Manual de Controle de Qualidade e Durabilidade de ... · materiais a nível mundial, permite...
124
Manual de Controle de Qualidade e Durabilidade de Estruturas em GFRP João Luís Martins e Belo Martins Dissertação para a obtenção do grau de mestre em Engenharia Civil Júri Presidente: Prof. Dr. Augusto Martins Gomes Orientador: Prof. Dr. Fernando António Baptista Branco Co-Orientador: Prof. Dr. João Pedro Ramôa Ribeiro Correia Vogal: Prof. Dr. João Paulo Janeiro Gomes Ferreira Maio 2011
Transcript of Manual de Controle de Qualidade e Durabilidade de ... · materiais a nível mundial, permite...
Manual de Controle de Qualidade e Durabilidade de
Estruturas em GFRP
João Luís Martins e Belo Martins
Dissertação para a obtenção do grau de mestre em
Engenharia Civil
Júri
Presidente: Prof. Dr. Augusto Martins Gomes
Orientador: Prof. Dr. Fernando António Baptista Branco
Co-Orientador: Prof. Dr. João Pedro Ramôa Ribeiro Correia
Vogal: Prof. Dr. João Paulo Janeiro Gomes Ferreira
Maio 2011

i
Imagem da capa: Ponte pedonal em material compósito sobre a linha de alta velocidade.
Lérida, Espanha.
ii
iii
Agradecimentos
Ao longo desta caminhada cresci e aprendi, contudo, a maior riqueza que ganhei foi a amizade
e conhecimento das pessoas que sempre me incentivaram. Assim, quero deixar um especial
agradecimento a todas as pessoas que se cruzaram comigo ao longo desta caminhada.
Em primeiro lugar, quero agradecer aos meus pais e irmã. Foram as únicas pessoas que
estiveram sempre comigo, independentemente das dificuldades encontradas e foram os que
me transmitiram os maiores ensinamentos. Espero que se sintam recompensados.
Ao meu orientador, Prof. Dr. Fernando Branco e ao meu co-orientador, Prof. Dr. Ramôa
Correia, o meu muito obrigado pelo apoio e conhecimento transmitido ao longo de todo o
tempo.
Ao Eng. Nuno da Invesfer pela prontidão na visita à cobertura da estação do Rossio e todas as
informações prestadas.
Ao Eng. Manuel Ferreira e Eng. Armando Ruano da STEP por todo o aconselhamento das
obras a inspeccionar.
Ao Eng. João Madureira e Eng. João Ribeiro do Oceanário de Lisboa pela visita ao tanque
central do Oceanário, mesmo sendo uma visita difícil e por toda a informação cedida sobre o
comportamento da estrutura de GFRP instalada num dos tanques.
Ao Eng. António do Carmo do Centro Comercial Colombo pelo acompanhamento às estruturas
de GFRP existentes no Centro e por toda a informação disponibilizada.
Ao Eng. Tomé Santos da ALTO pela informação fornecida acerca do fabrico e produção dos
perfis.
À Susana, um agradecimento muito especial pelo amor, protecção e força transmitida.
A todos os meus amigos, por todos os bons momentos e por toda a amizade demonstrada,
entre eles, João Coelho, Miguel Custódio, Gonçalo Barros, Luís Santos, Guilherme Bonança,
Guilherme Mendonça, Maria Ruano, Alexandre Menezes, João Campelo Ribeiro, Jaime Ibarra.
A todos, o meu mais sincero Obrigado!

iv

v
Resumo
As vantagens dos compósitos pultrudidos face aos materiais tradicionais, tais como o aço, o
alumínio e a madeira, entre outros, são a sua longevidade, leveza, elevada resistência
mecânica, isenção à corrosão e baixa condutividade térmica e eléctrica. Os perfis pultrudidos
são fabricados por processo contínuo, utilizando o reforço em fibra de vidro com resina
adequada ao meio a que se destina. Para determinadas aplicações a fibra de vidro destes
perfis pode ser substituída por fibra de carbono ou kevlar. O crescimento significativo destes
materiais a nível mundial, permite situá-los como um dos principais materiais do futuro, sendo
possível a construção de perfis com qualquer forma.
O processo de fabrico do GFRP é bastante delicado pelo que deve haver um conjunto de
parâmetros a controlar para que o perfil seja produzido como pretendido, como a orientação da
fibra, a impregnação da fibra na resina e a temperatura.
No que toca a controlo após o fabrico, este é exigente e existem diversos parâmetros que
devem ser inspeccionados como controlo dimensional e testes de resistência mecânica,
nomeadamente à flexão e tracção para garantir o nível de serviço exigido.
Devido à baixa manutenção e ao facto de serem utilizados essencialmente em estruturas
secundárias, o controlo de qualidade destes perfis é muito reduzido. Assim, na realização da
presente dissertação desenvolveram-se fichas de controlo de qualidade, desde o fabrico e
montagem até à inspecção de estruturas já existentes.
Em Portugal, está em fase de estudo a construção de uma ponte pedonal numa parceria entre
o IST e a ALTO. Em países como a Espanha, a Suíça e o Reino Unido, este material é muito
mais usado a nível estrutural, existindo diversas pontes e edifícios em material 100%
compósito.
Palavras – chave: GFRP, controlo de qualidade, estruturas, compósitos, perfis pultrudidos

vi
vii
Abstract
The distinctive competences of GFRP pultruded composites, when compared to traditional
materials, such as steel, aluminium and wood, amongst others, are their lightness, high
mechanical and chemical resistances, low thermal and electrical condutibilities. The pultruded
profiles are made by a continuous process, in which glass fibers are used together with an
appropriate resin, to adopted different environments. For specific applications, the glass fibers
can be replaced by carbon fibers or kevlar fibers. The increase of these materials all over the
world, allows to place them like one of the top materials in the future.
The manufacturing process of GFRP is a delicate process. Some parameters should be
controlled such as fiber orientation, the impregnation of the fiber and the resin temperature.
After manufacturing the quality control must also be rigorous. Some parameters must be
inspected such as dimensional inspection and tests of strength, including bending and tension.
Due to the low maintenance and the fact that they are mainly used in secondary structures, the
quality control of these profiles from manufacturing to implementation in the structure is very
limited.
In Portugal, a footbridge will be built in a partnership between IST and ALTO. In countries like
Spain, Switzerland and the United Kingdom, there are several structures in 100% composite
material such as bridges and buildings.
Keywords: GFRP, quality control, structures, composites, pultruded profiles

viii

ix
Índice
1 Introdução .............................................................................................................................. 1
1.1 Enquadramento ............................................................................................................. 1
1.2 Objectivos ...................................................................................................................... 2
1.3 Organização da dissertação .......................................................................................... 2
2 Fabrico e propriedades dos perfis pultrudidos de GFRP ...................................................... 5
2.1 Introdução...................................................................................................................... 5
2.2 Materiais constituintes dos perfis de GFRP .................................................................. 6
2.2.1 Fibras (reforço) ...................................................................................................... 6
2.2.2 Matrizes poliméricas .............................................................................................. 8
2.2.3 Material de enchimento (filler) ............................................................................... 8
2.2.4 Aditivos .................................................................................................................. 9
2.2.5 Adesão fibra/matriz .............................................................................................. 10
2.3 Características gerais dos perfis pultrudidos de GFRP .............................................. 10
2.3.1 Processo de fabrico dos perfis pultrudidos de GFRP ......................................... 10
2.3.2 Formas estruturais e cuidados a ter no fabrico dos perfis pultrudidos de GFRP 14
2.3.3 Propriedades típicas dos perfis pultrudidos de GFRP ........................................ 15
2.3.4 Vantagens e desvantagens na utilização de perfis pultrudidos de GFRP .......... 18
2.4 Ligações de perfis GFRP ............................................................................................ 19
2.4.1 Ligações coladas ................................................................................................. 19
2.4.2 Ligações aparafusadas ....................................................................................... 20
2.5 Aplicações de perfis de GFRP na Engenharia Civil .................................................... 22
3. Durabilidade dos perfis pultrudidos de GFRP ..................................................................... 25
3.1 Efeitos dos principais agentes de degradação ........................................................... 25
3.1.1 Humidade e soluções aquosas ........................................................................... 25
3.1.2 Meios alcalinos .................................................................................................... 26
3.1.3 Temperatura ........................................................................................................ 27
3.1.4 Fluência ............................................................................................................... 28
3.1.5 Fadiga .................................................................................................................. 28
3.1.6 Radiação ultravioleta (UV) .................................................................................. 29
3.1.7 Fogo..................................................................................................................... 29
3.2 Medidas preventivas ................................................................................................... 30
x
4 Obras relevantes com perfis de GFRP ............................................................................... 33
4.1. Obras em Portugal ...................................................................................................... 33
4.1.1 Centro Comercial Colombo ................................................................................. 33
4.1.2 Oceanário de Lisboa ........................................................................................... 34
4.1.3 Estação do Rossio ............................................................................................... 36
4.1.4 Obras de introdução do comboio na Ponte 25 de Abril ...................................... 36
4.1.5 Porto Palácio Hotel .............................................................................................. 37
4.2 Obras no estrangeiro ................................................................................................... 38
4.2.1 Caso de estudo: Avaliação da Ponte de Pontresina ........................................... 42
4.2.2 Inspecção após 8 anos de serviço ...................................................................... 43
4.2.3 Reparação das anomalias ................................................................................... 46
4.2.4 Testes comparativos entre os anos de 1997 e 2005 .......................................... 48
4.2.5 Conclusões .......................................................................................................... 49
5 Controlo de qualidade dos perfis de GFRP ........................................................................ 51
5.1 Controlo dos materiais e dos perfis no fabrico ............................................................ 52
5.1.1 Materiais .............................................................................................................. 52
5.1.2 Processo de pultrusão ......................................................................................... 52
5.2 Controlo dos perfis após fabrico ................................................................................. 53
5.3 Controlo dos perfis na preparação e aplicação em obra ............................................ 55
5.3.1 Caso de Estudo: ETAR Olivais/Moscavide ......................................................... 56
5.4 Durabilidade de estruturas em GFRP ......................................................................... 59
5.4.1 Caso de estudo: Estação do Rossio ................................................................... 61
5.4.2 Caso de estudo: Centro Comercial Colombo ...................................................... 66
5.4.3 Caso de estudo: Oceanário de Lisboa ................................................................ 69
6 Reparação de perfis de GFRP ............................................................................................ 71
6.1 Técnicas de reparação ................................................................................................ 71
6.2 Cuidados a ter no processo de reparação .................................................................. 72
7 Conclusões e perspectivas de desenvolvimentos futuros .................................................. 75
7.1 Conclusões .................................................................................................................. 75
7.2 Perspectivas de desenvolvimentos futuros ................................................................. 76
8 Bibliografia ........................................................................................................................... 77
Anexo I – Ponte Pontresina ..................................................................................................... 81
Anexo II – Ficha de controlo de qualidade de materiais e pós fabrico .................................... 85
Anexo III – Ficha de controlo de qualidade da preparação dos perfis para obra ................... 93

xi
Anexo IV – Ficha de controlo de qualidade da montagem dos perfis ..................................... 97
Anexo V – Ficha de controlo de comportamento e serviço ................................................... 101

xii

xiii
Índice Figuras
Figura 2.1 – Campos de aplicação e cota de mercado dos FRP ................................................. 5
Figura 2.2 – Formas de mechas de filamentos contínuos: contínuos à esquerda e torcido à
direita e no centro .......................................................................................................................... 7
Figura 2.3 – Diferentes tipos de manta de reforço (da esquerda para a direita): manta com
fibras contínuas dispostas aleatoriamente; manta com fibras contínuas direccionadas (0º/90º)
entrelaçadas; manta com fibras contínuas direccionadas (0º/90º) e fibras dispostas
aleatoriamente; manta com fibras contínuas direccionadas (0º/45º/90º) e fibras dispostas
aleatoriamente ............................................................................................................................... 7
Figura 2.4- Linha de fabrico de perfis de GFRP através do processo de pultrusão ................... 11
Figura 2.5 - Disposição típica das camadas num compósito pultrudido de GFRP ..................... 12
Figura 2.6 – Sistema de manuseamento das fibras de reforço .................................................. 12
Figura 2.7 – Sistema de pultrusão tradicional e passagem na pré-forma .................................. 13
Figura 2.8 – Sistema de corte no final da linha de montagem .................................................... 14
Figura 2.9 – Algumas geometrias típicas em perfis de GFRP .................................................... 14
Figura 2.10 – Exemplo da correcta ligação banzo-alma ............................................................. 15
Figura 2.11 – Relação constitutiva em tracção dos perfis de GFRP .......................................... 16
Figura 2.12 – Comparação das propriedades mecânicas dos perfis GFRP com madeira, aço,
alumínio e PVC............................................................................................................................ 17
Figura 2.13 – Comparação entre as propriedades físicas e térmicas dos perfis de GFRP com
outros materiais (madeira, aço, alumínio e PVC ......................................................................... 18
Figura 2.14 – Exemplo de superfície para ligações coladas ...................................................... 20
Figura 2.15 – Zonas dos perfis onde não é aconselhada fazer a ligação aparafusada ............. 21
Figura 2.16 – Distâncias mínimas entre os parafusos, consoante a direcção de pultrusão (em
que d é o diâmetro do parafuso) ................................................................................................. 21
Figura 2.17 – Orientação do arrancamento das ligações aparafusadas, consoante direcção das
pultrusão (em que d é o diâmetro do parafuso) .......................................................................... 22
Figura 2.18 – Aplicação de varões de GFRP para o reforço do tableiro de uma ponte ............. 23
Figura 2.19 – Laminados de FRP para reforço de uma ponte rodoviária ................................... 23
Figura 2.20 – Transporte de um tabuleiro pré-fabricado de uma ponte ..................................... 24
Figura 2.21 - Ponte Pontresina, na Suíça, estrutura totalmente compósita ............................... 24
Figura 4.1 – Cobertura do Centro Comercial Colombo............................................................... 34
Figura 4.2 – Passadiço sobre os aquários no Oceanário de Lisboa .......................................... 34
Figura 4.3 - Passadiços e guarda-corpos do tanque central do Oceanário de Lisboa ............... 35
Figura 4.4 - Galeria técnica do Oceanário de Lisboa.................................................................. 35
Figura 4.5 – Passadiços da cobertura da estação do Rossio ..................................................... 36
Figura 4.6 – Passadiços na Ponte 25 de Abril de introdução ao comboio ................................. 37
Figura 4.7 – Estrutura do Palácio Porto Hotel ............................................................................. 37

xiv
Figura 4.8 - Ponte de Aberfeldy ................................................................................................. 38
Figura 4.9 - Ponte móvel de Bonds Mill ..................................................................................... 39
Figura 4.10 - Elevação do tabuleiro da Ponte Bonds Mill .......................................................... 39
Figura 4.11 – Ponte Pontresina .................................................................................................. 40
Figura 4.12 – Ponte de Kolding .................................................................................................. 41
Figura 4.13 – Ponte de Lérida .................................................................................................... 42
Figura 4.14 - Ponte de Pontresina ............................................................................................. 43
Figura 4.15 – Ligação aparafusada do banzo superior, sem danos .......................................... 44
Figura 4.16 – Fractura do banzo superior na ligação da viga transversal ao pilar .................... 44
Figura 4.17 – Fissuras tipicamente localizadas na extremidade superior do banzo (esquerda) e
no banzo inferior (direita) ........................................................................................................... 45
Figura 4.18 - Fissuras no semi-banzo das vigas em I (esquerda) e fissura na ligação dos tubos
diagonais (direita) ....................................................................................................................... 45
Figura 4.19 – Fibras à mostra (fiber blooming) numa parte da viga transversal ....................... 46
Figura 4.20 – Reparação na zona de ligação no vão da ponte ................................................. 47
Figura 4.21 – Reparação de esmagamento recorrendo a blocos de PVC ................................ 47
Figura 4.22 – Gráfico carga-deslocamento com a comparação dos testes realizados em 1997 e
2005 ............................................................................................................................................ 49
Figura 5.1 – Fluxograma com procedimentos para classificação dos perfis .............................. 52
Figura 5.2 – Tolerância de espessura da parede de perfis abertos e fechados (em mm) ......... 53
Figura 5.3 – Tolerância de achatamento na direcção transversal .............................................. 54
Figura 5.4 – Tolerância das dimensões da alma e banzo .......................................................... 54
Figura 5.5 – Tolerância do ângulo............................................................................................... 54
Figura 5.6 – Alçado (em cima) e planta (em baixo) do passadiço da Estação Elevatória de
Olivais/Moscavide ....................................................................................................................... 56
Figura 5.7 – Ligação aparafusada dos perfis, com o pormenor do recurso a anilhas ................ 57
Figura 5.8 – Corte do perfil através da rebarbadora ................................................................... 57
Figura 5.9 – Dano provocado por impacto na base do passadiço .............................................. 58
Figura 5.10 – Brilho no corrimão do passadiço ........................................................................... 58
Figura 5.11 – Peça metálica que prende a base do passadiço à estrutura ................................ 59
Figura 5.12 – Vista geral dos passadiços da estação do Rossio ............................................... 61
Figura 5.13 – Ligações dos perfis na cobertura da estação do Rossio ...................................... 62
Figura 5.14 – Colonização biológica nas escadas da Estação do Rossio ................................. 62
Figura 5.15 – Fibras à mostra na superfície dos perfis ............................................................... 63
Figura 5.16 – Perda de brilho dos perfis dos passadiços na Estação do Rossio ....................... 63
Figura 5.17 – Fissuração dos perfis nos passadiços da estação do Rossio .............................. 64
Figura 5.18 – Fractura num dos perfis horizontais do passadiço da Estação do Rossio ........... 64
Figura 5.19 - Folga nas ligações (rebites e parafusos) dos perfis na Estação do Rossio .......... 65
Figura 5.20 – Erro de corte dos perfis ......................................................................................... 65
Figura 5.21 – Vista geral dos perfis de GFRP no C. C. Colombo ............................................... 66

xv
Figura 5.22 – Superfície dos perfis de GFRP, sem fibras à mostra ........................................... 66
Figura 5.23 – Corrosão dos parafusos nas ligações .................................................................. 67
Figura 5.24 – Pormenor da falta de anilhas nos parafusos ........................................................ 68
Figura 5.25 – Colapso das ligações entre viga e pilar numa parte da cobertura ....................... 68
Figura 5.26 – Flecha excessiva no passadiço do Oceanário ..................................................... 69
Figura 5.27 – Folga nas ligações do guarda-corpos do passadiço do Oceanário ...................... 70

xvi
xvii
Índice Tabelas
Tabela 2.1 – Características típicas dos principais reforços fibrosos ........................................... 6
Tabela 2.2 - Propriedades mecânicas típicas dos perfis GFRP ................................................. 16
Tabela 4.1 – Comparação de custos da Ponte de Kolding entre GFRP, aço e betão (em
milhares de dólares) .................................................................................................................... 41
Tabela 4.2 – Testes comparativos do ano 1997 e 2005 ............................................................. 49

xviii
1
1 Introdução
1.1 Enquadramento
Nos últimos anos, os custos de manutenção de estruturas constituídas por materiais
tradicionais, sejam betão ou metálicas, têm vindo a crescer significativamente.
O crescente desenvolvimento de novos materiais estruturais prende-se com a necessidade de
ter materiais mais leves, com menor exigência de manutenção e desgaste e uma maior
velocidade de construção, de forma a ter uma maior rentabilidade.
Um material compósito resulta da combinação de dois ou mais materiais que, utilizados
isoladamente, podem não ser adequados como materiais de construção e que, quando
combinados, e mantendo uma superfície de interface identificável, podem construir um novo
material, que conjugue as melhores propriedades de cada um dos materiais que lhe deram
origem [1, 2].
Os perfis pultrudidos de GFRP são materiais compósitos constituídos por uma matriz
polimérica, que geralmente é de poliéster insaturado ou de viniléster, e são reforçados com
fibras de vidro, normalmente dispostas de forma unidireccional. Estes materiais são obtidos
através de um processo de fabrico denominado de pultrusão.
Os materiais GFRP começaram a ter uma maior aplicação a partir da década de 1980, e
possuem um potencial muito significativo. Como principais vantagens destes materiais refere-
se a elevada relação resistência/peso próprio e rigidez/peso próprio, resistência à fadiga,
durabilidade em ambientes agressivos, reduzido peso próprio, transparência electromagnética
e possibilidade de produzir qualquer forma. Contudo, existem diversos factores que têm
atrasado a aceitação dos perfis de GFRP. A maior dificuldade prende-se com o custo de
produção que, comparado com outras estruturas em betão e/ou aço é pouco competitivo. Para
além disso, existem outras questões, como a deformabilidade, a susceptibilidade a fenómenos
de instabilidade, a tecnologia das ligações, a escassez de informação consistente relativa à
durabilidade e a inexistência de regulamentação [1].
Outro factor que tem impedido a aceitação mais generalizada do material pela comunidade
técnica é a ausência de informação científica sobre a sua durabilidade. Ainda não existem
estudos suficientes e aprofundados que possam contrapor algum cepticismo criado na
comunidade técnica sobre este tipo de materiais. A pouca documentação existente acerca dos
estudos realizados fazem deste tema uma área que ainda tem de ser desenvolvida e
aprofundada [3].
2
Tipicamente, a aplicação de perfis de GFRP na indústria da construção encontra-se centrada
principalmente em elementos secundários, como pavimentos, escadas e guarda-corpos.
Contudo, já existem projectos onde se usam estes perfis como elementos estruturais em
pontes e edifícios.
Na última década o estudo sobre a durabilidade tem sido levado a cabo de uma forma mais
exaustiva, procurando caracterizar, principalmente, o comportamento mecânico do material
perante condições adversas a longo prazo, como o caso do estudo da Ponte Pontresina
(descrito no capitulo 5 da presente dissertação).
1.2 Objectivos
O objectivo principal desta dissertação centra-se na realização de fichas de inspecção de perfis
de GFRP desde o fabrico à montagem em obra. É também realizada uma análise de
durabilidade das estruturas, com base em inspecções.
Tendo em conta que as estruturas existentes em Portugal são estruturas secundárias, o
controlo de qualidade, principalmente na montagem e a longo prazo, foi esquecido, o que pode
provocar alguns problemas nas construções. A necessidade de existir um plano para a
fabricação dos perfis prende-se com o facto de o material ter um processo de fabrico bastante
delicado, em que diversos parâmetros têm de ser controlados para que o perfil não saia com
nenhum dano. A nível de montagem em obra, devem ser seguidas regras para que a estrutura
fique bem montada de forma a ter a maior longevidade possível.
Teve-se também como objectivo fazer um levantamento das estruturas que possuem materiais
compósitos em Portugal e no Estrangeiro, sendo que em Portugal o GFRP tem pouca
visibilidade.
1.3 Organização da dissertação
Esta dissertação está dividida em 7 capítulos além dos Anexos.
No primeiro capítulo pretende-se fazer uma introdução do tema abordado na dissertação e
explicar a sua relevância no domínio da Engenharia Civil.
No segundo capítulo são apresentadas as propriedades dos GFRP. Descrevem-se os materiais
constituintes dos perfis de GFRP e o tipo de materiais que se podem utilizar, bem como as
vantagens e desvantagens desses materiais. São apresentados valores típicos referentes às

3
propriedades mecânicas e é feita uma caracterização física e mecânica dos perfis de GFRP.
Descreve-se o processo de pultrusão, utilizado para fabricar perfis pultrudidos de GFRP. Para
terminar, apresentam-se algumas das aplicações actuais dos perfis de GFRP em Engenharia
Civil.
No terceiro capítulo é feito um resumo do trabalho efectuado por outros autores sobre a
durabilidade dos materiais compósitos. São apresentados os principais agentes de degradação
com influência na sua durabilidade.
O quarto capítulo tem a finalidade de mostrar as obras mais relevantes realizadas com este
material, em Portugal e no estrangeiro, onde se verifica que o material tem um uso secundário
nas estruturas em Portugal, ao invés de outros países Europeus, como a Espanha, a Suíça e a
Dinamarca.
No quinto capítulo procede-se ao estudo do controlo de qualidade dos perfis de GFRP desde a
fabricação, passando pela montagem e finalizando com um estudo em várias estruturas já
existentes, tendo sido realizadas diversas fichas de inspecção para cada uma das fases.
No sexto capítulo são apresentadas soluções de reparação das várias patologias encontradas,
bem como cuidados a ter no processo de reparação, ainda que, em Portugal raramente se
proceda à reparação, pois sempre que necessário o perfil danificado é substituído por um novo.
Por fim, no sétimo capítulo são apresentadas as conclusões e sugestões para
desenvolvimentos futuros.

4

5
2 Fabrico e propriedades dos perfis pultrudidos de
GFRP
2.1 Introdução
Um material compósito resulta da combinação entre dois ou mais materiais constituintes que,
utilizados separadamente podem não ser adequados nem ter as características necessárias
para materiais de construção mas, quando combinados, podem contribuir positivamente para
as propriedades gerais de um novo material [1, 2]. Os materiais compósitos podem-se dividir
em três classes distintas, conforme a natureza da matriz: metálica, mineral e orgânica [4, 5].
Segundo Cabral-Fonseca [1], a indústria da construção representa cerca de 13% da cota de
mercado neste tipo de materiais, como mostra a Figura 2.1.
Figura 2.1 – Campos de aplicação e cota de mercado dos FRP (Adaptado de [1])
Os materiais compósitos, nomeadamente os FRP possuem características físicas e químicas
resultantes da conjugação da matriz polimérica (material que serve de “cola” do compósito
garantindo a transferência de cargas aplicadas entre a fibra e a matriz) e as próprias fibras,
responsáveis por grande parte da resistência e rigidez, que funcionam como o reforço do
material [1, 2].
Para além da matriz e das fibras, neste tipo de material é possível incluir material de
enchimento (fillers) e aditivos, sendo que os últimos são adicionados à matriz com a finalidade
de melhorar as características específicas do material [1, 2].
21%
17%
13%6%6%
4%2%
4%
37%
Eléctrica
Industria
Construção
Bens de Consumo
Contrução naval
Desporto
Aeroespacial / militar
Outras
Transportes

6
Os FRP podem ser produzidos por diferentes processos de fabrico, sendo que, neste capítulo
apenas se irá falar no processo de pultrusão, processo usado nos perfis pultrudidos de GFRP.
2.2 Materiais constituintes dos perfis de GFRP
2.2.1 Fibras (reforço)
A principal função das fibras de reforço é suportar as solicitações mecânicas a que os
elementos estão sujeitos, garantindo resistência e rigidez suficiente ao longo da direcção em
que se desenvolvem. Hoje em dia, é possível dividir estes reforços em dois grandes grupos de
acordo com a sua geometria: (i) fibras e (ii) partículas [1, 2].
Estes dois grupos de reforços variam consoante a sua geometria e introduzem diferentes
características ao material compósito. O reforço por fibras é utilizado para um aumento de
resistência e rigidez mecânica enquanto que o reforço por partículas melhora características
como a rigidez, a condutividade eléctrica ou térmica, a resistência à abrasão ou temperatura, a
dureza e a estabilidade dimensional [1].
As fibras de reforço nos FRP são de origem sintética ou natural, sendo que as sintéticas são as
mais usadas e estas podem ainda ser divididas em três tipos: vidro, carbono e aramida [1, 2].
Na Tabela 2.1 são apresentadas as suas principais características.
Tabela 2.1 – Características típicas dos principais reforços fibrosos sintéticos (Adaptado de [4])
Propriedades Unidade Vidro - E Carbono Aramida
Resistência à tracção MPa 3.500 2.600 - 3.600 2.800 - 3.600
Módulo de elasticidade GPa 73 200 - 400 80 - 190
Extensão na rotura % 4,5 0,6 - 1,5 2,0 - 4,0
Peso específico g/cm3 2,6 1,7 - 1,9 1,4
Coeficiente de dilatação térmica
10 -6
/ K 5,0 - 6,0 Axial: - 1,3 a - 0,1
Radial: 18,0 -3,5
Diâmetros das fibras µm 3 - 13 6 - 7 12
Estruturas das fibras - Istorópica Anisotrópica Anisotrópica
Das fibras sintéticas, as fibras de vidro, que constituem os perfis de GFRP, são as mais
utilizadas em aplicações da construção, devido à sua elevada resistência e ao seu preço
relativamente reduzido. Como principais desvantagens, apresentam o reduzido módulo de
elasticidade, a reduzida resistência à humidade e a ambientes alcalinos e a susceptibilidade à
rotura por fadiga. Existem vários sub-tipos de fibras de vidro (com as designações E, S, AR, C).
Todos apresentam o mesmo módulo de elasticidade, embora apresentem diferentes valores da
resistência mecânica e da resistência à corrosão [4].

7
As fibras de carbono, que constituem os laminados de CFRP, têm como principais vantagens
os elevados valores de tensão última e de módulo de elasticidade, associados a um peso
próprio baixo. O seu elevado comportamento anisotrópico, o elevado custo de produção e a
reduzida resistência na direcção radial são as suas principais desvantagens.
As fibras de reforço encontram-se divididas essencialmente em duas formas: mechas de
filamentos contínuos torcidas e não torcidos (como mostra a Figura 2.2.) ou mantas de fios,
curtos ou contínuos, com diferentes direcções (como se ilustra na Figura 2.3).
Figura 2.2 – Formas de mechas de filamentos contínuos: contínuos à esquerda e torcido à direita e no
centro [9]
O comprimento das fibras interfere nas propriedades mecânicas pois as fibras contínuas
permitem obter valores máximos de resistência e rigidez. Os compósitos constituídos por fibras
curtas distribuídas aleatoriamente têm propriedades quase isotrópicas nesse plano, sendo a
sua desvantagem a redução da fluência da matriz, que apresenta um comportamento visco-
elástico.
Figura 2.3 – Diferentes tipos de manta de reforço (da esquerda para a direita): manta com fibras
contínuas dispostas aleatoriamente; manta com fibras contínuas direccionadas (0º/90º) entrelaçadas; manta com fibras contínuas direccionadas (0º/90º) e fibras dispostas aleatoriamente; manta com fibras contínuas direccionadas (0º/45º/90º) e fibras dispostas aleatoriamente [9]
8
2.2.2 Matrizes poliméricas
A matriz polimérica desempenha quatro funções essenciais no desempenho dos perfis, que
são os seguintes [1, 4]:
Mantém as fibras na posição pretendida;
Garante a transferência e distribuição das cargas pelas fibras;
Evita a encurvadura das fibras, quando solicitadas em compressão;
Protege as fibras dos agentes agressores ambientais que as possam degradar.
As resinas poliméricas são divididas em dois grandes grupos: as resinas termoendureciveis
(normalmente usadas na constituição da matriz dos perfis de GFRP) e as resinas
termoplásticas. Estes dois grupos distinguem-se pelas suas características:
Polímeros termoendurecíveis: Resultam de um processo de cura (endurecimento)
em que a acção do calor provoca reacções químicas de polimerização da resina. Após
o processo de cura, estes polímeros não podem ser novamente processados, visto que
a reticulação que sofrem é um processo irreversível. A facilidade de impregnação das
fibras e as boas propriedades de adesão são as vantagens destes polímeros [1, 2].
Polímeros termoplásticos: Estes materiais podem ser reciclados, uma vez que se
fundem. O seu processamento dá-se por fusão quando aquecidos, permitindo a sua
enformação nesse estado, a que se segue o arrefecimento com manutenção da forma.
A nível de processamento, este apresenta alguns problemas devido à elevada
viscosidade do material que provoca uma maior dificuldade de impregnação e adesão
às fibras [1, 2].
2.2.3 Material de enchimento (filler)
Os materiais de enchimentos inorgânicos (filler) são utilizados na composição da matriz de
forma a reduzir os custos do produto final e a melhorar o seu desempenho, garantindo certas
propriedades que não poderiam ser obtidas recorrendo apenas a resinas e fibras. Este material
de enchimento é constituído por materiais normalmente de natureza inorgânica e quimicamente
inertes [1, 2].
Os fillers têm a função de conferir à estrutura um melhor comportamento, por exemplo em
situação de incêndio, devido à diminuição do conteúdo orgânico. Contribuem ainda para uma
diminuição da retracção da matriz, melhorando a estabilidade dimensional, e previnem o
desenvolvimento de fissuras em zonas de descontinuidade ou em zonas com um teor
excessivo em resinas. Melhoram ainda a resistência ao desgaste e aos agentes de degradação
9
ambientais. Podem também ser utilizados para melhorar outras propriedades, como sejam a
dureza, a resistência à fadiga e à fluência ou à resistência química. Ainda assim, a utilização
destas cargas causa uma diminuição da resistência mecânica e um aumento da rigidez do
material compósito. É possível diminuir os efeitos da redução da resistência mecânica e
aumento de viscosidade usando micro esferas de vidro, quer sejam compactas ou ocas, com
diâmetros entre 10 µm e 1,5 mm [1, 2].
No material de enchimento, a alumina e o sulfato de cálcio são utilizados para melhorar o
comportamento do material compósito em caso de incêndio, reduzindo a inflamabilidade e a
produção de fumo. Além destes materiais também se usa o caulino e o carbonato de cálcio [2].
2.2.4 Aditivos
A grande variedade de aditivos que podem ser introduzidos na matriz tem a finalidade de
melhorar o desempenho do material, do processamento ou simplesmente modificar certas
propriedades. Entre os objectivos que se pretende atingir, referem-se os seguintes [1, 2]:
Diminuição da retracção;
Diminuição da inflamabilidade e da produção de fumos tóxicos em situação de
incêndio;
Diminuição do teor de vazios;
Aumento da condutibilidade eléctrica (através da adição de partículas metálicas) e da
interferência electromagnética (através da adição de materiais condutores);
Aumento da dureza (adição de borracha ou outros elastómeros);
Atraso ou inibição da oxidação dos polímeros (adição de antioxidantes);
Redução da tendência para a atracção de cargas eléctricas, que podem provocar
choques eléctricos, incêndios ou atrair poeiras (adição de agentes anti-estáticos);
Diminuição da densidade (aditivos precursores de espumas). Estes aditivos promovem
ainda o aumento do isolamento térmico e a diminuição da retracção;
Prevenção da perda de brilho, descoloração, fendilhação e desintegração devido à
radiação ultra-violeta (adição de estabilizadores ultra-violeta);
Alteração da cor (adição de corantes).
É de notar que os aditivos são utilizados em quantidades muito pequenas, em comparação aos
restantes elementos constituintes.

10
2.2.5 Adesão fibra/matriz
As fibras e as matrizes quando combinadas apresentam uma combinação específica de
propriedades mecânicas que nenhum dos dois alcançariam isoladamente. Para que esta
combinação aconteça e haja de facto um bom comportamento do material compósito é
necessário garantir que a fibra e a matriz possuam características mecânicas adequadas e
compatíveis para garantir que o bom desempenho da interface fibra/matriz seja conseguida.
Assim, as características mecânicas dos FRP não dependem só dos constituintes principais
(fibra e matriz) como também dependem da sua ligação [5].
As propriedades da interface dependem, sobretudo, da adesão e compatibilidade mecânica
entre a matriz e a fibra, mas também do ângulo entre as fibras de reforço e a direcção da
solicitação imposta ao compósito [4].
Para que haja uma boa adesão fibra/matriz e, consequentemente, uma boa interacção
fibra/matriz é ainda necessário garantir uma elevada área superficial das fibras em contacto
com a matriz polimérica [1].
2.3 Características gerais dos perfis pultrudidos de GFRP
2.3.1 Processo de fabrico dos perfis pultrudidos de GFRP
O processo de fabrico dos perfis pultrudidos de GFRP designa-se por pultrusão e é um
processo automatizado de produção contínua de peças com secção transversal constante, oca
ou maciça, reforçada essencialmente no sentido unidireccional. A pultrusão permite a produção
de perfis de secção transversal aberta (por exemplo, em I ou U) ou fechada (tubulares), sendo
também possível produzir secções multi-celulares fechadas. O comprimento total das peças só
é limitado pelo processo de transporte do material [1, 2].
A pultrusão é um processo de fabrico de baixo custo, permitindo converter directamente as
fibras de reforço e as resinas num processo acabado.
No processo de fabrico tradicional dos perfis, o reforço é embebido continuamente num banho
de resina seguindo para uma fieira aquecida de modo a dar-se a polimerização da resina e dar
a forma pretendida ao perfil. O reforço, vem já orientado e posicionado de forma a que não haja
sobreposição de fibras de reforço. Após esta etapa segue-se o arrefecimento, durante o qual
acontece o traccionamento do perfil de forma contínua. Por fim, ocorre o corte do perfil.
Na Figura 2.4 é apresentado um esquema da linha de fabrico de perfis de GFRP através do
processo de pultrusão tradicional, onde é possível distinguir seis elementos-chave:

11
Sistema de manuseamento de fibras;
Sistema de guias para pré-formar e posicionar os reforços;
Estação de impregnação da resina;
Molde aquecido;
Sistema de tracção;
Sistema de corte.
Figura 2.4- Linha de fabrico de perfis de GFRP através do processo de pultrusão (Adaptado de [7])
Na Figura 2.5 está representado esquematicamente a disposição típica das camadas que
constituem os laminados das peças a produzir. O reforço é feito através de filamentos
contínuos e paralelos (rovings) e é possível conciliar este reforço através de mantas com fibras
dispostas em várias direcções (mats e fabrics). A aplicação de mantas na superfície do
laminado (surfacing veils) permite um substancial aumento da resistência química do material
pois garante uma maior quantidade de resina junto à superfície do laminado do que os outros
tipos de mantas, com reforço unidireccional [2].

12
Figura 2.5 - Disposição típica das camadas num compósito pultrudido de GFRP [6]
No início da linha de produção, o sistema de manuseamento das fibras (Figura 2.6) e o sistema
de guias permitem posicionar numa pré-forma, cada um dos tipos de reforços especificados em
projecto.
Figura 2.6 – Sistema de manuseamento das fibras de reforço [5]
No processo de pultrusão tradicional, as fibras de vidro são impregnadas pela matriz antes de
chegarem ao molde metálico, normalmente num sistema de banho aberto, e o excesso de
resina é retirado durante a passagem na pré-forma (Figura 2.7).

13
Figura 2.7 – Sistema de pultrusão tradicional e passagem na pré-forma [5]
Outro processo usado, a pultrusão por injecção, quando as fibras (que não estão impregnadas
na resina) são puxadas para o molde metálico, a mistura das resinas com os fillers e aditivos
são adicionadas por injecção.
O uso da pultrusão por injecção tem a vantagem de se poder controlar com mais eficácia a
posição do reforço, havendo uma maior uniformidade do material. Para além disso, permite a
alteração da produção ou a introdução de alterações na composição da matriz durante o
processo de fabrico. Este processo reduz a evaporação de solventes da matriz, havendo um
melhor ambiente de trabalho.
Em ambos os sistemas de pultrusão, durante o processo de cura no interior do molde, o
material sofre retracção e separa-se das paredes do molde, atingindo a estabilidade
dimensional à saída.
Por fim, no sistema de corte, o perfil adquire o comprimento desejado através de uma serra
móvel (Figura 2.8).

14
Figura 2.8 – Sistema de corte no final da linha de montagem [5]
A velocidade do processo de fabrico por pultrusão depende muito da máquina utilizada e do
tipo de secção transversal a desenvolver. Em média, uma secção transversal corrente pode ser
produzida a uma velocidade de 2 m / minuto, enquanto um painel de laje pré-fabricado (secção
multicelular fechada), pode ser produzido a uma velocidade de sensivelmente 20 m2/minuto.
2.3.2 Formas estruturais e cuidados a ter no fabrico dos perfis pultrudidos de
GFRP
A grande maioria das formas estruturais usadas nestes perfis provem da construção metálica,
reproduzindo sobretudo secções de parede fina abertas, como demonstra a Figura 2.9.
Figura 2.9 – Algumas geometrias típicas em perfis de GFRP [9]
15
Alguns destes perfis, devido à sua geometria esbelta, apresentam algumas desvantagens,
relacionadas com a susceptibilidade a fenómenos de instabilidade, quando sujeitos a cargas de
compressão. Em particular, os banzos esbeltos de peças flectidas, acabam por encurvar muito
antes de ser atingida a capacidade resistente do material, o que impede, na maior parte das
aplicações práticas, um aproveitamento eficiente das suas propriedades.
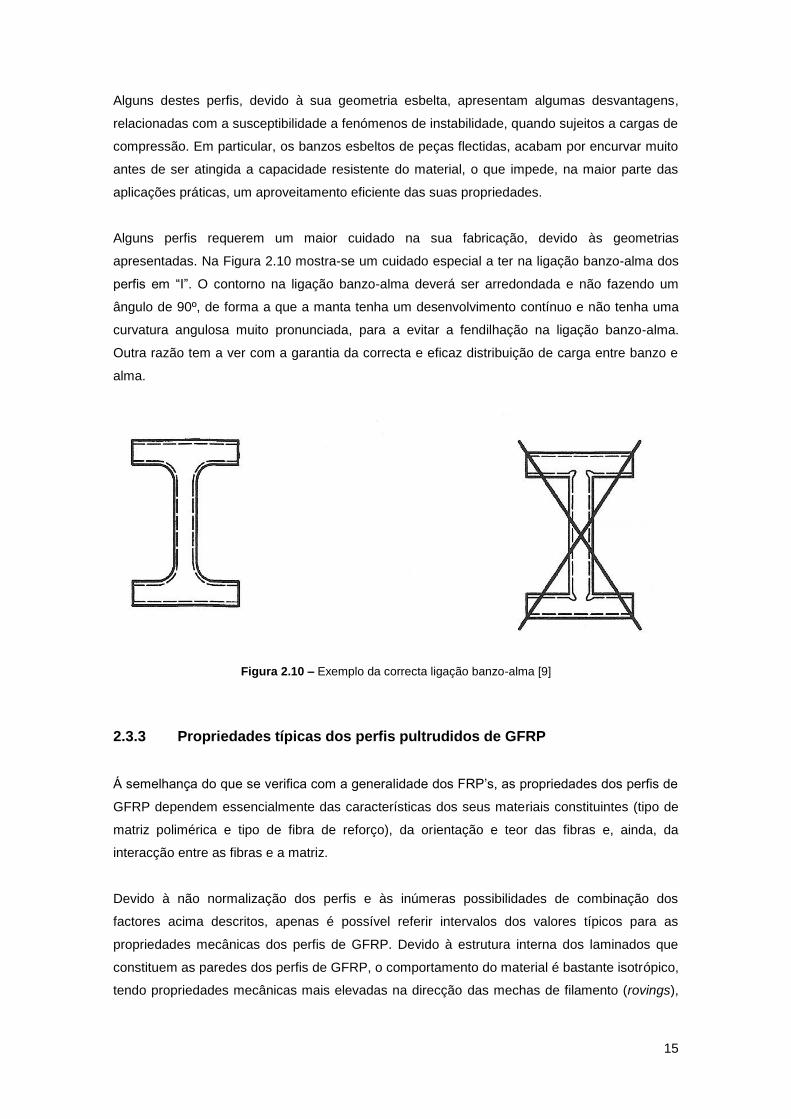
Alguns perfis requerem um maior cuidado na sua fabricação, devido às geometrias
apresentadas. Na Figura 2.10 mostra-se um cuidado especial a ter na ligação banzo-alma dos
perfis em “I”. O contorno na ligação banzo-alma deverá ser arredondada e não fazendo um
ângulo de 90º, de forma a que a manta tenha um desenvolvimento contínuo e não tenha uma
curvatura angulosa muito pronunciada, para a evitar a fendilhação na ligação banzo-alma.
Outra razão tem a ver com a garantia da correcta e eficaz distribuição de carga entre banzo e
alma.
Figura 2.10 – Exemplo da correcta ligação banzo-alma [9]
2.3.3 Propriedades típicas dos perfis pultrudidos de GFRP
Á semelhança do que se verifica com a generalidade dos FRP‟s, as propriedades dos perfis de
GFRP dependem essencialmente das características dos seus materiais constituintes (tipo de
matriz polimérica e tipo de fibra de reforço), da orientação e teor das fibras e, ainda, da
interacção entre as fibras e a matriz.
Devido à não normalização dos perfis e às inúmeras possibilidades de combinação dos
factores acima descritos, apenas é possível referir intervalos dos valores típicos para as
propriedades mecânicas dos perfis de GFRP. Devido à estrutura interna dos laminados que
constituem as paredes dos perfis de GFRP, o comportamento do material é bastante isotrópico,
tendo propriedades mecânicas mais elevadas na direcção das mechas de filamento (rovings),
16
ou seja, na direcção em que ocorre o processo de pultrusão, do que em qualquer outra
direcção.
Apresenta-se na Tabela 2.2 os intervalos de valores típicos para as principais propriedades
mecânicas dos perfis de GFRP.
Tabela 2.2 - Propriedades mecânicas típicas dos perfis GFRP (Adaptado de [1])
Propriedades Unidades Direcção paralela às
fibras Direcção transversal
às fibras
Resistência à tracção MPa 200 - 400 50 – 60
Resistência à compressão MPa 200 - 400 70 – 140
Resistência ao corte MPa 25 – 30
Módulo de elasticidade MPa 20000 - 40000 5000 – 9000
Módulo de distorção MPa 3000 – 4000
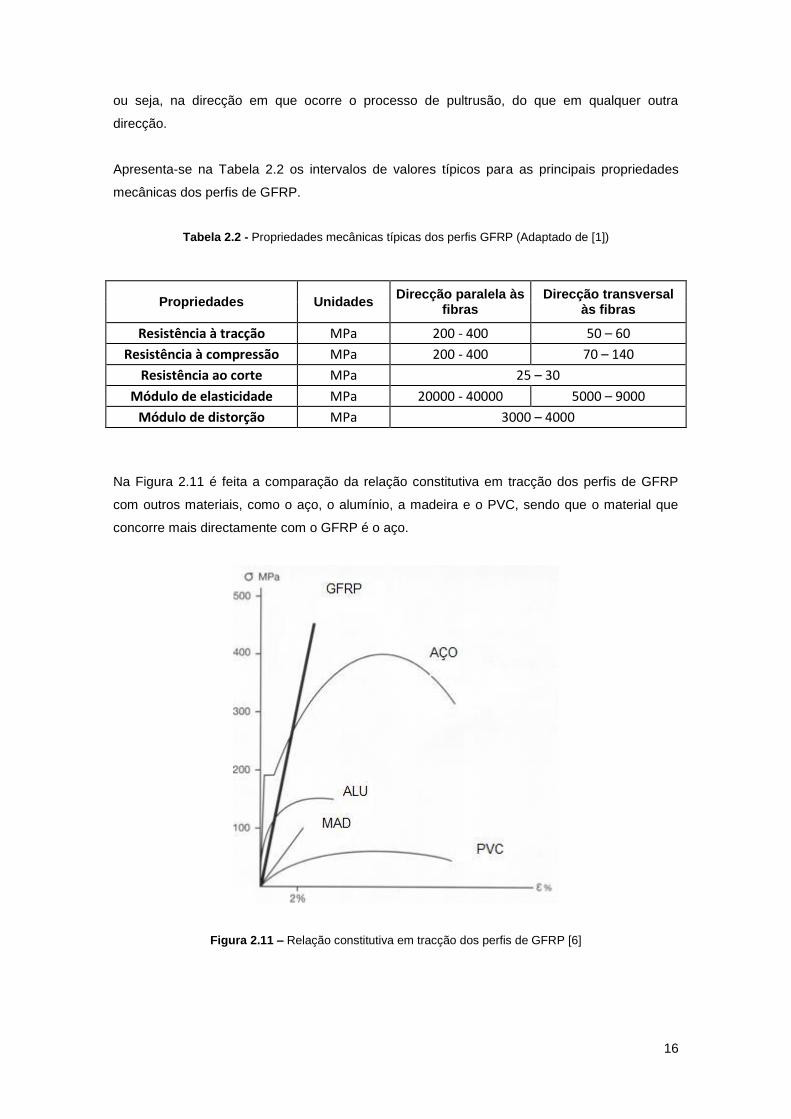
Na Figura 2.11 é feita a comparação da relação constitutiva em tracção dos perfis de GFRP
com outros materiais, como o aço, o alumínio, a madeira e o PVC, sendo que o material que
concorre mais directamente com o GFRP é o aço.
Figura 2.11 – Relação constitutiva em tracção dos perfis de GFRP [6]
17
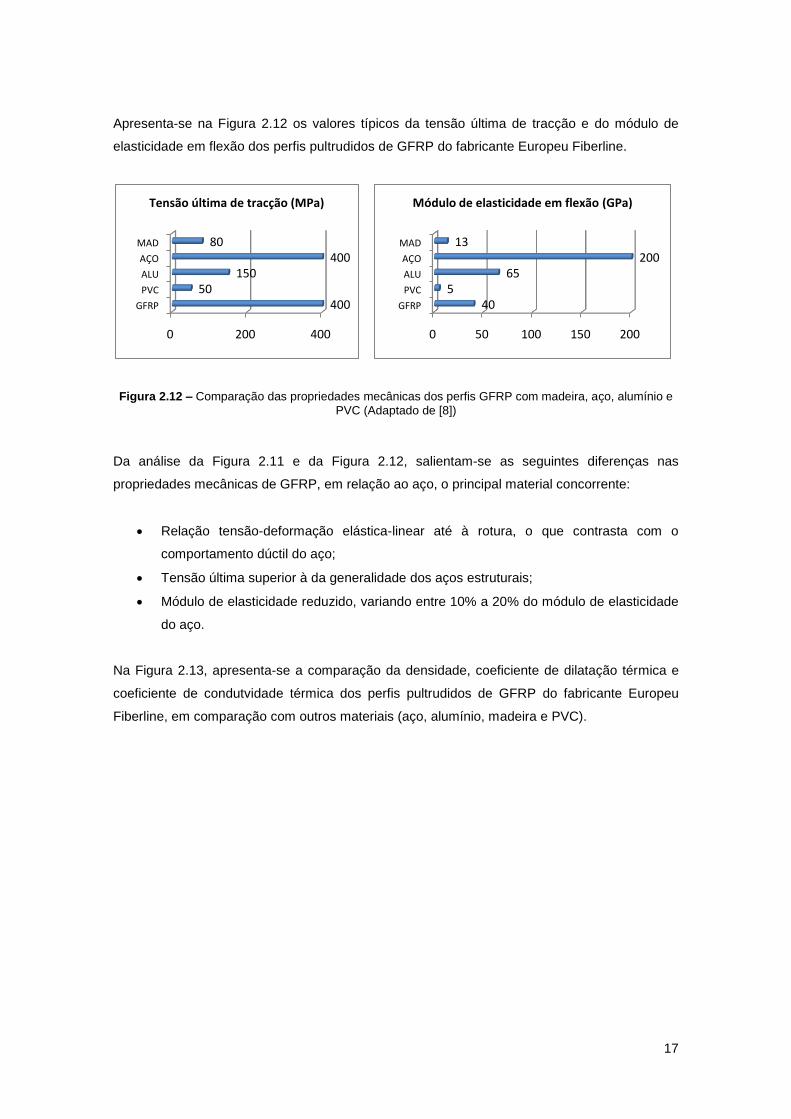
Apresenta-se na Figura 2.12 os valores típicos da tensão última de tracção e do módulo de
elasticidade em flexão dos perfis pultrudidos de GFRP do fabricante Europeu Fiberline.
Figura 2.12 – Comparação das propriedades mecânicas dos perfis GFRP com madeira, aço, alumínio e
PVC (Adaptado de [8])
Da análise da Figura 2.11 e da Figura 2.12, salientam-se as seguintes diferenças nas
propriedades mecânicas de GFRP, em relação ao aço, o principal material concorrente:
Relação tensão-deformação elástica-linear até à rotura, o que contrasta com o
comportamento dúctil do aço;
Tensão última superior à da generalidade dos aços estruturais;
Módulo de elasticidade reduzido, variando entre 10% a 20% do módulo de elasticidade
do aço.
Na Figura 2.13, apresenta-se a comparação da densidade, coeficiente de dilatação térmica e
coeficiente de condutvidade térmica dos perfis pultrudidos de GFRP do fabricante Europeu
Fiberline, em comparação com outros materiais (aço, alumínio, madeira e PVC).
0 50 100 150 200
GFRP
PVC
ALU
AÇO
MAD
405
65200
13
Módulo de elasticidade em flexão (GPa)
0 200 400
GFRP
PVC
ALU
AÇO
MAD
40050
150400
80
Tensão última de tracção (MPa)

18
Figura 2.13 – Comparação entre as propriedades físicas e térmicas dos perfis de GFRP com outros
materiais (madeira, aço, alumínio e PVC (Adaptado de [8])
Da análise da figura anterior, salientam-se as seguintes propriedades dos perfis de GFRP, em
relação ao aço:
Material extremamente leve, com uma densidade cerca de 4 a 5 vezes inferior à do
aço;
Coeficiente de dilatação térmica semelhante ao do aço;
Coeficiente de condutividade térmica muito reduzido e significativamente inferior ao do
aço.
2.3.4 Vantagens e desvantagens na utilização de perfis pultrudidos de GFRP
Em comparação com os materiais tradicionais, como o aço e o betão armado, os perfis de
GFRP apresentam as seguintes vantagens [1, 2]:
Reduzido peso próprio;
Elevada relação entre a resistência mecânica e o peso próprio;
Possibilidade de produzir qualquer forma estrutural;
Elevada resistência à fadiga;
Elevada resistência à corrosão;
0 50 100
GFRP
PVC
ALU
AÇO
MAD
1280
221112
Coef. Dil. Térmica (K-1 x 10-6)
0 50 100 150
GFRP
PVC
ALU
AÇO
MAD
0,2
0,15
150
50
0,15
Coef. Cond. Térmica (W / º K.m)
0 5 10
GFRP
PVC
ALU
AÇO
MAD
2,61,5
38
0,5
Densidade (g / cm3)

19
Transparência electromagnética;
Facilidade no transporte para o estaleiro e na instalação em obra;
Reduzido custo de manutenção.
Contudo, é possível desde já apontar as seguintes dificuldades na utilização estrutural de perfis
de GFRP, face aos materiais tradicionais:
Reduzido módulo de elasticidade;
Comportamento frágil;
Ausência de regulamentação específica;
Elevados custos iniciais na maior parte das aplicações.
2.4 Ligações de perfis GFRP
As ligações entre os perfis de GFRP são na sua maioria aparafusas, embora, à partida, as
ligações coladas sejam mais adaptadas às características específicas dos perfis de GFRP. As
ligações coladas são menos utilizadas devido às dificuldades associadas à sua análise e
dimensionamento, bem como às dúvidas quanto ao seu comportamento a longo prazo ou em
situação de incêndio.
2.4.1 Ligações coladas
Hoje em dia, as ligações coladas são as menos utilizadas. Contudo, as ligações coladas têm
diversas vantagens. Entre elas, destacam-se as seguintes [9]:
É mais fácil disfarçar as juntas;
As ligações coladas entre perfis são tipicamente mais rígidas do que as aparafusadas;
Alguns tipos de cola são extremamente resistentes e rígidos, fazendo com que a área
de ligação seja menor;
As ligações coladas respondem melhor a cargas dinâmicas.
Contudo, é necessário ter algumas considerações quando se usam ligações coladas, tais
como:
As colas usadas nestas ligações, têm propriedades que dependem do tempo, e são
influenciadas por factores como a humidade e a composição química do ar;
Caso uma ligação colada falhe, a rotura ocorre de imediato, ao contrário das ligações
aparafusadas, que podem nalguns casos exibir alguma ductilidade;

20
A capacidade resistente das ligações coladas não é proporcional à área colada ou seja
a capacidade resistente apenas aumenta com o aumento da área colada até certo
ponto, a partir do qual se mantém constante.
Hoje em dia, o conhecimento sobre ligações coladas é reduzido em comparação com as
ligações aparafusadas. Quando o conhecimento sobre as ligações chegar a um ponto
aceitável, possivelmente, os testes necessários de verificação às ligações coladas (que são
bastante mais exaustivos em comparação com as ligações aparafusadas), deixarão de ser
necessários, tornando esta ligação como a ligação mais usada em perfis GFRP.
Vários testes demonstram que a combinação de ligações coladas com ligações aparafusadas
pode ser interessante, desde que os parafusos sejam devidamente colocados, uma vez que
estes parafusos podem prevenir a propagação de fissuras que poderão levar à rotura das
ligações coladas.
Nas ligações coladas, as superfícies entre os perfis a colar deverão ser preparadas, deixando a
superfície preparada para que a ligação ocorra, através da limpeza com recurso a ar
comprimido, a acetona, de forma a que a superfície fique rugosa para que esta ligação seja o
mais eficiente possível, como mostra a Figura 2.14.
Figura 2.14 – Exemplo de superfície para ligações coladas (Adaptado de [9])
2.4.2 Ligações aparafusadas
A capacidade de carga de uma ligação aparafusada é suficiente quando os seguintes pontos
são satisfeitos:
O aperto dos parafusos tem de ser suficiente para que o equilíbrio com as forças de
corte seja conseguido;

21
A compressão provocada pelo aperto do parafuso com o perfil deve ser absorvida
localmente. Isto é garantido se não se excederem os limites estabelecidos entre o
diâmetro do parafuso e a espessura do perfil;
As ligações dimensionadas para forças de corte, devem transmitir as forças pela
superfície do perfil entre as ligações e o resto do perfil.
As formas dos perfis presentes na Figura 2.15 apresentam algumas limitações ao nível das
ligações aparafusadas em diversos tipos de perfis, de forma a que o perfil não fracture ou
apresente anomalias [9].
Figura 2.15 – Zonas dos perfis onde não é aconselhada fazer a ligação aparafusada [9]
As ligações aparafusadas têm ainda limitações ao nível da distância entre os parafusos, como
demonstra a Figura 2.16. Esta distância varia consoante a direcção do processo de pultrusão.
Tal facto deve-se à não excessiva proximidade dos parafusos, o que poderá provocar tensões
entre os parafusos, causando a rotura do material [9].
Figura 2.16 – Distâncias mínimas entre os parafusos, consoante a direcção de pultrusão (em que d é o
diâmetro do parafuso) [9]
22
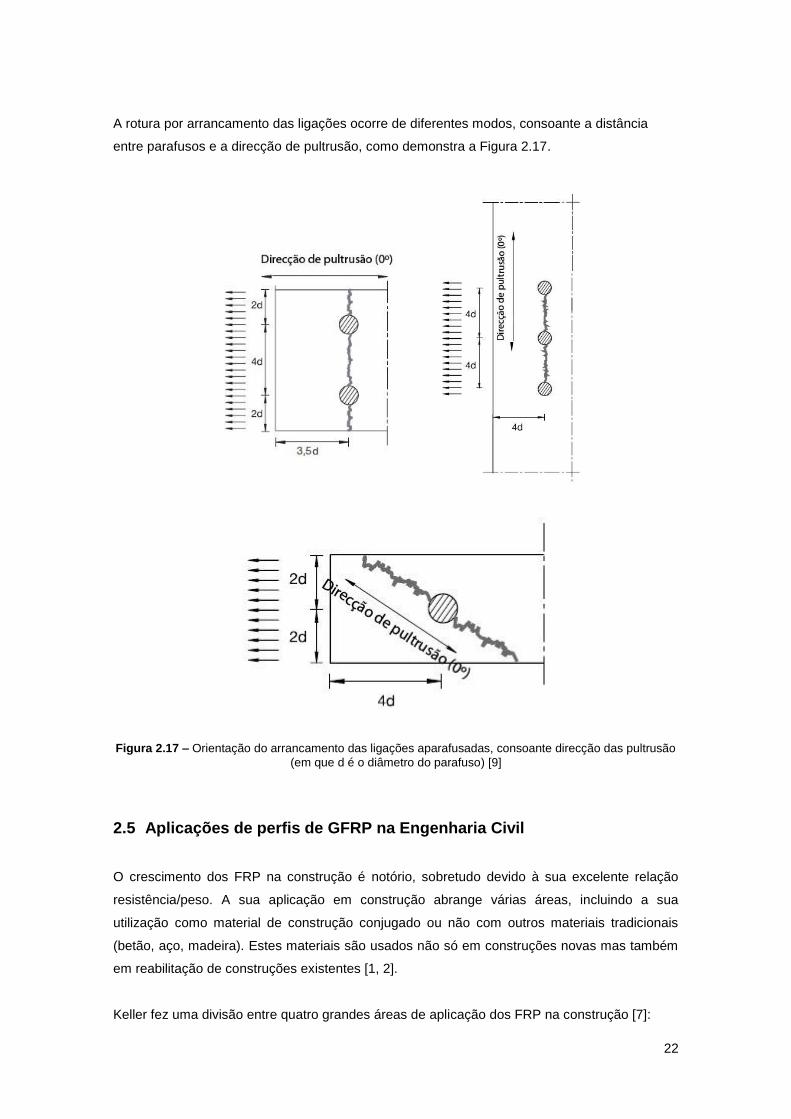
A rotura por arrancamento das ligações ocorre de diferentes modos, consoante a distância
entre parafusos e a direcção de pultrusão, como demonstra a Figura 2.17.
Figura 2.17 – Orientação do arrancamento das ligações aparafusadas, consoante direcção das pultrusão
(em que d é o diâmetro do parafuso) [9]
2.5 Aplicações de perfis de GFRP na Engenharia Civil
O crescimento dos FRP na construção é notório, sobretudo devido à sua excelente relação
resistência/peso. A sua aplicação em construção abrange várias áreas, incluindo a sua
utilização como material de construção conjugado ou não com outros materiais tradicionais
(betão, aço, madeira). Estes materiais são usados não só em construções novas mas também
em reabilitação de construções existentes [1, 2].
Keller fez uma divisão entre quatro grandes áreas de aplicação dos FRP na construção [7]:

23
Betão reforçado com FRP: O reforço de betão com varões de aço é parcialmente ou
totalmente substituído por fibras curtas (GRC – glass reinforced concrete), por redes de
fibras e por varões ou cabos internos de pré-esforço em FRP (Figura 2.18);
Figura 2.18 – Aplicação de varões de GFRP para o reforço do tableiro de uma ponte [2]
Reparação e reforço de estruturas: Utilizam-se laminados, mantas, barras e cabos de
pré-esforço exteriores para reforçar/reparar estruturas de betão (Figura 2.19);
Figura 2.19 – Laminados de FRP para reforço de uma ponte rodoviária [2]
Estruturas híbridas novas: Neste tipo de estruturas os FRP são utilizados para
substituir certas partes de estruturas novas, normalmente executadas com materiais
tradicionais, como sejam as vigas, as lajes (por exemplo, em tabuleiros de pontes) ou
cabos exteriores (Figura 2.10);

24
Figura 2.20 – Transporte de um tabuleiro pré-fabricado de uma ponte [2]
Estruturas novas completamente compósitas: Estas estruturas são inteiramente
executadas utilizando FRP e têm sido bastante utilizadas em tabuleiros de pontes, já
que os pilares e os encontros têm sido executados com materiais tradicionais (Figura
2.21)
Figura 2.21 - Ponte Pontresina, na Suíça, estrutura totalmente compósita [2]

25
3. Durabilidade dos perfis pultrudidos de GFRP
3.1 Efeitos dos principais agentes de degradação
Para a análise do comportamento em serviço da estrutura é necessário ter em conta os
aspectos de durabilidade. Existe uma lacuna no conhecimento dos principais agentes de
degradação que actuam sobre o material, devido à escassez de informação sobre durabilidade
dos FRP.
Alguns autores, nomeadamente Karbhari et al. [10] identificaram os principais agentes
ambientais com influência na durabilidade dos FRP‟s utilizados em aplicações estruturais, e
sobre os quais deverá incidir o esforço de investigação futuro:
Humidade e soluções aquosas;
Meios alcalinos;
Temperatura;
Fluência;
Fadiga;
Radiação ultravioleta (UV);
Fogo.
3.1.1 Humidade e soluções aquosas
As estruturas construídas com perfis GFRP podem, como qualquer estrutura, estar sujeitas à
acção da água ou de soluções aquosas, por estarem imersas (como é o caso de pilares de
pontes) ou através da difusão noutros substratos. Tendo em conta que a água é dos elementos
mais agressivos para a construção, é importante saber qual a sua influência nas propriedades
e durabilidade deste material. Os perfis de GFRP têm exibido uma durabilidade assinalável nas
diversas aplicações práticas existentes. Ainda assim, apesar do seu bom desempenho, os
perfis de GFRP não podem ser considerados “resistentes à água”.
Quando os perfis de GFRP se encontram em contacto com a humidade, absorvem-na por
mecanismos de absorção e difusão. A absorção da humidade é relativamente acelerada nestes
materiais, mas uma exposição contínua à humidade pode levar a uma estagnação do valor de
absorção [1]. A absorção leva a que ocorra um envelhecimento físico e químico, sendo as
alterações físicas dependentes da temperatura e reversíveis. O envelhecimento químico ocorre
quando o material está exposto durante longos períodos à humidade ou em situações em que
o material apresenta fraca qualidade, quer por deficiência na natureza dos seus constituintes,
quer por falhas no processo de fabrico [11].
26
A absorção pode ocorrer de duas formas: através da matriz, caso a ligação fibra-matriz seja
forte, ou ao longo da interface, caso a interface não seja tão forte. Esta absorção pode causar
alterações na matriz, podendo estas ser ou não reversíveis. Estas alterações devem-se a
mecanismos de hidrólise (em que existe a decomposição de componentes de baixo peso
molecular), de plastificação (devido à quebra das ligações de Van der Walls) e de
saponificação (que leva à quebra da matriz polimérica) [12].
A humidade, por contacto directo ou atmosférico, é considerada uma das mais importantes
causas de degradação a longo prazo dos compósitos. Pode provocar uma considerável
redução da durabilidade destes materiais, através de mecanismos de plasticização da matriz
ou como consequência da variação volumétrica diferencial. Isto poderá provocar a progressão
de fissuras e delaminação do material, sobretudo na interface fibra-matriz. A humidade pode
ainda desencadear alterações químicas, como a hidrólise [13].
Do ponto de vista estrutural, a humidade e as soluções aquosas afectam significativamente o
compósito através da diminuição da temperatura de transição vítrea, da rigidez e da resistência
do compósito e do aumento de volume [14].
3.1.2 Meios alcalinos
Hoje em dia, é comum os materiais FRP‟s estarem em contacto com ambientes alcalinos
através da interacção com diversas fontes, como o betão (encamisamento de pilares, reforço
de lajes e vigas), os solos alcalinos, ou mesmo soluções químicas alcalinas [15].
As fibras de vidro sofrem degradação em contacto com soluções alcalinas, devido a uma
combinação de mecanismos, que incluem a formação de pequenas cavidades por oxidação
(pitting), a hidroxilação e a hidrólise, que afectam a rede de óxidos de silício que constituem as
fibras de vidro [14, 16].
Apesar de as resinas terem uma função de protecção das fibras de reforço, estas não são
totalmente eficazes perante estes ambientes. Através dos poros e fissuras, as soluções
alcalinas acabam por penetrar [14, 17].
As soluções alcalinas através da sua penetração na matriz, aceleram a degradação da
interface fibra/matriz, reduzindo os níveis de desempenho mecânico dos FRP [1, 14].
Won et al [17] ensaiaram diversos provetes de GFRP em contacto com soluções alcalinas e
retiraram as seguintes conclusões:

27
A tensão de rotura do ensaio à tracção diminuiu consideravelmente com o tempo de
exposição ao ambiente alcalino;
Houve um aumento do tamanho dos poros, originando-se micro-fissuras e
delaminações na matriz que provocaram, em última instância, a sua plasticização e a
degradação da qualidade da interface fibra/matriz;
A degradação dos GFRP em ambientes alcalinos é relativamente mais acelerada do
que no caso das imersões em água; tal facto deve-se à maior degradação superficial
da matriz em soluções alcalinas.
3.1.3 Temperatura
A temperatura pode causar alterações nos FRP, alterações essas que, tipicamente, vão ter
uma incidência directa na durabilidade dos mesmos. Os efeitos térmicos fazem-se sentir nos
FRP, principalmente, a temperaturas extremas [17]:
Temperaturas acima da temperatura de cura;
Ciclos gelo-degelo;
Variações de temperatura e ciclos térmicos.
Caso a matriz dos FRP não esteja devidamente curada, a temperatura elevada poderá ser
benéfica pois contribui para o processo de pós-cura [17].
Por norma, a maioria dos materiais expande quando expostos a incrementos de temperatura.
No caso dos FRP, o coeficiente de expansão térmica da matriz é de uma ordem de grandeza
superior ao das fibras. Isto faz com que haja diferentes comportamentos dos constituintes do
material compósito perante alterações de temperatura, podendo originar o aparecimento de
tensões residuais ao nível da interface fibra/matriz [1, 18].
As tensões registadas na interface fibra/matriz são directamente proporcionais à diferença de
temperatura observada. Para temperaturas negativas, o efeito das tensões residuais adquire
maior importância, pois há uma contracção da matriz que não é acompanhada pelas fibras.
Quando estas condições acontecem, as tensões atingem valores suficientemente elevados
para originar a fissuração da matriz e, por consequência, o endurecimento da matriz, a perda
de resistência e o aumento da permeabilidade do material à humidade [1].
Para temperaturas elevadas, o material apresenta uma maior resposta viscoelástica, devido ao
amolecimento das resinas (havendo resinas que amolecem para temperaturas relativamente
reduzidas), o que pode provocar um aumento da susceptibilidade à absorção de humidade.
Tipicamente, este tipo de acontecimento não é usual, pois as estruturas não estão sujeitas às
gamas de valores necessárias que este tipo de efeitos ocorrer.

28
3.1.4 Fluência
A fluência é um fenómeno que deve ser tido em conta nas obras de Engenharia Civil e que
necessita de um conhecimento aprofundado para se poder fazer um estudo real do seu efeito
nas infra-estruturas.
O efeito da fluência, aumento da deformação sob acção de uma carga constante ao longo do
tempo, está relacionado com as propriedades visco-elásticas das resinas que constituem a
matriz do material compósito. O comportamento à fluência do material é dependente da
orientação das fibras e os efeitos da fluência serão mais ou menos importantes consoante a
orientação da solicitação for no sentido das fibras ou perpendicular às fibras de reforço. As
deformações por corte são muito mais dependentes da fluência do que as deformações por
tracção ou compressão [2].
No caso de resinas com um grau de cura incompleto, especialmente as resinas curadas à
temperatura ambiente, o efeito da fluência pode ser bastante significativo, existindo uma maior
susceptibilidade de se originar microfendilhação no material.
3.1.5 Fadiga
A fadiga é um fenómeno físico que, através da aplicação de ciclos de carga-descarga, causa a
rotura do material ou dos seus constituintes. A carga aplicada neste tipo de fenómeno não é
suficientemente elevada para causar a rotura na primeira aplicação. Normalmente, a fadiga é
medida através do número de ciclos com uma dada amplitude necessários para que ocorra a
rotura do material.
O carregamento a que estão sujeitos pode ser mecânico (carga aplicada), variação térmica
(variação de temperatura) ou química (humidade, oxidação) [2].
Keller et al. [19] testaram o efeito da fadiga no comportamento de provetes de GFRP de matriz
de poliéster em ensaios à tracção. Após a realização do estudo observou-se um decréscimo da
tensão de resistência última de 3% a 5% por década, ao invés dos resultados obtidos por
Mandell [20] que referia um decréscimo de 10%.
Os materiais compósitos, em especial os perfis de GFRP, apresentam uma resistência à fadiga
bastante superior aos materiais metálicos.

29
3.1.6 Radiação ultravioleta (UV)
A radiação proveniente da luz solar atinge a terra com uma gama de comprimentos de onda de
grandeza suficiente para romper as ligações nos materiais poliméricos [11].
A incidência da radiação UV é responsável pelo desencadear do mecanismo de
fotodegradação. Este mecanismo afecta apenas a camada superficial (na ordem de 50 µm a
100 µm). Este efeito pode originar tensões localizadas nos perfis de GFRP [11].
Se um material compósito não for preparado para resistir a este tipo de radiação, quer seja por
uma tinta protectora ou mesmo por um material de revestimento, o material irá sofrer uma
degradação superficial, a qual, a longo prazo poderá deixar a descoberto as fibras de reforço
(como aconteceu na cobertura da estação do Rossio, descrito mais a frente). Se tal acontecer,
poderá ser prejudicial para os utilizadores da construção pois pode provocar irritações na pele.
A nível estético, os principais problemas são a perda de brilho e o amarelecimento dos
compósitos [22].
Bogner et al. [23] realizaram ensaios de flexão em provetes de GFRP de poliéster novos e
após 1000 horas de envelhecimento numa câmara de QUV (ciclos de incidência de radiação
UV e de condensação em contínuo). Os resultados obtidos foram comparados com os
resultados obtidos dos provetes que foram expostos a envelhecimento natural durante 1 e 2
anos. Os autores chegaram à conclusão que a perda de resistência e de módulo de
elasticidade não foi significativa.
O nível de degradação sofrida pelos perfis, quando expostos a este tipo de fenómeno, pode ser
atenuado, recorrendo a revestimentos próprios para o efeito. Existem revestimentos de matéria
orgânica, que embora tenham uma resistência considerável à radiação por UV, não estão
imunes a fenómenos de fotodegradação. Assim, este tipo de acabamentos serve como uma
camada de sacrifício do material, protegendo a matriz [11].
3.1.7 Fogo
A resistência ao fogo é uma das grandes preocupações da aplicação do material em
Engenharia Civil. No caso dos perfis de GFRP há uma preocupação acrescida porque estes
compósitos utilizam matrizes orgânicas, por ser mais difícil o controlo da propagação da chama
e por ocorrer a libertação de fumos e gases [1].
Existem duas grandes preocupações relativas a este compósito consoante o seu tipo de
utilização [1]:
30
Se estiverem a ser utilizados em espaços confinados, como sejam os túneis, é
importante avaliar o nível de toxicidade dos fumos (e gases) libertados durante um
incêndio.
Se os compósitos estiverem a ser utilizados como elementos estruturais (pontes, por
exemplo), é necessário saber se a redução da resistência resultante da exposição a
um incêndio é significativa para causar um possível colapso.
É de referir, que as resinas de poliéster começam a perder resistência a temperaturas próximas
dos 100º C, valores bastantes abaixo do mesmo efeito para estruturas metálicas. Por outro
lado, o coeficiente de condutibilidade térmica dos compósitos é inferior ao mesmo coeficiente
dos aços, ou seja, a propagação do calor e aumento de temperatura no material é muito mais
lento do que sucede no aço [4].
De acordo com Cabral-Fonseca [1], existem três aspectos importantes a considerar nos FRP
para analisar o seu comportamento ao fogo:
Efeito de temperaturas elevadas próximas ou até superiores à temperatura de
transição vítrea;
Efeito da combustibilidade;
Efeito da toxicidade dos fumos libertados.
Caso se conclua que o material compósito não tem o comportamento ao fogo pretendido,
podem ser tomadas medidas preventivas, como aplicar aditivos, pinturas ou protecções ao
material. Estes aditivos podem funcionar como retardadores de chama, remover calor da
reacção de combustão, reduzir a concentração de gases combustíveis, impedir a geração de
fumos tóxicos ou podem mesmo ser auto-extinguíveis. Contudo, para garantir tempos de
resistência ao fogo compatíveis com a utilização estrutural em edifícios, é necessário utilizar
sistemas de protecção passivos [1].
3.2 Medidas preventivas
Caso sejam adoptadas um conjunto de medidas preventivas, é possível assegurar uma
elevada durabilidade do material, mesmo perante condições ambientais extremamente
adversas.
Segundo Kharbari et al., apesar da informação relativa aos efeitos dos agentes ambientais ser
ainda limitada, em função dos resultados já conhecidos, é fundamental garantir a protecção
das fibras de reforço devendo, para o efeito, ser adoptada uma selecção adequada de resinas.
Para além disso, os autores recomendam ainda a adopção das seguintes medidas:

31
Dispor uma camada rica em resina à superfície do compósito laminado (véu de
superfície), que permaneça não fendilhada durante o período de utilização pretendido.
Deverá ainda ser considerada a necessidade de aplicação de um gel coat ou de uma
pintura protectora;
Ter em conta o efeito do aumento da susceptibilidade à humidade em resinas não
completamente curadas, devendo-se assegurar a cura completa das resinas antes do
material ser colocado em serviço;
Em aplicações de perfis de GFRP com exposição significativa a ambientes húmidos ou
alcalinos (embebidos ou colados ao betão), devem ser preferencialmente utilizadas
resinas de viniléster ou epóxi, em detrimento do poliéster;
Como a humidade pode diminuir a temperatura de transição vítrea, deve-se assegurar
que este valor é significativamente superior (pelo menos 30º C) à temperatura máxima
de serviço;
Tendo em conta os efeitos da degradação do material e a informação disponível,
relativa a outras áreas de aplicação (factores de segurança de 4 a 6 na indústria naval
e de 8 a 10 em tanques), os níveis de tensão no material devido às acções
permanentes devem ser limitados a 25% ou a 30% da resistência última, em ambientes
húmidos ou meios alcalinos, respectivamente. O aumento destes valores depende da
disponibilização de informação adicional, especificamente relacionada com aplicações
em infra-estruturas;
Se existir um risco potencial de incêndio, deverão ser utilizadas matrizes fenólicas, em
alternativa ao poliéster e ao viniléster, e aditivos retardadores de incêndio ou pinturas
intumescentes.

32

33
4 Obras relevantes com perfis de GFRP
Os perfis de GFRP têm sido usados sobretudo em aplicações não estruturais ou em estruturas
secundárias, onde se realçam as suas vantagens em comparação com os materiais
tradicionais, como a leveza, a maior durabilidade em ambientes agressivos ou a transparência
electromagnética.
Estas vantagens foram cruciais para a sua utilização em vastas áreas de aplicação como o
saneamento básico, a indústria de pesca, os portos de navegação, as estações de tratamento
de águas residuais, o transporte ferroviário, as centrais termo-eléctricas e a indústria
petroquímica.
Apesar de as aplicações de GFRP não serem normalmente estruturais, nos últimos anos,
sobretudo no âmbito de projectos de investigação ou projectos-piloto, começaram a ser
desenvolvidas importantes aplicações de perfis de GFRP, em estruturas primárias, quer em
pontes pedonais ou rodoviárias, quer em edifícios.
4.1. Obras em Portugal
Em Portugal, há algumas obras onde os perfis de GFRP foram utilizados. Contudo, a maior
parte das aplicações corresponde a elementos não estruturais ou a estruturas secundárias. A
firma STEP (Sociedade Técnica de Estruturas Pultrudidas) é pioneira em Portugal na utilização
de materiais compósitos pultrudidos.
4.1.1 Centro Comercial Colombo
No centro comercial Colombo (Figura 4.1) foram utilizados perfis de GFRP na cobertura com
finalidade meramente estética. Sendo uma aplicação não estrutural, o controlo da aplicação
dos perfis não foi exaustivo.
34
Figura 4.1 – Cobertura do Centro Comercial Colombo
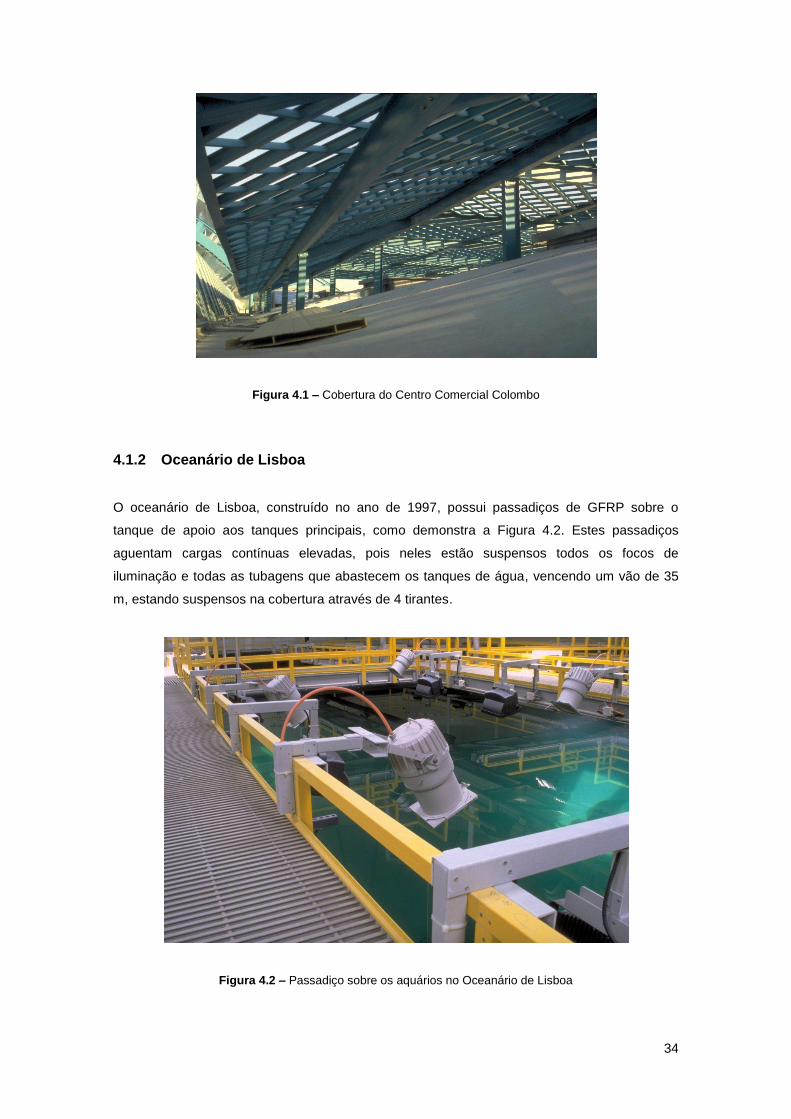
4.1.2 Oceanário de Lisboa
O oceanário de Lisboa, construído no ano de 1997, possui passadiços de GFRP sobre o
tanque de apoio aos tanques principais, como demonstra a Figura 4.2. Estes passadiços
aguentam cargas contínuas elevadas, pois neles estão suspensos todos os focos de
iluminação e todas as tubagens que abastecem os tanques de água, vencendo um vão de 35
m, estando suspensos na cobertura através de 4 tirantes.
Figura 4.2 – Passadiço sobre os aquários no Oceanário de Lisboa

35
A grande mais-valia do uso destes perfis no tanque (Figura 4.3), prende-se com o facto de a
estrutura estar inserida num meio bastante agressivo a nível de corrosão, pois as águas que
estão no tanque são salinas, sendo necessário um material que não sofresse corrosão.
Figura 4.3 - Passadiços e guarda-corpos do tanque central do Oceanário de Lisboa
Numa zona técnica do Oceanário também foram usados perfis de GFRP. Neste caso, como se
tratava de um espaço bastante reduzido e rodeado de instrumentação bastante sensível de
apoio ao Oceanário, foi necessário recorrer a um material leve para que pudesse ser
manuseado sem grandes problemas pelos operários, devido ao reduzido espaço de trabalho.
Na Figura 4.4 pode-se observar a localização dos perfis.
Figura 4.4 - Galeria técnica do Oceanário de Lisboa

36
4.1.3 Estação do Rossio
A cobertura da estação do Rossio presente na Figura 4.5, tem passadiços técnicos em perfis
pultrudidos de GFRP, contudo, inicialmente, estes eram para ser em aço. Tal ideia foi
abandonada devido ao facto de o projectista se ter esquecido da existência dos mesmos na
contabilização dos pesos próprios. A solução encontrada foi manter os cálculos e recorrer a um
material mais leve que o aço, neste caso o GFRP. Novamente, como em outras estruturas
descritas, sendo uma estrutura secundária, nunca foi feita qualquer inspecção aos perfis.
Figura 4.5 – Passadiços da cobertura da estação do Rossio
4.1.4 Obras de introdução do comboio na Ponte 25 de Abril
Com a introdução do comboio na Ponte 25 de Abril, para a construção dos passadiços de
apoio à construção da linha férrea, foi necessário encontrar uma solução leve e resistente, de
forma a que não afectasse significativamente o cálculo estrutural da ponte. Assim, recorreu-se
aos perfis de GFRP para a realização dos mesmos, como demonstra a Figura 4.6.

37
Figura 4.6 – Passadiços na Ponte 25 de Abril de introdução ao comboio
4.1.5 Porto Palácio Hotel
No Porto, no Palácio Hotel (Figura 4.7) encontra-se uma estrutura meramente estética,
composta exclusivamente por vigas e pilares de GFRP, com ligações aparafusadas entre si.
Nesta estrutura, foi necessário o uso de uma chave dinamométrica, de forma a ter o torque de
aperto controlado, pois algumas das vigas têm 12 m de comprimento, e um excessivo aperto
poderia provocar um esmagamento do perfil.
Figura 4.7 – Estrutura do Palácio Porto Hotel

38
4.2 Obras no estrangeiro
Fora de Portugal, existem obras de grande relevância construídas com recurso a perfis de
GFRP, havendo até obras em que toda a estrutura é feita exclusivamente por perfis de GFRP,
como é o caso do Eyecatcher Building, na Suíça.
A primeira ponte pedonal 100% compósita foi construída no Reino Unido, Escócia, no ano de
1992. A ponte de Aberfeldy (Figura 4.8) tem um tabuleiro constituído por painéis pré-fabricados
do sistema ACCS (Advanced Composites Construction System), suspenso por tirantes de
aramida, apoiados em torres de GFRP [24].
Figura 4.8 - Ponte de Aberfeldy [25]
A primeira ponte rodoviária 100% compósita também foi construída no Reino Unido, no ano de
1994. O tabuleiro da ponte de Bonds Mill (Figura 4.9 e Figura 4.10) é igualmente construído por
painéis pré-fabricados do sistema ACCS, apoiados em vigas longitudinais, materializadas por
perfis de GFRP. A grande vantagem deste material em pontes móveis, prende-se com o seu
baixo peso, o que reduz significativamente o preço nos sistemas mecânicos de elevação [25].

39
Figura 4.9 - Ponte móvel de Bonds Mill [25]
Figura 4.10 - Elevação do tabuleiro da Ponte Bonds Mill [25]
Na Suíça, em 1997, foi instalada a Ponte Pontresina (Figura 4.11) (ver 4.2.1), ponte pedestre,
constituída por duas vigas simplesmente apoiadas em treliça, utilizando apenas perfis de
GFRP. Nesta ponte foram utilizadas pela primeira vez ligações coladas numa das treliças,
sendo que na outra as ligações são aparafusadas. As ligações foram realizadas em fábrica, o
que possibilita uma grande vantagem no controlo de qualidade e de economia. Devido à sua
leveza, a ponte foi instalada em 4 horas. Estando inserido num ambiente agressivo, a elevada
resistência dos perfis de GFRP à corrosão foi um factor preponderante na escolha desta
solução [26].
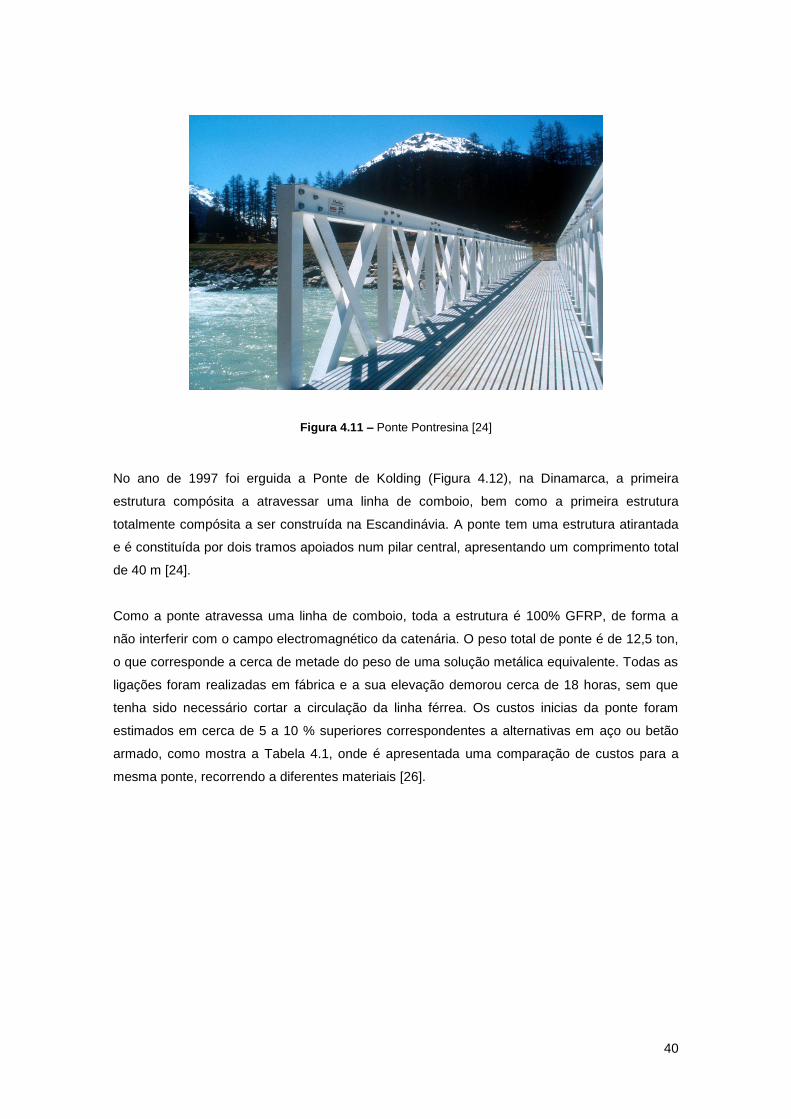
40
Figura 4.11 – Ponte Pontresina [24]
No ano de 1997 foi erguida a Ponte de Kolding (Figura 4.12), na Dinamarca, a primeira
estrutura compósita a atravessar uma linha de comboio, bem como a primeira estrutura
totalmente compósita a ser construída na Escandinávia. A ponte tem uma estrutura atirantada
e é constituída por dois tramos apoiados num pilar central, apresentando um comprimento total
de 40 m [24].
Como a ponte atravessa uma linha de comboio, toda a estrutura é 100% GFRP, de forma a
não interferir com o campo electromagnético da catenária. O peso total de ponte é de 12,5 ton,
o que corresponde a cerca de metade do peso de uma solução metálica equivalente. Todas as
ligações foram realizadas em fábrica e a sua elevação demorou cerca de 18 horas, sem que
tenha sido necessário cortar a circulação da linha férrea. Os custos inicias da ponte foram
estimados em cerca de 5 a 10 % superiores correspondentes a alternativas em aço ou betão
armado, como mostra a Tabela 4.1, onde é apresentada uma comparação de custos para a
mesma ponte, recorrendo a diferentes materiais [26].

41
Tabela 4.1 – Comparação de custos da Ponte de Kolding entre GFRP, aço e betão (em milhares de
dólares) [26]
GFRP Aço Betão
Engenharia 60 30 22
Fundações 60 75 90
Materiais 120 20 90
Fabricação 60 90 ----
Instalação 30 60 90
Tratamento 10 30 15
Outros 30 40 40
Total 370 345 347
Figura 4.12 – Ponte de Kolding [24]
Em 2001, foi erguida a ponte de Lérida (Figura 4.13), em Espanha. Como a ponte era
construída sobre três importantes eixos de transportes (uma estrada, uma linha de caminho de
ferro e a linha de alta velocidade entre Barcelona e Madrid), era necessária uma ausência da
interacção com o campo magnético das catenárias bem como uma manutenção reduzida e
uma fácil e eficaz instalação. A superestrutura da ponte, em arco, com um vão de 38 m, é
materializada apenas por perfis de GFRP. Devido ao seu reduzido peso (em comparação com
a mesma construção em aço ou betão), a sua colocação demorou apenas 3 horas [27].

42
Figura 4.13 – Ponte de Lérida [27]
4.2.1 Caso de estudo: Avaliação da Ponte de Pontresina
No verão de 2005, após 8 anos de utilização, a ponte pedestre de Pontresina (Figura 4.14) foi
transportada para a Swiss Federal Institute of Technology Lausanne (E.P.F.L.) para um estudo
detalhado da sua segurança estrutural e durabilidade. O estudo incluiu uma inspecção visual,
testes de resistência, idênticos aos realizados em 1997 e uma investigação da degradação dos
materiais. A inspecção visual mostrou diversos estragos na ponte, como esmagamento local
(provocado por impactos), fissuras devido à inapropriada colocação dos perfis, fibras à mostra,
degradação causada por vandalismo e degradação devido à queda de objectos contundentes
[28].
A ponte apresenta as seguintes características:
Comprimento total: 25 m;
Peso: 3300 kg;
Sobrecarga de projecto: 500 kg/m2;
Flecha máxima a meio vão: L/800.

43
Figura 4.14 - Ponte de Pontresina [27]
Os testes comparativos de 1997 e 2005 mostraram que a ponte não foi afectada a nível de
serviço e de segurança. A rigidez dos perfis pultrudidos permaneceu inalterada, tendo ocorrido
um ligeiro decréscimo da resistência entre 13% e 18%, o que não é crítico, tendo em conta os
elevados factores de segurança. As anomalias foram reparadas tendo em vista uma posterior
inspecção, que acontecerá no presente ano. Esta experiência mostra que a durabilidade é
essencialmente afectada por processos construtivos inapropriados, mas, se os perfis de GFRP
forem correctamente produzidos e colocados, podem oferecer uma longa durabilidade e
desempenho.
4.2.2 Inspecção após 8 anos de serviço
A ponte foi inspeccionada durante os meses de Julho e Agosto, tendo a reparação sido feita no
mês de Setembro de 2005 na E.P.F.L. em Lausanne. Uma primeira inspecção visual à ponte
mostrava que a aparência era bastante satisfatória. Devido à exposição solar (radiação U.V.), a
cor mudou de um tom branco para uma cor ligeiramente amarelada. As ligações dos perfis não
apresentavam problemas numa inspecção mais superficial, incluindo as zonas abaixo dos
parafusos, como mostra a Figura 4.15. Foram retirados parafusos para que as zonas de corte
fossem inspeccionadas, sendo que nenhuma anomalia foi detectada. Algumas destas
superfícies de corte apresentavam uma cor preta, resultado do aquecimento da superfície
durante a abertura dos buracos para os parafusos, e não devido à entrada de humidade [28].

44
Figura 4.15 – Ligação aparafusada do banzo superior, sem danos [28]
Uma inspecção mais detalhada evidenciou uma maior gravidade dos danos na superfície dos
perfis. Na Tabela do Anexo I, é descrito um resumo das anomalias encontradas. Os danos
encontrados foram classificados em cinco classes:
Fibras à mostra;
Danos pontuais;
Degradação superficial;
Fissuração longitudinal;
Esmagamento.
A Figura 4.16 mostra parte da extremidade da viga (componente XD da Tabela do Anexo I). A
zona abaixo da viga transversal está protegida pela estrutura metálica de apoio ao tabuleiro da
ponte, pelo que não apresenta qualquer dano, ao contrário da zona de ligação do parafuso que
apresenta o banzo superior partido, na ligação com a alma.
Figura 4.16 – Fractura do banzo superior na ligação da viga transversal ao pilar [28]
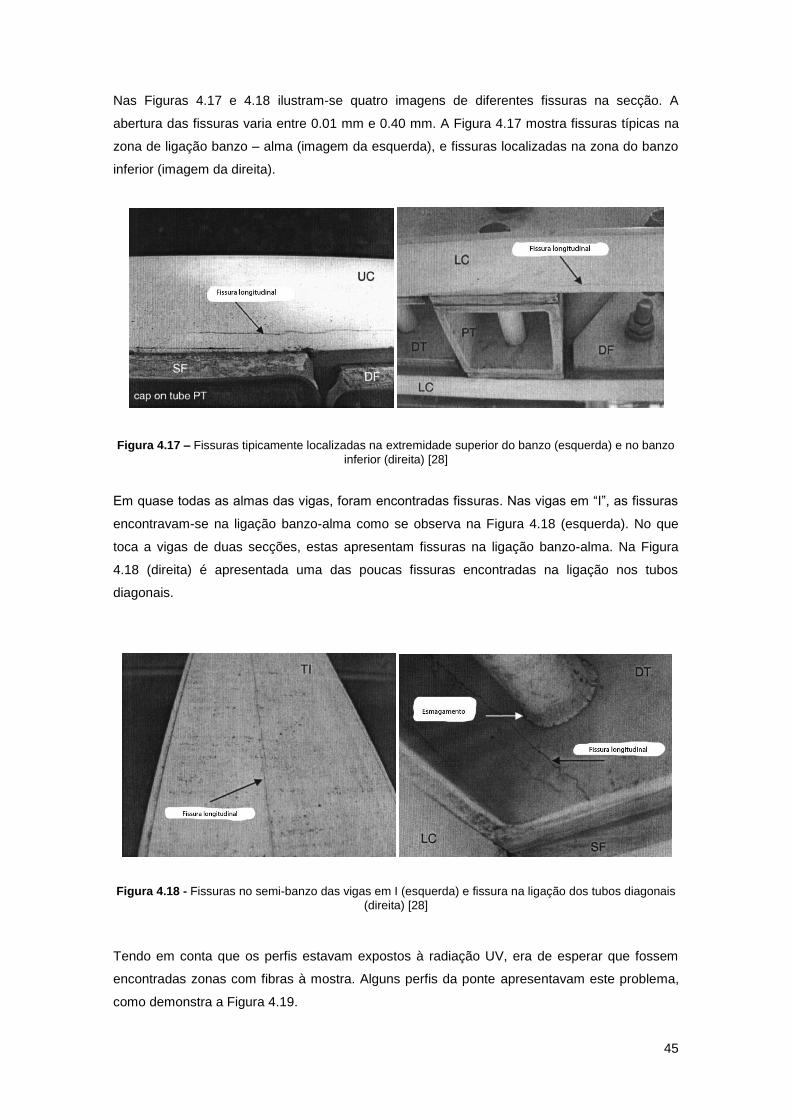
45
Nas Figuras 4.17 e 4.18 ilustram-se quatro imagens de diferentes fissuras na secção. A
abertura das fissuras varia entre 0.01 mm e 0.40 mm. A Figura 4.17 mostra fissuras típicas na
zona de ligação banzo – alma (imagem da esquerda), e fissuras localizadas na zona do banzo
inferior (imagem da direita).
Figura 4.17 – Fissuras tipicamente localizadas na extremidade superior do banzo (esquerda) e no banzo
inferior (direita) [28]
Em quase todas as almas das vigas, foram encontradas fissuras. Nas vigas em “I”, as fissuras
encontravam-se na ligação banzo-alma como se observa na Figura 4.18 (esquerda). No que
toca a vigas de duas secções, estas apresentam fissuras na ligação banzo-alma. Na Figura
4.18 (direita) é apresentada uma das poucas fissuras encontradas na ligação nos tubos
diagonais.
Figura 4.18 - Fissuras no semi-banzo das vigas em I (esquerda) e fissura na ligação dos tubos diagonais
(direita) [28]
Tendo em conta que os perfis estavam expostos à radiação UV, era de esperar que fossem
encontradas zonas com fibras à mostra. Alguns perfis da ponte apresentavam este problema,
como demonstra a Figura 4.19.
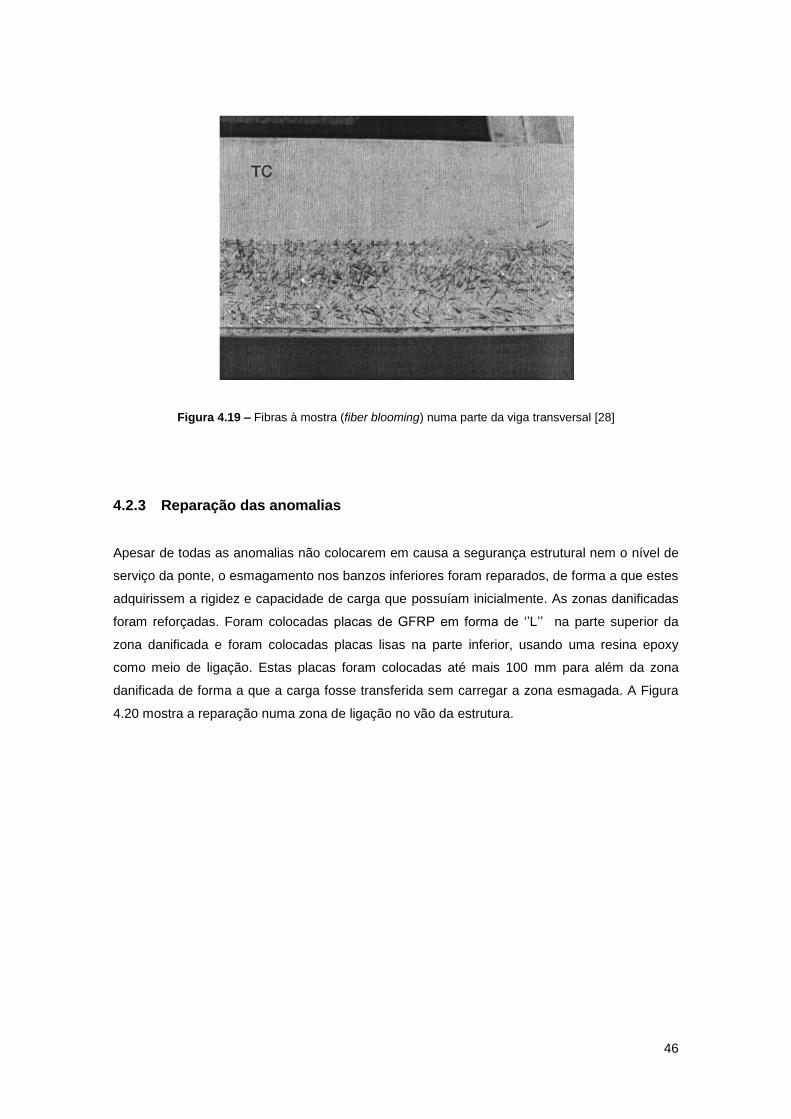
46
Figura 4.19 – Fibras à mostra (fiber blooming) numa parte da viga transversal [28]
4.2.3 Reparação das anomalias
Apesar de todas as anomalias não colocarem em causa a segurança estrutural nem o nível de
serviço da ponte, o esmagamento nos banzos inferiores foram reparados, de forma a que estes
adquirissem a rigidez e capacidade de carga que possuíam inicialmente. As zonas danificadas
foram reforçadas. Foram colocadas placas de GFRP em forma de „‟L‟‟ na parte superior da
zona danificada e foram colocadas placas lisas na parte inferior, usando uma resina epoxy
como meio de ligação. Estas placas foram colocadas até mais 100 mm para além da zona
danificada de forma a que a carga fosse transferida sem carregar a zona esmagada. A Figura
4.20 mostra a reparação numa zona de ligação no vão da estrutura.

47
Figura 4.20 – Reparação na zona de ligação no vão da ponte [28]
A Figura 4.21 mostra a reparação do esmagamento na zona de ligação das vigas transversais,
em que se recorre a blocos de PVC.
Figura 4.21 – Reparação de esmagamento recorrendo a blocos de PVC [28]
As fissuras longitudinais, fibras à mostra na superficie, danos pontuais, foram reparadas da
seguinte forma:
Passagem com uma lixa fina;
Limpeza da superficie com acetona;
Cobertura da zona danificada com duas camadas de resina epoxy transparente.

48
4.2.4 Testes comparativos entre os anos de 1997 e 2005
A rigidez medida não mostra grandes diferenças nas ligações aparafusadas entre os ensaios
de carregamento realizados em 1997 e em 2005 (Figura 4.22). A máxima deformada em 2005
é apenas 3,2% superior à registada em 1997, como demonstra a Tabela 4.2.
As diferenças nas ligações coladas são notavelmente maiores, com um aumento de 16,3% na
deformada entre os ensaios de 1997 e do ano de 2005. Uma razão para esta diferença poderá
ter a ver com o facto de que em 1997 apenas uma viga de cada lado foi medida. Uma segunda
possibilidade prende-se com a precisão dos resultados do ensaio de 1997, uma vez que nesse
ano apenas foi usada uma régua e a medição foi realizada a olho nu. A degradação do material
para um aumento excessivo da deformada foi excluída, uma vez que os perfis colados e
aparafusados são do mesmo lote e os parafusos não demonstraram uma diminuição da rigidez.
Se a degradação do material tivesse ocorrido, iria apenas provocar um ligeiro aumento da
relaxação das ligações o que explicaria o aumento da flecha. As fissuras encontradas após a
realização do teste realizado em 2005 não explicam a redução da rigidez, uma vez que a sua
abertura, extensão e número são reduzidos [28].
Não é possível dizer o porquê do acima mencionado. Apareceram apenas fissuras nos banzos
inferiores e todas no mesmo tipo de ligação (LC-PT), arbitrariamente espalhadas ao longo da
ponte (o que não pode ser relacionado com as forças de ligação). Uma explicação para as
fissuras poderá ter a ver com o facto de que as ligações estão mais sensíveis a fenómenos de
fadiga em 2005 do que em 1997, devido à perda de pré-esforço dos parafusos durante os 8
anos de serviço. A explicação mais fiável (devido à distribuição arbitrária) poderá dever-se à
sobrecarga local, devido à insuficiente redistribuição de carga.
A comparação dos ensaios de tracção das vigas em “I” confirma que não há perda de rigidez
devido à exposição ambiental. A redução de 13% a 18% na resistência medida poderá ter a ver
com o envelhecimento provocado pela chuva e ciclos térmicos. Uma inspecção com o auxílio
do microscópio não mostra danos na resina, fibras ou suas interfaces. A diminuição da força
observada, de momento, não é crítica, contudo, a diminuição da força será tida em conta nos
próximos ensaios.

49
Figura 4.22 – Gráfico carga-deslocamento com a comparação dos testes realizados em 1997 e 2005 [28]
Tabela 4.2 – Testes comparativos do ano 1997 e 2005 [28]
Treliça com ligação
aparafusada Treliça com ligação colada
Parâmetro de
medição 1997 2005
Diferença (%)
1997 2005 Diferenç
a (%)
Carga total
83,9 87,0 3,7
84,0 86,2 2,6
Flecha a meio vão, viga esq./dir.
17,6/- 19,0 / 18,7
8,0/6,3
14,2/- 17,5 / 16,4
23,2 / 15,5
Carga corrigida, valor médio
17,6/- 18,3 / 18,0
4,0/2,3
14,2/- 17,1/16,
0 20,0 / 12,5
4.2.5 Conclusões
Após 8 anos de serviço, a ponte temporária de Pontresina foi totalmente desmontada e todos
os perfis de GFRP foram inspeccionados, de forma a saber se a segurança estrutural e de
serviço tinham sido afectadas. As conclusões foram as seguintes [28]:
A inspecção visual mostrou diversas anomalias, tais como buracos devido a impactos,
fissuras, fibras à mostra e degradação da superfície;

50
Os danos encontrados revelaram que a escolha de perfis de secção aberta, com os
banzos livres, não foi a mais apropriada para esta aplicação. Perfis de secção fechada
seriam menos afectados e teriam menos danos ao suportar as cargas impostas;
A comparação dos testes realizados em 1997 e em 2005, a inspecção visual e a
análise de partes dos perfis em microscópio mostraram que a segurança estrutural e os
níveis de serviço estão garantidos, pois os danos não foram significativos. Durante os 8
anos de serviço não foram registadas perdas de rigidez nos perfis, apenas se registou
um decréscimo de 13% a 18% na capacidade de carga, o que não coloca em causa a
segurança estrutural, pois não é uma perda significativa e os factores de segurança
são elevados;
As reparações dos danos foram feitas com métodos simples, como o recurso a chapas
de GFRP de forma a repor a capacidade resistente inicial.
O estudo da ponte revelou que a durabilidade da ponte é sobretudo afectada por erros na
elaboração dos perfis e pela deficiente montagem ou má escolha da forma dos perfis. Caso os
perfis sejam fabricados e aplicados correctamente, o material poderá ter uma grande
longevidade. Tendo em conta os problemas encontrados ao fim de 8 anos de uso, pode-se
concluir que apenas daqui a 80 anos a ponte irá ter problemas a nível de segurança estrutural
ou problemas a nível de estados limite de serviço. Contudo, a próxima inspecção (prevista para
o ano 2011) poderá clarificar esta questão.
51
5 Controlo de qualidade dos perfis de GFRP
Os perfis pultrudidos de GFRP necessitam de um rigoroso controlo de qualidade uma vez que
o seu processo de fabrico requer bastante atenção em diversos aspectos, que serão descritos
à frente. Hoje em dia não existe um documento com as especificações do material FRP para
aplicação em Engenharia Civil, uma vez que não há reunião de consenso. A US Federal
Highway Administration (FHWA) em colaboração com a American Association of State
Transportation and Highway Officials (AASHTO) estão a elaborar um documento com
especificações para aplicação do material FRP na construção.
Bank et al. [5.1] elaborou um fluxograma (Figura 5.1) onde apresenta quatro procedimentos
distintos para a classificação dos perfis, divididos entre qualificação (Procedimento A e B) e
aceitação (Procedimento C e D). Estes processos requerem testes de resistência mecânica. No
Procedimento A é fornecida uma ampla gama de testes para o conhecimento das propriedades
do perfil GFRP. No Procedimento B, são fornecidos os dados das propriedades a longo prazo
do material. Os testes de aceitação são dados no Procedimento C onde os resultados obtidos
serão comparados com os dados obtidos no Procedimento A. O Procedimento D exige que o
material mantenha as propriedades mecânicas e físicas. No fluxograma da Figura 5.1 está
descrito todo o procedimento, passo a passo.
As especificações mencionadas, têm três objectivos principais:
Para ajudar na conclusão de acordos de compra entre os fornecedores dos perfis e os
compradores, de modo a que todos os lotes estejam em conformidade;
Para definir classes e formas de material;
Para identificar os dados de desempenho, que devem ser divulgados como parte da
compra do material
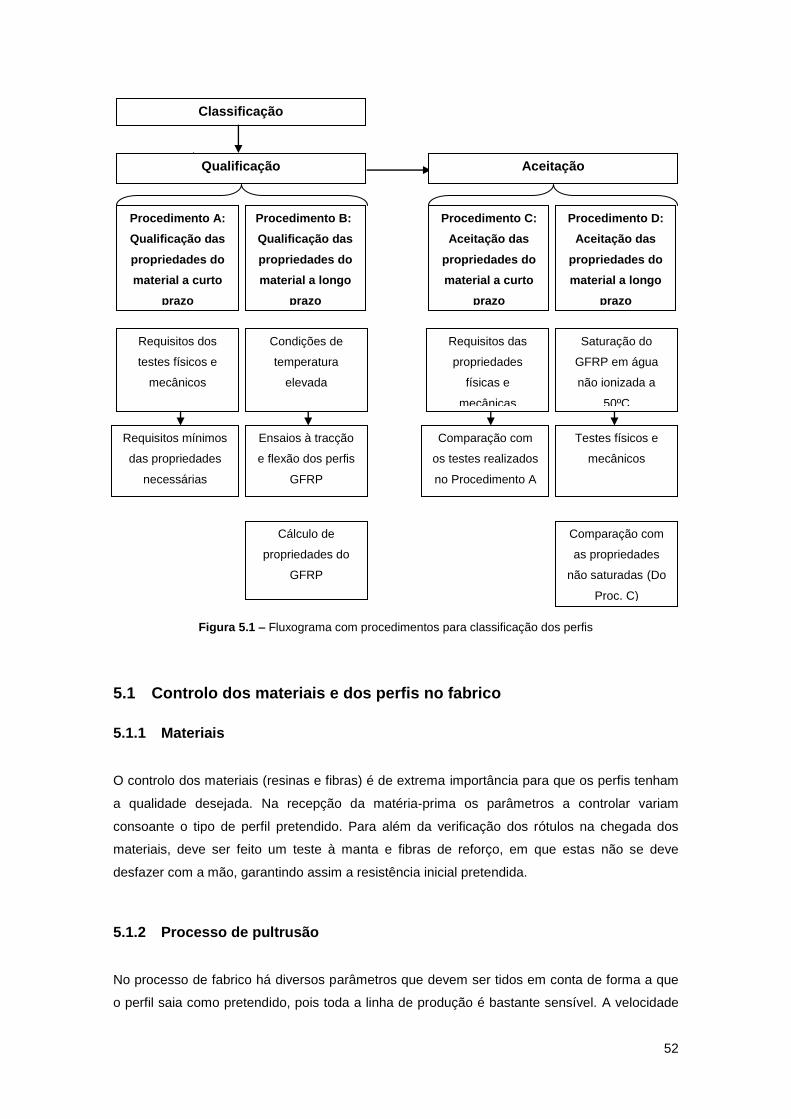
52
Figura 5.1 – Fluxograma com procedimentos para classificação dos perfis
5.1 Controlo dos materiais e dos perfis no fabrico
5.1.1 Materiais
O controlo dos materiais (resinas e fibras) é de extrema importância para que os perfis tenham
a qualidade desejada. Na recepção da matéria-prima os parâmetros a controlar variam
consoante o tipo de perfil pretendido. Para além da verificação dos rótulos na chegada dos
materiais, deve ser feito um teste à manta e fibras de reforço, em que estas não se deve
desfazer com a mão, garantindo assim a resistência inicial pretendida.
5.1.2 Processo de pultrusão
No processo de fabrico há diversos parâmetros que devem ser tidos em conta de forma a que
o perfil saia como pretendido, pois toda a linha de produção é bastante sensível. A velocidade
Classificação
Qualificação Aceitação
Procedimento A:
Qualificação das
propriedades do
material a curto
prazo
Procedimento B:
Qualificação das
propriedades do
material a longo
prazo
Procedimento D:
Aceitação das
propriedades do
material a longo
prazo
Procedimento C:
Aceitação das
propriedades do
material a curto
prazo
Requisitos dos
testes físicos e
mecânicos
Condições de
temperatura
elevada
Requisitos mínimos
das propriedades
necessárias
Ensaios à tracção
e flexão dos perfis
GFRP
Cálculo de
propriedades do
GFRP
Requisitos das
propriedades
físicas e
mecânicas
Saturação do
GFRP em água
não ionizada a
50ºC
Comparação com
os testes realizados
no Procedimento A
Testes físicos e
mecânicos
Comparação com
as propriedades
não saturadas (Do
Proc. C)

53
de processamento varia de perfil para perfil, tendo como valor de referência aproximadamente
2 m/min. Deve ser inspeccionado o empilhamento da fibra de vidro e a impregnação da resina
nas fibras, para que todo o perfil seja homogéneo. Na passagem do perfil pela fieira a quente
deve ser controlada a temperatura de entrada (entre os 85º C e os 95º C) e de saída (com valor
entre os 145º C e 165º C) do perfil, de forma a que o perfil possua as características
necessárias, bem como a força com que o perfil é puxado ao longo do processo, que não deve
ultrapassar os 10 kN.
No Anexo II é dado um exemplo de uma ficha de inspecção de materiais e de pós fabrico dos
perfis.
5.2 Controlo dos perfis após fabrico
Após o fabrico dos mesmos, a Norma Europeia: EN 13706-2:2002 [30], estipula algumas
tolerâncias dimensionais para perfis, que deverão ser verificadas em fábrica, tendo
posteriormente uma ficha que acompanha os perfis. De seguida, são descritas as tolerâncias
geométricas permitidas nas Figuras 5.2 a 5.5
Espessura T1 T2
0 a 2 ± 0,15 ± 10%
2 a 5 ± 0,20 ± 10%
5 a 10 ± 0,35 ± 10%
Figura 5.2 – Tolerância de espessura da parede de perfis abertos e fechados (em mm)
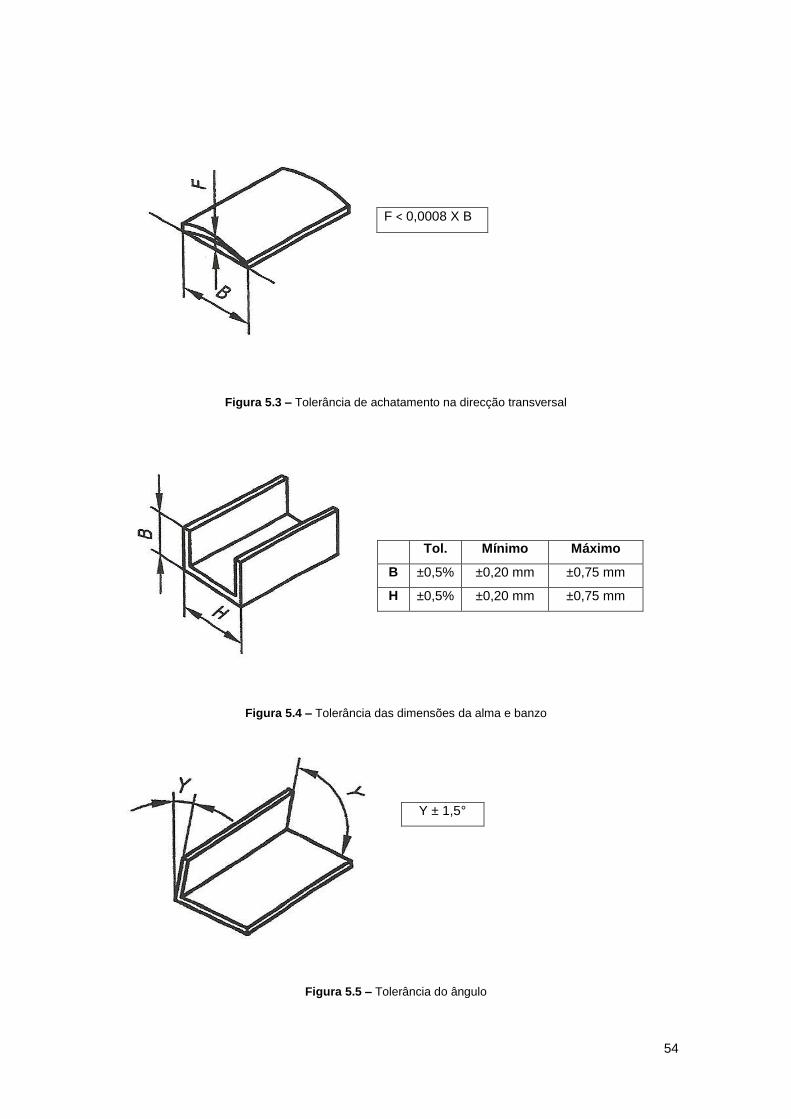
54
F < 0,0008 X B
Figura 5.3 – Tolerância de achatamento na direcção transversal
Tol. Mínimo Máximo
B ±0,5% ±0,20 mm ±0,75 mm
H ±0,5% ±0,20 mm ±0,75 mm
Figura 5.4 – Tolerância das dimensões da alma e banzo
Y ± 1,5°
Figura 5.5 – Tolerância do ângulo

55
A STEP, na chegada dos perfis da fábrica onde são produzidos, possui um conjunto de testes
a realizar aos perfis, de forma a confirmar se os perfis estão de acordo com a Norma Europeia
EN 13706 - 2. Contudo, estes testes deveriam ser realizados à saída da fábrica que os produz,
que deveria enviar os perfis com a respectiva ficha de controlo, com certificado CE.
Nas fichas de inspecção dos perfis pultrudidos, são analisados 10% perfis por lote e são
verificados parâmetros tais como:
Cor: Conforme encomenda;
Dimensão: Conforme encomenda;
Aspecto: Uniforme / Liso / Ausência de rebarbas;
Análise química: Análise do certificado de análise;
Análise estrutural: Ausência de fissuras, torção, empenos e roturas.
Para além do controlo dimensional dos perfis, devem ainda ser executados testes destrutivos,
de flexão e tracção, de acordo com a norma ISO 527 - 4 - 1997. Deve ainda ser realizado o
teste de Barcol que consiste em avaliar a dureza de um material através da medida da
resistência a penetração de uma ponta de aço forçada por uma mola. Este teste é realizado em
qualquer parte do perfil, devendo ter um valor superior a 55.
Caso os parâmetros estejam de acordo com o especificado, o lote de perfis é aceite.
No Anexo II é mostrado um exemplo de uma ficha de inspecção dos perfis após fabrico.
5.3 Controlo dos perfis na preparação e aplicação em obra
Na aplicação em obra, hoje em dia, o controlo é muito reduzido, pelo que, em seguida serão
referidos alguns procedimentos relevantes a ter em conta na montagem dos perfis, para uma
maior longevidade e durabilidade da estrutura:
O transporte dos perfis do local de armazenamento dos perfis para o local de
instalação deve der feito com cuidado, para que não ocorram danos nos perfis;
Devem se verificados diversos aspectos na montagem, como o aperto dos parafusos
(através de uma chave dinamométrica) e o controlo dimensional;
As ligações devem estar preparadas, quer a nível de preparação das ligações (para as
coladas e aparafusadas) quer a nível de furação dos perfis (para as aparafusadas).

56
No Anexo III é apresentada uma ficha de controlo de qualidade de preparação dos perfis para
aplicação em obra.
No Anexo IV é dado um exemplo de uma ficha de controlo de qualidade para montagem e
instalação dos perfis, de forma a que a estrutura esteja conforme projecto.
5.3.1 Caso de Estudo: ETAR Olivais/Moscavide
Na aplicação dos perfis em obra, o controlo de qualidade ainda é reduzido, pelo que, abordar-
se-ão alguns aspectos relevantes na instalação dos perfis. No Anexo IV é apresentada uma
ficha de inspecção que deverá ser usada na instalação dos perfis.
Os perfis de GFRP serão aplicados em quase toda a estrutura da ETAR, como passadiços,
escadas de acesso, guarda-corpos. Na Figura 5.6 mostra-se uma planta dos passadiços da
ETAR Olivais/Moscavide.
Figura 5.6 – Alçado (em cima) e planta (em baixo) do passadiço da Estação Elevatória de
Olivais/Moscavide
A maioria das ligações são aparafusadas, sendo rebitada na ligação dos guarda-corpos. O
aperto nos parafusos é dado sem o uso de uma chave dinamométrica, pelo que, poderia
correr-se o risco de esmagamento do perfil. Assim, usaram-se anilhas de protecção entre o
parafuso e o perfil, de forma a distribuir melhor a força e não provocar o esmagamento, uma
vez que a área de contacto parafuso – perfil é maior. A Figura 5.7 demonstra a ligação
aparafusada.

57
Figura 5.7 – Ligação aparafusada dos perfis, com o pormenor do recurso a anilhas
Os perfis são montados e cortados em obra, com recurso a uma rebarbadora. O corte deveria
ser efectuado numa máquina de corte estática, de forma a que a superfície de corte fique
perpendicular ao eixo de superfície. No fim da montagem, é feito um controlo dimensional, de
forma a verificar se está de acordo com o projecto, como demonstra a Figura 5.8.
Figura 5.8 – Corte do perfil através da rebarbadora
A Figura 5.9 demonstra o resultado de um impacto no perfil. Tal resultado dever-se-á ao mau
acondicionamento e manuseamento dos perfis em obra, pois estes não tinham local próprio na

58
obra, estando encostados na própria estrutura. Contudo, o dano é meramente estético, não
pondo em causa o desempenho em serviço e a durabilidade da estrutura.
Figura 5.9 – Dano provocado por impacto na base do passadiço
A Figura 5.10 mostra o brilho típico dos perfis, brilho esse que vai desaparecendo ao longo do
tempo, devido à radiação UV e à falta de envernizamento da superfície. Pode-se observar que
não há fibras soltas, pelo que todas estão totalmente impregnadas na resina e com o devido
tratamento de protecção à radiação UV.
Figura 5.10 – Brilho no corrimão do passadiço

59
A Figura 5.11 demonstra o recurso a uma chapa metálica para prender a base do passadiço à
estrutura.
Figura 5.11 – Peça metálica que prende a base do passadiço à estrutura
Em suma, os perfis de GFRP deverão ser montados, transportados e guardados com especial
atenção, pois trata-se de um material mais frágil.
5.4 Durabilidade de estruturas em GFRP
A longo prazo, é necessária uma inspecção regular à estrutura composta pelos perfis
pultrudidos, de forma a verificar se a sua eficiência se mantém e se estão reunidos os
requisitos mínimos para uma aceitável funcionalidade da estrutura. A Norma Europeia: EN
13706 - 2002 descreve alguns níveis de aceitação para uma inspecção visual. De notar que
esta descrição assenta em três pontos:
As descrições e níveis de aceitação são avaliados a olho nu a uma distância de 0,4 m
a 0,5 m;
Os níveis de aceitação estão na base de não perigo de ruína nem afectação do
desempenho mecânico;
Alguns defeitos requerem um corte do perfil pultrudido para que possa ser examinado.
De acordo com a EN 13706 – 2002 devem ser verificadas as seguintes anomalias:
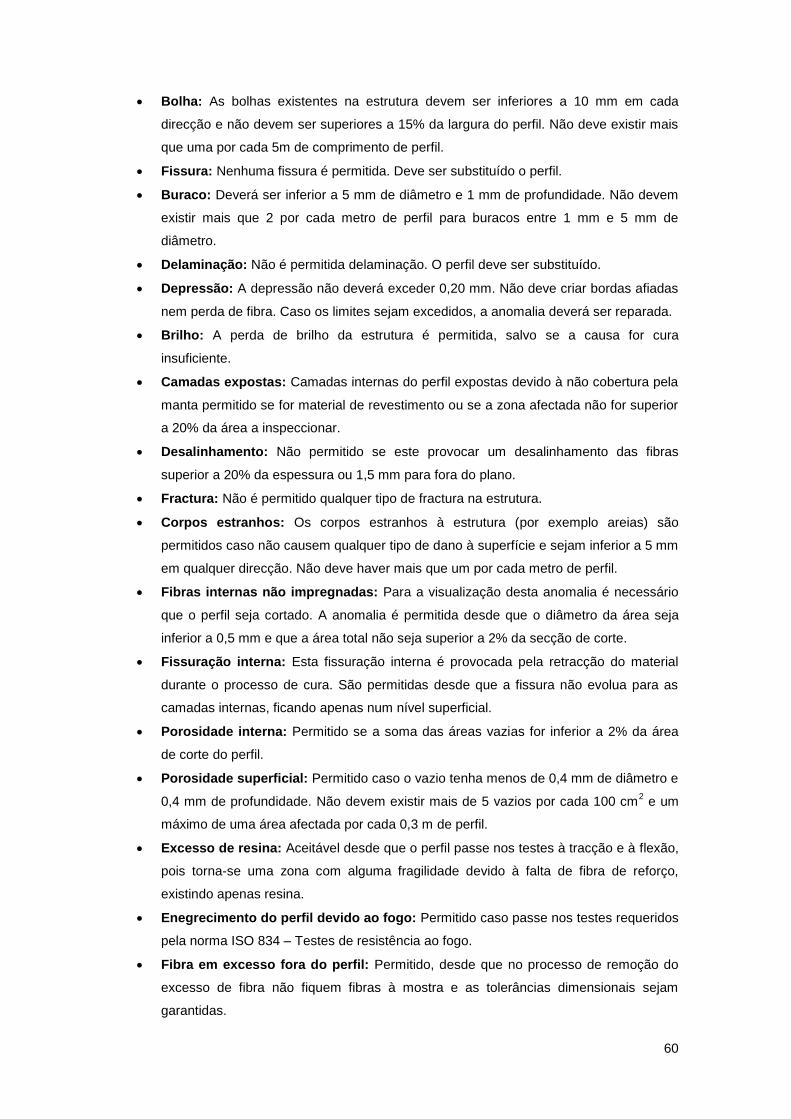
60
Bolha: As bolhas existentes na estrutura devem ser inferiores a 10 mm em cada
direcção e não devem ser superiores a 15% da largura do perfil. Não deve existir mais
que uma por cada 5m de comprimento de perfil.
Fissura: Nenhuma fissura é permitida. Deve ser substituído o perfil.
Buraco: Deverá ser inferior a 5 mm de diâmetro e 1 mm de profundidade. Não devem
existir mais que 2 por cada metro de perfil para buracos entre 1 mm e 5 mm de
diâmetro.
Delaminação: Não é permitida delaminação. O perfil deve ser substituído.
Depressão: A depressão não deverá exceder 0,20 mm. Não deve criar bordas afiadas
nem perda de fibra. Caso os limites sejam excedidos, a anomalia deverá ser reparada.
Brilho: A perda de brilho da estrutura é permitida, salvo se a causa for cura
insuficiente.
Camadas expostas: Camadas internas do perfil expostas devido à não cobertura pela
manta permitido se for material de revestimento ou se a zona afectada não for superior
a 20% da área a inspeccionar.
Desalinhamento: Não permitido se este provocar um desalinhamento das fibras
superior a 20% da espessura ou 1,5 mm para fora do plano.
Fractura: Não é permitido qualquer tipo de fractura na estrutura.
Corpos estranhos: Os corpos estranhos à estrutura (por exemplo areias) são
permitidos caso não causem qualquer tipo de dano à superfície e sejam inferior a 5 mm
em qualquer direcção. Não deve haver mais que um por cada metro de perfil.
Fibras internas não impregnadas: Para a visualização desta anomalia é necessário
que o perfil seja cortado. A anomalia é permitida desde que o diâmetro da área seja
inferior a 0,5 mm e que a área total não seja superior a 2% da secção de corte.
Fissuração interna: Esta fissuração interna é provocada pela retracção do material
durante o processo de cura. São permitidas desde que a fissura não evolua para as
camadas internas, ficando apenas num nível superficial.
Porosidade interna: Permitido se a soma das áreas vazias for inferior a 2% da área
de corte do perfil.
Porosidade superficial: Permitido caso o vazio tenha menos de 0,4 mm de diâmetro e
0,4 mm de profundidade. Não devem existir mais de 5 vazios por cada 100 cm2 e um
máximo de uma área afectada por cada 0,3 m de perfil.
Excesso de resina: Aceitável desde que o perfil passe nos testes à tracção e à flexão,
pois torna-se uma zona com alguma fragilidade devido à falta de fibra de reforço,
existindo apenas resina.
Enegrecimento do perfil devido ao fogo: Permitido caso passe nos testes requeridos
pela norma ISO 834 – Testes de resistência ao fogo.
Fibra em excesso fora do perfil: Permitido, desde que no processo de remoção do
excesso de fibra não fiquem fibras à mostra e as tolerâncias dimensionais sejam
garantidas.

61
Cura insuficiente: Não é permitido que o perfil tenha cura insuficiente.
Ondulação na superfície: Permitido, caso das tolerâncias dimensionais sejam
garantidas.
No Anexo V apresenta-se uma ficha de inspecção com as anomalias e níveis de aceitação
permitidos pela EN 13706 - 2002.
5.4.1 Caso de estudo: Estação do Rossio
Os passadiços da cobertura da estação do Rossio foram construídos no ano 2001. A escolha
deste material prendeu-se com o facto de terem um baixo peso e uma reduzida manutenção,
condição essencial para a sua escolha.
Os passadiços encontram-se ao longo de toda a cobertura, num total de 30 m. A maioria das
ligações destes perfis são aparafusadas e rebitadas (sendo que os rebites apenas foram
usados nas ligações das barras horizontais nos guarda-corpos). A estrutura é apoiada na
cobertura em cada 3 m, tendo em cada 1,5 m de comprimento um perfil vertical que apoia o
guarda-corpos, como mostra a Figura 5.12.
Figura 5.12 – Vista geral dos passadiços da estação do Rossio

62
Na Figura 5.13 é possível ver o pormenor do recurso a anilhas para que não ocorra
esmagamento do perfil quando este for apertado. Contudo, apenas se usou anilha na zona da
porca, ficando a cabeça do parafuso em contacto directo com o perfil.
Figura 5.13 – Ligações dos perfis na cobertura da estação do Rossio
Nos passadiços da estação do Rossio, a exposição à radiação UV foi o grande factor de
degradação dos mesmos. De seguida, far-se-á um levantamento das anomalias encontradas
nos perfis.
Colonização biológica
Nas zonas mais sombreadas dos passadiços, encontram-se algumas colonizações biológicas
(Figura 5.14), não apresentando qualquer problema para a segurança e fiabilidade da
estrutura, tendo apenas problemas a nível estético. A superfície deverá ser limpa.
Figura 5.14 – Colonização biológica nas escadas da Estação do Rossio
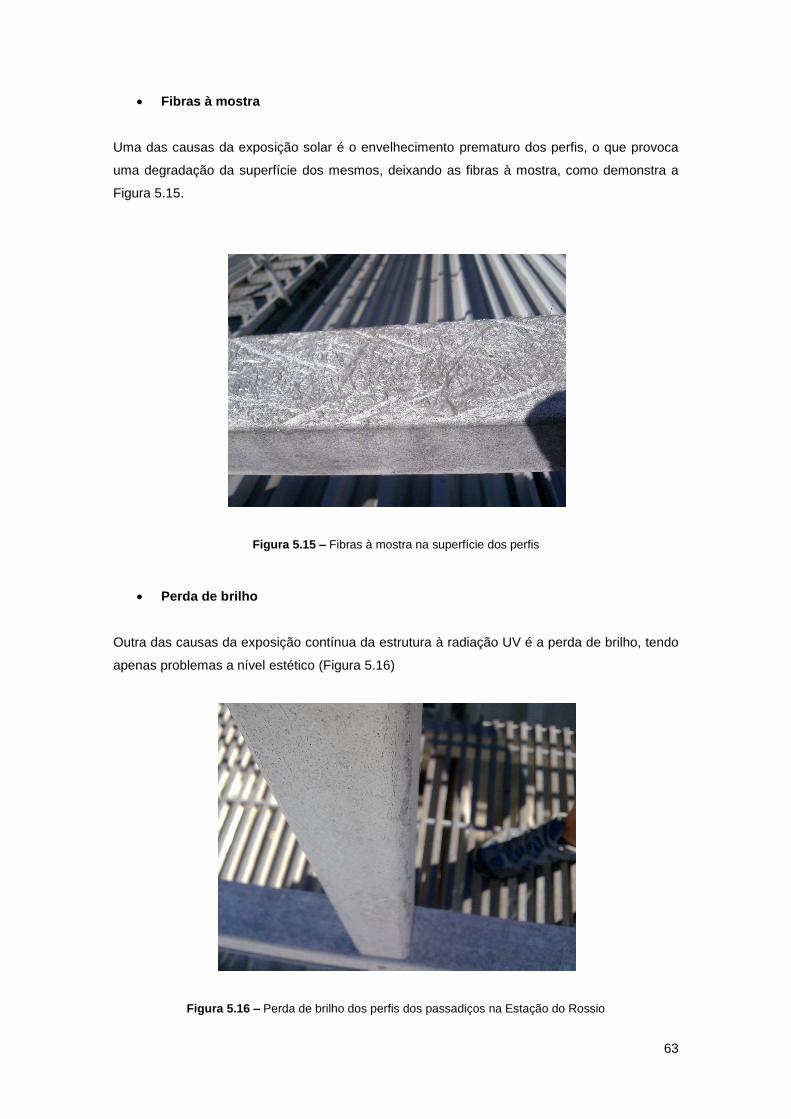
63
Fibras à mostra
Uma das causas da exposição solar é o envelhecimento prematuro dos perfis, o que provoca
uma degradação da superfície dos mesmos, deixando as fibras à mostra, como demonstra a
Figura 5.15.
Figura 5.15 – Fibras à mostra na superfície dos perfis
Perda de brilho
Outra das causas da exposição contínua da estrutura à radiação UV é a perda de brilho, tendo
apenas problemas a nível estético (Figura 5.16)
Figura 5.16 – Perda de brilho dos perfis dos passadiços na Estação do Rossio
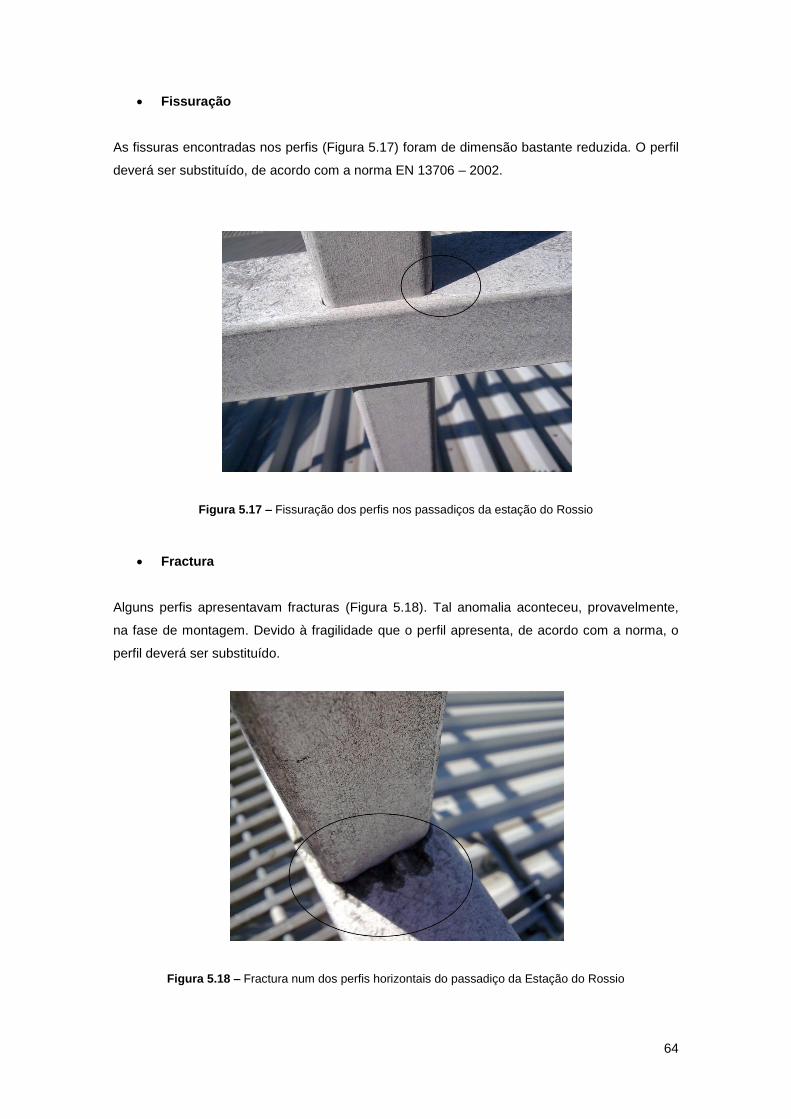
64
Fissuração
As fissuras encontradas nos perfis (Figura 5.17) foram de dimensão bastante reduzida. O perfil
deverá ser substituído, de acordo com a norma EN 13706 – 2002.
Figura 5.17 – Fissuração dos perfis nos passadiços da estação do Rossio
Fractura
Alguns perfis apresentavam fracturas (Figura 5.18). Tal anomalia aconteceu, provavelmente,
na fase de montagem. Devido à fragilidade que o perfil apresenta, de acordo com a norma, o
perfil deverá ser substituído.
Figura 5.18 – Fractura num dos perfis horizontais do passadiço da Estação do Rossio

65
Folga excessiva nas ligações
A folga excessiva nas ligações que a estrutura apresenta (principalmente nas ligações
rebitadas) deve-se, sobretudo, à falta de manutenção que a estrutura tem, uma vez que desde
a sua construção os perfis e as ligações ainda não foram revistos (Figura 5.19). Assim, as
ligações devem ser substituídas.
Figura 5.19 - Folga nas ligações (rebites e parafusos) dos perfis na Estação do Rossio
Erro no corte dos perfis
Durante a montagem dos passadiços, os perfis foram transportados para a obra e cortados in
situ, o que poderá causar alguns erros, como o presente na Figura 5.20, em que a abertura do
perfil para encaixe no perfil vertical que apoia o guarda-corpos foi mal executado. O perfil
horizontal deve ser substituído.
Figura 5.20 – Erro de corte dos perfis

66
5.4.2 Caso de estudo: Centro Comercial Colombo
O Centro Comercial Colombo construído no ano de 1997 possui uma zona pública onde foram
aplicados perfis compósitos em vários elementos não estruturais (Figura 5.21). Desde então,
nenhuma inspecção foi efectuada aos perfis. A escolha deste material foi feita por uma questão
de arquitectura e, estando o material na cobertura (cobrem os ventiladores de desenfumagem),
era necessário recorrer a um material leve e de baixa manutenção.
Figura 5.21 – Vista geral dos perfis de GFRP no C. C. Colombo
A grande maioria dos perfis não apresenta fibras à mostra, devido ao correcto tratamento
contra a radiação UV a que foram submetidos, como mostra a Figura 5.22.
Figura 5.22 – Superfície dos perfis de GFRP, sem fibras à mostra

67
De seguida, é apresentado um registo fotográfico e uma descrição das anomalias e danos
encontrados nos perfis.
Corrosão dos parafusos
Alguns parafusos apresentam um elevado nível de corrosão, devido à errada escolha no
material dos mesmos. A corrosão poderá levar à sua rotura, bem como da respectiva ligação,
como mostra a Figura 5.23.
Figura 5.23 – Corrosão dos parafusos nas ligações
Falta de anilhas nas ligações aparafusadas
Alguns parafusos não possuem anilhas entre a cabeça do parafuso e o perfil, como mostra a
Figura 5.24. A falta desta anilha pode causar danos na superfície do perfil e do parafuso, caso
o aperto seja excessivo. Nesse caso, a anilha distribui melhor a força do parafuso no perfil, não
causando tantos danos nos perfis.

68
Figura 5.24 – Pormenor da falta de anilhas nos parafusos
Colapso de ligações
Numa cobertura de exaustores não acessível, possivelmente devido à presença humana na
mesma, algumas das ligações viga-pilar estão partidas (Figura 5.25).
Figura 5.25 – Colapso das ligações entre viga e pilar numa parte da cobertura
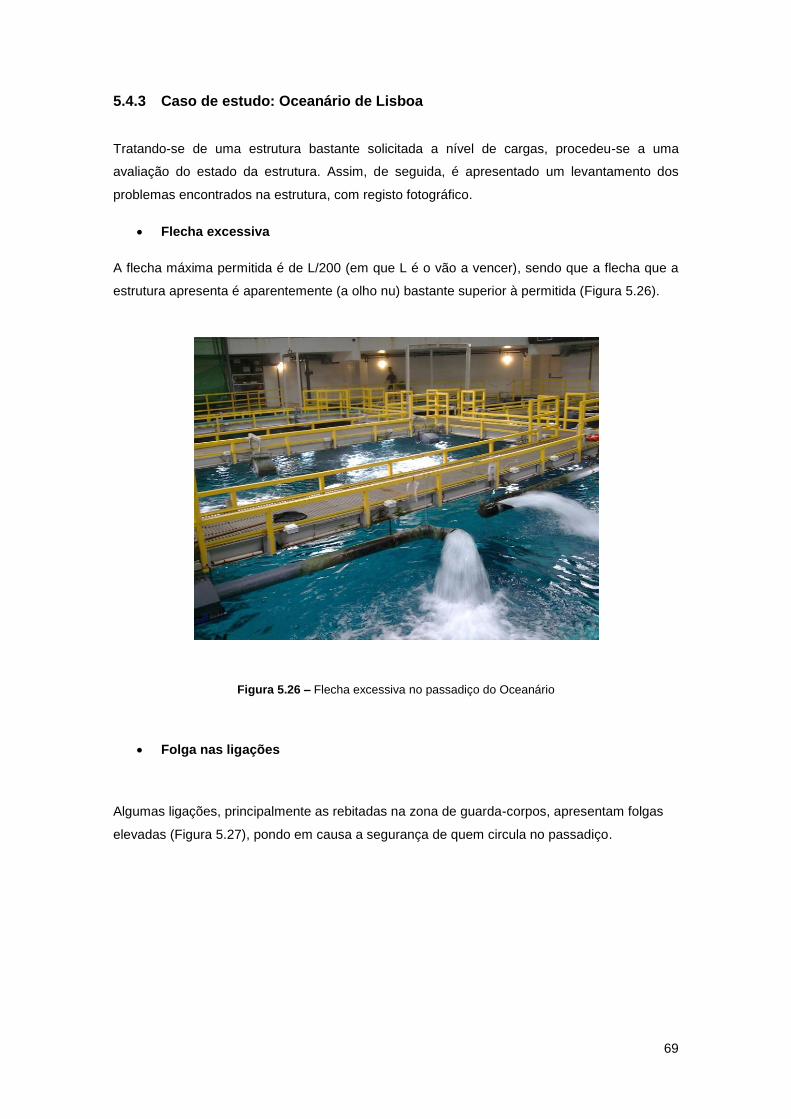
69
5.4.3 Caso de estudo: Oceanário de Lisboa
Tratando-se de uma estrutura bastante solicitada a nível de cargas, procedeu-se a uma
avaliação do estado da estrutura. Assim, de seguida, é apresentado um levantamento dos
problemas encontrados na estrutura, com registo fotográfico.
Flecha excessiva
A flecha máxima permitida é de L/200 (em que L é o vão a vencer), sendo que a flecha que a
estrutura apresenta é aparentemente (a olho nu) bastante superior à permitida (Figura 5.26).
Figura 5.26 – Flecha excessiva no passadiço do Oceanário
Folga nas ligações
Algumas ligações, principalmente as rebitadas na zona de guarda-corpos, apresentam folgas
elevadas (Figura 5.27), pondo em causa a segurança de quem circula no passadiço.

70
Figura 5.27 – Folga nas ligações do guarda-corpos do passadiço do Oceanário
Uma vez que os perfis não estavam expostos à radiação UV não foram encontradas fibras à
mostra nem houve perda de brilho dos perfis. Possivelmente, alguns dos perfis apresentam
fissuras, mas, devido à grande limitação de circulação pela estrutura, devido ao stress causado
aos animais, não foi possível fazer uma inspecção mais aprofundada.
Esta estrutura é a mais delicada de todas as inspeccionadas pois apresenta vãos
consideráveis para grandes cargas concentradas.

71
6 Reparação de perfis de GFRP
As anomalias descritas anteriormente são passíveis de reparação, sendo que algumas delas
apenas causam problemas estéticos, não pondo em causa a segurança da estrutura. Alguns
destes defeitos são causados por erro do operário que os monta, impactos durante o
manuseamento, armazenamento ou uso.
6.1 Técnicas de reparação
Em Portugal, como as estruturas de GFRP são maioritariamente secundárias e sem grande
relevo, tipicamente não é efectuada a reparação dos perfis. Contudo, sempre que algum perfil
apresenta algum dano ou algum problema, procede-se à sua substituição.
De seguida, são apresentadas algumas soluções de como reparar os perfis de forma a que
voltem a ter as capacidades resistentes e aspecto inicial [31].
Esmagamento do perfil
O esmagamento do perfil pode acontecer quando é dado aperto excessivo aos parafusos nas
ligações dos perfis ou quando é aplicada uma carga excessiva. Para que o perfil volte a ter a
capacidade de transmissão de carga e adquira a mesma rigidez, deverão ser colocados duas
chapas em toda a extensão do esmagamento, um por cima e outro por baixo com ligação
aparafusada.
Exposição de fibras
A exposição das fibras à superfície do perfil pode acontecer por dois motivos: envelhecimento
do perfil, devido à exposição solar e mau fabrico, em que as fibras não ficaram totalmente
impregnadas na resina.
Para a reparação da anomalia é necessário que a superfície do perfil seja envernizada para
que a degradação não avance para fibras mais internas. Assim, a camada de verniz irá servir
de protecção.
Reparação de danos superficiais
O seguinte procedimento apenas se aplica quando o dano é superficial, não atingindo a fibra
de vidro, apenas a camada superficial.
Para a reparação da superfície, devem-se seguir os seguintes passos:

72
1. Começar por lixar a superfície com uma lixa grossa, de forma a homogeneizar a
superfície, seguido de uma lixa fina para alisar a superfície. A superfície deve-se
encontrar limpa, seca e sem óleo ou cera. O uso de solventes (como a acetona) é
apropriado para esta finalidade.
2. De seguida, mistura-se uma quantidade de 1% a 2% de peróxido com resina, para uma
trabalhabilidade de 20min a uma temperatura de 25ºC.
3. Com a ajuda de uma espátula, espalhar a mistura, que deverá cobrir toda a zona a
reparar, saindo ligeiramente da zona, para compensar a retracção da mistura. Eliminar
as bolhas que eventualmente possam existir.
4. Cobrir a área de reparação com um papel de celofane ou PVA. Aguardar cerca de 3h
para que ocorra a cura.
5. Usar lixa 220, 320 e 600 respectivamente, para alisamento da superfície.
6. Para finalizar, aplica-se cera e lustre, de forma a dar brilho.
Fissuras, perfurações e buracos
Quando os danos não são apenas superficiais, devem-se seguir os seguintes passos de
reparação:
1. Preparar a área afectada através do corte da zona e remoção da parte danificada.
2. Usar celofane para tapar toda a zona afectada
3. Cortar o remendo de fibra de vidro com uma vez e meia o diâmetro do local a ser
reparado. A espessura deverá ser próxima da espessura do buraco a ser reparado.
4. Misturar uma grande quantidade de resina e catalisador. Espalhar a resina na área
afectada e aplicar o celofane sobre o interior do buraco.
5. Aplicar um rolo de forma a tirar todas as bolhas. Repetir os passos 5 e 6 até que a
secção fique homogénea e com uma espessura constante.
6. Após a cura, remover o celofane. Passar com uma lixa de 80.
Colonização Biológica
A colonização biológica que se instala na superfície dos perfis de GFRP não apresenta
qualquer problema para a estrutura, a não ser efeito visual. Para resolver o problema, basta
que a zona contaminada seja limpa, recorrendo a uma lixa fina (lixa 220).
6.2 Cuidados a ter no processo de reparação
Muitos dos materiais usados na reparação (como a acetona) são inflamáveis e evaporam com
muita facilidade, pelo que é preciso especial atenção no seu manuseamento.

73
Outro problema com a reparação prende-se com a necessidade de ser garantida a aderência
entre o perfil existente e o reforço. Assim, o perfil deve ser cuidadosamente limpo, lixado e
desengordurado. A transição do reforço deve ser suave e a área e espessura de sobreposição
varia com as cargas envolvidas e o meio ambiente [31].

74
75
7 Conclusões e perspectivas de desenvolvimentos
futuros
7.1 Conclusões
O presente trabalho foi realizado com a finalidade de estudar o controlo de qualidade dos perfis
de GFRP, desde a produção à inspecção de estruturas. Em Portugal o uso deste material é
ainda muito reduzido, e corresponde essencialmente a estruturas secundárias como
passadiços, escadas e guarda-corpos.
A prática do controlo de qualidade dos perfis (fabrico, pós-fabrico e montagem) é bastante
reduzida, em parte, devido à fraca relevância que as estruturas de GFRP têm em Portugal.
Ainda assim, a utilização destes perfis mostrou que são excelentes escolhas quando se trata
de localização de estruturas em meios agressivos, como o caso do Oceanário de Lisboa, onde
era condição essencial que o material não sofresse corrosão. O seu baixo peso (em
comparação com outros materiais semelhantes) também mostrou ser um ponto forte destes
materiais. Uma vez que estas estruturas têm pouca relevância, a grande maioria das estruturas
existentes nunca foram inspeccionadas, nem as estruturas construídas possuíram um plano de
montagem adequado.
No que toca ao controlo de qualidade na recepção dos perfis, este já existe. Por exemplo, a
empresa STEP tem conjuntos de fichas que usa para inspeccionar os perfis quando chegam à
empresa, pois são fabricados fora do país.
Na montagem dos perfis em obra, fruto da falta de controlo, foram encontrados diversos erros
nalgumas estruturas, como é o caso do passadiço da estação do Rossio em que foram
encontrados vários erros de corte dos perfis, desde erros de corte para encaixe dos perfis a
erros na furação para que as ligações fossem efectuadas.
A nível de controlo de qualidade na aplicação e controlo de durabilidade, este é praticamente
inexistente nas estruturas estudadas. A grande durabilidade dos perfis aliada ao uso em
estruturas secundárias fez com que estas estruturas tenham vindo a ser negligenciadas, não
tendo qualquer tipo de inspecção ao longo do tempo. Contudo, nenhuma anomalia grave foi
encontrada nas estruturas analisadas.
Sendo um material recente, a durabilidade dos perfis pultrudidos de GFRP é um tema que está
ainda longe de estar completamente entendido, existindo inúmeras questões ainda por
esclarecer.

76
7.2 Perspectivas de desenvolvimentos futuros
O assunto estudado na presente dissertação está longe de estar completamente entendido e
de reunir consenso, existindo diversas questões por esclarecer. Assim, de seguida,
apresentam-se algumas sugestões para futuros desenvolvimentos que poderão trazer
benefícios ao estado do conhecimento nesta área.
O conhecimento da durabilidade dos perfis de GFRP ainda não é conhecido na sua totalidade
pelo que seria uma mais-valia o estudo aprofundado dos diversos agentes de degradação em
diversos provetes submetidos a vários ambientes de envelhecimento e degradação de forma a
perceber quais as consequências daí provenientes a nível do desempenho do GFRP.
A resistência ao fogo é outro aspecto a estudar do material compósito, não existindo
informação suficiente acerca de como prevenir a propagação do fogo bem como da perda de
resistência do material.
A nível de aspecto do material, é conhecido o envelhecimento prematuro deste quando exposto
a radiação UV, sendo este um aspecto relevante para futuros trabalhos.

77
8 Bibliografia
[1] Cabral-Fonseca, S., “Materiais compósitos de matriz polimerica reforçada com fibras
usados na Engenharia Civil – Características e aplicações”, Informação Cientifica e Tecnica,
LNEC, Lisboa, 2005.
[2] Correia, J. P. R., “Perfis pultrudidos de fibra de vidro (GFRP). Aplicação de vigas mistas
GFRP-Betao na construção”, Dissertação de Mestrado, Instituto Superior Técnico, Março
2004.
[3] Karbhari, V.M., “Gap analysis for durability of fiber reinforced polymer composites in civil
infrastructure – Chapter 1: Introduction”, CERF, 2001.
[4] Keller, T., “Use of fibre reinforced polymers in bridge construction”, Structural engineering
documents, Nº7, IABSE, Zurique, p. 131, 2003. (Citado por [2])
[5] Cabral-Fonseca, S., “Caracterização de interfaces em compósitos de matriz termoplástica
reforçada com fibras de vidro longas”, Teses de Mestrado LNEC (Dissertação elaborada no
Laboratório de Engenharia Civil para obtenção do grau de Mestre em Engenharia de Polímeros
pelo Universidade do Minho), TM4, Laboratório Nacional de Engenharia Civil, Lisboa, 2002.
(Citado por [1])
[6] ALTO, Catálogo empresarial, ALTO Perfis Pultrudidos Lda., 2009.
[7] Site da empresa Pultrex: www.pultrex.com, visitado em 04/05/2010.
[8] STEP, Catálogo empresarial, Sociedade Técnica de Estruturas Pultrudidas Lda., 2010.
[9] Fiberline Composites (1995), “Fiberline Design Manual”.
[10] Karbhari, V.M., “Gap analysis for durability os fiber reinforced polymer composites in civil
infrastructure – Chapter 1: Introduction”, CERF, 2001.
[11] Ghorbel, I., Valentin, D., “Hydrotermal on the physic-chemical properties of pure glass fiber
reinforced polyester and vinylester resins”, Polymer Composites, Vol. 14, No. 4, p. 324-334,
1993.
[12] Pavlidou, S., Papaspyrides, C.D., “The effect of hydrothermal history on water sorption and
interlaminar shear strength of glass/polyester composites with different interfacial strength”,
Composites: Part A 34, p. 1117-1124, Elsevier, Setembro, 2002.

78
[13] Merdas, I., Thominette, F., Tcharkhtchi, A., Verdu, J., “Factors governing water absorption
by composite matrice”, Composites Science and Technology, Vol. 62, p. 487-492, Elsevier,
Novembro, 2002.
[14] Benmokrane, B., Faza, S., Ganga Rao, H.V.S., Karbhari. V.M., Porter, M., “Gap analysis for
durability of fiber reinforced polymer composites in civil infraestructure – Chapter 4: Effects of
alkaline environment”, CERF, 2001.
[15] Won, J.P., Lee, S.J., Kim, Y.J., Jang, C.I., Lee, S.W., “The effect of exposure to alkaline
solution and water on the strength-porosity relationship of GFRP rebar”, Composites: Part B 39,
p. 764-772, Elsevier, Agosto, 2007.
[16] Devalapura, R. K., Gauchel, J. V., “Long-term durability of GFRP composites in alkaline
environments”. Proceedings of the Third Non-metallic (FRP) Reinforcement for Concrete
Structures, International Symposium, Sapporo, Japan, Vol. 2, 1997 (Citado por [15])
[17] Juska, T., Dutta, P., Carlson, L., Weitsman, J., “Gap analysis for durability of fiber
reinforced polymer composites in civil infrastructure – Chapter 5: Thermal effects”, CERF, 2001.
[18] Kharbari, V.M., Chin, J.W., Hunston, D., Benmokrane, B., Juska, T., Morgan, R., Lesko,
J.J., Sorathia, U., Reynaud, D., “Durability Gap Analysis for Fiber Reinforced Polymer
Composites in civil Infraestructure”, Journal of Composites for Contruction, ASCE, Vol. 7, No. 3,
p. 238-247, 2003.
[19] Keller, T., Tirelli, T., Zhou, A., “Tensile fatigue performance of pultruded glass fiber
reinforced polymer profiles”, Composite Structures, Vol. 68, No. 2, p. 235-245, Elsevier, 2004.
[20] Mandell, J.F., Meyer, U., “Effects of stress ratio, frequency, loading time on tensile fatigue
of glass-reinforced epoxy”, em, O‟Brian, T.K., “Long-term behavior of composites”, p. 55-77.
1983. (Citado por [19])
[21] Chin, J.W., Martin, J., Nguyen, T., “Gap analysis for durability of fiber reinforced polymer
composites in civil infrastructure – Chapter 6 Effects of creep and relaxation”, CERF, 2001.
[22] Bogner, B.R., Borja P.P., “Ultra violet light resistance of pultruded composites”, Amoco
Chemical Chemistry, Paper for EPTA 2nd
World Pultrusion Conference, 1994.
[23] Bogner, B.R., Borja P.P., “Strenght retention of pultruded composites after exposure to
ultra-violet (UV) light”, BP Amoco research center, Naperville – Illinois, EUA.

79
[24] Braestrup, M., “Footbridge Constructed from Glass-Fiber-Reinforced Profiles, Denmark”,
Structural Engineering International, Vol. 9, No. 9, p. 256-258, 1999
[25] Burgoyne, C., “Advanced Composites in Civil Engineering in Europe”, Structural
Engineering International, Vol. 9, No. 9, p. 267-273, 1999.
[26] Keller, T., “Towards Structural Forms for Composite Fiber Materials”, Structural Engineering
International, Vol. 9, No. 4, p. 297-300, 1999.
[27] Sobrino, J.A., Pulido, M.D.G., (2002), “Towards Advanced Composite Material Footbridge”,
Structural Engineering International, Vol. 12, No. 9, p. 84-86, 1999.
[28] Keller, T., Bai, Y., Vallée, T. (2007), “Long-term Performance of a Glass Fiber-Reinforced
Polymer Truss Bridge”, Journal of Composites for Construction, Vol. 11, No. 1, p. 99 – 108,
ASCE, 1999.
[29] Bank, L., “A model specification for FRP composites for civil engineering structures”,
Construction and Building Materials, Nº 17, p. 405 – 427, 2007.
[30] EN 13706, “Reinforced plastics composites – Specifications for pultruded profiles”,
European Committee for Standardization, 2002.
[31] Site da empresa C. F. Maier Composites: www.cfmaier.com, visitado em 06/10/2010

80
81
Anexo I – Ponte
Pontresina

82

83
Componente Nome Tipo de secção Dimensões (mm) Danos Causas
Banzo superior UC 2 secções de ligação 160X48X8 Cada
Fibras à mostra no topo dos banzos
Perda de bilho na superficie do banzo
Fissuras longitudinais Impactos pontuais
Banzo inferior LC 2 secções de ligação 160X48X8 Cada
Quebra do banzo Impacto nos banzos
Fissuração longitudinal no banzo
Impactos pontuais
Diagonal à compressão
DT Tubo 100X100X8 Fissuração longitudinal Aperto excessivo dos parafusos
Danos pontuais Vandalismo
Pilar PT Tubo 100X100X8 Danos pontuais Vandalismo
Diagonal à tracção DF 2 Secções planas 100X10 Cada Superfície degradada Perda de resina
Placas espaçadoras SF Secção plana 10 (espessura) Superfície degradada Perda de resina
Vigas transversais junto das ligações
TC 2 Secções de ligação 160X48X8 Cada
Quebra nas pontas da viga Impactos nos banzos
Fibras à mostra Perda de brilho superficial
Fissuração longitudinal
Vigas transversais a meio vão
TI Secção em I 160X80X8
Fibras à mostra Perda de brilho superficial
Fissurração longitudinal na parte superior da alma
Excessiva flexão do banzo
Contraventamento WL Secção em L 80X80X8 Sem danos -----------

84
85
Anexo II – Ficha de controlo de
qualidade de materiais e pós
fabrico

86

87
Ficha de controlo de materiais e pós fabrico do perfil
Empresa: Data: ___ / ___ / ___
- Materiais e produção
Materiais Devem ser garantidas a boa qualidade da matéria-prima, quer da resina, quer das fibras de reforço, através da verificação do rótulo.
Material Critério aceitação Instrumento análise Decisão
Sim Não
Resina e componentes
Mistura dos componentes
conforme pedido
Recipiente medidor
Manta
Não se deve desfazer com a
mão Controle manual
Véu
Conforme rótulo Controle visual
Fibras de reforço
Não se deve
desfazer com a mão
Controle manual

88
Processo de Pultrusão Deve ser garantido o correcto posicionamento das fibras de vidro para que o perfil tenha a forma desejada
Especificação Forma Instrumento
análise
Decisão
Sim Não
Tipos de reforço
Contínuo Controle visual
Torcido Controle visual
Não torcido Controle visual
Deve ser garantida a total impregnação das fibras pela resina bem como de todos os parâmetros críticos para que o perfil seja fabricado de acordo com o projecto
Especificação Critério aceitação Instrument
o análise
Decisão
Sim Não
Velocidade de
processamento
De acordo com o projecto Monitor de
controlo
___________ m / min
Temperatura
85º C < T (Entrada) < 95º C
145º C ≤ T(Saída) ≤ 165º C
Monitor de controlo
T (entrada) __________ ºC
T (saída) _________ ºC
Empilhamento da
fibra de vidro
A fibra não deve estar sobreposta
Controle visual
Força de tracção
F ≈ 10 kN Monitor de
controlo
______________ kN
Impregnação Impregnação das fibras
pela matriz Visual

89
- Pós fabrico
Devem ser verificadas 10% de unidades por lote
Controlo a nível de aspecto
Especificação Critério aceitação
Instrumento análise
Decisão Observações
Sim Não
Cor
Conforme
encomenda
Colorímetro
Dimensão
Conforme
encomenda
Fita métrica
Aspecto
Uniforme / Liso /
Ausência de rebarbas
Controle visual
Análise química
Ausência do
certificado de análise
Controle visual
Análise estrutural
Ausência de fissuras, torções, empenos e
roturas
Controle visual
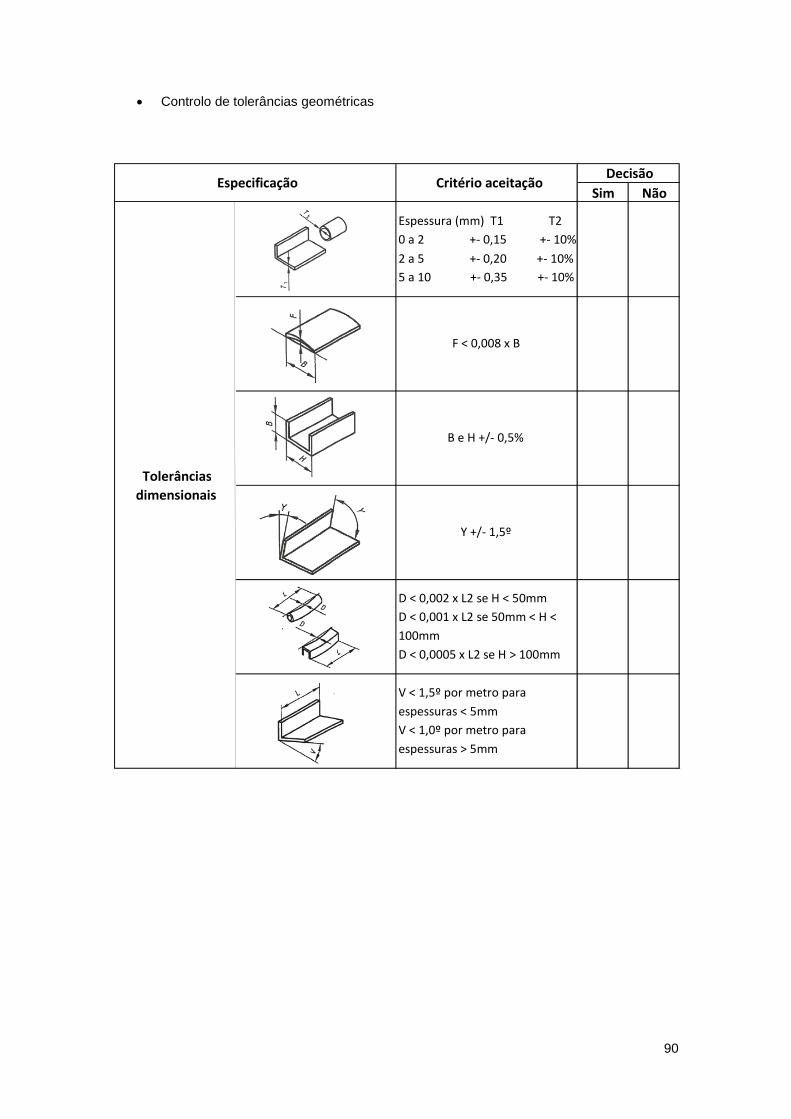
90
Controlo de tolerâncias geométricas
Sim Não
V < 1,5º por metro para
espessuras < 5mm
V < 1,0º por metro para
espessuras > 5mm
Tolerâncias
dimensionais
Espessura (mm) T1 T2
0 a 2 +- 0,15 +- 10%
2 a 5 +- 0,20 +- 10%
5 a 10 +- 0,35 +- 10%
F < 0,008 x B
B e H +/- 0,5%
Y +/- 1,5º
D < 0,002 x L2 se H < 50mm
D < 0,001 x L2 se 50mm < H <
100mm
D < 0,0005 x L2 se H > 100mm
Especificação Critério aceitação Decisão

91
Dureza Barcol
Na realização do teste de dureza Barcol mede-se a resistência da penetração de uma ponta de
aço forçada por uma mola. O teste mede o nível de cura da resina.
Especificação Critério de aceitação
Valor medido ( 0 – 100 )
Instrumento análise
Decisão
Sim Não
Dureza Barcol O valor medido
deve ser superior a 55
_________ Durómetro de
Barcol
Ensaios destrutivos, tracção e flexão
Devem ser ensaiado 1 perfil num lote de 100 perfis.
Ensaio à tracção realizados com base na ISO 527 - 4 - 1997
Ensaio à flexão realizados com base na ISO 14125
Teste Critério de aceitação Valor medido
Instrumento análise
Decisão
Sim Não
Tracção Ft > 400 kN ___________ kN Célula de carga
Flexão Ff > 420 kN/m ___________ kN/m Célula de carga

92

93
Anexo III – Ficha de controlo
de qualidade da preparação
dos perfis para obra

94
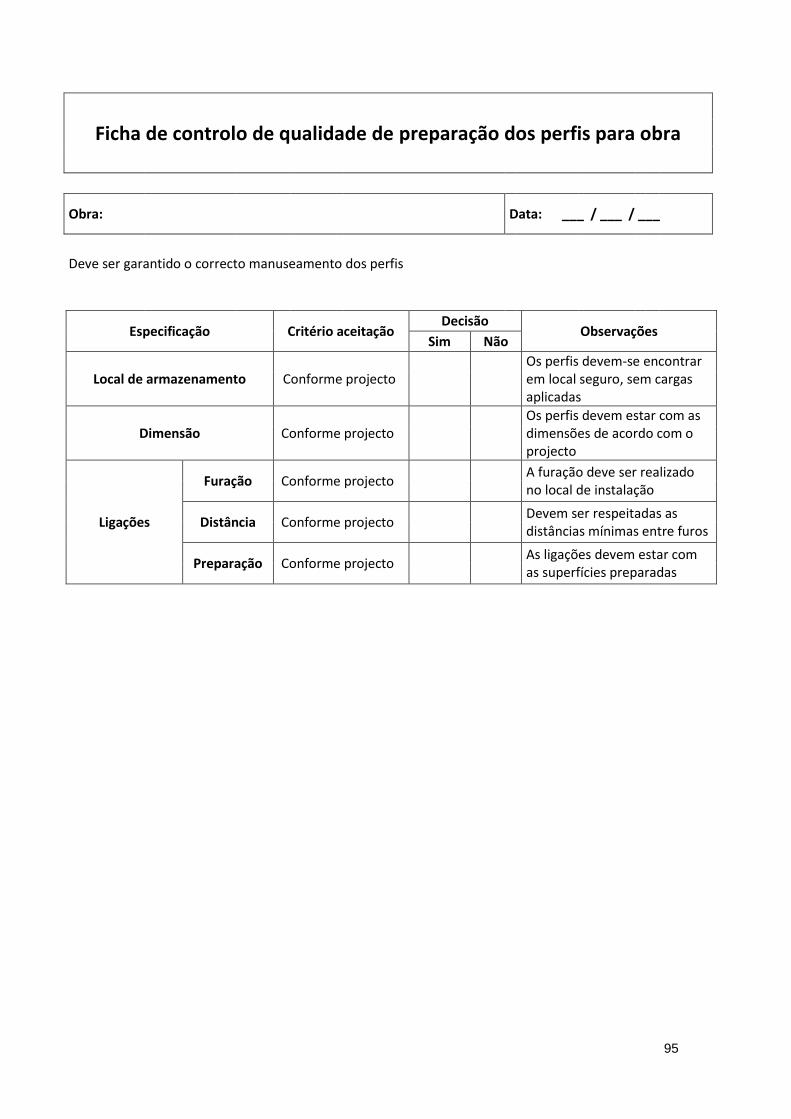
95
Ficha de controlo de qualidade de preparação dos perfis para obra
Obra: Data: ___ / ___ / ___
Deve ser garantido o correcto manuseamento dos perfis
Especificação Critério aceitação
Decisão Observações
Sim Não
Local de armazenamento Conforme projecto Os perfis devem-se encontrar em local seguro, sem cargas aplicadas
Dimensão Conforme projecto Os perfis devem estar com as dimensões de acordo com o projecto
Ligações
Furação Conforme projecto A furação deve ser realizado no local de instalação
Distância Conforme projecto Devem ser respeitadas as distâncias mínimas entre furos
Preparação Conforme projecto As ligações devem estar com as superfícies preparadas

96

97
Anexo IV – Ficha de controlo de
qualidade da montagem dos
perfis

98

99
Ficha de controlo de qualidade de aplicação dos perfis em obra
Obra: Data: ___ / ___ / ___
Perfil Nº ________________
Localização: ___________________________________________________________________________
Especificação Critério aceitação Instrumento análise
Decisão Observações
Sim Não
Dimensão Conforme projecto Fita métrica
Ligações
Tipos Conforme projecto Controle visual Colada / Aparafusada
Aperto Conforme projecto Chave dinamometrica

100

101
Anexo V – Ficha de controlo de
comportamento e serviço

102
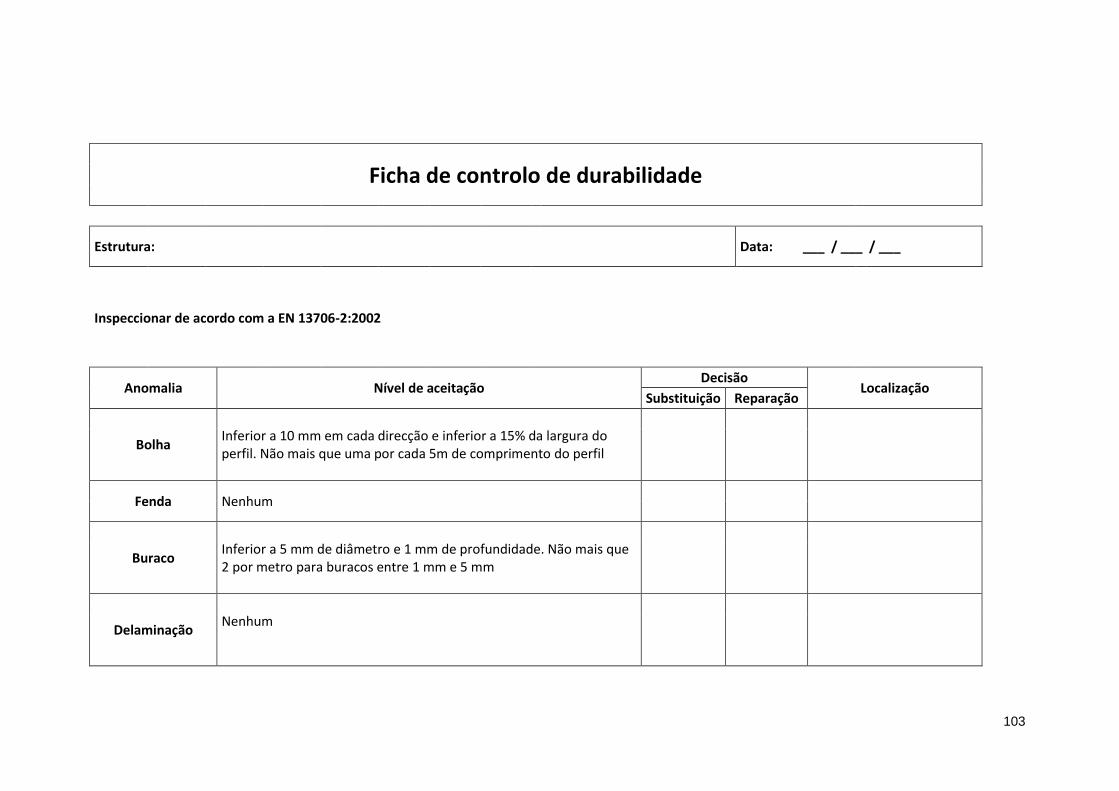
103
Ficha de controlo de durabilidade
Estrutura: Data: ___ / ___ / ___
Inspeccionar de acordo com a EN 13706-2:2002
Anomalia Nível de aceitação Decisão
Localização Substituição Reparação
Bolha
Inferior a 10 mm em cada direcção e inferior a 15% da largura do perfil. Não mais que uma por cada 5m de comprimento do perfil
Fenda Nenhum
Buraco
Inferior a 5 mm de diâmetro e 1 mm de profundidade. Não mais que 2 por metro para buracos entre 1 mm e 5 mm
Delaminação
Nenhum

104
Depressão
Depressão inferior a 0,20 mm. Não deve criar uma borda afiada nem perda de fibra. Caso os limites sejam excedidos, deve ser reparada
Brilho Permitido, excepto se a causa for cura insuficiente
Camadas expostas Permitido para materiais de revestimento e o total não exceda 20% da camada a inspeccionar
Desalinhamento
Não permitido se o desalinhamento causar um desvio da cama superior a 20% da espessura ou 1,5 mm fora do plano do perfil
Fractura Nenhum
Corpos estranhos
Deverá ser inferior a 5mm em qualquer direcção. Não deverá causar qualquer dano à superfície. Não mais que 1 por metro
Fibras internas não impregnadas
Permitido caso a área tenha um diâmetro inferior a 0,5 mm e que a área não seja superior a 2% da secção de corte
Fissuras internas Permitido desde que a fissura não penetre nas camadas internas
Porosidade interna
A soma da área dos vazios deverá ser inferior a 2% da secção de corte

105
Porosidade superficial
Permitido caso o vazio tenha menos de 0,4 mm de diâmetro e 0,4 mm de profundidade. Máximo de 5 vazios por 100 cm2 e o máximo de 1 área por 0, 3m
Excesso de resina Aceitável caso o perfil passe com sucesso os testes requeridos
Carbonização Permitido caso passe nos testes requeridos
Fibra em excesso fora do perfil
Permitido caso as fibras não estejam expostas e sejam garantidas as tolerâncias dimensionais
Cura insuficiente Nenhum
Ondulação na
superfície
Permitido caso as tolerâncias dimensionais sejam respeitadas
Inspeccionado por: ________________________________________________________________________________________