Marine Drilling Riser Systems
19
Section 7 Marine Drilling Riser Systems
-
Upload
thought001 -
Category
Documents
-
view
670 -
download
8
description
Marine Drilling Riser Systems
Transcript of Marine Drilling Riser Systems

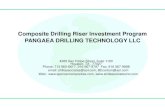
Section 7Marine Drilling Riser Systems

Telescopic Joint
Diverter
Riser Joints
LMRP
BOP
Wellhead

7-1
A marine drilling riser system provides a tubular conduitfrom the rig to the subsea BOP and the wellbore belowit. The riser assembly guides downhole tools andequipment from the surface to the wellbore, permitsdrilling fluids to circulate back to the rig, and carries theBOP stack as it is run or retrieved. The drilling riser iscomposed of a series of specially designed joints whichare connected together by couplings. Choke and killlines for the BOP are run integrally down the outside ofthe riser tube along with other auxiliary lines.
Marine drilling riser joints are made from seamless X-52,X-65, or X-80 line pipe material and normally come in50, 75, or 90 foot joint lengths. Deep water marine risersare made of FG 47 T or RFG 57 T material. Eachintegral drilling riser joint will have a connector box andpin welded at each end.
A set of pup joints is usually supplied with a riser stringso that the riser can be spaced out for any water depth.Pup joints of 5’, 10’, 20’, and 25’ are normally supplied.
Support flanges and guide gussets are incorporated into each joint to facilitatehandling of the heavy riser joints. The flanges support the riser as it is run,provide recesses for the choke and kill lines and have deflector plates to preventhanging of the riser as it passes through the rotary. The choke and kill lines areclamped to the body of the riser joint. Usually three clamps are used on a 50 footlength. This eliminates the welding of support brackets to the riser body. Thisfeature avoids any possibility of stress concentrations in the riser body that shortsurface welds might produce.
The support flanges generally have extra preparations for shackles and handlingslings. Sometimes mud booster lines are integrally attached to the marine riser.These are used to increasethe velocity of the mudreturns in the large diameterriser systems when drillinginside smaller casing strings.On some of the deep watersystems, where electro-hydraulic or multiplex controlsystems are used with theblowout preventer equipment,one or two fluid supply linesare also incorporated into theriser joints in a manner
Drilling Riser Joints
Drilling Riser Joints on the rig pipe rack

7-2
similar to the choke and kill lines.
Gussets fabricated as part of the support flange help to guide the riser jointthrough the rotary table after each connection is made.
Riser diameters are based on the size of the BOP over which they are run. Themost common sizes are 21” for 18-3/4” BOP, and 18-5/8” for 16-3/4” BOP.
Riser system design and selection is based on complex analysis of the loadswhich the riser will develop during use. This is based on combined tension andbending loads produced by the length of the riser string. Other loads whichshould be considered are loads induced by the differential pressure between theseawater outside the riser and the drilling fluid inside the riser, loads induced bythe choke and kill lines, loads induced by buoyancy, and loads induced duringhandling.
Riser coupling design capacities must be within the stress levels induced by theindicated loads.
API RP 2R establishes riser coupling classes based on the tensile capacity ofthe coupling. These are;
API Riser Coupling Class Tensile capacity in millions ofpounds
Class A .5
Class B 1
Class C 1.25
Class D 1.5
Class E 2
Class F 2.5
Drilling Riser Connectors
ABB Vetco Gray has produced three types of drilling riser connector, one usinga split circumferential lock ring, various connector designs using dogs for thelocking mechanism, and a flange style deep water riser connector.
The first drilling riser connector manufactured by ABB Vetco Gray was the BTconnector, which was modified to become the BTM and then the BTL. The BTLbox section has a series of bosses welded to the body, which house actuatingscrews. After the box section is stabbed over the tapered pin section, theactuating screws are tightened t force the split lock ring into the mating groove ofthe pin.
This external boss and actuating screw make-up method is still in use today withnewer connector designs.
The tensile load capacity of the BTL connector is rated at 750,000 pounds.

7-3
The need for a stronger more durable connector led to the development of theMR-4 connector, then the MR-4B, MR-6B, MR-6C, and MR-6D. The progressionreflects the continuing need to increase the connector tensile capacity fordeeper water and longer drilling riser strings.
Other marine riser connectors supplied by ABB Vetco Gray in the past includethe FC and FD style couplings the most recent of which were designated FC-8and FD-8. These were also locking dog style couplings for shallow andintermediate water depths.
MR Type Riser Connector
The “MR” type riser connector ischaracterized by a box and pinarrangement which mate to makethe connection. The box memberhas bolt on bosses which containhex headed actuating screws. At theinboard side of the connector, dogsare attached to the actuating screws.A double groove profile on the pinmember provides the mating profilefor the dogs to impinge, and lock theconnector together when the
actuating screws are tighteneddriving the dogs inward. The matinggrooves on the pin have a 10o taperwhich forces the connection togetheras they are made up, creating apreloaded connection with the loaddistributed evenly over the pin.
An o-ring carried in the connectorbox is the primary pressure seal. Anadditional o-ring on the pin below themating profile keeps trash andcorrosion out of the connector’smoving parts.
The actuating screws on the MRseries of connector require about 1000 ft/lbs of torque to achieve the properpreload. An air impact wrench of known output is typically used to make up theconnection. The actuating screws should be kept lightly greased with a non-metallic grease compound for best operation and life of the connector.
The drilling riser column is subjected to a great deal of vibration which couldpotentially loosen the actuating screws on the connector. A spring loaded lock
MR-6 Pin Riser Connector
MR-6 Box Riser Connector

7-4
ring which captures the hex head of the actuating screw as the wrench isremoved, locks the actuating screw in the fully engaged position.
The support plates and boss mounts on the MR type connectors are an integralpart of the forging. The only welding required is the coupling to joint weld.
The support plates have holes specifically designed for easy handling usingshackles and slings.
Choke and kill stabs mate easily and utilize dual polypak seals.
The MR type connector has beenmanufactured with either four or sixlocking dogs. These include the MR-4B, MR-4C, MR-6C, MR-6D, andMR-6E. In the designation the MRstands for “Marine Riser” the numberstands for the number of lockingdogs, and the B, C, D, or E standsfor the API riser coupling class. TheMR riser design has only recentlybeen developed for use as a Class Eriser coupling. Class D risers aretypically good for water depths to
6,000 feet. Class E riser should begood to 8,000 feet.
Type HMF Riser Connector
The need for a marine riserconnector to be used for drillingapplications in water depthsexceeding 6,000 feet has led to thedevelopment of the ABB Vetco GrayHMF connector. This high strengthflanged marine riser connector,designed with the aid of CAD/CAMand finite element analysis, isespecially suited for deep waterdrilling where high tensile and bending loads are encountered.
The connector has high preload and fatigue strength, yet is designed for easyfield maintenance. Significant features of the HMF connector are:
• Flange sections are compact and light weight in comparison to other flangeconnectors. There is no direct threading into the connector body.
• Tapered nose pin containing resilient seals allows for easy, even connectorstabbing and make-up, even under conditions of severe vessel motion.
HMF Box Riser Connector
HMF Pin Riser Connector

7-5
• Nose pin insert locks positively into the connector with set screws. Ifdamaged during drilling or production operations, pin inserts are easilyremoved and replaced in the field. All other components are also replaceablefor simplified maintenance.
• High preload provides for longer service life and increased fatigue strengthand ensures that no separation of the flanges takes place under maximumloading conditions.
• Same type of integral choke and kill line stabs that are already in use onother ABB Vetco Gray marine riser systems.
• Polypak lip type seals assure pressure integrity. An optional high-pressuremetal to metal seal is also available.
• Locking bolt assemblies are self-contained with no loose parts. They areeasily removed for inspection. There are either 6 or 8 bolts on an HMFconnector, depending on riser diameter and customer preference. The boltsrequire approximately 10,000 ft./lbs of torque to achieve the desired preloadcondition. Specially designed hydraulic wrenches are available for theseconnectors.
• The HMF, being a deep water riser, will often be outfitted with air can orsyntactic foam buoyancy. Riser joints are set up for bouyancy moduleinstallation.
• Fast, sure make-up and disconnect.
• Female choke and kill line element free to float, reducing stress in theconnector and choke and kill lines when the riser flexes.
Drilling Riser Handling Tools
Running drilling riser systems requires two marine riser handling tools and amarine riser handling spider which sits in the rotary table. The riser handling toolhas a drill pipe stem with a tooljoint box looking up. At the lowerend of the stem is a marine riserconnector box looking down. Thebox member of the handling toolmakes up to the pin member ofthe riser joint being handled.
Two handling tools are normallyused so that one can be used tolower the riser joint through therotary table, while the other isinstalled on the next riser joint.
Riser Handling Tool made up to riser joint as itis lifted by pipe elevators

7-6
Drilling Riser Handling Spider
The Marine Riser Handling Spider canbe a split, gimballed, hinged orhydraulic unit that is used to supportthe marine riser and BOP stack as theriser joints are lowered and landed atthe rotary table similar to a set ofrotary slips. The marine riser supportflange on the riser connector pin restson the dogs of the handling spider.
It is important to note that the correctsize spider dog be used for the size ofthe riser being run. The dog segmentsmust extend in close to the connector body when supporting a joint from therotary table, otherwise, the weight on the riser will be transferred to the flangealone rather than to the pin connector body. A shock absorbing/gimballed spideris a popular device used to minimize the peak stresses on the support flanges.These units are particularly effective when long riser strings are run.
A single riser system requiresadjustable spider dogs. One settingis for the individual riser joints andanother is for the large diameter ofthe outer barrel of the telescopicjoint. The handling spider used with a37-1/2” rotary table has hinged endpieces on each dog, allowing for twoadjustments. The spider used with a49-1/2” rotary table has sliding dogsegments adjustable to five differentpositions.
When running the BOP stack,periodic pressure testing of the chokeand kill lines is advisable to ascertainthe integrity of the stab sub seals.Separate test caps, or test capsintegral to the handling sub, are usedto do this. Usually, choke and killlines are tested every fourth or fifthjoint.
Hydraulic Riser Handling Spider
Spider with shock absorbing gimble

7-7
Telescopic Joints
The telescopic joint (slip joint) is the topjoint in the drilling riser system. Itcompensates for the effect of heave andtidal motion on the drilling vessel. It alsoprovides a means of connecting thediverter to the drilling riser system. Theouter barrel supports the terminal fittingsfor the choke and kill lines and alsoprovides the attachment for the risertensioning system.
ABB Vetco Gray’s Telescopic Jointshave a stroke capability of 55 or 75 feet,and a tensile load capacity of greaterthan 1,000,000 pounds in the extendedor locked position. Taking tidalconditions into consideration, the riserjoints are spaced such that the slip jointis at midstroke once the hydraulic latch,or BOP is landed. The telescopic joint iscomprised of an inner barrel and anouter barrel. The inner barrel is attachedto the diverter which in turn is secured tothe underside of the rotary table beams.The outer barrel is attached to the lastriser joint by means of a drilling riserconnector.
The telescopic joint packing elements,located in a packing box attached to theouter barrel, provides the annular sealbetween the inner barrel and the outerbarrel. The elements are of a dualdesign. The outer element is eitherpneumatically or hydraulically expanded into contact with the inner element.Further expansion extrudes the rubber of the inner element around the slip jointinner barrel to effect a seal.
In telescopic joints with two packing elements, the upper inner seal is a splitrubber element which is pneumatically activated by the outer element, normally10 to 15 p.s.i. is adequate. Being of a split design, the element, if worn ordamaged, can be replaced without removing the upper end connection from theinner barrel.
Telescopic Joint and Riser Support Ring

7-8
In operation, it is suggested that justenough pressure be applied so that there isa slight weeping between the packingelement and the inner barrel. This smallamount of leakage has a lubricating effectand avoids excessive wear to the packingelement. In most cases, a constant flow ofwater directed at the inner barrel just abovethe packing box will provide better lubricity.
The lower dual solid elements are intendedfor use when higher than expected pressureoccurs in the marine riser. The assemblyacts as a back-up seal when the upper sealmalfunctions or wears out. The operating pressure required on this lower solidseal element, which is hydraulically actuated, ranges from 15 to 300 p.s.i.depending upon the marine riser internal pressure.
The upper end of the inner barrel is threaded so that the marine riser connectorpin or crossover adapter can be removed for replacement of the solid sealelements.
The telescopic joint can be locked in the closed position by inserting pinsthrough four clevis style lugs on the outer barrel to engage the four lugs on theinner barrel end connection. These are special high tensile pins which shouldnever be substituted. An optional hydraulic release of the inner and outer barrelsis available. This feature is popular with contractors who prefer to land the BOPstack with the telescopic joint in the pinned position.
Riser Tensioner Support Rings
The riser tensioning cables are connectedto a riser tensioner support ring which isattached to the outer barrel of thetelescopic joint. These support rings comein many different configurations dependingon customer requirements. The supportring, with integral pad eyes for attachmentof the riser tensioner cables, can be apermanently fixed solid ring or a removablehinged rotating ring. The advantage of thistype of support system is the initialinvestment, however, since these arenormally pre-attached to the outer barrel ofthe telescopic joint, the individual tensionercables must be attached to the pad eyeswhile the unit is suspended in the moon pool. This can be a difficult and timeconsuming task.
Telescopic Joint liftedoff of the pipe rack
Riser Support Ring

7-9
An alternative is the use of a solid circumferential support ring that has all thetensioner cables pre-attached. This unit, called the SDL support ring is storedunderneath the diverter housing when not in use. The riser pipe is run throughthe SDL ring until a support plate on the outer barrel of the telescopic joint isadjacent to the SDL support ring dogs. The dogs are then hydraulically pivotedout underneath the support plate.
After unlatching the SDL ring from the diverter housing, it is carried down withthe telescopic joint as it is lowered. The riser tensioners can now be pressuredup to support the complete riser string. This type of a riser support system ismuch safer and less time consuming to install.
After the proper amount of tension has been applied to the riser string, the chokeand kill terminations on the outer barrel of the telescopic joint are attached to therig floor manifold piping with high pressure flexible lines (drape hoses) andterminal fittings. To increase personnel safety and save rig time, a combinationriser support ring and terminal fitting assembly is available. This assembly isknown as the KT style support ring. The choke and kill lines terminate into amandrel carried on the telescopic joint outer barrel. The KT support ring, like theSDL support ring, has all the tensioner cables pre-attached. But, unlike the SDLring, the choke and kill line drape hoses are also pre-attached. Once the KT ringis mated with the telescopic joint outer barrel, sleeves are hydraulically extendedinto pockets on the mandrel to seal the terminal fitting drape hose interface.
On most vessels, the terminal fittings with drape hoses attached will now beswung out from their stored position and made up to the male stab terminationson the outer barrel of the telescopic joint. To contain them while under pressure,the two terminal fittings for the choke and kill lines are trapped under a thrustplate on the outer barrel. The choke and kill female stab subs on the terminalfitting are identical to those on the integral marine riser joints and provide acrossover connection from the choke and kill lines on the marine riser to theflexible lines extending from the choke and kill manifold on the drilling vessel’srig floor.
An automatic pull-in and attachment of the terminal fittings is an option availableon all telescopic joints.
The BOP, flex joint and riser string are then lowered and soft landed onto theHigh Pressure Wellhead Housing using either the motion compensator or risertensioners. The last operation is to hook up the flow diverter.

7-10
Diverter SystemsKFDS
The KFDS flow diverter isconnected to the inner barrelof the telescopic joint andsolidly secured under therotary table inside a diverterhousing. This housing is apermanently attached ring,fabricated to the beams underthe rotary table during thebuilding of the vessel, or it canbe retrofitted to existingvessels. It has one to four 12”or larger outlets (dependingon contractor preference) formud returns and diverting flowduring shallow gas kicks. Thishousing also provides a profilefor storing the SDL or KT risersupport rings when these unitsare not in use.
After landing the diverter in itshousing, pins are hydraulicallyextended to lock themtogether. The KFDS diverterfeatures pressure energizedflowline seals above and belowthe flow outlet cavity. A quick connect manifold supplies hydraulic pressure forthe flowline seals, and for locking down and activating the packer insert. Thepacker insert is a 10” inside diameter rubber bag, backed up by metal rings. Inthe event of formation pressure coming up the riser, the bag is hydraulicallyexpanded around the drill string, diverting this pressure to the appropriate outlet.The standard units are rated to 500 p.s.i. with 1,000 p.s.i. rated units available.
CSO Diverter System
Another type of diverter is called the CSO (Complete Shut Off). This diverter issimilar to the KFDS except the packer insert has been replaced with an annularpreventer type bag. The bag opens t a full 20” when relaxed and will close andseal around any size or shape of pipe, as well as an open hole. These diverterfeatures save time by eliminating the need for a packer insert and improve safetyby being able to close around anything or nothing at all.
KFDS Diverter System

7-11
Once the diverter has been landed andlocked into its support housing, the rig crewcan commence with drilling below theconductor.
When the surface hole has been drilled theHydraulic Latch is released and the marineriser system is pulled and laid down.Careful observation of the hydrostaticcondition of the well is recommendedbefore pulling the riser, as a flow at thispoint would be uncontrolled.
Flex Joints
A floating drilling rig whether moored ordynamically positioned cannot stay centeredperfectly over the wellbore. Current, wind, tides, and waves act to push the rigoff center. To prevent excessive bending loads in the riser, flex joints are used atthe bottom and top of the riser assembly. The flex joint provides for 10o ofdeflection from vertical of the riser as the rig moves laterally above the well.
Historically ABB Vetco Gray has manufactured various ball/flex joints thatprecede the Singleflex joint being manufactured today.
Ball joints are similar in structure to a person’s shoulder joint. A ball on the lowersection is housed in a socket above, that allowsrelative motion in any direction around the ball.The breech lock flex joint was the first flex jointmade by ABB Vetco Gray. It involved a series ofinterlocking, sealed segments, each with a flexcapacity of approximately 1-1/2o. The problemwith this joint was its low tensile capacity.
The multi-ball flex joint replaced the breech lockflex joint. Three interlocking ball sections, eachwith approximately 3-1/3o flex capability, were thebasis for the mechanical operation of this flexjoint. Although this proved to be a much strongerjoint than the breech lock flex joint, it still did notmeet the tensile requirements necessary forrunning a BOP stack on marine risers in deepwater.
The Type 1 single ball flex joint was thepredecessor to the Type 2 flex joint which is asingle ball joint which utilizes a hydraulic fluidcushion to minimize wear at the ball joint.
CSO Diverter
Single Ball Joint

7-12
The sea water hydrostatic head creates an unbalanced force on the socketsection of the ball joint, tending to force it down onto the ball section. Thisdownward force is balanced by use of a pressured film of lubricating oil which istrapped between o-ring seals in the ball joint interface. The lubricating oil isforced into the ball joint cavity by a fluid/oil separator which transmits seapressure to the lubricating oil thereby balancing the pressure of the lubricatingoil with the hydrostatic head of the sea water.
The hydrostatic head of the drilling fluid and the upward force applied by theriser tensioners create an imbalance in the ball joint socket section in the upwarddirection as well. A film of lubricating oil is used to counterbalance this upwardforce. The pressure of this film of oil is regulated manually as the amount oftension is variable based on the water depth and riser tension.
Hydraulic fluid from the BOP stack control system, at a calculated pressure, isapplied to the base of the floating piston in another fluid-oil separator. Thistransfers the pressure into the lubricating oil, which maintains the requiredbalancing force to compensate for the overpull and mud weight.
An indicator rod attached to the piston of each fluid-oil separator verifies thepiston’s position. A fully extended rod indicates that the lubricating oil has beenused up, signifying a leak past the ball joint seals.
The inside surfaces of the separator cylinders has a slightly enlarged insidediameter at the top. This allows the piston to permit a bypass of sea water in onecase and hydraulic fluid in the other t lubricate the ball surfaces. This is only atemporary situation until the ball joint is retrieved to the surface for repair.
Another type of pressurized, single ball flex joint manufactured by ABB VetcoGray is known as the Type CR-1. It is essentially the same as the Type 2,however it is inverted in comparison to the Type 2 and thus only requires onehydraulically pressurized chamber (upper ball/socket interface). In either case,the required hydraulic pressure applied to the ball joint is dependent upon thetension load on the drilling riser, water depth, and mud weight. Pressure chartsare used to calculate the required pressure to balance the pressurized ball jointsfor the forces induced by the mud weight and overpull of the riser tensioners.These pressure charts are individually prepared for each ball joint size and areincluded in service manuals supplied to the user.
Each single ball flex joint has an anti-rotation pin which prevents the socket fromrotating relative to the ball section. This is necessary in order to avoid twistingproblems with the flexible choke and kill lines around the flex joint.
Extensive wear on the inner bore of the ball joint can occur as the result ofdrilling while the vessel is off location. A replaceable wear bushing insert isinstalled in the ball section to provide an expendable component, and avoidirreparable damage. The single ball flex joints have a tensile load capacity of upto two million pounds which has proven to be ample for running the larger BOPstacks and for the tensioning loads of the drilling riser.

7-13
Non-pressured Flex Joints
The development of the deepwater guidelineless subseasystems required equipmentwhich could be used in 3,000 to10,000 feet of water. Because ofthe pressure requirementsanticipated for a ball joint atthese depths, it necessitated thedevelopment of anonpressurized flex joint with thehigh tensile capacity to handlethe deep water subseaequipment. ABB Vetco Graydesigned the UniFlex Joint tomeet these standards. It hassince been replaced by the moreeconomical and compactSingleflex joint. Although thenonpressurized flex joint wasoriginally developed for theguidelineless system, it is gainingwide acceptance for use withguideline systems being discussed, and has some distinct advantages over thesingle ball type flex joint.
The Singleflex Joint requires no hydraulic balance pressure and therefore itsoperation is simplified and the service andmaintenance requirements are substantiallyreduced.
The primary flexing takes place at theelastomeric bearing ring in the upper section ofthe flex joint. The bearing ring flexes to amaximum of 10o from center line, providing anangle of 10o from vertical flexing capability. Thecontrol flex seal is composed of the sameflexing material and mainly functions as a sealbetween the internal mud pressure and theexternal ambient pressure. This seal assemblywill resist differential pressures of up to 3,000p.s.i. The flex material is laminated layers ofstainless steel and rubber. The durability of thismaterial has been exemplified in its extensiveuse as a shock absorbing element forhelicopter rotors and also for universal joints in
Single Flex Joint
Flex Joint in LMRP

7-14
heavy-duty trucks. This type of construction is more likened to a sliding,compressive loading rather than the pivotal loading on a spherical surfaceexperienced by the single ball flex joint.
In the Singleflex Joint, all resilient material is preloaded. This preload assurespositive compression in the flex seal with the unit under maximum tension. Themaximum static tensile load for the unit is rated up to 2,000,000 pounds, and themaximum operating tensile load is 1,500,000 pounds.
Test results indicate that it requires approximately 20,000 lbs/ft bending momentto flex the 18-3/4” unit one degree. Due to the approximate linearity of the data,this tends to hold true for any degree change within the 10o range.
The Singleflex Joint is rated for H2S service as a standard and can be used withoil-based drilling muds. Since the elastomeric bearing ring is not exposed t themud column, harmful chemicals will not damage the rubber, so its service liveand reliability are extended.
A drilling riser connector attached to the flex joint provides the crossover to theriser pipe which is the means for lowering the BOP assembly. The ABB VetcoGray subsea system requires a drilling riser pin connector above the flex jointsince the riser system incorporates a pin up, box down connection.
Emergency Riser Disconnect
The Emergency Riser Disconnect offers a secondary means for quick release ofthe riser should the rig offset exceed recommendedoperating parameters. The Emergency Riser Disconnect isincorporated into a riser joint which can be installedanywhere in the riser string above the lower flex joint.
The disconnect operates hydraulically. A locking sleeve onthe upper section of the joint is held in the lock position byhydraulic pressure applied through the supply line. Thehydraulic fluid on the latch side of the locking sleeve istrapped in place by a pilot operated check valve. The pilotside is connected to the unlatch side of the locking sleeve.The only way to release the hydraulic locking fluid is topressure the unlatch line. The locking dogs engage arecess in the lower mandrel of the joint. As hydraulicpressure is applied to the unlock side of the locking sleeve(1500 p.s.i.) the pilot port opens releasing the hydraulicpressure on the lock side of the sleeve permitting thesleeve to slide upward from behind the locking dogs. Thelocking dogs are then free to disengage from the lowerjoint mandrel permitting the joint to separate releasing theriser string above the connection. The taper behind the
locking dogs is self locking so that in the event ofhydraulic failure the connector will not release regardless Emergency Riser Disconnect

7-15
of the tension on the riser string.
The pull to separate the joint is always axial to thecenterline of the riser. Therefore, there are no forcesbinding the coupling to keep it from separating,regardless of how far the vessel is off the hole.
Instrumented Riser Joint
The Instrumented Riser Joint provides the means ofmonitoring a number of parameters associated with theuse of deep water riser systems. These parameters aremeasured by sensors incorporated into a riser pup jointand are multi-plexed by a subsurface electronicsassembly and transmitted to the surface using a smalldiameter armored logging cable. Data is converted atthe surface to an output signal for readout and orstorage.
Parameters typically monitored include, temperature,pressure, inclination in two directions, axial stress, andbending stress in two directions. Other readouts can beprovided.
Automatic Riser Fill Valve
The Automatic Riser Fill Valve prevents the riserfrom collapsing under external pressure in the eventof a sudden mud loss. It is designed with an outersliding sleeve that opens automatically, allowing seawater to fill the riser, when the internal pressure atthe valve falls below the external pressure. TheAutomatic Riser Fill Valve also has hydraulicoverrides which permit it to be opened or closed asdesired.
In the automatic mode a pre-charged accumulatormounted on the valve joint provides actuatingpressure. As pressure in the riser falls below theexternal pressure, the pressure in the accumulatoroperates the sliding sleeve which moves upwardexposing the ports in the valve to the sea water,which will then flood the riser.
The override system is operated by hydraulic controllines to the Automatic Riser Fill Valve. The overridecylinders move freely through the flanges on thesliding sleeve, either lifting it or lowering it when onof the end caps comes into contact with one of theflanges. They are guided by piston rods attached to
Instrumented Riser Joint
Automatic Riser Fill Valve

7-16
the riser coupling and the choke and kill line support flange, and are centered onthe piston rods by pressure from the pre-charged accumulator. Pressure appliedto the top or bottom chamber of the override cylinder opens or closes the valveand the cylinder is again centered by accumulator pressure when controlpressure is vented.
Hydraulic Latch
In years past it wasconsidered prudent toinstall a riser into theLow Pressure WellheadHousing while drillingthe surface hole toprovide a means for wellcontrol (diverter system)if shallow gas wasencountered in this holesection. A second riserwould then be run withthe BOP once thesurface hole was cased,and the High PressureWellhead Housinglanded. Current practice typically provides for drilling the surface hole sectionwithout a riser so drilling fluids used to drill the hole section (seawater) areallowed to disperse at the sea bottom rather than being circulated back to therig. Incidents which have occurred over time have shown that taking a gas kickback through the rig diverter system is more dangerous than allowing the gas todisperse at the sea floor. In deep water, the expense and difficulty of handlingtwo complete riser assemblies is also undesirable.
Drilling the surface hole with returns requires the use of four major componentassemblies which make up the riser system, and provide the necessarycirculating conduit, motion compensation, and well control. These assembliesare the hydraulic latch, flex joint, marine riser string including the telescopic joint,and a flow diverter.
The Hydraulic Latch is run at the bottom of the riser assembly. It stabs, seals,and locks into the Low Pressure Wellhead Housing. It is typically rated to 500p.s.i. working pressure.
Four hydraulic cylinders attached to the main body are used to drive the dog ringdownward which forces eight dogs into the running profile in the Low PressureWellhead Housing. Normally, only 800 p.s.i. is required to lock the unit onto theLow Pressure Wellhead Housing, and this pressure should be maintained untilthe latch is released. The latching profiles of the dogs and grooves are tapered
30” Hydraulic Latch

7-17
at 45o to ensure easy release when the dog ring is moved upward to the releaseposition and the latch is pulled from the Low Pressure Wellhead Housing.
Prior to running the Hydraulic Latch, the dog ring should be functioned and leftin the unlock position with all dogs manually pushed back into the lower body,assuring adequate clearance when entering the Low Pressure WellheadHousing. Once landed, hydraulic pressure is applied through a control hosebundle run with the riser, to lock the latch.
The Hydraulic Latch fits inside the Low Pressure Wellhead Housing reducing theinside diameter to 21-1/4”. This means that underreaming is required to makethe 26” hole, or a pilot hole, usually 15” or 12-1/4”, is drilled.
The Hydraulic Latch is normally directly connected to a flex joint by means of aflange or hub connector, and is stored in the moon pool area as a package.Alternatively, the H-4 connector of the Lower Marine Riser Package (LMRP) canbe connected to the Hydraulic Latch if the Latch has an H-4 profile at the top. Inthis case the LMRP is run above the Hydraulic Latch. This is not a preferredmethod however as it adds to the wear and tear on the LMRP.
Guidance is provided by a frameworkbolted to the upper body of theHydraulic Latch, which has two or fourslotted guide funnels attached. Theguide lines are inserted into these guidefunnels when the Hydraulic Latch isstaged to run on the rigs moon poolbeams. When the guide funnels stabover the guide posts on the PermanentGuide Structure, they centralize thelatch and provide final guidance.
30” Hydraulic Latch with Ball Joint andRiser Connector at spider deck


![Drilling Riser[1]](https://static.fdocuments.net/doc/165x107/55267215550346d36e8b4d99/drilling-riser1.jpg)