MATERIALI MECCANICI ED AERONAUTICI - ibneditore.it · Impianto metallurgico . ... spiegare in...
75
MATERIALI MECCANICI ED AERONAUTICI Generalità I materiali che interessano l'industria meccanica si dividono in: − metalli − non metalli − semimetalli − leghe metalliche I metalli sono solidi a temperatura ordinaria (eccetto il mercurio, che è liquido); hanno un aspetto lucente; sono buoni conduttori di calore e di elettricità; sono duttili e malleabili (possono, cioè, essere ridotti in fili e lamine sottili). Gli elementi metallici sono molto numerosi (più di 80).
Transcript of MATERIALI MECCANICI ED AERONAUTICI - ibneditore.it · Impianto metallurgico . ... spiegare in...

MATERIALI MECCANICI ED AERONAUTICI
Generalità I materiali che interessano l'industria meccanica si dividono in:
− metalli − non metalli − semimetalli − leghe metalliche
I metalli sono solidi a temperatura ordinaria (eccetto il mercurio, che è liquido); hanno un aspetto lucente; sono buoni conduttori di calore e di elettricità; sono duttili e malleabili (possono, cioè, essere ridotti in fili e lamine sottili). Gli elementi metallici sono molto numerosi (più di 80).

I non metalli sono cattivi conduttori di calore e di elettricità; possono essere gassosi (idrogeno, fluoro, ossigeno…), liquidi (bromo…), solidi (carbonio, zolfo, fosforo…); non sono né duttili né malleabili.
Tavola periodica
La Tavola periodica permette di distinguere i metalli, alla sinistra dai non metalli, colorati in rosso, alla destra. Gli elementi vicino alla zona di separazione, come per esempio il silicio e germanio, hanno caratteristiche intermedie e sono detti semimetalli. Alcuni metalli come il cromo e il manganese possono comportarsi , a seconda dei casi, come metalli alle valenze più basse e come non metalli per valori di valenza* maggiori.
*valenza: la capacità di un elemento di combinarsi con altri elementi per formare composti.

nome, simbolo, valenza di alcuni metalli

nome, simbolo, valenza di alcuni non metalli
I semimetalli sono un gruppo limitato di elementi che hanno un comportamento metallico e non metallico insieme (silicio, germanio…). Detti anche metalloidi hanno proprietà intermedie e sono dei semiconduttori.
Le leghe metalliche sono costituite da due o più elementi, uno dei quali è un metallo. Un esempio di lega composta da due metalli è l'ottone, composto da rame e zinco. Un esempio di lega composta da un metallo e un non metallo è l'acciaio, composto da ferro e carbonio.

Manufatti in lega metallica
I metalli sono distribuiti in modo molto diseguale sulla Terra, e raramente si trovano allo stato libero, ma quasi sempre sono in combinazione con altri elementi a formare i minerali. L’insieme delle tecniche e dei procedimenti per l’estrazione dei metalli dai loro minerali costituisce la metallurgia.
Impianto metallurgico
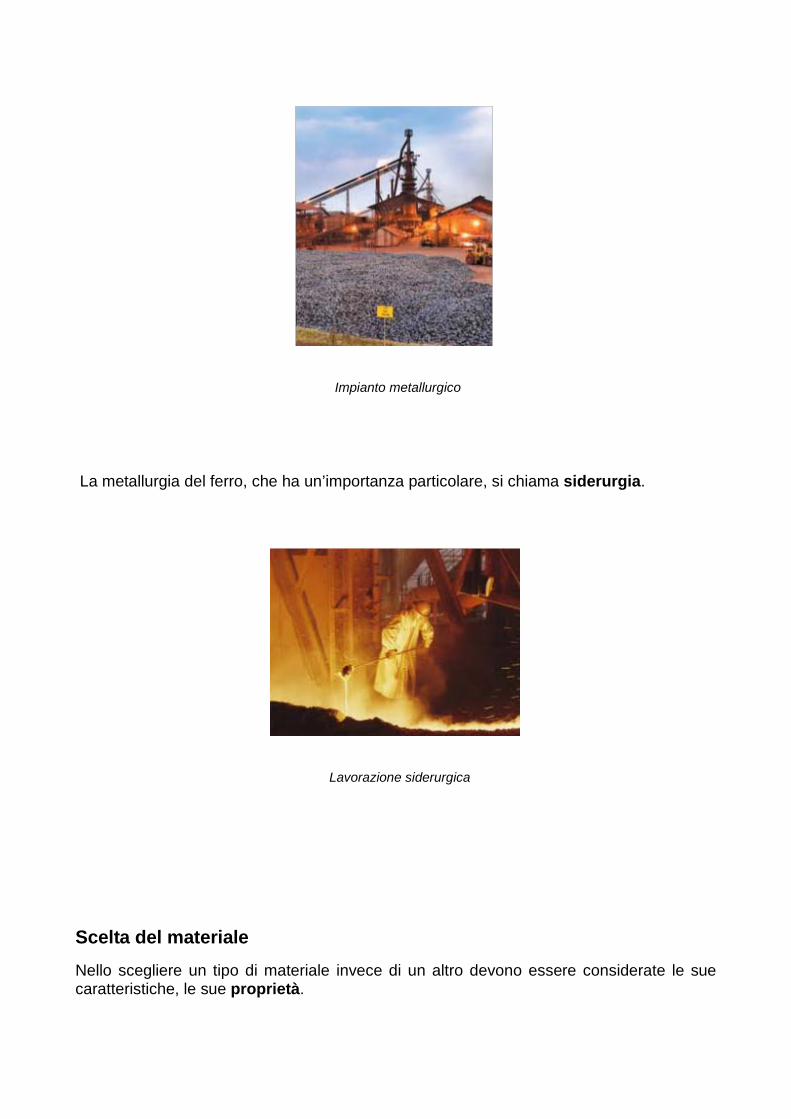
La metallurgia del ferro, che ha un’importanza particolare, si chiama siderurgia.
Lavorazione siderurgica
Scelta del materiale Nello scegliere un tipo di materiale invece di un altro devono essere considerate le sue caratteristiche, le sue proprietà.

Ogni materiale metallico ha proprietà specifiche che lo distinguono dagli altri. Tutte le proprietà possono essere suddivise in tre categorie:
− fisiche e chimiche;
− meccaniche;
− tecnologiche.
Proprietà fisiche e chimiche
Si riferiscono alla natura del materiale, e sono quindi insite nel materiale stesso.
Massa volumica: è il rapporto tra la massa di un corpo (misurata in Kg) e il suo volume(misurato in m³). Sono detti metalli leggeri quelli che hanno una massa volumica inferiore a 4 Kg/m³ (alluminio, magnesio…); sono metalli pesanti tutti gli altri. Volendo spiegare in maniera semplice il concetto di massa volumica:
se versiamo in un recipiente due sostanze diverse come acqua e olio in eguale quantità. Queste si disporranno in due strati sovrapposti senza mescolarsi. I due fluidi a parità di volume hanno una massa differente!
Masse volumiche diverse

Dilatazione termica: i materiali metallici subiscono un aumento di volume quando vengono riscaldati. Ogni metallo ha un coefficiente di dilatazione termica diverso dall’altro. I metalli, come tutte le sostanze, si dilatano quando la temperatura aumenta e si contraggono quando questa diminuisce. Distinguiamo una dilatazione volumica da una dilatazione lineare.
La dilatazione volumica è :
− direttamente proporzionale al volume iniziale;
− direttamente proporzionale alla variazione di temperatura;
− dipende dal tipo di metallo.
Possiamo riassumerla con la legge di dilatazione volumica:
ΔV = k x V x ΔT
ΔV = variazione di volume
k = coefficiente di dilatazione volumica
V= volume iniziale
ΔT = variazione di temperatura
Dilatazione volumica

Se una delle dimensioni del corpo è maggiore rispetto all'altra, pensiamo alle rotaie del treno, la dilatazione si manifesterà soprattutto nella direzione della lunghezza, si parlerà quindi di dilatazione lineare.
Questo allungamento è:
− direttamente proporzionale alla lunghezza iniziale;
− direttamente proporzionale alla variazione della temperatura;
− dipende dal tipo di metallo.
Possiamo riassumere con la legge della dilatazione lineare:
ΔL = λ x L x ΔT
ΔL = allungamento
λ = coefficiente di dilatazione lineare
L = lunghezza iniziale
ΔT= variazione di temperatura
Dilatazione lineare
Temperatura di fusione: ogni metallo ha un suo caratteristico punto di fusione che determina la temperatura in cui si ha il passaggio dallo stato solido allo stato liquido (Es. stagno 232°C, oro 1063°C)

Temperature di fusione
Conduttività termica: è la proprietà dei metalli di trasmettere calore (l’argento, il rame, l’oro e l’alluminio sono i migliori conduttori di calore).
Tabella riassuntiva dei principali metalli
Conduttività elettrica: è la proprietà dei metalli di trasmettere la corrente elettrica (i migliori conduttori sono l’argento, il rame e l’alluminio).

Rame
Resistenza alla corrosione: è la proprietà di resistere al deterioramento superficiale causato da reazioni chimiche (come ad esempio la ruggine del ferro).
Corrosione del ferro
Proprietà meccaniche
Si riferiscono alla capacità dei materiali di resistere all’azione di forze esterne che tendono a deformarli.

Tali forze possono essere:
− forze statiche, applicate con gradualità;
− forze dinamiche, applicate in tempi brevi;
− forze periodiche, applicate ripetutamente;
− forze concentrate, applicate in sezioni ristrette;
− forze di attrito, applicate su punti di contatto mobili.
L'insieme di queste forze esterne producono delle sollecitazioni alle quali i materiali devono resistere. Distinguiamo quindi una:
resistenza alla trazione: un corpo è sollecitato a trazione quando una forza applicata tende ad allungarlo;
trazione San Francisco: Golden Gate

resistenza alla compressione: un corpo è sollecitato a compressione quando la forza applicata tende ad accorciarlo;
compressione compressione su provini cilindrici di calcestruzzo
resistenza alla flessione: un corpo è sollecitato a flessione quando le forze applicate perpendicolarmente al suo asse tendono a curvarlo;
flessione

tensioni interne di un solido sottoposto a flessione
prova a flessione

resistenza a torsione: un corpo è sollecitato a torsione quando le forze applicate tendono a torcere la sue fibre;
resistenza al taglio: un corpo è sollecitato al taglio quando le forze applicate tendono a far scorrere l’uno sull’altro due piani vicini;
taglio

resistenza alla fatica: è la resistenza dei materiali a sforzi variabili e ripetuti nel tempo (es.: l’accorciamento e l’allungamento di una molla ripetuto per migliaia di volte);
test di fatica per macchine da lavoro
durezza: è la resistenza che un materiale oppone alla penetrazione di una punta.
prova di durezza

prova di durezza su acciaio
Proprietà tecnologiche Si riferiscono all’attitudine dei materiali a subire lavorazioni di vario genere.
Malleabilità: è l’attitudine dei metalli ad essere trasformati in lamine sottili.

Duttilità: è l’attitudine dei metalli a farsi ridurre in fili sottili senza rompersi quando sono tirati.
fili di rame
Imbutibilità: è l'attitudine di un materiale ad essere trasformato per ottenere corpi cavi senza rompersi.
manufatto

Piegabilità: è l'attitudine di un materiale ad essere piegato senza rompersi.
piegabilità
Estrudibilità: é l'attitudine di un materiale ad assumere una determinata forma quando viene spinto verso un foro.

Fusibilità: è l’attitudine di un metallo a lasciarsi fondere (passare, cioè, dallo stato solido a quello liquido) generando pezzi sani e compatti, senza difetti e alterazioni.
Colabilità: è l'attitudine dei metalli liquidi di riempire una forma ricopiandone l'impronta.
Saldabilità: è la proprietà dei metalli di unirsi fra di loro in unico pezzo per mezzo di saldatura.
Truciolabilità: è l'attitudine di un materiale di subire lavorazioni con l'asportazione di truciolo.

Temprabilità: è l’attitudine dei materiali ad aumentare la propria durezza se scaldati e repentinamente raffreddati.
Lavorazione dei metalli
Durante il processo di lavorazione i metalli possono trovarsi, a secondo della loro consistenza, in tre diversi stati.
Possono essere allo stato solido, allo stato liquido, oppure in uno stato intermedio tra il solido e il liquido, uno stato in cui il metallo viene ammorbidito ma non fuso tale stato si dice plastico.
I tipi di lavorazione dei metalli si possono classificare in 4 categorie:

− lavori di fonderia (stato liquido); − lavorazioni per deformazione plastica (stato plastico); − lavori di saldatura (stato solido); − lavorazioni con macchine utensili (stato solido.
Lavori di fonderia
Vengono eseguiti con metalli o leghe metalliche allo stato liquido. I metalli fusi vengono colati in forme entro le quali si solidificano per poi essere estratti.
I lavori di fonderia prevedono quindi prima la costruzione di un “modello” della stessa forma e dimensione dell’oggetto che si vuole ottenere, solitamente in gesso, creta, legno o resina.
lavoro di fonderia
Dal modello, viene creata la “forma”, un’impronta in negativo del modello, dentro la quale verrà colato il metallo liquido.
Si procede quindi alla “colata” del metallo fuso e dopo la solidificazione, all’ estrazione del manufatto finito.

Lavorazioni per deformazione plastica
Le principali lavorazioni plastiche sono:
Laminazione: è una lavorazione per deformazione plastica , generalmente a caldo, di metalli e leghe metalliche. Durante questa operazione il materiale metallico è costretto a passare tra due cilindri rotanti in senso inverso l’uno rispetto all’altro (laminatoio), viene quindi ridotto in lamine sottili. Sfrutta la proprietà tecnologica dei metalli nota come “malleabilità”.
laminatoio
Trafilatura: è una operazione che consiste nel passaggio forzato, a temperatura ambiente, di verghe attraverso un foro calibrato (filiera o trafila) di varia forma, in modo da ridurre la loro sezione, mentre la lunghezza aumenta in misura corrispondente. Con

questa operazione è possibile ottenere fili sottili, sfruttando la proprietà tecnologica dei metalli nota come “duttilità”.
fili metallici trafilati
Estrusione: anche questa è una lavorazione per deformazione plastica, a caldo o a freddo, con la quale si costringe il materiale, per compressione, a passare attraverso un'apertura sagomata. Si dice “diretta” se il materiale spinto da un pistone passa attraverso un'apertura praticata in una piastra (trafila); “inversa” se la piastra contro la quale viene spinto il materiale non è forata ed esso, per effetto della pressione, passa attraverso un foro praticato nel pistone stesso, oppure sale a riempire cavità esistenti sulla parte premente del pistone (coniatura).
estrusione

Fucinatura o forgiatura: è un processo tecnologico di lavorazione di pezzi metallici per deformazione plastica che consiste nel portare il metallo allo stato rovente per poi deformarlo a colpi di maglio, martello o presse.
forgia artigianale
Stampaggio: è un processo di lavorazione meccanica per deformazione plastica a freddo o a caldo mediante la quale i semilavorati metallici vengono trasformati in pezzi finiti. Lo stampaggio si effettua sottoponendo il semilavorato a pressione statica (pressa) o dinamica (maglio) fra uno stampo mobile ed un controstampo fisso. Se il pezzo ha una configurazione complessa vengono utilizzati stampi progressivi che consentono di realizzare il pezzo finito mediante fasi di stampaggio successive. È simile al lavoro di fonderia con la differenza che la forma non viene riempita dal metallo liquido ma dal metallo, appunto, allo stato plastico.

parafango stampato
Imbutitura: è una particolare lavorazione per deformazione plastica a freddo di lamiere metalliche, impiegata nella produzione di parti meccaniche o di oggetti vari con superfici curve (concave o convesse) di forme particolari. Può essere effettuata a mano, mediante apposito martello a testa arrotondata (imbutitoio), o a macchina, mediante presse meccaniche o idrauliche che comprimono le lamiere fra due “stampi” di acciaio recanti, uno in negativo e l'altro in positivo, la forma da riprodurre.
manufatti

Lavori di saldatura
La saldatura è un procedimento utilizzato per il collegamento fisso e continuo di parti metalliche mediante riscaldamento, con o senza materiale di apporto.
I principali procedimenti di saldatura sono:
Saldatura per fusione a gas: viene fatta con l’impiego di speciali cannelli che producono una fiamma caldissima. Sui pezzi da collegare si fa colare il metallo di una bacchetta d’apporto.
impianto di ossiacetilene
Saldatura elettrica ad arco: in questo tipo di saldatura il calore necessario per portare a fusione le parti è fornito dall’energia termica posseduta da un arco elettrico.
saldatrice elettrica

Saldatura elettrica per pressione e resistenza elettrica:il riscaldamento è dovuto al passaggio di una corrente elettrica. Nel punto di contatto le parti diventano pastose e per effetto della pressione esercitata si uniscono saldamente. Questo tipo di saldatura è molto usato per unire “per punti” le lamiere.
saldatrice
Lavorazioni con macchine utensili
Le macchine utensili trasformano un pezzo grezzo o semilavorato in un prodotto finito, asportando il metallo sotto forma di truciolo, per mezzo di un utensile.
Fra le principali lavorazioni ci sono:
Tornitura: il pezzo da lavorare viene fatto ruotare contro la lama del tornio, che si muove
invece in modo lineare, asportando trucioli (lavorazione per ottenere le viti…)
tornio

Foratura: ottenuta per mezzo di un trapano.
trapano a colonna
Fresatura: viene asportato del metallo all’interno del pezzo di partenza fino ad ottenere la forma voluta. Per poter realizzare il pezzo finito è necessario che questo possa essere inscritto nel pezzo di partenza da cui verrà asportato il sovrametallo.
fresa

Piallatura: vengono asportati sottili strati superficiali del pezzo metallico lavorato (si pensi alla piallatura del legno…)
piallatrice per legno
Alesatura: è un’operazione di finitura della foratura e permette di allargare la dimensione dei fori già ottenuti col trapano per portarli alla dimensione desiderata.
alesatura
Le leghe
Nelle pagine precedenti abbiamo accennato alle leghe, queste sono miscele intime solidificate di due o più metalli. I loro componenti possono costituire una soluzione solida, oppure essere combinati sotto forma di composto intermetallico, cioè un composto a composizione nettamente definita, generando una sola fase omogenea, oppure mantenere ciascuno la propria struttura sotto forma di cristalli più o meno minuti e mischiati con quelli e mischiati con quelli degli altri componenti,così da dar luogo ad unna miscela eterogenea. Le leghe metalliche, delle quali l'acciaio è uno degli esempi più importanti, vengono largamente adottate perché presentano proprietà e caratteristiche particolari, diverse da quelle dei metalli puri.
Fra le leghe più diffuse troviamo:
Leghe di nichel. Il nichel possiede caratteristiche meccaniche sostanzialmente uguali a quelle dell'acciaio a basso tenore di carbonio, ma molto più elevata resistenza alla alte temperature e alla corrosione. Nelle leghe del nichel con altri elementi tali caratteristiche vengono ulteriormente migliorate.
componenti in lega di nichel
Leghe di rame. Vengono impiegate quando sono richieste elevata conducibilità elettrica unitamente a elevata resistenza alla corrosione. Le leghe di rame più note sono gli ottoni e i bronzi.
impiego dei semilavorati in rame e leghe di rame
Leghe di alluminio. L'alluminio può entrare in lega con altri metalli come il rame, il magnesio, il manganese, il silicio, il nichel, lo zinco e il titanio. Le leghe a più elevata
le leghe in alluminio sono ampiamente usate nell'industria aeronautica

resistenza sono quelle con il rame; esse tuttavia diventano fragili a bassa temperatura specialmente nelle zone saldate. Le leghe con il magnesio, anche se non sono lavorabili a caldo, possono essere indurite a freddo e sono facilmente saldabili. Le leghe di alluminio contenenti zinco possono essere trattate termicamente e posseggono carichi di rottura elevati simili a quelli degli acciai.
E' doveroso soffermarci brevemente sulle caratteristiche dell'alluminio.
E' un metallo leggero ma resistente, di aspetto grigio argento per il leggero strato di ossidazione che si forma in breve tempo una volta esposto all'aria e che previene la corrosione in quanto non solubile.
Le sue principali proprietà sono:
− basso peso specifico (è circa un terzo di quello dell'acciaio);
− elevata resistenza alla corrosione;
− alata conducibilità termica ed elettrica;
− elevata plasticità;
− eccellente duttilità e malleabilità;
− basso potere radiante;
− difficile saldabilità per la formazione di allumina, per cui si richiede un particolare procedimento.
Le leghe di alluminio hanno delle caratteristiche comuni come:

− bassa temperatura di fusione;
− basso peso specifico;
− elevata conducibilità elettrica e termica;
− contenuto di alluminio maggiore del 95%.
Per queste sue peculiarità, l'alluminio e le sue leghe, trovano ampio utilizzo in molti campi:
− nella realizzazione di mezzi di trasporto;
− negli imballaggi;
− nelle costruzioni (infissi per l'edilizia, rivestimenti, scatolati, ecc.);
− negli elettrodomestici;
− nella realizzazione di linee elettriche;
− nella costruzione di macchinari.
Leghe di titanio. Posseggono notevoli caratteristiche di resistenza in rapporto al peso, ed eccezionale resistenza alla corrosione. Non tutte le leghe di titanio però sono utilizzabili alle basse temperature.

componenti in leghe di titanio per i motori da competizione
Leghe di magnesio. Contengono in genere alluminio, zirconio, zinco e manganese. Vengono impiegate quando richiesto un elevato rapporto resistenza-peso a temperature mediamente elevate, oltre ad un'alta resistenza alla corrosione. Data intrinseca fragilità di queste leghe, esse sono raramente impiegate per parti strutturali, ma piuttosto per parti accessorie come i componenti di pompe o di valvole.

studio sulla applicabilità delle leghe di magnesio su autovetture
I costi
La scelta di un materiale, nelle attuali politiche industriali, è determinato anche da quelli che sono i costi di produzione. L'incidenza dei costi delle materie prime è sicuramente meno importante dei costi di lavorazione, per questo chi è chiamato a scegliere dovrà avere una buona conoscenza dei materiali, delle loro proprietà e dei processi produttivi.
Quando un'impresa intende sviluppare un nuovo prodotto, quando invece un prodotto già esistente debba essere modificato o ri-progettato, oppure sono sorti dei problemi e il materiale precedentemente utilizzato debba essere cambiato, si dovrà procedere ad una nuova progettazione. Il processo di scelta dovrà tener conto di alcuni elementi fondamentali:
− requisiti del componente;
− confronto di tali requisiti con le proprietà dei materiali;
− identificare i “gruppi di materiali” e i “singoli” materiali potenzialmente impiegabili;
− scegliere, fra questi, il materiale più idoneo.

Nel processo di scelta dovranno essere considerati:
− i requisiti del componente da realizzare;
− i materiali impiegabili e confrontarne le caratteristiche;
− l'analisi dei processi produttivi per valutarne la compatibilità con i materiali scelti.
Si procederà quindi a confronto e alla scelta del componente finito valutandone le prestazioni e i costi complessivi.
SISTEMI DI MISURA E PRINCIPALI STRUMENTI
La scienza che si occupa della misura delle grandezze fisiche è la metrologia. In particolare studia la definizione delle unità di misura, fondamentali e derivate, la realizzazione e conservazione dei campioni primari e controllo dei secondari, gli errori strumentali delle misure. Organismi internazionali coordinano la materia trattata dalla metrologia, conservano i campioni fondamentali ed unificano le definizioni.
E' fondamentale , nello studio di un qualsiasi fenomeno naturale, definirne le grandezze fisiche e le loro unità di misura.

La grandezza fisica è una qualunque caratteristica di un oggetto o di un fenomeno che può essere misurata. Misurare vuol dire confrontare l'unità di misura scelta con la grandezza da misurare e contare quante volte l'unità è contenuta nella grandezza stessa.
Potremmo scegliere l'unità di misura a nostro piacimento ma questa dovrà rispondere a determinate caratteristiche. Innanzi tutto deve essere confrontabile con la grandezza che si intende misurare, né tropo grande né troppo piccola rispetto ad essa; deve essere possibile farne facilmente delle copie, essere cioè riproducibile; deve essere immutabile nel tempo; infine, deve essere identica per tutti.
La necessità di avere delle unità di misura comuni ha portato, nel 1960, all'adozione in seno alla “XI Conferenza Generale di Pesi e Misure”, del Sistema Internazionale, indicato con la sigla SI.
Esso si basa sull'adozione di sette grandezze fondamentali:
− lunghezza;
− massa;
− intervalli di tempo;
− temperatura;
− intensità di corrente;
− intensità luminosa;
− quantità di sostanza.

E delle sette corrispondenti unità di misura:
− metro (m)
− kilogrammo (kg);
− secondo (s);
− kelvin (K);
− ampere (A);
− candela (cd);
− mole (mol).
Il Sistema Internazionale è stato ufficialmente adottato da quasi tutti i paesi del mondo; anche i paesi anglosassoni hanno fissato dei precisi limiti di tempo entro i quali il SI dovrà essere adottato. In Italia è stato ufficialmente adottato nel 1978.
Dalle grandezze fondamentali del SI, matematicamente, possiamo ottenere le così dette grandezze derivate. Abbiamo così l'area di una superficie espressa in m², o il volume espresso in m³, oppure la velocità definita come il rapporto fra lo spazio percorso ed il tempo impiegato (v = s/t) espressa in metri al secondo (m/s).
Strumenti di misura
metro da sartoria
stadera

Per misurare le varie grandezze utilizziamo degli strumenti. Questi possono essere del tipo analogico o digitale. Analogici sono quelli forniti di una scala graduata sulla quale leggiamo il risultato della misura.
anemometro
Digitali sono quelli dove è riportato direttamente il valore numerico della misura.
amperometro
Le caratteristiche di uno strumento di misura sono la sensibilità e la portata.
La sensibilità è funzione della più piccola variazione di grandezza che lo strumento può misurare.

La portata è il massimo valore che può essere da questo misurato.
Nelle misurazioni è inevitabile compiere degli errori: gli errori di misura.
Questi possono essere dovuti agli strumenti o ad imprevedibili errori umani nell'uso degli strumenti stessi.
Distinguiamo gli errori sistematici, dovuti ad imperfezione degli strumenti o alle procedure di misurazione dagli errori accidentali dovuti a fatti inevitabili che capitano nel processo di misura.
Per capire meglio facciamo un esempio:
se dovessimo misurare, con un metro da cantiere, una stanza di 5 m, l'errore massimo che potremmo fare sarebbe quello insito nel metro stesso e quello relativo alla lettura della misura del metro. Se al posto del metro da cantiere dovessimo usare un righello da 10 cm, anche se più preciso del metro da cantiere,

potremmo ridurre l'errore insito nella misura ma non nella sua lettura che aumenterebbe di un fattore 50, dovremmo infatti spostarlo 50 volte per misurare i 5m.
L'errore insito nello strumento di misura è l'errore sistematico e dipende da come è stato costruito lo strumento. Può essere ridotto usando uno strumento più preciso.
L'errore di lettura è detto invece accidentale, è cioè dovuto al caso e, quindi imprevedibile. Può essere ridotto con misurazioni più precise ma mai eliminato del tutto.
ANTINFORTUNISTICA
Legislazione La storia della legislazione antinfortunistica nel nostro Paese, è segnata dalla produzione di norme, che va dagli anni 50 ai giorni nostri. Questo complesso di regole ha come obbiettivo, quello di eliminare o comunque ridurre i rischi derivanti dalla pluralità di situazioni di pericolo che, inevitabilmente, sono connesse al sempre più complicato mondo del lavoro.
Negli ultimi anni anche la Comunità Europea, con la produzione di un sistema di regole, che deriva dalle direttive, dalle circolari, dalle raccomandazioni, rappresenta una fonte di riferimento per le singole normative nazionali anche in materia di sicurezza nei posti di lavoro.
Il recepimento nell’ordinamento giuridico interno della legislazione comunitaria, impone a tutti i destinatari ed in particolare al mondo imprenditoriale nonché alle Pubbliche Amministrazioni, l’esigenza di interventi tesi a tradurre in fatti concreti i mutamenti previsti ed imposti dalle nuove norme, al fine di conformare tutti gli ambienti di vita e di lavoro ai nuovi modelli, standards e ai requisiti previsti dalle nuove regole.
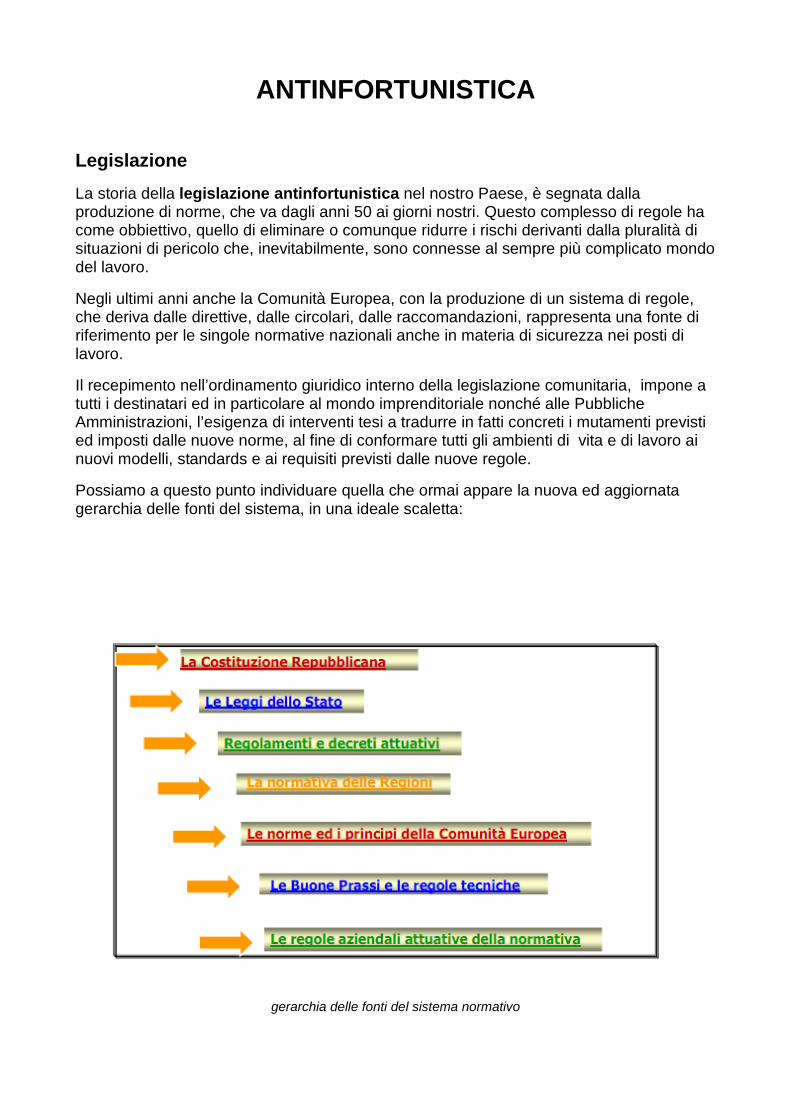
Possiamo a questo punto individuare quella che ormai appare la nuova ed aggiornata gerarchia delle fonti del sistema, in una ideale scaletta:
gerarchia delle fonti del sistema normativo

Ma in concreto, come si traduce, nella vita di tutti i giorni, il complesso di regole che abbiamo brevemente visto?
Segnaletica Nei luoghi di lavoro e ovunque sia presente un pericolo, devono essere visibilmente esposti cartelli antinfortunistici, che hanno lo scopo di attirare, in modo rapido e chiaro, l'attenzione dei lavoratori e dei visitatori su oggetti e situazioni pericolosi per la loro incolumità.
La segnaletica di sicurezza ha lo scopo di:
− segnalare e/o avvertire della presenza di un rischio o di un pericolo;
− vietare comportamenti pericolosi;
− prescrivere comportamenti ai fini della sicurezza;
− indicare le uscite di sicurezza;
− istruire e/o fornire indicazioni sui mezzi di soccorso o salvataggio.
I cartelli sono divisi in:
− segnali di divieto;
− segnali di avvertimento;
− segnali di salvataggio e soccorso;
− segnali di prescrizione;
− segnali supplementari o di informazione.
Questi cartelli dovranno avere dimensioni tali da poter essere letti a distanza o in funzione della velocità con la quale si muove il soggetto, cui è rivolto il messaggio.
Inoltre, questi cartelli,, dovranno essere costruiti con materiali resistenti agli urti, alle intemperie e alle aggressioni ambientali.
Dovranno essere collocati in maniera ben visibile e far capire in modo chiaro il loro significato.

Segnali di divieto
significato o scopo: arresto, divieto;
vietare un comportamento dal quale potrebbe risultare un pericolo.
esempi: segnale di arresto;
dispositivi di arresto di emergenza;
segnali di divieto.

Segnali di pericolo
significato o scopo: attenzione!
pericolo latente.
esempi: avviso di un pericolo (incendio, esplosione, sostanze chimiche,ecc.)

Segnali di pericolo d'urto
Avvertimento
significato o scopo: segnalare punti costanti di pericolo, ove sussista il rischio di un urto
da parte di macchine in movimento, caduta, inciampo;
esempi: soglie, passaggi pericolosi, ostacoli mobili o fissi, ecc.

Segnali di prescrizioni
Informazioni
significato o scopo: ricordano l'obbligatorietà dell'uso di particolari mezzi di protezione.
esempi: obbligo di portare un equipaggiamento individuale di sicurezza.

Segnali di salvataggio
soccorso
significato o scopo: indicano posti di pronto soccorso, passaggi, uscite di sicurezza o
trasmettono messaggi di sicurezza diversi da quelli già visti.
esempi: segnaletica di passaggi e uscite di sicurezza, docce di soccorso, segnali di pronto
soccorso.
Trasporto delle merci pericolose
Il trasporto delle merci pericolose è regolamentato da una normativa dettagliata, che tiene conto del tipo di merce trasportata e del mezzo di trasporto utilizzato.
Ogni soggetto coinvolto nel trasferimento di queste merci, ha precisi doveri. Il mittente, per esempio, deve provvedere alla classificazione delle merci, alla scelta degli imballaggi appropriati e a fornire al trasportatore tutti i documenti necessari.
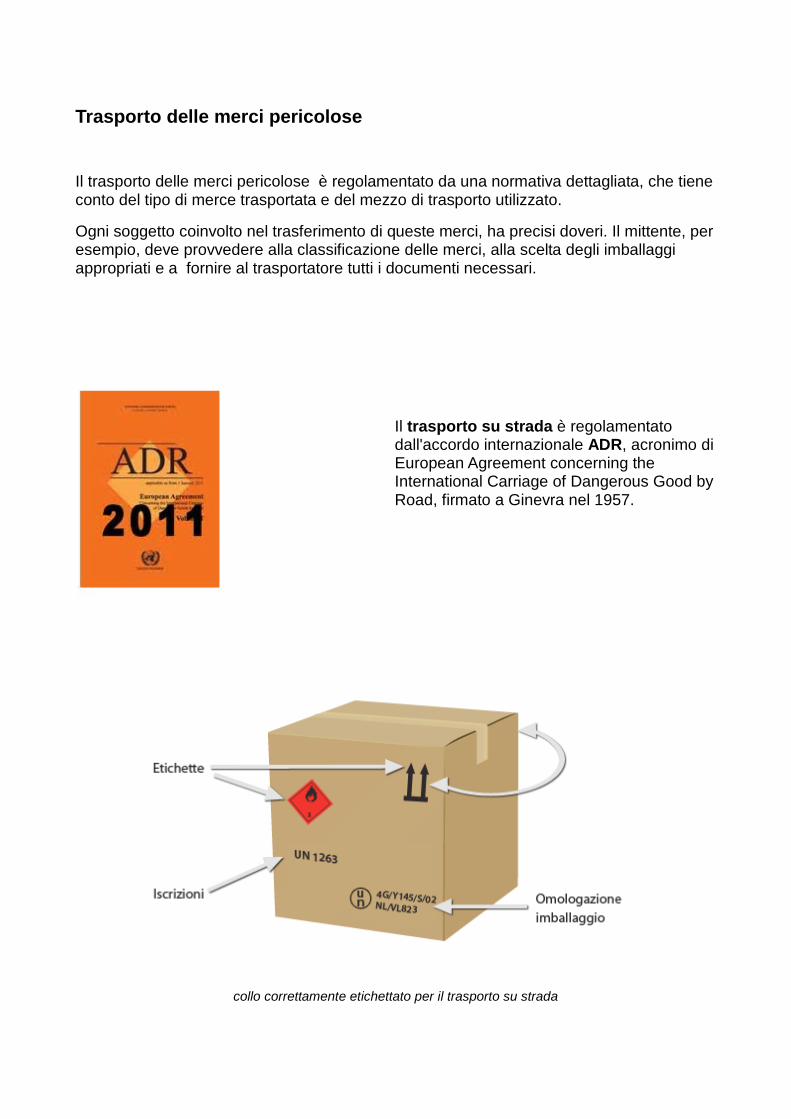
Il trasporto su strada è regolamentato dall'accordo internazionale ADR, acronimo di European Agreement concerning the International Carriage of Dangerous Good by Road, firmato a Ginevra nel 1957.
collo correttamente etichettato per il trasporto su strada

Il trasporto via mare è regolamentato secondo la precisa normativa IMDG (International Maritime Dangerous Goods Code) dell'IMO (International Maritime Organization).
collo pronto per una spedizione via mare

Anche il trasporto aereo delle merci pericolose è regolato da norme internazionali: le Dangerous Goods Regullations della IATA (International Air Transport association)
collo preparato correttamente per una spedizione aerea

Il trasporto su rotaia di materie pericolose è regolamentato dall'IRMP (Istruzioni per l'Applicazione del Regolamento per il trasporto ferroviario di Merci Pericolose) che elenca, come gli altri regolamenti già visti, le classi di rischio delle merci e le specifiche tecniche di carico su carri speciali.
Le normative internazionali stabiliscono in maniera precisa come debba essere preparata una spedizione, specificando: il tipo di imballaggio, la etichettatura dello stesso e come questo debba essere correttamente caricato a bordo del mezzo di trasporto, tenendo conto anche della compatibilità con altri tipi di merce pericolosa, stipata nello stesso vano di carico.
Una volta preparato il materiale pericoloso da spedire, utilizzando il contenitore adatto, è importante evidenziare la pericolosità della merce, per questo vengono applicate le etichette opportune: esse indicheranno il contenuto con evidenziata la categoria di rischio.


Piani di evacuazione
I piani di emergenza sono predisposti per affrontare delle situazioni pericolose fin dal loro primo insorgere, per contenerne gli effetti e riportare rapidamente la situazione in condizioni di normale esercizio. Lo scopo quindi è quello di pianificare le azioni necessarie, per proteggere sia il personale che l'eventuale pubblico oltre a proteggere nel modo migliore, i beni e le strutture.
I piani di evacuazione delle scuole sono uno strumento atto a garantire la sicurezza degli ambienti scolastici per gli alunni ed il personale della scuola, allo scopo di realizzare un'uscita rapida e sicura dall'edificio scolastico, a seguito di un evento calamitoso.
In un piano di evacuazione vengono assegnati, a chi opera nella scuola, compiti precisi. Esso indica le azioni da mettere in atto, per procedere ad un'ordinata evacuazione dall'edificio, in caso di allarme.

Gli obbiettivi sono:
− rendere più sicuro l'ambiente scolastico;
− favorire l'acquisizione di conoscenze per individuare le principali tipologie di rischio e assumere comportamenti idonei a fronteggiarle;
− predisporre regole e protocolli di comportamento, che preparino ad affrontare in modo adeguato le situazioni di emergenza, attraverso procedure standardizzate, conosciute e condivise, al fine di ridurre i rischi e facilitare le operazioni di allontanamento da luoghi pericolosi;
− simulare l'evacuazione per associare conoscenze a prassi.
planimetria di un piano di evacuazione scolastico

ENERGIE Le fonti Parlando delle fonti energetiche, faremo l'analisi di quelle che vengono definite: fonti primarie di energia, fonti da cui l'uomo trae benefici, per la produzione di energia utile.
Le prime fonti energetiche dell'uomo sono state quelle di origine animale (la sua stessa forza e gli animali domestici) e quelle di origine vegetale (il legno).
Col tempo, l'uomo ha imparato a sfruttare l'energia del vento e delle acque.
antico mulino ad acqua
Le fonti di energia appena citate, sono state col tempo sostituite da altre fonti primarie. Si calcola che attualmente circa l' 85% dell'energia mondiale sia fornita da combustibili fossili:
pozzo petrolifero
− carbone;
− petrolio;
− gas naturale.
Gli idrocarburi, il petrolio ed il gas naturale, rappresentano i due terzi del totale. Questa è una realtà piuttosto recente. Negli anni '50 il carbone rappresentava il 59% del totale, mentre il petrolio il 28% ed il gas naturale l'8,4%.
moderna centrale a carbone

Possiamo classificare le fonti energetiche in:
− fonti primarie (presenti in natura): petrolio;
carbone;
gas naturale;
biomasse;
nucleare;
energia idroelettrica;
energia eolica;
energia geotermica;
energia solare.
− fonti secondarie, non presenti in natura, ma derivate dalle fonti primarie come l'energia elettrica.
Un'ulteriore classificazione delle fonti è quella fra:
− fonti non rinnovabili: petrolio;
carbone;
gas naturale;
nucleare.
− fonti rinnovabili: biomasse;
energia idroelettrica;
energia eolica;
energia geotermica;
energia solare.

La disponibilità di maggiori e più efficienti fonti energetiche ha permesso di passare da una società pre-industriale, caratterizzata da una scarsa mobilità di persone e merci, ad una realtà socio-economica più dinamica.
La rivoluzione industriale nasce proprio grazie alla scoperta di macchine, che liberano l'uomo dalla fatica fisica e permettono ritmi di produzione, prima inimmaginabili con l'ausilio della sola forza animale. macchine industriali a vapore
La macchina a vapore è stato il primo “motore” della rivoluzione industriale. Il vapore prodotto nella caldaia si espande nel cilindro, producendo una spinta sul pistone. Il movimento alternato, trasmesso con un sistema biella manovella, viene trasferito ad un albero motore, la cui rotazione viene utilizzata a seconda delle diverse esigenze.
macchina a vapore
Il successivo sviluppo dei motori a combustione interna, ha reso disponibili propulsori sempre più affidabili e versatili per l''industria e i trasporti.

Fra i motori a combustione interna distinguiamo: i motori volumetrici (la combustione avviene in un volume ben definito):
− motori alternativi (il moto alternato del pistone viene trasformato in moto rotatorio con un sistema biella -manovella);
motore alternativo
− motori rotativi (il pistone o rotore ha un movimento rotatorio più o meno costante)
motore rotativo
e i motori continui (la combustione avviene in maniera continua nella camera di combustione):

− turbina a gas;
turbina a gas
− motore a reazione:
endoreattori (motore a razzo), portano nel proprio involucro sia il combustibile che il comburente necessario alla combustione. Possono operare nel vuoto.
razzo V2
aereoreattori, generano il flusso mediante compressione dell'aria atmosferica che serve poi da comburente per la successiva combustione.

Autoreattori
autoreattore
Pulsoreattori
V2 con pulsoreattore

Turboreattori
modello di turboreattore
Nei motori si realizza un processo di combustione, una reazione chimica di ossidazione tra il combustibile (sostanza ad alto contenuto di energia potenziale chimica) e il comburente (ossigeno dell'aria). Questa combustione genera energia termica.
Il calore prodotto per unità di peso del combustibile è il potere calorifico.
Potere calorifico superiore (Hs): è la quantità di calore disponibile, quando i prodotti della combustione siano riportati alla temperatura iniziale del combustibile e del comburente. Si può calcolare in base all'analisi elementare del combustibile.
Potere calorifico inferiore (Hi) o (LHV = Lower Heating Value): convenzionalmente è il valore del potere calorifico superiore, diminuito del calore di condensazione del vapore d'acqua.

Il potere calorifico aumenta all'aumentare del contenuto percentuale di idrogeno
I combustibili possono essere: gassosi, liquidi e solidi.
Le caratteristiche dei combustibili gassosi:
− combustione ad alta efficienza;
− stabilità di fiamma;
− facilità di trasporto;
− basso impatto ambientale.
gas metano

Le caratteristiche dei combustibili liquidi:
− combustione ad alta efficienza;
− facilità di stoccaggio e trasporto;
− impatto ambientale in funzione del tipo di combustibile.
aviorifornitore aeroportuale
Le caratteristiche dei combustibili solidi:
− combustione a bassa efficienza;
− formazione di ceneri ad alto impatto ambientale;
− basso costo.
pellet, legna, carbone fossile, coke

Carburanti e combustibili
Quelli che definiamo genericamente combustibili si distinguono in carburanti e combustibili.
I primi evaporano autonomamente a temperatura ambiente, in modo da formare con l''aria una miscela gassosa: la benzina è un carburante.
I secondi, per evaporare, debbono essere riscaldati o nebulizzati: il kerosene, per esempio, è un combustibile.
Confrontiamo le diverse caratteristiche:
− Potere calorifico. Il potere calorifico inferiore medio delle benzine è maggiore rispetto a quello dei keroseni :
benzine = 10.400 Kcal / Kp
keroseni = 10.200 Kcal/ Kp
− Volatilità. Abbiamo visto che è la capacità di passare dallo stato liquido a quello gassoso. L'indice di volatilità delle benzine è sufficientemente alto per consentire avviamenti a freddo, ma non troppo per evitare bolle di vapore nelle tubazioni e formazione di miscele esplosive nei serbatoi.
− Peso specifico. E' riferito all'unità di volume:
benzine = 0,720 Kp / litro (mediamente)
keroseni = 0,770 Kp / litro (mediamente)
− Punto di infiammabilità. La temperatura minima alla quale il combustibile vaporizza sufficientemente per formare la miscela infiammabile:
benzine = inferiore a 0° C
keroseni = varia da 50° a 70°C

− Punto di accensione. Temperatura minima alla quale l'accensione è assicurata con continuità
benzine = 400°C (circa)
keroseni = 230°C / 260°C
Da quanto analizzato, i keroseni offrono notevoli vantaggi rispetto alle benzine: maggiore sicurezza e un peso specifico maggiore, che permette di caricare maggiori quantità in peso di combustibile nel medesimo volume di serbatoi.
LOGISTICA E IMPRESA
Nozioni elementari
La logistica è "l'insieme delle attività organizzative, gestionali e strategiche. Esse governano nell'azienda i flussi di materiali e delle relative informazioni, dalle origini presso i fornitori, fino alla consegna dei prodotti finiti ai clienti e al servizio post-vendita".

In altre parole, il sistema logistico di un'impresa è l'insieme delle infrastrutture , delle attrezzature e del personale, che cura la movimentazione dei beni:
− verso l'impresa, da parte del fornitore;
− all'interno dell'impresa, nelle diverse fasi del processo d produzione e di assemblaggio dei beni, o fra le sedi diverse della stessa;
− verso il cliente, attraverso i vari stadi del canale distributivo.
La logistica d'impresa deve ottimizzare il flusso dei materiali che a sua volta, deve rispettare le diverse scadenze di consegna lungo la successione delle operazioni, con la riduzione al minimo dei costi e dei tempi nelle fasi di lavorazione e trasporto.
I suoi obbiettivi saranno quindi:
− la movimentazione dei materiali attraverso i servizi di trasporto;
− lo stoccaggio ed il controllo delle giacenze;
− l'evasione delle ordinazioni;
− il servizio postvendita alla clientela;
− la scelta dei luoghi dove ubicare i depositi e gli stabilimenti;
− la disposizione, all'interno degli stabilimenti, dei macchinari e dei mezzi di movimentazione.

La logistica nasce storicamente per ragioni militari. La forza dell'esercito di Roma infatti, si appoggiava su un efficace sistema logistico: una struttura che riforniva le truppe del necessario per vivere, muoversi e combattere in condizioni di totale efficienza. Nelle legioni di Giulio Cesare il “logista” era l'ufficiale responsabile dei rifornimenti.
carro per i rifornimenti dell'esercito di Roma
Nel secondo dopoguerra, il concetto viene esteso anche al settore economico industriale.
Agli inizi del XX sec. , l'avvio della produzione industriale di massa, ha determinato una concentrazione territoriale dei punti di produzione. La precedente produzione artigianale aveva bisogno di piccole quantità di materiali da lavorare e di modesti mercati di sbocco. A questo tipo di produzione quindi, era sufficiente un sistema di approvvigionamento e vendita, che si serviva di flussi di trasporto minimi.
La nascita di grandi imprese comportò il passaggio ad una organizzazione logistica più complessa. Bisognava organizzare in modo economico e tempestivo il trasporto delle merci da e per aree geografiche molto vaste.
Per comprendere meglio il significato e l'importanza della logistica in un sistema economicamente avanzato, analizziamo la produzione automobilistica americana intorno al 1920.
In quegli anni la produzione, già rilevante, era concentrata nell'area di Detroit. I componenti delle vetture, prodotti in altre aree, dovevano arrivare da tutto il Nord-Est americano ed il prodotto finito, doveva essere distribuito in tutto il Nordamerica.
Il problema della movimentazione di questi prodotti era risolto attraverso l''organizzazione da parte delle imprese, di un proprio sistema di trasporto e lo stoccaggio di una quantità di componenti doveva permettere di superare eventuali ritardi nei tempi di consegna.
Successivamente l'obbiettivo della logistica si concentrò sull'organizzazione interna della fabbrica.
linea di montaggio automobilistica
La distribuzione dei macchinari all'interno degli stabilimenti, seguiva il criterio della organizzazione per reparto: raggruppare cioè tutte le macchine utensili ed operatrici dello steso tipo. C'era quindi il reparto delle presse, il reparto dei torni, il reparto fucinatura, ecc.
questa organizzazione presentava dei vantaggi:
− economizzare gli spazi;
− semplificare i trasporti;
− consentire un più elevato sfruttamento del personale la cui professionalità era legata al tipo di macchina.
Ma anche anche degli svantaggi:
− il moltiplicarsi dei trasferimenti di componenti da lavorare in quanto la successione delle lavorazioni, seguiva un ordine rigido;
− la necessità di costituire delle ingenti riserve di pezzi in corso di lavorazione, con conseguente immobilizzo di capitali;
− frequenti danneggiamenti dei pezzi di lavorazione trasportati.
L'attenzione all'organizzazione interna portò ad una evoluzione dei mezzi di trasporto interni. L'introduzione del nastro trasportatore permise di passare dall'organizzazione per reparto a quella per ciclo continuo di produzione: la catena di montaggio.
catena di montaggio
I macchinari e la lavorazione furono disposti in modo che i pezzi da lavorare alimentassero un flusso continuo, attraverso le diverse stazioni di lavoro. Si ottenne una riduzione dei tempi di produzione e delle riserve di pezzi in lavorazione.
Un obbiettivo della logistica è quello di realizzare un processo produttivo flessibile. La domanda si è fatta sempre più mutevole, sia per quanto riguarda le quantità che per il tipo di prodotto. La strategia vincente di un'impresa quindi, è la rapidità di risposta alla richiesta di un prodotto specifico.
Possiamo dividere la logistica in diverse aree:
− logistica industriale, propria dell'azienda, organizza il flusso dei prodotti (approvvigionamento e distribuzione del prodotto finito);
− logistica dei grandi volumi, gestione e movimentazione delle materie prime;
− logistica di progetto, progettazione e realizzazione delle grandi opere e infrastrutture;
− logistica di supporto, gestione dei prodotti ad alta tecnologia;
− logistica di ritorno o logistica inversa, gestione dei “resi” con l''obbiettivo di minimizzarne il numero.

L'impresa
Parlando di logistica, abbiamo fatto più volte riferimento all'impresa. Cerchiamo di capire che cos'è e qual'è lo scopo di un'impresa.
L'impresa è un'organizzazione che con l'apporto di:
− lavoro, prestato in maniera dipendente o autonoma;
− risorse, intese come materie prime, semilavorati, energia;
− capitali;
produce beni o servizi da vendere sul mercato.
La produzione di questi beni o servizi rappresenta lo scopo dell'impresa. Essa viene anche definita come un sistema tecnico-sociale, in quanto costituita da beni come attrezzature e conoscenze, alle quali si affiancano le risorse umane.
L'impresa può assumere diverse forme organizzative. Possiamo classificarla in funzione del soggetto che la esercita. Avremo quindi un'impresa individuale o una società.
La prima è gestita da una persona fisica, la seconda da una persona giuridica: un complesso organizzato di persone e di beni al quale il diritto riconosce “capacità giuridica”, l'essere cioè soggetto di diritto. In parole semplici: ogni soggetto di diritto diverso dalla persona fisica.
L'impresa può assumere quindi una forma individuale o una forma collettiva.
L'impresa individuale, secondo la definizione della Banca d'Italia in vigore dal 1998, comprende, oltre alle imprese individuali in senso stretto, le società semplici o di fatto con meno di cinque dipendenti.
Nelle società, invece, due o più persone conferiscono beni o servizi per l'esercizio in comune di un'attività economica, allo scopo di dividerne gli utili.
Nell'impresa individuale, non c'è autonomia patrimoniale dell'impresa, l'imprenditore infatti risponde con il proprio patrimonio dei debiti dell'impresa. Oltre ad individuale può essere familiare, con un rapporto cioè di parentela non superiore al 2° grado od ancora coniugale, quando è costituita dai due coniugi.
Nelle forme collettive distinguiamo le società di persone, dove il patrimonio della società non è completamente distinto da quello dei soci, per cui i creditori possono rivalersi anche su di loro; le società di capitali dove c'è una precisa distinzione fra il patrimonio societario e quello dei soci; le società cooperative dove lo scopo mutualistico caratterizza le peculiarità giuridiche di queste società.