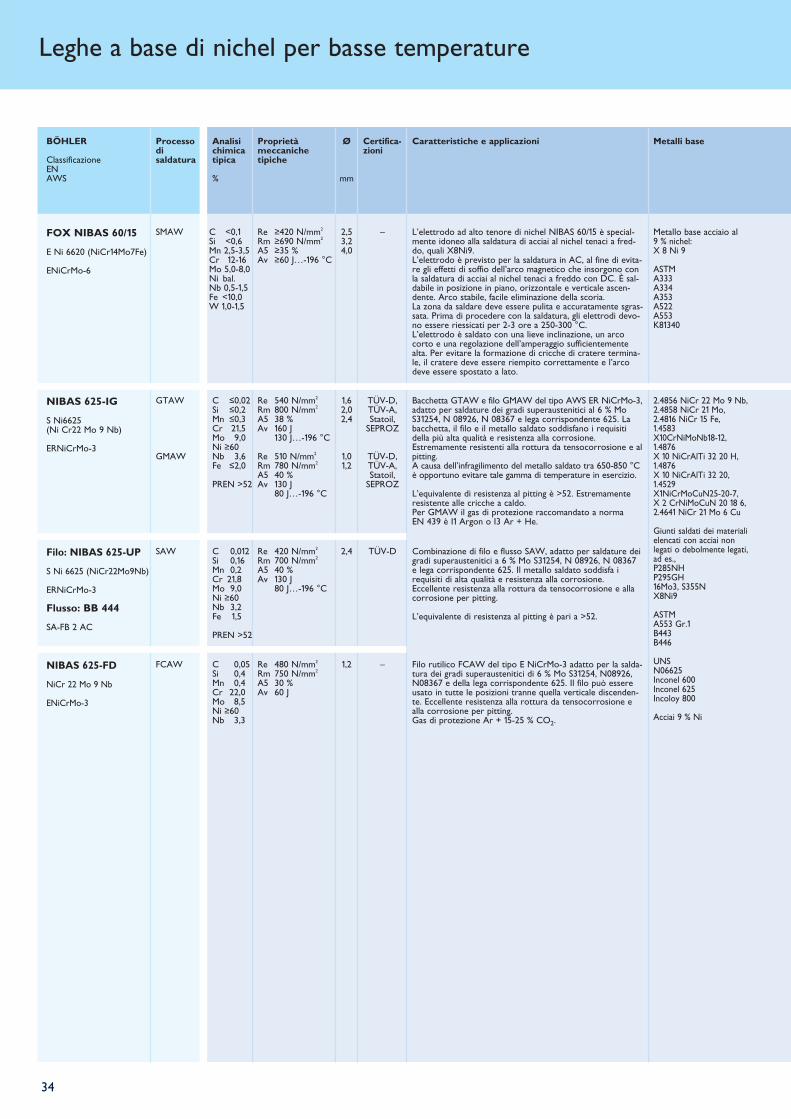
Leghe a base di nichel per basse temperature
SMAW Metallo base acciaio al9 % nichel:X 8 Ni 9
ASTMA333A334A353A522A553K81340
GTAW
GMAW
2.4856 NiCr 22 Mo 9 Nb,2.4858 NiCr 21 Mo, 2.4816 NiCr 15 Fe, 1.4583 X10CrNiMoNb18-12, 1.4876 X 10 NiCrAlTi 32 20 H,1.4876 X 10 NiCrAlTi 32 20,1.4529 X1NiCrMoCuN25-20-7,X 2 CrNiMoCuN 20 18 6, 2.4641 NiCr 21 Mo 6 Cu
Giunti saldati dei materialielencati con acciai nonlegati o debolmente legati,ad es.,P285NHP295GH 16Mo3, S355N X8Ni9
ASTMA553 Gr.1 B443B446
UNSN06625Inconel 600 Inconel 625 Incoloy 800
Acciai 9 % Ni
Bacchetta GTAW e filo GMAW del tipo AWS ER NiCrMo-3,adatto per saldature dei gradi superaustenitici al 6 % MoS31254, N 08926, N 08367 e lega corrispondente 625. Labacchetta, il filo e il metallo saldato soddisfano i requisitidella più alta qualità e resistenza alla corrosione.Estremamente resistenti alla rottura da tensocorrosione e alpitting.A causa dell’infragilimento del metallo saldato tra 650-850 °Cè opportuno evitare tale gamma di temperature in esercizio.
L’equivalente di resistenza al pitting è >52. Estremamenteresistente alle cricche a caldo. Per GMAW il gas di protezione raccomandato a normaEN 439 è I1 Argon o I3 Ar + He.
SAWFilo: NIBAS 625-UP
S Ni 6625 (NiCr22Mo9Nb)
ERNiCrMo-3
Flusso: BB 444
SA-FB 2 AC
FCAW Filo rutilico FCAW del tipo E NiCrMo-3 adatto per la salda-tura dei gradi superaustenitici di 6 % Mo S31254, N08926,N08367 e della lega corrispondente 625. Il filo può essereusato in tutte le posizioni tranne quella verticale discenden-te. Eccellente resistenza alla rottura da tensocorrosione ealla corrosione per pitting. Gas di protezione Ar + 15-25 % CO2.
Combinazione di filo e flusso SAW, adatto per saldature deigradi superaustenitici a 6 % Mo S31254, N 08926, N 08367e lega corrispondente 625. Il metallo saldato soddisfa irequisiti di alta qualità e resistenza alla corrosione.Eccellente resistenza alla rottura da tensocorrosione e allacorrosione per pitting.
L’equivalente di resistenza al pitting è pari a >52.
34
BÖHLER
ClassificazioneENAWS
Processodi saldatura
Analisichimicatipica
%
Proprietà meccaniche tipiche
Ø
mm
Caratteristiche e applicazioni Metalli baseCertifica-zioni
C <0,1Si <0,6Mn 2,5-3,5Cr 12-16Mo 5,0-8,0Ni bal.Nb 0,5-1,5Fe <10,0W 1,0-1,5
Re ≥420 N/mm2
Rm ≥690 N/mm2
A5 ≥35 %Av ≥60 J…-196 °C
2,53,24,0
–FOX NIBAS 60/15
E Ni 6620 (NiCr14Mo7Fe)
ENiCrMo-6
C ≤0,02Si ≤0,2Mn ≤0,3Cr 21,5Mo 9,0Ni ≥60Nb 3,6Fe ≤2,0
PREN >52
Re 540 N/mm2
Rm 800 N/mm2
A5 38 %Av 160 J
130 J…-196 °C
Re 510 N/mm2
Rm 780 N/mm2
A5 40 %Av 130 J
80 J…-196 °C
1,62,02,4
1,01,2
TÜV-D,TÜV-A,Statoil,
SEPROZ
TÜV-D,TÜV-A,Statoil,
SEPROZ
NIBAS 625-IG
S Ni6625(Ni Cr22 Mo 9 Nb)
ERNiCrMo-3
C 0,012Si 0,16Mn 0,2Cr 21,8Mo 9,0Ni ≥60Nb 3,2Fe 1,5
PREN >52
Re 420 N/mm2
Rm 700 N/mm2
A5 40 %Av 130 J
80 J…-196 °C
2,4 TÜV-D
C 0,05Si 0,4Mn 0,4Cr 22,0Mo 8,5Ni ≥60Nb 3,3
Re 480 N/mm2
Rm 750 N/mm2
A5 30 %Av 60 J
1,2 –NIBAS 625-FD
NiCr 22 Mo 9 Nb
ENiCrMo-3
L’elettrodo ad alto tenore di nichel NIBAS 60/15 è special-mente idoneo alla saldatura di acciai al nichel tenaci a fred-do, quali X8Ni9.L’elettrodo è previsto per la saldatura in AC, al fine di evita-re gli effetti di soffio dell’arco magnetico che insorgono conla saldatura di acciai al nichel tenaci a freddo con DC. È sal-dabile in posizione in piano, orizzontale e verticale ascen-dente. Arco stabile, facile eliminazione della scoria. La zona da saldare deve essere pulita e accuratamente sgras-sata. Prima di procedere con la saldatura, gli elettrodi devo-no essere riessicati per 2-3 ore a 250-300 °C. L’elettrodo è saldato con una lieve inclinazione, un arcocorto e una regolazione dell’amperaggio sufficientementealta. Per evitare la formazione di cricche di cratere termina-le, il cratere deve essere riempito correttamente e l’arcodeve essere spostato a lato.
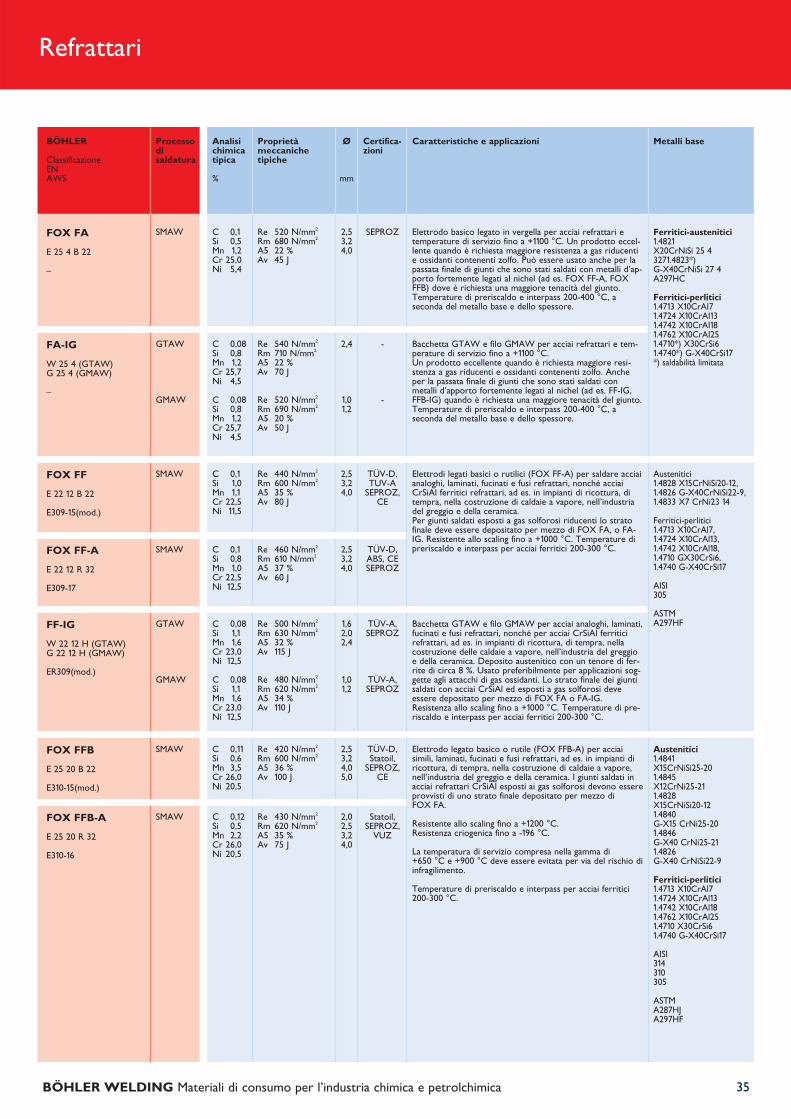
Refrattari
SMAW Ferritici-austenitici1.4821X20CrNiSi 25 43271.4823*)G-X40CrNiSi 27 4A297HC
Ferritici-perlitici1.4713 X10CrAI71.4724 X10CrAI131.4742 X10CrAI181.4762 X10CrAI251.4710*) X30CrSi61.4740*) G-X40CrSi17*) saldabilità limitata
Elettrodo basico legato in vergella per acciai refrattari etemperature di servizio fino a +1100 °C. Un prodotto eccel-lente quando è richiesta maggiore resistenza a gas riducentie ossidanti contenenti zolfo. Può essere usato anche per lapassata finale di giunti che sono stati saldati con metalli d’ap-porto fortemente legati al nichel (ad es. FOX FF-A, FOXFFB) dove è richiesta una maggiore tenacità del giunto.Temperature di preriscaldo e interpass 200-400 °C, aseconda del metallo base e dello spessore.
GTAW
GMAW
Bacchetta GTAW e filo GMAW per acciai refrattari e tem-perature di servizio fino a +1100 °C. Un prodotto eccellente quando è richiesta maggiore resi-stenza a gas riducenti e ossidanti contenenti zolfo. Ancheper la passata finale di giunti che sono stati saldati conmetalli d’apporto fortemente legati al nichel (ad es. FF-IG,FFB-IG) quando è richiesta una maggiore tenacità del giunto.Temperature di preriscaldo e interpass 200-400 °C, aseconda del metallo base e dello spessore.
SMAW Austenitici1.4828 X15CrNiSi20-12, 1.4826 G-X40CrNiSi22-9,1.4833 X7 CrNi23 14
Ferritici-perlitici1.4713 X10CrAl7, 1.4724 X10CrAl13, 1.4742 X10CrAl18, 1.4710 GX30CrSi6, 1.4740 G-X40CrSi17
AISI 305
ASTM A297HF
Elettrodi legati basici o rutilici (FOX FF-A) per saldare acciaianaloghi, laminati, fucinati e fusi refrattari, nonché acciaiCrSiAl ferritici refrattari, ad es. in impianti di ricottura, ditempra, nella costruzione di caldaie a vapore, nell’industriadel greggio e della ceramica.Per giunti saldati esposti a gas solforosi riducenti lo stratofinale deve essere depositato per mezzo di FOX FA, o FA-IG. Resistente allo scaling fino a +1000 °C. Temperature dipreriscaldo e interpass per acciai ferritici 200-300 °C.SMAW
GTAW
GMAW
Bacchetta GTAW e filo GMAW per acciai analoghi, laminati,fucinati e fusi refrattari, nonché per acciai CrSiAl ferriticirefrattari, ad es. in impianti di ricottura, di tempra, nellacostruzione delle caldaie a vapore, nell’industria del greggioe della ceramica. Deposito austenitico con un tenore di fer-rite di circa 8 %. Usato preferibilmente per applicazioni sog-gette agli attacchi di gas ossidanti. Lo strato finale dei giuntisaldati con acciai CrSiAl ed esposti a gas solforosi deveessere depositato per mezzo di FOX FA o FA-IG. Resistenza allo scaling fino a +1000 °C. Temperature di pre-riscaldo e interpass per acciai ferritici 200-300 °C.
FF-IG
W 22 12 H (GTAW)G 22 12 H (GMAW)
ER309(mod.)
SMAW Austenitici1.4841X15CrNiSi25-201.4845X12CrNi25-211.4828X15CrNiSi20-121.4840G-X15 CrNi25-201.4846G-X40 CrNi25-211.4826G-X40 CrNiSi22-9
Ferritici-perlitici1.4713 X10CrAl71.4724 X10CrAl131.4742 X10CrAl181.4762 X10CrAl251.4710 X30CrSi61.4740 G-X40CrSi17
AISI314310305
ASTMA287HJA297HF
Elettrodo legato basico o rutile (FOX FFB-A) per acciaisimili, laminati, fucinati e fusi refrattari, ad es. in impianti diricottura, di tempra, nella costruzione di caldaie a vapore,nell’industria del greggio e della ceramica. I giunti saldati inacciai refrattari CrSiAl esposti ai gas solforosi devono essereprovvisti di uno strato finale depositato per mezzo di FOX FA.
Resistente allo scaling fino a +1200 °C.Resistenza criogenica fino a -196 °C.
La temperatura di servizio compresa nella gamma di+650 °C e +900 °C deve essere evitata per via del rischio diinfragilimento.
Temperature di preriscaldo e interpass per acciai ferritici200-300 °C.
SMAW
35BÖHLER WELDING Materiali di consumo per l’industria chimica e petrolchimica
BÖHLER
ClassificazioneENAWS
Processodi saldatura
Analisichimicatipica
%
Proprietà meccaniche tipiche
Ø
mm
Caratteristiche e applicazioni Metalli baseCertifica-zioni
C 0,1Si 0,5Mn 1,2Cr 25,0Ni 5,4
Re 520 N/mm2
Rm 680 N/mm2
A5 22 %Av 45 J
2,53,24,0
SEPROZFOX FA
E 25 4 B 22
–
C 0,08Si 0,8Mn 1,2Cr 25,7Ni 4,5
C 0,08Si 0,8Mn 1,2Cr 25,7Ni 4,5
Re 540 N/mm2
Rm 710 N/mm2
A5 22 %Av 70 J
Re 520 N/mm2
Rm 690 N/mm2
A5 20 %Av 50 J
2,4
1,01,2
-
-
FA-IG
W 25 4 (GTAW)G 25 4 (GMAW)
–
C 0,1Si 1,0Mn 1,1Cr 22,5Ni 11,5
Re 440 N/mm2
Rm 600 N/mm2
A5 35 %Av 80 J
2,53,24,0
TÜV-D,TUV-A
SEPROZ,CE
FOX FF
E 22 12 B 22
E309-15(mod.)
C 0,1Si 0,8Mn 1,0Cr 22,5Ni 12,5
Re 460 N/mm2
Rm 610 N/mm2
A5 37 %Av 60 J
2,53,24,0
TÜV-D, ABS, CESEPROZ
FOX FF-A
E 22 12 R 32
E309-17
C 0,08Si 1,1Mn 1,6Cr 23,0Ni 12,5
C 0,08Si 1,1Mn 1,6Cr 23,0Ni 12,5
Re 500 N/mm2
Rm 630 N/mm2
A5 32 %Av 115 J
Re 480 N/mm2
Rm 620 N/mm2
A5 34 %Av 110 J
1,62,02,4
1,01,2
TÜV-A,SEPROZ
TÜV-A,SEPROZ
C 0,11Si 0,6Mn 3,5Cr 26,0Ni 20,5
Re 420 N/mm2
Rm 600 N/mm2
A5 36 %Av 100 J
2,53,24,05,0
TÜV-D,Statoil,
SEPROZ,CE
FOX FFB
E 25 20 B 22
E310-15(mod.)
C 0,12Si 0,5Mn 2,2Cr 26,0Ni 20,5
Re 430 N/mm2
Rm 620 N/mm2
A5 35 %Av 75 J
2,02,53,24,0
Statoil,SEPROZ,
VUZ
FOX FFB-A
E 25 20 R 32
E310-16
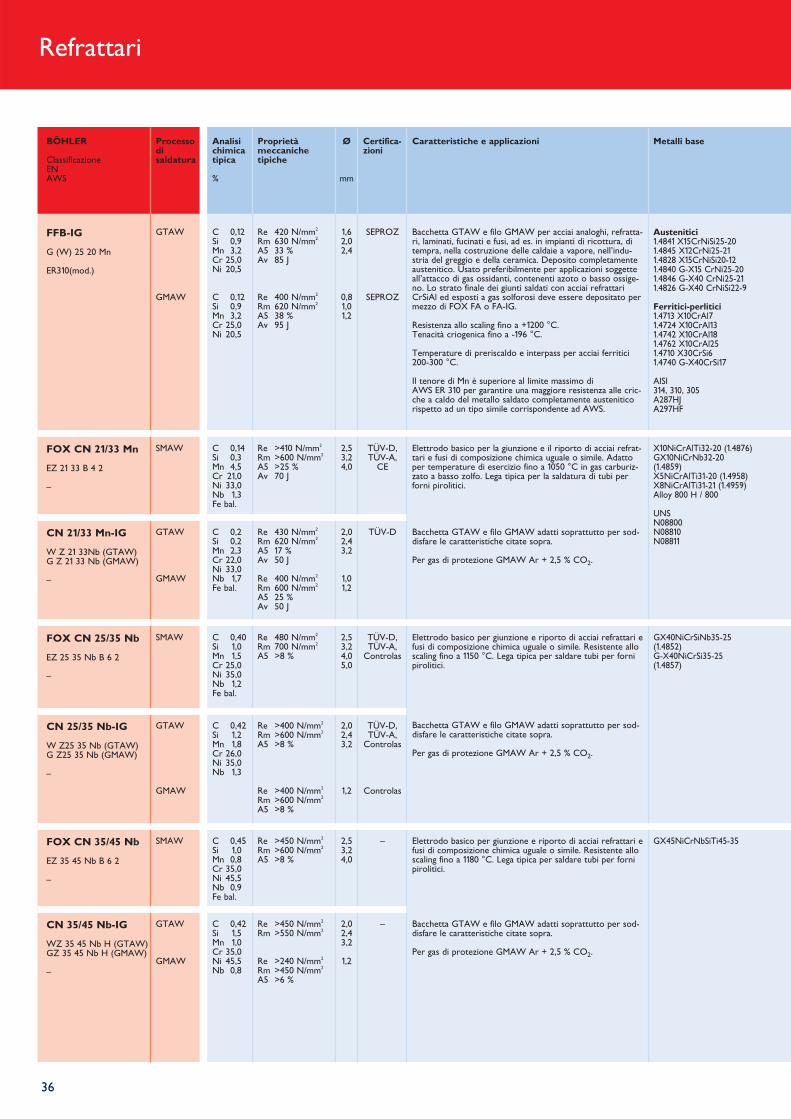
Refrattari
GTAW
GMAW
Austenitici1.4841 X15CrNiSi25-201.4845 X12CrNi25-211.4828 X15CrNiSi20-121.4840 G-X15 CrNi25-201.4846 G-X40 CrNi25-211.4826 G-X40 CrNiSi22-9
Ferritici-perlitici1.4713 X10CrAl71.4724 X10CrAl131.4742 X10CrAl181.4762 X10CrAl251.4710 X30CrSi61.4740 G-X40CrSi17
AISI314, 310, 305A287HJA297HF
Bacchetta GTAW e filo GMAW per acciai analoghi, refratta-ri, laminati, fucinati e fusi, ad es. in impianti di ricottura, ditempra, nella costruzione delle caldaie a vapore, nell’indu-stria del greggio e della ceramica. Deposito completamenteaustenitico. Usato preferibilmente per applicazioni soggetteall’attacco di gas ossidanti, contenenti azoto o basso ossige-no. Lo strato finale dei giunti saldati con acciai refrattariCrSiAl ed esposti a gas solforosi deve essere depositato permezzo di FOX FA o FA-IG.
Resistenza allo scaling fino a +1200 °C.Tenacità criogenica fino a -196 °C.
Temperature di preriscaldo e interpass per acciai ferritici200-300 °C.
Il tenore di Mn è superiore al limite massimo diAWS ER 310 per garantire una maggiore resistenza alle cric-che a caldo del metallo saldato completamente austeniticorispetto ad un tipo simile corrispondente ad AWS.
SMAW Elettrodo basico per la giunzione e il riporto di acciai refrat-tari e fusi di composizione chimica uguale o simile. Adattoper temperature di esercizio fino a 1050 °C in gas carburiz-zato a basso zolfo. Lega tipica per la saldatura di tubi perforni pirolitici.
GTAW
GMAW
Bacchetta GTAW e filo GMAW adatti soprattutto per sod-disfare le caratteristiche citate sopra.
Per gas di protezione GMAW Ar + 2,5 % CO2.
CN 21/33 Mn-IG
W Z 21 33Nb (GTAW)G Z 21 33 Nb (GMAW)
–
SMAW TÜV-D,TÜV-A,
Controlas
Elettrodo basico per giunzione e riporto di acciai refrattari efusi di composizione chimica uguale o simile. Resistente alloscaling fino a 1150 °C. Lega tipica per saldare tubi per fornipirolitici.
Bacchetta GTAW e filo GMAW adatti soprattutto per sod-disfare le caratteristiche citate sopra.
Per gas di protezione GMAW Ar + 2,5 % CO2.
GTAW
GMAW
CN 25/35 Nb-IG
W Z25 35 Nb (GTAW)G Z25 35 Nb (GMAW)
–
SMAW Elettrodo basico per giunzione e riporto di acciai refrattari efusi di composizione chimica uguale o simile. Resistente alloscaling fino a 1180 °C. Lega tipica per saldare tubi per fornipirolitici.
GTAW
GMAW
Bacchetta GTAW e filo GMAW adatti soprattutto per sod-disfare le caratteristiche citate sopra.
Per gas di protezione GMAW Ar + 2,5 % CO2.
CN 35/45 Nb-IG
WZ 35 45 Nb H (GTAW)GZ 35 45 Nb H (GMAW)
–
36
BÖHLER
ClassificazioneENAWS
Processodi saldatura
Analisichimicatipica
%
Proprietà meccaniche tipiche
Ø
mm
Caratteristiche e applicazioni Metalli baseCertifica-zioni
C 0,12Si 0,9Mn 3,2Cr 25,0Ni 20,5
C 0,12Si 0,9Mn 3,2Cr 25,0Ni 20,5
Re 420 N/mm2
Rm 630 N/mm2
A5 33 %Av 85 J
Re 400 N/mm2
Rm 620 N/mm2
A5 38 %Av 95 J
1,62,02,4
0,81,01,2
SEPROZ
SEPROZ
FFB-IG
G (W) 25 20 Mn
ER310(mod.)
C 0,14Si 0,3Mn 4,5Cr 21,0Ni 33,0Nb 1,3Fe bal.
Re >410 N/mm2
Rm >600 N/mm2
A5 >25 %Av 70 J
X10NiCrAlTi32-20 (1.4876)GX10NiCrNb32-20(1.4859)X5NiCrAlTi31-20 (1.4958)X8NiCrAlTi31-21 (1.4959)Alloy 800 H / 800
UNS N08800N08810N08811
2,53,24,0
TÜV-D,TÜV-A,
CE
FOX CN 21/33 Mn
EZ 21 33 B 4 2
–
C 0,2Si 0,2Mn 2,3Cr 22,0Ni 33,0Nb 1,7Fe bal.
Re 430 N/mm2
Rm 620 N/mm2
A5 17 %Av 50 J
Re 400 N/mm2
Rm 600 N/mm2
A5 25 %Av 50 J
2,02,43,2
1,01,2
TÜV-D
C 0,40Si 1,0Mn 1,5Cr 25,0Ni 35,0Nb 1,2Fe bal.
Re 480 N/mm2
Rm 700 N/mm2
A5 >8 %
GX40NiCrSiNb35-25(1.4852)G-X40NiCrSi35-25(1.4857)
2,53,24,05,0
FOX CN 25/35 Nb
EZ 25 35 Nb B 6 2
–
C 0,42Si 1,2Mn 1,8Cr 26,0Ni 35,0Nb 1,3
Re >400 N/mm2
Rm >600 N/mm2
A5 >8 %
Re >400 N/mm2
Rm >600 N/mm2
A5 >8 %
2,02,43,2
1,2
TÜV-D,TÜV-A,
Controlas
Controlas
C 0,45Si 1,0Mn 0,8Cr 35,0Ni 45,5Nb 0,9Fe bal.
Re >450 N/mm2
Rm >600 N/mm2
A5 >8 %
GX45NiCrNbSiTi45-352,53,24,0
–FOX CN 35/45 Nb
EZ 35 45 Nb B 6 2
–
C 0,42Si 1,5Mn 1,0Cr 35,0Ni 45,5Nb 0,8
Re >450 N/mm2
Rm >550 N/mm2
Re >240 N/mm2
Rm >450 N/mm2
A5 >6 %
2,02,43,2
1,2
–
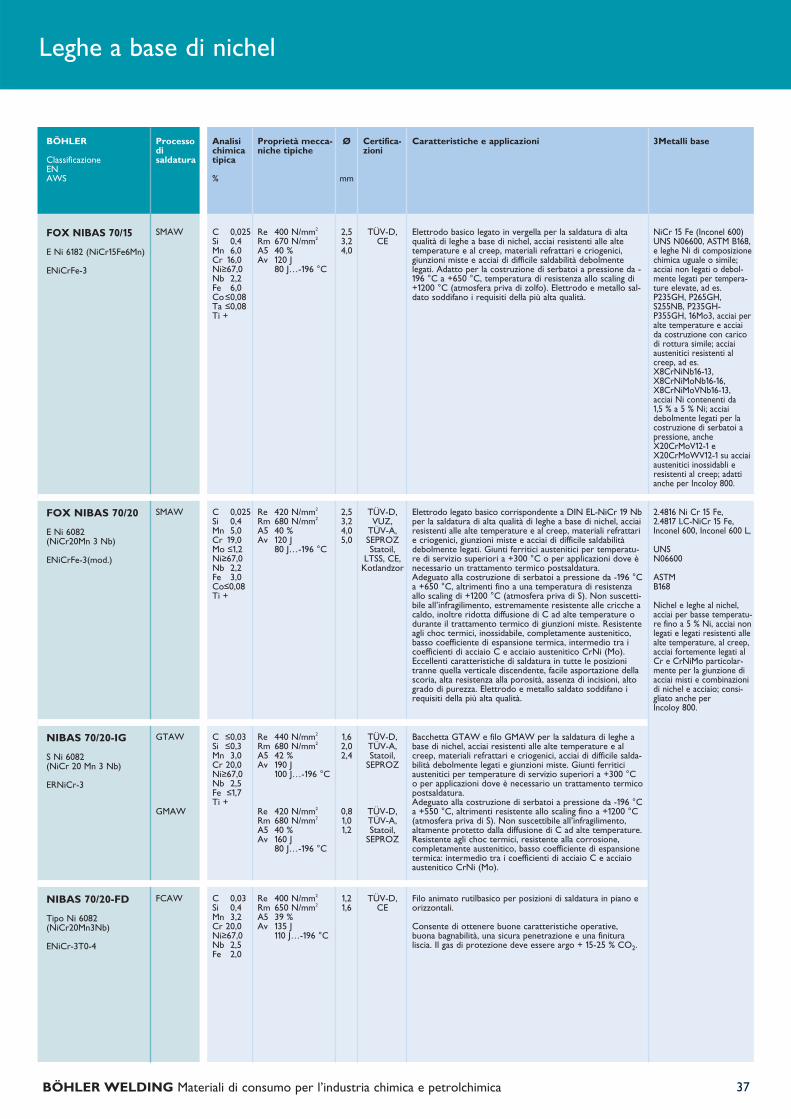
Leghe a base di nichel
SMAW NiCr 15 Fe (Inconel 600)UNS N06600, ASTM B168,e leghe Ni di composizionechimica uguale o simile;acciai non legati o debol-mente legati per tempera-ture elevate, ad es.P235GH, P265GH,S255NB, P235GH-P355GH, 16Mo3, acciai peralte temperature e acciaida costruzione con caricodi rottura simile; acciaiaustenitici resistenti alcreep, ad es. X8CrNiNb16-13,X8CrNiMoNb16-16,X8CrNiMoVNb16-13,acciai Ni contenenti da1,5 % a 5 % Ni; acciaidebolmente legati per lacostruzione di serbatoi apressione, ancheX20CrMoV12-1 eX20CrMoWV12-1 su acciaiaustenitici inossidabli eresistenti al creep; adattianche per Incoloy 800.
Elettrodo basico legato in vergella per la saldatura di altaqualità di leghe a base di nichel, acciai resistenti alle altetemperature e al creep, materiali refrattari e criogenici,giunzioni miste e acciai di difficile saldabilità debolmentelegati. Adatto per la costruzione di serbatoi a pressione da -196 °C a +650 °C, temperatura di resistenza allo scaling di+1200 °C (atmosfera priva di zolfo). Elettrodo e metallo sal-dato soddifano i requisiti della più alta qualità.
GTAW
GMAW
Bacchetta GTAW e filo GMAW per la saldatura di leghe abase di nichel, acciai resistenti alle alte temperature e alcreep, materiali refrattari e criogenici, acciai di difficile salda-bilità debolmente legati e giunzioni miste. Giunti ferriticiaustenitici per temperature di servizio superiori a +300 °Co per applicazioni dove è necessario un trattamento termicopostsaldatura.Adeguato alla costruzione di serbatoi a pressione da -196 °Ca +550 °C, altrimenti resistente allo scaling fino a +1200 °C(atmosfera priva di S). Non suscettibile all’infragilimento,altamente protetto dalla diffusione di C ad alte temperature. Resistente agli choc termici, resistente alla corrosione, completamente austenitico, basso coefficiente di espansionetermica: intermedio tra i coefficienti di acciaio C e acciaioaustenitico CrNi (Mo).
FCAW Filo animato rutilbasico per posizioni di saldatura in piano eorizzontali.
Consente di ottenere buone caratteristiche operative,buona bagnabilità, una sicura penetrazione e una finituraliscia. Il gas di protezione deve essere argo + 15-25 % CO2.
NIBAS 70/20-FD
Tipo Ni 6082 (NiCr20Mn3Nb)
ENiCr-3T0-4
37BÖHLER WELDING Materiali di consumo per l’industria chimica e petrolchimica
BÖHLER
ClassificazioneENAWS
Processodi saldatura
Analisichimicatipica
%
Proprietà mecca-niche tipiche
Ø
mm
Caratteristiche e applicazioni 3Metalli baseCertifica-zioni
C 0,025Si 0,4Mn 6,0Cr 16,0Ni≥67,0Nb 2,2Fe 6,0Co≤0,08Ta ≤0,08Ti +
Re 400 N/mm2
Rm 670 N/mm2
A5 40 %Av 120 J
80 J…-196 °C
2,53,24,0
TÜV-D, CE
FOX NIBAS 70/15
E Ni 6182 (NiCr15Fe6Mn)
ENiCrFe-3
C ≤0,03Si ≤0,3Mn 3,0Cr 20,0Ni≥67,0Nb 2,5Fe ≤1,7Ti +
Re 440 N/mm2
Rm 680 N/mm2
A5 42 %Av 190 J
100 J…-196 °C
Re 420 N/mm2
Rm 680 N/mm2
A5 40 %Av 160 J
80 J…-196 °C
1,62,02,4
0,81,01,2
TÜV-D,TÜV-A,Statoil,
SEPROZ
TÜV-D,TÜV-A,Statoil,
SEPROZ
NIBAS 70/20-IG
S Ni 6082(NiCr 20 Mn 3 Nb)
ERNiCr-3
C 0,03Si 0,4Mn 3,2Cr 20,0Ni≥67,0Nb 2,5Fe 2,0
Re 400 N/mm2
Rm 650 N/mm2
A5 39 %Av 135 J
110 J…-196 °C
1,21,6
TÜV-D, CE
SMAW 2.4816 Ni Cr 15 Fe, 2.4817 LC-NiCr 15 Fe,Inconel 600, Inconel 600 L,
UNS N06600
ASTMB168
Nichel e leghe al nichel,acciai per basse temperatu-re fino a 5 % Ni, acciai nonlegati e legati resistenti allealte temperature, al creep,acciai fortemente legati alCr e CrNiMo particolar-mente per la giunzione diacciai misti e combinazionidi nichel e acciaio; consi-gliato anche perIncoloy 800.
Elettrodo legato basico corrispondente a DIN EL-NiCr 19 Nbper la saldatura di alta qualità di leghe a base di nichel, acciairesistenti alle alte temperature e al creep, materiali refrattarie criogenici, giunzioni miste e acciai di difficile saldabilitàdebolmente legati. Giunti ferritici austenitici per temperatu-re di servizio superiori a +300 °C o per applicazioni dove ènecessario un trattamento termico postsaldatura.Adeguato alla costruzione di serbatoi a pressione da -196 °Ca +650 °C, altrimenti fino a una temperatura di resistenzaallo scaling di +1200 °C (atmosfera priva di S). Non suscetti-bile all’infragilimento, estremamente resistente alle cricche acaldo, inoltre ridotta diffusione di C ad alte temperature odurante il trattamento termico di giunzioni miste. Resistenteagli choc termici, inossidabile, completamente austenitico,basso coefficiente di espansione termica, intermedio tra icoefficienti di acciaio C e acciaio austenitico CrNi (Mo). Eccellenti caratteristiche di saldatura in tutte le posizionitranne quella verticale discendente, facile asportazione dellascoria, alta resistenza alla porosità, assenza di incisioni, altogrado di purezza. Elettrodo e metallo saldato soddifano irequisiti della più alta qualità.
C 0,025Si 0,4Mn 5,0Cr 19,0Mo ≤1,2Ni≥67,0Nb 2,2Fe 3,0Co≤0,08Ti +
Re 420 N/mm2
Rm 680 N/mm2
A5 40 %Av 120 J
80 J…-196 °C
2,53,24,05,0
TÜV-D,VUZ,
TÜV-A,SEPROZStatoil,
LTSS, CE, Kotlandzor
FOX NIBAS 70/20
E Ni 6082(NiCr20Mn 3 Nb)
ENiCrFe-3(mod.)
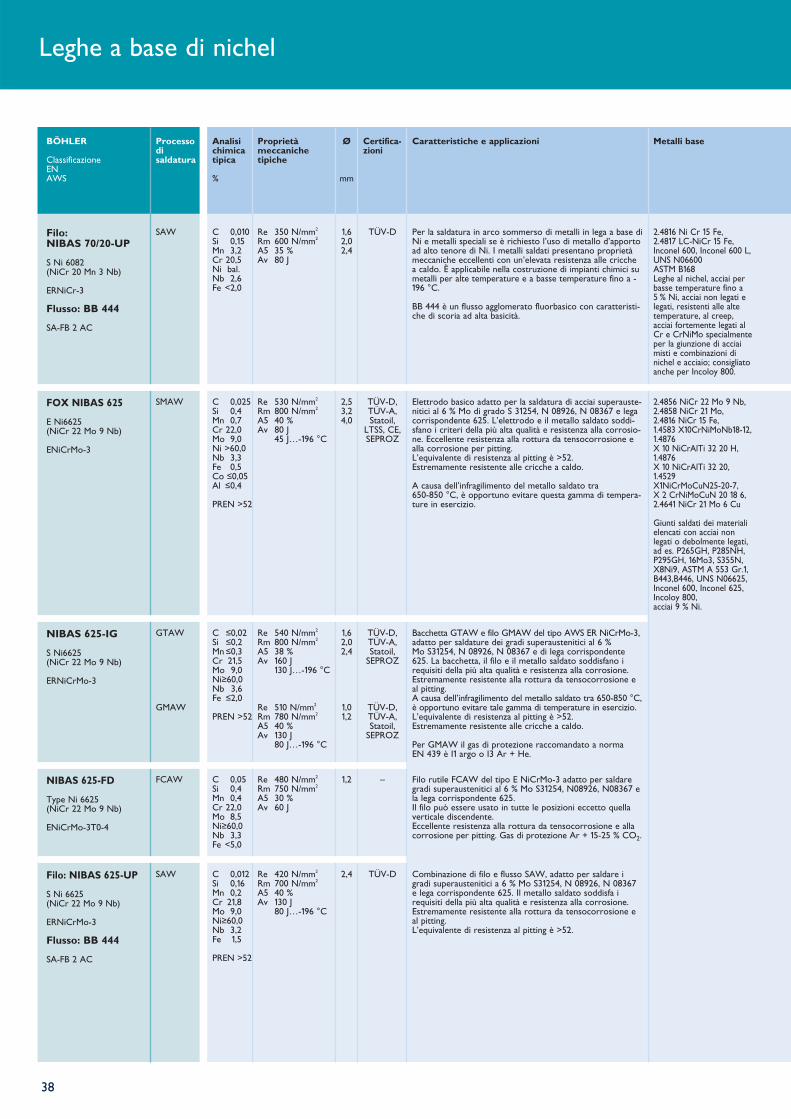
Leghe a base di nichel
GTAW
GMAW
Bacchetta GTAW e filo GMAW del tipo AWS ER NiCrMo-3,adatto per saldature dei gradi superaustenitici al 6 % Mo S31254, N 08926, N 08367 e di lega corrispondente625. La bacchetta, il filo e il metallo saldato soddisfano irequisiti della più alta qualità e resistenza alla corrosione.Estremamente resistente alla rottura da tensocorrosione eal pitting.A causa dell’infragilimento del metallo saldato tra 650-850 °C,è opportuno evitare tale gamma di temperature in esercizio.L’equivalente di resistenza al pitting è >52. Estremamente resistente alle cricche a caldo.
Per GMAW il gas di protezione raccomandato a normaEN 439 è I1 argo o I3 Ar + He.
SAWFilo: NIBAS 625-UP
S Ni 6625 (NiCr 22 Mo 9 Nb)
ERNiCrMo-3
Flusso: BB 444
SA-FB 2 AC
FCAW Filo rutile FCAW del tipo E NiCrMo-3 adatto per saldaregradi superaustenitici al 6 % Mo S31254, N08926, N08367 ela lega corrispondente 625.Il filo può essere usato in tutte le posizioni eccetto quellaverticale discendente. Eccellente resistenza alla rottura da tensocorrosione e allacorrosione per pitting. Gas di protezione Ar + 15-25 % CO2.
38
SMAW 2.4856 NiCr 22 Mo 9 Nb, 2.4858 NiCr 21 Mo, 2.4816 NiCr 15 Fe, 1.4583 X10CrNiMoNb18-12,1.4876 X 10 NiCrAlTi 32 20 H,1.4876 X 10 NiCrAlTi 32 20,1.4529 X1NiCrMoCuN25-20-7, X 2 CrNiMoCuN 20 18 6, 2.4641 NiCr 21 Mo 6 Cu
Giunti saldati dei materialielencati con acciai nonlegati o debolmente legati,ad es. P265GH, P285NH,P295GH, 16Mo3, S355N,X8Ni9, ASTM A 553 Gr.1,B443,B446, UNS N06625,Inconel 600, Inconel 625,Incoloy 800, acciai 9 % Ni.
Elettrodo basico adatto per la saldatura di acciai superauste-nitici al 6 % Mo di grado S 31254, N 08926, N 08367 e legacorrispondente 625. L’elettrodo e il metallo saldato soddi-sfano i criteri della più alta qualità e resistenza alla corrosio-ne. Eccellente resistenza alla rottura da tensocorrosione ealla corrosione per pitting. L’equivalente di resistenza al pitting è >52. Estremamente resistente alle cricche a caldo.
A causa dell’infragilimento del metallo saldato tra 650-850 °C, è opportuno evitare questa gamma di tempera-ture in esercizio.
SAW Per la saldatura in arco sommerso di metalli in lega a base diNi e metalli speciali se è richiesto l’uso di metallo d’apportoad alto tenore di Ni. I metalli saldati presentano proprietàmeccaniche eccellenti con un’elevata resistenza alle cricchea caldo. È applicabile nella costruzione di impianti chimici sumetalli per alte temperature e a basse temperature fino a -196 °C.
BB 444 è un flusso agglomerato fluorbasico con caratteristi-che di scoria ad alta basicità.
2.4816 Ni Cr 15 Fe, 2.4817 LC-NiCr 15 Fe,Inconel 600, Inconel 600 L, UNS N06600 ASTM B168Leghe al nichel, acciai perbasse temperature fino a5 % Ni, acciai non legati elegati, resistenti alle altetemperature, al creep,acciai fortemente legati alCr e CrNiMo specialmenteper la giunzione di acciaimisti e combinazioni dinichel e acciaio; consigliatoanche per Incoloy 800.
Filo: NIBAS 70/20-UP
S Ni 6082(NiCr 20 Mn 3 Nb)
ERNiCr-3
Flusso: BB 444
SA-FB 2 AC
Combinazione di filo e flusso SAW, adatto per saldare igradi superaustenitici a 6 % Mo S31254, N 08926, N 08367e lega corrispondente 625. Il metallo saldato soddisfa irequisiti della più alta qualità e resistenza alla corrosione.Estremamente resistente alla rottura da tensocorrosione eal pitting.L’equivalente di resistenza al pitting è >52.
BÖHLER
ClassificazioneENAWS
Processodi saldatura
Analisichimicatipica
%
Proprietà meccaniche tipiche
Ø
mm
Caratteristiche e applicazioni Metalli baseCertifica-zioni
C ≤0,02Si ≤0,2Mn ≤0,3Cr 21,5Mo 9,0Ni≥60,0Nb 3,6Fe ≤2,0
PREN >52
Re 540 N/mm2
Rm 800 N/mm2
A5 38 %Av 160 J
130 J…-196 °C
Re 510 N/mm2
Rm 780 N/mm2
A5 40 %Av 130 J
80 J…-196 °C
1,62,02,4
1,01,2
TÜV-D,TÜV-A,Statoil,
SEPROZ
TÜV-D,TÜV-A,Statoil,
SEPROZ
NIBAS 625-IG
S Ni6625(NiCr 22 Mo 9 Nb)
ERNiCrMo-3
C 0,012Si 0,16Mn 0,2Cr 21,8Mo 9,0Ni≥60,0Nb 3,2Fe 1,5
PREN >52
Re 420 N/mm2
Rm 700 N/mm2
A5 40 %Av 130 J
80 J…-196 °C
2,4 TÜV-D
C 0,05Si 0,4Mn 0,4Cr 22,0Mo 8,5Ni≥60,0Nb 3,3Fe <5,0
Re 480 N/mm2
Rm 750 N/mm2
A5 30 %Av 60 J
1,2 –NIBAS 625-FD
Type Ni 6625(NiCr 22 Mo 9 Nb)
ENiCrMo-3T0-4
C 0,025Si 0,4Mn 0,7Cr 22,0Mo 9,0Ni >60,0Nb 3,3Fe 0,5Co ≤0,05Al ≤0,4
PREN >52
Re 530 N/mm2
Rm 800 N/mm2
A5 40 %Av 80 J
45 J…-196 °C
2,53,24,0
TÜV-D,TÜV-A,Statoil,
LTSS, CE, SEPROZ
FOX NIBAS 625
E Ni6625 (NiCr 22 Mo 9 Nb)
ENiCrMo-3
C 0,010Si 0,15Mn 3,2Cr 20,5Ni bal.Nb 2,6Fe <2,0
Re 350 N/mm2
Rm 600 N/mm2
A5 35 %Av 80 J
1,62,02,4
TÜV-D
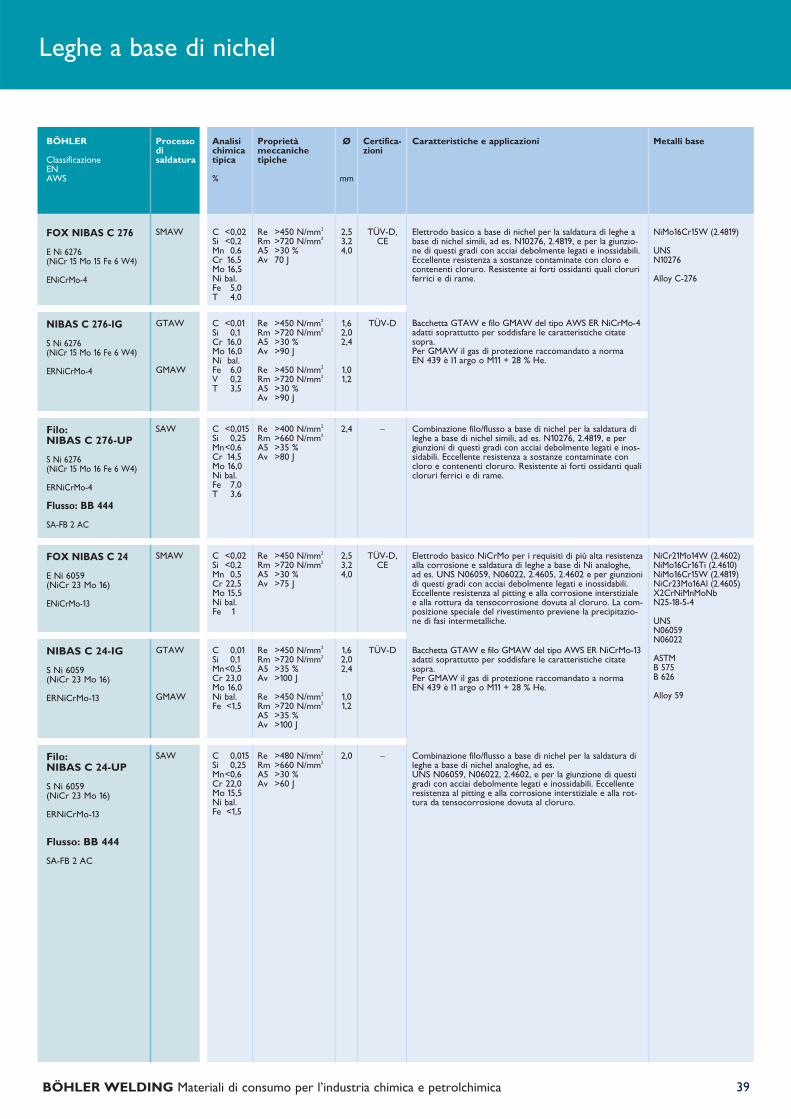
Leghe a base di nichel
GTAW
GMAW
Bacchetta GTAW e filo GMAW del tipo AWS ER NiCrMo-13adatti soprattutto per soddisfare le caratteristiche citatesopra. Per GMAW il gas di protezione raccomandato a normaEN 439 è I1 argo o M11 + 28 % He.
SMAW Elettrodo basico a base di nichel per la saldatura di leghe abase di nichel simili, ad es. N10276, 2.4819, e per la giunzio-ne di questi gradi con acciai debolmente legati e inossidabili.Eccellente resistenza a sostanze contaminate con cloro econtenenti cloruro. Resistente ai forti ossidanti quali cloruriferrici e di rame.
Bacchetta GTAW e filo GMAW del tipo AWS ER NiCrMo-4adatti soprattutto per soddisfare le caratteristiche citatesopra. Per GMAW il gas di protezione raccomandato a normaEN 439 è I1 argo o M11 + 28 % He.
GTAW
GMAW
SAW Combinazione filo/flusso a base di nichel per la saldatura dileghe a base di nichel simili, ad es. N10276, 2.4819, e pergiunzioni di questi gradi con acciai debolmente legati e inos-sidabili. Eccellente resistenza a sostanze contaminate concloro e contenenti cloruro. Resistente ai forti ossidanti qualicloruri ferrici e di rame.
SAW Combinazione filo/flusso a base di nichel per la saldatura dileghe a base di nichel analoghe, ad es. UNS N06059, N06022, 2.4602, e per la giunzione di questigradi con acciai debolmente legati e inossidabili. Eccellenteresistenza al pitting e alla corrosione interstiziale e alla rot-tura da tensocorrosione dovuta al cloruro.
Filo: NIBAS C 24-UP
S Ni 6059(NiCr 23 Mo 16)
ERNiCrMo-13
Flusso: BB 444
SA-FB 2 AC
SMAW Elettrodo basico NiCrMo per i requisiti di più alta resistenzaalla corrosione e saldatura di leghe a base di Ni analoghe, ad es. UNS N06059, N06022, 2.4605, 2.4602 e per giunzionidi questi gradi con acciai debolmente legati e inossidabili.Eccellente resistenza al pitting e alla corrosione interstizialee alla rottura da tensocorrosione dovuta al cloruro. La com-posizione speciale del rivestimento previene la precipitazio-ne di fasi intermetalliche.
39BÖHLER WELDING Materiali di consumo per l’industria chimica e petrolchimica
BÖHLER
ClassificazioneENAWS
Processodi saldatura
Analisichimicatipica
%
Proprietà meccaniche tipiche
Ø
mm
Caratteristiche e applicazioni Metalli baseCertifica-zioni
C 0,01Si 0,1Mn<0,5Cr 23,0Mo 16,0Ni bal.Fe <1,5
Re >450 N/mm2
Rm >720 N/mm2
A5 >35 %Av >100 J
Re >450 N/mm2
Rm >720 N/mm2
A5 >35 %Av >100 J
1,62,02,4
1,01,2
TÜV-DNIBAS C 24-IG
S Ni 6059(NiCr 23 Mo 16)
ERNiCrMo-13
C <0,02Si <0,2Mn 0,6Cr 16,5Mo 16,5Ni bal.Fe 5,0T 4,0
Re >450 N/mm2
Rm >720 N/mm2
A5 >30 %Av 70 J
2,53,24,0
TÜV-D,CE
FOX NIBAS C 276
E Ni 6276 (NiCr 15 Mo 15 Fe 6 W4)
ENiCrMo-4
C <0,01Si 0,1Cr 16,0Mo 16,0Ni bal.Fe 6,0V 0,2T 3,5
Re >450 N/mm2
Rm >720 N/mm2
A5 >30 %Av >90 J
Re >450 N/mm2
Rm >720 N/mm2
A5 >30 %Av >90 J
1,62,02,4
1,01,2
TÜV-DNIBAS C 276-IG
S Ni 6276(NiCr 15 Mo 16 Fe 6 W4)
ERNiCrMo-4
C <0,015Si 0,25Mn<0,6Cr 14,5Mo 16,0Ni bal.Fe 7,0T 3,6
Re >400 N/mm2
Rm >660 N/mm2
A5 >35 %Av >80 J
2,4 –Filo: NIBAS C 276-UP
S Ni 6276(NiCr 15 Mo 16 Fe 6 W4)
ERNiCrMo-4
Flusso: BB 444
SA-FB 2 AC
C 0,015Si 0,25Mn<0,6Cr 22,0Mo 15,5Ni bal.Fe <1,5
Re >480 N/mm2
Rm >660 N/mm2
A5 >30 %Av >60 J
2,0 –
C <0,02Si <0,2Mn 0,5Cr 22,5Mo 15,5Ni bal.Fe 1
Re >450 N/mm2
Rm >720 N/mm2
A5 >30 %Av >75 J
NiCr21Mo14W (2.4602)NiMo16Cr16Ti (2.4610)NiMo16Cr15W (2.4819)NiCr23Mo16Al (2.4605)X2CrNiMnMoNbN25-18-5-4
UNS N06059N06022
ASTM B 575B 626
Alloy 59
NiMo16Cr15W (2.4819)
UNS N10276
Alloy C-276
2,53,24,0
TÜV-D, CE
FOX NIBAS C 24
E Ni 6059 (NiCr 23 Mo 16)
ENiCrMo-13
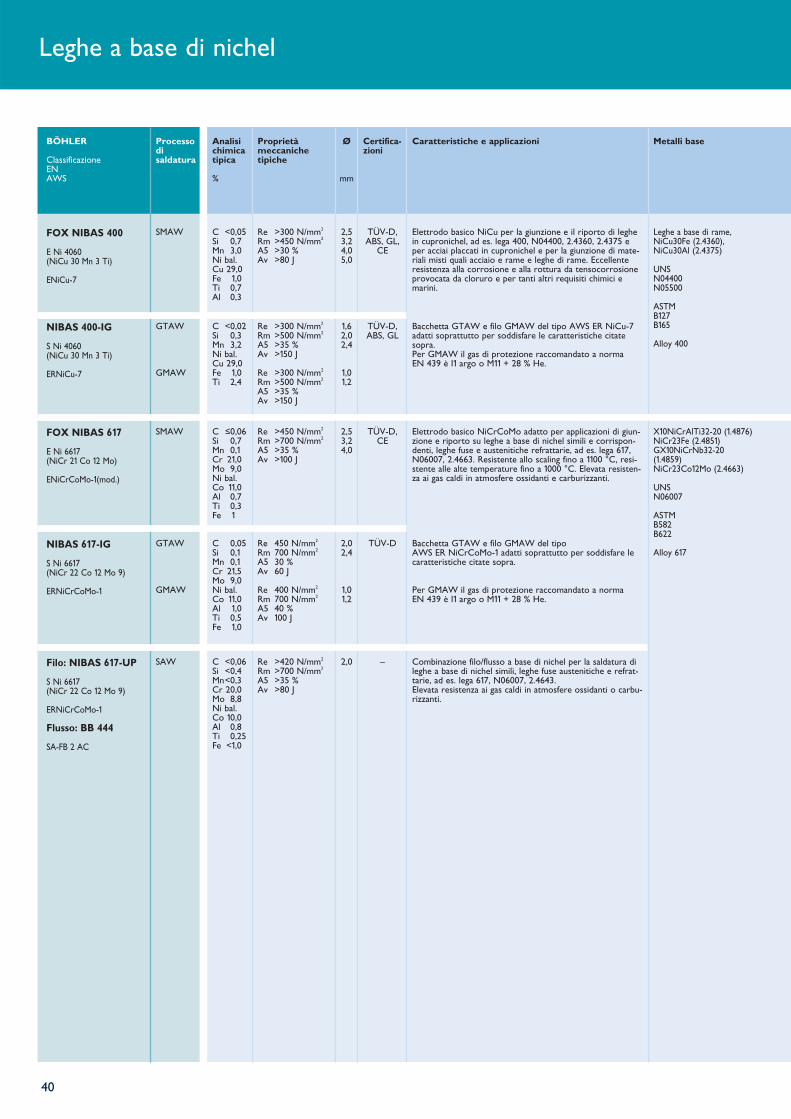
40
Leghe a base di nichel
SMAW Leghe a base di rame,NiCu30Fe (2.4360),NiCu30Al (2.4375)
UNS N04400N05500
ASTM B127B165
Alloy 400
Elettrodo basico NiCu per la giunzione e il riporto di leghein cupronichel, ad es. lega 400, N04400, 2.4360, 2.4375 eper acciai placcati in cupronichel e per la giunzione di mate-riali misti quali acciaio e rame e leghe di rame. Eccellenteresistenza alla corrosione e alla rottura da tensocorrosioneprovocata da cloruro e per tanti altri requisiti chimici emarini.
GTAW
GMAW
SMAW Elettrodo basico NiCrCoMo adatto per applicazioni di giun-zione e riporto su leghe a base di nichel simili e corrispon-denti, leghe fuse e austenitiche refrattarie, ad es. lega 617,N06007, 2.4663. Resistente allo scaling fino a 1100 °C, resi-stente alle alte temperature fino a 1000 °C. Elevata resisten-za ai gas caldi in atmosfere ossidanti e carburizzanti.
Bacchetta GTAW e filo GMAW del tipoAWS ER NiCrCoMo-1 adatti soprattutto per soddisfare lecaratteristiche citate sopra.
Per GMAW il gas di protezione raccomandato a normaEN 439 è I1 argo o M11 + 28 % He.
Combinazione filo/flusso a base di nichel per la saldatura dileghe a base di nichel simili, leghe fuse austenitiche e refrat-tarie, ad es. lega 617, N06007, 2.4643. Elevata resistenza ai gas caldi in atmosfere ossidanti o carbu-rizzanti.
GTAW
GMAW
SAWFilo: NIBAS 617-UP
S Ni 6617(NiCr 22 Co 12 Mo 9)
ERNiCrCoMo-1
Flusso: BB 444
SA-FB 2 AC
Bacchetta GTAW e filo GMAW del tipo AWS ER NiCu-7adatti soprattutto per soddisfare le caratteristiche citatesopra. Per GMAW il gas di protezione raccomandato a normaEN 439 è I1 argo o M11 + 28 % He.
BÖHLER
ClassificazioneENAWS
Processodi saldatura
Analisichimicatipica
%
Proprietà meccaniche tipiche
Ø
mm
Caratteristiche e applicazioni Metalli baseCertifica-zioni
C <0,05Si 0,7Mn 3,0Ni bal.Cu 29,0Fe 1,0Ti 0,7Al 0,3
Re >300 N/mm2
Rm >450 N/mm2
A5 >30 %Av >80 J
2,53,24,05,0
TÜV-D,ABS, GL,
CE
FOX NIBAS 400
E Ni 4060 (NiCu 30 Mn 3 Ti)
ENiCu-7
C <0,02Si 0,3Mn 3,2Ni bal.Cu 29,0Fe 1,0Ti 2,4
Re >300 N/mm2
Rm >500 N/mm2
A5 >35 %Av >150 J
Re >300 N/mm2
Rm >500 N/mm2
A5 >35 %Av >150 J
1,62,02,4
1,01,2
TÜV-D,ABS, GL
NIBAS 400-IG
S Ni 4060(NiCu 30 Mn 3 Ti)
ERNiCu-7
C ≤0,06Si 0,7Mn 0,1Cr 21,0Mo 9,0Ni bal.Co 11,0Al 0,7Ti 0,3Fe 1
Re >450 N/mm2
Rm >700 N/mm2
A5 >35 %Av >100 J
X10NiCrAlTi32-20 (1.4876)NiCr23Fe (2.4851)GX10NiCrNb32-20(1.4859)NiCr23Co12Mo (2.4663)
UNS N06007
ASTM B582B622
Alloy 617
2,53,24,0
TÜV-D, CE
FOX NIBAS 617
E Ni 6617(NiCr 21 Co 12 Mo)
ENiCrCoMo-1(mod.)
C 0,05Si 0,1Mn 0,1Cr 21,5Mo 9,0Ni bal.Co 11,0Al 1,0Ti 0,5Fe 1,0
Re 450 N/mm2
Rm 700 N/mm2
A5 30 %Av 60 J
Re 400 N/mm2
Rm 700 N/mm2
A5 40 %Av 100 J
2,02,4
1,01,2
TÜV-DNIBAS 617-IG
S Ni 6617 (NiCr 22 Co 12 Mo 9)
ERNiCrCoMo-1
C <0,06Si <0,4Mn<0,3Cr 20,0Mo 8,8Ni bal.Co 10,0Al 0,8Ti 0,25Fe <1,0
Re >420 N/mm2
Rm >700 N/mm2
A5 >35 %Av >80 J
2,0 –
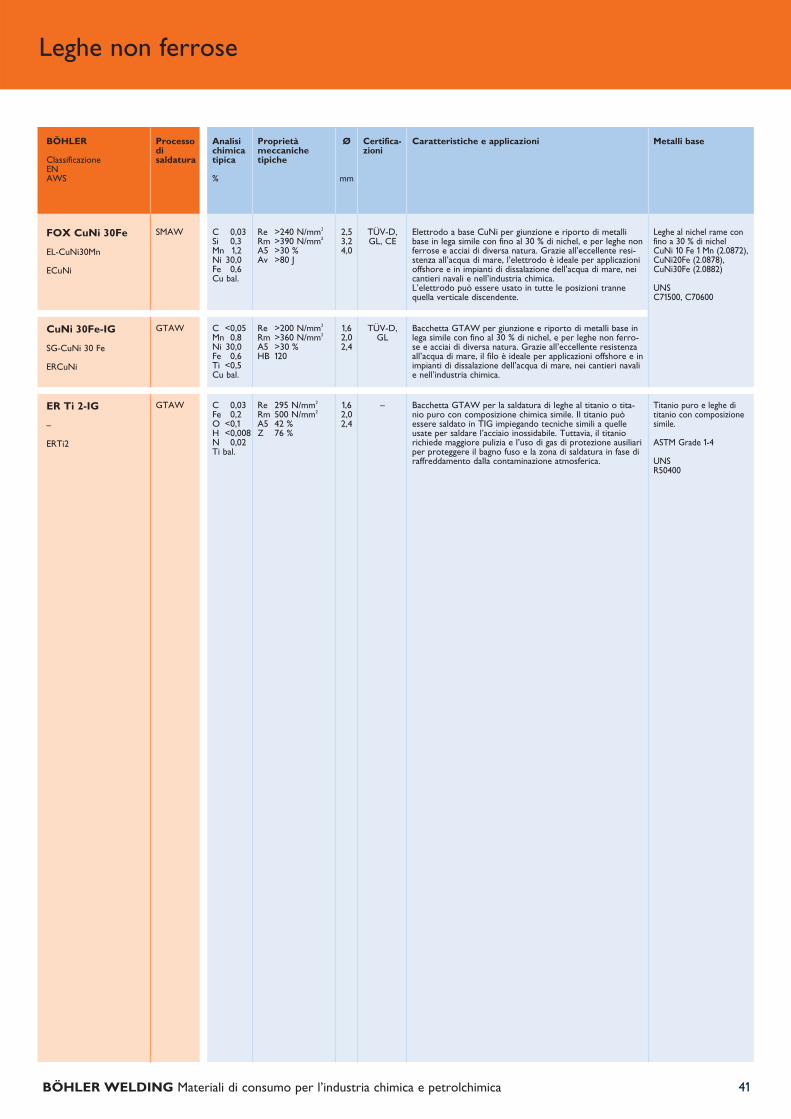
Leghe non ferrose
SMAW Leghe al nichel rame confino a 30 % di nichelCuNi 10 Fe 1 Mn (2.0872),CuNi20Fe (2.0878), CuNi30Fe (2.0882)
UNS C71500, C70600
Elettrodo a base CuNi per giunzione e riporto di metallibase in lega simile con fino al 30 % di nichel, e per leghe nonferrose e acciai di diversa natura. Grazie all’eccellente resi-stenza all’acqua di mare, l’elettrodo è ideale per applicazionioffshore e in impianti di dissalazione dell’acqua di mare, neicantieri navali e nell’industria chimica.L’elettrodo può essere usato in tutte le posizioni trannequella verticale discendente.
GTAW Bacchetta GTAW per giunzione e riporto di metalli base inlega simile con fino al 30 % di nichel, e per leghe non ferro-se e acciai di diversa natura. Grazie all’eccellente resistenzaall’acqua di mare, il filo è ideale per applicazioni offshore e inimpianti di dissalazione dell’acqua di mare, nei cantieri navalie nell’industria chimica.
GTAW Titanio puro e leghe di titanio con composizionesimile.
ASTM Grade 1-4
UNS R50400
Bacchetta GTAW per la saldatura di leghe al titanio o tita-nio puro con composizione chimica simile. Il titanio puòessere saldato in TIG impiegando tecniche simili a quelleusate per saldare l’acciaio inossidabile. Tuttavia, il titaniorichiede maggiore pulizia e l’uso di gas di protezione ausiliariper proteggere il bagno fuso e la zona di saldatura in fase diraffreddamento dalla contaminazione atmosferica.
41BÖHLER WELDING Materiali di consumo per l’industria chimica e petrolchimica
BÖHLER
ClassificazioneENAWS
Processodi saldatura
Analisichimicatipica
%
Proprietà meccaniche tipiche
Ø
mm
Caratteristiche e applicazioni Metalli baseCertifica-zioni
C 0,03Si 0,3Mn 1,2Ni 30,0Fe 0,6Cu bal.
Re >240 N/mm2
Rm >390 N/mm2
A5 >30 %Av >80 J
2,53,24,0
TÜV-D, GL, CE
FOX CuNi 30Fe
EL-CuNi30Mn
ECuNi
C <0,05Mn 0,8Ni 30,0Fe 0,6Ti <0,5Cu bal.
Re >200 N/mm2
Rm >360 N/mm2
A5 >30 %HB 120
1,62,02,4
TÜV-D, GL
CuNi 30Fe-IG
SG-CuNi 30 Fe
ERCuNi
C 0,03Fe 0,2O <0,1H <0,008N 0,02Ti bal.
Re 295 N/mm2
Rm 500 N/mm2
A5 42 %Z 76 %
1,62,02,4
–ER Ti 2-IG
–
ERTi2

Esempi di applicazioni
© L
urgi
AG
Impianto di sintesi di gas e oxoalcoli
Migliaia di saldatori usano e provano i prodotti BÖHLER WELDING ogni giorno – in tutto il mondo!
© F
.A. N
eum
ann
© B
ÖH
LER
WEL
DIN
G
© B
ÖH
LER
WEL
DIN
G
Tubi di raffreddamento, saldati con filo animato BÖHLER WELDING
Il Vostro partner:
BSG
A 0
3/20
06 IT
A 3
000
Il
lust
razi
one
di c
oper
tina:
© S
TEA
G
Böhler Schweißtechnik Austria GmbHBöhler-Welding-St. 18605 Kapfenberg / AUSTRIA
+43 (0) 3862-301-0+43 (0) [email protected]
www.boehler-welding.comMember of the BÖHLER-UDDEHOLM Group
Edito da BÖHLER WELDING










![[ebook - Ingegneria - Ita] Taglio e saldatura di materiali metallici con laser-plasma](https://static.fdocuments.net/doc/165x107/551703cf49795959228b46cc/ebook-ingegneria-ita-taglio-e-saldatura-di-materiali-metallici-con-laser-plasma.jpg)







