MANUFACTURE OF COST-AFFORDABLE Metcut-Materials Research ... · titanium market will help to expand...
13
- "THE MATERIALS AND PROCESSES SOCIETY" a J< Society for the Advancement gllatemial and hnreir ingineenng - - - - - - - - -- " !J A$# L/ MANUFACTURE OF COST-AFFORDABLE HIGH PERPOWNCE TITANIUM COMPONENTS FOR ADVANCED AIR FORCE SYSTEMS D. Eylon Metcut-Materials Research Group Wright-Patterson Air Force Base, Ohio M. Field Metcut Research Associates Inc. Cincinnati, Ohio F. H. Froes G. E. Eichelman Metds am? Ceraiiiics/Eiateriais Laboratory Wright-Patterson Air Force Base, Ohio , ' .) i , < * *dl.!. t ' . . .S? If*? $A; ,< - ,'kY _L / 4 %".C &,* 4, 6) ,. \* + ?.rrf q*c ', >+$, , F * ; + 1 I y* * i 4';:' :.. "6 f! 8 ; + > !,! 7,. 4 ' ( 5 1 I< %>a,' :. 4 <f; 3,~" ) C,' , 8 ) ' ~ 1 5 " Fa, J ~ ~ j , ;li" ;: 2 't ' I Presented at the 12th National SAMPE Technical Conference, Seattle, Washington, 1%' ';. G. October 7-9, 1980. Reproduced from Materials 1980, Volume 12, National SAMPE ,'. Technical Conference Series. Published by S.A.M.P.E., P.O. Box 613, Azusa, >,' < ! . .: California 91702, USA, Phone (213) 334-1810 :' if . < I . , '5; .'<$j$ yd'
Transcript of MANUFACTURE OF COST-AFFORDABLE Metcut-Materials Research ... · titanium market will help to expand...

- "THE MATERIALS AND PROCESSES SOCIETY" a J<
Society for the Advancement gllatemial and hnre i r ingineenng - - - - - - - - --
" !J A $ #
L/
MANUFACTURE OF COST-AFFORDABLE H I G H PERPOWNCE
TITANIUM COMPONENTS
FOR ADVANCED AIR FORCE SYSTEMS
D . Eylon M e t c u t - M a t e r i a l s Resea rch Group
W r i g h t - P a t t e r s o n A i r F o r c e Base, Ohio
M. F i e l d Metcu t Resea rch A s s o c i a t e s Inc .
C i n c i n n a t i , Ohio
F. H . F r o e s G. E. Eichelman
Metds am? Cera i i i ics /Eia ter ia i s L a b o r a t o r y W r i g h t - P a t t e r s o n A i r F o r c e Base , Ohio
, '
.) i ,, < * *dl.!.
t '
. . .S?
If*? $A; ,<
- , ' k Y _L / 4 %".C
&,* 4 , 6) ,. \ * +
? . r r f q*c ',
>+$, , F *;
+ 1 I y* * i
4';:' :.. " 6 f!
8
;+ > !,!
7,.
4 ' ( 5
1 I < % > a , '
:. 4 <f; 3 ,~" ) C,' ,
8 ) ' ~ 1 5 "
F a , J
~ ~ j , ;li" ;: 2
't
' I P r e s e n t e d a t t h e 1 2 t h N a t i o n a l SAMPE T e c h n i c a l Confe rence , S e a t t l e , Washington, 1 % ' ';. G . O c t o b e r 7-9, 1 9 8 0 . Reproduced from M a t e r i a l s 1980 , Volume 1 2 , Na t iona l SAMPE ,'. T e c h n i c a l C o n f e r e n c e S e r i e s . Pub l i shed by S.A.M.P.E., P.O. Box 613, Azusa,
>,'
<!. .: C a l i f o r n i a 91702, USA, Phone (213) 334-1810 :' if
. < I . , ' 5 ; .'<$j$ yd'

MANUFACTURE OF COST-AFFORDABLE HIGH PERFORMANCE TITANIUM COMPONENTS
FOR ADVANCED AIR FORCE SYSTEMS
Developments i n near n e t shape t e c h n o l o g i e s and mach in ing o f t i t a n i u m a l l o y aerospace components l e a d i n g towards lower c o s t and h i g h performance a r e the s u b j e c t o f t h i s paper. The n e a r n e t shape t e c h n o l o g i e s d i s c u s s e d a r e c a s t i n g , powder m e t a l l u r g y , s u p e r p l a s t i c f o r m i n g and d i f f u s i o n bond ing. The n e a r n e t shape approach b o t h reduces the i n p u t o f t i t a n i u m a l l o y m i l l p r o d u c t and a l s o c u t s back r e q u i r e d mach in ing . I n t h e case o f t i t a n i u m powder m e t a l l u r g y , b o t h lower c o s t and improved p r o p e r t i e s can be o b t a i n e d when compared t o t h i c k s e c t i ons o f wrought p r o d u c t s . Advancements i n t i t a n i um a1 - l o y mach in ing can lower t h e c o s t o f mach in ing and improve t h e s u r f a c e i n t e g r i t y l e a d i n g t o b e t t e r f a t i g u e s t r e n g t h . The i n c r e a s i n g share o f t h e non-aerospace i n d u s t r y i n t h e t i t a n i u m marke t w i l l h e l p t o expand t h e t i t a n i u m i n d u s t r i a l and t e c h n o l o g i c a l base and reduce t h e burden o f a l l o y and p r o c e s s development. Through c o s t r e d u c t i o n and inc i -zased pe r fo rmance , i t i s expected t h a t t h e f u t u r e use o f aero- space t i t a n i u m a l l o y components w i l l expand.
1 . l NTRODUCT I ON
T i t a n i u m i s t h e f o u r t h most abundant me ta l on e a r t h 1 . I t s a1 l o y s have ex c e l l e n t c o m b i n a t i o n o f c o r r o s i o n r e - s i s t a n c e , h i g h s t r e n g t h - t o - w e i g h t r a t i o and good f r a c t u r e r e s i s t a n c e a t room and m o d e r a t e l y e l e v a t e d tem- p e r a t u r e s . I n s p i t e o f t h i s , t h e use o f t i t a n i u m i s s t i l l l i m i t e d t o a p p l i c a t i o n s where o t h e r me ta l can- n o t p e r f o r m a d e q u a t e l y . T h i s i s a r e s u l t o f t h e r e l a t i v e l y h i g h c o s t o f t i t a n i u m a l l o y components, a con- sequence o f t h e h i g h m e l t i n g , p r o - c e s s i n g and m a c h i n i n g c o s t s . The h i g h m e l t i n g and p r o c e s s i n g c o s t s a r i s e because o f t h e h i g h r e a c t i v i t y o f t h e t i t a n i u m n e c e s s i t a t i n g vacuum o r i n e r t atmosphere i n a1 1 m e l t i n q and some f o r m i n g and hea t t r e a t m e n t
o p e r a t i o n s . The l a r g e amount o f e- l e c t r i c i t y r e q u i r e d t o produce t i - tan ium meta l i s h i g h e r than a l l o t h e r w i d e l y used m e t a l s (43kw3/kg. vs. 26 f o r A1 and 12 f o r C U ) .
I n t i m e s when c e r t a i n meta l sources a r e becoming dep lea ted and t h e sup- p l y o f o t h e r s i s from p o l i t i c a l l y u n s t a b l e sources , eve ry e f f o r t shou ld be made t o i nc rease the use o f a l l o y s w h i c h a r e based on r e a d i l y a c c e s s i b l e e lemen ts . I n t h i s r e s p e c t , t i t a n i u m a l l o y s shou ld see more f u t u r e use n o t o n l y because o f the abundance o f t i t a n i u m i n f r i e n d l y c o u n t r i e s and d o m e s t i c a l l y , b u t because most o f t h e w i d e l y used t i t a n i u m a l l o y s ( f o r example , ~ i - 6 ~ 1 - 4 ~ ) a r e n o t heav i l y
* M e t c u t - M a t e r i a l s Research Group, P . O . Box 3 3 5 1 1 , W P A F B , O H , 4 5 4 3 3 .
.b & .< ,. Me tcu t Research Assoc ia tes I n c . , 3980 Ross lyn Dr., C in-
c i n n a t i , OH, 45209 *A;? M e t a l s and Ceramics D i v i s i o n , M a t e r i a l s L a b o r a t o r y , WPAFB,
OH, 4 5 4 3 3 .

a l l o y e d w i t h sca rce elenients as i n t h e case w i t h n i c k e l base a l l o y s .
There a r e two approaches t o i n c r e a s e the use o f t i t a n i u m a l l o y p r o d u c t s : e i t h e r by i n c r e a s i n q f u r t h e r , t h e mechan ica l p r o p e r t i e s and t h e r e - l i a b i l i t y , t h u s j u s t i f y i n g t h e h i g h c o s t , o r by r e d u c i n g t h e p roduc t c o s t b y improvement o f p resen t p r o - cesses o r i n t r o d u c t i o n o f new ones. T h i s paper w i l l c o n s i d e r b o t h ap- proaches i n r e v i e w i n g recen t ach ieve - ments i n n e t shape t i t a n i u m techno- l o g y ( reduced m a t e r i a l u t i 1 i z a t i o n and improved i n t e g r i t y ) and machin- i n g ( reduced c o s t and improved i n - t e g r i t y ) . I n n e t shape techno logy , c a s t i n g , powder m e t a l l u r g y , i s o - thermal f o r g i n g and s u p e r p l a s t i c f o r m i n g d i f f u s i o n bond ing (SPF/DB) w i l l be d i scussed .
2. NET SHAPE TECHNOLOGIES
2.1 CASTING
T h i s i s a 5000 y e a r o l d n e t shape t e c h n o l o g y w h i c h i s s t i l l one o f t h e most c o s t - e f f e c t i v e methods i n many space-age m e t a l l i c system. However, t h e h i g h r e a c t i v i t y o f t i t a n i u m r e - q u i r e s i n e r t gas m e l t i n g and c a s t i n g and t h e use o f n o n - r e a c t i n g mold m a t e r i a l s , w h i c h cony1 i c a t e s the p rocess and d r i v e s up t h e c o s t . I n a d d i t i o n , t i t a n i u m c a s t i n g s ( m o s t l y ~ i - 6 ~ 1 - 4 ~ ) c o n t a i n po o s i t y and a coa rse m i c r o s t r u c t u r e 5 c o n s i s t i n g of l a r g e p r i o r b e t a g r a i n s and ex ten - s i v e c o l o n i e s o f a l p h a p l a t e s wh ich d e t e r i o r t e t h e h i g h c y c l e f a t i g u e r: s t r e n g t h able I ) . The c a s t i n g p o r o s i t y 5 e f f e c t on f a t i g u e c rack i n i t i a t i o n i s i n c r e a s e d by t h e n o t c h sen i t i v e coa rse b e t a m ic ro - s t r u c t u r e ' t y p i c a l l y found i n t he s l o w - c o o l e d t i t a n i u m c a s t i n g s . T h i s r e l a t e s t o t h e a b i l i t y o f l a r g e a l p h a p l a t e c o l o n i e s t o e a s i l y i n i - t i a t e shea r r e l a t e d c r a c k s 7 on t h e base1 g l a n e o f t h e hexagona l a lpha g r a i n s a c r o s s t h e w i d t h o f s e v e r a l c o l o n i e s g . Fo r t h i s reason , t he c l o s u r e o f t h e pores i s o f p r ime i m p o r t a n c e s i n c e t h e s y n e r g i s t i c e f - f e c t o f pores and l a r g e c o l o n y s t r u c t u r e degrades f a t i g u e 1 i f e by two o r d e r s o f magn i tude even i n
10 wrough t be ta -annea led p r o d u c t s . On t h e o t h e r hand, t h e t e n s i l e p r o - p e r t i e s o f c a s t m a t e r i a l able I )
a r e c l o s e t o wrought m a t e r i a l w i t h s i m i l a r m i c r o s t r u c t u r e . An example o f c a s t Ti-6A1-4V component wh ich demonst ra tes the shape comp lex i t y t h a t can be ach ieved, i s shown i n F i g u r e 1 .
To improve the f a t i g u e s t r e n g t h , i t i s p o s s i b l e t o c l o s e t h e c a s t i n g pores by h o t i s o s t a t i c p r e s s i n g HIP)^. The t e s t r e s u l t s f o r c a s t m a t e r i a l and c a s t and HIP a r e shown i n Tab le I . The H I P ' i n g was p e r - formed a t 1 5 5 0 ~ ~ / 1 s k s i f o r 2 hou rs . I n s p i t e o f t he coniplete pore c l o s - i n g , t h e H I P ' d c a s t i n g s show o n l y moderate f a t i g u e 1 i f e improvement, s i g n i f i c a n t l y below t h e f a t i g u e s t r e n g t h l e v e l o f wrought m a t e r i a l w i t h a s i m i l a r be ta-annea led m i c r o - s t r u c t u r e ' ' . T h i s i s p robab ly due t o t h e f a c t t h a t t h e c a s t and HIP c y c l e deve lops a coarse m ic ro - s t r u c t u r e wh ich causes e a r l y f a t i g u e c r a c k i n i t i a t i o n . A p o s s i b l e way t o f u r t h e r improve t h e f a t i g u e s t r e n g t h o f t i t a n i u m c a s t i n g s i s t o m o d i f y t h e a s - c a s t , o r as-cas t and HIP m i c r o s t r u c t u r e , by subsequent hea t t r e a t m e n t o r by t h e Hydrovac p rocess12 . I n t h e Hydrovac process , t h e t i t a n i u m a l l o y components a r e hydrogenated, t r ans fo rmed and sub- s e q u e n t l y dehydrogenated. The n a t u r e o f t h e m i c r o s t r u c t u r e re - s u l t i n g f rom t h i s p rocess depends o n t h e process parameters , however, i t i s p o s s i b l e t o a l t e r as -cas t g r a i n s t r u c t u r e i n t o a f i n e - e q u i - axed a l p h a s t r u c t u r e 1 3 .
2.2 POWDER METALLURGY
T i t a n i u m c a s t i n g techno loqy ad- d r e s s e s , p r i m a r i l y , t h e c o s t p ro- b lem w h i l e t i t a n i u m powder me ta l - l u r g y h a s the p o t e n t i a l o f improv ing b o t h c o s t and per fo rmance. T h i s i s m a i n l y due t o t h e f a c t t h a t T i PM i n c l u d e s a l a r g e v a r i e t y o f p r o - cesses r a n g i n q f rom s i n t e r i n g o f a n g u l a r g r a n u l e s t o H 1 P ' i n g o f s p h e r i c a l p a r t i c l e s . F u r t h e r , i t a l s o a l l o w s i n t r o d u c t i o n o f new a l l o y compos i t i ons wh ich cannot be produced by c o n v e n t i o n a l m e l t i n g p rocedures . The v a r i o u s methods can be d i v i d e d i n t o two major ap- p roaches : t h e e l e m e n t a l b l e n d and t h e p r e a l 1 oyed.

by the elemental blend powder com- pacts produced b either the cold press and sinterY4 or cold isostatic press and sinter ( ~ l ? ) l 5 methods. In these processes, titanium sponge fines are blended with elemental ad- ditions or master alloy. The sponge fines are faceted granules produced in the process of converting titani- um ore to metal. Since these fines cannot be used in the current pro- cesses of ingot melting, they are available at relatively low cost. The blended mixture of sponqe fines and master alloy is cold compacted to the desired shape with a density of 85-90%. The cold compaction is achieved either by conve tional me- chanical press and dies1' or by hy- drostatic pressure transmitted through an elastomeric container's allowing production of very complex shapes. The compacts are then sin- tered at temperatures high above the beta transus and reach densities of 96-992. Typical Ti -6A1-4V components produced by these processes are shown in Figures 2a and 2b. The tensile tr able 1 ) and fatigue crack propaga- tion properties obtained by these processes are c o m p a r ~ ~ l e to wrought mill anneal material The high tensile strength and high tensile ductility are surprising because the compacts are not fully dense. At the same time, the high cycle fatigue strength is degraded by the residual porosity16 (iable I) due to early crack initiation which dominates the total fatigue life17. It should be noted, however, that the fatigue strength of these compacts is super- ior to the fatigue strength of cast- ings able I). The porosity pro- blem can be partially resolved P ti further HlP'ing of the compacts . However, unlike the castings case, the HIP'inq does not cause complete pore closure in this material due to Na and C1 contaminants in the pore locations. For this reason, the fatigue strength cannot be raised to the wrought material leve117,
The prealloyed approaches basically offer a higher cost product with better mechanical properties and lower data scatter. The reason for the higher cost is partially because a1 loy billets are used as the ini- tial material for the powder pro- duction and are m r e expensive than
the sponge fines used in the elemen- tal blend methods. On the other hand the double-melt ingot production pro- cess results in a high purity alloy, and subsequently, higher purity pow- der. The prealloyed powder produc- t ion methods provide particles in various shapes from faceted19 (hy- dride-dehydride powder) to spherica120 morphologies. The most common way of producing prealloyed powder is by centrifugal atomization which pro- duces spherical particles. The various centrifugal atomizat ion meth- ods2' are summarized in Table I I . The only commercially available pow- der is currently produced by the Ro- tating Electrod Process E RE?)^'. In this processF2, molten droplets are ejected from a rapidly rotating alloy billet electrode and solidify in an inert atmosphere. Recent in- troduction of plasma gun melting to the process, assures that the powder is almost free of metallic as well as non-metallic contaminants. The spherical powders flow readi 1 y and packs to very consistent density of 65% even in molds with complex shapes. This leads to good dimen- sional reproducibi 1 i ty o f the corn- pact 5 .
The complex shapes, which give an economic advantage to this techno- logy, can be produced using metal can, ceram'c mold or fluid die 4 techniques . In all three methods, HIP consolidation can be used; while the fluid die technology opens the possibility of press consolidation which i a potentially inexpensive 3 3 process . The fact that in a11 ~entrifuga?;~nd melt extract atomization methods , an alloy billet which was produced by melting titanium sponge is the starting material, makes these methods potentially less cost-ef- fective than the elemental blend methods. On the other hand, the use of titanium granules obtained directly from the ore reduct ion pro- cess (I ike sponge fines) are inex- pensive and eliminate the cost of melting the alloy twice. These ti - tani um granules are faceted, con- taminated with chlorides, do not lend itself to 100% densification porcesses (like HI?), and do not have the qood f 1 nl.1 -I- -

consrdered necessaryL' tor t I lllng of complex shape molds. Development of processes to reduce the chloride content or better still, direct re- duction of low chloride spherical powder is, therefore, necessary. It is now possible to obtain low chlo- ride non-spherical powder from the electrolytic reduction proces to produce fu 1 1 -densi ty ~ompacts'~ and the technology is being explored to produgg spherical titanium sponge fines , A comparison of the ten- sile and fatigue properties in Table 1 shows that, currently, only the REP prealloyed technology can com- Pete in performance with wrought material. By this technology, more uniform and texture-free microstruc- ture can be produced in heavy sec- tions leading to improved properties and structural reliability when com- pared to wrought products. A typi- cal ~i-6~1-4V component produced by this method is shown in Figure 3.
2.3 SUPERPLASTIC FORMING/DIFFUSION BOND l NG (SPF/DB)
The SPF/DB is a fabrication method which allows complex shapes to be formed from titanium alloy sheets at relative!y !w pressure by using the material superplasticity and at the same time, to join panels by diffu- sion bonding. In Ti-6Al-4~, the superplastic behavior is associated with alpha + beta microstructure containing small equiaxed alpha grains27. At relatively slow strain rates under only 15 to 150 psi pres- sure, at 1650 to 175o0~, deformat ions of up to 500% can
2 B y btained in 0.18
inch formed sheet . The super- plastic metal flow a1 lows the alloy sheet to take the shape o f complex die cavities with small radii o f curvature. The process was success- fully performed in variety of equip- ment and tool ing including hot gas pressuring units and hydraulic hot presses. This technology lends it- self to production of large complex shape airframe panels which tradi- tionally were fabricated by joining together many forged and machined sections. In this method, not only 50% cost savings could be very easily demonstratedz8, but the el iminat ion of rivets, bolts and weld joints increases the structural efficiency.
In alloys l i k e 11-6AI-4V, the c o n d i - t ions for superplast ic forming (SPF) (temperature, pressure, t ime and en- vironment) are similar to those r 3 6 quired for diffusion bonding (DB) . The DB provides an effective joint with minimal property degradation. This results from the oxide layer dissolution at high temperature and pressure in an inert environment, al- lowing the contact surfaces to form a solid diffusion bond. The SPF and DB can be Very easily combined into a one-step process (SPF/DB) allowing concurrent deformation of sheets to complex shapes and bonding to other sheets3'. Weight savings, which can approach 50%, the ability to achieve complex shapes, and high structural efficiency and reliability, will de- finitely influence the way future advanced airframes will be designed. Presently, the SPF/DB fabricated com- ponents are replacing components which were designed to be produced by other methods. However, with the SPF/DB process in mind, the air- frame designers can now des iqn more complex and efficient components that will draw even more advantages from this promising new technol~gy. -. A typicdi I I-6A1-4V component pro- duced by the SPF/D8 technique is shown in Figure 4.
The superplastic ca?ability of ti- tanium alloys can be further im- proved by : a) microstructure refine- ment of alpha + beta alloys to create saniller globular alpha grains eithe 5 2 through thermornechanical processing , a second phase dispersion, or perhaps by ~ ~ d r o v a c ' ~ , ' 3 , b) the use of al- loys with higher amount of beta phase to increase superplasticity at lower temperatures32,33, and c) de- velopment of new alloys on the basis of superplastic flow criteria.
This technology which was developed within the aerospace industry should easily find its way into the general engineering area in applications such as heat exchange panels.
3. MACHINING
3.1 DEVELOPMENTS IN MACHINING
Several devclopnlents in machining can bevefit the cost reduction possi- bilities of tit~niggm ----

-,,,,,- u , . < , G d L " 4 L , " , . \ , , U , Z < , L - 1 , u
o t h e r s have t h e p o s s i b i l i t y o f s h o r t range imp len ien ta t i on . The ma jo r l o n g range development i s t h a t o f " h i g h speed mach in ing" . No rma l l y , t i t a n i u m i s machined u s i n g h igh-speed s t e e l o r c a r b i d e c u t t e r s a t speed ranges o f 50 t o 150 fpm i n o r d e r t o a c h i e v e l o n g t o o l l i f e o r low t o o l wear. There i s c o n s i d e r a b l e i n t e r e s t i n mach in ing a t e x t r e m e l y h i g h c u t t i n g speeds - - up t o 100,000 fpm. The Defense Advanced Research P r o j e c t s Agency (DARPA) has funded an advanced m a c h i n i n g research. program t o i n v e s - t i g a t e t h e f e a s i b i l i h y o f mach in ing a t v e r y h i g h speeds aluminum, s t e e l s and t i t a n i u m . The mach in ing o f most wrought a l l o y s a t u l t r a - h i g h speeds i s a t p resen t f e a s i b l e s i n c e t o o l wear i s n o t a d e t e r a n t . The f e a s i b i l i t y o f mach in ing t i t a n i u m a t u l t r a - h i g h speeds s t i l l has n o t been de te rm ined .
One o f t h e m a j o r developments i n m a c h i n i n g t e c h n o l o g y i n t h e pas t decade has been t h a t o f c u t t i n g t o o l deve lopment . The most s i g n i f i c a n t o f t hese developments i s t h e c o a t i n g o f c a r b i d e c u t t i n g t o o l s . The c a r - b i d e s a r e c o a t e d w i t h a t h i n ( .0002 i n c h ) l a y e r o f t i t a n i u m c a r b i d e , a iuminum o x i d e , t i t a n i u m n i t r i d e , o r h a f n i u m n i t r i d e , w h i c h a r e g e n e r a l l y a p p l i e d by vacuum d e p o s i t i o n . A 20-35% i n c r e a s e i n c u t t i n g speed and p o t e n t i a l p r o d u c t i v i t y has been demons t ra ted when mach in ing common s t e e l s and i r o n s u s i n g t h i s c o a t i n g me thod . O the r m a j o r developments i n c u t t i n g t o o l m a t e r i a l s i n c l u d e t h e development o f ce ramic ( a l u - minum o x i d e ) , cermet (aluminum o x i d e and t i t a n i u m c a r b i d e ) t o o l s . S t i l l o t h e r c u t t i n g t o o l deve lop- ments i n c l u d e t h a t o f c u b i c boron n i t r i d e ( ~ o r a z o n t o o l s developed by Genera l E l e c t r i c company) and p o l y - c r y s t a l l i n e diamond t o o l s . Unfor - t u n a t e l y , most o f them a r e n o t s u i t - a b l e f o r m a c h i n i n g o f t i t a n i u m . The p r i n c i p a l reason appears t o be as - s o c i a t e d w i t h t h e h i q h adhes ion ten - dency o f t i t a n i u m w i t h most o f these c u t t i n g t o o l m a t e r i a l s a t tempera- t u r e s and s t r e s s e s a s s o c i a t e d w i t h t h e c h i p f o r m a t i o o zone.
The m a j o r m a c h i n i n g o p e r a t i o n s i n t h e a i r c r a f t i n d u s t r y a r e t u r n i n g and d r i l l i n g o f a i r c r a f t e n g i n e com-
y " , l c 5 l i J Ul IU I l l 1 1 i I l ly U i l U U l I I I I l l y U I
a i r f r a m e components. The t u r n i n g o f t i t a n i u m a l l o y s i s u s u a l l y done w i t h t unqs ten ~ a r b i d e s 3 ~ a t c u l t i n g speeds o f 100 t o 150 fprn. The d r i l - l i n q o f t i t a n i u m a l l o y s i s u s u a l l y acconip l ished w i t h h i g h speed s t e e l d r i l l s a t 20 t o 30 fpm. The ma jo r t ime-consuming o p e r a t i o n on t i t a n i u m a i r f r a m e components i s end m i l l i n g o f w i n q s k i n s and o t h e r s t r u c t u r a l p a r t s . European a i r c r a f t manu fac tu re rs have been employ ing s o l i d c a r b i d e end m i l l s a t speeds o f 100 t o 150 fpm. However, t he economics o f manufac- t u r i n g o f a i r f r a m e components i n the USA seems t o favo r t h e h i g h speed s t e e l end m i l l i n g a t 50 fprn, t a k i n g h e a v i e r c u t s than those i n Europe. There appears t o be a movement w i t h i n t h e USA t o go o v e r t o c a r b i d e end m i l l i n g , u t i l i z i n g i n s e r t - t y p e c a r - b i d e end m i l l s and removing metal a t f o u r t o e i g h t t imes h i g h e r r a t e s than t h e p r e s e n t h i g h speed s tee1 techno- l o g y . T h i s development i s s t i l l i n t h e i n c e p t i o n s tage and depends upon t h e development, i n t u r n , o f i n s e r t - t y p e c a r b i d e m i l l i n g c u t t e r s .
The nea r -ne t shape techno log ies i n - v o l v e l a r g e r e d u c t i o n o f t h e r e q u i r e d s t o c k removal . However, t he r e l a - t i v e c o s t r e d u c t i o n i s n o t p rope r - t i o n a l t o t h e r e d u c t i o n i n mach in ing o p e r a t i o n s . I t i s m o s t l y because i n t h e mach in ing p rocess , 90% o r more o f t h e m a t e r i a l removed f rom a rough f o r - g i n g o r b a r , may consume as much as 40-60% o f t h e t o t a l mach in ing c o s t . However, t h e f i n i s h mach in ing , wh ich i n c l u d e s removing t h e l a s t .020 t o .040 inches o f s t o c k and t h e subse- quent hand p o l i s h i n g , d e b u r r i n g , e t c . , may consume 40-60% o f t h e t o t a l mach in ing c o s t .
3 .2 SURFACE INTFGRITY OF TITANIUM COMPONENTS
Sur face i n t e g r i t y i s t he i n h e r e n t c o n d i t i o n o f a s u r f a c e produced by t h e n e t shape process o r by a sub- sequent me ta l removal o r f i n i s h i n g p rocess . Sur face i n t e g r i t y i n c l u d e s n o t o n l y t h e m e t a l l u r g i c a l n a t u r e o f t h e s u r f a c e l a y e r b u t a l s o t h e r e - l a t i o n s h i p o f t h e s u r f a c e l a y e r t o t h e mechanical and p h y s i c a l p r o p e r - t i e s o f t h e components. The f i n a l s u r f a c e may be c r e a t e d by a n e t shape process such as n r e r ; r : - -

- . a t e d b y a mach in ing p rocess such as m i l l , g r i n d , and mechan ica l p o l i s h , o r t h e s u r f a c e may be f i n a l l y f i n i s h e d by peen ing. The one n o t e o f c a u t i o n t h a t s h o u l d be obse rved i n p roduc ing t i t a n i u m components i s t h a t many o f t h e me ta l removal o p e r a t i ons , and p o s s i b l y some o f t h e n e t shape p r o - c e s s i n g may produce damaged o r un- d e s i r e a b l e s u r f a c e e f f e c t s t h a t a f - f e c t t h e f a t i g u e s t r e n g t h o r o t h e r m a t e r i a l p r o p e r t i e s .
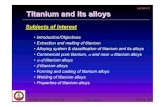
For example, t h e e f f e c t o f v a r i o u s mach in ing o p e r a t i o n s o n h i g h c y c l e f a t i g u e o f b e t a 1-0 l e d T i - 6 A 1 - 4 ~ i s shown i n F i g u r e S3' y 3 7 . These r e - v e r s e b i n d i n g t e s t s were run on spec- mens whose f i n i s h e d s u r f a c e s were produced by s u r f a c e g r i n d i n g , hand sand ing, end m i l l i n g w i t h t h e end o f t h e c u t t e r , and end m i l l i n g w i t h t h e p e r i p h e r y o f t h e c u t t e r . As can be seen f rom t h i s f i g u r e , abu- s i v e p r o c e s s i n g showed a s i g n i f i c a n t d e p r e s s i o n i n f a t i g u e s t r e n g t h com- pa red w i t h g e n t l e p r o c e s s i n g on a l l t h e m a c h i n i n g o p e r a t i o n s except end m i l l i n g - e n d c u t t i n g . The g r e a t e s t d i f f e r e n c e i n f a t i g u e was i n s u r f a c e g r i n d i n g where t h e endurance l i m i t was depressed f rom 62 t o 1 3 k s i by chang ing f rom g e n t l e t o abus i ve g r i n d i n g c o n d i t i o n s . Abus ive g r i n d i n g i n t h i s case c o n s i s t e d o f g r i n d i n g w i t h a luminum o x i d e whee ls a t con- v e n t i o n a l g r i n d i n g wheel speeds o f 6000 fpm whereas t h e g e n t l e g r i n d c o n s i s t e d o f g r i n d i n g w i t h s i l i c o n c a r b i d e whee ls a t 2000 fpm. I n gen- e r a l , t h e a b u s i v e c o n d i t i o n s a re t h o s e w h i c h p roduce h i g h s u r f a c e tempera- t u r e s d u r i n g t h e m a c h i n i n g process compared t o g e n t l e c o n d i t i o n s . I t has been obse rved t h a t a b u s i v e g r i n d - i n g c o n d i t i o n s p roduce m i c r o c r a c k s i n t i t a n i u m . These m i c r o c r a c k s can a c t as s i t e s f o r c r a c k i n i t i a t i o n and subsequen c r a c k g r o w t h and f a - f 8 t i g u e f a i l u r e . Extreme c a r e s h o u l d be e x e r c i s e d i n s e l e c t i n g a m a t e r i a l remova l process w h i c h wi 1 1 p r o v i d e t h e mechan ica l and p h y s i c a l p r o p e r t i e s r e q u i r e d f o r s a t i s f a c t o r y s e r v i c e o f a t i t a n i u m component. I f a t i t a n i u m p a r t i s m a n u f a c t u r e d b y a n e t shape o p e r a t i o n t o f i n a l d in i cns ions , t h e n a t t e n t i o n s h o u l d be p a i d t o t h e s u r f a c e con- d i t i o n . A p r o p e r s e l e c t i o n o f the
J I - - - - - - - - - - . f a t i g u e s t r e n g t h l e a d i n q t o more e f f i c i e n t and r e l i a b l e t i t a n i u m a1 l o y s t r u c t u r e s .
4 . ECONOMIC ASPECTS
The p rospec ts o f i n c r e a s i n g the use o f t i t a n i u m i n aerospace systems has been tempered i n t he l a s t two years by t h e a v a i l a b i l i t y p rob lem o f t i - tan ium sponge and t i t a n um semi-
34 f i n i s h e d p roduc t forms . T h i s caused p r i c e increases as w e l l as con f i dence problems r e l a t i n g t o f u t u r e l a r g e s c a l e use o f t i t a n i u m a l l o y s . T h i s shor tage i s cons ide red t o be t h e r e s u l t o f a sudden surge o f mi 1 i t a r y and non-mi 1 i t a r y o r d e r s , a temporary s i t u a t i o n wh ich i s show- i n g s i g n s o f eas ing o f f by s teady i n c r e a s e o f p r o d u c t i o n c a p a b i l i t y coup led w i t h market s t a b i l i z a t i o n .
A f u r t h e r c o n s i d e r a t i o n i s the de- c r e a s i n g r o l l o f the m i 1 i t a r y aero- space i n d u s t r y i n the t i t a n i u m t e c h - no logy marke t . I n 1955 , 9 5 % o f t he t i t a n i u m used i n t h e USA was con- sumed by t h e m i l i t a r y i n d u s t r y . I n 1978, t h e m i l i t a r y usage was de- c reased t o o n l y 50%. A t t he same t i m e , the t i t a n i u m coii;umpt;ori by t h e genera l e n g i n e e r i n g i n d u s t r y i s i n c r e a s i n g 2 . Espec ia l 1 y impor tan t i s t he i nc reased r o l e o f the Chemi- c a l and t h e Energy i n d u s t r i e s wh ich consume l a r g e amounts o f t i t a n i u m f o r h i g h - c o r r o s i o n r e s i s t a n c e ap- p l i c a t i o n s l i k e heat exchangers f o r seas ide power p l a n t , r e f i n e r i e s and n u c l e a r r e a c t o r s .
The i nc reased use o f t i t a n i u m by t h e non-aerospace i n d u s t r y may, i n t h e l o n g r u n , reduce the c o s t o f ae ro - space t i t a n i u m components f o r t h e f o l l o w i n g reasons: F i r s t , t he t i - t i a n i u m i n d u s t r y may fee l more se- c u r e i n l ong - range c a p i t a l i n v e s t - ment commitments i n t h e face o f a nmre s t a b l e and p r e d i c t a b l e marke t . Second, t h e burden o f h i g h process development c o s t s (1 i k e w e l d i n g and s P F / D B ) can be shared by b o t h indus- t r i e s and t h i r d , t h e increased v o l - ume o f t i t a n i u m w i l l make the semi- f i n i s h e d p r o d u c t s l e s s expens ive and w i l l deve lop a w i d e r t i t a n i u m
y i n d u s t r i a l base. West h ~ : ~ ~ ~ ~ 9 8 and e s p e c i a l l y j a p a n 4 I a r e good examples o f f a i r l y l a r g e

. - - . . . - , ,,-..<. , , L d , , , , , - , , L . , , L , .,C" " U L
o f t h e non-aerospace p r o d u c t i o n and developed t o a l e v e l t h a t can now e f f e c t i v e l y and e c o n o m i c a l l y p a r t i c i - pa te i n t h e h i g h l y c o m p e t i t i v e t i t a n i - um aerospace m a r k e t .
5 . SUMMARY
I n t h e face o f t h e c o n t i n u o u s demand f o r c o s t - a f f o r d a b l e h igh -pe r fo rmance h i g h re1 i a b i 1 i t y t i tan ium a1 l o y com- ponen ts , i t i s i m p o r t a n t t o advance t h e n e t shape t e c h n o l o g i e s which can p r o v i d e c o m p e t i t i v e c o s t s , combined w i t h h i g h s t r u c t u r a l e f f i c i e n c y . I n t h i s pape r , new advancements i n c a s t - i n g s , powder m t a l l u r g y , SPF/DB and mach in ing t e c h n o l o g y have been b r i e f l y rev iewed. U t i l i z i n g t h e s e approaches, i t i s p o s s i b l e n o t o n l y t o reduce c o s t b u t a l s o t o enhnace mechanical p r o p e r t i e s . The i n c r e a s i n g r o l e o f t h e non-aerospace i n d u s t r y i s ex- pec ted t o sha re t h e burden o f t h e t i t a n i u m t e c h n o l o g y development, and a i d i n c o s t - r e d u c t i o n because o f i n - c reased, more e f f e c t i v e p r o d u c t i o n .
6. ACKNOWLEDGEMENTS
The a u t h o r s w i s h t o t hank Ms. T. B r i g h t f o r h e r d i l i g e n t e f f o r t i n p r e p a r i n g t h e m a n u s c r i p t f o r pub1 i - c a t i o n . T h i s work was suppor ted by USAF c o n t r a c t ~ 3 3 6 1 5 - 7 9 - C - 5 1 52.
7. REFERENCES
l l l l L l U C l U i l I , , I I - U n l - - l Y
Cas t i ngs " , J . Mat . S c i . , V o l . 14, (1979) , P P . 3 4 5 - 3 5 3 .
6 . E y l o n , D . , and Ban ia , P . J . , "Fa- t i g u e Crack ing C h a r a c t e r i s t i c s o f Beta-Annealed Large Colony T i - 1 1 A l l o y " , Met . Trans . A . , Vo l . 9A, (1978) , pp. 1273-1279.
7 . Shechtman, D . , and Ey lon , D . , "On t h e Uns tab le Shear i n Fa t i gued Beta-Annealed T i - 1 1 and IMI -685 A l l o y s " , Met . T rans . A . , Vo l . 9A, (1978 ) , pp. 1081-1020.
8 . Davidson, D. L . , and Ey lon , D . , " T i t a n i u m A1 l o y Fa t i gue F r a c t u r e Facet I n v e s t i g a t i o n by Se lec ted E l e c t r o n Channel ing", Met. T rans . , A, 1 l A , (1980 ) , pp. 837-843.
9 . E y l o n , D . , "Faceted F r a c t u r e i n Beta-Annealed T i t a n i u m A l l o y " , Met. Trans . A . , 10A, (1979) , pp. 3 1 1 - 3 1 7 .
10. Ey lon , D . , and H a l l , J . A . , "Fa- t i g u e Behav io r o f Beta-Processed T i t a n i u m A l l o y 1 ~ 1 - 6 8 5 " , Met.
1 . C l a r k e , F. W . , and Washington, H. S . , "The Compos i t i on o f t h e E a r t h ' s C rus t " , U.S. Geo log i ca l Survey , P r o f . Paper 127 (1924).
Trans . A . , 8A, (1977 ) , pp. 981- 990.
i f . E y l o n , D . , "Fa t i que Crack l n i t i a - t i o n i n Hot I s o s t a t i c a l l y Pressed Ti-6A1-4V C a s t i r g s " , J . Mat. S c i . , 1 4 , (19791, PP. 1914-1922.
2. J a f f e e , R . I . , "Keynote Lec tu re " , Proceed ings o f t h e 4 t h I n t e r n a - t i o n a l Conference on T i t a n i u m , 1980, t o be p u b l i s h e d by Plenum Press .
3 . B a r i c e , W. J . , and A l l e n , M. M . , "Qua1 i t y S tandards f o r P r o d u c t i o n o f T i t a n i u m A l l o y Cas t i ngs " , AFML-TR-76-192, NOV. 1976.
4 . F roes , F . H., E y l o n , D . , E ichelman, G . E . , and B u r t e , H . M . , "Devel-
, opment i n T i t a n i u m Powder Me ta l - l u r g y " , J o u r . o f M e t s . , Vo l . 32 , No. 2 , 1980.
5 . E y l o n , D . and S t r o p e , B . , "Fa t i gue
K e r r , W . R . , Smi th , P . R . , Rosen- blurn, M . E . , Gurney, F. H . , Maha- j a n , Y . R . , and B i d w e l l , L. R . , "Hydrogen as an A l l o y i n g Element i n T i t a n i u m ( ~ ~ d r o v a c ) " , t o be p u b l i s h e d i n t h e Proceedings o f t h e 4 t h I n t e r n a t i o n a l Conference on T i t a n i u m , Kyo to , Japan, 1980, t o be p u b l i s h e d by Plenum Press.
1 3 . Mahajan, Y . R . , and K e r r , W . R . , P r i v a t e Comnunicat ion (1980 ) .
14 . Anderson, P. J . , and E l o f f , P . C . , "Development o f H igher Performance Blended E lementa l PM T i t a n i u m A l - l o y s " , AlME PM Symposium, 1980, Eds. , F. H . Froes and J. E . Smug- e r e s k y , t o be pub l i shed .
15. Abkow i t z , S . , " I s o s t a t i c Press ing o f Complex Shapes from T i t a n i u m and T i t a n i u m A l l o y s " , A l M E PM Symposium, 1980, Eds. , F. H . F roes ,

and J . E. Smugeresky, t o be pub- 24. 1 i shed.
16. Mahajan, Y . R . , Ey lon , D . , and Froes , F. H. , "Mi c r o s t r u c t u r e P r o p e r t y C o r r e l a t i o n s i n Cold- Pressed and S i n t e r e d Elemental Ti-6A1-4V Powder", AIME PM Sym- posium, 1980, Eds., F. H. Froes , and J . E. Smugeresky, t o be pub- 1 i s h e d .
17. E y l o n , D . , and K e r r , W. R . , "Frac- t o g r a p h i c and M e t a l l o g r a p h i c Mor- 26 p h o l o g y o f F a t i g u e I n i t i a t i o n S i t e s " , ASTM Stp 645, pp. 235- 248, ASTM P u b l i c a t i o n , P h i l a d e l - 2 7 p h i a , 1978.
18. A b k o w i t z , S . , " I s o s t a t i c P r e s s i n g o f Complex Shapes f rom T i t a n i u m and T i t a n i u m A l l o y s " , Proceed ings o f t h e 4 t h I n t e r n a t i o n a l Confer - 2 8 ence o n T i t a n i u m , Kyo to , Japan, 1980, t o be p u b l i s h e d by Plenum Press .
19. E y l o n , D . , Omlor , R . E., Bacon, R . J . , and F roes , F. H. , "Mor- p h o l o g i c a l and ~ i c r o s t r u c t u r a l E v a l u a t i o n o f Va r ious T i t a n i u m A1 l o y Powders", AIME PM Symposium 1980, Eds., F. H. Froes and J . E. Smugeresky, t o be p u b i i s h e d .
20. R o b e r t s , P. R . , and Loewenste in , P. , " T i t a n i u m A l l o y Powders Made by t h e R o t a t i n g E l e c t r o d e Pro- cess", AlME PM Symposium, 1980, Eds., F. H. Froes and J . E. Srnug- e r e s k y , t o be p u b l i s h e d .
21. R u t h h a r d t , R . , Stephan, H., and D i e t r i c h , W . , "From Sponge t o Powder, A l t e r n a t i v e s i n T i t a n i u m Process ing " , Proceed ings o f t h e 4 t h l n t e r n a t i o n a l Conference on T i t a n i u m , Kyo to , Japan, 1980, t o be p u b l i s h e d by Plenum Press .
22. Fr iedman, G . I . , "Ti taniurn Pow- d e r M e t a l 1 u rgy " , l n t e r n a t i o n a l J o u r n a l o f Powder M e t a l l u r g y , 6 ( 2 ) ( 1 9 7 0 ) , pp. 43 -55 .
23. K e l t o , C . A , , Kosmal, B . , E y l o n , D . , and F roes , F. H . , "T i t an ium Powder Me ta l l u r g y - A Perspec- t i v e t ' , A l ME PM sy111pos i uni, 1980, Eds. , F. H . F roes and J . E . Smug- e r e s k y , t o be p u b l i s h e d .
D u l i s , E . J . , Chandhok, V . K . , F roes , F. H . , and C l a r k , L . P . , "Manufac tur ing Procedures f o r t h e P r o d u c t i o n o f Large T i t a n i u m PM Shapes: Cu r ren t S ta tus" , Proceedings o f the 1 0 t h N a t i o n a l SAMPE Techn ica l Conference h e l d a t Kiamesha Lake, N Y , Oc t . 17-19, 1978, pp. 316-329.
Anderson, P. J . and E l o f f , P. C . , P r i v a t e Communication (1980 ) .
Hurd, F . W . , U.S. Pa ten t 3 , 801, 307, A p r i l 1974.
Lee, D . , and Backhofen, W . A. , " S u p e r p l a s t i c P l a s t i c i t y i n Some T i t a n i u m and Z i r c o n i u m A l l o y s " , T rans . Met. Soc., A I M E , Vo l . 239 ( I 967) , pp. 1034-1040.
H a m i l t o n , C . H., and S tache r , G . W . , " S u p e r p l a s t i c Forming o f T i - 6A1-4V Beam Frames", Metal Pro- g r e s s , March 1976, pp. 34-37.
29. H a m i l t o n , C . H. , " S u p e r p l a s t i c Forming o f T i t a n i u m S t r u c t u r e s " , A i r Force Techn ica l Repor t , AFML- TR-75-62, A p r i l 1975.
30. Doak, R . A . , " D i f f u s i o n Bonded T i t a n i u m A1 l o y Ko l low Fan D isk" , A i r Force Techn ica l Repor t , AFML- TR-72-192, September, 1972.
3 1 . Tupper , N. G . , Elbaum, J . K., and B u r t e , H . M . , " O p p o r t u n i t i e s o f C o s t - A f f o r d a b l e T i t a n i u m Aero- space S t r u c t u r e s " , Jou rna l o f M e t a l s , Vol . 30 (1978) , pp.7-13.
Froes , F. H . , Y o l t o n , C . F . , Chesnu t t , J. C . , and H a m i l t o n , C . H . , " M i c r o s t r u c t u r a l C o n t r o l i n T i taniurn A1 l o y s f o r Super- p l a s t i c Behav io r " , Proceedings o f t he F o r g i n g on P r o p e r t i e s o f Aerospace M a t e r i a l s Conference, Leeds, Eng land, Jan. 1977, Chameleon P ress , London, England, 1978.
3 3 . Froes , F. H. , Chesnu t t , J . C . , Y o l t o n , C . F . , Hami 1 t o n , C . H . , and Rosenblurn, M . E . , "Super- p l a s t i c Forming Behav ior o f CORONA-5 ( ~ i - 4 . 5 ~ 1 - 5 ~ o - 1 . 5 ~ r ) " , t o be p u b l i s h e d i n t h e Proceed- i ngs o f t he 4 t h l n t e r n a t i o n a l

Conference on T i t a n i urn, Kyoto , Japan, 1980, t o be p u b l i s h e d by Plenum Press .
F l om, D. G . , "Advanced Mach i n i ng Research Program (AMRP)", Gen- e r a l E l e c t r i c Company, Schenec- t a d y , New York , Repor t No. S R D - 80-01 8, 1 5 February 1980 (con- t r a c t ~33615-79 -C-51 19, Defense Advanced Research P r o j e c t s Agency and A i r Force W r i g h t A e r o n a u t i - ca 1 ~ a b o r a t o r i ~ ~ / M L T M ) .
Mach in ing Data Handbook, 3 rd E d i - t i o n , C i n c i n n a t i , Oh io : Machin- a b i l i t y Data Cen te r , Metcu t Re- sea rch A s s o c i a t e s I n c . , 1980.
Kos te r , W. P . , e t a1 , "Manufac- t u r i n g Methods f o r S u r f a c e I n t e - g r i t y o f Machined S t r u c t u r a l Com- ponents" , Me tcu t Research Asso- c i a t e s l n c . , T e c h n i c a l Report AFML-TR-71-258, A p r i l 1972.
K o s t e r , W . P., e t a1 , "Sur face I n t e g r i t y o f Machined M a t e r i a l s " , Me tcu t Research A s s o c i a t e s I n c . , T e c h n i c a l Report AFML-TR-74-60, A p r i l 1974.
Cammett I I I , J. T . , "Fa t i gue Crack i n i t i a t i o n i n Su r fdce Ground Ti-6A1-4V", Proceed ings o f t h e I n t e r n a t i o n a l Conference on P r o d u c t i o n E n g i n e e r i n g , Tokyo, Japan, 1974, P a r t I I , pp. 132-136.
M i n k l e r , W. W . , "Keynote Lec tu re " , Proceed ings o f t h e 4 t h I n t e r n a - t i o n a l Conference on T i t a n i u m , Kyo to , Japan, 1980, t o be ?ub- l i s h e d by Plenum Press .
K n o r r , W . , "Keynote Lec tu re " , P roceed ings o f t h e 4 t h I n t e r n a - t i o n a l Conference on T i t a n i u m , K y o t o , Japan, 1980, t o be pub- l i s h e d by Plenum P r e s s .
T a k a h a s k i , K . , "Keynote L e c t u r e " , P roceed ings o f t h e 4 t h I n t e r n a - t i o n a l Conference on T i t a n i u m , K y o t o , Japan, 1980, t o be pub- l i s h e d b y Plenum Press .
7 . BIOGRAPHIES
D. Eylon i s p r i n c i p a l i n v e s t i g a t o r i n t h e M e t c u t - M a t e r i a l s Research Group a t W r i g h t - P a t t e r s o n A i r Force
Base, Oh io . tie rece i ved h i s B . S . (Mechanical Eng inee r ing , 1966) , M . S . ateri rials Eng inee r ing , 1968) and D . S . ateri rials Eng inee r ing , 1972) f rom the Techn ion - I s rae l I n s t i t u t e o f Technology. He has worked i n t he U n i t e d S t a t e s s i n c e 1972 on resea rch programs i n the area o f t i t a n i u m a1 l o y s f o r t he aerospace i n d u s t r y .
M . F i e l d r e c e i v e d a B . S . i n Mechani- c a l Eng inee r ing f rom the C i t y C o l l e g e o f New York i n 1937, an M . S . i n Me- c h a n i c a l Eng inee r ing from Columbia U n i v e r s i t y i n 1938, and a Ph.D. i n Phys ics f rom t h e U n i v e r s i t y o f Cin- c i n n a t i i n 1948. From 1938 t o 1948, D r . F i e l d was Research Engineer a t The C i n c i n n a t i M i l l i n g Machine Co. where he was engaged i n m a c h i n a b i l i - t y and machine t o o l s tud - i es . From 1948 t o d a t e , he has been w i t h Met- c u t Research Assoc ia tes I n c . . He was P r e s i d e n t and General Manager un t i 1 September 1978 and i s c u r - r e n t l y C h i e f Execu t i ve O f f i c e r . H i s a c t i v i t i e s have i n c l u d e d manufac tur - i n g e n g i n e e r i n g i n v e s t i g a t i o n s i n conimerci a l and aerospace manufac tur - i n g , meta l c u t t i n g , s u r f a c e i n t e g r i t y o f m e t a l s , and mechanical t e s t i n g . He has r e c e i v e d seve ra l honors , i n - c l u d i n g t h e Go!d Medal Award f rom S M E , and he was e l e c t e d t o t h e Na- t i o n a l Academy o f Eng inee r ing i n 1976.
F . H. (Sam) Froes graduated f rom t h e U n i v e r s i t y o f L i v e r p o o l , England, i n 1962 w i t h a B.S. i n Phys i ca l Me ta l - l u r g y . Subsequent ly , he r e c e i v e d h i s M . S . (1963) and Ph.D. (1967) degrees i n P h y s i c a l M e t a l l u r g y from the U n i v e r s i t y o f S h e f f i e l d , Eng- land. I n 1967, he j o i n e d Crucub le S t e e l Company i n P i t t s b u r g h , Pa., where he worked on s t e e l s and t i t a n i - urn resea rch and development. I n 1976 he became Manager o f T i t a n i u m R t D . He took h i s p resen t p o s i t i o n i n t h e S t r u c t u r a l M e t a l s Branch o f t he A i r Force M a t e r i a l s Labo ra to ry i n 1979. He i s c u r r e n t l y r e s p o n s i b l e f o r p l a n n i n g and d i r e c t i n g a c t i v i t y i n the areas o f t i t a n i u m , aluminum, and j o i n i n g R&D, and serves as t i t a n i u m group l e a d e r i n t h e AFWAL/Materials L a b o r a t o r y .
G . E. E icheln ian r e c e i v e d a M e t a l l u r - g i c a l E n g i n e e r i n g degree from t h e U n i v e r s i t y o f C i n c i n n a t i i n 1958.

C , - , . s k u ,, , . , s L , ,, A , u u , , . a , L , L. , , L Ul lu ~ i r ~ 1 1 1 1 I U I LC. CUII I / IUCCI M I U ~ U
has h e l d v a r i o u s m a n u f a c t u r i n g and M a n u f a c t u r i n g Program. I n h i s c u r - systems suppor t p o s i t i o n s . He has r e n t p o s i t i o n as Ch ie f o f the S t r u c - i n i t i a t e d A i r Force developments i n t u r a l M e t a l s Branch, he i s respons i - s e v e r a l m a j o r a r e a s , i n c l u d i n g d i f - b l e f o r resea rch advancements i n f u s i o n bond ing, l a s e r c u t t i n g , i n - aluminum and t i t a n i u m a l l o y s , and e r t i a w e l d i n g , s u p e r p l a s t i c f o r m i n g , m e t a l s j o i n i n g .
TABLE 1
T e n s i l e and F a t i g u e P r o p e r t i e s o f Va r ious Ti-6A1-4V Product Forms Reviewed i n t h e Paper
Y . S . U.T.S. E l . M a t e r i a l ( k s i ) -- ( k s i ) ( p c t )
Cast & Annealed 5 128 1 4 1 8
Average Fa t i gue L i f e a t 60ks i max. S t r e s s
1 x TO 5
Cas t , HIP & ~ n n e a l e d " 125 140 1 1
E lementa l B lend , c o l d ,6 press & s i n t e r compact 99% d e n s i t y 126 138 1 5
Cold i o s t a t i c p r e s s & H I P 8 120 133 1 3
P r e a l l o y e d REP & HIP 135 1 4 4 1 7 Wrought M i l l Anneal
4 134 142 17
TABLE I I
TITANIUM POWDER PRODUCTION PROCESSES
5 x
F a t i g u e L im
F a t i g u e L im
I Mode 1 ~ e a t Source
Doub 1 e-s t e p
0 f Opera t i o n
a . REP = R o t a t i n g E l e c t r o d e P rocess , N u c l e ~ r M e t a l s , l i S A
a . DEP = Dual ~ l e c t r o d e P ~ O C ~ S S , N u c l e a r M e t a l s , USA b . PREP = F l a s m a - R o t a t i n g - ~ l e c t r o d e - Process , Nuc lea r Me ta l s , USA C . PSV = ~ u l v e r i s a t i o n Sous V i d e , C%G, France d. CLET = r r e u s o t - L o i r e F l e c t r o d e Tou rnan te , Creusot -Lo i r e , France
e . C S C = c e n t r i f u g a l ~ h z t casting, ARE H a r w e l l , Great B r i t i a n f . EBRD = F l e c t r o n - ~ e a m ~ o t a t i n g - D i s c , Leybold-Heraeus, Germany g . CT = - C o l t ~ r u c T b l e F r o c e s s , C r u c i b l e , USA
; I
e l e c t r o n beam
a r c p 1 asma

p r e s s o r c a s e )
F i g u r e 2. a ) a r I i n k a rm f o r t h e P r a t t a n d Whi tneY F-100 e n g i n e p r o d u c e d f rom e l e m e n t a l 1 e n ~i - 6 A l 4 v powder by h e 1 p e r o n 0 1 i d o n m e t h o d , b) i m p e l l e r p r o d u c e d f r o m Ti-6Al-l iV e l e m e n t a l b l e n d P O by t h e c o l d i 5 0 5 t a t i c p r e s s i n g p r o c e s s ( C I P ) , u s i n g a n e l a s t o m e r i c m o l d -

F i g u r e 4 . S u p e r p l a s t i c a l l y formed and d i f f u s i o n bonded T i - 6 A 1 - 4 V A u x i l i a r y Power U n i t door r e p l a c i n g o r i g i n a l component machined f rom p l a t e . 50% c o s t s a v i n g and 335 w e i g h t sav ing were demonst ra ted w i t h t h i s component.
rm M I L L CND CUT 11 I
F i g u r e 5. Room tempera ture h i g h c y c l e f a t i g u e l i m i t ( r e - ve rsed bend ing ) o f b e t a r o l l e d Ti -6A1-4V p l a t e a f t e r v a r i o u s s u r f a c e m a c h i n i n g c o n d i t i o n s .