Smarter Scheduling (Priorities, Preemptive Priority Scheduling, Lottery and Stride Scheduling)

Master production scheduling : a function based approach
Citation for published version (APA):Giesberts, P. M. J. (1991). Master production scheduling : a function based approach. International Journal ofProduction Economics, 24(1-2), 65-76.
Document status and date:Published: 01/01/1991
Document Version:Publisher’s PDF, also known as Version of Record (includes final page, issue and volume numbers)
Please check the document version of this publication:
• A submitted manuscript is the version of the article upon submission and before peer-review. There can beimportant differences between the submitted version and the official published version of record. Peopleinterested in the research are advised to contact the author for the final version of the publication, or visit theDOI to the publisher's website.• The final author version and the galley proof are versions of the publication after peer review.• The final published version features the final layout of the paper including the volume, issue and pagenumbers.Link to publication
General rightsCopyright and moral rights for the publications made accessible in the public portal are retained by the authors and/or other copyright ownersand it is a condition of accessing publications that users recognise and abide by the legal requirements associated with these rights.
• Users may download and print one copy of any publication from the public portal for the purpose of private study or research. • You may not further distribute the material or use it for any profit-making activity or commercial gain • You may freely distribute the URL identifying the publication in the public portal.
If the publication is distributed under the terms of Article 25fa of the Dutch Copyright Act, indicated by the “Taverne” license above, pleasefollow below link for the End User Agreement:www.tue.nl/taverne
Take down policyIf you believe that this document breaches copyright please contact us at:[email protected] details and we will investigate your claim.
Download date: 27. Mar. 2021

internationM Journal of Production Ec~momics, 24 ( ! 991 ) 65-76 " ' 6 5 Elsevier
Master production scheduling: a function based approach
Paul M.J. Gieaberts
Faculty of lndu~trial Engineering and Mana~'e'ncm S~ience, Eindhoven Uni;'e;sit 3, of l~cm~oiog3, Eindhoven, The Netherlands
Abstract
The Master Production Scheduling (MPS) function has grown from an MRP-driver to a management function which coordinates Production and Sales and translates the company's long term plans into detailed production decisions to control the goods£ow. Therefore each company, though often impUcitely, has an MPS function. The existing frameworks in literature however are not always valid to model the MPS functi,-,n in different types &companies. In this paper the restricted vafidity is illustrated with a :-ase and three examples. ~as "d or, .'.he examNes it is stated that ~he restricted val!dity of the existing frameworks is c~ used by ~nsuf:icicnt separation of decision fanctions and the way tl~ ey are peffonr, ed. A function .framework is proposed which is more suitable to model the MPS function in different types of companies.
1. Introduction
in the early days of MRP, independent de- m a n d was directly derived from forecasts. This approach increasingly caused nervousness in Material P lanning for 2 reasons [ i ]: - an in¢reasing number of products led to a lower
predietaoii~ty of d e m a n d - faster computers mad~ it uu~ib i~ iu update tlie
M R P advises more f;eqaenfiy. By means of F i rm P lanned Orders (P lanned
Orders which are fixed in t iming and quan t i ty ) demand was decoupled from product ion to avoid nervousness. A set of 1.3:'m Planned Orders for a product cat~ be inte~.rete,:"- as a" !irst ~eneration Master Product ion Schedule (MPS) .
The use of an MPS made i: possible to incor- porate management decisions m de termining product ion and delivery. Therefore Master Pro- duct ion Scheduling grew to an organisat ional funct ion which coordinates Product ion a~d Market ing and translates the company ' s long term plans-to gox,-d;fi~w centre! d~cisio~s, in lit- erature [ 2 - 8 ] general frameworks were devel- oped te model the MPS related decisions. Most of tb_ese MPS frameworks resemble the MPS f?amework from Berry etal . [ 3 ] (see Fig. 1 ). The
framework is supported in most M R P software because of the stated impor tance of a realistic MPS for MRP-users.
Despite the considerable effort to model and to support Master Product ion Scheduling, only a !imited n u m b e r of companies actually determine what is going to be prod uced using an MPS func- t ion as depicted in the framework. This is amaz- ing if one realisc~ ~hat every compar~y, though often implicitly~ ha~ an MPS function. For every company has to decide when to make which produc;s.
The restricted applicability of the MPS frame- work causes a nroblem for theory m;d practise. The problem for theory is that the MPS frame° work cannot be used widely a~ a model (or view- po in t ) for the analysis of the way the MPS func- t ion is performed in different eor;,:panies. The problem for practise is that the .MP~, frm~ewerk cannot be used widely as a model for the design of ~h-z (it)forrr.~at~o~ system for tke) MY5 func- tion in different companies. This last problem can t~e illustrated by the fact tha t of ai] M R P users, 0nly a sma5 , :~ i actually uses a ~ofiware sup- ported MPS fi~netion which is based on the exist- ing MPS frameworks.
In this amc le it is argued that restricted appli-
0925-5273/91/$02.50 © 1991ElsevierScience PublishersB.V_ All rights reserved.

66
Nesource Plsnning [
i Rouga,=cu ~ . Master I Capacity [ <----> Produc% ion i ,I.C[ ,eck l i Schadul ing
<----->iPlanning [M<nagement
t t c - -" 1
1
. . . . . . . . . . . . . . . !
v
]Materia± I !Order ] !Planrin~ u
F~g. I. ,~'~P$ franicv'ork de~ ,~oa r,c.~. Ber,'y e~ a!. | 3].
ca m:t,y of ,he existing N~r ,~ f ;ame ~v-orks is caused by insufficient separatior, "" ,,, functions and the way they are. performed. ~nncu" on research in different ,~yp~:~ c ~ con, par~ies it ia stated ',hat a function f~amewo~k is more suitable es a model
!en~n~..,e ~ha t they are going to pro'~tuce (MPS
%,.~:,,, -~ ,~r ~he paper de~cribes the i ~ e i'ra~ii~wo~'k as depicte:l it: Fig !. In Section 3 a~i example is given of a company where the MPS framework is not ag~!.ieable to s !mcmre the pro- duc~ion eomrol decisions, thoag.h the company 's
the use of MRP. h~ Sect, ion 4 tD~" reason~ for the
Section 5 suggests a fa_nction approach to model how companies determine what they are going te prodace. The conclusior.,s are presented in Sec- t ion 6.
~. M , ' S L'amcwork
h i thin ~roductio_~ eontrc: systems, ~h~ MP°~ fram~-v:rk "c~'.'~rs decision~ which are made on a certain ;evel of aggregation. Sabsect ion 2.1 de- ,~cr~,: ; the levei~ within p rqdue tmn control s~s- te.,~..~ and thereby define% ~ h~. " ~.= v i. ~,~; ~ e ~.X of the fraro:work. Subset*ion 2.2 ..xp}a2,s the cicv..,cnts of the MPS framework.
9.. 1 Levels o f decision making: environment o f t~:e MPS f , a.~;~ework
In product ion control systems decisions are made on different !eveis of av, v, regation. The MPS rramev 'ork covers the ;e ~'~t on which ~1~ -r , ,due- t ion . f the company is de termined. Wi th in the frnmework an aggregate ann a detailed !eve! can be rezc.:g:~isc;d, i,~n the aggregate ie~.eL aggregate . . . . . . . . . " ann ~,ggregate capacity availabil i ty are
confronted, res~,lting in an at~gregate prodaet ioo plan. The major a im of ag~r:#ate nlannin:g is to coordinate capacity requirement~ ~md availabil- ity. At the de taaed level, detailed rnarke~ de- m a n d is ~ , - ~---" . . . . ~" • -'" "" ccm~rm,,,~eu wm~ . , e av~u, abfl~ty of criti- cal capaciuca: wmcn results in a product ion • -~,~or~mmo m ~*~rn level, the Master Product ion Schedule. The n~ajor a im of this ic,-el is t,: de',er- rain_" m ~ m i l what the com.r.any is going to ~ro- d u c t in the near !ht~re
On a higher leve~ o r sggregatio:% top manage- ment . . . . ...... rdma.~ ' '~ . -.':-,~. .... different c ~'~,,',,.~ ~n~, ~tmc tions. The result or th~s coordinat ion is -_. matcbe~ sel of plans and budge~:s for marketing, rnzn- power, inves tment in ~i~chiiie~, etc. These pia~.~ and ~ udo~,~ a~'e t~e top ma~aper:~em inr~at for the decisions in the MPS frame,,~ ~rk.
At a k , : e r le'. o! ef ~egreg,'ation, the Master Pro- duct ion Schedule must t e t ranslated to aet~iied p iod~ct ien decisions. The t ransla t ion ea-~ be di- vided over 2 levels of detail [3, t l - i ~ i . At t h :

67
higher level l:lanned order priorities for the dif- ferent production departments (also called Pro- duction Units [ 11, ! 2 ] ) and purchased matera!s are generated, based on the Master Production Schedule. This level coordinates the product flow betw,~en the different Production Units within me compaa: ~,,,i ;~ r~?~.~ red t,~ as Ma.'eriai Grder Planning. A very familiar method of Material Order Planning is MRP-I. At the lower level, for each Production Uni t the planned orders are re- leased for actual production and the orders are assigned *.o men and machines. The order release and assignment decisions within each Produc- tion Uni t are independent of the release aed as- signment decisions in other Production Units. This level is refered to as Shop Floor Control [ 3,8,9 ] or Prc, duction Uni t Control [ 3,11,14 ].
2. 2 Elements of the MPS framework
The MPS framework (Fig. i ) consists of 5 e!.e- ments, in this sectb'~.~ ~. Cmr* descrip:io_n of e::,cb of the elements is given° ~ . . . . . . . . . .
Demand Management
Demand Management is concerned with the co[iectl6~! a~d cot}rotina~.iop, r..~; o, ~,~ (po~.entiai) de- mend on manufacturing capacity. The activities of Demand Manab~,e;3-'. ~r~-. -~" ~-,*. entry, and order promising. Possible sources of
- ° : - " -' ~" "~ ~irect qag~o_tn~rc ciictri~. bmion centers, otl,~, plan,~ wi u,e ~ m ~ ,i,..l, etc.
Demand M a n a g e m e n t prow~es'~ :he Produc- tion Planning elemezt with long term aggregme demand infom~,_,ation. Ttfi~ demand informatmn can ex,~i oi" a long ~ e ~ aggregate ~brecast based on histarical information, market i~g-,maation, marketing activity plan, etc. As input fo, Maste, Production Scheduling, Demand Management provides detailed forecasts ned booked c,,.stomer ozderz. Dev:ia~d Management can perform order promising based on Avai!ab!eoTo-Promise infor- matioe.. The tw--i,..ctio.n _~,:hedu!e (MP'~) f ro~ the Master Production Sched:,i 'ng ,a!ement is
• ] ~ l needed m calculate the Ava~la ,e-To-Promise.
Production Planning
Production Planning is concerned with ob.
TABLE |
Scheme produetior~ planning Company ABC
Quarter
4 ! 2 3 4
Sales Plan 153* 199 254 206 Production Plan 203 203 203 203 Inventory Plan 0 50 54 3 0
*Amounts in 100,000 Dollars.
preparation of an overall Production Plan. The Production Plan ~pevi~2~; ;a ~,ggregate terms (e.g., dollars, man hours, u~'ts per product group) the monthly or quarterly production of the com- pany. The Production Plan must be in acezid- ance with the b~ dgets and plans from top man- .agemef~t. Inp'~: !br Produ, :tion Planning is long term aggregate demand i aformation from De- mand Mavagement. Reso trce Planning provides
,~aoaeitY availability info' matron within the l-~c. '6zon v:~r.: ca~c_..:.y ~s . . . . ,~,~,pt,ble. If the Pm~ duction Plan is stated beyond that horizon, the Prodv.cfion Pian is input for Re~ource Planning to ;:di,aate capacity adaptations. ~1 ne Produet~o~ Plan provides guidelines for Master Produztion Scheduling. The -~um of~he MPS quantities must equal the Production Plan. T~b~: i ~ves an ex- ample ofa ! =oduction Plan scheme in a situ~,.tioR with seasonal domand and leveled production.
Resource Pl~:,.,- ing
Reso'.~:rce Planning detem~ines the availability of capacity .~nrees >i't5e compa.w. Within a ho- rizon where ,:%~acib, is not .'?.da~#.~bl~ ~.e~,,?oree Planning provides P.mduetion Planning with ca- pacity constraint~ _neyand that horizon Re- souice Pla~mng trans!a*e ~, the Marketing Plan or, if specified, t-~e Pr~da~tio~ Plan imp cay.acity re- quirements. Based ¢~ thi~ requiremems capacity avai!ability a~dapt=~.ien can be e vah'.z*ed.
Master Production Scheduiing
Mastey Froduction Scheduling, ~.he key ele- merit of the framework, is concerned with re&k- lag an anticipated produ~ion schedule, the MPS. The M73 ty~i~l iy ~';,-2~.~es z~.e weeMy pr~duc.

68
- v ~ D , ~,~,I.E 2
UPS scheme detived from Everdel! [4]
hem: digital voltmeter
Week:
Past Due I 2 3 4 5 6 7 g 9 I0 il !2 13
Sales Forecast 20 20 20 20 Customer Order 5 50 Backlog Master Production Schedule 5* 50" 50 Available-to-promise 0 o i Proje~ted Availab)e 10 0
20 20 30 30 30 30 20 30 30 35 10
60 60 50 6~
-20 -50
*Sched_ied Recei~L
tion of end products or product options, within an horizon which is larger than the stacked lead- time of the products. The MPS is based op, the forecasts ol Demand Management and restricted by the Production P lan The availability check for capacity to rcalisc the MPS is d~z.e by the Rough-cut Capacity Check. The MPS deter- mines the pro,2uc~or,, plan for specific items. There,'ore t~:e MPS ic transt~rred to M~terial r3- dcr Planning for execution, ty.~icM;y using F::_-m Pia~,med C :tiers. In "Fable 2 an examNe of an MPE scheme is depicted, deri ,zed frot~a Everdell [4 ].
Rough-cut Capacity Check
The Roug)~-cut C~pacity Check. ,:icmem checks the avai, ,bili ty of critical capacities, necessary to realist the MPS. The inpm for the Rough-cut Ca- pacity Check is 0w MPS. A eapacffy profile is caicuiatcd fur eve-G" .'r'tical capacity :ypica!ly us- ing bills ofcap~city. A bilt ofcapac?A determines per MPS-item the average usage and offset for each critical_ caoacity. The capacity profil~s may indicate that the MPS must be adapted.
3. Productle~., control concept of the tow b ~
m~aafaeturer
In ~he in~od~<:tion it is stated "mat the MPS framework ~s not always ,:a,~i: ( ~o mode ~. the way a company de)ermines ".~hat is goin_g to be pro- duced. 'To i~us*.rate th;s statement an example is g?ven of ~ *,3w b~r n'-.am~faetur,'.; -;-~:h a prodac- tion situation, s-i~abte t,, use me MPS 2rame-
work, Although the company has bought all ,__,,_o~ul~ ul a~ Mr, P ate, ware pacl~age which sup-
p , q ~ ; the MPS framcwc, rk, the package was adapted to support a custom designed produc- tion control concept. The tow bar manufactt~rer does not ~se *he MRP medu!e ~.~d MPS modv~e of the package.
Subsection 3.1 describe:; the production situa- tiot~ and the productioo torero: ,~o=ce~t ~f the company. Subsection 3,2 explains why the M~S framework cannot be "sod to fCly model the production control ~onc.~pt of *.he tow b:_~: manufacturer.
3. I Situ-:qion and control concept
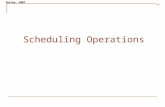
The two bar manufacturer makes ) ~aa .lm,~- ent tow bars. The bill of mate r i~ of a tow bar consist of 4 levels. There is a high commonali ty at purchased materials level (pipes and sS~:ets of ste~; ) o r : aaon~!~ty at compor:ent and assem- bly level is very low.
The market, car dealers and garages, r equ i r~ delivery t ime of a few ~.zys for most end prod- ,,.. )° c~,@ for w'e.a.u - 'o whisk ~' . . . . an average demand per year of less than 25 pieces, the deliv- ery t ime equals the production lead time. The seasonality in demand is h i # . From April to Au- gust demaeA exceeds D~o,~u~,,,~,~_ ' - ' " - ~ ,,-~v, acitv by 50%. The weekly demand of most end prc~-'c~._ has a very low prec~coabmty,
The production process can be divided in 3 Production_ Units: a component manufacturing ~hep and two assembly shops. Most operations

69
in component manufacturing are performed us- ing machines. The machine o.tilisation is + 60%. in assembly most ~,~.-*'-*~,~,,~ are - . ' v . . . . . . . . . . . . performed manuz~!y. The ut i l isaGm of man capacity re? wp'.~iing is high. The maximum dally production ,-.,a~e for welding in i988, based on an 8 ho4i ..... u~,~, a . . . . . . . . 1,725 tow bars. The overt ime
work level is determined per period and can vary from 69% (I~035 tow bars per day) to 120% (2,070 tow bars per day ). in Fig. 2 me goodsflow structure of the tow bar manufacturer is de.cieted.
The tow bar company has developed its own production control concept with an aggregate and a detailed level, The aggregate level is used to handle seascmality. From April to August de- mand exceeds production capacity. Therefore the comoany needs to build up capacity stock. This buildup of capacity stock is realised by making a sales plan, a production plan and an inventory plan. These plans specify quammes oi ,ow ua~s per period o f 4 weeks over a horizon of i yea~- The oianned quantities of to:', bars arc aggre- ga:~red ~"'::';" ~" * ' .,, ~, , h ~o w bars. Table 3 depicts the plan~
The p~anning procedure begins with a sales forecas~ per period. Based on this forecasf and the target turnover for the next year a sales plan is d=fincd. Tl:,-e torn! ~,~t~ ,,~ ,~ ~-. difference be- tween beginning inventory and the planned an-
overt ime work factor ( t)
planned number of'hours per day ( ~ )
8 hours per day
The overt ime work factor determines the p!anned output rate per period, since the work- ing days per periad and the daily output rate are already dcfined. 'After the nvertime work factor is set, the production plan and inventory plan are determined. There are 2 restrictions in setting the overtime work f~etor. The ~_rst restrietio~ .:s ,.hat the *.i~u~ of the overt ime work factors over all pe- riods'must equal 13. The second restriction is tha* the aggregate inventory must be more than 86,875 tow bars in each pealed. Tkis minimum aggre- gate inventor~, is determined, assuming that a certain safety s~ ~ck level is n e c e s s ~ , t c guaran- tee the service level:
sa t e ty s t o c k o f ~ o f t h e d e m a n d p e r year : .,~,¢" ~ . . , '~ < " ~ " . ~ . . . . . ] I t l 7 r l t ~ f l . . . . . . a~ e r a g e lot SLe m r s . , u , ~ g- ~ . . . . . . . . : 3 4 , 7 5 0
m i n i m u m ~: : 'ventow ao,e~" o-,~, o
The la'4er factor of the min imum in' ,enteW i s based o~ the lot sJ~ze in productmn which is ~ the demand per year for each ~ow bar.
The blare; are trauslated to dc~ailed level for execude ~ ~'his translation is realised by means
ventory at the end of period 13 is the total pro- of a s~fety ~actor. The column capacity +zafety ducti.~n ia 1983. The t,xal produ~doa.is.2"v'5¢4 . . . . sy.~ck ~n T~ble 3 is used to calculate the safety by the total number of working days to det,~r- mine the daily output rate. In 1988 th : planned output ~:t~ was 1,709 tow bars per day. Since the maximum output rate for ;:t~ g hour day is 1,725, no capacity adapt,-~*ion i¢ necessa~!.
Production must fol!ow the sales pattern as close as 9o:~ible, to minimize inventory. This is reaii~cd b:, ~.~.~d~g ~'he o,~ertmae ,york factor per ~eriod, which i~ d~r:,,c2 as:
n i a t e r In; c o m o o n e n t
factor. The sa~e4¥ factor expresses the min imum aggregates safety slock plus tt-.c aggregate c'aF, c,c ity stock in tem,~e of tee ~ e i m u m aggregate safety stock. The safety factor for each period t is cMcu!ated_ as fi~llows:
mi.a. aggregate safety s t o c k
= mia [ " " " . . . . . . . . . ~. capacity + sa~,4: ~.,,,k ) ( ~ ) }
a s s e m b l y t.,v. D~Ir
"G-7 I--i \v7 I - v i _ _ l
w e e k s
~ 7 'I j ,\/ !X/ L_
6 weeks
Fi~. 2. G o o d s f i c v s t t -ucture o f t h e t o t , b a r ma~ufac t " rer .

TABLE 3
a, ggreg~*e plans nflhe ~ow bar mznufzc.~urer
Period Days/per. Overtime Safety work factor
Saies plan
I 15 i . g 0 1.84 t9,500 2 20 1.0~ i.85 33,000 2 20 1.10 1.85 37,500 4 20 1.20 1,78 45,000 5 ~7 1.28 i.55 48,000 6 17 !,20 i.25 52;500 7 20 1.20 1.05 52,500 8 20 0.80 1,00 30,000 9 20 0.70 1.00 2~,000
i0 20 1.00 1.20 22,500 I1 2O 1.00 1,40 22,500 !2 20 1.00 1.65 19,500 13 !5 0.60 1.73 10,500 total 244 13.00 4!7,009
? - o d a ~ d o n ..', , ~ , , ~ , . . . . . L o : s i z e C a p a c i t y + s a f e t y
plan plan mven.o,,y stock
135,435 25,55l 141,486 34,750 106,736 34,069 142.555 34350 107,805 37,475 !42,530 34,750 107,780 401882 138,412 34,750 103,662 2~,750 123.i62 34.750 90,~12 24,750 107,412 34,750 72,662 43,882 95,794 3~,750 61,044 27,255 93,049 34J50 58,299 23,848 g2,897 34,750 58,147 34,0,69 104,466 34,759 69,715
34,069 130,604 34,750 95,854 15,331 135,435 34,750 100,6~g
A ~ 7 ~0(~
safety f~,c~or(t)
(capad~.y +safety qtock) ( t )
- m i n i m u m aggregate salety stock
Notice ',hat the m i a i m u m aggregate safety stock. use<} to d~.ucrmine ,*he safety fac:_.r ~s . . . . . . , a , te _he ¢~o!c:4!~*c d lowerbo._,?,.d ,~f 5 !.. ~ 9 s tow hars. The reason tot this is that ~he over t ime v, ork fzc- to t is not de~ennined by the system, but is set manually•
The safety factor is a dkec t input for Material Orde~ Plan, ing• The two bar manufaetur~_r r ,~- forms Material Ortler P~anning by means of Sta- tistical, lnven~o,)' Comtrol techniques at all 4 loy- ola. of the bill of material. The safe~y Netor is o~,;~: u s e d for Material " ' ' e.~:d pruduc~. Order P!ana.: .o e.~
For end products an s,Q system is used. Every week the material p lanner checks which end products have an economic i n v e n t o r ' l+ss than the :m-order levci s. Fm ' "~ " these en~ i~re,a,_~g*;s o. pro- duction o~der with a fixed order size Q should be reieaacd. ] h e piana¢, r checks whether the smm of ~he p~nductio~ orde~ quant iues to, bc 7e!e~¢.ed is not la,gvr than ,he n.o,.:. ,., . . . . . . . . : producti,)n ra te ~ k i n g the over t ime work factor and actual . . . . . . t - , ~ ~ ' . . . . , . . . . . . . . . "n~.= If Zh~s sum excee6~ Cagzcit?', product ion orders are can-
celled for release in sequence of longest r aa -eu t t.im%
Fhe Q of an e~d product is set a~ 6 of the yearly sales of the two b-~r The re-order level a l a n end product is t ime pha~:,zd and is equal te ~ the sum of: - the average requi rement dur':ng t h e t o t a l oro-,
duct ion lead time. This requlre;c ,e~ is based ~m ~he product ion leve~ in~te~4 of the za!e-; leve l
- the t ime phased safety stock
safety s t ack ' ! )
~- ~ • yearb sales • safety factor ( t )
The safety f a c t x is used to enlarge the .safety s~:ock com~;onent of the re-order le-vel of the end prod- uets. This resu its in a bui ld up of physical invew~ tory of all end r~roduets when the sales vc,,,L ~e is less than the p:',ada:tior~ level.
For as'~emb I e~ ~'ad ccm!~enents at:so a 5,Q ~:;ao, tern is used. The re-order level s is equal te 0 and the lot size Q is :qual to 1. Every day the systca" reviews the inventory level of the componen ts and assemNies, and issues orders for these i tems if the economic inventcry is less than 0. There- for~ ,aviour of the inventory in these points ;' ,. bl~ wi~!~ M R P co~.tro!!~d slock poln~s
~raent for a componen t or aosembiy

71
results in a production order for this item wit!: a quantity equal to the quantity of the require- meat. At purchased material level an s o ~,,s.,m is used wi~h a review period of a week. The re- ,rd,~r )eve! s is ba~ed on the ave;age ti~e of the material during the purchase lead time and the unce~ain~y in demand and suipiy. The lot size Q is determined by commercial aspects.
3.2 Applicability o f tl.,e MPS framework
The case can be p)ojected on the MPS frame- wofk of Fig. 1. The aggregate production control activities of the tow bar manufacturer are per- formed by the Demon0 Management, Produc- tion Planning and Resource Planning elements of the framework. Demand M~_nagement is re- sponsiNe for n'a~ing a sales pla~ based on aggr~'- g - - ¢ . . . . . . *o ~.--~ *h ,~ )~-~g~* tu~over. The sales plan is checked f~r man capacity avai]aN~ty for welding. !n orinciple, this is a Resource Planning activity, ia the framework however, Demand Management at~d R~source Planning at~ not re- late& Setting the ~.,~ve! of overtime work, which de~ern~ines the prod~e!i~n pi.an qt~antiti~s per period, is a combined Resource Planning and Production Planning activity. The element5 Pr.a- ductiea ~'iaanirlg and Resource Plar, fi~e e~n,' .t b~ t'ear?y separated i~ the case ef ti~e t()w bar m :aufaeturer.
At detailed level ~o production schedule (MFS) is ma~.e to d~.zcr-,fiinc the proauction ot tow bars. The "MPE element" determines the weekly p~coducv.on based on a ,c-~rder point tech,fi,2*~e Ba;cd on ~';-e production level from Resource Planning a Rough-cut Capacity Check is doue to check the availability of capacity for the weekly release of production orders. Demand Management perf_orms order accer;rr.r,."e based on mtbrmation from Material Order Planning.
It is dear that the production contre! concept of t~e ,ow bar man,~_~.cturer cannot be fully modeled by the MPS framework. "The mcs~ se- vere re,smutch is that the prod,action is not de- termined by using an MPS. The "MP~. eiem,znf" m case of the ~:ow bar manufactztrer dete~-~L.:es the weetdy ~roduction Last_5 on a ~z ~orde~ point teche-que. The aspect off, me ;:has,~'d production priority determination, by using the Master Pro- duction Schedule and time phased ova;lability
representation to the market, by using the Avail- able-To-Promise is totally absent in the situatio,a of the tow bar manufacturer.
4. Napare ef the MPN framework
Research in different types of companies has shown that the MPS framework is not always valid• In this section examples are given of three differem types of production situations in which the MPS framework is not alway'~ suitable to model the way the production of the company is de~ermined. After the examples the re~,s:)n for the restricted applicability of the MPE framewod- is given.
The fir:~t example is the generalised produc- tion SltUador~ of the tdw b,~,r r~a~,m ~.,t~ ~u~ c,, tv.t~r.g- to-slock companies with a large number of end products and a low predictability of weekly de- man,~ have ~ severe task ,,, m - , , ' ' - ' -~-~ ductien schedul.e (MPS) for each end product. Differences between forecast and realised de- mand amkes frequent adaptation of the produc- tion ,. cl~edule of mos~ produc.-'.~ necessau'. There- ~or% production priority determmmion in these comp~nlc~ (~, he~ they haw st~fficient mix flex/- bility~ could for instance be perfa,,~e,~, us:rig " " ~ ) , d . . . . ~_a:~_*~¢';, -,~ ~..; ~3~; Con[roi techl~iques with a c~i;-~ky check. There is z~ obv;_~us need for Master Pradu ct;_on Scheduling in thin SltUati~a.
In engineer-to-order COl~,p,~;~:,. v.,~.:.,~,.~, pco- duce complex products, customer orders cannot be relateo to a:~ existing product at the moment s l . ..,e order is accepted. Enginee,fing based on cus- tomer specifications is needed to specify the product. After engineering and pr(~cess planning the order can ~c prodt~ced. In this situation each customer order can be seen as a project [I2]. ~a~cd on an aggregate network with estimated capacity requirements for engineering, orocess planning~ component manufacturing and assem- bly a deliver/time is p~omised. During t~e proj- ect the aggregate network is de;ailed by replacing aggregate activities by detailed activities. These detailed activities can be released to the engi- nee6n~' a~d prod~ctie~ de~a~ments. Produc- tion Plar, n;,ne, determine~ in H'fis s~aa~on; . . . . " :he time phased (month!y) capacity usage per de- partment. Master Production Schedviing is re- placed by (aggsoegate) muki project p~a~ning.

72
A *bird example are companies with a very low volume and mix flexibility in a certain part of their production process, for instance companies with a mechanised assembly line with very high, sequence dependent set up t!mes. In this type of companies a schedule of the production of the different products is often determined by a fixed sequence. Master Production Scheduling and Shop Floor Control decisions are highly interde- pendent in this situation. These elements are no longer separated as suggested in the MPS fraa;cwork.
The examples are given to illustrate that there u=~ u . , ~ , ~ . , ,,,,: a ,o m a . . the same kind of de- cision. Or in other words, there are different ways to perform the same function. For ineta,ce, de- termining production prior,.ti~s wttich is a func- a.ion, can be perN;mcd using an MPS, using multi project pla~:,:g, xsing the re-order advises of a Stadstic~ i~;enL5 G' Co-hire! -echniquc, etc. ~o the Nzictio~t, o~ kind of decision, is relatively common and the way the function is performed is :datively soecific for different production situations.
The NIPS framework can be seen as a model of decision support system~ %r specifying a Mas*eg Production Schedule. Each element of the frame- work is a transaction or set of transactions to support the construction and maintenance of the Master Production Schedule. As a consequence the framework does not clearly separate func- tions and the way these functions are performed. This statement is illustrated for the Master Pro- duction Scbeduling, Production Plam;.ing and Rough-cut Capacity Check element: - t h e MP8 element in the framework, does not
on!v i~p l / t ha t a function must be performed wh,ch estaN~shes production priorities, but also prescribes that a prodw_AiG~ :c~2dn.!e should be made;
-- Production Planning performs the function of determining the tot~l ptoduction output of a company. The production output however should be specified in a Production Plan. The Production Plan is defined as a dine ohaacd o~pa~ statement far the whole company;
- t h e Rough-cut Capacity Check is not a runc- uo~ but only an aelivit.~. Thi~ de.~_,c-nt ca'ca- lares the capacity consequences of the Maste-
Production Schedule for critical workcenters. The transaction oriented nature of the frame-
work limits its applicability as a model ,"or anal- ysis and design of the way companies determine what they are going to produce. Only thc, ac como panies which determine their production as pre- scribed in the framework can be modeled with the framework. Therefore in the next section an- other model is ~uggested, which is based on func- tions. For the functions themselves are more general than the way they are performed.
5. Function ap,~roach
A function model is proposed ~or the analysis and design of the way companies determine what is ~Jing to be produced. £h~s m~del is a set of functions with their inter;elations. The way a company deterr,~ines the production can be pro- jected on the functions of the m~dei. Lhe gener- ality of the function mvdel makes it possible to compare the way each functio~ ,A" ,;,~ modal ;~ performed in different production ~ituat,e~s. ~i ~ objective of defining the function model is to de- termine the relationship between the character- isties of a production situation and the way the functions are pe, io;med.
In this section the function model is aescribed The set of functions is described in Section 5.1. The dependency of the framework structme on ~he etiaracterisfics of the production simati an is explained in Section 5.2.
5.1 F r a m e w o r k o f f u n c t i o n s
i~efore the functions are ~i~cified, a definition is given of what is meant with the term function. A function is defined as a decision or a set t, fd~- cisions to solve a (po,tential) conflict in assign- i~g sc_~rqe ~2ources.
i o define the ~et o~" tLmctions for the model the envxmnment of this set must be dete.~ined. This environment is defined in the same way as de- scribed in Section 2. |- Tnpmanagement coordi~ J:ates the different functions of the eon,.paw and makes budgets and plans which are input for th~ set o f ~,~:,.:tic-::-. Oe *he 'eve! be~ea*t, t~m set cJf functions the Production Units are coordinated b~ L~JT.eri2. Order Piaaniag. l~4-,a~ from the se* of functions is the determined production of the

73
company. Still at a lower level planned orders are released for production and assigned to ~,en and machines. Input for this level from the set of functions is a detailed ass.;gnment of capacity, necessary to make order release decisions. The environment is de0icted in Fig. 3.
The functions of the set and the relations be- tween the fi,..nc*ions are defined, based on 3 requirements:
( 1 ) the problem of determining the produc- tion of a company must be decomposcJ over fhnetions. These functions, as a result are con- cemed with a part of the problem;
(2) the functions should have a clearly de- fined responsibility, which allows each function '~o take decisions without iteratiol~s of decisions bftwcc~ ~. functions;
(3) the functions should be recognisable in as many different kind o fcomp~c .~ ns possible.
The first requirement is actv~lised by decom- posing the problem of determining *.he pr~duc~ dtm ~o 2 viewpoints: - l e v e l of aggregation. An aggregate and a de~
iailed level axe disdaguished. The aggregate le~! ,_s conceded w~h the capaciw coordina- tion betwee~ Pr~dr.ction and Sales. The de- tailed ievei ~s concerned w,_tn d~c p:c,~,ct co- ordinatior_, bet~,ce~ Prcducdo~ and 3ales;
- kind of decision. The~e are 3 different kdnds ~f decisions which are distinguished: determining the sa!es output, deternaining the capacity availability and determining the production.
The second requirement is actualised by defin- ing functions and relations in such a way that 2 function never use each others decision as input. The last requirement is actualised by reseazch m d';fferent types of c~mpanies. The way these companies determine ~heir production is con- verted to common functions.
The functions and their relations are depicted in Fig. 4. ~a;2: function in the framework is briefly explained.
Aggregate Sales Determination determines the (time phased) aggregate output of the company over a horizon of 1 or more yeer% taking the maximum capacity level of th;oughput-critieal capacity ~,~,~ups, financial targets (e.g., target profit), and market information into account.
Capacffy Level Seaing determines the (time ~hased) capacity availability level of all capacffy groups over a horizon of I or more years, taking ',he a~qregate sales ou~pu~ from Aggregate Sales Determination, th~ maximum capacity level of ti_~rot, gilput-cntical capacily groups, the capachy budge~ and capacity inventory budget ~nto ac- count. As a consequence :h~s functic, n als,~ deter- mines the size of the capacity inventor;. Possi- bly, the function can make an aggregate orodu~don plan per preduc* group. The fuect,.'en also negotiates with suppliers and subcontractors to determine th: Ie~ <:~ ,~(cap~.ciU ~ha! w~1 k~ oh. tained from other companies.
Detailed Sales Detc;mination determines the planned (time phased) sales in end product terms
Management level / budgets and plans [
supplier ~ ~ ~I] market inform. • inform.
"MPS ]eve! ~' > set of functions <--4 -- _ a " ]i
Material Order ] ] • ~roducti:n Planning level ! i priu~iLies
Production Onit ,assigned i Control level zapacity i
. . . . . . . . . . . E-
sta%e information
Fig. 3. Environment of the se1 ,~f funcllc;ns.

74
Capacity Lovel "-" Setting
Aggregate Sales Determ_inat~on
i ! Capacity
iL: I
t .1
I J Production ~ !%etailed ]
---- Dete~ination < ~ Sales [ , tOete=i"°ti°nl
11
1 > O;der Material Order [I > ceptance iPlanning
II
he. " v" amcwcrk of functions.
over a horizon wlqch is at least equal to the stacked leadqme of purchasing and production. Wtthin thL- horizon Detailed Sales Determina- VL-:,. only determines the sales volume which is nt/~ already assigned to customer orders. In de- terraining the sales, the function takes market in- for,',~afion and restricted capacity, often ob- tained from tbe aggregate sales output statement ~,t \ggregate Sales Determination, into a~count.
'I >rdec Acceptance determines which customer orders are accepted and which delivery lead t ime is given to each order, in a pure make-to..stock envirt nment a (tim~ phased) availability of ma- tcria! is input for this fiw.etion. In a pure make- to-order or engineer-to-order environment the aggregme s~!es, ou tpu t often in terms ofcapacity, f, om Aggregate Sales Determination "is input for (',rder Acceptance
Protuct ion betci~;Snafion determines ~he (time phased) production in makeable produC, ~¢rm,~. The production statement is based oli tile sales ldan of Detai~et, Sales Determination Cot the forecast driven part of the prodect'ion and based ~,n accepted orders for the customer order driven part of the production. Furtt:,.r the production ~,ate,~.r~,-~: is based on the capacity availabihty a~,d planned capr.,'!ty inventory of throughput-
critical capacity groups, determined by the func- tion Capacity Level Setting.
Capacity Assignment to Production Units d e termines the ( t ime phased) detaiied availabilhy of capacity per capacity group i'a each Produc- tion Unit, based on the can~city availability budget per capacity group of Capacity Level Set- ting and based on v detailed production state-
• ,~ouctloa Determination In some situations the function has also the possibility to use capacity from sub comn,ctors or to make use of temporary workers, based o~ the budget of Capacity Level Setting.
5.2 Situatien dependency of the juncutm tkamework
The content of the function fn, mework is ~e- termined by the production situation of a cem- pany. Dependent on the situation, funciionz can be absent or clustered and relations between functions can differ. In this section some exam- pies are given of tne ir~uen~c of the woduct ion situatk,:~ on the structure of the &'~mework.
lit corn,, types of companies o~:z or a';:o,,:, eUllC- tions o ; ~;~ lramework are absent. For ins tance a compatJy wl~ieh assembles simple products

75
manually can easily make use of ~cmpora~, workers. Because of the large capacity tlexibility there i~ no obvioa'~ need for capacity coordina- tien~ The functions Aggregate Sales Determina- tion and Capacity Level Setting can be absent in this situation. A second example are companies ~n which each capavity group on!y occurs in one of the Prodaction Units. These companies do not have to assign available capacity per ~,apacity gr, mp, as determined by Capacity Level Setting, to different Product!on Units. Therefore the fhnetmn Capacity Assignment to Production Units is absent. The ~apacity assignment deci- sion is taken at Production Unit level. The third enample are make-to-order and engineer-to-or- der companies, in this situation the function De- tailed Sale ~ Determi:~, atioa is aOsent, because the aetailed sales are determir~ed by the function Or- der Acceptance. The fimctien Detailed ~ales De- terminagon only oc,~krs if at !east a part of the ~oduction is forecast driven.
In some companies funct.;e,~,,s of the frame- work are clustered. For instance, companies which oo not ali,~w a structural dif~rence be- tweeu sales and production level, resulting in a constant level o~ s~ored capaclt:,~, must equ~! their capacity output (aggregate sa.~es) and capacity input )evel. So, the caFacity output decision of Aggregate Sales Determination cannot be deter- mined independent from the capacity input de- cisior, of Capacity Level Setting. Therefore the functions Aggregates Sale,, Determination and Capacity Level ~e*ting are clustered in this situ- ation. A ~e,_,_,nd example are make-to-order com- panies wifieh want to finish customer orders in production, at the order due d ~ e In thi~ ease .'he functi'3~s Order Acceptance and Production De- term/nation are ful)y interdependent. By deter- raiding the production of the customer ord,z~', the delivery time is defined. The fi~,'fions Produc- tion Determination and Order Acceptance can be clustered ~o one flmction.
Another framework element which is depen- Sent on the situation is the relation between fanctioes. In '~',:te case of the tow bar manufac- turer tbr instm~cc, no relation e×ists between making an ..?.?~re?ote sales plan and dete~,~.~ining the avera~_e sales J~:;.i~g the: prc, d,,~czic~* ~.~d::a.e per t~w bar, !f the case is trar,3;~ied ~,o ~he func-
ti,m framework, no relation should be defined between the function Aggregate Sales Determi- nation and Detailed Sales Determination. A sec- ond example are assemble-to-order or make-to- stock companies which alway~ receive orders within tiae fixed time fence of their Master Pro- duction Schedule and never want to adapt this MPS within the fence. In this case no reIation is ae:essaD, between Order Acceptance and Pro- ductiop Determination~ beca~se the MPS deci- sion is never ~nfluenced by customer orders.
The examples are given to illustrate that not only the way each function is performed, but also the structure of the framework is dependent on the situation. The framework however is likely to define a maximum of functionality, which makes it possible to model each situation with the set of functions described in Section 5.1.
6. Conclusions
A function framework is developed to in~,del the way companies determine what th i ar going to v, ou,-,,~.~-- " . . . . This model is used to analyse differ-. ences in the way companies perform the func- tions in the framework. The intended result is to .find relations between certain characteristics of tim production situation and the way' a function is performed. These relations can be used for the design of ~he part uf vroduction control systems which detern.dnes *~'~ . . . . h '" ' ;"n ~;n a specific situation.
Further research is needed to determine the re- latio,,,hip bct;veen the characteristics of the pro- .actlor~ situation and the way a function should
b~ p-rfc,med.
Refer .,:s~ees
1 l,~nu. R.C. and San, FA., 1985. Master Production Scheduling: An evolving plannfi,~ orocess. ?n: Com- puters in Manufacturing: Masters Production Schedul- ing. A,ler'bach, Philadelphia, PA,
2 Berry, ¢/.L., Vollma~m, T.E. and Whybark, D.C., 1979 Mastel Pr~,~a,:tion Scheduling: Princip!e ~ a;ld Prac6~e. A PIC'~ -,,~hlization.
3 Brrry, W.L., Vuiimam . CE. and ?~(~yb:-k, D.C., 1988. Manufacturing p~::~ning :,nd con:tel ~ystems. Dew Jones-irving.
4 Fvc,ueil, fL. 198-L Messier Scheduiing. APlCS pUnllcatlolL

76
5 Gcssner, R., :!)86, Maslel ?roduction Schedule Plan- ning. Society o( manufacturing engineers.
6 Plossl, G.W. and Welek~. W.E., 1979. The Role of Top Management m the Control t~f lnvento;'y, Reston.
7 Silver, E,A. and Pe|erson, R., i985. Decision Systems for Inventory Management al~d Production Control. Wiley, New Yo~k.
8 Wighl, O.W and Landvater, D., 1976. The S',andard System. Mancfaauring Software Inc., Willismn, VT.
9 Orl;.zky, J., 1975. Materials Requirements Pian,qing. McGr~'~-HiI!. New Y~;rk.
10 Wighl, O.W. and Landvater, D., 1974. Production and invcuzc,~7 ,"~.anagemen: in the Computer Age, CBI Pub- lis|fing Company Inc.
I I Bell.rand. J.W.M and Wiingaard, J., 1986. The s~ructur- ing of producnon control systems. Int. J. Oper. Prod. Manage., 6(2 ).
12 Bertrand, J.W.M., Wijngaard, J. and Wortmann, J3s., 1990. Production control: A structural and design ori- ented approach. Elsevier, Amsterdam.
13 Burbidge~ J.L., 1971. The Principles ot ProOuctk, il Con- trol. MacDonald & Evans, Lid, London.
!4 Bertrand, J.W.M. and Wortma,',n. J.C, !9~.'. Pro~uc~ tion Control and information Systea~s for Component Manufacturing Shops. Elsevier ~msierdam.












![Apollo Scheduling - Ignore Function [Compatibility Mode]](https://static.fdocuments.net/doc/165x107/577d2c881a28ab4e1eac7d5e/apollo-scheduling-ignore-function-compatibility-mode.jpg)