
Master in Bioingineria protezarii de curs/Facultatea de... · Principalele aplicatii ale...
66
Master in Bioingineria protezarii • Cursul: TEHNICI CAD/CAM • Facultatea de Bioinginerie medicala, UMF Iasi
Transcript of Master in Bioingineria protezarii de curs/Facultatea de... · Principalele aplicatii ale...

Master in Bioingineria protezarii
• Cursul: TEHNICI CAD/CAM
• Facultatea de Bioinginerie medicala,
UMF Iasi
Cursul 1
Introducere in tehnicile CAD/CAM
Defintii
Terminologie
Exemple

Definitii
CAD este un termen care descrie utilizarea
calculatorului in desenare si proiectare
CAM este un termen care descrie utilizarea
calculatorului in fabricarea produselor

Principalele aplicatii ale
tehnologiilor CAD/CAM
Industrie, transporturi, constructii,
arhitectura, medicina etc
Medicina:
stomatologie, ortopedie, (protezare, ortezare),
fabricarea dispozitivelor medicale si a
dispozitivelor assistive etc.

Fabricarea protezelor
Cele mai raspandite tipuri de proteze
Proteze cosmetice

Proteze cosmetice

Mansoane

Dispozitive exoscheletale
Mana mecanica Otto Bock- C leg

Implanturi ortopedice

Proteza de genunchi
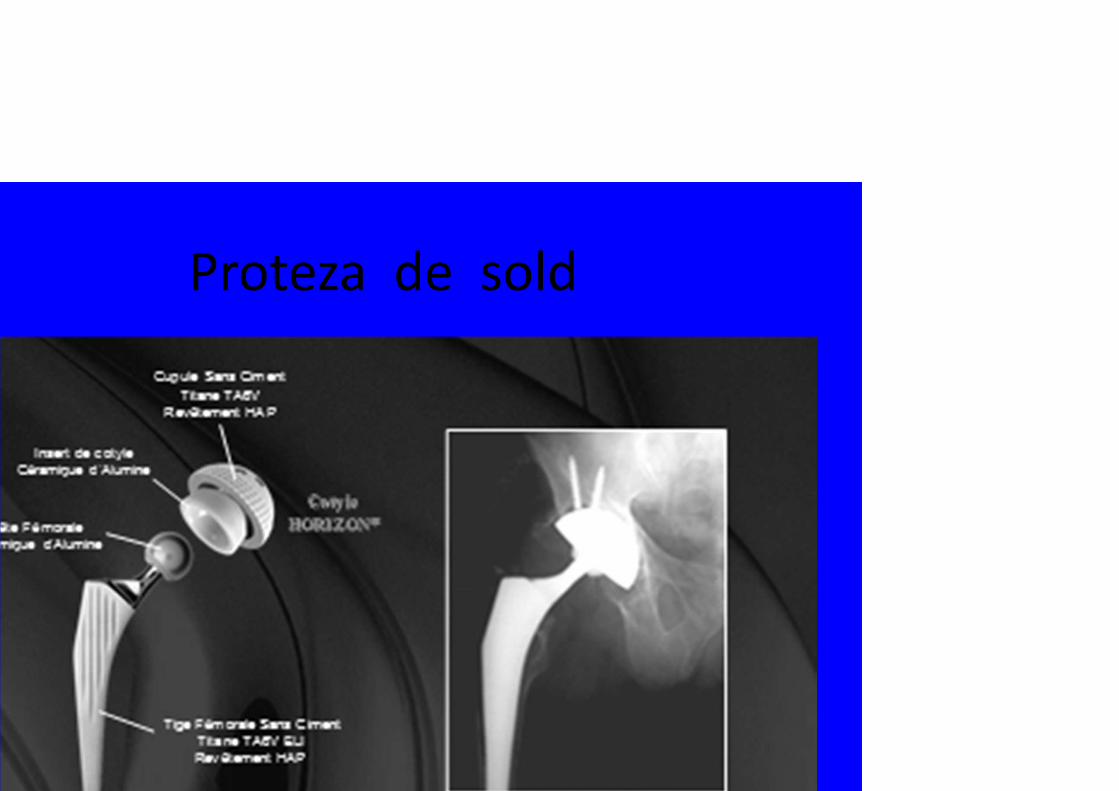
Proteza de sold
Cauzele amputatiilor
Boli vasculare, diabet and si situatii derivate – Peste 60 ani
Accidente: de automobil sau motocicleta, cancer (cancer osos si tumori) – Traume prin taiere (roti de vehicule,, masini unelte)
– Membre rupte
– Osteomielita sau alte infectii
– Boli congentitale sau deficiente ale membrelor
– Razboi sau dezastre naturale
PARTICIPA la protezare: pacient, chirurg, asistent, fizioterapeut, protezist si bioinginer

Obiectivele principale la fabricarea
unei proteze
Stabilirea caracteristicilor: Caietul de sarcini;
Proiectarea modelului 2D sau 3D cu mijloace de
tip CAD;
Fabricarea unui ptototip si testarea (validarea)
modelului;
Fabricarea cu mijloace clasice sau de tip
CAD/CAM

Fabricarea dispozitivelor protetice
Clasificarea modului de fabricare
dupa marimea productiei
Proteze si componente fabricate ca unicate (prototipuri sau personalizate)
Fabricatie manuala
Fabricatie cu tehnologii CAD/CAM
Fabricatie cu tehnologii de fabricare rapida (prototipare rapida)
Proteze si componente fabricate in serie mare
Fabricatie cu tehnologii clasice (masini unelte clasice)
Fabricatie cu tehnologii CAD/CAM
Fabricatie cu tehnologii de fabricare rapida (prototipare rapida)

Fabricarea de proteze unicate
(personalizate)
Fabricarea manuala:
Cu mijloace CAD/CAM:
Cu mijloace de fabricare rapida (prototipare rapida):
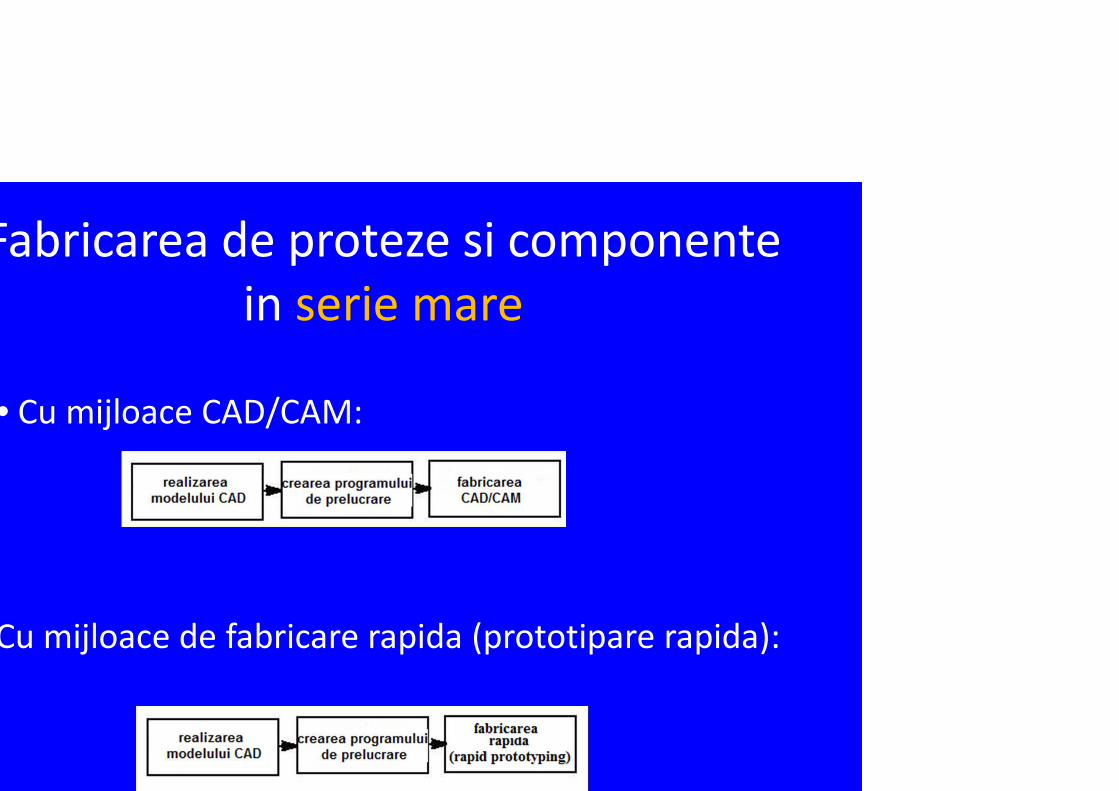
Fabricarea de proteze si componente
in serie mare
• Cu mijloace CAD/CAM:
Cu mijloace de fabricare rapida (prototipare rapida):

Procedee de fabricare a dispozitivelor
protetice
Realizarea unei proteze personalizate in varianta manuala (ex: rproducerea unui manson)
Realizarea unei proteze personalizate in varianta CAD/CAM (ex: producerea unui
manson
Realizarea unor dispozitive medical in serie mare in varianta CAD/CAM
Realizarea unei proteze personalizate prin fabricarea rapida

Fabricarea unui manson in varianta
clasica - principalele faze
Mulajul negativ Mulajul pozitiv Mansonul final
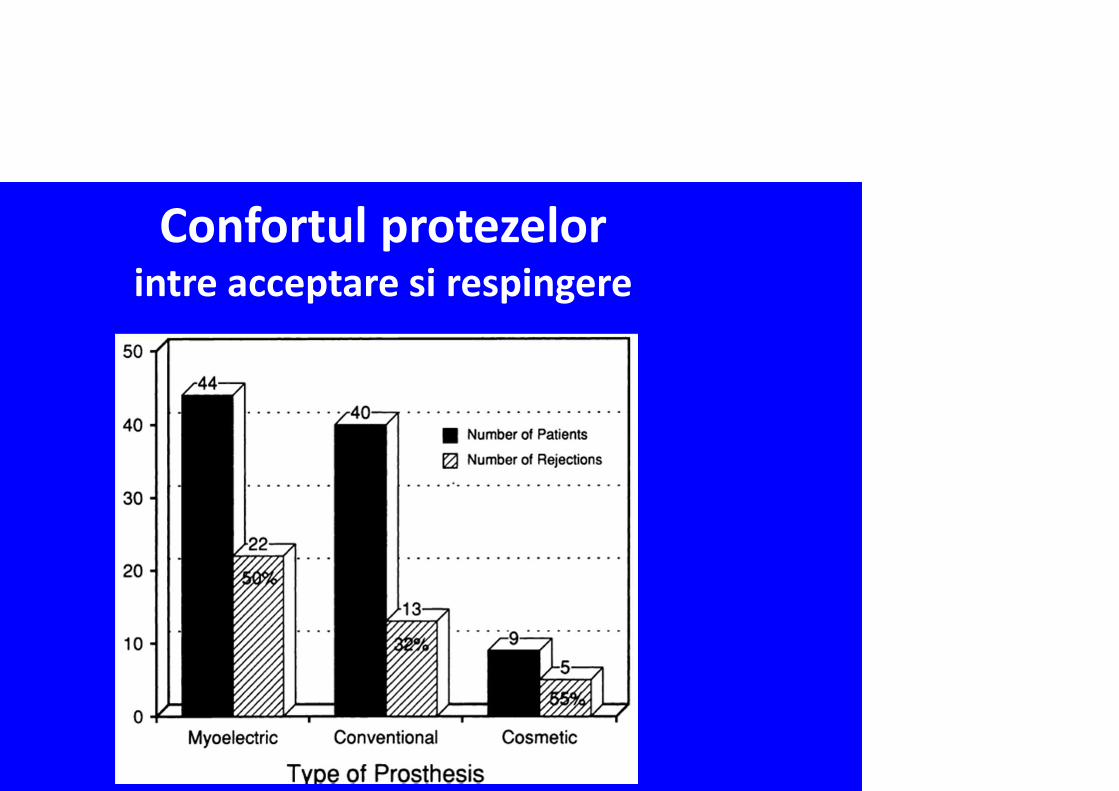
Confortul protezelor intre acceptare si respingere

I. Caietul de sarcini in protezare
Cerinte clinice: necesitatea refacerii
functionale sau estetice a unui segment
anatomic
Conceptul de implant: modelul poate proveni
de la un model existent sau se pleaca de la
pricipiile de concepere teoretice
Norme de functionare, fabricare si omologare:
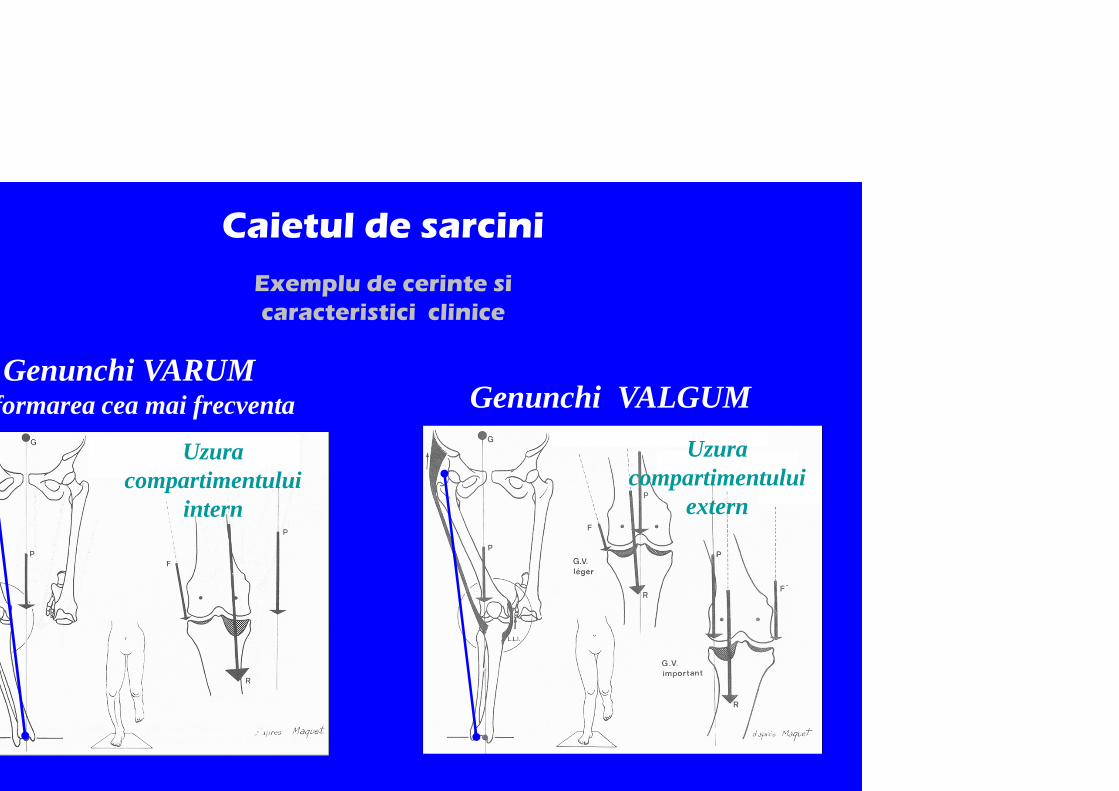
Genunchi VARUM Deformarea cea mai frecventa
Uzura compartimentului
intern
Genunchi VALGUM
Uzura compartimentului
extern
Caietul de sarcini
Exemplu de cerinte si caracteristici clinice

Uzura cartilajului femuro-tibial
diagnostic
Stadiul 1 Stadiul 2 Stadiul 3 Stadiul 4
Introducerea
GonartrozaGonartrozaGonartrozaGonartroza: : : : uzurauzurauzurauzura cartilajelorcartilajelorcartilajelorcartilajelor genunchiuluigenunchiuluigenunchiuluigenunchiului
Caietul de sarcini
Exemplu de caracteristici clinice

Caietul de sarcini
Exemplu de caracteristici clinice
CoxartrozaCoxartrozaCoxartrozaCoxartroza: : : : uzurauzurauzurauzura cartilajelorcartilajelorcartilajelorcartilajelor solduluisolduluisolduluisoldului

Caietul de sarcini
Exemplu de caracteristici clinice
OsteonecrozaOsteonecrozaOsteonecrozaOsteonecroza: : : : mmmmoarteaoarteaoarteaoartea osuluiosuluiosuluiosului prinprinprinprin oprireaoprireaoprireaoprirea vascularizariivascularizariivascularizariivascularizarii
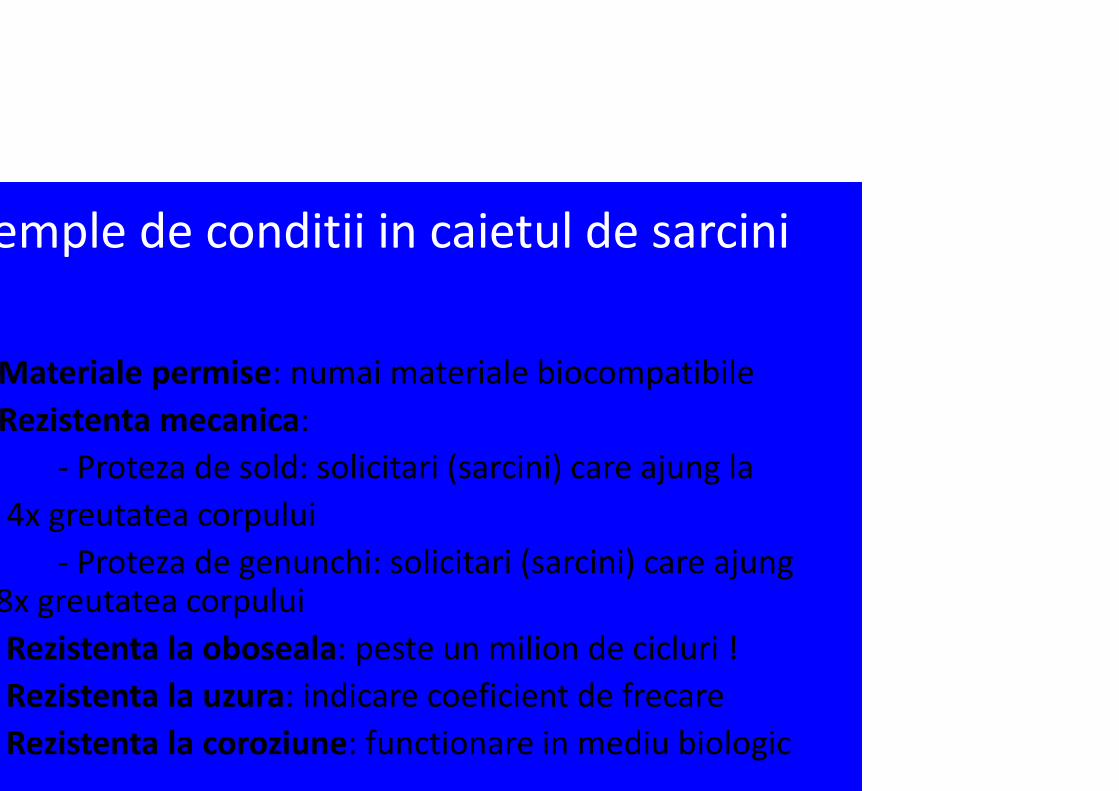
Exemple de conditii in caietul de sarcini
Materiale permise: numai materiale biocompatibile
Rezistenta mecanica:
- Proteza de sold: solicitari (sarcini) care ajung la
de 4x greutatea corpului
- Proteza de genunchi: solicitari (sarcini) care ajung 8x greutatea corpului
Rezistenta la oboseala: peste un milion de cicluri !
Rezistenta la uzura: indicare coeficient de frecare
Rezistenta la coroziune: functionare in mediu biologic

Caietul de sarcini
Conceptul implantului (modelul)
Exemple:
Tija dreapta fara cimentare: Tija cu cimentare:
Caietul de sarcini
Norme si standarde
Uniunea Europeana: (Marcaje CE)
Directiva 93/42/CEE a Consiliului Europei, din 14 iunie 1993, despre dispozitivele medicale
ISO 13485: dispozitive medicale : Sisteme de calitate - Exigente
ISO 9001: Sisteme de managementul calitatii – Exigente
ISO 14971: dispozitive medicale : Gestionarea riscurilor dispozitivelor medicale
In SUA: Omologare prin FDA (Food and Drug Administration)
Principalele tendinte in dezvoltarea
laboratoarelor de protezare
Laboratoare de protezare manuala.
Nu au echipamente moderne de fabricare.
2. Laboratoare care colaboreaza cu centre regionale de
protezare.
Au eventual dispozitive de scanare si masurare. Pentru
fabricarea protezelor se apeleaza la un centru de
protezare dotat cu tehnologii moderne.
3. Laboratoare echipate complet cu tehnologii de

Etape in proiectarea si fabricarea cu mijloace
de tip CAD/CAM

I. Etape in proiectarea si fabricarea
protezelor cu mijloace CAD/CAM 1. Stabilirea rolului functional
2. Alegerea materialului
3. Masurari antropometrice
4. Calcule de dimensionare si rezistenta
5. Stabilirea formei geometrice si a dimensiunilor
6. Realizarea desenului sau a modelului CAD
7. Optimizari (evaluari cu programe de Elemente finite, finisaje mecanice si finisaje ergonomice
8. Stabilirea procedeelor de fabricare
9. Elaborarea programului obiectului de fabricat
10. Fabricarea pe masini unelte cu comenzi numerice
11. Testarea sau evaluarea produsului final

1.1. Interdependenta etapelor de
proiectare (exemplu)
CALCULE
Rezistenta
Rigiditate
Vibratii
Incalzire
Durabilitate
Calcul economic
Calcule speciale
Stabilirea rolului
functional
Stabilirea materialului
Stabilirea formei
Stabilirea formei
geometrice si a
dimensiunilor
Stabilirea procedeelor
de fabricare

1. Stabilirea rolului functional al
protezei La stabilirea rolului functional se analizeaza:
• Functiile si gradele de libertate ale segmentului
anatomic inlocuit;
• Modul de utilizare : Static sau dinamic (cu frecare);
• Pozitia de functionare si modul de ancorare a
protezei;
• Tipul tensiunilor (incovoiere, compresie, intindere,
tractiune, oboseala) si nivelul tensiunilor
• Nivelul de biocompatibilitate necesar;
• Calcule economice.
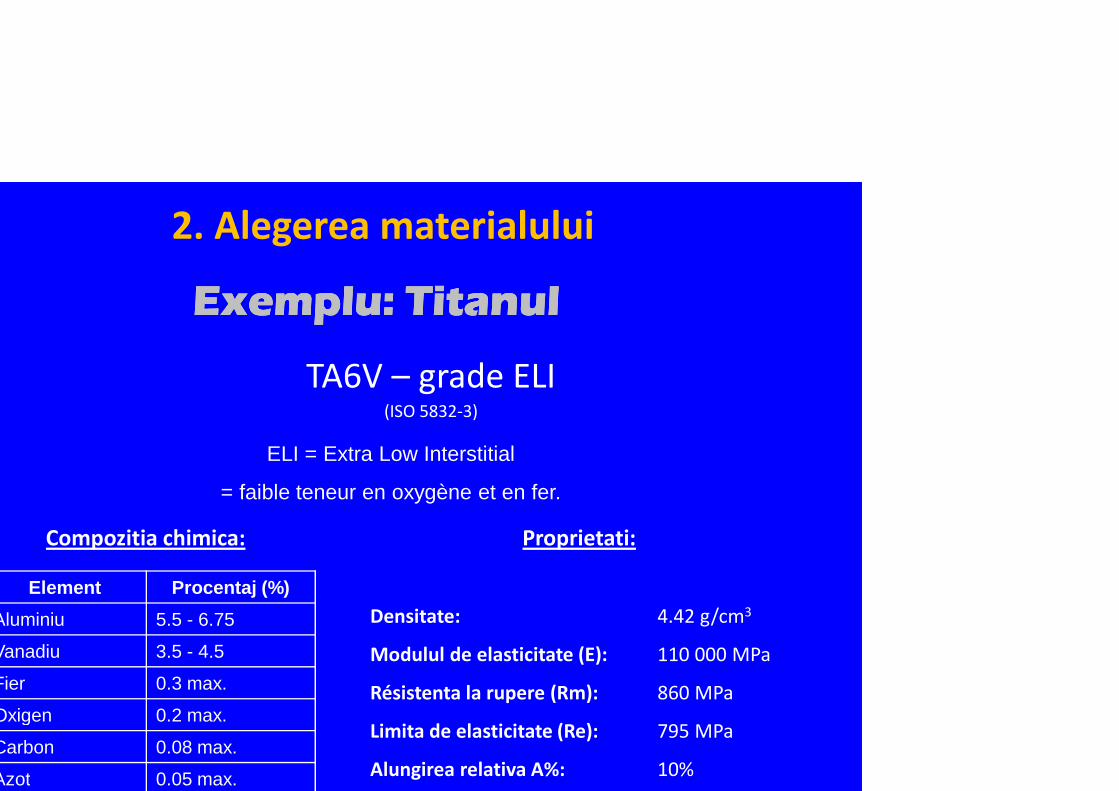
TA6V – grade ELI (ISO 5832-3)
Exemplu: TitanulExemplu: TitanulExemplu: TitanulExemplu: Titanul
ELI = Extra Low Interstitial
= faible teneur en oxygène et en fer.
Element Procentaj (%)
Aluminiu 5.5 - 6.75
Vanadiu 3.5 - 4.5
Fier 0.3 max.
Oxigen 0.2 max.
Carbon 0.08 max.
Azot 0.05 max.
Proprietati:
Densitate: 4.42 g/cm3
Modulul de elasticitate (E): 110 000 MPa
Résistenta la rupere (Rm): 860 MPa
Limita de elasticitate (Re): 795 MPa
Alungirea relativa A%: 10%
Compozitia chimica:
2. Alegerea materialului

1. Foarte buna rezistenta la oboseala
2. Biocompatibilitate perfecta
3. Corodare foarte slaba
4. Durabilitate clinica: mai mare de 50 ani
Avantajele titanului ca material
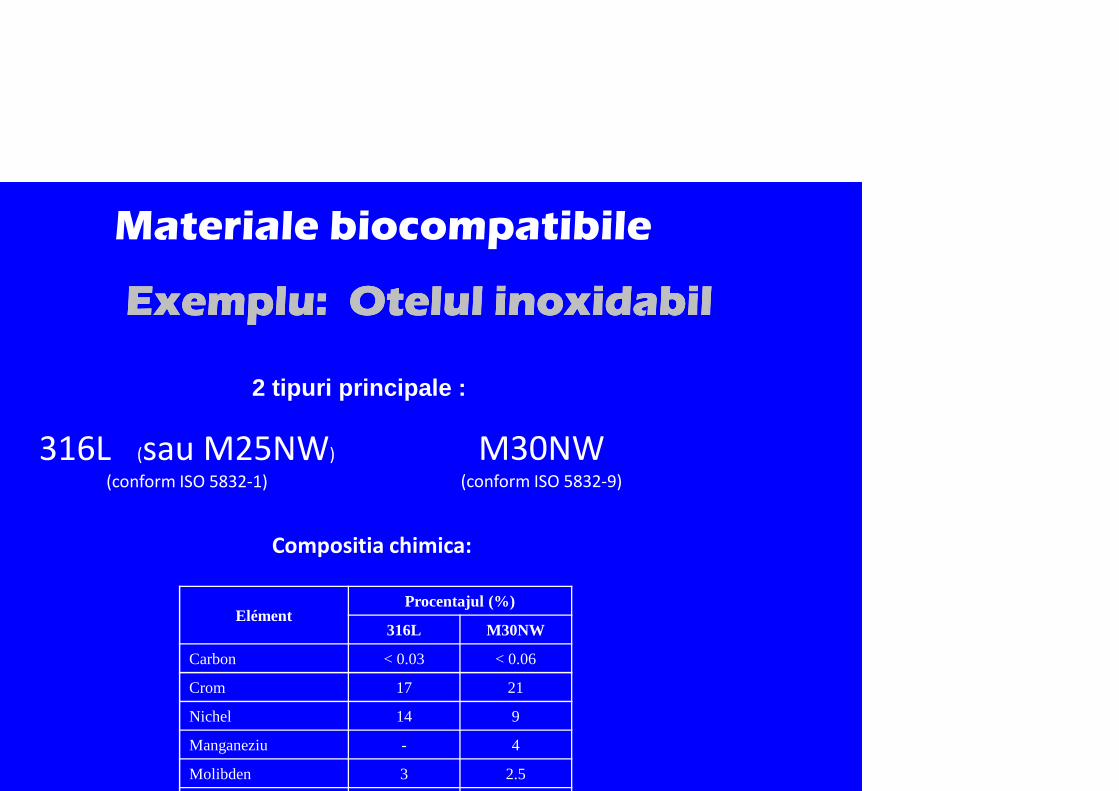
2 tipuri principale :
Exemplu: Otelul inoxidabilExemplu: Otelul inoxidabilExemplu: Otelul inoxidabilExemplu: Otelul inoxidabil
Elément Procentajul (%)
316L M30NW
Carbon < 0.03 < 0.06
Crom 17 21
Nichel 14 9
Manganeziu - 4
Molibden 3 2.5
Compositia chimica:
M30NW (conform ISO 5832-9)
316L (sau M25NW)
(conform ISO 5832-1)
Materiale biocompatibile

• Biocompatibilitate demonstrata
• Compatibilitate la cimentari
• Coeficient de frecare corespunzator
• Rezistenta mecanica buna (M30NW)
• Prelucrabilitate(Forjare, turnare, aschiere…)
• Pret moderat:
Otelul simplu : 3 € /Kg
Otelul inox M30 NW: 25 € /Kg
Avantajele otelului inoxidabil

Exemplu: Aliajul CromExemplu: Aliajul CromExemplu: Aliajul CromExemplu: Aliajul Crom----cobalt (Crcobalt (Crcobalt (Crcobalt (Cr----Co)Co)Co)Co)
KC 28 DN (Cr Co28 Mo) (Conform ISO 5832-4)
Elément Procentajul (%)
Chrome 26.5 - 30
Molybdène 4.5 - 7
Nickel 2.5 max.
Fer 1 max.
Carbone 0.35 max.
Manganèse 1 max
Silicium 1 max.
Compozitia chimica Proprietati
Densitate: 8.3 g/cm3
Modulul de elasticitate (E): 230 000 MPa
Rezistenta la rupere (Rm): 1000 MPa
Limita de elasticitate (Re): 700 MPa
Alungirea relativa A%: 20%
Pretul: 110 € / Kg
Aliaje

Avantajele aliajului Avantajele aliajului Avantajele aliajului Avantajele aliajului CromCromCromCrom----cobaltcobaltcobaltcobalt
• Coeficient de frecare foarte bun • Rezistenta mecanica foarte buna
• Compatibilitate la cimentari
• Dezavantaje:
• Prelucrare dificila
• Pret ridicat : 110 € /kg
Materiale biocompatibile
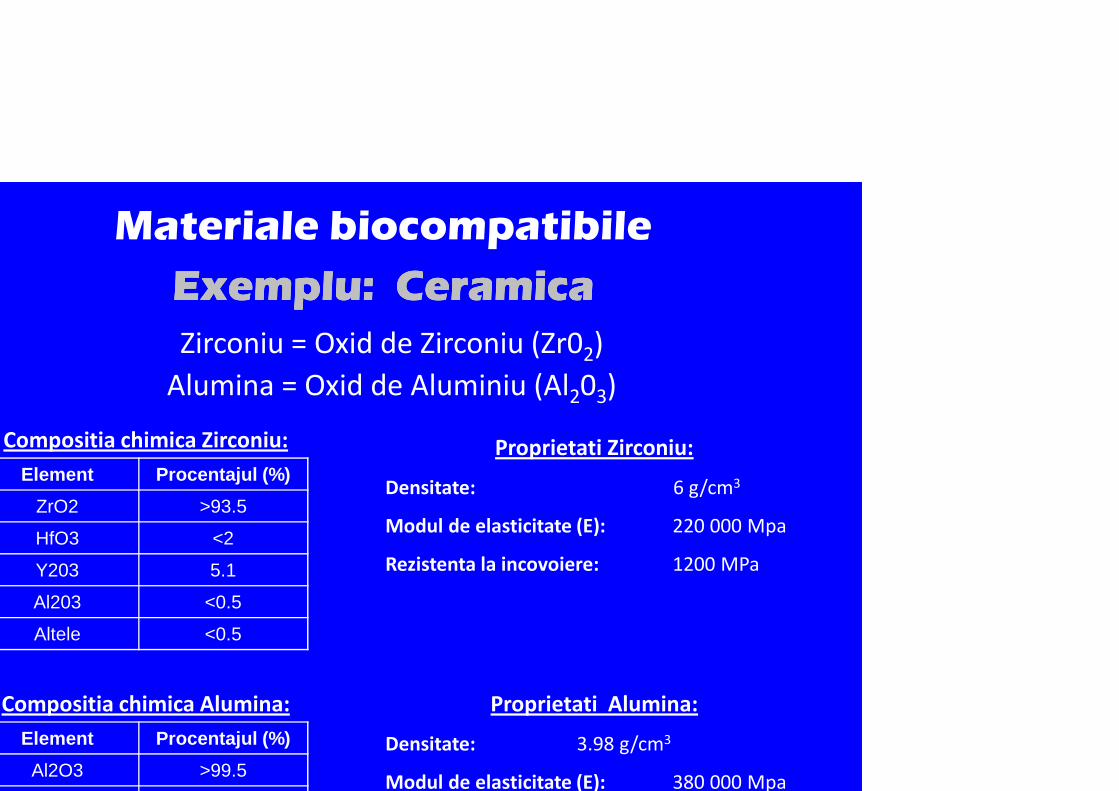
Exemplu: CeramicaExemplu: CeramicaExemplu: CeramicaExemplu: Ceramica
Proprietati Alumina:
Densitate: 3.98 g/cm3
Modul de elasticitate (E): 380 000 Mpa
Zirconiu = Oxid de Zirconiu (Zr02)
Alumina = Oxid de Aluminiu (Al203)
Element Procentajul (%)
Al2O3 >99.5
Compositia chimica Alumina:
Proprietati Zirconiu:
Densitate: 6 g/cm3
Modul de elasticitate (E): 220 000 Mpa
Rezistenta la incovoiere: 1200 MPa
Compositia chimica Zirconiu:
Element Procentajul (%)
ZrO2 >93.5
HfO3 <2
Y203 5.1
Al203 <0.5
Altele <0.5
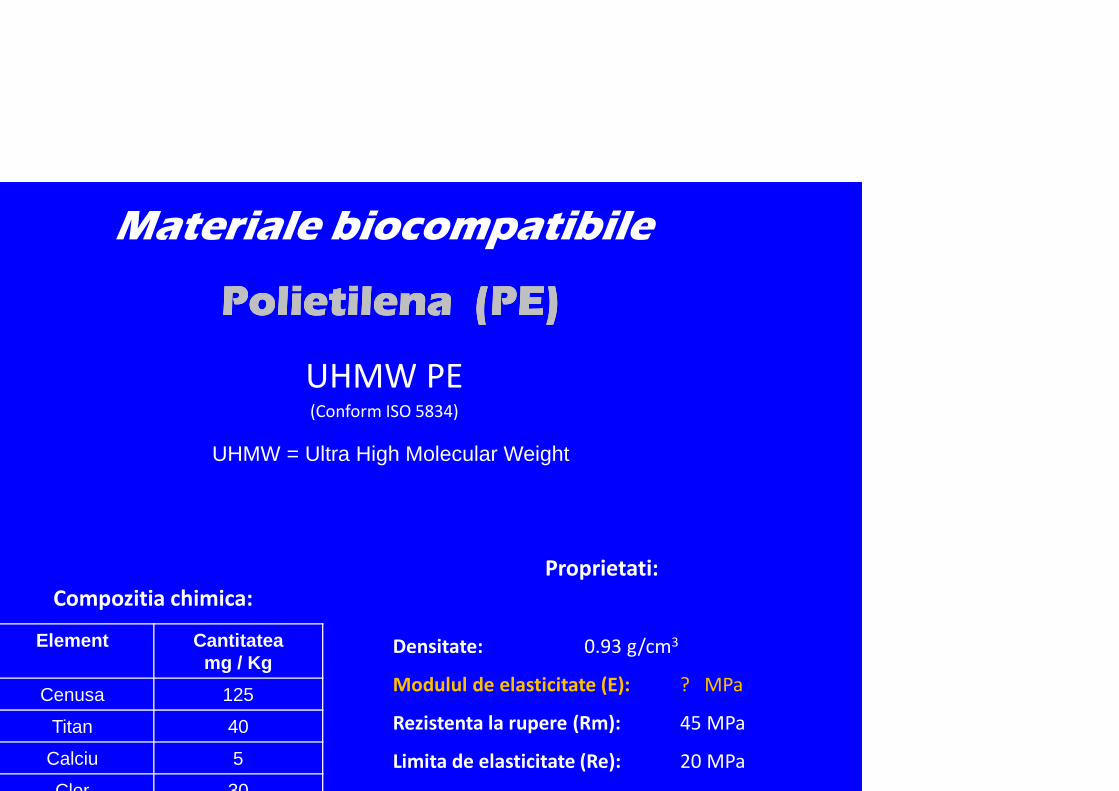
Materiale biocompatibile
Polietilena (PE)Polietilena (PE)Polietilena (PE)Polietilena (PE)
UHMW PE (Conform ISO 5834)
UHMW = Ultra High Molecular Weight
Proprietati:
Densitate: 0.93 g/cm3
Modulul de elasticitate (E): ? MPa
Rezistenta la rupere (Rm): 45 MPa
Limita de elasticitate (Re): 20 MPa
Alungirea A%: 399 %
Element Cantitatea mg / Kg
Cenusa 125
Titan 40
Calciu 5
Clor 30
Compozitia chimica:

Cuple de frecare din diverse materiale
Cuple de frecare Coefficient de frecare
Uzura in mm (pe an)
Uzura in mg (pe an)
Inox / PE 0.04 - 0.06 0.15 mm 20 mg
Cr-Co / PE 0.03 - 0.05 0.15 mm 20 mg
Alumina / PE 0.01 – 0.04 0.1 mm 30 mg
Zirconiu / PE 0.01 – 0.04 0.05 mm < 10 mg
Alumina / Alumina 0.04 – 0.1 necuantificabil 0.5 - 1 mm3
Metal / Metal 0.02 – 0.04 necuantificabil 1 - 2 mm3 / milion cicli
Comportarea materialelor la frecare

3. Masurari antropometrice
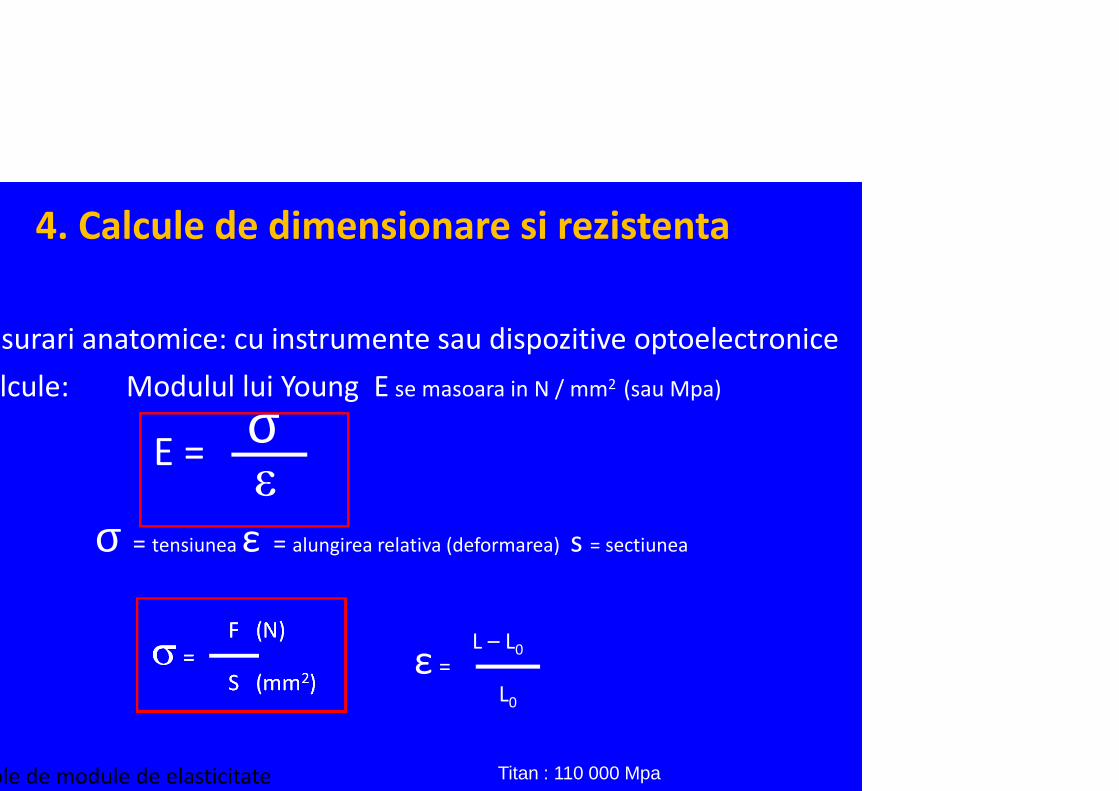
2. Calcule: Modulul lui Young E se masoara in N / mm2 (sau Mpa)
E =
σ = tensiunea ε = alungirea relativa (deformarea) s = sectiunea
σ ε
Titan : 110 000 Mpa
4. Calcule de dimensionare si rezistenta
σ =
F (N)
S (mm2) ε =
L – L0
L0
1. Masurari anatomice: cu instrumente sau dispozitive optoelectronice
Exemple de module de elasticitate

Limita de elasticitate
Calcule de rezistenta
Titan TA6V: 795 Mpa
Otel inoxidabil M30 NW : 850 à 1200MPa
Aliaj Crom- cobalt : 700 Mpa
Zona de elasticitate Zona de plasticitate
ε
σ
Limita de elasticitate (Re)
Rezistenta la rupere (Rm)
Rezistenta la rupere
Titan TA6V: 860 Mpa
Otel inoxidabil M30 NW : 900 à 1500 Mpa
Aliaj Crom- cobalt : 1000 Mpa

5. Stabilirea formei geometrice si a
dimensiunilor
Forma si dimensiunile se obtin in doua moduri:
1. Prin calcule in cazul protezelor de tip nou: In urma calculelor de
rezistenta se obtine sectiunea minima la care se adauga formele
corespunzatoare adaptarii la un anumit segment anatomic cu anumite
dimensiuni standard
2. Prin masurarea unei proteze existente (si a dimensiunilor anatomice), in
cazul conceperii protezelor personalizate sau in cazul refacerii , repararii
sau modificarii unei proteze existente
Pentru a se potrivi cu constitutia pacientilor, firmele care fabrica proteze
au conceput atat o gama variata de tipodimensiuni pentru proteze cat si
posibilitatea efectuarii unor reglaje sau modificari.

6. Realizarea desenului sau a modelului CAD
Etape:
1. Determinarea dimensiunilor prin masurare sau calculare
2. Realizarea schitei implantului sau protezei (pentru toate
componentele);
3. Realizarea modelului 2D la scara cu mijloace CAD atat
pentru componente cat si pentru ansamblu;
4. Realizarea modelului 3D cu mijloace CAD;
5. Alegerea unui format de reprezentare grafica usor de
transferat in alte programe (dxf , wmrl sau iges)

7. Optimizari
Optimizarile se pot realiza prin:
• Simularea functionarii cu ajutorul pogramelor de analiza cu
elmente finite (se pot redimensiona si modifica formele unor
implanturi);
• Gasirea unor solutii noi de finisare mecanica si de acoperire;
• Gasirea unor solutii noi de proiectare ergonomica atat pentru
forma cat si pentru dimensiuni
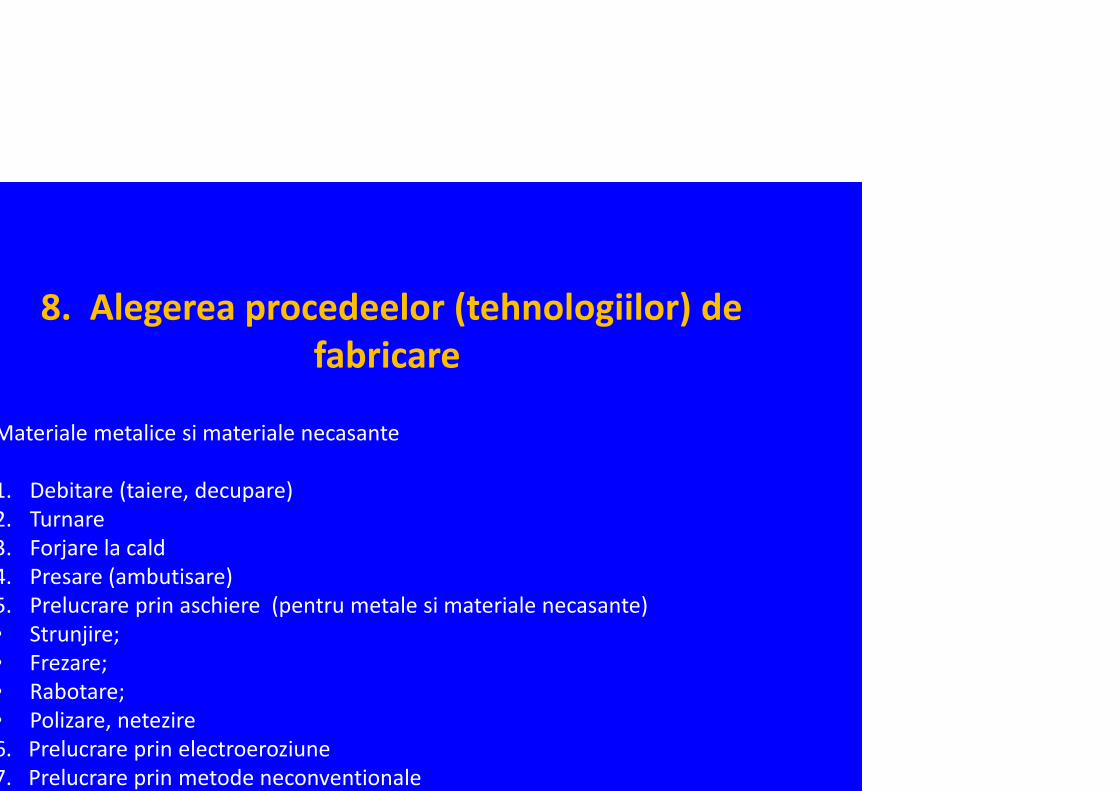
8. Alegerea procedeelor (tehnologiilor) de
fabricare
Materiale metalice si materiale necasante
1. Debitare (taiere, decupare)
2. Turnare
3. Forjare la cald
4. Presare (ambutisare)
5. Prelucrare prin aschiere (pentru metale si materiale necasante)
• Strunjire;
• Frezare;
• Rabotare;
• Polizare, netezire
6. Prelucrare prin electroeroziune
7. Prelucrare prin metode neconventionale

Exemple de implanturi forjate Températura de forjare este cuprinsa intre
950°C pentru titan si 950 ° si 1150°C pentru
aliajul M30NW
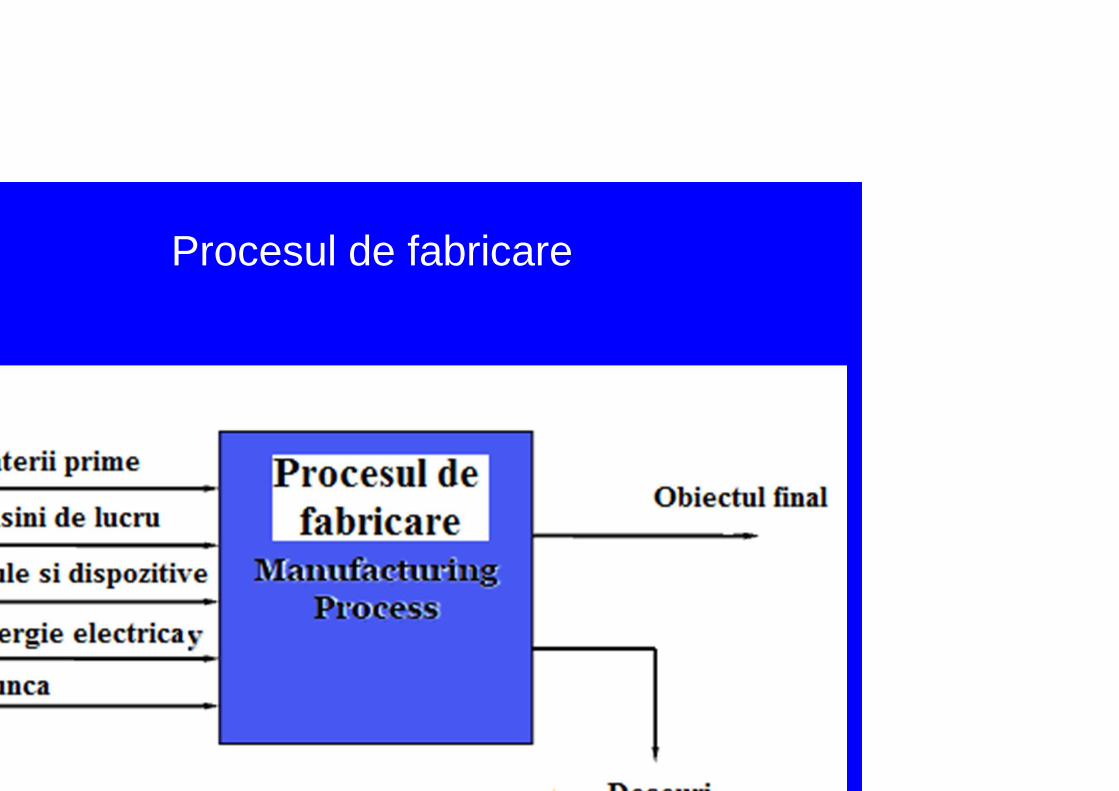
Procesul de fabricare

Alegerea mijloacelor CAD/CAMde fabricare
1.CAD/CAM
Caracteristici:
• Serie mare;
•Precizie mare(de ordinul miimilor de milimetru)
•Prelucreaza orice material
•Implica utilizarea unor masini unelte cu comanda
numerica
2. Fabricare rapida (Rapid Prototyping);
Caracteristici:
•Fabricare rapida
•Precizie mica (de ordinul zecimilor de milimetru);
•Prelucreaza numai materiale usor fuzibile sau
pulberi
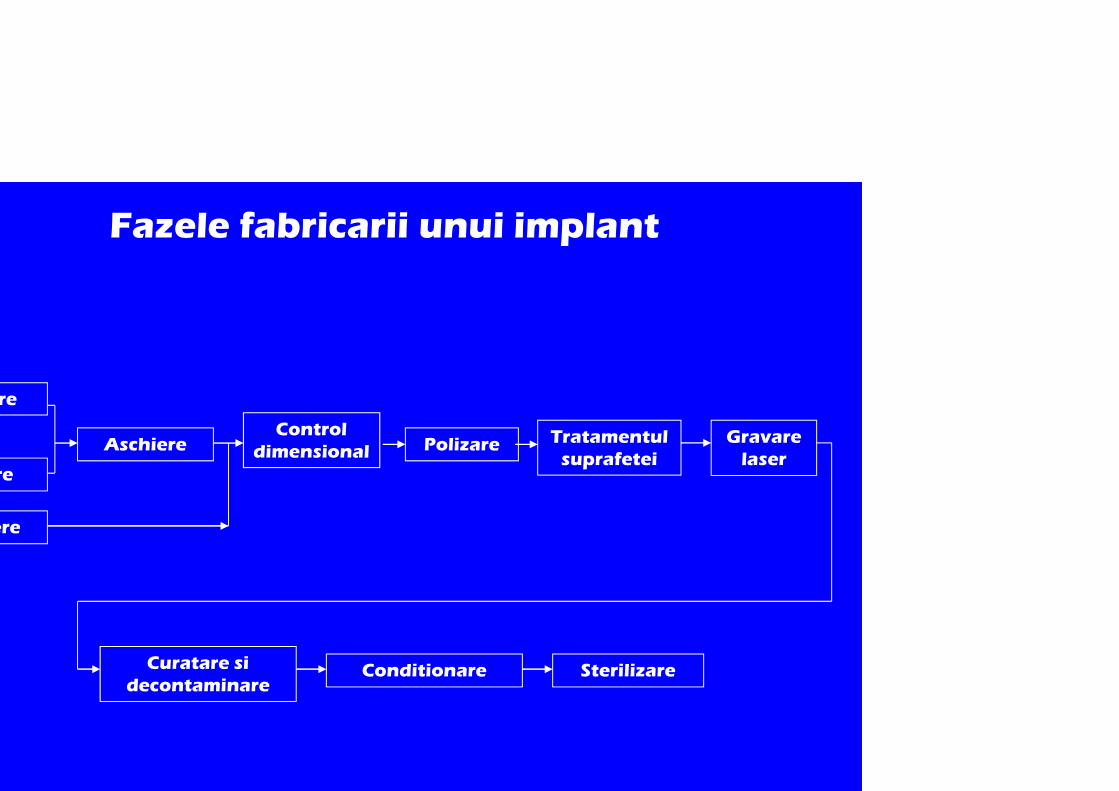
Fazele fabricarii unui implant
Turnare
Forjare
Aschiere
Aschiere Control
dimensional Polizare Tratamentul suprafetei
Gravare laser
Curatare si decontaminare
Conditionare Sterilizare

9. Elaborarea programului obiectului de fabricat
Maşinile cu comandă numerică sunt echipamente complexe dotate cu sisteme de
comandă şi control numeric a deplasărilor. Sistemele de comanda utilizează
calculatoare
Programul constă într-o succesiune de instrucţiuni care sunt interpretate de un
program din calculator destinat comenzii maşinii.
Maşinile pot fi conectate la alte calculatoare sau reţele de calculatoare.
Un program piesă pentru o maşină cu comandă numerică este o listă de comenzi şi de
date transmise echipamentului de comandă numerică al maşinii.
Limbajul folosit este standardizat (ISO - International Standard Organisation sau EIA -
lectronic Industries Association).

Programul se compune dintr-un program principal şi eventual un număr de subprograme.
Fiecare unitate de program se compune din blocuri sau fraze
Un bloc se compune dintr-o adresă şi o valoare numerică. Exemple:
cuvânt care defineşte o dimensiune: X-12.5
cuvânt care defineşte o funcţie pregătitoare: G01
cuvânt care defineşte o funcţie auxiliară: M8

COD Semnificaţie
G00 deplasare cu avans rapid
G01 deplasare cu avans de lucru
G02 deplasare circulara cu avans de lucru, sens orar
G03 deplasare circulara cu avans de lucru, sens antiorar
G04 Temporizare, mărimea indicată sub adresa F
G09 Oprire precisă la sfârşit de bloc
G33 Ciclu de filetare cu pas constant
G40 Anularea corecţiei de rază a sculei
G41 Corecţie de rază a sculei, scula plasată pe stânga traiectoriei
G42 Corecţie de rază a sculei, scula plasată pe dreapta traiectoriei
G53 Invalidarea decalării de origine
G54 Activare decalare de origine
G59 Decalare de origine programată
G80 Anularea unui ciclu de prelucrare
G81 Ciclu fix de burghiere
G84 Ciclu fix de filetare
G90 Programare absolută, dimensiuni faţă de originea programului
G91 Programare relativă, dimensiuni faţă de punctul iniţial
G94 Viteza de avans în mm/min.
G95 Viteza de avans în mm/rotaţie
G96 Viteză de aşchiere , în m/min.
G97 Turaţia broşei în rot./min.
Functiile din programul piesa

10. Fabricarea pe masini unelte cu comenzi numerice
Maşinile cu comandă numerică sunt echipamente complexe dotate cu sisteme de
comandă şi control numeric a deplasărilor. Sunt dotate cu memorie care permite
păstrarea programului. Sistemele actuale utilizează calculatoare compatibile IBM-PC
arbore principal (Z)
turel
a

Introducerea datelor in calculator si executarea obiectului

- Solicitare ciclica la o sarcina prestabilita
- Parametrii de testare: Incovoiere : de la -10° la +110°
- Frecvente reglabile
11. Testarea:
Fabricarea unui ptototip si testarea (validarea)
modelului Instalatie de testat uzura dinamica

Testare mecanica
Testarea dinamica pentr dterminaea proprietatilor de anduranta a tijei si a gatului
femural
- Solicitare ciclica
- Sarcina aplicata vertical

Instalatie de testare a discurilor vertebrale

Computer Integrated Manufacturing – (CIM)
Exemplu de diagrama a compartimentelor unei companii industriale

Ciclul de viata al unui produs

Spirala dezvoltarii reale a unui produs

Exemplu de companie producatoare de software si dispozitive protetice
cu mijloace CAD/CAM:
MATERIALISE (BELGIA)
http://www.materialise.com/

Bibliografie
O. Ciobanu STATE OF ART OF CAD/CAM IN PROSTHETICS, BUL. IPI, TOM LIII (LVII),
FASC.2 ,PP 273-280, 2007
O. Ciobanu CAD/CAM AND RAPID PROTOTYPING TECHNOLOGIES IN MEDICAL
ENGINEERING , BUL. IPI, TOM LIV, FASC.2 ,PP 123-131, 2011


















