
MANUALE QUALITÀ FORNITORI Versione 1 · Questo documento non contiene dati tecnici soggetti alla...
33
Questo documento non contiene dati tecnici soggetti alla normativa EAR o ITAR MANUALE QUALITÀ FORNITORI Versione 1 Revisione: 30 settembre 2014 Copyright © 2014 United Technologies Corporation. Tutti i diritti riservati. Qualsiasi traduzione del presente Manuale qualità fornitori di BIS viene fornita come supporto per facilitarne la comprensione e nel caso di conflitto tra la versione in lingua inglese e la presente versione, la prima ha la priorità.
Transcript of MANUALE QUALITÀ FORNITORI Versione 1 · Questo documento non contiene dati tecnici soggetti alla...

Questo documento non contiene dati tecnici soggetti alla normativa EAR o ITAR
MANUALE QUALITÀ FORNITORI
Versione 1
Revisione: 30 settembre 2014
Copyright © 2014 United Technologies Corporation. Tutti i diritti riservati.
Qualsiasi traduzione del presente Manuale qualità fornitori di BIS viene fornita come supporto per facilitarne la comprensione e nel caso di conflitto tra la versione in lingua inglese e la presente versione, la prima ha la priorità.
Questo documento non contiene dati tecnici soggetti alla normativa EAR o ITAR Pagina 2
Sommario
1. UTC BUILDING AND INDUSTRIAL SYSTEMS - CRITERI DI QUALITÀ
2. SCOPO
3. AMBITO
4. ASPETTATIVE
5. REQUISITI DI QUALIFICAZIONE DEI FORNITORI
6. REQUISITI DI QUALIFICAZIONE DI PARTI E PROCESSI DI PRODUZIONE
7. CERTIFICAZIONE DEI PROCESSI
8. PRODOTTO NON CONFORME
9. GESTIONE DELLE MODIFICHE
10. TRACCIABILITÀ E DOCUMENTAZIONE DELLA QUALITÀ
11. PROGRAMMA SUPPLIER GOLD
12. AMBIENTE, SALUTE E SICUREZZA
13. DEFINIZIONI E ABBREVIAZIONI
14. MATERIALE DI RIFERIMENTO
15. APPENDICI
16. ALLEGATI: MODULI DI ESEMPIO
Questo documento non contiene dati tecnici soggetti alla normativa EAR o ITAR Pagina 3
1. CRITERI DI QUALITÀ UTC Building & Industrial Systems intende realizzare prodotti e servizi al massimo livello di qualità in modo da assicurare la piena soddisfazione dei clienti. È un’azienda leader che offre sistemi HVAC, impianti di refrigerazione, ascensori, scale mobili, controlli a livello di edificio, prevenzione, rilevamento ed estinzione degli incendi e soluzioni di sicurezza di elevata qualità. La realizzazione avviene attraverso l’eccellenza nell’innovazione e nel design e l’uso del sistema operativo ACE per la realizzazione dei prodotti e per i servizi post vendita.
I fornitori rivestono un ruolo fondamentale nell’assicurare qualità e costi ottimali per i prodotti UTC Building & Industrial Systems e devono mantenere la conformità a tutti i requisiti definiti in questo manuale o altrimenti comunicati.
2. SCOPO In questo manuale vengono definiti i requisiti iniziali e permanenti per i sistemi di qualità fornitori e le prestazioni.
Nota: nel manuale, UTC Building & Industrial Systems verrà sostituito da BIS.
3. AMBITO Il presente Manuale qualità fornitori è destinato a tutti coloro che forniscono agli impianti BIS il materiale di produzione, il deliverable software, i prodotti progettati dai fornitori incorporati in un prodotto/gruppo BIS, i beni finiti con marchio BIS e i servizi correlati ai prodotti. Inoltre è destinato ai fornitori interni di United Technologies e BIS, ovvero le aziende fornitrici di proprietà di BIS e di joint venture. È possibile che nei singoli impianti BIS sussistano ulteriori requisiti specifici dell’impianto e che siano definiti processi specifici per l’attuazione di tali requisiti. In caso di conflitto tra i requisiti descritti in questo manuale e i requisiti del singolo impianto, saranno validi i requisiti più severi.
4. ASPETTATIVE
4.1. I prodotti acquistati e i servizi correlati ai prodotti devono essere conformi alle specifiche definite e ai requisiti stabiliti, incluso quanto riportato di seguito. • Disegni che riguardano il prodotto o il servizio specifico. • Specifiche tecniche e/o requisiti di affidabilità riguardanti il prodotto o una parte specifica. • Specifiche relative al materiale che riguardano il prodotto o il servizio. • Normativa applicabile/standard di settore. • Modifiche o deviazioni approvate da BIS. • Accordi commerciali definiti.
4.2. Ai fornitori viene richiesto di attenersi a quanto riportato di seguito.
1. Dimostrare e mantenere la conformità a tutti i requisiti documentati, inclusi le prestazioni della progettazione, l’affidabilità, il controllo dei processi e la capacità.
2. Fornire le risorse per partecipare alla pianificazione della qualità dei prodotti.

Questo documento non contiene dati tecnici soggetti alla normativa EAR o ITAR Pagina 4
3. Disporre di un sistema di controllo delle modifiche in grado di segnalare le variazioni in modo tempestivo e accurato. In ogni caso, occorre acquisire l’approvazione scritta prima di implementare qualsiasi modifica che possa influire su forma, idoneità, funzione, intercambiabilità o affidabilità. Ciò deve includere i processi di produzione, gli standard qualitativi per l’accettazione dei prodotti e i requisiti di test.
4. Disporre in loco di un sistema di qualità documentato che affronta tutte le fasi di sviluppo dei prodotti/processi, della produzione e della consegna. I fornitori devono accettare le valutazioni del sistema di qualità in loco e la convalida come richiesto.
5. Conservare la documentazione relativa ai processi, ai prodotti e ai servizi.
6. Diffondere alla supply chain dei subfornitori aspettative e controlli equivalenti a quelli presentati in questo documento.
7. Essere responsabile per la qualità di tutti i subfornitori incluse le fonti di acquisto diretto.
8. Mantenere competenza e risorse per eseguire l’analisi efficace delle cause alla radice ed effettuare tempestivamente azioni preventive e correttive.
9. Notificare qualsiasi situazione e tutte le situazioni che possono avere impatto negativo su qualità, affidabilità, sicurezza del prodotto fornito, sulla progettazione e/o produzione o su qualsiasi altro aspetto descritto in questo manuale.
10. Essere responsabile delle ripercussioni che la scarsa qualità determina su BIS e sui relativi clienti.
11. Notificare a BIS qualsiasi condizione o modifica che influisce sugli impegni ambientali di UTC o sui requisiti normativi.
12. Aderire completamente al codice etico e al codice di condotta dei fornitori di UTC.
13. Mantenere un sistema di autovalutazione che assicuri la conformità a tutti i punti descritti in precedenza.
4.3 Comunicazioni In generale, occorre utilizzare i punti di contatto riportati di seguito.
Contatto principale: per tutte le questioni relative alla supply chain e all’attività di approvvigionamento contattare il responsabile degli acquisti. Qualità del prodotto o di parti: per tutte le questioni relative alla qualità, contattare il personale dell’SQA (Supplier Quality Assurance) presso il sito BIS di utilizzo. Aspetti etici: UTC gestisce un sito di contatto per i fornitori che hanno domande o problemi relativi al codice etico. I fornitori possono accedere al link riportato di seguito per avere un contatto diretto con un ombudsman indipendente che li assisterà nella risoluzione dei problemi. Visitare: http://www.utc.com/Governance/Ombudsman+-+DIALOG
4.4 Informazioni sul fornitore
I nuovi fornitori di BIS devono fornire informazioni generali che includono:
il numero DUNS per fabbrica di qualificazione per la produzione;
una lista dei principali contatti del fornitore per sede di fabbrica di qualificazione.
5. REQUISITI DI QUALIFICAZIONE DEI FORNITORI I fornitori devono stabilire e mantenere un sistema di gestione della qualità per assicurare che la produzione soddisfi tutti i requisiti e tutte le aspettative dei clienti.
Questo documento non contiene dati tecnici soggetti alla normativa EAR o ITAR Pagina 5
5.1. Sistema di qualità Tutti i fornitori devono mantenere un efficace sistema di qualità documentato in grado di comunicare, identificare, coordinare e controllare tutte le attività principali necessarie per la progettazione, lo sviluppo, la produzione e la consegna di un prodotto o un servizio di qualità.
È necessario che tutti i fornitori ottengano la certificazione/registrazione per uno dei seguenti standard internazionali di gestione della qualità da un registrar di terze parti certificato, indipendente e riconosciuto:
ISO 9001 Sistemi di gestione della qualità - Requisiti
ISO/TS16949 Sistemi di gestione della qualità - Requisiti del settore automobilistico
SAE AS9100 Sistemi di gestione della qualità - Settore aerospaziale - Requisiti
NOTA: i fornitori della precedente Otis devono ottenere la registrazione di terze parti entro il 31 dicembre 2015.
Le eccezioni al mantenimento della registrazione di terze parti verranno gestite caso per caso. Il responsabile della qualità di uno stabilimento BIS, di concerto con tutti gli altri siti BIS che utilizzano la stessa sede fornitore, può accantonare la registrazione di terze parti. In questi casi, occorre completare una verifica Q+ in loco. Ai fornitori può essere richiesto di rimborsare a BIS il costo della conduzione di tali verifiche. Nota: i fornitori devono notificare immediatamente a BIS la scadenza o la revoca della registrazione di terze parti.
BIS si riserva il diritto di:
• verificare i sistemi di qualità dei fornitori con un controllo in loco; • verificare la conformità di un fornitore a uno standard di qualità applicabile; • effettuare una verifica Q+ al posto della, e/o in aggiunta alla, certificazione di terze parti; • annullare la qualificazione dei fornitori in caso di prestazioni inferiori agli standard; in questi casi,
verrà richiesta la piena riqualificazione prima di riprendere la collaborazione.
5.2. Valutazione del sistema di qualità BIS
Q+ è la valutazione/ispezione dei sistemi di qualità utilizzata da BIS. È costituita da un’autovalutazione e da una verifica in loco effettuata da BIS. Viene utilizzata da BIS solo nelle situazioni cui viene fatto riferimento nella sezione 5.1.
Sia i criteri dell’autovalutazione Q+ che quelli dell’ispezione Q+ sono concepiti per valutare il sistema di qualità e la capacità di controllo dei processi di un fornitore, nonché assistere il fornitore nell’identificare punti di forza, punti deboli o aree che richiedono miglioramenti.
Autovalutazione Q+
Quando richiesto, l’autovalutazione deve essere completata dai fornitori in modo indipendente e valutata da BIS. I criteri in genere seguono le specifiche ISO 9000 con l’aggiunta di requisiti specifici per assicurare un controllo dei processi efficace e risultati di qualità. I fornitori che completano le autovalutazioni devono inviare i piani d’azione per il miglioramento delle sezioni che non soddisfano i requisiti minimi. In base ai risultati delle autovalutazioni, BIS si riserva il diritto di eseguire una verifica Q+ in loco.
Ispezione Q+
Questa ispezione in loco è costituita da varie categorie di sistema di qualità e controllo dei processi ed è stata concepita per fornire una valutazione commerciale del sistema di qualità, del controllo dei processi e dell’impegno per la qualità del fornitore al momento dell’ispezione.

Questo documento non contiene dati tecnici soggetti alla normativa EAR o ITAR Pagina 6
BIS revisionerà periodicamente questa ispezione per incorporare nuovi requisiti del sistema di qualità.
5.3 Verifiche dei processi BIS può effettuare una verifica della qualificazione dei processi presso l’impianto di produzione del fornitore. Questa verifica è incentrata su controlli specifici della qualità dei processi che il fornitore ha posto in essere per i prodotti che vengono realizzati per BIS, nonché su requisiti dei processi specifici del prodotto o di una parte. Inoltre, BIS si riserva il diritto di effettuare tale verifica presso i subfornitori.
Tali verifiche non esonerano il fornitore dalla responsabilità di produrre e consegnare parti prive di difetti. 6. REQUISITI DI QUALIFICAZIONE DI PARTI E PROCESSI DI PRODUZIONE La qualificazione delle parti assicura che la parte soddisfa i requisiti tecnici e di prestazioni. La qualificazione dei processi assicura che i processi di produzione specifici in atto produrranno parti di qualità costante e accettabile. Tutte le presentazioni della campionatura delle parti devono essere effettuate in conformità ai requisiti generali del PPAP (Production Part Approval Process) per ogni livello PPAP descritto nell’Appendice 1. Il sito di utilizzo di BIS definirà il livello PPAP, da 1 a 5, di presentazione. Le richieste PPAP possono essere effettuate utilizzando il modulo di richiesta PPAP, Allegato 2, o in modo simile.
La presentazione del PPAP deve essere effettuata il prima possibile rispetto all’avvio della produzione, stabilendo una data in accordo con il sito di utilizzo di BIS.
I fornitori potranno spedire le parti di produzione solo dopo aver ricevuto da BIS un’approvazione piena o provvisoria mediante un Part Submission Warrant (PSW) firmato, Allegato 1. Nel caso in cui non venga concessa la piena approvazione, BIS informerà il fornitore sulle aree problematiche. Il fornitore deve apportare le correzioni del caso e ripresentare la documentazione.
A discrezione di BIS, qualsiasi componente o tutti i componenti possono essere esaminati in loco presso l’impianto del fornitore come parte di una verifica di qualificazione del processo.
Validità del mandato del PPAP Se non diversamente specificato nel PSW, l’approvazione è valida per la durata del contratto o fino alla revoca da parte di BIS.
Inoltre, nel caso in cui si verifichi una delle condizioni riportate di seguito, il fornitore deve informare BIS prima della prima spedizione della produzione.
• Correzione di una discrepanza in una parte spedita precedentemente. • Prodotto modificato in seguito a modifica tecnica alla documentazione, alle specifiche o al materiale di
progettazione in un PCA (Product Change Authorization) approvato. • Uso di un processo o materiale facoltativo che era stato utilizzato in una parte precedentemente approvata. • Produzione da strumenti (tranne strumenti deteriorabili), matrici, stampi, modelli nuovi o modificati, inclusa
la lavorazione aggiuntiva o sostitutiva. • Produzione successiva a rinnovamento o riordinamento della lavorazione o dell’apparecchiatura esistente. • Produzione successiva a qualsiasi modifica nel processo o metodo di produzione inclusi cambi dei
lubrificanti, agenti distaccanti degli stampi o altre soluzioni utilizzate nel processo. • Produzione da lavorazione e apparecchiatura trasferite in una posizione dell’impianto diversa o da una
posizione dell’impianto aggiuntiva. • Cambio di fonte per le parti, i materiali o i servizi subappaltati (ad esempio, trattamento termico, placcatura). • Nuovo rilascio della produzione dopo che la lavorazione del volume di produzione non è stata attiva per
dodici (12) mesi o più. • Dopo una richiesta di BIS di sospendere la spedizione a causa di problemi con la qualità del fornitore. • Qualsiasi altra attività risultante da eventuali modifiche al piano di controllo (CP, Control Plan) del fornitore. • Perdita o revoca della registrazione del sistema di qualità di terze parti.

Questo documento non contiene dati tecnici soggetti alla normativa EAR o ITAR Pagina 7
Il fornitore utilizzerà il modulo SDR (Supplier Deviation Request), Allegato 8, per informare BIS qualora si verifichi uno qualsiasi degli eventi descritti. L’SDR verrà esaminato da BIS e potrebbe essere necessaria la ripresentazione PPAP completa o parziale. In quest’ultimo caso, il sito di utilizzo comunicherà il livello di presentazione.
La concessione dell’approvazione completa o temporanea, esclusivamente scritta, deve essere antecedente la prima spedizione della produzione.
Livello PPAP BIS richiede l’approvazione delle parti a livelli diversi (da 1 a 5) in base allo scopo della presentazione PPAP. Definizioni dei livelli PPAP
Livello 1 Part Submission Warrant (PSW) presentato solo al cliente. Livello 2 PSW con campionature del prodotto e parte della documentazione. Livello 3 PSW con campionature del prodotto e documentazione completa. Livello 4 PSW e altri requisiti definiti dal cliente.
Livello 5 PSW con campionature del prodotto e tutta la documentazione disponibile per l’esame presso la sede di produzione del fornitore
[NOTA: il livello 3 è quello predefinito, se non altrimenti specificato]
Per ulteriori dettagli, vedere l’Appendice 1.
6.1 Requisiti E-3 (specifici di Otis) Per garantire che i componenti di sicurezza soddisfino la normativa e i requisiti Otis, i criteri E-3 richiedono processi di controllo della progettazione, della qualificazione e/o della produzione per i componenti elencati di seguito, al fine di soddisfare un livello di requisiti più severo. Per ulteriori informazioni su tutti i requisiti E-3, contattare il rappresentante Otis.
Ascensori Scale mobili/tappeti mobili - Ingranaggio di sicurezza (automobile e contrappeso) - Scalinate/pedane - Regolatori di velocità eccessiva - Catene di trasmissione principale - Cuscinetti - Trasmissione principale
- Macchine
7. CERTIFICAZIONE DEI PROCESSI (ProCert) La certificazione dei processi è la metodologia di BIS per ottenere e mantenere processi validi e statisticamente controllati per le fasi di produzione, commercializzazione, supporto, gestione, assemblaggio e test. ProCert segue una metodologia prescritta, impiegando una serie di strumenti di qualità standard per stabilizzare i risultati dei processi, ridurne le variazioni e apportare continui miglioramenti.
I fornitori devono implementare ProCert nei propri processi produttivi per soddisfare tutte le caratteristiche chiave definite da BIS. Quando approvate da BIS, è possibile usare metodologie alternative, simili a ProCert, a condizione che soddisfino i requisiti definiti nell’Appendice 2.
I fornitori sono esortati a identificare ulteriori caratteristiche chiave oltre quelle definite da BIS. È possibile prendere in considerazione caratteristiche delle parti finite, caratteristiche dei prodotti a monte e controlli dei parametri dei processi.
I fornitori con responsabilità di progettazione HANNO L’OBBLIGO di identificare ulteriori caratteristiche chiave.
Tutte le caratteristiche chiave identificate devono soddisfare i requisiti di certificazione dei processi o altre

Questo documento non contiene dati tecnici soggetti alla normativa EAR o ITAR Pagina 8
metodologie simili approvate, come definito nell’Appendice 2, Certificazione dei processi.
Tutte le caratteristiche chiave devono ottenere la Milestone 4 (KC/KPC certificate) al momento della presentazione PPAP. La Milestone 3 (controllo dei processi) è il livello minimo che può essere accettato al momento della presentazione PPAP a condizione che esista un piano di contenimento approvato da BIS.
Per il controllo continuo di tutte le caratteristiche chiave è necessario utilizzare SPC (Statistical Process Control) o prove di errore approvate. Il tipo e la frequenza di SPC o di prova di errore devono essere documentati nel piano di controllo e concordati con il sito BIS di utilizzo.
Per tutte le misure utilizzate per valutare e controllare le caratteristiche chiave occorre dimostrare ripetibilità e riproducibilità adeguate. Caratteristica chiave (vedere la sezione 13 per tutte le definizioni) Una caratteristica chiave (KC, Key Characteristic) è qualsiasi particolarità di un materiale, un processo, una parte, un gruppo o un test le cui variazioni all’interno o all’esterno del requisito specificato hanno un impatto significativo sull’idoneità, le prestazioni, la durata del servizio, la producibilità, le informazioni, il servizio o altri aspetti previsti del prodotto.
BIS definirà le caratteristiche chiave che il fornitore deve certificare. Le caratteristiche chiave del prodotto (KPC, Key Product Characteristic) verranno comunicate mediante vari metodi, che includono:
• notazioni e/o simboli documentati nei disegni tecnici e nelle specifiche di BIS; • comunicazione scritta relativa a problemi dei processi conosciuti, problemi di produzione o problemi
di campo. I vari simboli usati nei documenti di BIS per identificare le caratteristiche chiave del prodotto sono mostrati di seguito.
È possibile che alcuni vecchi disegni contengano anche altri simboli per indicare le caratteristiche chiave. Fare riferimento all’Appendice 2.
Nota: le caratteristiche chiave identificate nella documentazione del disegno e del progetto mediante i simboli X, F e P vengono denominate caratteristiche chiave del prodotto (KPC, Key Product Characteristic). Tutti i requisiti ProCert per le KC si applicano in egual modo alle KPC. 7.1 Verifiche dei processi stratificate Per assicurare la costante integrità dell’impegno ProCert, i fornitori devono eseguire verifiche periodiche dei processi interni per assicurare la continua conformità alle istruzioni di lavoro, ai piani di controllo e alla stabilità/capacità dei
F
P
SICUREZZA: una caratteristica viene classificata come “critica per la sicurezza” quando rappresenta un sostanziale rischio di lesioni personali, danno alla proprietà, malattia, danni al prodotto, danni all'ambiente e/o contaminazione se non prodotta entro i relativi limiti di accettazione imposti.
FUNZIONE: una caratteristica sarà classificata come "critica per la funzione" quando può comportare seri problemi di affidabilità, problemi di prestazioni o essere la probabile causa dell'impraticabilità dell'unità o del mancato soddisfacimento dei requisiti e delle aspettative del cliente se non prodotta entro i relativi limiti di accettazione imposti.
PROCESSO: una caratteristica del prodotto, rilevata dalla produzione e considerata di alto rischio a causa del numero di fabbricanti o della relativa variazione entro i limiti imposti, ha un impatto significativo sulla capacità della parte, del componente, dell'unità o delle opzioni di soddisfare i requisiti di idoneità, gruppo, installazione o test.
Questo documento non contiene dati tecnici soggetti alla normativa EAR o ITAR Pagina 9
processi standard. La conformità ai controlli dei processi implementati e la verifica delle prove di errore devono essere incluse nella verifica. Fare riferimento a Verifiche dei processi stratificate nella sezione 13, Glossario.
8. PRODOTTO NON CONFORME In nessuna circostanza un fornitore può spedire un prodotto non conforme senza prima aver ricevuto l’autorizzazione scritta da BIS.
Nelle sezioni riportate di seguito vengono identificati e descritti i principali requisiti di qualità applicabili per un prodotto non conforme.
8.1. Garanzia Gli obblighi specifici della garanzia per i fornitori sono descritti nel contratto commerciale in vigore tra il fornitore e BIS.
8.2. Prodotto non conforme rilevato dal fornitore Il fornitore può rilevare prodotti, mediante i relativi processi di controllo della qualità o dalle relazioni di altri clienti, che sono stati prodotti non rispettando le specifiche. Il fornitore deve immediatamente:
• isolare questi prodotti e determinare se l'errore può essersi verificato e non essere stato rilevato nella produzione precedente;
• utilizzare il modulo SDR (Supplier Deviation Request) per informare BIS nelle seguenti situazioni: - se la non conformità influisce sulla forma, sull’idoneità o sulla funzione della parte; - se esiste la probabilità che il prodotto non conforme sia fuoriuscito dalla fabbrica; - se il prodotto non conforme influirà sulle consegne a BIS; - in tutti i casi in cui una relazione di prodotto non conforme viene ricevuta da un cliente, dove BIS sta
utilizzando una parte simile.
Il fornitore è responsabile dell’isolamento del materiale non conforme, che non potrà essere spedito finché non verrà garantita una deviazione. Il materiale discrepante ricevuto da BIS senza un SDR approvato verrà rifiutato e restituito al fornitore e tutti i costi aggiuntivi di gestione e spedizione saranno a carico del fornitore. Il materiale discrepante verrà lavorato solo dopo l’approvazione della deviazione da parte di tutto il personale BIS interessato.
8.3. Prodotto non conforme rilevato da BIS Nei paragrafi riportati di seguito vengono descritte le attività richieste quando del materiale non conforme viene rilevato da BIS.
Non conformità rilevate prima del rilascio al cliente
Nel caso in cui BIS rilevi non conformità che sono di responsabilità del fornitore prima del rilascio al cliente, le parti o i componenti in questione saranno identificati e isolati per evitarne l’utilizzo in futuro.
La valutazione della non conformità determinerà se:
• le parti con difetti vengono accumulate e restituite ai fornitori in base alle procedure dell’impianto; • il fornitore classifica le parti con difetti presso BIS; • il fornitore rilavora le parti con difetti presso BIS; • il fornitore contatta le terze parti per completare le ispezioni presso BIS o in una ubicazione fuori sede locale; • in base ai termini contrattuali, BIS rilavora le parti con difetti e addebita al fornitore i costi di rilavorazione.
I fornitori devono rimborsare a BIS tutti i costi associati ai casi di mancata conformità della qualità inclusi, tra gli altri,
Questo documento non contiene dati tecnici soggetti alla normativa EAR o ITAR Pagina 10
un costo minimo standard per la lavorazione di ogni parte con qualità non conforme.
Ai fornitori la cui frequenza di difetti semestrale (PPM) supera i requisiti del livello di prestazioni del programma Supplier Gold (fare riferimento alla sezione 10) può essere richiesto di presentare un piano di miglioramento formale. Inoltre, BIS può richiedere un’ispezione di terze parti da effettuare a spese del fornitore presso una sede indipendente o richiedere la visita di un rappresentante del fornitore al sito BIS per sostenere gli impegni di miglioramento.
Guasto sul campo
Gli obblighi di garanzia per i fornitori relativamente alle parti non conformi rilevate sul campo, nonché la relativa sistemazione, devono essere specificati nel contratto commerciale in vigore tra il fornitore e BIS. Quando viene rilevato un guasto sul campo di tipo critico, sarà necessario determinare i passi successivi del processo basandosi su vari criteri tra cui la criticità, la quantità, il costo e altri fattori del guasto. In base a questa valutazione, BIS può richiedere:
• la riparazione/sostituzione sul campo delle parti difettose da parte di BIS; • la riparazione/sostituzione sul campo delle parti difettose da parte del fornitore; • il richiamo del prodotto e la riparazione o sostituzione; in tutti i casi elencati, i fornitori devono rimborsare
a BIS tutti i costi associati alla riparazione dei guasti sul campo e tutti gli altri eventuali costi sostenuti da BIS a causa di tali guasti.
8.4 Non conformità/CAR La necessità di una relazione di azione correttiva (CAR, Corrective Action Report) formale verrà valutata in base al potenziale impatto sui costi di produzione, costi di qualità, prestazioni, affidabilità, sicurezza e soddisfazione del cliente. BIS richiede ai fornitori di presentare un piano di azione correttiva scritto e formale per risolvere le specifiche non conformità rilevate a livello di impianto o sul campo utilizzando il sistema elettronico di relazione dell’azione correttiva globale 8D, allegato 9. Quando BIS effettua una richiesta di azione correttiva, il fornitore viene informato mediante un collegamento e-mail del server host BIS.
La risposta del fornitore alle richieste di azione correttiva deve includere la determinazione della causa alla radice, l’azione di contenimento (azione correttiva a breve termine) e l’azione correttiva permanente (a lungo termine). Come parte dell’azione correttiva, è necessario includere un piano di implementazione definito con relative date, nonché la sistemazione del materiale sospetto.
(NOTA: i fornitori devono adottare soluzioni a prova di errore in tutte le azioni correttive.) L’azione di contenimento (passi da D1 a D3) deve essere comunicata a BIS entro 24 dalla ricezione della richiesta di azione correttiva. L’analisi degli errori, che consente di determinare la causa alla radice, deve essere completata in un periodo di tempo ragionevole, concordato con sito di rilascio BIS. L'8D sarà considerato completo solo dopo l’approvazione da parte di BIS dell’azione correttiva e preventiva presentata.
9. GESTIONE DELLE MODIFICHE Dopo l’approvazione per la produzione, i fornitori non devono effettuare alcuna modifica al prodotto o al processo senza previa notifica scritta a BIS e approvazione scritta da BIS. Questo requisito è valido anche per i subfornitori.
Le modifiche vengono definite come alterazioni alla progettazione del prodotto, alla specifica del prodotto, alle parti acquistate, al materiale o ai servizi, alla sede di produzione, al metodo di produzione, ai test, alla conservazione, alla preservazione del packaging o alla consegna. Per le modifiche permanenti al prodotto, BIS si riserva il diritto di riqualificare il prodotto. I moduli SDR (Supplier Deviation Request) vengono usati per comunicare tutte le richieste di deviazione e di modifiche al processo sia temporanee che permanenti.

Questo documento non contiene dati tecnici soggetti alla normativa EAR o ITAR Pagina 11
9.1. SDR (Supplier Deviation Request) Prima di spedire qualsiasi prodotto non conforme o realizzato mediante un processo diverso da quello in essere al momento del PPAP, i fornitori devono presentare un modulo SDR scritto, allegato 8, al proprio contatto degli acquisti BIS (responsabile degli acquisti) per l’approvazione.
Nel modulo SDR è necessario fornire le informazioni riportate di seguito.
1. Processo o prodotto corrente.
2. Deviazioni o modifiche proposte.
3. Piano di test proposto per la qualificazione e la convalida.
4. La ragione delle deviazioni/non conformità rispetto alla documentazione a corredo.
5. Se la modifica in questione è permanente o temporanea. Le modifiche ”temporanee” devono includere una quantità fissa di parti o il periodo di tempo per cui il modulo SDR sarà valido.
6. I piani di migrazione per far fronte a eventuali rischi dovuti alla modifica del processo o al prodotto non conforme.
7. Elenco dettagliato dei numeri di parte inclusa la descrizione delle parti per sito o siti BIS di utilizzo.
Il materiale discrepante ricevuto da BIS senza un SDR approvato verrà rifiutato e restituito al fornitore a sue spese, con tutti i costi aggiuntivi di gestione e spedizione a carico del fornitore.
Dopo l’approvazione, tutto il materiale spedito a BIS deve essere accompagnato da una copia dell’SDR approvato. BIS si riserva il diritto di richiedere un piano di azione correttiva scritta mediante CAR (Corrective Action Report).
Se l’approvazione non viene concessa, la ragione viene riepilogata nel modulo della richiesta che viene restituito al fornitore. I moduli SDR non devono essere usati per dissimulare o sostituire la mancanza di sistemi o controlli di qualità appropriati presso la sede del fornitore. Un uso eccessivo dei moduli SDR relativamente a materiale non conforme viene interpretato da BIS come un abuso e come indicazione del fatto che il sistema di qualità del fornitore presenta un problema serio.
9.2. Deviazione/modifica del prodotto In determinate situazioni, potrebbe essere necessario per il fornitore effettuare deviazioni rispetto ai requisiti e alle specifiche BIS.
Quando le modifiche non influiscono su idoneità, forma o funzione, è possibile presentare un modulo SDR per:
• materiale non conforme rilevato presso l’impianto del fornitore;
• richiedere la sostituzione di materiale.
9.3. Deviazione/modifica di processo Le deviazioni di processo sono necessarie per qualsiasi modifica che viene apportata al processo, rendendolo diverso da quello in essere al momento dell’approvazione del PPAP.
BIS si aspetta che i fornitori si impegnino costantemente per migliorare la qualità e ridurre le variazioni al processo mediante miglioramenti del sistema. Per raggiungere questi obiettivi, i fornitori possono richiedere deviazioni del processo, temporanee o permanenti, dovute a modifiche nella progettazione o ad altre circostanze non prevedibili, quali modifiche nell’apparecchiatura, nella lavorazione, modifiche nei subfornitori critici e così via.

Questo documento non contiene dati tecnici soggetti alla normativa EAR o ITAR Pagina 12
BIS può richiedere al fornitore di mantenere una scorta di sicurezza del prodotto realizzato mediante il processo originale per il periodo antecedente all’approvazione delle modifiche. Questa scorta di sicurezza può normalmente essere usata in seguito per la produzione. Le transizioni di lavoro da un impianto di produzione a un altro devono essere notificate tempestivamente al responsabile degli acquisti BIS mediante la presentazione di un SDR. I fornitori che effettuano tali transizioni devono gestire questi spostamenti in conformità alle aspettative di BIS, che possono includere, tra le altre, il mantenimento di una scorta di sicurezza, la valutazione e la riqualificazione della potenzialità del prodotto prima e dopo lo spostamento dall’impianto di ricezione.
10. TRACCIABILITÀ E DOCUMENTAZIONE DELLA QUALITÀ Tracciabilità: I componenti che richiedono la tracciabilità saranno identificati durante la fase di sviluppo di un progetto. Nei casi in cui sia richiesta la tracciabilità, BIS lavorerà insieme ai fornitori per sviluppare un sistema accettabile. Il requisito della tracciabilità verrà comunicato ai fornitori mediante specifiche e disegni. Gli ordini di acquisto incorporeranno il requisito. Documentazione: La documentazione del fornitore relativa alle certificazioni, ai processi, ai test e/o alle ispezioni deve essere fornita a BIS su richiesta. La documentazione deve essere conservata dal fornitore per un periodo di dieci (10) anni dopo la consegna dei prodotti interessati. Questo requisito non sostituisce eventuali requisiti legali o normativi sulla conservazione della documentazione. Eventuali eccezioni devono essere portate all’attenzione di BIS mediante la presentazione di un SDR. È possibile che per la spedizione del prodotto sia necessario includere della documentazione specifica. Ciò sarà concordato con il reparto qualità del sito BIS di utilizzo.
11. PROGRAMMA SUPPLIER GOLD Il programma Supplier Gold di UTC è un metodo che consente di differenziare i fornitori che attualmente operano con livelli di prestazioni elevati per qualità e consegna. È un mezzo che consente di riconoscere l’impegno significativo e continuo di miglioramento e i risultati dei fornitori che hanno raggiunto livelli massimi di prestazioni. Il programma definisce quattro livelli di prestazioni. Tutti i fornitori inclusi nel programma devono essere del livello “Performing” o “Gold”. I fornitori che non operano almeno al livello “Performing” devono preparare un piano di miglioramento che verrà esaminato da BIS.
Per ulteriori informazioni, è possibile consultare la pagina “Suppliers” del sito UTC.com

Questo documento non contiene dati tecnici soggetti alla normativa EAR o ITAR Pagina 13
12. AMBIENTE, SALUTE E SICUREZZA L’ambiente, la salute e la sicurezza sono fattori di primaria importanza per BIS.
I fornitori devono soddisfare le seguenti aspettative UTC relative ad ambiente, salute e sicurezza:
• offrire condizioni sicure di lavoro per tutti i dipendenti, i clienti e gli appaltatori; • rispettare tutte le leggi e le normative nazionali, regionali e locali applicabili riguardanti ambiente, salute
e sicurezza; • operare in modo da ridurre al minimo l’impatto sull’ambiente; • limitare l’uso delle risorse naturali e incentivare quello delle risorse naturali sostenibili; • estendere e comunicare ai fornitori queste aspettative riguardanti ambiente, salute e sicurezza.
Per ulteriori informazioni, è possibile consultare la pagina “Suppliers” del sito UTC.com
13. GLOSSARIO: DEFINIZIONI E ABBREVIAZIONI 8D Processo di risoluzione dei problemi sviluppato da Ford Motor Company. Il nome “8D” deriva dal fatto che esistono otto discipline associate a questa modalità di risoluzione dei problemi. BIS utilizza il sistema 8D per la risoluzione sia di problemi interni che esterni. ACE Achieving Competitive Excellence: è la modalità operativa di UTC e BIS. ACE è una metodologia basata su processo e incentrata sul cliente per il conseguimento di livelli elevati di soddisfazione del cliente e prestazioni aziendali.
Capacità Quantità massima di variazione insita in un processo di produzione. Il “miglioramento della capacità di processo” comprende i passaggi per arrivare a limitare la quantità di variazione ai limiti accettabili definiti.
Capacità di processo Intervallo entro il quale si verifica la variazione naturale di un processo in base a quanto determinato dal sistema di cause comuni. La capacità di processo comprende tre componenti importanti:
Specifiche di progettazione. Conseguimento della variazione naturale. Intervallo o diffusione della variazione.
L’importanza della capacità di processo risiede nella valutazione della relazione tra la variazione naturale di un processo e le specifiche di progettazione. Questa relazione è spesso quantificata mediante misurazioni conosciute come indici della capacità di processo. La più comune è Cpk. CAR (Corrective Action Report) Richiesta formale da parte di BIS per intraprendere un’azione di eliminazione della causa o delle cause di una non conformità esistente o altra situazione non desiderabile in modo da evitarne il ripetersi.
Caratteristica chiave (KC, Key Characteristic) Una caratteristica di un materiale, un processo, una parte, un gruppo o un test le cui variazioni all’interno o all’esterno del requisito specificato hanno un impatto significativo sull’idoneità, la forma, la funzione o altri aspetti previsti e che pertanto deve essere controllata per assicurare il rispetto dei limiti di accettazione definiti mediante le prassi di certificazione dei processi.
Caratteristica chiave del prodotto (KPC, Key Product Characteristic) Le KPC sono caratteristiche del prodotto che vengono indicate dagli ingegneri sui disegni e/o su altra documentazione correlata, come descritto nella sezione 5.1.3. Rivestono importanza critica per la sicurezza, la funzione ed eccezionalmente per le caratteristiche di processo del prodotto che devono essere controllate per assicurare il rispetto dei limiti di accettazione definiti mediante la certificazione dei processi.

Questo documento non contiene dati tecnici soggetti alla normativa EAR o ITAR Pagina 14
Certificazione dei processi La certificazione dei processi (ProCert) è la metodologia di BIS per ottenere e mantenere processi validi e statisticamente controllati per le fasi di produzione, commercializzazione, supporto, gestione, assemblaggio e test.
Componente critico Qualsiasi componente, materiale, gruppo o sistema completo selezionato per la produzione e la tracciabilità sul campo allo scopo di soddisfare i requisiti di segnalazione di sicurezza o per supportare l’analisi dell’affidabilità di componenti a costo/interesse elevato. Ad esempio, un modello di compressore o determinati moduli di controllo elettronico potrebbero essere designati come componenti “tracciabili” a causa dei rispettivi costi elevati di sostituzione. La valvola del gas di un altoforno può essere designata come tracciabile per le esigenze di segnalazione di sicurezza del prodotto.
Consegna puntuale Numero di voci di un ordine di acquisto consegnate puntualmente alla data prevista e per la quantità richiesta rispetto al numero totale delle voci dell’ordine di acquisto.
Cpk Indice di capacità, che tiene conto della buona riuscita del processo ed è definito dai valori minimi CP Upper (Cpu) o CP Lower (Cpl). È relativo alla distanza in scala tra il mezzo di produzione e limite di specifica più vicino alla metà della diffusione del processo.
Cpl Misura la vicinanza del funzionamento del mezzo di produzione al limite di specifica inferiore.
Cpu Misura la vicinanza del funzionamento del mezzo di produzione al limite di specifica superiore.
Deliverable software Tutto il software che viene utilizzato in un prodotto vendibile BIS incluso, tra gli altri, il software incorporato nell’hardware e nel firmware consegnabile. FMEA (Failure Mode and Effects Analysis) Tecnica analitica preventiva per studiare in modo metodico le cause e gli effetti di potenziali guasti in un prodotto o in un processo. Il prodotto o processo viene esaminato rispetto a tutte le modalità in cui il guasto può verificarsi. Per ogni potenziale guasto, viene effettuata una valutazione del relativo effetto e della gravità e vengono esaminate le azioni da intraprendere o pianificare per ridurre al minimo la probabilità di guasto o gli effetti del guasto.
Fonte di acquisto diretto Qualsiasi subfornitore che fornisce materiale, componenti, software o servizi che sono stati progettati per essere usati da BIS.
Indice di capacità Confronto della tolleranza disponibile per la parte rispetto alla tolleranza consumata da un processo in uno stato di controllo statistico.
KPI (Key Process Inputs) Insieme secondario degli input del processo o delle relative caratteristiche che sono fondamentali ai fini dell’esecuzione del processo e della produzione del prodotto corretto.
Materiale e servizi di produzione Include le parti, i componenti o il materiale grezzo che vengono usati in modo diretto nella produzione dei prodotti BIS, i prodotti progettati dai fornitori incorporati in un prodotto/gruppo BIS e i beni finiti con marchio BIS.
Part Submission Warrant (PSW) Contiene informazioni sul fornitore e sulla parte, la documentazione richiesta, la ricevuta della candidatura del fornitore e la disposizione di BIS. L’approvazione della presentazione da parte di BIS autorizza il fornitore a iniziare la produzione. Parti per milione (PPM) Misurazione del tasso di difetto in un prodotto, calcolato mediante la seguente formula: PPM = (numero totale di parti difettose) x 1.000.000 / (numero totale di parti ricevute).

Questo documento non contiene dati tecnici soggetti alla normativa EAR o ITAR Pagina 15
Piano di controllo (CP, Control Plan) Metodologia per il controllo delle parti e dei processi per assicurare lo stato di controllo costante di tutti i prodotti del processo. Il piano viene usato e mantenuto durante l’intero ciclo di vita del prodotto ed è soggetto a condizioni di modifica del processo mediante le descrizioni scritte delle azioni che sono necessarie a ogni fase del processo, dalla ricezione alla spedizione. PPAP (Production Part Approval Process) Processo che definisce i requisiti generici per l’approvazione delle parti di produzione. Lo scopo del PPAP è determinare se tutti i requisiti definiti dal cliente relativi alle specifiche e alla documentazione della progettazione tecnica sono stati compresi correttamente dal fornitore e se il processo dispone del potenziale per produrre il prodotto in modo coerente soddisfacendo questi requisiti durante una campagna di produzione effettiva, alla frequenza di produzione di riferimento.
Prodotto/servizio non conforme Mancato adempimento di un requisito programmato ai fini dell’uso previsto, incluse le considerazioni di sicurezza.
Q-Plus (Q+) Standard di gestione della qualità sviluppato da UTC in base al quale i fornitori vengono classificati a uno dei quattro livelli di conformità.
Ripetibilità In un sistema di misurazione, valuta la variazione causata dalle fonti combinate di variazione della misurazione di una misura o apparecchiatura di test quando usata da un operatore o in un set di condizioni ambientali.
Ripetibilità e riproducibilità della misura La valutazione della precisione di uno strumento di misurazione avviene determinando se le misure rilevate con tale strumento sono ripetibili e riproducibili.
Riproducibilità Variazione nelle medie di misurazione quando più operatori o set di condizioni ambientali sono imposti nella misura o parte dell’apparecchiatura di test.
SDR (Supplier Deviation Request) Modulo presentato dal fornitore che deve documentare e richiedere l’approvazione per qualsiasi deviazione di prodotto o processo.
Transizioni di lavoro Le transizioni di lavoro sono qualsiasi spostamento della produzione da un impianto di produzione a un altro. UTC (United Technologies Corporation) Corporazione padre di BIS; altre aziende UTC includono Pratt & Whitney, Sikorsky, United Technologies Aerospace (UTAS).
Verifiche dei processi stratificate (LPA, Layered Process Audits) Sistema di verifiche dei processi di produzione eseguite da responsabili di più livelli. Le caratteristiche chiave dei processi vengono verificate frequentemente per assicurare la conformità agli standard di lavorazione e garantire che le prestazioni ottenute siano del livello previsto.
14. MATERIALE DI RIFERIMENTO È responsabilità del fornitore assicurare che sta lavorando in base alla versione più recente delle specifiche cui viene fatto riferimento all’interno di questo documento, nonché in base ai requisiti dell’ordine di acquisto.
Le pubblicazioni elencate di seguito forniscono ulteriori informazioni sui processi e sulle tecniche utilizzati per assicurare la qualità, trattati in questo manuale e disponibili per i fornitori mediante i relativi contatti BIS.
• Doni dai fornitori (Business Gifts from Suppliers), Codice di etica di UTC. • Fare o ricevere doni (The Giving and Receiving of Business Gifts), Codice di etica di UTC.
Le pubblicazioni riportate di seguito sono disponibili nell’AIAG (Automotive Industry Action Group).

Questo documento non contiene dati tecnici soggetti alla normativa EAR o ITAR Pagina 16
È possibile ordinarle on-line all’indirizzo: http://www.aiag.org.
• Advanced Product Quality Planning (APQP) and Control Plan (CP). • Measurement System Analysis (MSA). • Potential Failure Mode and Effects Analysis (FMEA). • Production Part Approval Process (PPAP). • Statistical Process Control (SPC).
Gli standard riportati di seguito sono specifici per il settore ascensori/scale mobili. L’elenco non comprende tutti gli standard esistenti. È responsabilità dei fornitori assicurare di avere compreso e soddisfatto tutti gli standard normativi locali.
EN 81 - Regole di sicurezza per la costruzione e l’installazione degli ascensori EN 115 - Regole di sicurezza per la costruzione e l’installazione delle scale mobili e dei tappeti mobili ASME A17.1/B44 - Codice di sicurezza per ascensori e scale mobili ASME A17.5/B44.1 - Apparecchiatura elettrica di ascensori e scale mobili ISO/TS 14798 - Ascensori, scale mobili e tappeti mobili - Metodologia di analisi dei rischi BSLJ, Building Standard Law of Japan (Legge standard di edificazione) - Giappone GB 7588 - Codice di sicurezza per la produzione e l’installazione degli ascensori - Cina NFPA 70 - Standard nazionale per i requisiti elettrici AS 1735 - Standard per l’accessibilità degli ascensori (disabili) ANSI/ICC A117.1 - Standard per edifici e impianti accessibili e utilizzabili (disabili)

Questo documento non contiene dati tecnici soggetti alla normativa EAR o ITAR Pagina 17
15. APPENDICI Appendice 1 - Requisiti PPAP Nella tabella Requisiti riportata di seguito viene descritta la documentazione o i dati da presentare a BIS o conservata dal fornitore.

Questo documento non contiene dati tecnici soggetti alla normativa EAR o ITAR Pagina 18
Elementi definiti del PPAP 1. Documentazione della progettazione
Copia stampata del disegno che deve essere approvato. Se BIS è responsabile della progettazione, sarà una copia della specifica o del disegno inviato insieme all’ordine di acquisto. Se il fornitore è responsabile della progettazione, sarà un disegno rilasciato nel sistema di rilascio del fornitore. Disegno tecnico/specifica: il fornitore deve numerare ogni caratteristica e requisito sul documento del disegno. La numerazione deve corrispondere ai risultati dell’ispezione documentata (incluse note, note e specifiche di tolleranza standard e qualsiasi altra cosa rilevante per la progettazione della parte).
2. Documenti di modifica tecnica autorizzata (nota) Se è necessario effettuare la presentazione mentre è in corso una modifica formale, è necessario includere un SDR (Supplier Deviation Request) approvato.
3. Approvazione tecnica Se è necessario effettuare la presentazione prima dell’approvazione da parte di BIS di tutti i test di qualificazione tecnica, è necessario includere un SDR (Supplier Deviation Request) approvato.
4. DFMEA Se il fornitore è responsabile della progettazione, è necessario includere una copia del DFMEA, esaminata e approvata dagli ingegneri di BIS. Se è stato concordato che il DFMEA contenga il controllo di proprietà intellettuale (IP, Intellectual Property) del fornitore, il DFMEA potrebbe essere esaminato dal reparto BIS di ingegneria e qualità per l’approvazione. Se BIS è responsabile della progettazione, l’elenco di tutte le caratteristiche chiave deve essere condiviso con il fornitore, in modo da poterle includere nel PFMEA e nel piano di controllo. Generalmente questo avviene durante una riunione di revisione della fattibilità del progetto.
5. Diagramma di flusso del processo Copia del flusso del processo, con l’indicazione di tutti i passi e della sequenza del processo produttivo, inclusi i componenti in ingresso.
6. PFMEA Copia della PFMEA (Process Failure Mode and Effect Analysis, modalità di guasto del processo e analisi degli effetti), esaminata e approvata dal fornitore e dal cliente. Il PFMEA deve illustrare potenziali modalità di guasto in ogni passo descritto nel documento del flusso del processo, incluso il confezionamento e l’etichettatura. Nel PFMEA devono essere incluse tutte le KC e KPC.
7. Piano di controllo Copia del piano di controllo, esaminato e approvato dal fornitore e dal cliente. Il piano di controllo segue i passi del PFMEA. Nel piano di controllo devono essere identificate e incluse tutte le KC e KPC.
8. Studi dell’MSA (Measurement System Analysis, analisi del sistema di misurazione) Generalmente l’MSA contiene la ripetibilità e riproducibilità della misura per le caratteristiche chiave (KC, Key Characteristic) e le caratteristiche chiave del prodotto (KPC, Key Product Characteristic). L’MSA è necessario per le caratteristiche variabili che per quelle qualitative.
9. Risultati dimensionali Elenco di tutte le dimensioni presenti nel disegno tecnico o nella specifica. Nell’elenco viene indicato se le caratteristiche del prodotto, i dati tecnici, i risultati della misurazione e la valutazione sono “ok” o “non ok”. BIS definirà la qualità richiesta per un layout dimensionale, in genere da 3 a 5 parti; tuttavia può essere regolato diversamente in circostanze speciali come la lavorazione a più cavità.

Questo documento non contiene dati tecnici soggetti alla normativa EAR o ITAR Pagina 19
10. Documentazione dei test sul materiale/sulle prestazioni Riepilogo di tutti i test richiesti effettuati sulla parte. I requisiti vengono in genere concordati dal fornitore e BIS durante gli incontri sulla fattibilità della progettazione. In questo riepilogo, per ogni singolo test viene indicato quando è stato eseguito, la specifica, i risultati e la valutazione (riuscito o non riuscito). La documentazione a corredo deve essere inclusa come da richiesta ma potrebbe essere presentata quando i test sono completati. Inoltre, in questa sezione vengono elencate tutte le certificazioni dei materiali (acciaio, plastica, placcatura e così via), come indicato nella stampa o nella specifica. Nella presentazione è necessario includere gli originali delle certificazioni dei materiali.
11. Studi iniziali del processo In genere in questa sezione vengono illustrati tutti i grafici di controllo statistico del processo riguardanti le caratteristiche più critiche. L’intento è dimostrare che i processi critici hanno una variabilità stabile che si attesta in prossimità del valore nominale previsto. È necessario includere gli studi su tutte le caratteristiche chiave definite da BIS e su tutte quelle definite dal fornitore.
12. Documentazione di laboratorio qualificato Copia di tutte le certificazioni (ad esempio, ISO 17025, TS) dei laboratori che hanno eseguito i test riportati nella sezione 10.
13. Relazione di approvazione dell’aspetto Copia del modulo AAI (Appearance Approval Inspection, ispezione di approvazione dell’aspetto) firmato dal cliente. Applicabile solo ai componenti interessati dall’aspetto. I requisiti della relazione di approvazione dell’aspetto devono essere definiti durante l’esame della progettazione.
14. Parti di produzione di campionatura BIS definirà il numero di campionature da presentare con il PPAP. Ogni campionatura deve essere prodotta come parte della fase di produzione del PPAP. Occorre numerare queste campionature in modo da corrispondere ai dati di misurazione presentati con la relazione dimensionale (elemento 9 precedente).
15. Campionatura principale Campionatura in genere approvata dal cliente e dal fornitore e che viene di solito utilizzata per formare gli operatori sulle ispezioni soggettive, ad esempio visive o per disturbo.
16. Supporti per il controllo Quando sono disponibili strumenti speciali per il controllo delle parti, in questa sezione viene illustrato un disegno del modello o dello strumento e la documentazione di calibrazione, inclusa la relazione dimensionale dello strumento. Potrebbero essere richieste le informazioni sulla programmazione CMM.
17. Requisiti specifici del cliente Il cliente di BIS potrebbe avere requisiti specifici da includere nella documentazione del PPAP. Si consiglia di chiedere al cliente eventuali aspettative PPAP prima di candidarsi per un lavoro.
18. Part Submission Warrant (PSW) Modulo che riepiloga tutta la documentazione inclusa nel PPAP. Il modulo PSW include le informazioni sulla parte, la ragione della presentazione e il livello dei documenti presentati al cliente. È necessario che un annuncio di dichiarazione sia firmato da una persona autorizzata del sito del fornitore che effettua la presentazione, in genere il responsabile della qualità dell’impianto. Il sito di utilizzo di BIS deve esaminare il PSW, firmarlo e restituirlo al fornitore. Il fornitore non sarà autorizzato fino a quando non riceve da BIS il PSW approvato completamente o provvisoriamente.
Se è richiesto un PPAP di livello 4, il richiedente di BIS deve specificare, per iscritto, la documentazione e/o i dati che dovranno accompagnare la presentazione del PPAP (allegato 2, addendum L-4).

Questo documento non contiene dati tecnici soggetti alla normativa EAR o ITAR Pagina 20
Allegato 2 - ProCert
Passi per la certificazione di un processo
Per considerare certificato un processo o ritenere certificata una caratteristica chiave, è necessario soddisfare i requisiti riportati di seguito.
1) Passi iniziali per implementare la certificazione del processo: • Mappare i passi del processo corrente per identificare i KPI e le caratteristiche chiave che influiscono sul
risultato del processo e/o le caratteristiche chiave identificate da BIS. In questo passo fare riferimento al DFMEA e al PFMEA. Identificare le prestazioni o i risultati di processo correnti per ogni passo del processo.
• Verificare e documentare che i processi di misurazione utilizzati per tutte le caratteristiche variabili e qualitative siano appropriate (ad esempio, ripetibilità, riproducibilità, studi di correlazione e capacità di processo complessiva).
• Identificare le azioni di controllo per conservare la capacità di processo e i piani di reazione per le condizioni fuori controllo quando si verificano nella stazione di lavoro. Tutto ciò deve essere documentato nel piano di controllo e/o nelle istruzioni di lavoro.
• Implementare un metodo di monitoraggio del processo. • Implementare un piano di manutenzione preventiva. • Eseguire autovalutazioni.
2) Caratteristiche variabili misurate Un processo viene considerato certificato quando:
• l’apparecchiatura di misurazione è qualificata (ad esempio, studi di ripetibilità e riproducibilità completati); • le cause responsabili della variazione sono state identificate, documentate e rimosse; • le caratteristiche chiave e gli input del processo sono stati identificati, monitorati e controllati;
Questo documento non contiene dati tecnici soggetti alla normativa EAR o ITAR Pagina 21
• si verificano un minimo di venticinque (25) osservazioni consecutive o trenta (30) giorni di produzione, a seconda del valore maggiore, acquisendo la variabilità associata alla variazione da passo a passo, pezzo a pezzo, impostazione a impostazione, periodo a periodo e da lotto a lotto, senza alcuna non conformità rilevata;
• le caratteristiche chiave rientrano almeno nel controllo statistico e nelle caratteristiche chiave del prodotto 1.33; • le autovalutazioni di routine sono state eseguite.
3) Caratteristiche qualitative misurate Un processo viene considerato certificato quando:
• l’apparecchiatura di misurazione è qualificata (ad esempio, studi di ripetibilità e riproducibilità completati); • le cause responsabili della variazione sono state identificate, documentate e rimosse; • le caratteristiche chiave e gli input del processo sono stati identificati, monitorati e controllati; • si verificano un minimo di quarantacinque (45) osservazioni consecutive (90% di certezza) o trenta (30) giorni di
produzione, a seconda del valore maggiore, acquisendo la variabilità associata alla variazione da passo a passo, pezzo a pezzo, impostazione a impostazione, periodo a periodo e da lotto a lotto, senza alcuna non conformità rilevata;
• le autovalutazioni di routine sono state eseguite.
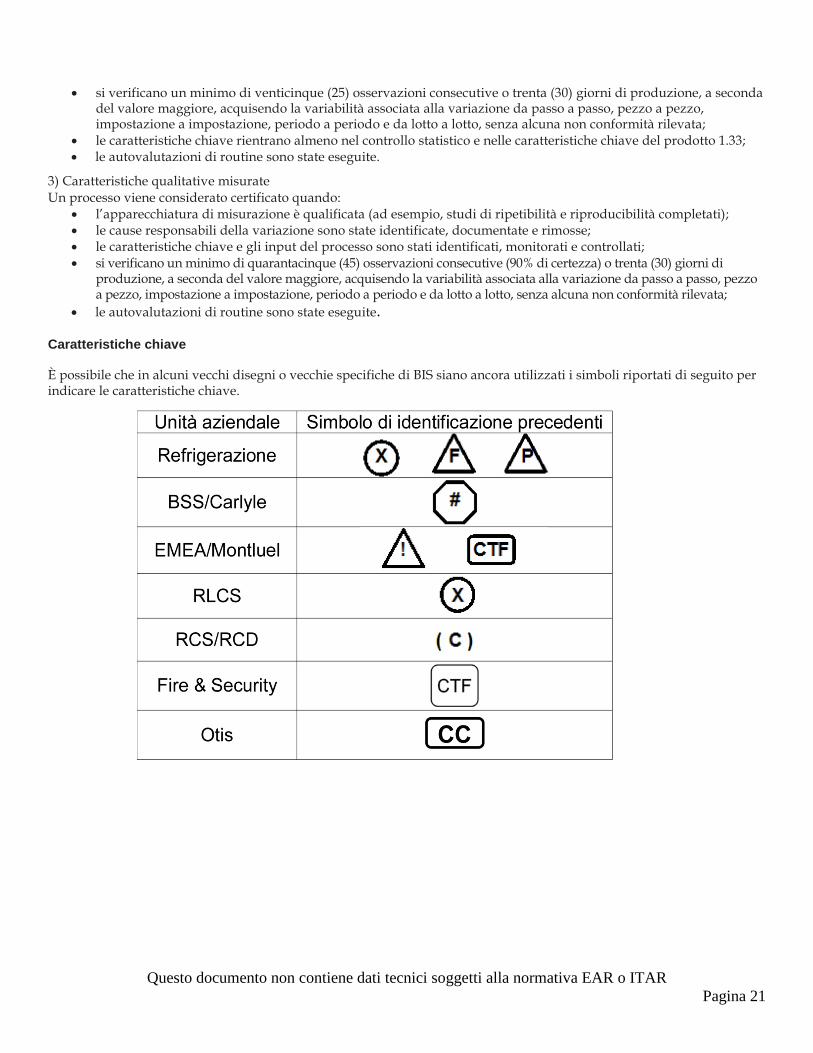
Caratteristiche chiave
È possibile che in alcuni vecchi disegni o vecchie specifiche di BIS siano ancora utilizzati i simboli riportati di seguito per indicare le caratteristiche chiave.

Questo documento non contiene dati tecnici soggetti alla normativa EAR o ITAR Pagina 22
16. ALLEGATI: Di seguito vengono riportati gli esempi dei moduli cui viene fatto riferimento in questo manuale. Per ottenere i moduli da compilare o per assistenza nella compilazione, i fornitori devono contattare il relativo punto di contatto BIS.
Allegato 1: Part Submission Warrant (PSW)
Allegato 2: Modulo di richiesta PPAP
Allegato 3: Approvazione parte di produzione - Risultati dei test dimensionali*
Allegato 4: Approvazione parte di produzione - Risultati dei test sul materiale*
Allegato 5: Approvazione parte di produzione - Risultati dei test sulle prestazioni*
Allegato 6: Relazione di approvazione dell’aspetto (AAR)
Allegato 7: Piano di controllo*
Allegato 8: SDR (Supplier Deviation Request)
Allegato 9: CAR (Corrective Action Report) 8D
*Con il consenso dell’impianto, i fornitori possono utilizzare i propri documenti/moduli interni a condizione che contengano tutte le informazioni richieste.

Questo documento non contiene dati tecnici soggetti alla normativa EAR o ITAR Pagina 23
Allegato 1

Questo documento non contiene dati tecnici soggetti alla normativa EAR o ITAR Pagina 24
Allegato 2

Questo documento non contiene dati tecnici soggetti alla normativa EAR o ITAR Pagina 25
Allegato 2

Questo documento non contiene dati tecnici soggetti alla normativa EAR o ITAR Pagina 26
Allegato 3

Questo documento non contiene dati tecnici soggetti alla normativa EAR o ITAR Pagina 27
Allegato 4

Questo documento non contiene dati tecnici soggetti alla normativa EAR o ITAR Pagina 28
Allegato 5

Questo documento non contiene dati tecnici soggetti alla normativa EAR o ITAR Pagina 29
Allegato 6

Questo documento non contiene dati tecnici soggetti alla normativa EAR o ITAR Pagina 30
Allegato 7

Questo documento non contiene dati tecnici soggetti alla normativa EAR o ITAR Pagina 31
Allegato 8

Questo documento non contiene dati tecnici soggetti alla normativa EAR o ITAR Pagina 32
BIS Global 8D 8D #
Allegato 9

Questo documento non contiene dati tecnici soggetti alla normativa EAR o ITAR Pagina 33
Copyright © 2014 United Technologies Corporation. Tutti i diritti riservati.


















