Manual de acrilico
20
Manual de uso del acrílico
-
Upload
yasniel-hernandez -
Category
Design
-
view
202 -
download
8
Transcript of Manual de acrilico

3
ACRILICOPAOLINI® es la marca que identifica al “POLIMETRACRILATO DE METILO” en forma de planchas por el método de colada en celda, producido y comercializado por PAOLINI S. A. I. C.
Propiedades
La elección de ACRILICOPAOLINI® como material apto para las más diversas aplicaciones, deviene de la suma de propiedades que hacen de él un material de gran versatilidad.
Las características más destacables de este material termoplástico son:
- Resistencia espontánea a la luz solar (luz U.V.) y agentes atmosféricos.- Buenas propiedades mecánicas y eléctricas.- Bajo peso específico. - Buena dureza y relativa resistencia al rayado.- El material cristal incoloro, transmite el 92% de la luz incidente.- Buena superficie y alto brillo.- Resistente a la mayoría de las más comunes sustancias químicas.- Resistencia a la intemperie y a los rayos U.V.- Aislante térmico y acústico.- Fácil de maquinar.- Gran capacidad de termoformado.- Apto para repulido de la superficie.- Reciclable.- Fácil limpieza.- Amplia gama de colores.- Buena resistencia a la flexión.
Este conjunto de propiedades permite su aplicación con éxito en la industria de la construcción, cartelería y señalización al exterior, artículos para el hogar, publicidad, regalos, iluminación, blindajes, bañeras, incubadoras, dispositivos para laboratorios y equipamiento hospitalario.
El ACRILICOPAOLINI® se ofrece en diversos grados, con características especiales para el uso especifico tales como material para uso sanitario, uso aeronáutico, naval, automotriz, ignífugo o con absorción especifica de radiación U.V., protección para museos, camas solares.
Las planchas de ACRILICOPAOLINI® se entregan con una protección de polietileno autoadhesivo en ambas caras, para evitar que durante el transporte, almacenaje y transformación, se dañe su brillante superficie.El film protector es fácilmente removible, quedando la superficie de la plancha absolutamente limpia, una vez que éste es retirado.Se debe evitar la exposición de las planchas ACRILICOPAOLINI® a la luz solar directa durante períodos prolongados, mientras estén protegidas por el film, ya que la luz solar degrada el polietileno y la película adhesiva puede ser transferida al acrílico dificultando la remoción de esta.
Almacenaje
Durante el almacenaje deben observarse ciertas condiciones básicas: los depósitos deben ser frescos, evitándose en ellos hornos, líneas de vapor, recipientes calientes y/o radiadores. Pues dichas fuentes de calor pueden deformar las láminas. Además deben ser ventilados, especialmente en las áreas circundantes hay acumulación de solventes. Siendo el ACRILICOPAOLINI® un material combustible, deberán considerarse las medidas de seguridad propias de un material de estas características, evitándose el contacto con las llamas. En su combustión no hay emisión de humos.
Estibaje
Las planchas de ACRILICOPAOLINI® deben ser estibadas lo mas verticalmente posible, debiendo tomar contacto unas con otras en la totalidad de su superficie, con el fin de conservarlas planas.
Seguridad
No es conveniente almacenar las planchas horizontalmente; ya que, por su peso, estas pueden sufrir deformaciones especialmente si las superficies no toman contacto entre ellas en toda su extensión.
Las planchas de ACRILICOPAOLINI® se pueden cortar con herramientas de corte manuales o eléctricas similares a las que se empelan en la industria de la madera, dependiendo del tipo de trabajo la elección del instrumento de corte.
Corte con lezna o buril
Tratándose de planchas finas, estas pueden cortarse de igual manera que un vidrio. Con una lezna o buril se hace una incisión profunda en la plancha. Apoyándola firmemente sobre un borde recto, y con fuerte presión se quiebra a lo largo de la marca realizada.
Los cortes rectos en una plancha de cualquier espesor, se deben realizar con sierras circulares. Los tipos de sierras son similares a los empleados en la industria maderera, pueden ser de acero rápido, acero al carbono o sierras de widia. Las sierras de acero rápido y al carbono, se emplean en espesores finos de hasta 5mm, y las de widia en espesores mayores. Las sierras de acero al carbono, si bien deben afilarse más seguido que las de acero rápido, tienen la ventaja de poder trabar sus dientes para facilitar la descarga del material. Esto da como resultado un corte más limpio y evita, además, el sobrecalentamiento del material. Las sierras de widia son apropiadas para trabajos pesados, tales como el corte de espesores. Su afinación no es frecuente, su facetado y ángulo de corte resuelven el problema de la descarga de material. El desperdicio de material por corte es mayor que con los otros tipos de sierra. El diámetro mas comúnmente empelado en sierras de acero al carbono es de 25 cm, con 220 dientes. La velocidad lineal de corte oscilara en aproximadamente 10/35 mt/min para una velocidad de rotación de 3000 a 6000 rpm. El avance del material durante el proceso de corte deberá ser continuo y adecuado para la velocidad de rotación de la sierra. Las sierras de widia, de acuerdo al tipo de máquina, variarán su diámetro entre 20 cm y 35 cm, con 60 y 84 dientes respectivamente.Perfiles y ángulos de corte de sierras de widia y acero al carbono:
Observaciones:Es de gran importancia el correcto afilado de las sierras para obtener cortes limpios y sin astilladuras, y para evitar que se eleve la temperatura y se dañe el material. También es importante lubricar las sierras para que no se sobrecalienten; de esta manera se evita que el material se ablande y se pegue a las mismas.
Corte con sierras Sierras sin fin y router (tupi):
Se utiliza la sierra sin fin cuando hay necesidad de hacer cortes curvos en planchas o piezas finas. Sin embrago, los elementos mas adecuados son los routers portátiles o fijos, eléctricos o neumáticos.
Los routers no sólo se emplean como elementos de corte, sino también como herramientas para terminación de bordes; lográndose así perfiles acordes con la geometría del router.
Características del router CNC:- tiene la capacidad de grabar y efectuar cortes 3D.- favorece el tratamiento de piezas de muy reducido tamaño (milímetros) o grandes dimensiones, gracias a una amplia superficie de corte (3 m × 2 m)- realiza fresados y desbastes.- posibilita la realización de trabajos en una sola pieza, sin empalmes.- consigue un acabado excelente, sin rebabas ni afección térmica, aunque es necesario un pulido posterior.- alcanza una altísima precisión en el corte (±0,025 mm según el espesor)- ofrece gran versatilidad, sin perder precisión, lo que permite la realización de los más complicados diseños
Corte y grabado laser.
El proceso de corte en láser es de gran utilidad en la actualidad ya que sus costos no son altos y la terminacion es perfecta, realiza cortes planos (2D) asi también los grabados.
El grabado en láser se produce al hacer incidir el haz de luz del láser sobre cualquier material volatilizando ó produciendo un cambio de color.
El proceso consiste en grabar materiales duros o blandos con el objetivo de dejar una marca, ya sea profunda o superficial, para personalizar o adornar. Se pueden hacer bajo relieve o alto relieve y sus principales aplicaciones son: personalización de objetos, manualidades, señalización, publicidad.
El acrílico es uno de los materiales más utilizados para corte y grabado láser, principalmente por la alta calidad de corte y por no requerir acabados.
Sierras manuales:
Para obtener resultados similares a los anteriores con una sierra manual, se requiere un entrenamiento especial de los operadores.Este elemento solo es recomendable para hobbystas o artesanos.
SISTEMAS DE CORTE
7manual de uso
SISTEMAS DE CORTE
6manual de uso
PRESENTACIÓN
5manual de uso
TABLA DE PROPIEDADES
4manual de uso
INTRODUCCIÓN
3manual de uso
INDICE
2manual de uso
Introducciónpropiedades
Tabla de propiedades
Presentaciónalmacenajeestibajeseguridad
Sistemas de cortecorte con lezna o burilcorte con sierrassierras sin fin y routerrouter CNCcorte y grabado lásersierras manualesagujereadocaladofresado y torneado
Termoformado
Medios de calefacciónhornos de aireparrillas calefactoras
Transformacióndobladotermoformado libretermoformado por presión de aire y vacíotermoformado con combinación de los métodos anteriores
Moldeomoldeo por vacío
33
4
5555
6667777888
9
101010
11111111
12
1313
14
151515
151616161617
171717
1818191919
Guía practica de moldeo por termoformado
Acabadopulido mecánicolimpieza
Pegadopreparaciónpegado por inmersiónaplicación con jeringa hipodérmicacemento autopolimerizableprecauciones para el pegado
Pintadopintado a sopleteserigrafía
Montaje e Instalaciónespesores recomendables de instalacióncurvado en fríosistemas de instalaciónfijación con tornillos o pernos
SISTEMAS DE CORTE
8manual de uso
Agujereado
Cualquier agujereadora de pie es adecuada para horadar acrílico, y permite mayor precisión y control que una agujereadora portátil.
Observaciones:
a) Las mechas pueden tener algunas de las geometrías sugeridas a continuación, y deben permanecer constantemente bien afiladas para evitar astilladuras en las planchas acrílicas.
b) El vértice de la mecha deberá emerger de la cara opuesta, después de que la base del cono de la herramienta haya penetrado en el material.
c) Para espesores de hasta 4 mm, no es necesario recurrir a la lubricación. Para espesores mayores, la lubricación se hace indispensable, ya que el trabajo mecánico eleva la temperatura de la pieza provocando los siguientes inconvenientes: el sobrecalentamiento genera tensiones internas, que aumentan el riesgo de rotura si la pieza se somete a una sobrecarga o presión. Las mismas tensiones inducen muy rápidamente a un acentuado crazing por exposición a la luz y al calor.
Generalmente, una pieza manufacturada sin lubricación presenta, por los efectos de la temperatura, paredes con alto grado de distorsión, debido al arrastre de material y a la irregularidad superficial. Una correcta lubricación reduce o elimina dichos problemas. Se recomienda el uso de aceites solubles.
Calado
El calado se puede hacer con sierras caladoras, que deberán tener un brazo suficientemente grande como para barrer amplias superficies.
Las sierras, en estos casos, consisten en “varillas” metálicas con dientes finos a las que, al imprimirle un movimiento de vaivén vertical a través de la plancha, cortan según un modelo deseado.
Fresado y Torneado
Haciendo extensiva la asimilación del acrílico a la madera, desde el punto de vista del mecanizado, podemos decir que las operaciones de fresado y torneado son similares a las de la industria maderera o metalúrgica.
Como en estas operaciones la generación de calor por el mecanizado es importante, resulta indispensable que ellas se realicen con intensa lubricación, para evitar sobrecalentamientos que debilitan a la pieza por generación de tensiones internas.
TERMOFORMADO
9manual de uso
Las planchas ACRILICOPAOLINI® son termoplásticas; de ahí que una vez calentadas uniformemente, y a una temperatura adecuada, adquieren flexibilidad y elasticidad. Bajo ese estado, es posible moldearlas por doblado o estiramiento sobre un molde. Una vez que la pieza se enfría, mantendrá la forma adquirida en la matriz. Para un correcto termoformado deben tenerse en cuenta las siguientes precauciones:
1) Las planchas tendrán una contracción de aproximadamente el 2%, si estas son calentadas libremente, y su espesor incrementara proporcionalmente un 4%.
2) La temperatura de moldeo deberá estar comprendida entre 150° y 180°C. Los tiempos necesarios para alcanzar dicha temperatura dependerán del tipo de fuente calefactora, espesor y color de la plancha.
3) Un excesivo calentamiento de la plancha a moldear se manifiesta primero por la aparición de burbujas en la superficie, y luego en la masa, cuando éste es más acentuado.
4) Si la temperatura desciende por debajo del límite inferior de moldeo, la pieza se conformará mal o se romperá.
Una vez lograda la forma sobre el molde, la pieza se dejará enfriar lenta y uniformemente y se retirará aun tibia (40-50°C). De esta forma se evitan las tensiones internas que incrementan la fragilidad del producto.
GRAFICOS
Temp. Máx de Servicio
Máxima Elongación
Rango de Temp. de Termoformado
Principio de deterioro con elevada humedad absorbida
Temperatura de Descomposición
0º C 80º C 110º C 150º C 180º C 200º C
rango deTERMOFORMADO
Man
ual
de
uso
del
acr
ílico
MEDIOS DE CALEFACCIÓN
10manual de uso
Hornos de Aire
Los hornos de aire con circulación forzada son el medio más idóneo para el calentamiento de las planchas a termoformar, ya que un buen control térmico evita el sobrecalentamiento, independientemente del tiempo y la cantidad de las mismas en el proceso.Sim embargo, debe tenerse en cuenta que la velocidad del aire no puede ser inferior a 12 m/min.
Parrillas calefactoras
Las parrillas calefactoras pueden ser eléctricas o a gas, y resuelven los problemas operativos con mayor facilidad que en el caso anterior; pues la plancha es calentada sobre el molde en su respectivo marco.Una calefacción superior e inferior minimiza el tiempo y uniforma la temperatura de la plancha en forma casi óptima.
Diagrama de calefacción de una plancha acrílica (tiempo en función del espesor).
1) Intercambiador2) Turbina3) Plancha acrílica.4) Corriente de aire5) Pinzas de sujeción6) Termostato
5
3
4
6
4
12
1) Horno de aire por convección.2) Calefacción por radiación sobre una cara.3) Calefacción por radiación sobre ambas cara.
TRANSFORMACIÓN
11manual de uso
Parrillas calefactoras
Las parrillas calefactoras pueden ser eléctricas o a gas, y resuelven los problemas operativos con mayor facilidad que en el caso anterior; pues la plancha es calentada sobre el molde en su respectivo marco.Una calefacción superior e inferior minimiza el tiempo y uniforma la temperatura de la plancha en forma casi óptima.
Diagrama de calefacción de una plancha acrílica (tiempo en función del espesor).
Doblado
El doblado es una transformación común en los materiales termoplásticos, y suele hacerse con resistencias planas, tubos de cuarzo eléctricos o alambres.Calentando correctamente el área de doblado logramos ángulos y esquinas brillantes. Los equipos son de una gran sencillez.
Termoformado por presión de aire y por vacío
Las planchas ACRILICOPAOLINI® pueden ser termoformadas con ayuda de aire a presión o vacío, aun sin molde. La forma de la pieza esta determinada por la geometría de la base de sujeción. El sistema de termoformado por presión de aire y vacio, permite hacer domos de base circular, cuadrada o rectangular. De esta forma se confeccionan cúpulas para aviones y helicópteros.
Termoformado libre
Es el método más sencillo y consiste en extender sobre el molde la plancha ACRILICOPAOLINI® a temperatura de termoformado. Para evitar que por el contacto plancha- molde la pieza presente marcas en su superficie, se suele pegar una franela sobre este.
1) plancha de acrílico2) molde frío3) resistencia eléctrica4) zona de calentamiento
12
34
Term
ofor
mad
o po
r pr
esió
n de
aire
y p
or v
acío
Termoformado a presión mecánica
1) calefactor2) cierre rápido3) platina4) plancha acrílica5) cámara de presión
En este proceso, el molde puede ser simplemente hecho por perfilería metálica, la que solo toma contacto con la plancha acrílica al definir sus aristas. La pieza final tiene muy buena calidad óptica.
TRANSFORMACIÓN
12manual de uso
Termoformado con combinación de los métodos anteriores
a) Soplado y embutido seguido de evacuación de aire.Este método se emplea especialmente cuando se desean piezas con espesores de paredes más uniformes.
b) Soplado, embutido, seguido de vacío en el sistema.
MOLDEO
13manual de uso
Los moldes a emplear en la confección de artículos acrílicos, especialmente cuando se trabajan planchas transparentes, deben hacerse con perfilería metálica bien pulida y preferentemente cromada. De esta forma, el contacto de la plancha con el molde sólo ocurre a lo largo de las aristas del modelo, de modo tal que los planos permanecen inalterados, conservando el brillo y superficie original.
Es de hacer notar que, al tomar contacto el acrílico con el molde, el primero, quedará marcado en forma irregular, independientemente de la calidad del pulido de la matriz.Un ejemplo ampliamente difundido de este sistema de moldeo, es el termoformado de bañeras, lavatorios, inodoros y bidets con ACRILICOPAOLINI® para uso sanitario. Así, se logran piezas de gran belleza y funcionalidad.Todos los artefactos tienen contornos suaves y superficies brillantes, que se obtienen fácilmente mediante el sistema por vacío. Durante el proceso, deben guardarse condiciones de extrema limpieza.Dado el tamaño y la calidad requerida por estas piezas se recurre generalmente a prensas con un mediano nivel de automatización y control. Para este moldeo se utilizan moldes tipo “Hembra”.
Moldeo por vacío
El moldeo por vacío es similar al de cualquier otro material termoplástico, y en el diseño del molde deben considerarse los radios y ángulos de la pieza, por la menor definición del acrílico.
1) calefactores2) marco de sujeción3) cámara de vacío4) portamolde5) molde6) tanque de vacío7) bomba de vacío
1
2
3
4
12
3
4
56 7
GUIA PRÁCTICA DE MOLDEO POR TERMOFORMADO
14manual de uso
ACABADO
15manual de uso
Cuando las planchas ACRILICOPAOLINI® son cortadas, independientemente del método empleado, presentan una superficie irregular. Esto no permite pegar una plancha o pieza en forma prolija, y tampoco puede ser presentado dicho corte como trabajo definitivo en cualquier pieza manufacturada.
Las operaciones a seguir, para poder restaurar la superficie, son las siguientes:
1) Se puede recurrir a un rasqueteado con un fleje metálico de bordes curvos que, aplicándolo con fuerza sobre la superficie, arrastrará virutas uniformando el plano.
2) A continuación, también manualmente, y con movimiento de vaivén, se desplazará un taco de madera revestido con lija al agua, empleando granulometrías decrecientes comenzando con 120- 400- 600.Finalizada la última aplicación, la pieza está en condiciones de ser pulida.
Contando con lijadoras planetarias o de banda, estas operaciones pueden realizarse en muy breve tiempo.Las lijadoras de banda son las más recomendadas por su velocidad de trabajo y permiten, además, trabajar en húmedo. Con ello, la operación es mas limpia y las temperaturas de trabajo no inducen tensiones.
Pulido mecánico
La superficie lijada, y sin marcas superficiales, se encuentra lista para ser pulida. Así, se restaurará el brillo del plano mecanizado y éste alcanzará el mismo aspecto que la superficie de las planchas.
Se utilizan en esta operación (pulido) exclusivamente discos de franela suaves, evitándose la mezcla con tejido sintético. El diámetro de dichos discos será de aproximadamente 30 cm Y el grosor de 7 cm.
Una amoladora de 2,0 a 2,5 HP con 2.800 v.p.m es suficiente como para operar el disco de franela anteriormente descripto.
Como agente abrasivo se emplean pastas de pulido que se aplican a la rueda de franela de movimiento. Luego se apoya la pieza a pulir, imprimiéndole un movimiento de vaivén sin demasiada presión, para evitar sobrecalentamientos que puedan deformar la pieza por fusión incipiente, amén de las tensiones que en ella generan.
Todos los materiales plásticos tienen una acentuada tendencia a cargarse estáticamente, por ello se adhiere el polvillo del ambiente sobre los mismos. Una manera de evitar este inconveniente es aplicar sobre la superficie una fina película de antiestático, y así mantenerla limpia.
PEGADO
Las planchas ACRILICOPAOLINI® pueden ser pegadas entre ellas y con otros plásticos. Sin embrago, deben cuidarse otros aspectos para obtener un trabajo satisfactorio.
En principio, el adhesivo a emplear deberá elegirse en función del material (acrílico) u otros materiales que deseen pegarse a él.
El adhesivo debe atacar ligeramente al acrílico a pegar, y a su vez ser eliminado del medio por una ligera corriente de aire, para evitar concentraciones elevadas que pueden atacar la pieza.Es importante tener en cuenta este último punto. Especialmente cuando las piezas a pegar, han sido mecanizadas sin observar las recomendaciones referidas a los sobrecalentamientos.
Los adhesivos pueden ser:1) Solventes puros, con mayor o menor velocidad de evaporación.2) Soluciones de solvente/polímero.3) Soluciones autopolimerizables.
La elección del método dependerá del tipo de trabajo y de la habilidad del operador.
Limpieza
Si la pieza una vez terminada se debiera limpiar por haberse manchado con polvos, ceras, etc., durante el proceso de transformación, se lavará con agua, detergente y una franela o esponja, siempre húmeda, hasta remover la suciedad o materiales ligeramente adheridos.
1) acrílico2) banda de esmeril3) cilindro motor3’) polea libreA) nivel de agua
PEGADO
16manual de uso
Preparación
Independientemente del adhesivo y del método empleado, las piezas a unir deben ser mecanizadas perfectamente para evitar irregularidades superficiales, pues desniveles en las mismas separan las superficies y, en las zonas circundantes aparecen oclusiones de aire que desmerecen la calidad del pegado. Este inconveniente que se pone de manifiesto claramente cuando el adhesivo es sólo un solvente, disminuye en el caso de adhesivo solvente/polímero por el aporte de sólidos a la soldadura.Cuando se emplean cementos autopolimerizables, donde el solvente es reactivo, este fenómeno puede llegar a pasar desapercibido.
Pegado por inmersión
Este es un método de buen resultado y fácil aplicación. Consiste en sumergir el borde de la pieza a pegar en un recipiente de poca profundidad, o bien sobre una almohadilla con solventes puros. Pocos minutos son suficientes para que se ablande el borde. Una vez escurrido el solvente, se aplica la pieza sobre la superficie a pegar con ligera presión durante unos segundos, y luego se abandona la pieza hasta que se evapore el solvente.
Aplicación con jeringa hipodérmica
El proceso es simple y basta aplicar el adhesivo sobre la unión de las piezas, permitiendo que éste se difunda por capilaridad.El adhesivo solvente, el adhesivo solvente/polímero o el cemento autopolimerizable, pueden ser aplicados con jeringa hipodérmica.En estos casos es conveniente limitar, con cinta autoadhesiva, el escurrimiento del adhesivo sobre la superficie.
Cemento autopolimerizable
a) Cinta autoadhesiva para contener el desborde de polímero fraguante.b) Polímero fraguante.c) Pieza acrílica mecanizada a 20º. .
Cuando se empela cemento, autopolimerizable, debe evitarse la incorporación de burbujas de aire durante la aplicación. Los tiempos que deberán dejarse abandonadas las piezas, antes de mecanizarlas, dependerán del tipo de adhesivo o cemento empleado, y de las condiciones ambientales.Los adhesivos solventes sueldan rápidamente los planos acrílicos. La resistencia mecánica de la unión es aceptable, aunque baja cuando estas uniones son expuestas a la intemperie.Los adhesivos solvente/polímero y cemento son, en orden creciente, los medios recomendados para la unión de piezas acrílicas por su resistencia mecánica y resistencia a la intemperie.Algunas de las uniones o juntas más adecuadas cuando se trata de pegar láminas acrílicas:
a
a
b
c
Incorrecto
Bueno
Excelente
PINTADO
17manual de uso
Precauciones para el pegado:
La mayoría de los solventes y cementos empleados como adhesivos son altamente inflamables, ligeramente tóxicos e irritantes de la piel y los ojos.Debido a estas circunstancias, deben tomarse un mínimo de precauciones tales como:1) Trabajar en lugares bien ventilados.2) Evitar la presencia de llamas.3) No dejar que los adhesivos entren en contacto con piel y ojos.
La calidad de los pigmentos y/o colorantes también debe ser adecuada al uso.
Ya en vía operativa, debe cuidarse extremadamente la limpieza de la superficie, pues los aceites y grasas impedirán un correcto pintado. La remoción debe hacerse sin alterar la superficie de ahí que el solvente no debe atacarlo.
A esto le seguirá un lavado con agua que luego deberá ser eliminada perfectamente, cuidando en esta operación de eliminar el polvo que puede depositarse por carga estática.
Serigrafía
La serigrafía es una técnica de impresión empleada en el método de reproducción de documentos e imágenes sobre cualquier material, y consiste en transferir una tinta a través de una gasa tensada en un marco, el paso de la tinta se bloquea en las áreas donde no habrá imagen mediante una emulsión o barniz, quedando libre la zona donde pasará la tinta.
El sistema de impresión es repetitivo, esto es, que una vez que el primer modelo se ha logrado, la impresión puede ser repetida cientos y hasta miles de veces sin perder definición.
Se sitúa la malla, unida a un marco para mantenerla tensa, sobre el soporte a imprimir y se hace pasar la tinta a través de ella, aplicándole una presión moderada con un rasero, generalmente de caucho.
La impresión se realiza a través de una tela de trama abierta, enmarcada en un marco, que se emulsiona con UN (material foto sensible). Por contacto, el original, se expone a la luz, para endurecer las partes libres de imagen. Por el lavado con agua se diluye la parte no expuesta, dejando esas partes libres en la tela.
El soporte a imprimir se coloca bajo el marco, dentro del cual se coloca la tinta, que se extiende sobre toda la tela por medio de una regla de goma. La tinta pasa a través de la malla en la parte de la imagen y se deposita en el papel o tela. El marco de madera se ajusta a una mesa, llamada pulpo por medio de bisagras o brazos, que permiten subirlo y bajarlo para colocar y retirar los pliegos impresos.
Pintado a soplete
Las planchas ACRILICOPAOLINI® no agotan sus posibilidades con el simple moldeo o armado de piezas, ya que pueden ser pintadas y con ello tener aplicación en el campo publicitario o decorativo.
El pintar una plancha ACRILICOPAOLINI® exige guardar una serie de simples normas para obtener un buen resultado. Las recomendaciones siguientes son las generales para este tipo de labores.
En primer lugar, la elección de la pintura es la clave de un trabajo correcto siendo recomendada especialmente la de base acrílica, por su compatibilidad y resistencia a la luz solar, más aún cuando se trata de aplicaciones al exterior.
Los solventes de la pintura no deberán atacar excesivamente al material, pues ese fenómeno termina por degradar el área tratada, produciendo fisuras que debilitan las propiedades mecánicas de la pieza (crazing).
a
b c
d
ea) maniguetab) pinturac) screend) marco de sustentacióne) acrílico
Serigrafía
Pintado a soplete
PEGADO MONTAJE E INSTALACIÓN
18manual de uso
Debido a un elevado coeficiente de dilatación comparado con acero, madera, hormigón o vidrio, el montaje e instalación de planchas y paneles acrílicos moldeados requiere de algunas precauciones. Es por ello que deben tenerse en consideración los posibles cambios dimensionales.
Coeficientes de dilatación térmica de diversos materiales cm x cm x ºC
Espesores recomendables de instalación
Espesores mínimos en mm para paneles planos en fachadas exteriores de acuerdo a sus dimensiones superficiales.
ACRILICOPAOLINI® 0.000070
Plomo 0.000027Aluminio 0.000020Cobre 0.000015Acero 0.000010Vidrio 0.000008Hormigón 0.000006
Medidas
(cm)
30 45 60 80 120 150 180 210
30 3,2
45 3,2 5
60 3,2 5 6
90 3,2 5 6 8
120 3,2 5 6 8 10
150 3,2 5 6 8 10 12
180 3,2 5 6 8 10 12 12
210 3,2 5 6 8 10 12 12 12
MONTAJE E INSTALACIÓN
19manual de uso
Curvado en frío
Las planchas ACRILICOPAOLINI® pueden curvarse en frío.
El radio no debe ser inferior a mínimo 180 veces el espesor de la plancha. Este valor límite puede ser alcanzado sin que se pongan de manifiesto tensiones.
Deberá cuidarse que el apoyo perimetral de la plancha sea liso y permita el deslizamiento de la misma por efecto de la dilatación
Sistemas de instalación
Sistema flotante
El burlete puede ser de caucho, silicona o cualquier material que permita el libre movimiento de la plancha ACRILICOPAOLINI® en su alojamiento, y su espesor de 1.5 mm debe soportar sin desgarrarse las contracciones y dilataciones de la plancha acrílica.
Sistema de retén cementado
Fijación con tornillos o pernos
Este tipo de instalaciones son más conflictivas, porque el anclaje es más severo que el de las descripciones anteriores. Debido a esto, el orificio pasante en la lámina deber ser de mayor diámetro que el tornillo o remache, para evitar el apoyo de éste sobre las caras internas, pues una tensión grande puede inducir la rotura a partir de dicho orificio.
A) Perfilería metálica.B) Burlete mínimo 1,5 mm de ancho.C) Plancha ACRILICOPAOLINI®D) Huelgo de expansión 3mm/m lineal de plancha acrílica.E) Embutido mínimo 10 mm.Perfilería Metálica.
A) Perfilería metálica.B) Burlete de fijación mínimo de 1,5 mm.C) Plancha ACRILICOPAOLINI® D) Huelgo de expansión mínimo 3 mm/m lineal de chapa.E) Embutido de plancha ACRILICOPAOLINI®
Aquí, en la mecanización del agujero, son válidos todos los razonamientos dichos en el caso de agujereado de acrílico.
A) Perfilería metálica.B) Burlete de fijación (mínimo de 1,5 mm)C) Plancha ACRILICOPAOLINI®D) Huelgo de expansión (mínimo 3 mm/m lineal de plancha)E) Embutido de plancha.F) Arandela de goma.
Ante cualquier requerimiento especial, consulte con el Departamento Técnico de Paolini S.A.I.C
EC 01Vigencia: 30/07/2008
7 RECICLABLE Ninguna parte de este manual puede ser reproducida sin la expresa autorización de PAOLINI S.A.I.C
Propiedades ópticas Índice de refracción Transmitancia Nubosidad (Haze)
% %
D-542 D-791 D-1003
1,49 92 1
1,49 92 1
1,50 92 1
1,49 90 4
Propiedades químicas Resistencia a la intemperie Resistencia a los ácidos débiles Resistencia a los ácidos fuertes Resistencia a los alcais débiles Resistencia a los alcais fuertes Ácidos Oxidantes
Excelente No es atacado No es atacado No es atacado
Es atacado Es atacado
Excelente No es atacado No es atacado No es atacado
Es atacado Es atacado
Amarillea No es atacado No es atacado No es atacado
Es atacado Es atacado
Excelente No es atacado No es atacado No es atacado
Es atacado Es atacado
Propiedades mecánicas
Unidades Normas
Astm ACRILICOPAOLINI®
Colado
Acrílico Extruído
Ignífugo
Extruído Alto Impacto
Tracción Resistencia en el límite elástico Resistencia a la rotura Elongación a la rotura Modulo de la elasticidad
Kg/cm2 Kg/cm2
% Kg/cm2
D-638 D-638 D-638 D-638
-
562-773 4,5
24.600-31.000
-
492-773 5,0
23.000-31.000
-
562-878 5,0
26.600-33.700
-
386 - -
Flexión Resistencia en el límite elástico o rotura Módulo de elasticidad
Kg/cm2 Kg/cm2
D-790 D-790
840-1.190
27.500-33.400
740-1.300
22.800-32.300
840-1.250
24.600-31.600
562
17.500
Compresión Resistencia a la compresión (ruptura) Módulo de compresión
Kg/cm2 Kg/cm2
D-695 D-695
773-1.330
27.500-33.300
740-1260
26.000-32.300
773-840 31.000
- -
Impacto Resistencia al impacto IZOD
Kg/cm/cm
D-256 A
1,9
2,4
1,9
6,52
Dureza Rockwell Barcol
D-795 D-2583
M-80- M-100
50
M-68- M105
50
M-61- M-100
45
R-99 35
Propiedades Térmicas Coeficiente de dilatación lineal Temperatura de deflexión bajo carga Conductibilidad térmica Calor especifico
cm/cm°C 18´6 kg/cm
10 -4cal cm/sec cm2 °C Cal/g/°C
D-696 D-648 C-177
6,0 x 10-5 86°C
4,0-6,0 0,35
1,3 x 10-5 74-99°C 4,0- 6,0
0,35
1,3 x 10-5 68-96°C 4,0-6,0 0,35
82°C
- 0.35
Propiedades físicas Peso especifico Absorción de agua
g/cm3
% D-792 D-570
1,19-1,20 0,2-0,4
1,19-1,20 0,1-0,4
1,23 0,63
1,15 0,4
Propiedades eléctricas Resistencia eléctrica Rigidez dieléctrica
Ohm/cm Kv/mm
D-257 D-149
>106
19 >106
17 >106 16
- -
DEFECTO PROBABLE CAUSA POSIBLES CORRECCIONES Burbujas en la chapa.
Plancha demasiado caliente.
Reducir tiempo de calentamiento. Reducir la potencia de los calefactores. Alejar los calefactores. Emplear un tejido metálico como pantalla (sombra)
Formato incompleto. Definición pobre.
Plancha demasiado fría. Vacío insuficiente. Baja presión de aire.
Incrementar la temperatura de la plancha. Verificar posibles pérdidas del sistema. Aumentar la reserva de vacío. Aumentar el diámetro de los orificios de vacío en el molde. Aumentar la presión del aire.
Fondos y esquinas finas de bajo espesor.
Técnica de moldeo pobre. Plancha demasiado fría. Moldeo demasiado rápido. Molde no adecuado.
Cambiar el ciclo de moldeo, ya sea por soplado o compresión. Rediseñar el molde. Usar pantalla metálica para controlar perfil de temperatura. Reducir la velocidad de moldeo.
Variación extrema de espesores. Pieza combinada.
Plancha mal calentada. Molde demasiado frío. Plancha que se desliza sobre el molde. Plancha muy caliente.
Controlar perfil de temperatura. Controlar los calefactores. Ajustar el marco con mayor presión. Reducir tiempo o temperatura.
Pozos, hoyos, granos y marcas Plancha que se pega al molde.
Orificios de vacío demasiado grandes. Excesiva suciedad en el molde o plancha. Molde rugoso.
Reducir el diámetro de los orificios. Disminuir la depresión. Limpiar molde y/o plancha. Pulir molde.
Plancha que se pega al molde
Molde demasiado rugoso. Dibujos demasiado profundos.
Rediseño del molde.
Pieza con distorsión. Remoción de la pieza demasiado caliente. Mala calefacción. Enfriamiento no uniforme.
Aumentar el tiempo de enfriamiento, colocando la pieza desmoldada en molde frío. Controlar perfil de temperaturas. Corregir el molde.
Roturas de piezas ya formadas.
Mal diseño del molde. Calentamiento insuficiente. Molde muy frío.
Incrementar los radios. Controlar temperaturas y/o tiempode calefacción.

3
ACRILICOPAOLINI® es la marca que identifica al “POLIMETRACRILATO DE METILO” en forma de planchas por el método de colada en celda, producido y comercializado por PAOLINI S. A. I. C.
Propiedades
La elección de ACRILICOPAOLINI® como material apto para las más diversas aplicaciones, deviene de la suma de propiedades que hacen de él un material de gran versatilidad.
Las características más destacables de este material termoplástico son:
- Resistencia espontánea a la luz solar (luz U.V.) y agentes atmosféricos.- Buenas propiedades mecánicas y eléctricas.- Bajo peso específico. - Buena dureza y relativa resistencia al rayado.- El material cristal incoloro, transmite el 92% de la luz incidente.- Buena superficie y alto brillo.- Resistente a la mayoría de las más comunes sustancias químicas.- Resistencia a la intemperie y a los rayos U.V.- Aislante térmico y acústico.- Fácil de maquinar.- Gran capacidad de termoformado.- Apto para repulido de la superficie.- Reciclable.- Fácil limpieza.- Amplia gama de colores.- Buena resistencia a la flexión.
Este conjunto de propiedades permite su aplicación con éxito en la industria de la construcción, cartelería y señalización al exterior, artículos para el hogar, publicidad, regalos, iluminación, blindajes, bañeras, incubadoras, dispositivos para laboratorios y equipamiento hospitalario.
El ACRILICOPAOLINI® se ofrece en diversos grados, con características especiales para el uso especifico tales como material para uso sanitario, uso aeronáutico, naval, automotriz, ignífugo o con absorción especifica de radiación U.V., protección para museos, camas solares.
Las planchas de ACRILICOPAOLINI® se entregan con una protección de polietileno autoadhesivo en ambas caras, para evitar que durante el transporte, almacenaje y transformación, se dañe su brillante superficie.El film protector es fácilmente removible, quedando la superficie de la plancha absolutamente limpia, una vez que éste es retirado.Se debe evitar la exposición de las planchas ACRILICOPAOLINI® a la luz solar directa durante períodos prolongados, mientras estén protegidas por el film, ya que la luz solar degrada el polietileno y la película adhesiva puede ser transferida al acrílico dificultando la remoción de esta.
Almacenaje
Durante el almacenaje deben observarse ciertas condiciones básicas: los depósitos deben ser frescos, evitándose en ellos hornos, líneas de vapor, recipientes calientes y/o radiadores. Pues dichas fuentes de calor pueden deformar las láminas. Además deben ser ventilados, especialmente en las áreas circundantes hay acumulación de solventes. Siendo el ACRILICOPAOLINI® un material combustible, deberán considerarse las medidas de seguridad propias de un material de estas características, evitándose el contacto con las llamas. En su combustión no hay emisión de humos.
Estibaje
Las planchas de ACRILICOPAOLINI® deben ser estibadas lo mas verticalmente posible, debiendo tomar contacto unas con otras en la totalidad de su superficie, con el fin de conservarlas planas.
Seguridad
No es conveniente almacenar las planchas horizontalmente; ya que, por su peso, estas pueden sufrir deformaciones especialmente si las superficies no toman contacto entre ellas en toda su extensión.
Las planchas de ACRILICOPAOLINI® se pueden cortar con herramientas de corte manuales o eléctricas similares a las que se empelan en la industria de la madera, dependiendo del tipo de trabajo la elección del instrumento de corte.
Corte con lezna o buril
Tratándose de planchas finas, estas pueden cortarse de igual manera que un vidrio. Con una lezna o buril se hace una incisión profunda en la plancha. Apoyándola firmemente sobre un borde recto, y con fuerte presión se quiebra a lo largo de la marca realizada.
Los cortes rectos en una plancha de cualquier espesor, se deben realizar con sierras circulares. Los tipos de sierras son similares a los empleados en la industria maderera, pueden ser de acero rápido, acero al carbono o sierras de widia. Las sierras de acero rápido y al carbono, se emplean en espesores finos de hasta 5mm, y las de widia en espesores mayores. Las sierras de acero al carbono, si bien deben afilarse más seguido que las de acero rápido, tienen la ventaja de poder trabar sus dientes para facilitar la descarga del material. Esto da como resultado un corte más limpio y evita, además, el sobrecalentamiento del material. Las sierras de widia son apropiadas para trabajos pesados, tales como el corte de espesores. Su afinación no es frecuente, su facetado y ángulo de corte resuelven el problema de la descarga de material. El desperdicio de material por corte es mayor que con los otros tipos de sierra. El diámetro mas comúnmente empelado en sierras de acero al carbono es de 25 cm, con 220 dientes. La velocidad lineal de corte oscilara en aproximadamente 10/35 mt/min para una velocidad de rotación de 3000 a 6000 rpm. El avance del material durante el proceso de corte deberá ser continuo y adecuado para la velocidad de rotación de la sierra. Las sierras de widia, de acuerdo al tipo de máquina, variarán su diámetro entre 20 cm y 35 cm, con 60 y 84 dientes respectivamente.Perfiles y ángulos de corte de sierras de widia y acero al carbono:
Observaciones:Es de gran importancia el correcto afilado de las sierras para obtener cortes limpios y sin astilladuras, y para evitar que se eleve la temperatura y se dañe el material. También es importante lubricar las sierras para que no se sobrecalienten; de esta manera se evita que el material se ablande y se pegue a las mismas.
Corte con sierras Sierras sin fin y router (tupi):
Se utiliza la sierra sin fin cuando hay necesidad de hacer cortes curvos en planchas o piezas finas. Sin embrago, los elementos mas adecuados son los routers portátiles o fijos, eléctricos o neumáticos.
Los routers no sólo se emplean como elementos de corte, sino también como herramientas para terminación de bordes; lográndose así perfiles acordes con la geometría del router.
Características del router CNC:- tiene la capacidad de grabar y efectuar cortes 3D.- favorece el tratamiento de piezas de muy reducido tamaño (milímetros) o grandes dimensiones, gracias a una amplia superficie de corte (3 m × 2 m)- realiza fresados y desbastes.- posibilita la realización de trabajos en una sola pieza, sin empalmes.- consigue un acabado excelente, sin rebabas ni afección térmica, aunque es necesario un pulido posterior.- alcanza una altísima precisión en el corte (±0,025 mm según el espesor)- ofrece gran versatilidad, sin perder precisión, lo que permite la realización de los más complicados diseños
Corte y grabado laser.
El proceso de corte en láser es de gran utilidad en la actualidad ya que sus costos no son altos y la terminacion es perfecta, realiza cortes planos (2D) asi también los grabados.
El grabado en láser se produce al hacer incidir el haz de luz del láser sobre cualquier material volatilizando ó produciendo un cambio de color.
El proceso consiste en grabar materiales duros o blandos con el objetivo de dejar una marca, ya sea profunda o superficial, para personalizar o adornar. Se pueden hacer bajo relieve o alto relieve y sus principales aplicaciones son: personalización de objetos, manualidades, señalización, publicidad.
El acrílico es uno de los materiales más utilizados para corte y grabado láser, principalmente por la alta calidad de corte y por no requerir acabados.
Sierras manuales:
Para obtener resultados similares a los anteriores con una sierra manual, se requiere un entrenamiento especial de los operadores.Este elemento solo es recomendable para hobbystas o artesanos.
SISTEMAS DE CORTE
7manual de uso
SISTEMAS DE CORTE
6manual de uso
PRESENTACIÓN
5manual de uso
TABLA DE PROPIEDADES
4manual de uso
INTRODUCCIÓN
3manual de uso
INDICE
2manual de uso
Introducciónpropiedades
Tabla de propiedades
Presentaciónalmacenajeestibajeseguridad
Sistemas de cortecorte con lezna o burilcorte con sierrassierras sin fin y routerrouter CNCcorte y grabado lásersierras manualesagujereadocaladofresado y torneado
Termoformado
Medios de calefacciónhornos de aireparrillas calefactoras
Transformacióndobladotermoformado libretermoformado por presión de aire y vacíotermoformado con combinación de los métodos anteriores
Moldeomoldeo por vacío
33
4
5555
6667777888
9
101010
11111111
12
1313
14
151515
151616161617
171717
1818191919
Guía practica de moldeo por termoformado
Acabadopulido mecánicolimpieza
Pegadopreparaciónpegado por inmersiónaplicación con jeringa hipodérmicacemento autopolimerizableprecauciones para el pegado
Pintadopintado a sopleteserigrafía
Montaje e Instalaciónespesores recomendables de instalacióncurvado en fríosistemas de instalaciónfijación con tornillos o pernos
SISTEMAS DE CORTE
8manual de uso
Agujereado
Cualquier agujereadora de pie es adecuada para horadar acrílico, y permite mayor precisión y control que una agujereadora portátil.
Observaciones:
a) Las mechas pueden tener algunas de las geometrías sugeridas a continuación, y deben permanecer constantemente bien afiladas para evitar astilladuras en las planchas acrílicas.
b) El vértice de la mecha deberá emerger de la cara opuesta, después de que la base del cono de la herramienta haya penetrado en el material.
c) Para espesores de hasta 4 mm, no es necesario recurrir a la lubricación. Para espesores mayores, la lubricación se hace indispensable, ya que el trabajo mecánico eleva la temperatura de la pieza provocando los siguientes inconvenientes: el sobrecalentamiento genera tensiones internas, que aumentan el riesgo de rotura si la pieza se somete a una sobrecarga o presión. Las mismas tensiones inducen muy rápidamente a un acentuado crazing por exposición a la luz y al calor.
Generalmente, una pieza manufacturada sin lubricación presenta, por los efectos de la temperatura, paredes con alto grado de distorsión, debido al arrastre de material y a la irregularidad superficial. Una correcta lubricación reduce o elimina dichos problemas. Se recomienda el uso de aceites solubles.
Calado
El calado se puede hacer con sierras caladoras, que deberán tener un brazo suficientemente grande como para barrer amplias superficies.
Las sierras, en estos casos, consisten en “varillas” metálicas con dientes finos a las que, al imprimirle un movimiento de vaivén vertical a través de la plancha, cortan según un modelo deseado.
Fresado y Torneado
Haciendo extensiva la asimilación del acrílico a la madera, desde el punto de vista del mecanizado, podemos decir que las operaciones de fresado y torneado son similares a las de la industria maderera o metalúrgica.
Como en estas operaciones la generación de calor por el mecanizado es importante, resulta indispensable que ellas se realicen con intensa lubricación, para evitar sobrecalentamientos que debilitan a la pieza por generación de tensiones internas.
TERMOFORMADO
9manual de uso
Las planchas ACRILICOPAOLINI® son termoplásticas; de ahí que una vez calentadas uniformemente, y a una temperatura adecuada, adquieren flexibilidad y elasticidad. Bajo ese estado, es posible moldearlas por doblado o estiramiento sobre un molde. Una vez que la pieza se enfría, mantendrá la forma adquirida en la matriz. Para un correcto termoformado deben tenerse en cuenta las siguientes precauciones:
1) Las planchas tendrán una contracción de aproximadamente el 2%, si estas son calentadas libremente, y su espesor incrementara proporcionalmente un 4%.
2) La temperatura de moldeo deberá estar comprendida entre 150° y 180°C. Los tiempos necesarios para alcanzar dicha temperatura dependerán del tipo de fuente calefactora, espesor y color de la plancha.
3) Un excesivo calentamiento de la plancha a moldear se manifiesta primero por la aparición de burbujas en la superficie, y luego en la masa, cuando éste es más acentuado.
4) Si la temperatura desciende por debajo del límite inferior de moldeo, la pieza se conformará mal o se romperá.
Una vez lograda la forma sobre el molde, la pieza se dejará enfriar lenta y uniformemente y se retirará aun tibia (40-50°C). De esta forma se evitan las tensiones internas que incrementan la fragilidad del producto.
GRAFICOS
Temp. Máx de Servicio
Máxima Elongación
Rango de Temp. de Termoformado
Principio de deterioro con elevada humedad absorbida
Temperatura de Descomposición
0º C 80º C 110º C 150º C 180º C 200º C
rango deTERMOFORMADO
Man
ual
de
uso
del
acr
ílico
MEDIOS DE CALEFACCIÓN
10manual de uso
Hornos de Aire
Los hornos de aire con circulación forzada son el medio más idóneo para el calentamiento de las planchas a termoformar, ya que un buen control térmico evita el sobrecalentamiento, independientemente del tiempo y la cantidad de las mismas en el proceso.Sim embargo, debe tenerse en cuenta que la velocidad del aire no puede ser inferior a 12 m/min.
Parrillas calefactoras
Las parrillas calefactoras pueden ser eléctricas o a gas, y resuelven los problemas operativos con mayor facilidad que en el caso anterior; pues la plancha es calentada sobre el molde en su respectivo marco.Una calefacción superior e inferior minimiza el tiempo y uniforma la temperatura de la plancha en forma casi óptima.
Diagrama de calefacción de una plancha acrílica (tiempo en función del espesor).
1) Intercambiador2) Turbina3) Plancha acrílica.4) Corriente de aire5) Pinzas de sujeción6) Termostato
5
3
4
6
4
12
1) Horno de aire por convección.2) Calefacción por radiación sobre una cara.3) Calefacción por radiación sobre ambas cara.
TRANSFORMACIÓN
11manual de uso
Parrillas calefactoras
Las parrillas calefactoras pueden ser eléctricas o a gas, y resuelven los problemas operativos con mayor facilidad que en el caso anterior; pues la plancha es calentada sobre el molde en su respectivo marco.Una calefacción superior e inferior minimiza el tiempo y uniforma la temperatura de la plancha en forma casi óptima.
Diagrama de calefacción de una plancha acrílica (tiempo en función del espesor).
Doblado
El doblado es una transformación común en los materiales termoplásticos, y suele hacerse con resistencias planas, tubos de cuarzo eléctricos o alambres.Calentando correctamente el área de doblado logramos ángulos y esquinas brillantes. Los equipos son de una gran sencillez.
Termoformado por presión de aire y por vacío
Las planchas ACRILICOPAOLINI® pueden ser termoformadas con ayuda de aire a presión o vacío, aun sin molde. La forma de la pieza esta determinada por la geometría de la base de sujeción. El sistema de termoformado por presión de aire y vacio, permite hacer domos de base circular, cuadrada o rectangular. De esta forma se confeccionan cúpulas para aviones y helicópteros.
Termoformado libre
Es el método más sencillo y consiste en extender sobre el molde la plancha ACRILICOPAOLINI® a temperatura de termoformado. Para evitar que por el contacto plancha- molde la pieza presente marcas en su superficie, se suele pegar una franela sobre este.
1) plancha de acrílico2) molde frío3) resistencia eléctrica4) zona de calentamiento
12
34
Term
ofor
mad
o po
r pr
esió
n de
aire
y p
or v
acío
Termoformado a presión mecánica
1) calefactor2) cierre rápido3) platina4) plancha acrílica5) cámara de presión
En este proceso, el molde puede ser simplemente hecho por perfilería metálica, la que solo toma contacto con la plancha acrílica al definir sus aristas. La pieza final tiene muy buena calidad óptica.
TRANSFORMACIÓN
12manual de uso
Termoformado con combinación de los métodos anteriores
a) Soplado y embutido seguido de evacuación de aire.Este método se emplea especialmente cuando se desean piezas con espesores de paredes más uniformes.
b) Soplado, embutido, seguido de vacío en el sistema.
MOLDEO
13manual de uso
Los moldes a emplear en la confección de artículos acrílicos, especialmente cuando se trabajan planchas transparentes, deben hacerse con perfilería metálica bien pulida y preferentemente cromada. De esta forma, el contacto de la plancha con el molde sólo ocurre a lo largo de las aristas del modelo, de modo tal que los planos permanecen inalterados, conservando el brillo y superficie original.
Es de hacer notar que, al tomar contacto el acrílico con el molde, el primero, quedará marcado en forma irregular, independientemente de la calidad del pulido de la matriz.Un ejemplo ampliamente difundido de este sistema de moldeo, es el termoformado de bañeras, lavatorios, inodoros y bidets con ACRILICOPAOLINI® para uso sanitario. Así, se logran piezas de gran belleza y funcionalidad.Todos los artefactos tienen contornos suaves y superficies brillantes, que se obtienen fácilmente mediante el sistema por vacío. Durante el proceso, deben guardarse condiciones de extrema limpieza.Dado el tamaño y la calidad requerida por estas piezas se recurre generalmente a prensas con un mediano nivel de automatización y control. Para este moldeo se utilizan moldes tipo “Hembra”.
Moldeo por vacío
El moldeo por vacío es similar al de cualquier otro material termoplástico, y en el diseño del molde deben considerarse los radios y ángulos de la pieza, por la menor definición del acrílico.
1) calefactores2) marco de sujeción3) cámara de vacío4) portamolde5) molde6) tanque de vacío7) bomba de vacío
1
2
3
4
12
3
4
56 7
GUIA PRÁCTICA DE MOLDEO POR TERMOFORMADO
14manual de uso
ACABADO
15manual de uso
Cuando las planchas ACRILICOPAOLINI® son cortadas, independientemente del método empleado, presentan una superficie irregular. Esto no permite pegar una plancha o pieza en forma prolija, y tampoco puede ser presentado dicho corte como trabajo definitivo en cualquier pieza manufacturada.
Las operaciones a seguir, para poder restaurar la superficie, son las siguientes:
1) Se puede recurrir a un rasqueteado con un fleje metálico de bordes curvos que, aplicándolo con fuerza sobre la superficie, arrastrará virutas uniformando el plano.
2) A continuación, también manualmente, y con movimiento de vaivén, se desplazará un taco de madera revestido con lija al agua, empleando granulometrías decrecientes comenzando con 120- 400- 600.Finalizada la última aplicación, la pieza está en condiciones de ser pulida.
Contando con lijadoras planetarias o de banda, estas operaciones pueden realizarse en muy breve tiempo.Las lijadoras de banda son las más recomendadas por su velocidad de trabajo y permiten, además, trabajar en húmedo. Con ello, la operación es mas limpia y las temperaturas de trabajo no inducen tensiones.
Pulido mecánico
La superficie lijada, y sin marcas superficiales, se encuentra lista para ser pulida. Así, se restaurará el brillo del plano mecanizado y éste alcanzará el mismo aspecto que la superficie de las planchas.
Se utilizan en esta operación (pulido) exclusivamente discos de franela suaves, evitándose la mezcla con tejido sintético. El diámetro de dichos discos será de aproximadamente 30 cm Y el grosor de 7 cm.
Una amoladora de 2,0 a 2,5 HP con 2.800 v.p.m es suficiente como para operar el disco de franela anteriormente descripto.
Como agente abrasivo se emplean pastas de pulido que se aplican a la rueda de franela de movimiento. Luego se apoya la pieza a pulir, imprimiéndole un movimiento de vaivén sin demasiada presión, para evitar sobrecalentamientos que puedan deformar la pieza por fusión incipiente, amén de las tensiones que en ella generan.
Todos los materiales plásticos tienen una acentuada tendencia a cargarse estáticamente, por ello se adhiere el polvillo del ambiente sobre los mismos. Una manera de evitar este inconveniente es aplicar sobre la superficie una fina película de antiestático, y así mantenerla limpia.
PEGADO
Las planchas ACRILICOPAOLINI® pueden ser pegadas entre ellas y con otros plásticos. Sin embrago, deben cuidarse otros aspectos para obtener un trabajo satisfactorio.
En principio, el adhesivo a emplear deberá elegirse en función del material (acrílico) u otros materiales que deseen pegarse a él.
El adhesivo debe atacar ligeramente al acrílico a pegar, y a su vez ser eliminado del medio por una ligera corriente de aire, para evitar concentraciones elevadas que pueden atacar la pieza.Es importante tener en cuenta este último punto. Especialmente cuando las piezas a pegar, han sido mecanizadas sin observar las recomendaciones referidas a los sobrecalentamientos.
Los adhesivos pueden ser:1) Solventes puros, con mayor o menor velocidad de evaporación.2) Soluciones de solvente/polímero.3) Soluciones autopolimerizables.
La elección del método dependerá del tipo de trabajo y de la habilidad del operador.
Limpieza
Si la pieza una vez terminada se debiera limpiar por haberse manchado con polvos, ceras, etc., durante el proceso de transformación, se lavará con agua, detergente y una franela o esponja, siempre húmeda, hasta remover la suciedad o materiales ligeramente adheridos.
1) acrílico2) banda de esmeril3) cilindro motor3’) polea libreA) nivel de agua
PEGADO
16manual de uso
Preparación
Independientemente del adhesivo y del método empleado, las piezas a unir deben ser mecanizadas perfectamente para evitar irregularidades superficiales, pues desniveles en las mismas separan las superficies y, en las zonas circundantes aparecen oclusiones de aire que desmerecen la calidad del pegado. Este inconveniente que se pone de manifiesto claramente cuando el adhesivo es sólo un solvente, disminuye en el caso de adhesivo solvente/polímero por el aporte de sólidos a la soldadura.Cuando se emplean cementos autopolimerizables, donde el solvente es reactivo, este fenómeno puede llegar a pasar desapercibido.
Pegado por inmersión
Este es un método de buen resultado y fácil aplicación. Consiste en sumergir el borde de la pieza a pegar en un recipiente de poca profundidad, o bien sobre una almohadilla con solventes puros. Pocos minutos son suficientes para que se ablande el borde. Una vez escurrido el solvente, se aplica la pieza sobre la superficie a pegar con ligera presión durante unos segundos, y luego se abandona la pieza hasta que se evapore el solvente.
Aplicación con jeringa hipodérmica
El proceso es simple y basta aplicar el adhesivo sobre la unión de las piezas, permitiendo que éste se difunda por capilaridad.El adhesivo solvente, el adhesivo solvente/polímero o el cemento autopolimerizable, pueden ser aplicados con jeringa hipodérmica.En estos casos es conveniente limitar, con cinta autoadhesiva, el escurrimiento del adhesivo sobre la superficie.
Cemento autopolimerizable
a) Cinta autoadhesiva para contener el desborde de polímero fraguante.b) Polímero fraguante.c) Pieza acrílica mecanizada a 20º. .
Cuando se empela cemento, autopolimerizable, debe evitarse la incorporación de burbujas de aire durante la aplicación. Los tiempos que deberán dejarse abandonadas las piezas, antes de mecanizarlas, dependerán del tipo de adhesivo o cemento empleado, y de las condiciones ambientales.Los adhesivos solventes sueldan rápidamente los planos acrílicos. La resistencia mecánica de la unión es aceptable, aunque baja cuando estas uniones son expuestas a la intemperie.Los adhesivos solvente/polímero y cemento son, en orden creciente, los medios recomendados para la unión de piezas acrílicas por su resistencia mecánica y resistencia a la intemperie.Algunas de las uniones o juntas más adecuadas cuando se trata de pegar láminas acrílicas:
a
a
b
c
Incorrecto
Bueno
Excelente
PINTADO
17manual de uso
Precauciones para el pegado:
La mayoría de los solventes y cementos empleados como adhesivos son altamente inflamables, ligeramente tóxicos e irritantes de la piel y los ojos.Debido a estas circunstancias, deben tomarse un mínimo de precauciones tales como:1) Trabajar en lugares bien ventilados.2) Evitar la presencia de llamas.3) No dejar que los adhesivos entren en contacto con piel y ojos.
La calidad de los pigmentos y/o colorantes también debe ser adecuada al uso.
Ya en vía operativa, debe cuidarse extremadamente la limpieza de la superficie, pues los aceites y grasas impedirán un correcto pintado. La remoción debe hacerse sin alterar la superficie de ahí que el solvente no debe atacarlo.
A esto le seguirá un lavado con agua que luego deberá ser eliminada perfectamente, cuidando en esta operación de eliminar el polvo que puede depositarse por carga estática.
Serigrafía
La serigrafía es una técnica de impresión empleada en el método de reproducción de documentos e imágenes sobre cualquier material, y consiste en transferir una tinta a través de una gasa tensada en un marco, el paso de la tinta se bloquea en las áreas donde no habrá imagen mediante una emulsión o barniz, quedando libre la zona donde pasará la tinta.
El sistema de impresión es repetitivo, esto es, que una vez que el primer modelo se ha logrado, la impresión puede ser repetida cientos y hasta miles de veces sin perder definición.
Se sitúa la malla, unida a un marco para mantenerla tensa, sobre el soporte a imprimir y se hace pasar la tinta a través de ella, aplicándole una presión moderada con un rasero, generalmente de caucho.
La impresión se realiza a través de una tela de trama abierta, enmarcada en un marco, que se emulsiona con UN (material foto sensible). Por contacto, el original, se expone a la luz, para endurecer las partes libres de imagen. Por el lavado con agua se diluye la parte no expuesta, dejando esas partes libres en la tela.
El soporte a imprimir se coloca bajo el marco, dentro del cual se coloca la tinta, que se extiende sobre toda la tela por medio de una regla de goma. La tinta pasa a través de la malla en la parte de la imagen y se deposita en el papel o tela. El marco de madera se ajusta a una mesa, llamada pulpo por medio de bisagras o brazos, que permiten subirlo y bajarlo para colocar y retirar los pliegos impresos.
Pintado a soplete
Las planchas ACRILICOPAOLINI® no agotan sus posibilidades con el simple moldeo o armado de piezas, ya que pueden ser pintadas y con ello tener aplicación en el campo publicitario o decorativo.
El pintar una plancha ACRILICOPAOLINI® exige guardar una serie de simples normas para obtener un buen resultado. Las recomendaciones siguientes son las generales para este tipo de labores.
En primer lugar, la elección de la pintura es la clave de un trabajo correcto siendo recomendada especialmente la de base acrílica, por su compatibilidad y resistencia a la luz solar, más aún cuando se trata de aplicaciones al exterior.
Los solventes de la pintura no deberán atacar excesivamente al material, pues ese fenómeno termina por degradar el área tratada, produciendo fisuras que debilitan las propiedades mecánicas de la pieza (crazing).
a
b c
d
ea) maniguetab) pinturac) screend) marco de sustentacióne) acrílico
Serigrafía
Pintado a soplete
PEGADO MONTAJE E INSTALACIÓN
18manual de uso
Debido a un elevado coeficiente de dilatación comparado con acero, madera, hormigón o vidrio, el montaje e instalación de planchas y paneles acrílicos moldeados requiere de algunas precauciones. Es por ello que deben tenerse en consideración los posibles cambios dimensionales.
Coeficientes de dilatación térmica de diversos materiales cm x cm x ºC
Espesores recomendables de instalación
Espesores mínimos en mm para paneles planos en fachadas exteriores de acuerdo a sus dimensiones superficiales.
ACRILICOPAOLINI® 0.000070
Plomo 0.000027Aluminio 0.000020Cobre 0.000015Acero 0.000010Vidrio 0.000008Hormigón 0.000006
Medidas
(cm)
30 45 60 80 120 150 180 210
30 3,2
45 3,2 5
60 3,2 5 6
90 3,2 5 6 8
120 3,2 5 6 8 10
150 3,2 5 6 8 10 12
180 3,2 5 6 8 10 12 12
210 3,2 5 6 8 10 12 12 12
MONTAJE E INSTALACIÓN
19manual de uso
Curvado en frío
Las planchas ACRILICOPAOLINI® pueden curvarse en frío.
El radio no debe ser inferior a mínimo 180 veces el espesor de la plancha. Este valor límite puede ser alcanzado sin que se pongan de manifiesto tensiones.
Deberá cuidarse que el apoyo perimetral de la plancha sea liso y permita el deslizamiento de la misma por efecto de la dilatación
Sistemas de instalación
Sistema flotante
El burlete puede ser de caucho, silicona o cualquier material que permita el libre movimiento de la plancha ACRILICOPAOLINI® en su alojamiento, y su espesor de 1.5 mm debe soportar sin desgarrarse las contracciones y dilataciones de la plancha acrílica.
Sistema de retén cementado
Fijación con tornillos o pernos
Este tipo de instalaciones son más conflictivas, porque el anclaje es más severo que el de las descripciones anteriores. Debido a esto, el orificio pasante en la lámina deber ser de mayor diámetro que el tornillo o remache, para evitar el apoyo de éste sobre las caras internas, pues una tensión grande puede inducir la rotura a partir de dicho orificio.
A) Perfilería metálica.B) Burlete mínimo 1,5 mm de ancho.C) Plancha ACRILICOPAOLINI®D) Huelgo de expansión 3mm/m lineal de plancha acrílica.E) Embutido mínimo 10 mm.Perfilería Metálica.
A) Perfilería metálica.B) Burlete de fijación mínimo de 1,5 mm.C) Plancha ACRILICOPAOLINI® D) Huelgo de expansión mínimo 3 mm/m lineal de chapa.E) Embutido de plancha ACRILICOPAOLINI®
Aquí, en la mecanización del agujero, son válidos todos los razonamientos dichos en el caso de agujereado de acrílico.
A) Perfilería metálica.B) Burlete de fijación (mínimo de 1,5 mm)C) Plancha ACRILICOPAOLINI®D) Huelgo de expansión (mínimo 3 mm/m lineal de plancha)E) Embutido de plancha.F) Arandela de goma.
Ante cualquier requerimiento especial, consulte con el Departamento Técnico de Paolini S.A.I.C
EC 01Vigencia: 30/07/2008
7 RECICLABLE Ninguna parte de este manual puede ser reproducida sin la expresa autorización de PAOLINI S.A.I.C
Propiedades ópticas Índice de refracción Transmitancia Nubosidad (Haze)
% %
D-542 D-791 D-1003
1,49 92 1
1,49 92 1
1,50 92 1
1,49 90 4
Propiedades químicas Resistencia a la intemperie Resistencia a los ácidos débiles Resistencia a los ácidos fuertes Resistencia a los alcais débiles Resistencia a los alcais fuertes Ácidos Oxidantes
Excelente No es atacado No es atacado No es atacado
Es atacado Es atacado
Excelente No es atacado No es atacado No es atacado
Es atacado Es atacado
Amarillea No es atacado No es atacado No es atacado
Es atacado Es atacado
Excelente No es atacado No es atacado No es atacado
Es atacado Es atacado
Propiedades mecánicas
Unidades Normas
Astm ACRILICOPAOLINI®
Colado
Acrílico Extruído
Ignífugo
Extruído Alto Impacto
Tracción Resistencia en el límite elástico Resistencia a la rotura Elongación a la rotura Modulo de la elasticidad
Kg/cm2 Kg/cm2
% Kg/cm2
D-638 D-638 D-638 D-638
-
562-773 4,5
24.600-31.000
-
492-773 5,0
23.000-31.000
-
562-878 5,0
26.600-33.700
-
386 - -
Flexión Resistencia en el límite elástico o rotura Módulo de elasticidad
Kg/cm2 Kg/cm2
D-790 D-790
840-1.190
27.500-33.400
740-1.300
22.800-32.300
840-1.250
24.600-31.600
562
17.500
Compresión Resistencia a la compresión (ruptura) Módulo de compresión
Kg/cm2 Kg/cm2
D-695 D-695
773-1.330
27.500-33.300
740-1260
26.000-32.300
773-840 31.000
- -
Impacto Resistencia al impacto IZOD
Kg/cm/cm
D-256 A
1,9
2,4
1,9
6,52
Dureza Rockwell Barcol
D-795 D-2583
M-80- M-100
50
M-68- M105
50
M-61- M-100
45
R-99 35
Propiedades Térmicas Coeficiente de dilatación lineal Temperatura de deflexión bajo carga Conductibilidad térmica Calor especifico
cm/cm°C 18´6 kg/cm
10 -4cal cm/sec cm2 °C Cal/g/°C
D-696 D-648 C-177
6,0 x 10-5 86°C
4,0-6,0 0,35
1,3 x 10-5 74-99°C 4,0- 6,0
0,35
1,3 x 10-5 68-96°C 4,0-6,0 0,35
82°C
- 0.35
Propiedades físicas Peso especifico Absorción de agua
g/cm3
% D-792 D-570
1,19-1,20 0,2-0,4
1,19-1,20 0,1-0,4
1,23 0,63
1,15 0,4
Propiedades eléctricas Resistencia eléctrica Rigidez dieléctrica
Ohm/cm Kv/mm
D-257 D-149
>106
19 >106
17 >106 16
- -
DEFECTO PROBABLE CAUSA POSIBLES CORRECCIONES Burbujas en la chapa.
Plancha demasiado caliente.
Reducir tiempo de calentamiento. Reducir la potencia de los calefactores. Alejar los calefactores. Emplear un tejido metálico como pantalla (sombra)
Formato incompleto. Definición pobre.
Plancha demasiado fría. Vacío insuficiente. Baja presión de aire.
Incrementar la temperatura de la plancha. Verificar posibles pérdidas del sistema. Aumentar la reserva de vacío. Aumentar el diámetro de los orificios de vacío en el molde. Aumentar la presión del aire.
Fondos y esquinas finas de bajo espesor.
Técnica de moldeo pobre. Plancha demasiado fría. Moldeo demasiado rápido. Molde no adecuado.
Cambiar el ciclo de moldeo, ya sea por soplado o compresión. Rediseñar el molde. Usar pantalla metálica para controlar perfil de temperatura. Reducir la velocidad de moldeo.
Variación extrema de espesores. Pieza combinada.
Plancha mal calentada. Molde demasiado frío. Plancha que se desliza sobre el molde. Plancha muy caliente.
Controlar perfil de temperatura. Controlar los calefactores. Ajustar el marco con mayor presión. Reducir tiempo o temperatura.
Pozos, hoyos, granos y marcas Plancha que se pega al molde.
Orificios de vacío demasiado grandes. Excesiva suciedad en el molde o plancha. Molde rugoso.
Reducir el diámetro de los orificios. Disminuir la depresión. Limpiar molde y/o plancha. Pulir molde.
Plancha que se pega al molde
Molde demasiado rugoso. Dibujos demasiado profundos.
Rediseño del molde.
Pieza con distorsión. Remoción de la pieza demasiado caliente. Mala calefacción. Enfriamiento no uniforme.
Aumentar el tiempo de enfriamiento, colocando la pieza desmoldada en molde frío. Controlar perfil de temperaturas. Corregir el molde.
Roturas de piezas ya formadas.
Mal diseño del molde. Calentamiento insuficiente. Molde muy frío.
Incrementar los radios. Controlar temperaturas y/o tiempode calefacción.

3
ACRILICOPAOLINI® es la marca que identifica al “POLIMETRACRILATO DE METILO” en forma de planchas por el método de colada en celda, producido y comercializado por PAOLINI S. A. I. C.
Propiedades
La elección de ACRILICOPAOLINI® como material apto para las más diversas aplicaciones, deviene de la suma de propiedades que hacen de él un material de gran versatilidad.
Las características más destacables de este material termoplástico son:
- Resistencia espontánea a la luz solar (luz U.V.) y agentes atmosféricos.- Buenas propiedades mecánicas y eléctricas.- Bajo peso específico. - Buena dureza y relativa resistencia al rayado.- El material cristal incoloro, transmite el 92% de la luz incidente.- Buena superficie y alto brillo.- Resistente a la mayoría de las más comunes sustancias químicas.- Resistencia a la intemperie y a los rayos U.V.- Aislante térmico y acústico.- Fácil de maquinar.- Gran capacidad de termoformado.- Apto para repulido de la superficie.- Reciclable.- Fácil limpieza.- Amplia gama de colores.- Buena resistencia a la flexión.
Este conjunto de propiedades permite su aplicación con éxito en la industria de la construcción, cartelería y señalización al exterior, artículos para el hogar, publicidad, regalos, iluminación, blindajes, bañeras, incubadoras, dispositivos para laboratorios y equipamiento hospitalario.
El ACRILICOPAOLINI® se ofrece en diversos grados, con características especiales para el uso especifico tales como material para uso sanitario, uso aeronáutico, naval, automotriz, ignífugo o con absorción especifica de radiación U.V., protección para museos, camas solares.
Las planchas de ACRILICOPAOLINI® se entregan con una protección de polietileno autoadhesivo en ambas caras, para evitar que durante el transporte, almacenaje y transformación, se dañe su brillante superficie.El film protector es fácilmente removible, quedando la superficie de la plancha absolutamente limpia, una vez que éste es retirado.Se debe evitar la exposición de las planchas ACRILICOPAOLINI® a la luz solar directa durante períodos prolongados, mientras estén protegidas por el film, ya que la luz solar degrada el polietileno y la película adhesiva puede ser transferida al acrílico dificultando la remoción de esta.
Almacenaje
Durante el almacenaje deben observarse ciertas condiciones básicas: los depósitos deben ser frescos, evitándose en ellos hornos, líneas de vapor, recipientes calientes y/o radiadores. Pues dichas fuentes de calor pueden deformar las láminas. Además deben ser ventilados, especialmente en las áreas circundantes hay acumulación de solventes. Siendo el ACRILICOPAOLINI® un material combustible, deberán considerarse las medidas de seguridad propias de un material de estas características, evitándose el contacto con las llamas. En su combustión no hay emisión de humos.
Estibaje
Las planchas de ACRILICOPAOLINI® deben ser estibadas lo mas verticalmente posible, debiendo tomar contacto unas con otras en la totalidad de su superficie, con el fin de conservarlas planas.
Seguridad
No es conveniente almacenar las planchas horizontalmente; ya que, por su peso, estas pueden sufrir deformaciones especialmente si las superficies no toman contacto entre ellas en toda su extensión.
Las planchas de ACRILICOPAOLINI® se pueden cortar con herramientas de corte manuales o eléctricas similares a las que se empelan en la industria de la madera, dependiendo del tipo de trabajo la elección del instrumento de corte.
Corte con lezna o buril
Tratándose de planchas finas, estas pueden cortarse de igual manera que un vidrio. Con una lezna o buril se hace una incisión profunda en la plancha. Apoyándola firmemente sobre un borde recto, y con fuerte presión se quiebra a lo largo de la marca realizada.
Los cortes rectos en una plancha de cualquier espesor, se deben realizar con sierras circulares. Los tipos de sierras son similares a los empleados en la industria maderera, pueden ser de acero rápido, acero al carbono o sierras de widia. Las sierras de acero rápido y al carbono, se emplean en espesores finos de hasta 5mm, y las de widia en espesores mayores. Las sierras de acero al carbono, si bien deben afilarse más seguido que las de acero rápido, tienen la ventaja de poder trabar sus dientes para facilitar la descarga del material. Esto da como resultado un corte más limpio y evita, además, el sobrecalentamiento del material. Las sierras de widia son apropiadas para trabajos pesados, tales como el corte de espesores. Su afinación no es frecuente, su facetado y ángulo de corte resuelven el problema de la descarga de material. El desperdicio de material por corte es mayor que con los otros tipos de sierra. El diámetro mas comúnmente empelado en sierras de acero al carbono es de 25 cm, con 220 dientes. La velocidad lineal de corte oscilara en aproximadamente 10/35 mt/min para una velocidad de rotación de 3000 a 6000 rpm. El avance del material durante el proceso de corte deberá ser continuo y adecuado para la velocidad de rotación de la sierra. Las sierras de widia, de acuerdo al tipo de máquina, variarán su diámetro entre 20 cm y 35 cm, con 60 y 84 dientes respectivamente.Perfiles y ángulos de corte de sierras de widia y acero al carbono:
Observaciones:Es de gran importancia el correcto afilado de las sierras para obtener cortes limpios y sin astilladuras, y para evitar que se eleve la temperatura y se dañe el material. También es importante lubricar las sierras para que no se sobrecalienten; de esta manera se evita que el material se ablande y se pegue a las mismas.
Corte con sierras Sierras sin fin y router (tupi):
Se utiliza la sierra sin fin cuando hay necesidad de hacer cortes curvos en planchas o piezas finas. Sin embrago, los elementos mas adecuados son los routers portátiles o fijos, eléctricos o neumáticos.
Los routers no sólo se emplean como elementos de corte, sino también como herramientas para terminación de bordes; lográndose así perfiles acordes con la geometría del router.
Características del router CNC:- tiene la capacidad de grabar y efectuar cortes 3D.- favorece el tratamiento de piezas de muy reducido tamaño (milímetros) o grandes dimensiones, gracias a una amplia superficie de corte (3 m × 2 m)- realiza fresados y desbastes.- posibilita la realización de trabajos en una sola pieza, sin empalmes.- consigue un acabado excelente, sin rebabas ni afección térmica, aunque es necesario un pulido posterior.- alcanza una altísima precisión en el corte (±0,025 mm según el espesor)- ofrece gran versatilidad, sin perder precisión, lo que permite la realización de los más complicados diseños
Corte y grabado laser.
El proceso de corte en láser es de gran utilidad en la actualidad ya que sus costos no son altos y la terminacion es perfecta, realiza cortes planos (2D) asi también los grabados.
El grabado en láser se produce al hacer incidir el haz de luz del láser sobre cualquier material volatilizando ó produciendo un cambio de color.
El proceso consiste en grabar materiales duros o blandos con el objetivo de dejar una marca, ya sea profunda o superficial, para personalizar o adornar. Se pueden hacer bajo relieve o alto relieve y sus principales aplicaciones son: personalización de objetos, manualidades, señalización, publicidad.
El acrílico es uno de los materiales más utilizados para corte y grabado láser, principalmente por la alta calidad de corte y por no requerir acabados.
Sierras manuales:
Para obtener resultados similares a los anteriores con una sierra manual, se requiere un entrenamiento especial de los operadores.Este elemento solo es recomendable para hobbystas o artesanos.
SISTEMAS DE CORTE
7manual de uso
SISTEMAS DE CORTE
6manual de uso
PRESENTACIÓN
5manual de uso
TABLA DE PROPIEDADES
4manual de uso
INTRODUCCIÓN
3manual de uso
INDICE
2manual de uso
Introducciónpropiedades
Tabla de propiedades
Presentaciónalmacenajeestibajeseguridad
Sistemas de cortecorte con lezna o burilcorte con sierrassierras sin fin y routerrouter CNCcorte y grabado lásersierras manualesagujereadocaladofresado y torneado
Termoformado
Medios de calefacciónhornos de aireparrillas calefactoras
Transformacióndobladotermoformado libretermoformado por presión de aire y vacíotermoformado con combinación de los métodos anteriores
Moldeomoldeo por vacío
33
4
5555
6667777888
9
101010
11111111
12
1313
14
151515
151616161617
171717
1818191919
Guía practica de moldeo por termoformado
Acabadopulido mecánicolimpieza
Pegadopreparaciónpegado por inmersiónaplicación con jeringa hipodérmicacemento autopolimerizableprecauciones para el pegado
Pintadopintado a sopleteserigrafía
Montaje e Instalaciónespesores recomendables de instalacióncurvado en fríosistemas de instalaciónfijación con tornillos o pernos
SISTEMAS DE CORTE
8manual de uso
Agujereado
Cualquier agujereadora de pie es adecuada para horadar acrílico, y permite mayor precisión y control que una agujereadora portátil.
Observaciones:
a) Las mechas pueden tener algunas de las geometrías sugeridas a continuación, y deben permanecer constantemente bien afiladas para evitar astilladuras en las planchas acrílicas.
b) El vértice de la mecha deberá emerger de la cara opuesta, después de que la base del cono de la herramienta haya penetrado en el material.
c) Para espesores de hasta 4 mm, no es necesario recurrir a la lubricación. Para espesores mayores, la lubricación se hace indispensable, ya que el trabajo mecánico eleva la temperatura de la pieza provocando los siguientes inconvenientes: el sobrecalentamiento genera tensiones internas, que aumentan el riesgo de rotura si la pieza se somete a una sobrecarga o presión. Las mismas tensiones inducen muy rápidamente a un acentuado crazing por exposición a la luz y al calor.
Generalmente, una pieza manufacturada sin lubricación presenta, por los efectos de la temperatura, paredes con alto grado de distorsión, debido al arrastre de material y a la irregularidad superficial. Una correcta lubricación reduce o elimina dichos problemas. Se recomienda el uso de aceites solubles.
Calado
El calado se puede hacer con sierras caladoras, que deberán tener un brazo suficientemente grande como para barrer amplias superficies.
Las sierras, en estos casos, consisten en “varillas” metálicas con dientes finos a las que, al imprimirle un movimiento de vaivén vertical a través de la plancha, cortan según un modelo deseado.
Fresado y Torneado
Haciendo extensiva la asimilación del acrílico a la madera, desde el punto de vista del mecanizado, podemos decir que las operaciones de fresado y torneado son similares a las de la industria maderera o metalúrgica.
Como en estas operaciones la generación de calor por el mecanizado es importante, resulta indispensable que ellas se realicen con intensa lubricación, para evitar sobrecalentamientos que debilitan a la pieza por generación de tensiones internas.
TERMOFORMADO
9manual de uso
Las planchas ACRILICOPAOLINI® son termoplásticas; de ahí que una vez calentadas uniformemente, y a una temperatura adecuada, adquieren flexibilidad y elasticidad. Bajo ese estado, es posible moldearlas por doblado o estiramiento sobre un molde. Una vez que la pieza se enfría, mantendrá la forma adquirida en la matriz. Para un correcto termoformado deben tenerse en cuenta las siguientes precauciones:
1) Las planchas tendrán una contracción de aproximadamente el 2%, si estas son calentadas libremente, y su espesor incrementara proporcionalmente un 4%.
2) La temperatura de moldeo deberá estar comprendida entre 150° y 180°C. Los tiempos necesarios para alcanzar dicha temperatura dependerán del tipo de fuente calefactora, espesor y color de la plancha.
3) Un excesivo calentamiento de la plancha a moldear se manifiesta primero por la aparición de burbujas en la superficie, y luego en la masa, cuando éste es más acentuado.
4) Si la temperatura desciende por debajo del límite inferior de moldeo, la pieza se conformará mal o se romperá.
Una vez lograda la forma sobre el molde, la pieza se dejará enfriar lenta y uniformemente y se retirará aun tibia (40-50°C). De esta forma se evitan las tensiones internas que incrementan la fragilidad del producto.
GRAFICOS
Temp. Máx de Servicio
Máxima Elongación
Rango de Temp. de Termoformado
Principio de deterioro con elevada humedad absorbida
Temperatura de Descomposición
0º C 80º C 110º C 150º C 180º C 200º C
rango deTERMOFORMADO
Man
ual
de
uso
del
acr
ílico
MEDIOS DE CALEFACCIÓN
10manual de uso
Hornos de Aire
Los hornos de aire con circulación forzada son el medio más idóneo para el calentamiento de las planchas a termoformar, ya que un buen control térmico evita el sobrecalentamiento, independientemente del tiempo y la cantidad de las mismas en el proceso.Sim embargo, debe tenerse en cuenta que la velocidad del aire no puede ser inferior a 12 m/min.
Parrillas calefactoras
Las parrillas calefactoras pueden ser eléctricas o a gas, y resuelven los problemas operativos con mayor facilidad que en el caso anterior; pues la plancha es calentada sobre el molde en su respectivo marco.Una calefacción superior e inferior minimiza el tiempo y uniforma la temperatura de la plancha en forma casi óptima.
Diagrama de calefacción de una plancha acrílica (tiempo en función del espesor).
1) Intercambiador2) Turbina3) Plancha acrílica.4) Corriente de aire5) Pinzas de sujeción6) Termostato
5
3
4
6
4
12
1) Horno de aire por convección.2) Calefacción por radiación sobre una cara.3) Calefacción por radiación sobre ambas cara.
TRANSFORMACIÓN
11manual de uso
Parrillas calefactoras
Las parrillas calefactoras pueden ser eléctricas o a gas, y resuelven los problemas operativos con mayor facilidad que en el caso anterior; pues la plancha es calentada sobre el molde en su respectivo marco.Una calefacción superior e inferior minimiza el tiempo y uniforma la temperatura de la plancha en forma casi óptima.
Diagrama de calefacción de una plancha acrílica (tiempo en función del espesor).
Doblado
El doblado es una transformación común en los materiales termoplásticos, y suele hacerse con resistencias planas, tubos de cuarzo eléctricos o alambres.Calentando correctamente el área de doblado logramos ángulos y esquinas brillantes. Los equipos son de una gran sencillez.
Termoformado por presión de aire y por vacío
Las planchas ACRILICOPAOLINI® pueden ser termoformadas con ayuda de aire a presión o vacío, aun sin molde. La forma de la pieza esta determinada por la geometría de la base de sujeción. El sistema de termoformado por presión de aire y vacio, permite hacer domos de base circular, cuadrada o rectangular. De esta forma se confeccionan cúpulas para aviones y helicópteros.
Termoformado libre
Es el método más sencillo y consiste en extender sobre el molde la plancha ACRILICOPAOLINI® a temperatura de termoformado. Para evitar que por el contacto plancha- molde la pieza presente marcas en su superficie, se suele pegar una franela sobre este.
1) plancha de acrílico2) molde frío3) resistencia eléctrica4) zona de calentamiento
12
34
Term
ofor
mad
o po
r pr
esió
n de
aire
y p
or v
acío
Termoformado a presión mecánica
1) calefactor2) cierre rápido3) platina4) plancha acrílica5) cámara de presión
En este proceso, el molde puede ser simplemente hecho por perfilería metálica, la que solo toma contacto con la plancha acrílica al definir sus aristas. La pieza final tiene muy buena calidad óptica.
TRANSFORMACIÓN
12manual de uso
Termoformado con combinación de los métodos anteriores
a) Soplado y embutido seguido de evacuación de aire.Este método se emplea especialmente cuando se desean piezas con espesores de paredes más uniformes.
b) Soplado, embutido, seguido de vacío en el sistema.
MOLDEO
13manual de uso
Los moldes a emplear en la confección de artículos acrílicos, especialmente cuando se trabajan planchas transparentes, deben hacerse con perfilería metálica bien pulida y preferentemente cromada. De esta forma, el contacto de la plancha con el molde sólo ocurre a lo largo de las aristas del modelo, de modo tal que los planos permanecen inalterados, conservando el brillo y superficie original.
Es de hacer notar que, al tomar contacto el acrílico con el molde, el primero, quedará marcado en forma irregular, independientemente de la calidad del pulido de la matriz.Un ejemplo ampliamente difundido de este sistema de moldeo, es el termoformado de bañeras, lavatorios, inodoros y bidets con ACRILICOPAOLINI® para uso sanitario. Así, se logran piezas de gran belleza y funcionalidad.Todos los artefactos tienen contornos suaves y superficies brillantes, que se obtienen fácilmente mediante el sistema por vacío. Durante el proceso, deben guardarse condiciones de extrema limpieza.Dado el tamaño y la calidad requerida por estas piezas se recurre generalmente a prensas con un mediano nivel de automatización y control. Para este moldeo se utilizan moldes tipo “Hembra”.
Moldeo por vacío
El moldeo por vacío es similar al de cualquier otro material termoplástico, y en el diseño del molde deben considerarse los radios y ángulos de la pieza, por la menor definición del acrílico.
1) calefactores2) marco de sujeción3) cámara de vacío4) portamolde5) molde6) tanque de vacío7) bomba de vacío
1
2
3
4
12
3
4
56 7
GUIA PRÁCTICA DE MOLDEO POR TERMOFORMADO
14manual de uso
ACABADO
15manual de uso
Cuando las planchas ACRILICOPAOLINI® son cortadas, independientemente del método empleado, presentan una superficie irregular. Esto no permite pegar una plancha o pieza en forma prolija, y tampoco puede ser presentado dicho corte como trabajo definitivo en cualquier pieza manufacturada.
Las operaciones a seguir, para poder restaurar la superficie, son las siguientes:
1) Se puede recurrir a un rasqueteado con un fleje metálico de bordes curvos que, aplicándolo con fuerza sobre la superficie, arrastrará virutas uniformando el plano.
2) A continuación, también manualmente, y con movimiento de vaivén, se desplazará un taco de madera revestido con lija al agua, empleando granulometrías decrecientes comenzando con 120- 400- 600.Finalizada la última aplicación, la pieza está en condiciones de ser pulida.
Contando con lijadoras planetarias o de banda, estas operaciones pueden realizarse en muy breve tiempo.Las lijadoras de banda son las más recomendadas por su velocidad de trabajo y permiten, además, trabajar en húmedo. Con ello, la operación es mas limpia y las temperaturas de trabajo no inducen tensiones.
Pulido mecánico
La superficie lijada, y sin marcas superficiales, se encuentra lista para ser pulida. Así, se restaurará el brillo del plano mecanizado y éste alcanzará el mismo aspecto que la superficie de las planchas.
Se utilizan en esta operación (pulido) exclusivamente discos de franela suaves, evitándose la mezcla con tejido sintético. El diámetro de dichos discos será de aproximadamente 30 cm Y el grosor de 7 cm.
Una amoladora de 2,0 a 2,5 HP con 2.800 v.p.m es suficiente como para operar el disco de franela anteriormente descripto.
Como agente abrasivo se emplean pastas de pulido que se aplican a la rueda de franela de movimiento. Luego se apoya la pieza a pulir, imprimiéndole un movimiento de vaivén sin demasiada presión, para evitar sobrecalentamientos que puedan deformar la pieza por fusión incipiente, amén de las tensiones que en ella generan.
Todos los materiales plásticos tienen una acentuada tendencia a cargarse estáticamente, por ello se adhiere el polvillo del ambiente sobre los mismos. Una manera de evitar este inconveniente es aplicar sobre la superficie una fina película de antiestático, y así mantenerla limpia.
PEGADO
Las planchas ACRILICOPAOLINI® pueden ser pegadas entre ellas y con otros plásticos. Sin embrago, deben cuidarse otros aspectos para obtener un trabajo satisfactorio.
En principio, el adhesivo a emplear deberá elegirse en función del material (acrílico) u otros materiales que deseen pegarse a él.
El adhesivo debe atacar ligeramente al acrílico a pegar, y a su vez ser eliminado del medio por una ligera corriente de aire, para evitar concentraciones elevadas que pueden atacar la pieza.Es importante tener en cuenta este último punto. Especialmente cuando las piezas a pegar, han sido mecanizadas sin observar las recomendaciones referidas a los sobrecalentamientos.
Los adhesivos pueden ser:1) Solventes puros, con mayor o menor velocidad de evaporación.2) Soluciones de solvente/polímero.3) Soluciones autopolimerizables.
La elección del método dependerá del tipo de trabajo y de la habilidad del operador.
Limpieza
Si la pieza una vez terminada se debiera limpiar por haberse manchado con polvos, ceras, etc., durante el proceso de transformación, se lavará con agua, detergente y una franela o esponja, siempre húmeda, hasta remover la suciedad o materiales ligeramente adheridos.
1) acrílico2) banda de esmeril3) cilindro motor3’) polea libreA) nivel de agua
PEGADO
16manual de uso
Preparación
Independientemente del adhesivo y del método empleado, las piezas a unir deben ser mecanizadas perfectamente para evitar irregularidades superficiales, pues desniveles en las mismas separan las superficies y, en las zonas circundantes aparecen oclusiones de aire que desmerecen la calidad del pegado. Este inconveniente que se pone de manifiesto claramente cuando el adhesivo es sólo un solvente, disminuye en el caso de adhesivo solvente/polímero por el aporte de sólidos a la soldadura.Cuando se emplean cementos autopolimerizables, donde el solvente es reactivo, este fenómeno puede llegar a pasar desapercibido.
Pegado por inmersión
Este es un método de buen resultado y fácil aplicación. Consiste en sumergir el borde de la pieza a pegar en un recipiente de poca profundidad, o bien sobre una almohadilla con solventes puros. Pocos minutos son suficientes para que se ablande el borde. Una vez escurrido el solvente, se aplica la pieza sobre la superficie a pegar con ligera presión durante unos segundos, y luego se abandona la pieza hasta que se evapore el solvente.
Aplicación con jeringa hipodérmica
El proceso es simple y basta aplicar el adhesivo sobre la unión de las piezas, permitiendo que éste se difunda por capilaridad.El adhesivo solvente, el adhesivo solvente/polímero o el cemento autopolimerizable, pueden ser aplicados con jeringa hipodérmica.En estos casos es conveniente limitar, con cinta autoadhesiva, el escurrimiento del adhesivo sobre la superficie.
Cemento autopolimerizable
a) Cinta autoadhesiva para contener el desborde de polímero fraguante.b) Polímero fraguante.c) Pieza acrílica mecanizada a 20º. .
Cuando se empela cemento, autopolimerizable, debe evitarse la incorporación de burbujas de aire durante la aplicación. Los tiempos que deberán dejarse abandonadas las piezas, antes de mecanizarlas, dependerán del tipo de adhesivo o cemento empleado, y de las condiciones ambientales.Los adhesivos solventes sueldan rápidamente los planos acrílicos. La resistencia mecánica de la unión es aceptable, aunque baja cuando estas uniones son expuestas a la intemperie.Los adhesivos solvente/polímero y cemento son, en orden creciente, los medios recomendados para la unión de piezas acrílicas por su resistencia mecánica y resistencia a la intemperie.Algunas de las uniones o juntas más adecuadas cuando se trata de pegar láminas acrílicas:
a
a
b
c
Incorrecto
Bueno
Excelente
PINTADO
17manual de uso
Precauciones para el pegado:
La mayoría de los solventes y cementos empleados como adhesivos son altamente inflamables, ligeramente tóxicos e irritantes de la piel y los ojos.Debido a estas circunstancias, deben tomarse un mínimo de precauciones tales como:1) Trabajar en lugares bien ventilados.2) Evitar la presencia de llamas.3) No dejar que los adhesivos entren en contacto con piel y ojos.
La calidad de los pigmentos y/o colorantes también debe ser adecuada al uso.
Ya en vía operativa, debe cuidarse extremadamente la limpieza de la superficie, pues los aceites y grasas impedirán un correcto pintado. La remoción debe hacerse sin alterar la superficie de ahí que el solvente no debe atacarlo.
A esto le seguirá un lavado con agua que luego deberá ser eliminada perfectamente, cuidando en esta operación de eliminar el polvo que puede depositarse por carga estática.
Serigrafía
La serigrafía es una técnica de impresión empleada en el método de reproducción de documentos e imágenes sobre cualquier material, y consiste en transferir una tinta a través de una gasa tensada en un marco, el paso de la tinta se bloquea en las áreas donde no habrá imagen mediante una emulsión o barniz, quedando libre la zona donde pasará la tinta.
El sistema de impresión es repetitivo, esto es, que una vez que el primer modelo se ha logrado, la impresión puede ser repetida cientos y hasta miles de veces sin perder definición.
Se sitúa la malla, unida a un marco para mantenerla tensa, sobre el soporte a imprimir y se hace pasar la tinta a través de ella, aplicándole una presión moderada con un rasero, generalmente de caucho.
La impresión se realiza a través de una tela de trama abierta, enmarcada en un marco, que se emulsiona con UN (material foto sensible). Por contacto, el original, se expone a la luz, para endurecer las partes libres de imagen. Por el lavado con agua se diluye la parte no expuesta, dejando esas partes libres en la tela.
El soporte a imprimir se coloca bajo el marco, dentro del cual se coloca la tinta, que se extiende sobre toda la tela por medio de una regla de goma. La tinta pasa a través de la malla en la parte de la imagen y se deposita en el papel o tela. El marco de madera se ajusta a una mesa, llamada pulpo por medio de bisagras o brazos, que permiten subirlo y bajarlo para colocar y retirar los pliegos impresos.
Pintado a soplete
Las planchas ACRILICOPAOLINI® no agotan sus posibilidades con el simple moldeo o armado de piezas, ya que pueden ser pintadas y con ello tener aplicación en el campo publicitario o decorativo.
El pintar una plancha ACRILICOPAOLINI® exige guardar una serie de simples normas para obtener un buen resultado. Las recomendaciones siguientes son las generales para este tipo de labores.
En primer lugar, la elección de la pintura es la clave de un trabajo correcto siendo recomendada especialmente la de base acrílica, por su compatibilidad y resistencia a la luz solar, más aún cuando se trata de aplicaciones al exterior.
Los solventes de la pintura no deberán atacar excesivamente al material, pues ese fenómeno termina por degradar el área tratada, produciendo fisuras que debilitan las propiedades mecánicas de la pieza (crazing).
a
b c
d
ea) maniguetab) pinturac) screend) marco de sustentacióne) acrílico
Serigrafía
Pintado a soplete
PEGADO MONTAJE E INSTALACIÓN
18manual de uso
Debido a un elevado coeficiente de dilatación comparado con acero, madera, hormigón o vidrio, el montaje e instalación de planchas y paneles acrílicos moldeados requiere de algunas precauciones. Es por ello que deben tenerse en consideración los posibles cambios dimensionales.
Coeficientes de dilatación térmica de diversos materiales cm x cm x ºC
Espesores recomendables de instalación
Espesores mínimos en mm para paneles planos en fachadas exteriores de acuerdo a sus dimensiones superficiales.
ACRILICOPAOLINI® 0.000070
Plomo 0.000027Aluminio 0.000020Cobre 0.000015Acero 0.000010Vidrio 0.000008Hormigón 0.000006
Medidas
(cm)
30 45 60 80 120 150 180 210
30 3,2
45 3,2 5
60 3,2 5 6
90 3,2 5 6 8
120 3,2 5 6 8 10
150 3,2 5 6 8 10 12
180 3,2 5 6 8 10 12 12
210 3,2 5 6 8 10 12 12 12
MONTAJE E INSTALACIÓN
19manual de uso
Curvado en frío
Las planchas ACRILICOPAOLINI® pueden curvarse en frío.
El radio no debe ser inferior a mínimo 180 veces el espesor de la plancha. Este valor límite puede ser alcanzado sin que se pongan de manifiesto tensiones.
Deberá cuidarse que el apoyo perimetral de la plancha sea liso y permita el deslizamiento de la misma por efecto de la dilatación
Sistemas de instalación
Sistema flotante
El burlete puede ser de caucho, silicona o cualquier material que permita el libre movimiento de la plancha ACRILICOPAOLINI® en su alojamiento, y su espesor de 1.5 mm debe soportar sin desgarrarse las contracciones y dilataciones de la plancha acrílica.
Sistema de retén cementado
Fijación con tornillos o pernos
Este tipo de instalaciones son más conflictivas, porque el anclaje es más severo que el de las descripciones anteriores. Debido a esto, el orificio pasante en la lámina deber ser de mayor diámetro que el tornillo o remache, para evitar el apoyo de éste sobre las caras internas, pues una tensión grande puede inducir la rotura a partir de dicho orificio.
A) Perfilería metálica.B) Burlete mínimo 1,5 mm de ancho.C) Plancha ACRILICOPAOLINI®D) Huelgo de expansión 3mm/m lineal de plancha acrílica.E) Embutido mínimo 10 mm.Perfilería Metálica.
A) Perfilería metálica.B) Burlete de fijación mínimo de 1,5 mm.C) Plancha ACRILICOPAOLINI® D) Huelgo de expansión mínimo 3 mm/m lineal de chapa.E) Embutido de plancha ACRILICOPAOLINI®
Aquí, en la mecanización del agujero, son válidos todos los razonamientos dichos en el caso de agujereado de acrílico.
A) Perfilería metálica.B) Burlete de fijación (mínimo de 1,5 mm)C) Plancha ACRILICOPAOLINI®D) Huelgo de expansión (mínimo 3 mm/m lineal de plancha)E) Embutido de plancha.F) Arandela de goma.
Ante cualquier requerimiento especial, consulte con el Departamento Técnico de Paolini S.A.I.C
EC 01Vigencia: 30/07/2008
7 RECICLABLE Ninguna parte de este manual puede ser reproducida sin la expresa autorización de PAOLINI S.A.I.C
Propiedades ópticas Índice de refracción Transmitancia Nubosidad (Haze)
% %
D-542 D-791 D-1003
1,49 92 1
1,49 92 1
1,50 92 1
1,49 90 4
Propiedades químicas Resistencia a la intemperie Resistencia a los ácidos débiles Resistencia a los ácidos fuertes Resistencia a los alcais débiles Resistencia a los alcais fuertes Ácidos Oxidantes
Excelente No es atacado No es atacado No es atacado
Es atacado Es atacado
Excelente No es atacado No es atacado No es atacado
Es atacado Es atacado
Amarillea No es atacado No es atacado No es atacado
Es atacado Es atacado
Excelente No es atacado No es atacado No es atacado
Es atacado Es atacado
Propiedades mecánicas
Unidades Normas
Astm ACRILICOPAOLINI®
Colado
Acrílico Extruído
Ignífugo
Extruído Alto Impacto
Tracción Resistencia en el límite elástico Resistencia a la rotura Elongación a la rotura Modulo de la elasticidad
Kg/cm2 Kg/cm2
% Kg/cm2
D-638 D-638 D-638 D-638
-
562-773 4,5
24.600-31.000
-
492-773 5,0
23.000-31.000
-
562-878 5,0
26.600-33.700
-
386 - -
Flexión Resistencia en el límite elástico o rotura Módulo de elasticidad
Kg/cm2 Kg/cm2
D-790 D-790
840-1.190
27.500-33.400
740-1.300
22.800-32.300
840-1.250
24.600-31.600
562
17.500
Compresión Resistencia a la compresión (ruptura) Módulo de compresión
Kg/cm2 Kg/cm2
D-695 D-695
773-1.330
27.500-33.300
740-1260
26.000-32.300
773-840 31.000
- -
Impacto Resistencia al impacto IZOD
Kg/cm/cm
D-256 A
1,9
2,4
1,9
6,52
Dureza Rockwell Barcol
D-795 D-2583
M-80- M-100
50
M-68- M105
50
M-61- M-100
45
R-99 35
Propiedades Térmicas Coeficiente de dilatación lineal Temperatura de deflexión bajo carga Conductibilidad térmica Calor especifico
cm/cm°C 18´6 kg/cm
10 -4cal cm/sec cm2 °C Cal/g/°C
D-696 D-648 C-177
6,0 x 10-5 86°C
4,0-6,0 0,35
1,3 x 10-5 74-99°C 4,0- 6,0
0,35
1,3 x 10-5 68-96°C 4,0-6,0 0,35
82°C
- 0.35
Propiedades físicas Peso especifico Absorción de agua
g/cm3
% D-792 D-570
1,19-1,20 0,2-0,4
1,19-1,20 0,1-0,4
1,23 0,63
1,15 0,4
Propiedades eléctricas Resistencia eléctrica Rigidez dieléctrica
Ohm/cm Kv/mm
D-257 D-149
>106
19 >106
17 >106 16
- -
DEFECTO PROBABLE CAUSA POSIBLES CORRECCIONES Burbujas en la chapa.
Plancha demasiado caliente.
Reducir tiempo de calentamiento. Reducir la potencia de los calefactores. Alejar los calefactores. Emplear un tejido metálico como pantalla (sombra)
Formato incompleto. Definición pobre.
Plancha demasiado fría. Vacío insuficiente. Baja presión de aire.
Incrementar la temperatura de la plancha. Verificar posibles pérdidas del sistema. Aumentar la reserva de vacío. Aumentar el diámetro de los orificios de vacío en el molde. Aumentar la presión del aire.
Fondos y esquinas finas de bajo espesor.
Técnica de moldeo pobre. Plancha demasiado fría. Moldeo demasiado rápido. Molde no adecuado.
Cambiar el ciclo de moldeo, ya sea por soplado o compresión. Rediseñar el molde. Usar pantalla metálica para controlar perfil de temperatura. Reducir la velocidad de moldeo.
Variación extrema de espesores. Pieza combinada.
Plancha mal calentada. Molde demasiado frío. Plancha que se desliza sobre el molde. Plancha muy caliente.
Controlar perfil de temperatura. Controlar los calefactores. Ajustar el marco con mayor presión. Reducir tiempo o temperatura.
Pozos, hoyos, granos y marcas Plancha que se pega al molde.
Orificios de vacío demasiado grandes. Excesiva suciedad en el molde o plancha. Molde rugoso.
Reducir el diámetro de los orificios. Disminuir la depresión. Limpiar molde y/o plancha. Pulir molde.
Plancha que se pega al molde
Molde demasiado rugoso. Dibujos demasiado profundos.
Rediseño del molde.
Pieza con distorsión. Remoción de la pieza demasiado caliente. Mala calefacción. Enfriamiento no uniforme.
Aumentar el tiempo de enfriamiento, colocando la pieza desmoldada en molde frío. Controlar perfil de temperaturas. Corregir el molde.
Roturas de piezas ya formadas.
Mal diseño del molde. Calentamiento insuficiente. Molde muy frío.
Incrementar los radios. Controlar temperaturas y/o tiempode calefacción.
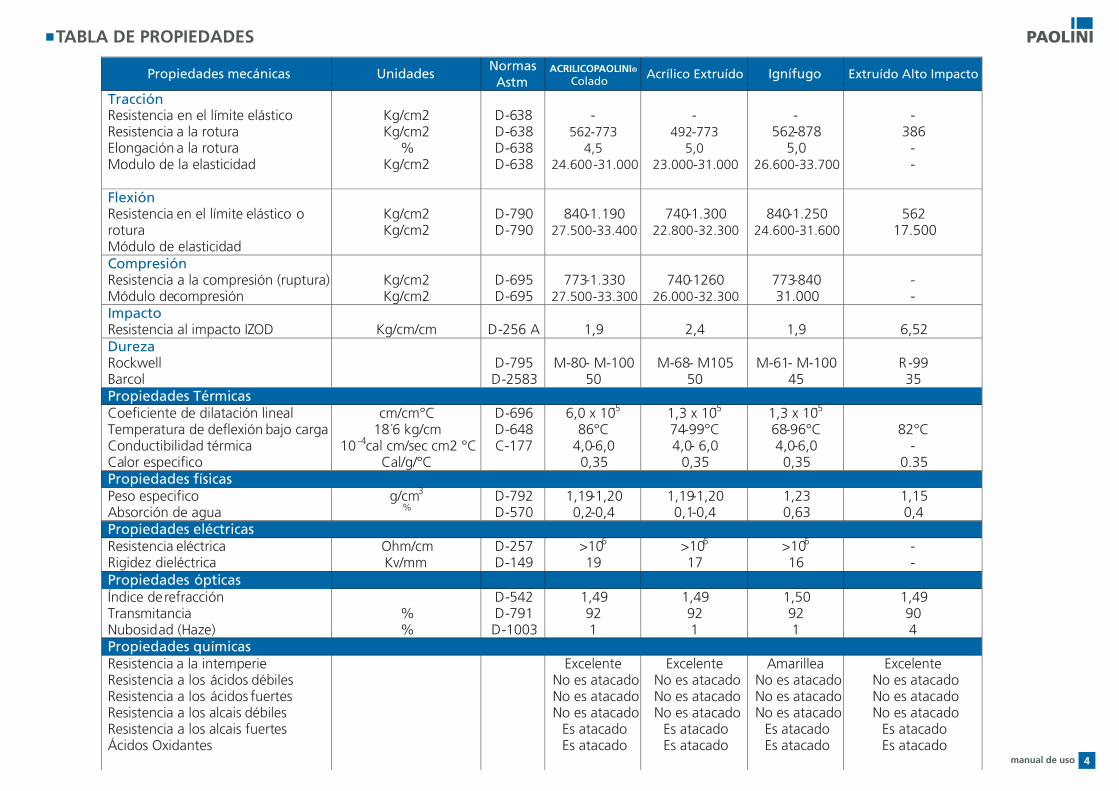
3
ACRILICOPAOLINI® es la marca que identifica al “POLIMETRACRILATO DE METILO” en forma de planchas por el método de colada en celda, producido y comercializado por PAOLINI S. A. I. C.
Propiedades
La elección de ACRILICOPAOLINI® como material apto para las más diversas aplicaciones, deviene de la suma de propiedades que hacen de él un material de gran versatilidad.
Las características más destacables de este material termoplástico son:
- Resistencia espontánea a la luz solar (luz U.V.) y agentes atmosféricos.- Buenas propiedades mecánicas y eléctricas.- Bajo peso específico. - Buena dureza y relativa resistencia al rayado.- El material cristal incoloro, transmite el 92% de la luz incidente.- Buena superficie y alto brillo.- Resistente a la mayoría de las más comunes sustancias químicas.- Resistencia a la intemperie y a los rayos U.V.- Aislante térmico y acústico.- Fácil de maquinar.- Gran capacidad de termoformado.- Apto para repulido de la superficie.- Reciclable.- Fácil limpieza.- Amplia gama de colores.- Buena resistencia a la flexión.
Este conjunto de propiedades permite su aplicación con éxito en la industria de la construcción, cartelería y señalización al exterior, artículos para el hogar, publicidad, regalos, iluminación, blindajes, bañeras, incubadoras, dispositivos para laboratorios y equipamiento hospitalario.
El ACRILICOPAOLINI® se ofrece en diversos grados, con características especiales para el uso especifico tales como material para uso sanitario, uso aeronáutico, naval, automotriz, ignífugo o con absorción especifica de radiación U.V., protección para museos, camas solares.
Las planchas de ACRILICOPAOLINI® se entregan con una protección de polietileno autoadhesivo en ambas caras, para evitar que durante el transporte, almacenaje y transformación, se dañe su brillante superficie.El film protector es fácilmente removible, quedando la superficie de la plancha absolutamente limpia, una vez que éste es retirado.Se debe evitar la exposición de las planchas ACRILICOPAOLINI® a la luz solar directa durante períodos prolongados, mientras estén protegidas por el film, ya que la luz solar degrada el polietileno y la película adhesiva puede ser transferida al acrílico dificultando la remoción de esta.
Almacenaje
Durante el almacenaje deben observarse ciertas condiciones básicas: los depósitos deben ser frescos, evitándose en ellos hornos, líneas de vapor, recipientes calientes y/o radiadores. Pues dichas fuentes de calor pueden deformar las láminas. Además deben ser ventilados, especialmente en las áreas circundantes hay acumulación de solventes. Siendo el ACRILICOPAOLINI® un material combustible, deberán considerarse las medidas de seguridad propias de un material de estas características, evitándose el contacto con las llamas. En su combustión no hay emisión de humos.
Estibaje
Las planchas de ACRILICOPAOLINI® deben ser estibadas lo mas verticalmente posible, debiendo tomar contacto unas con otras en la totalidad de su superficie, con el fin de conservarlas planas.
Seguridad
No es conveniente almacenar las planchas horizontalmente; ya que, por su peso, estas pueden sufrir deformaciones especialmente si las superficies no toman contacto entre ellas en toda su extensión.
Las planchas de ACRILICOPAOLINI® se pueden cortar con herramientas de corte manuales o eléctricas similares a las que se empelan en la industria de la madera, dependiendo del tipo de trabajo la elección del instrumento de corte.
Corte con lezna o buril
Tratándose de planchas finas, estas pueden cortarse de igual manera que un vidrio. Con una lezna o buril se hace una incisión profunda en la plancha. Apoyándola firmemente sobre un borde recto, y con fuerte presión se quiebra a lo largo de la marca realizada.
Los cortes rectos en una plancha de cualquier espesor, se deben realizar con sierras circulares. Los tipos de sierras son similares a los empleados en la industria maderera, pueden ser de acero rápido, acero al carbono o sierras de widia. Las sierras de acero rápido y al carbono, se emplean en espesores finos de hasta 5mm, y las de widia en espesores mayores. Las sierras de acero al carbono, si bien deben afilarse más seguido que las de acero rápido, tienen la ventaja de poder trabar sus dientes para facilitar la descarga del material. Esto da como resultado un corte más limpio y evita, además, el sobrecalentamiento del material. Las sierras de widia son apropiadas para trabajos pesados, tales como el corte de espesores. Su afinación no es frecuente, su facetado y ángulo de corte resuelven el problema de la descarga de material. El desperdicio de material por corte es mayor que con los otros tipos de sierra. El diámetro mas comúnmente empelado en sierras de acero al carbono es de 25 cm, con 220 dientes. La velocidad lineal de corte oscilara en aproximadamente 10/35 mt/min para una velocidad de rotación de 3000 a 6000 rpm. El avance del material durante el proceso de corte deberá ser continuo y adecuado para la velocidad de rotación de la sierra. Las sierras de widia, de acuerdo al tipo de máquina, variarán su diámetro entre 20 cm y 35 cm, con 60 y 84 dientes respectivamente.Perfiles y ángulos de corte de sierras de widia y acero al carbono:
Observaciones:Es de gran importancia el correcto afilado de las sierras para obtener cortes limpios y sin astilladuras, y para evitar que se eleve la temperatura y se dañe el material. También es importante lubricar las sierras para que no se sobrecalienten; de esta manera se evita que el material se ablande y se pegue a las mismas.
Corte con sierras Sierras sin fin y router (tupi):
Se utiliza la sierra sin fin cuando hay necesidad de hacer cortes curvos en planchas o piezas finas. Sin embrago, los elementos mas adecuados son los routers portátiles o fijos, eléctricos o neumáticos.
Los routers no sólo se emplean como elementos de corte, sino también como herramientas para terminación de bordes; lográndose así perfiles acordes con la geometría del router.
Características del router CNC:- tiene la capacidad de grabar y efectuar cortes 3D.- favorece el tratamiento de piezas de muy reducido tamaño (milímetros) o grandes dimensiones, gracias a una amplia superficie de corte (3 m × 2 m)- realiza fresados y desbastes.- posibilita la realización de trabajos en una sola pieza, sin empalmes.- consigue un acabado excelente, sin rebabas ni afección térmica, aunque es necesario un pulido posterior.- alcanza una altísima precisión en el corte (±0,025 mm según el espesor)- ofrece gran versatilidad, sin perder precisión, lo que permite la realización de los más complicados diseños
Corte y grabado laser.
El proceso de corte en láser es de gran utilidad en la actualidad ya que sus costos no son altos y la terminacion es perfecta, realiza cortes planos (2D) asi también los grabados.
El grabado en láser se produce al hacer incidir el haz de luz del láser sobre cualquier material volatilizando ó produciendo un cambio de color.
El proceso consiste en grabar materiales duros o blandos con el objetivo de dejar una marca, ya sea profunda o superficial, para personalizar o adornar. Se pueden hacer bajo relieve o alto relieve y sus principales aplicaciones son: personalización de objetos, manualidades, señalización, publicidad.
El acrílico es uno de los materiales más utilizados para corte y grabado láser, principalmente por la alta calidad de corte y por no requerir acabados.
Sierras manuales:
Para obtener resultados similares a los anteriores con una sierra manual, se requiere un entrenamiento especial de los operadores.Este elemento solo es recomendable para hobbystas o artesanos.
SISTEMAS DE CORTE
7manual de uso
SISTEMAS DE CORTE
6manual de uso
PRESENTACIÓN
5manual de uso
TABLA DE PROPIEDADES
4manual de uso
INTRODUCCIÓN
3manual de uso
INDICE
2manual de uso
Introducciónpropiedades
Tabla de propiedades
Presentaciónalmacenajeestibajeseguridad
Sistemas de cortecorte con lezna o burilcorte con sierrassierras sin fin y routerrouter CNCcorte y grabado lásersierras manualesagujereadocaladofresado y torneado
Termoformado
Medios de calefacciónhornos de aireparrillas calefactoras
Transformacióndobladotermoformado libretermoformado por presión de aire y vacíotermoformado con combinación de los métodos anteriores
Moldeomoldeo por vacío
33
4
5555
6667777888
9
101010
11111111
12
1313
14
151515
151616161617
171717
1818191919
Guía practica de moldeo por termoformado
Acabadopulido mecánicolimpieza
Pegadopreparaciónpegado por inmersiónaplicación con jeringa hipodérmicacemento autopolimerizableprecauciones para el pegado
Pintadopintado a sopleteserigrafía
Montaje e Instalaciónespesores recomendables de instalacióncurvado en fríosistemas de instalaciónfijación con tornillos o pernos
SISTEMAS DE CORTE
8manual de uso
Agujereado
Cualquier agujereadora de pie es adecuada para horadar acrílico, y permite mayor precisión y control que una agujereadora portátil.
Observaciones:
a) Las mechas pueden tener algunas de las geometrías sugeridas a continuación, y deben permanecer constantemente bien afiladas para evitar astilladuras en las planchas acrílicas.
b) El vértice de la mecha deberá emerger de la cara opuesta, después de que la base del cono de la herramienta haya penetrado en el material.
c) Para espesores de hasta 4 mm, no es necesario recurrir a la lubricación. Para espesores mayores, la lubricación se hace indispensable, ya que el trabajo mecánico eleva la temperatura de la pieza provocando los siguientes inconvenientes: el sobrecalentamiento genera tensiones internas, que aumentan el riesgo de rotura si la pieza se somete a una sobrecarga o presión. Las mismas tensiones inducen muy rápidamente a un acentuado crazing por exposición a la luz y al calor.
Generalmente, una pieza manufacturada sin lubricación presenta, por los efectos de la temperatura, paredes con alto grado de distorsión, debido al arrastre de material y a la irregularidad superficial. Una correcta lubricación reduce o elimina dichos problemas. Se recomienda el uso de aceites solubles.
Calado
El calado se puede hacer con sierras caladoras, que deberán tener un brazo suficientemente grande como para barrer amplias superficies.
Las sierras, en estos casos, consisten en “varillas” metálicas con dientes finos a las que, al imprimirle un movimiento de vaivén vertical a través de la plancha, cortan según un modelo deseado.
Fresado y Torneado
Haciendo extensiva la asimilación del acrílico a la madera, desde el punto de vista del mecanizado, podemos decir que las operaciones de fresado y torneado son similares a las de la industria maderera o metalúrgica.
Como en estas operaciones la generación de calor por el mecanizado es importante, resulta indispensable que ellas se realicen con intensa lubricación, para evitar sobrecalentamientos que debilitan a la pieza por generación de tensiones internas.
TERMOFORMADO
9manual de uso
Las planchas ACRILICOPAOLINI® son termoplásticas; de ahí que una vez calentadas uniformemente, y a una temperatura adecuada, adquieren flexibilidad y elasticidad. Bajo ese estado, es posible moldearlas por doblado o estiramiento sobre un molde. Una vez que la pieza se enfría, mantendrá la forma adquirida en la matriz. Para un correcto termoformado deben tenerse en cuenta las siguientes precauciones:
1) Las planchas tendrán una contracción de aproximadamente el 2%, si estas son calentadas libremente, y su espesor incrementara proporcionalmente un 4%.
2) La temperatura de moldeo deberá estar comprendida entre 150° y 180°C. Los tiempos necesarios para alcanzar dicha temperatura dependerán del tipo de fuente calefactora, espesor y color de la plancha.
3) Un excesivo calentamiento de la plancha a moldear se manifiesta primero por la aparición de burbujas en la superficie, y luego en la masa, cuando éste es más acentuado.
4) Si la temperatura desciende por debajo del límite inferior de moldeo, la pieza se conformará mal o se romperá.
Una vez lograda la forma sobre el molde, la pieza se dejará enfriar lenta y uniformemente y se retirará aun tibia (40-50°C). De esta forma se evitan las tensiones internas que incrementan la fragilidad del producto.
GRAFICOS
Temp. Máx de Servicio
Máxima Elongación
Rango de Temp. de Termoformado
Principio de deterioro con elevada humedad absorbida
Temperatura de Descomposición
0º C 80º C 110º C 150º C 180º C 200º C
rango deTERMOFORMADO
Man
ual
de
uso
del
acr
ílico
MEDIOS DE CALEFACCIÓN
10manual de uso
Hornos de Aire
Los hornos de aire con circulación forzada son el medio más idóneo para el calentamiento de las planchas a termoformar, ya que un buen control térmico evita el sobrecalentamiento, independientemente del tiempo y la cantidad de las mismas en el proceso.Sim embargo, debe tenerse en cuenta que la velocidad del aire no puede ser inferior a 12 m/min.
Parrillas calefactoras
Las parrillas calefactoras pueden ser eléctricas o a gas, y resuelven los problemas operativos con mayor facilidad que en el caso anterior; pues la plancha es calentada sobre el molde en su respectivo marco.Una calefacción superior e inferior minimiza el tiempo y uniforma la temperatura de la plancha en forma casi óptima.
Diagrama de calefacción de una plancha acrílica (tiempo en función del espesor).
1) Intercambiador2) Turbina3) Plancha acrílica.4) Corriente de aire5) Pinzas de sujeción6) Termostato
5
3
4
6
4
12
1) Horno de aire por convección.2) Calefacción por radiación sobre una cara.3) Calefacción por radiación sobre ambas cara.
TRANSFORMACIÓN
11manual de uso
Parrillas calefactoras
Las parrillas calefactoras pueden ser eléctricas o a gas, y resuelven los problemas operativos con mayor facilidad que en el caso anterior; pues la plancha es calentada sobre el molde en su respectivo marco.Una calefacción superior e inferior minimiza el tiempo y uniforma la temperatura de la plancha en forma casi óptima.
Diagrama de calefacción de una plancha acrílica (tiempo en función del espesor).
Doblado
El doblado es una transformación común en los materiales termoplásticos, y suele hacerse con resistencias planas, tubos de cuarzo eléctricos o alambres.Calentando correctamente el área de doblado logramos ángulos y esquinas brillantes. Los equipos son de una gran sencillez.
Termoformado por presión de aire y por vacío
Las planchas ACRILICOPAOLINI® pueden ser termoformadas con ayuda de aire a presión o vacío, aun sin molde. La forma de la pieza esta determinada por la geometría de la base de sujeción. El sistema de termoformado por presión de aire y vacio, permite hacer domos de base circular, cuadrada o rectangular. De esta forma se confeccionan cúpulas para aviones y helicópteros.
Termoformado libre
Es el método más sencillo y consiste en extender sobre el molde la plancha ACRILICOPAOLINI® a temperatura de termoformado. Para evitar que por el contacto plancha- molde la pieza presente marcas en su superficie, se suele pegar una franela sobre este.
1) plancha de acrílico2) molde frío3) resistencia eléctrica4) zona de calentamiento
12
34
Term
ofor
mad
o po
r pr
esió
n de
aire
y p
or v
acío
Termoformado a presión mecánica
1) calefactor2) cierre rápido3) platina4) plancha acrílica5) cámara de presión
En este proceso, el molde puede ser simplemente hecho por perfilería metálica, la que solo toma contacto con la plancha acrílica al definir sus aristas. La pieza final tiene muy buena calidad óptica.
TRANSFORMACIÓN
12manual de uso
Termoformado con combinación de los métodos anteriores
a) Soplado y embutido seguido de evacuación de aire.Este método se emplea especialmente cuando se desean piezas con espesores de paredes más uniformes.
b) Soplado, embutido, seguido de vacío en el sistema.
MOLDEO
13manual de uso
Los moldes a emplear en la confección de artículos acrílicos, especialmente cuando se trabajan planchas transparentes, deben hacerse con perfilería metálica bien pulida y preferentemente cromada. De esta forma, el contacto de la plancha con el molde sólo ocurre a lo largo de las aristas del modelo, de modo tal que los planos permanecen inalterados, conservando el brillo y superficie original.
Es de hacer notar que, al tomar contacto el acrílico con el molde, el primero, quedará marcado en forma irregular, independientemente de la calidad del pulido de la matriz.Un ejemplo ampliamente difundido de este sistema de moldeo, es el termoformado de bañeras, lavatorios, inodoros y bidets con ACRILICOPAOLINI® para uso sanitario. Así, se logran piezas de gran belleza y funcionalidad.Todos los artefactos tienen contornos suaves y superficies brillantes, que se obtienen fácilmente mediante el sistema por vacío. Durante el proceso, deben guardarse condiciones de extrema limpieza.Dado el tamaño y la calidad requerida por estas piezas se recurre generalmente a prensas con un mediano nivel de automatización y control. Para este moldeo se utilizan moldes tipo “Hembra”.
Moldeo por vacío
El moldeo por vacío es similar al de cualquier otro material termoplástico, y en el diseño del molde deben considerarse los radios y ángulos de la pieza, por la menor definición del acrílico.
1) calefactores2) marco de sujeción3) cámara de vacío4) portamolde5) molde6) tanque de vacío7) bomba de vacío
1
2
3
4
12
3
4
56 7
GUIA PRÁCTICA DE MOLDEO POR TERMOFORMADO
14manual de uso
ACABADO
15manual de uso
Cuando las planchas ACRILICOPAOLINI® son cortadas, independientemente del método empleado, presentan una superficie irregular. Esto no permite pegar una plancha o pieza en forma prolija, y tampoco puede ser presentado dicho corte como trabajo definitivo en cualquier pieza manufacturada.
Las operaciones a seguir, para poder restaurar la superficie, son las siguientes:
1) Se puede recurrir a un rasqueteado con un fleje metálico de bordes curvos que, aplicándolo con fuerza sobre la superficie, arrastrará virutas uniformando el plano.
2) A continuación, también manualmente, y con movimiento de vaivén, se desplazará un taco de madera revestido con lija al agua, empleando granulometrías decrecientes comenzando con 120- 400- 600.Finalizada la última aplicación, la pieza está en condiciones de ser pulida.
Contando con lijadoras planetarias o de banda, estas operaciones pueden realizarse en muy breve tiempo.Las lijadoras de banda son las más recomendadas por su velocidad de trabajo y permiten, además, trabajar en húmedo. Con ello, la operación es mas limpia y las temperaturas de trabajo no inducen tensiones.
Pulido mecánico
La superficie lijada, y sin marcas superficiales, se encuentra lista para ser pulida. Así, se restaurará el brillo del plano mecanizado y éste alcanzará el mismo aspecto que la superficie de las planchas.
Se utilizan en esta operación (pulido) exclusivamente discos de franela suaves, evitándose la mezcla con tejido sintético. El diámetro de dichos discos será de aproximadamente 30 cm Y el grosor de 7 cm.
Una amoladora de 2,0 a 2,5 HP con 2.800 v.p.m es suficiente como para operar el disco de franela anteriormente descripto.
Como agente abrasivo se emplean pastas de pulido que se aplican a la rueda de franela de movimiento. Luego se apoya la pieza a pulir, imprimiéndole un movimiento de vaivén sin demasiada presión, para evitar sobrecalentamientos que puedan deformar la pieza por fusión incipiente, amén de las tensiones que en ella generan.
Todos los materiales plásticos tienen una acentuada tendencia a cargarse estáticamente, por ello se adhiere el polvillo del ambiente sobre los mismos. Una manera de evitar este inconveniente es aplicar sobre la superficie una fina película de antiestático, y así mantenerla limpia.
PEGADO
Las planchas ACRILICOPAOLINI® pueden ser pegadas entre ellas y con otros plásticos. Sin embrago, deben cuidarse otros aspectos para obtener un trabajo satisfactorio.
En principio, el adhesivo a emplear deberá elegirse en función del material (acrílico) u otros materiales que deseen pegarse a él.
El adhesivo debe atacar ligeramente al acrílico a pegar, y a su vez ser eliminado del medio por una ligera corriente de aire, para evitar concentraciones elevadas que pueden atacar la pieza.Es importante tener en cuenta este último punto. Especialmente cuando las piezas a pegar, han sido mecanizadas sin observar las recomendaciones referidas a los sobrecalentamientos.
Los adhesivos pueden ser:1) Solventes puros, con mayor o menor velocidad de evaporación.2) Soluciones de solvente/polímero.3) Soluciones autopolimerizables.
La elección del método dependerá del tipo de trabajo y de la habilidad del operador.
Limpieza
Si la pieza una vez terminada se debiera limpiar por haberse manchado con polvos, ceras, etc., durante el proceso de transformación, se lavará con agua, detergente y una franela o esponja, siempre húmeda, hasta remover la suciedad o materiales ligeramente adheridos.
1) acrílico2) banda de esmeril3) cilindro motor3’) polea libreA) nivel de agua
PEGADO
16manual de uso
Preparación
Independientemente del adhesivo y del método empleado, las piezas a unir deben ser mecanizadas perfectamente para evitar irregularidades superficiales, pues desniveles en las mismas separan las superficies y, en las zonas circundantes aparecen oclusiones de aire que desmerecen la calidad del pegado. Este inconveniente que se pone de manifiesto claramente cuando el adhesivo es sólo un solvente, disminuye en el caso de adhesivo solvente/polímero por el aporte de sólidos a la soldadura.Cuando se emplean cementos autopolimerizables, donde el solvente es reactivo, este fenómeno puede llegar a pasar desapercibido.
Pegado por inmersión
Este es un método de buen resultado y fácil aplicación. Consiste en sumergir el borde de la pieza a pegar en un recipiente de poca profundidad, o bien sobre una almohadilla con solventes puros. Pocos minutos son suficientes para que se ablande el borde. Una vez escurrido el solvente, se aplica la pieza sobre la superficie a pegar con ligera presión durante unos segundos, y luego se abandona la pieza hasta que se evapore el solvente.
Aplicación con jeringa hipodérmica
El proceso es simple y basta aplicar el adhesivo sobre la unión de las piezas, permitiendo que éste se difunda por capilaridad.El adhesivo solvente, el adhesivo solvente/polímero o el cemento autopolimerizable, pueden ser aplicados con jeringa hipodérmica.En estos casos es conveniente limitar, con cinta autoadhesiva, el escurrimiento del adhesivo sobre la superficie.
Cemento autopolimerizable
a) Cinta autoadhesiva para contener el desborde de polímero fraguante.b) Polímero fraguante.c) Pieza acrílica mecanizada a 20º. .
Cuando se empela cemento, autopolimerizable, debe evitarse la incorporación de burbujas de aire durante la aplicación. Los tiempos que deberán dejarse abandonadas las piezas, antes de mecanizarlas, dependerán del tipo de adhesivo o cemento empleado, y de las condiciones ambientales.Los adhesivos solventes sueldan rápidamente los planos acrílicos. La resistencia mecánica de la unión es aceptable, aunque baja cuando estas uniones son expuestas a la intemperie.Los adhesivos solvente/polímero y cemento son, en orden creciente, los medios recomendados para la unión de piezas acrílicas por su resistencia mecánica y resistencia a la intemperie.Algunas de las uniones o juntas más adecuadas cuando se trata de pegar láminas acrílicas:
a
a
b
c
Incorrecto
Bueno
Excelente
PINTADO
17manual de uso
Precauciones para el pegado:
La mayoría de los solventes y cementos empleados como adhesivos son altamente inflamables, ligeramente tóxicos e irritantes de la piel y los ojos.Debido a estas circunstancias, deben tomarse un mínimo de precauciones tales como:1) Trabajar en lugares bien ventilados.2) Evitar la presencia de llamas.3) No dejar que los adhesivos entren en contacto con piel y ojos.
La calidad de los pigmentos y/o colorantes también debe ser adecuada al uso.
Ya en vía operativa, debe cuidarse extremadamente la limpieza de la superficie, pues los aceites y grasas impedirán un correcto pintado. La remoción debe hacerse sin alterar la superficie de ahí que el solvente no debe atacarlo.
A esto le seguirá un lavado con agua que luego deberá ser eliminada perfectamente, cuidando en esta operación de eliminar el polvo que puede depositarse por carga estática.
Serigrafía
La serigrafía es una técnica de impresión empleada en el método de reproducción de documentos e imágenes sobre cualquier material, y consiste en transferir una tinta a través de una gasa tensada en un marco, el paso de la tinta se bloquea en las áreas donde no habrá imagen mediante una emulsión o barniz, quedando libre la zona donde pasará la tinta.
El sistema de impresión es repetitivo, esto es, que una vez que el primer modelo se ha logrado, la impresión puede ser repetida cientos y hasta miles de veces sin perder definición.
Se sitúa la malla, unida a un marco para mantenerla tensa, sobre el soporte a imprimir y se hace pasar la tinta a través de ella, aplicándole una presión moderada con un rasero, generalmente de caucho.
La impresión se realiza a través de una tela de trama abierta, enmarcada en un marco, que se emulsiona con UN (material foto sensible). Por contacto, el original, se expone a la luz, para endurecer las partes libres de imagen. Por el lavado con agua se diluye la parte no expuesta, dejando esas partes libres en la tela.
El soporte a imprimir se coloca bajo el marco, dentro del cual se coloca la tinta, que se extiende sobre toda la tela por medio de una regla de goma. La tinta pasa a través de la malla en la parte de la imagen y se deposita en el papel o tela. El marco de madera se ajusta a una mesa, llamada pulpo por medio de bisagras o brazos, que permiten subirlo y bajarlo para colocar y retirar los pliegos impresos.
Pintado a soplete
Las planchas ACRILICOPAOLINI® no agotan sus posibilidades con el simple moldeo o armado de piezas, ya que pueden ser pintadas y con ello tener aplicación en el campo publicitario o decorativo.
El pintar una plancha ACRILICOPAOLINI® exige guardar una serie de simples normas para obtener un buen resultado. Las recomendaciones siguientes son las generales para este tipo de labores.
En primer lugar, la elección de la pintura es la clave de un trabajo correcto siendo recomendada especialmente la de base acrílica, por su compatibilidad y resistencia a la luz solar, más aún cuando se trata de aplicaciones al exterior.
Los solventes de la pintura no deberán atacar excesivamente al material, pues ese fenómeno termina por degradar el área tratada, produciendo fisuras que debilitan las propiedades mecánicas de la pieza (crazing).
a
b c
d
ea) maniguetab) pinturac) screend) marco de sustentacióne) acrílico
Serigrafía
Pintado a soplete
PEGADO MONTAJE E INSTALACIÓN
18manual de uso
Debido a un elevado coeficiente de dilatación comparado con acero, madera, hormigón o vidrio, el montaje e instalación de planchas y paneles acrílicos moldeados requiere de algunas precauciones. Es por ello que deben tenerse en consideración los posibles cambios dimensionales.
Coeficientes de dilatación térmica de diversos materiales cm x cm x ºC
Espesores recomendables de instalación
Espesores mínimos en mm para paneles planos en fachadas exteriores de acuerdo a sus dimensiones superficiales.
ACRILICOPAOLINI® 0.000070
Plomo 0.000027Aluminio 0.000020Cobre 0.000015Acero 0.000010Vidrio 0.000008Hormigón 0.000006
Medidas
(cm)
30 45 60 80 120 150 180 210
30 3,2
45 3,2 5
60 3,2 5 6
90 3,2 5 6 8
120 3,2 5 6 8 10
150 3,2 5 6 8 10 12
180 3,2 5 6 8 10 12 12
210 3,2 5 6 8 10 12 12 12
MONTAJE E INSTALACIÓN
19manual de uso
Curvado en frío
Las planchas ACRILICOPAOLINI® pueden curvarse en frío.
El radio no debe ser inferior a mínimo 180 veces el espesor de la plancha. Este valor límite puede ser alcanzado sin que se pongan de manifiesto tensiones.
Deberá cuidarse que el apoyo perimetral de la plancha sea liso y permita el deslizamiento de la misma por efecto de la dilatación
Sistemas de instalación
Sistema flotante
El burlete puede ser de caucho, silicona o cualquier material que permita el libre movimiento de la plancha ACRILICOPAOLINI® en su alojamiento, y su espesor de 1.5 mm debe soportar sin desgarrarse las contracciones y dilataciones de la plancha acrílica.
Sistema de retén cementado
Fijación con tornillos o pernos
Este tipo de instalaciones son más conflictivas, porque el anclaje es más severo que el de las descripciones anteriores. Debido a esto, el orificio pasante en la lámina deber ser de mayor diámetro que el tornillo o remache, para evitar el apoyo de éste sobre las caras internas, pues una tensión grande puede inducir la rotura a partir de dicho orificio.
A) Perfilería metálica.B) Burlete mínimo 1,5 mm de ancho.C) Plancha ACRILICOPAOLINI®D) Huelgo de expansión 3mm/m lineal de plancha acrílica.E) Embutido mínimo 10 mm.Perfilería Metálica.
A) Perfilería metálica.B) Burlete de fijación mínimo de 1,5 mm.C) Plancha ACRILICOPAOLINI® D) Huelgo de expansión mínimo 3 mm/m lineal de chapa.E) Embutido de plancha ACRILICOPAOLINI®
Aquí, en la mecanización del agujero, son válidos todos los razonamientos dichos en el caso de agujereado de acrílico.
A) Perfilería metálica.B) Burlete de fijación (mínimo de 1,5 mm)C) Plancha ACRILICOPAOLINI®D) Huelgo de expansión (mínimo 3 mm/m lineal de plancha)E) Embutido de plancha.F) Arandela de goma.
Ante cualquier requerimiento especial, consulte con el Departamento Técnico de Paolini S.A.I.C
EC 01Vigencia: 30/07/2008
7 RECICLABLE Ninguna parte de este manual puede ser reproducida sin la expresa autorización de PAOLINI S.A.I.C
Propiedades ópticas Índice de refracción Transmitancia Nubosidad (Haze)
% %
D-542 D-791 D-1003
1,49 92 1
1,49 92 1
1,50 92 1
1,49 90 4
Propiedades químicas Resistencia a la intemperie Resistencia a los ácidos débiles Resistencia a los ácidos fuertes Resistencia a los alcais débiles Resistencia a los alcais fuertes Ácidos Oxidantes
Excelente No es atacado No es atacado No es atacado
Es atacado Es atacado
Excelente No es atacado No es atacado No es atacado
Es atacado Es atacado
Amarillea No es atacado No es atacado No es atacado
Es atacado Es atacado
Excelente No es atacado No es atacado No es atacado
Es atacado Es atacado
Propiedades mecánicas
Unidades Normas
Astm ACRILICOPAOLINI®
Colado
Acrílico Extruído
Ignífugo
Extruído Alto Impacto
Tracción Resistencia en el límite elástico Resistencia a la rotura Elongación a la rotura Modulo de la elasticidad
Kg/cm2 Kg/cm2
% Kg/cm2
D-638 D-638 D-638 D-638
-
562-773 4,5
24.600-31.000
-
492-773 5,0
23.000-31.000
-
562-878 5,0
26.600-33.700
-
386 - -
Flexión Resistencia en el límite elástico o rotura Módulo de elasticidad
Kg/cm2 Kg/cm2
D-790 D-790
840-1.190
27.500-33.400
740-1.300
22.800-32.300
840-1.250
24.600-31.600
562
17.500
Compresión Resistencia a la compresión (ruptura) Módulo de compresión
Kg/cm2 Kg/cm2
D-695 D-695
773-1.330
27.500-33.300
740-1260
26.000-32.300
773-840 31.000
- -
Impacto Resistencia al impacto IZOD
Kg/cm/cm
D-256 A
1,9
2,4
1,9
6,52
Dureza Rockwell Barcol
D-795 D-2583
M-80- M-100
50
M-68- M105
50
M-61- M-100
45
R-99 35
Propiedades Térmicas Coeficiente de dilatación lineal Temperatura de deflexión bajo carga Conductibilidad térmica Calor especifico
cm/cm°C 18´6 kg/cm
10 -4cal cm/sec cm2 °C Cal/g/°C
D-696 D-648 C-177
6,0 x 10-5 86°C
4,0-6,0 0,35
1,3 x 10-5 74-99°C 4,0- 6,0
0,35
1,3 x 10-5 68-96°C 4,0-6,0 0,35
82°C
- 0.35
Propiedades físicas Peso especifico Absorción de agua
g/cm3
% D-792 D-570
1,19-1,20 0,2-0,4
1,19-1,20 0,1-0,4
1,23 0,63
1,15 0,4
Propiedades eléctricas Resistencia eléctrica Rigidez dieléctrica
Ohm/cm Kv/mm
D-257 D-149
>106
19 >106
17 >106 16
- -
DEFECTO PROBABLE CAUSA POSIBLES CORRECCIONES Burbujas en la chapa.
Plancha demasiado caliente.
Reducir tiempo de calentamiento. Reducir la potencia de los calefactores. Alejar los calefactores. Emplear un tejido metálico como pantalla (sombra)
Formato incompleto. Definición pobre.
Plancha demasiado fría. Vacío insuficiente. Baja presión de aire.
Incrementar la temperatura de la plancha. Verificar posibles pérdidas del sistema. Aumentar la reserva de vacío. Aumentar el diámetro de los orificios de vacío en el molde. Aumentar la presión del aire.
Fondos y esquinas finas de bajo espesor.
Técnica de moldeo pobre. Plancha demasiado fría. Moldeo demasiado rápido. Molde no adecuado.
Cambiar el ciclo de moldeo, ya sea por soplado o compresión. Rediseñar el molde. Usar pantalla metálica para controlar perfil de temperatura. Reducir la velocidad de moldeo.
Variación extrema de espesores. Pieza combinada.
Plancha mal calentada. Molde demasiado frío. Plancha que se desliza sobre el molde. Plancha muy caliente.
Controlar perfil de temperatura. Controlar los calefactores. Ajustar el marco con mayor presión. Reducir tiempo o temperatura.
Pozos, hoyos, granos y marcas Plancha que se pega al molde.
Orificios de vacío demasiado grandes. Excesiva suciedad en el molde o plancha. Molde rugoso.
Reducir el diámetro de los orificios. Disminuir la depresión. Limpiar molde y/o plancha. Pulir molde.
Plancha que se pega al molde
Molde demasiado rugoso. Dibujos demasiado profundos.
Rediseño del molde.
Pieza con distorsión. Remoción de la pieza demasiado caliente. Mala calefacción. Enfriamiento no uniforme.
Aumentar el tiempo de enfriamiento, colocando la pieza desmoldada en molde frío. Controlar perfil de temperaturas. Corregir el molde.
Roturas de piezas ya formadas.
Mal diseño del molde. Calentamiento insuficiente. Molde muy frío.
Incrementar los radios. Controlar temperaturas y/o tiempode calefacción.
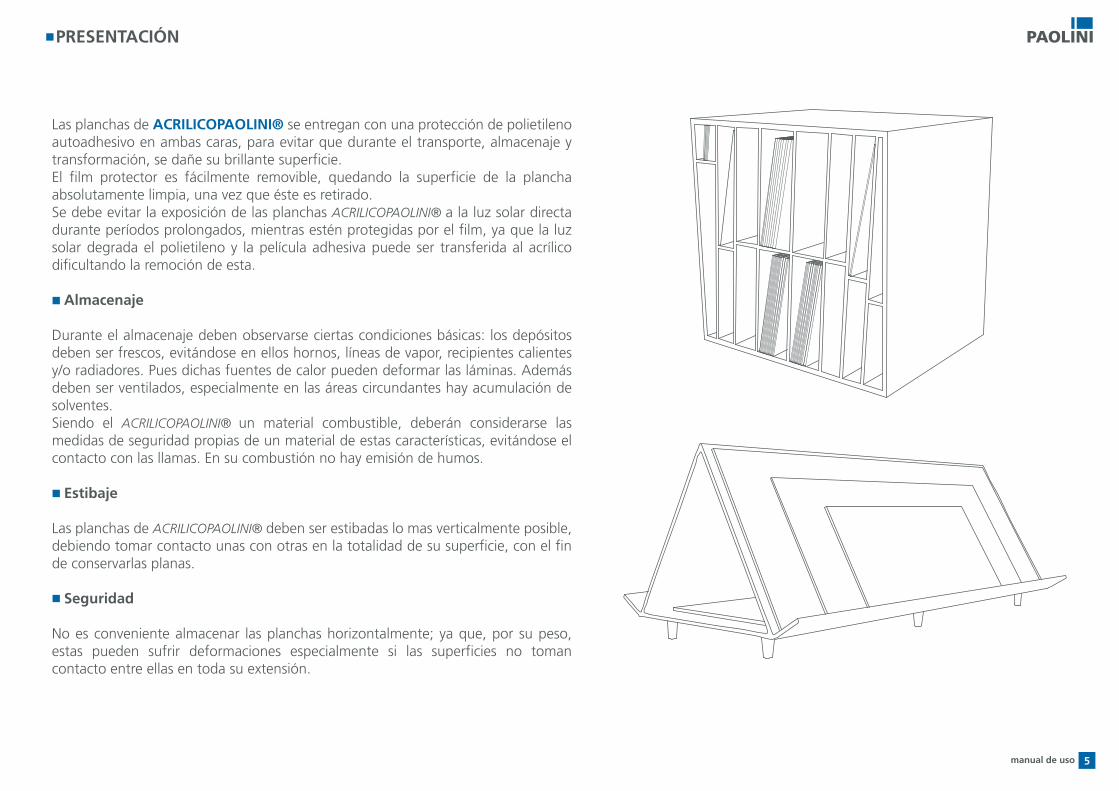
3
ACRILICOPAOLINI® es la marca que identifica al “POLIMETRACRILATO DE METILO” en forma de planchas por el método de colada en celda, producido y comercializado por PAOLINI S. A. I. C.
Propiedades
La elección de ACRILICOPAOLINI® como material apto para las más diversas aplicaciones, deviene de la suma de propiedades que hacen de él un material de gran versatilidad.
Las características más destacables de este material termoplástico son:
- Resistencia espontánea a la luz solar (luz U.V.) y agentes atmosféricos.- Buenas propiedades mecánicas y eléctricas.- Bajo peso específico. - Buena dureza y relativa resistencia al rayado.- El material cristal incoloro, transmite el 92% de la luz incidente.- Buena superficie y alto brillo.- Resistente a la mayoría de las más comunes sustancias químicas.- Resistencia a la intemperie y a los rayos U.V.- Aislante térmico y acústico.- Fácil de maquinar.- Gran capacidad de termoformado.- Apto para repulido de la superficie.- Reciclable.- Fácil limpieza.- Amplia gama de colores.- Buena resistencia a la flexión.
Este conjunto de propiedades permite su aplicación con éxito en la industria de la construcción, cartelería y señalización al exterior, artículos para el hogar, publicidad, regalos, iluminación, blindajes, bañeras, incubadoras, dispositivos para laboratorios y equipamiento hospitalario.
El ACRILICOPAOLINI® se ofrece en diversos grados, con características especiales para el uso especifico tales como material para uso sanitario, uso aeronáutico, naval, automotriz, ignífugo o con absorción especifica de radiación U.V., protección para museos, camas solares.
Las planchas de ACRILICOPAOLINI® se entregan con una protección de polietileno autoadhesivo en ambas caras, para evitar que durante el transporte, almacenaje y transformación, se dañe su brillante superficie.El film protector es fácilmente removible, quedando la superficie de la plancha absolutamente limpia, una vez que éste es retirado.Se debe evitar la exposición de las planchas ACRILICOPAOLINI® a la luz solar directa durante períodos prolongados, mientras estén protegidas por el film, ya que la luz solar degrada el polietileno y la película adhesiva puede ser transferida al acrílico dificultando la remoción de esta.
Almacenaje
Durante el almacenaje deben observarse ciertas condiciones básicas: los depósitos deben ser frescos, evitándose en ellos hornos, líneas de vapor, recipientes calientes y/o radiadores. Pues dichas fuentes de calor pueden deformar las láminas. Además deben ser ventilados, especialmente en las áreas circundantes hay acumulación de solventes. Siendo el ACRILICOPAOLINI® un material combustible, deberán considerarse las medidas de seguridad propias de un material de estas características, evitándose el contacto con las llamas. En su combustión no hay emisión de humos.
Estibaje
Las planchas de ACRILICOPAOLINI® deben ser estibadas lo mas verticalmente posible, debiendo tomar contacto unas con otras en la totalidad de su superficie, con el fin de conservarlas planas.
Seguridad
No es conveniente almacenar las planchas horizontalmente; ya que, por su peso, estas pueden sufrir deformaciones especialmente si las superficies no toman contacto entre ellas en toda su extensión.
Las planchas de ACRILICOPAOLINI® se pueden cortar con herramientas de corte manuales o eléctricas similares a las que se empelan en la industria de la madera, dependiendo del tipo de trabajo la elección del instrumento de corte.
Corte con lezna o buril
Tratándose de planchas finas, estas pueden cortarse de igual manera que un vidrio. Con una lezna o buril se hace una incisión profunda en la plancha. Apoyándola firmemente sobre un borde recto, y con fuerte presión se quiebra a lo largo de la marca realizada.
Los cortes rectos en una plancha de cualquier espesor, se deben realizar con sierras circulares. Los tipos de sierras son similares a los empleados en la industria maderera, pueden ser de acero rápido, acero al carbono o sierras de widia. Las sierras de acero rápido y al carbono, se emplean en espesores finos de hasta 5mm, y las de widia en espesores mayores. Las sierras de acero al carbono, si bien deben afilarse más seguido que las de acero rápido, tienen la ventaja de poder trabar sus dientes para facilitar la descarga del material. Esto da como resultado un corte más limpio y evita, además, el sobrecalentamiento del material. Las sierras de widia son apropiadas para trabajos pesados, tales como el corte de espesores. Su afinación no es frecuente, su facetado y ángulo de corte resuelven el problema de la descarga de material. El desperdicio de material por corte es mayor que con los otros tipos de sierra. El diámetro mas comúnmente empelado en sierras de acero al carbono es de 25 cm, con 220 dientes. La velocidad lineal de corte oscilara en aproximadamente 10/35 mt/min para una velocidad de rotación de 3000 a 6000 rpm. El avance del material durante el proceso de corte deberá ser continuo y adecuado para la velocidad de rotación de la sierra. Las sierras de widia, de acuerdo al tipo de máquina, variarán su diámetro entre 20 cm y 35 cm, con 60 y 84 dientes respectivamente.Perfiles y ángulos de corte de sierras de widia y acero al carbono:
Observaciones:Es de gran importancia el correcto afilado de las sierras para obtener cortes limpios y sin astilladuras, y para evitar que se eleve la temperatura y se dañe el material. También es importante lubricar las sierras para que no se sobrecalienten; de esta manera se evita que el material se ablande y se pegue a las mismas.
Corte con sierras Sierras sin fin y router (tupi):
Se utiliza la sierra sin fin cuando hay necesidad de hacer cortes curvos en planchas o piezas finas. Sin embrago, los elementos mas adecuados son los routers portátiles o fijos, eléctricos o neumáticos.
Los routers no sólo se emplean como elementos de corte, sino también como herramientas para terminación de bordes; lográndose así perfiles acordes con la geometría del router.
Características del router CNC:- tiene la capacidad de grabar y efectuar cortes 3D.- favorece el tratamiento de piezas de muy reducido tamaño (milímetros) o grandes dimensiones, gracias a una amplia superficie de corte (3 m × 2 m)- realiza fresados y desbastes.- posibilita la realización de trabajos en una sola pieza, sin empalmes.- consigue un acabado excelente, sin rebabas ni afección térmica, aunque es necesario un pulido posterior.- alcanza una altísima precisión en el corte (±0,025 mm según el espesor)- ofrece gran versatilidad, sin perder precisión, lo que permite la realización de los más complicados diseños
Corte y grabado laser.
El proceso de corte en láser es de gran utilidad en la actualidad ya que sus costos no son altos y la terminacion es perfecta, realiza cortes planos (2D) asi también los grabados.
El grabado en láser se produce al hacer incidir el haz de luz del láser sobre cualquier material volatilizando ó produciendo un cambio de color.
El proceso consiste en grabar materiales duros o blandos con el objetivo de dejar una marca, ya sea profunda o superficial, para personalizar o adornar. Se pueden hacer bajo relieve o alto relieve y sus principales aplicaciones son: personalización de objetos, manualidades, señalización, publicidad.
El acrílico es uno de los materiales más utilizados para corte y grabado láser, principalmente por la alta calidad de corte y por no requerir acabados.
Sierras manuales:
Para obtener resultados similares a los anteriores con una sierra manual, se requiere un entrenamiento especial de los operadores.Este elemento solo es recomendable para hobbystas o artesanos.
SISTEMAS DE CORTE
7manual de uso
SISTEMAS DE CORTE
6manual de uso
PRESENTACIÓN
5manual de uso
TABLA DE PROPIEDADES
4manual de uso
INTRODUCCIÓN
3manual de uso
INDICE
2manual de uso
Introducciónpropiedades
Tabla de propiedades
Presentaciónalmacenajeestibajeseguridad
Sistemas de cortecorte con lezna o burilcorte con sierrassierras sin fin y routerrouter CNCcorte y grabado lásersierras manualesagujereadocaladofresado y torneado
Termoformado
Medios de calefacciónhornos de aireparrillas calefactoras
Transformacióndobladotermoformado libretermoformado por presión de aire y vacíotermoformado con combinación de los métodos anteriores
Moldeomoldeo por vacío
33
4
5555
6667777888
9
101010
11111111
12
1313
14
151515
151616161617
171717
1818191919
Guía practica de moldeo por termoformado
Acabadopulido mecánicolimpieza
Pegadopreparaciónpegado por inmersiónaplicación con jeringa hipodérmicacemento autopolimerizableprecauciones para el pegado
Pintadopintado a sopleteserigrafía
Montaje e Instalaciónespesores recomendables de instalacióncurvado en fríosistemas de instalaciónfijación con tornillos o pernos
SISTEMAS DE CORTE
8manual de uso
Agujereado
Cualquier agujereadora de pie es adecuada para horadar acrílico, y permite mayor precisión y control que una agujereadora portátil.
Observaciones:
a) Las mechas pueden tener algunas de las geometrías sugeridas a continuación, y deben permanecer constantemente bien afiladas para evitar astilladuras en las planchas acrílicas.
b) El vértice de la mecha deberá emerger de la cara opuesta, después de que la base del cono de la herramienta haya penetrado en el material.
c) Para espesores de hasta 4 mm, no es necesario recurrir a la lubricación. Para espesores mayores, la lubricación se hace indispensable, ya que el trabajo mecánico eleva la temperatura de la pieza provocando los siguientes inconvenientes: el sobrecalentamiento genera tensiones internas, que aumentan el riesgo de rotura si la pieza se somete a una sobrecarga o presión. Las mismas tensiones inducen muy rápidamente a un acentuado crazing por exposición a la luz y al calor.
Generalmente, una pieza manufacturada sin lubricación presenta, por los efectos de la temperatura, paredes con alto grado de distorsión, debido al arrastre de material y a la irregularidad superficial. Una correcta lubricación reduce o elimina dichos problemas. Se recomienda el uso de aceites solubles.
Calado
El calado se puede hacer con sierras caladoras, que deberán tener un brazo suficientemente grande como para barrer amplias superficies.
Las sierras, en estos casos, consisten en “varillas” metálicas con dientes finos a las que, al imprimirle un movimiento de vaivén vertical a través de la plancha, cortan según un modelo deseado.
Fresado y Torneado
Haciendo extensiva la asimilación del acrílico a la madera, desde el punto de vista del mecanizado, podemos decir que las operaciones de fresado y torneado son similares a las de la industria maderera o metalúrgica.
Como en estas operaciones la generación de calor por el mecanizado es importante, resulta indispensable que ellas se realicen con intensa lubricación, para evitar sobrecalentamientos que debilitan a la pieza por generación de tensiones internas.
TERMOFORMADO
9manual de uso
Las planchas ACRILICOPAOLINI® son termoplásticas; de ahí que una vez calentadas uniformemente, y a una temperatura adecuada, adquieren flexibilidad y elasticidad. Bajo ese estado, es posible moldearlas por doblado o estiramiento sobre un molde. Una vez que la pieza se enfría, mantendrá la forma adquirida en la matriz. Para un correcto termoformado deben tenerse en cuenta las siguientes precauciones:
1) Las planchas tendrán una contracción de aproximadamente el 2%, si estas son calentadas libremente, y su espesor incrementara proporcionalmente un 4%.
2) La temperatura de moldeo deberá estar comprendida entre 150° y 180°C. Los tiempos necesarios para alcanzar dicha temperatura dependerán del tipo de fuente calefactora, espesor y color de la plancha.
3) Un excesivo calentamiento de la plancha a moldear se manifiesta primero por la aparición de burbujas en la superficie, y luego en la masa, cuando éste es más acentuado.
4) Si la temperatura desciende por debajo del límite inferior de moldeo, la pieza se conformará mal o se romperá.
Una vez lograda la forma sobre el molde, la pieza se dejará enfriar lenta y uniformemente y se retirará aun tibia (40-50°C). De esta forma se evitan las tensiones internas que incrementan la fragilidad del producto.
GRAFICOS
Temp. Máx de Servicio
Máxima Elongación
Rango de Temp. de Termoformado
Principio de deterioro con elevada humedad absorbida
Temperatura de Descomposición
0º C 80º C 110º C 150º C 180º C 200º C
rango deTERMOFORMADO
Man
ual
de
uso
del
acr
ílico
MEDIOS DE CALEFACCIÓN
10manual de uso
Hornos de Aire
Los hornos de aire con circulación forzada son el medio más idóneo para el calentamiento de las planchas a termoformar, ya que un buen control térmico evita el sobrecalentamiento, independientemente del tiempo y la cantidad de las mismas en el proceso.Sim embargo, debe tenerse en cuenta que la velocidad del aire no puede ser inferior a 12 m/min.
Parrillas calefactoras
Las parrillas calefactoras pueden ser eléctricas o a gas, y resuelven los problemas operativos con mayor facilidad que en el caso anterior; pues la plancha es calentada sobre el molde en su respectivo marco.Una calefacción superior e inferior minimiza el tiempo y uniforma la temperatura de la plancha en forma casi óptima.
Diagrama de calefacción de una plancha acrílica (tiempo en función del espesor).
1) Intercambiador2) Turbina3) Plancha acrílica.4) Corriente de aire5) Pinzas de sujeción6) Termostato
5
3
4
6
4
12
1) Horno de aire por convección.2) Calefacción por radiación sobre una cara.3) Calefacción por radiación sobre ambas cara.
TRANSFORMACIÓN
11manual de uso
Parrillas calefactoras
Las parrillas calefactoras pueden ser eléctricas o a gas, y resuelven los problemas operativos con mayor facilidad que en el caso anterior; pues la plancha es calentada sobre el molde en su respectivo marco.Una calefacción superior e inferior minimiza el tiempo y uniforma la temperatura de la plancha en forma casi óptima.
Diagrama de calefacción de una plancha acrílica (tiempo en función del espesor).
Doblado
El doblado es una transformación común en los materiales termoplásticos, y suele hacerse con resistencias planas, tubos de cuarzo eléctricos o alambres.Calentando correctamente el área de doblado logramos ángulos y esquinas brillantes. Los equipos son de una gran sencillez.
Termoformado por presión de aire y por vacío
Las planchas ACRILICOPAOLINI® pueden ser termoformadas con ayuda de aire a presión o vacío, aun sin molde. La forma de la pieza esta determinada por la geometría de la base de sujeción. El sistema de termoformado por presión de aire y vacio, permite hacer domos de base circular, cuadrada o rectangular. De esta forma se confeccionan cúpulas para aviones y helicópteros.
Termoformado libre
Es el método más sencillo y consiste en extender sobre el molde la plancha ACRILICOPAOLINI® a temperatura de termoformado. Para evitar que por el contacto plancha- molde la pieza presente marcas en su superficie, se suele pegar una franela sobre este.
1) plancha de acrílico2) molde frío3) resistencia eléctrica4) zona de calentamiento
12
34
Term
ofor
mad
o po
r pr
esió
n de
aire
y p
or v
acío
Termoformado a presión mecánica
1) calefactor2) cierre rápido3) platina4) plancha acrílica5) cámara de presión
En este proceso, el molde puede ser simplemente hecho por perfilería metálica, la que solo toma contacto con la plancha acrílica al definir sus aristas. La pieza final tiene muy buena calidad óptica.
TRANSFORMACIÓN
12manual de uso
Termoformado con combinación de los métodos anteriores
a) Soplado y embutido seguido de evacuación de aire.Este método se emplea especialmente cuando se desean piezas con espesores de paredes más uniformes.
b) Soplado, embutido, seguido de vacío en el sistema.
MOLDEO
13manual de uso
Los moldes a emplear en la confección de artículos acrílicos, especialmente cuando se trabajan planchas transparentes, deben hacerse con perfilería metálica bien pulida y preferentemente cromada. De esta forma, el contacto de la plancha con el molde sólo ocurre a lo largo de las aristas del modelo, de modo tal que los planos permanecen inalterados, conservando el brillo y superficie original.
Es de hacer notar que, al tomar contacto el acrílico con el molde, el primero, quedará marcado en forma irregular, independientemente de la calidad del pulido de la matriz.Un ejemplo ampliamente difundido de este sistema de moldeo, es el termoformado de bañeras, lavatorios, inodoros y bidets con ACRILICOPAOLINI® para uso sanitario. Así, se logran piezas de gran belleza y funcionalidad.Todos los artefactos tienen contornos suaves y superficies brillantes, que se obtienen fácilmente mediante el sistema por vacío. Durante el proceso, deben guardarse condiciones de extrema limpieza.Dado el tamaño y la calidad requerida por estas piezas se recurre generalmente a prensas con un mediano nivel de automatización y control. Para este moldeo se utilizan moldes tipo “Hembra”.
Moldeo por vacío
El moldeo por vacío es similar al de cualquier otro material termoplástico, y en el diseño del molde deben considerarse los radios y ángulos de la pieza, por la menor definición del acrílico.
1) calefactores2) marco de sujeción3) cámara de vacío4) portamolde5) molde6) tanque de vacío7) bomba de vacío
1
2
3
4
12
3
4
56 7
GUIA PRÁCTICA DE MOLDEO POR TERMOFORMADO
14manual de uso
ACABADO
15manual de uso
Cuando las planchas ACRILICOPAOLINI® son cortadas, independientemente del método empleado, presentan una superficie irregular. Esto no permite pegar una plancha o pieza en forma prolija, y tampoco puede ser presentado dicho corte como trabajo definitivo en cualquier pieza manufacturada.
Las operaciones a seguir, para poder restaurar la superficie, son las siguientes:
1) Se puede recurrir a un rasqueteado con un fleje metálico de bordes curvos que, aplicándolo con fuerza sobre la superficie, arrastrará virutas uniformando el plano.
2) A continuación, también manualmente, y con movimiento de vaivén, se desplazará un taco de madera revestido con lija al agua, empleando granulometrías decrecientes comenzando con 120- 400- 600.Finalizada la última aplicación, la pieza está en condiciones de ser pulida.
Contando con lijadoras planetarias o de banda, estas operaciones pueden realizarse en muy breve tiempo.Las lijadoras de banda son las más recomendadas por su velocidad de trabajo y permiten, además, trabajar en húmedo. Con ello, la operación es mas limpia y las temperaturas de trabajo no inducen tensiones.
Pulido mecánico
La superficie lijada, y sin marcas superficiales, se encuentra lista para ser pulida. Así, se restaurará el brillo del plano mecanizado y éste alcanzará el mismo aspecto que la superficie de las planchas.
Se utilizan en esta operación (pulido) exclusivamente discos de franela suaves, evitándose la mezcla con tejido sintético. El diámetro de dichos discos será de aproximadamente 30 cm Y el grosor de 7 cm.
Una amoladora de 2,0 a 2,5 HP con 2.800 v.p.m es suficiente como para operar el disco de franela anteriormente descripto.
Como agente abrasivo se emplean pastas de pulido que se aplican a la rueda de franela de movimiento. Luego se apoya la pieza a pulir, imprimiéndole un movimiento de vaivén sin demasiada presión, para evitar sobrecalentamientos que puedan deformar la pieza por fusión incipiente, amén de las tensiones que en ella generan.
Todos los materiales plásticos tienen una acentuada tendencia a cargarse estáticamente, por ello se adhiere el polvillo del ambiente sobre los mismos. Una manera de evitar este inconveniente es aplicar sobre la superficie una fina película de antiestático, y así mantenerla limpia.
PEGADO
Las planchas ACRILICOPAOLINI® pueden ser pegadas entre ellas y con otros plásticos. Sin embrago, deben cuidarse otros aspectos para obtener un trabajo satisfactorio.
En principio, el adhesivo a emplear deberá elegirse en función del material (acrílico) u otros materiales que deseen pegarse a él.
El adhesivo debe atacar ligeramente al acrílico a pegar, y a su vez ser eliminado del medio por una ligera corriente de aire, para evitar concentraciones elevadas que pueden atacar la pieza.Es importante tener en cuenta este último punto. Especialmente cuando las piezas a pegar, han sido mecanizadas sin observar las recomendaciones referidas a los sobrecalentamientos.
Los adhesivos pueden ser:1) Solventes puros, con mayor o menor velocidad de evaporación.2) Soluciones de solvente/polímero.3) Soluciones autopolimerizables.
La elección del método dependerá del tipo de trabajo y de la habilidad del operador.
Limpieza
Si la pieza una vez terminada se debiera limpiar por haberse manchado con polvos, ceras, etc., durante el proceso de transformación, se lavará con agua, detergente y una franela o esponja, siempre húmeda, hasta remover la suciedad o materiales ligeramente adheridos.
1) acrílico2) banda de esmeril3) cilindro motor3’) polea libreA) nivel de agua
PEGADO
16manual de uso
Preparación
Independientemente del adhesivo y del método empleado, las piezas a unir deben ser mecanizadas perfectamente para evitar irregularidades superficiales, pues desniveles en las mismas separan las superficies y, en las zonas circundantes aparecen oclusiones de aire que desmerecen la calidad del pegado. Este inconveniente que se pone de manifiesto claramente cuando el adhesivo es sólo un solvente, disminuye en el caso de adhesivo solvente/polímero por el aporte de sólidos a la soldadura.Cuando se emplean cementos autopolimerizables, donde el solvente es reactivo, este fenómeno puede llegar a pasar desapercibido.
Pegado por inmersión
Este es un método de buen resultado y fácil aplicación. Consiste en sumergir el borde de la pieza a pegar en un recipiente de poca profundidad, o bien sobre una almohadilla con solventes puros. Pocos minutos son suficientes para que se ablande el borde. Una vez escurrido el solvente, se aplica la pieza sobre la superficie a pegar con ligera presión durante unos segundos, y luego se abandona la pieza hasta que se evapore el solvente.
Aplicación con jeringa hipodérmica
El proceso es simple y basta aplicar el adhesivo sobre la unión de las piezas, permitiendo que éste se difunda por capilaridad.El adhesivo solvente, el adhesivo solvente/polímero o el cemento autopolimerizable, pueden ser aplicados con jeringa hipodérmica.En estos casos es conveniente limitar, con cinta autoadhesiva, el escurrimiento del adhesivo sobre la superficie.
Cemento autopolimerizable
a) Cinta autoadhesiva para contener el desborde de polímero fraguante.b) Polímero fraguante.c) Pieza acrílica mecanizada a 20º. .
Cuando se empela cemento, autopolimerizable, debe evitarse la incorporación de burbujas de aire durante la aplicación. Los tiempos que deberán dejarse abandonadas las piezas, antes de mecanizarlas, dependerán del tipo de adhesivo o cemento empleado, y de las condiciones ambientales.Los adhesivos solventes sueldan rápidamente los planos acrílicos. La resistencia mecánica de la unión es aceptable, aunque baja cuando estas uniones son expuestas a la intemperie.Los adhesivos solvente/polímero y cemento son, en orden creciente, los medios recomendados para la unión de piezas acrílicas por su resistencia mecánica y resistencia a la intemperie.Algunas de las uniones o juntas más adecuadas cuando se trata de pegar láminas acrílicas:
a
a
b
c
Incorrecto
Bueno
Excelente
PINTADO
17manual de uso
Precauciones para el pegado:
La mayoría de los solventes y cementos empleados como adhesivos son altamente inflamables, ligeramente tóxicos e irritantes de la piel y los ojos.Debido a estas circunstancias, deben tomarse un mínimo de precauciones tales como:1) Trabajar en lugares bien ventilados.2) Evitar la presencia de llamas.3) No dejar que los adhesivos entren en contacto con piel y ojos.
La calidad de los pigmentos y/o colorantes también debe ser adecuada al uso.
Ya en vía operativa, debe cuidarse extremadamente la limpieza de la superficie, pues los aceites y grasas impedirán un correcto pintado. La remoción debe hacerse sin alterar la superficie de ahí que el solvente no debe atacarlo.
A esto le seguirá un lavado con agua que luego deberá ser eliminada perfectamente, cuidando en esta operación de eliminar el polvo que puede depositarse por carga estática.
Serigrafía
La serigrafía es una técnica de impresión empleada en el método de reproducción de documentos e imágenes sobre cualquier material, y consiste en transferir una tinta a través de una gasa tensada en un marco, el paso de la tinta se bloquea en las áreas donde no habrá imagen mediante una emulsión o barniz, quedando libre la zona donde pasará la tinta.
El sistema de impresión es repetitivo, esto es, que una vez que el primer modelo se ha logrado, la impresión puede ser repetida cientos y hasta miles de veces sin perder definición.
Se sitúa la malla, unida a un marco para mantenerla tensa, sobre el soporte a imprimir y se hace pasar la tinta a través de ella, aplicándole una presión moderada con un rasero, generalmente de caucho.
La impresión se realiza a través de una tela de trama abierta, enmarcada en un marco, que se emulsiona con UN (material foto sensible). Por contacto, el original, se expone a la luz, para endurecer las partes libres de imagen. Por el lavado con agua se diluye la parte no expuesta, dejando esas partes libres en la tela.
El soporte a imprimir se coloca bajo el marco, dentro del cual se coloca la tinta, que se extiende sobre toda la tela por medio de una regla de goma. La tinta pasa a través de la malla en la parte de la imagen y se deposita en el papel o tela. El marco de madera se ajusta a una mesa, llamada pulpo por medio de bisagras o brazos, que permiten subirlo y bajarlo para colocar y retirar los pliegos impresos.
Pintado a soplete
Las planchas ACRILICOPAOLINI® no agotan sus posibilidades con el simple moldeo o armado de piezas, ya que pueden ser pintadas y con ello tener aplicación en el campo publicitario o decorativo.
El pintar una plancha ACRILICOPAOLINI® exige guardar una serie de simples normas para obtener un buen resultado. Las recomendaciones siguientes son las generales para este tipo de labores.
En primer lugar, la elección de la pintura es la clave de un trabajo correcto siendo recomendada especialmente la de base acrílica, por su compatibilidad y resistencia a la luz solar, más aún cuando se trata de aplicaciones al exterior.
Los solventes de la pintura no deberán atacar excesivamente al material, pues ese fenómeno termina por degradar el área tratada, produciendo fisuras que debilitan las propiedades mecánicas de la pieza (crazing).
a
b c
d
ea) maniguetab) pinturac) screend) marco de sustentacióne) acrílico
Serigrafía
Pintado a soplete
PEGADO MONTAJE E INSTALACIÓN
18manual de uso
Debido a un elevado coeficiente de dilatación comparado con acero, madera, hormigón o vidrio, el montaje e instalación de planchas y paneles acrílicos moldeados requiere de algunas precauciones. Es por ello que deben tenerse en consideración los posibles cambios dimensionales.
Coeficientes de dilatación térmica de diversos materiales cm x cm x ºC
Espesores recomendables de instalación
Espesores mínimos en mm para paneles planos en fachadas exteriores de acuerdo a sus dimensiones superficiales.
ACRILICOPAOLINI® 0.000070
Plomo 0.000027Aluminio 0.000020Cobre 0.000015Acero 0.000010Vidrio 0.000008Hormigón 0.000006
Medidas
(cm)
30 45 60 80 120 150 180 210
30 3,2
45 3,2 5
60 3,2 5 6
90 3,2 5 6 8
120 3,2 5 6 8 10
150 3,2 5 6 8 10 12
180 3,2 5 6 8 10 12 12
210 3,2 5 6 8 10 12 12 12
MONTAJE E INSTALACIÓN
19manual de uso
Curvado en frío
Las planchas ACRILICOPAOLINI® pueden curvarse en frío.
El radio no debe ser inferior a mínimo 180 veces el espesor de la plancha. Este valor límite puede ser alcanzado sin que se pongan de manifiesto tensiones.
Deberá cuidarse que el apoyo perimetral de la plancha sea liso y permita el deslizamiento de la misma por efecto de la dilatación
Sistemas de instalación
Sistema flotante
El burlete puede ser de caucho, silicona o cualquier material que permita el libre movimiento de la plancha ACRILICOPAOLINI® en su alojamiento, y su espesor de 1.5 mm debe soportar sin desgarrarse las contracciones y dilataciones de la plancha acrílica.
Sistema de retén cementado
Fijación con tornillos o pernos
Este tipo de instalaciones son más conflictivas, porque el anclaje es más severo que el de las descripciones anteriores. Debido a esto, el orificio pasante en la lámina deber ser de mayor diámetro que el tornillo o remache, para evitar el apoyo de éste sobre las caras internas, pues una tensión grande puede inducir la rotura a partir de dicho orificio.
A) Perfilería metálica.B) Burlete mínimo 1,5 mm de ancho.C) Plancha ACRILICOPAOLINI®D) Huelgo de expansión 3mm/m lineal de plancha acrílica.E) Embutido mínimo 10 mm.Perfilería Metálica.
A) Perfilería metálica.B) Burlete de fijación mínimo de 1,5 mm.C) Plancha ACRILICOPAOLINI® D) Huelgo de expansión mínimo 3 mm/m lineal de chapa.E) Embutido de plancha ACRILICOPAOLINI®
Aquí, en la mecanización del agujero, son válidos todos los razonamientos dichos en el caso de agujereado de acrílico.
A) Perfilería metálica.B) Burlete de fijación (mínimo de 1,5 mm)C) Plancha ACRILICOPAOLINI®D) Huelgo de expansión (mínimo 3 mm/m lineal de plancha)E) Embutido de plancha.F) Arandela de goma.
Ante cualquier requerimiento especial, consulte con el Departamento Técnico de Paolini S.A.I.C
EC 01Vigencia: 30/07/2008
7 RECICLABLE Ninguna parte de este manual puede ser reproducida sin la expresa autorización de PAOLINI S.A.I.C
Propiedades ópticas Índice de refracción Transmitancia Nubosidad (Haze)
% %
D-542 D-791 D-1003
1,49 92 1
1,49 92 1
1,50 92 1
1,49 90 4
Propiedades químicas Resistencia a la intemperie Resistencia a los ácidos débiles Resistencia a los ácidos fuertes Resistencia a los alcais débiles Resistencia a los alcais fuertes Ácidos Oxidantes
Excelente No es atacado No es atacado No es atacado
Es atacado Es atacado
Excelente No es atacado No es atacado No es atacado
Es atacado Es atacado
Amarillea No es atacado No es atacado No es atacado
Es atacado Es atacado
Excelente No es atacado No es atacado No es atacado
Es atacado Es atacado
Propiedades mecánicas
Unidades Normas
Astm ACRILICOPAOLINI®
Colado
Acrílico Extruído
Ignífugo
Extruído Alto Impacto
Tracción Resistencia en el límite elástico Resistencia a la rotura Elongación a la rotura Modulo de la elasticidad
Kg/cm2 Kg/cm2
% Kg/cm2
D-638 D-638 D-638 D-638
-
562-773 4,5
24.600-31.000
-
492-773 5,0
23.000-31.000
-
562-878 5,0
26.600-33.700
-
386 - -
Flexión Resistencia en el límite elástico o rotura Módulo de elasticidad
Kg/cm2 Kg/cm2
D-790 D-790
840-1.190
27.500-33.400
740-1.300
22.800-32.300
840-1.250
24.600-31.600
562
17.500
Compresión Resistencia a la compresión (ruptura) Módulo de compresión
Kg/cm2 Kg/cm2
D-695 D-695
773-1.330
27.500-33.300
740-1260
26.000-32.300
773-840 31.000
- -
Impacto Resistencia al impacto IZOD
Kg/cm/cm
D-256 A
1,9
2,4
1,9
6,52
Dureza Rockwell Barcol
D-795 D-2583
M-80- M-100
50
M-68- M105
50
M-61- M-100
45
R-99 35
Propiedades Térmicas Coeficiente de dilatación lineal Temperatura de deflexión bajo carga Conductibilidad térmica Calor especifico
cm/cm°C 18´6 kg/cm
10 -4cal cm/sec cm2 °C Cal/g/°C
D-696 D-648 C-177
6,0 x 10-5 86°C
4,0-6,0 0,35
1,3 x 10-5 74-99°C 4,0- 6,0
0,35
1,3 x 10-5 68-96°C 4,0-6,0 0,35
82°C
- 0.35
Propiedades físicas Peso especifico Absorción de agua
g/cm3
% D-792 D-570
1,19-1,20 0,2-0,4
1,19-1,20 0,1-0,4
1,23 0,63
1,15 0,4
Propiedades eléctricas Resistencia eléctrica Rigidez dieléctrica
Ohm/cm Kv/mm
D-257 D-149
>106
19 >106
17 >106 16
- -
DEFECTO PROBABLE CAUSA POSIBLES CORRECCIONES Burbujas en la chapa.
Plancha demasiado caliente.
Reducir tiempo de calentamiento. Reducir la potencia de los calefactores. Alejar los calefactores. Emplear un tejido metálico como pantalla (sombra)
Formato incompleto. Definición pobre.
Plancha demasiado fría. Vacío insuficiente. Baja presión de aire.
Incrementar la temperatura de la plancha. Verificar posibles pérdidas del sistema. Aumentar la reserva de vacío. Aumentar el diámetro de los orificios de vacío en el molde. Aumentar la presión del aire.
Fondos y esquinas finas de bajo espesor.
Técnica de moldeo pobre. Plancha demasiado fría. Moldeo demasiado rápido. Molde no adecuado.
Cambiar el ciclo de moldeo, ya sea por soplado o compresión. Rediseñar el molde. Usar pantalla metálica para controlar perfil de temperatura. Reducir la velocidad de moldeo.
Variación extrema de espesores. Pieza combinada.
Plancha mal calentada. Molde demasiado frío. Plancha que se desliza sobre el molde. Plancha muy caliente.
Controlar perfil de temperatura. Controlar los calefactores. Ajustar el marco con mayor presión. Reducir tiempo o temperatura.
Pozos, hoyos, granos y marcas Plancha que se pega al molde.
Orificios de vacío demasiado grandes. Excesiva suciedad en el molde o plancha. Molde rugoso.
Reducir el diámetro de los orificios. Disminuir la depresión. Limpiar molde y/o plancha. Pulir molde.
Plancha que se pega al molde
Molde demasiado rugoso. Dibujos demasiado profundos.
Rediseño del molde.
Pieza con distorsión. Remoción de la pieza demasiado caliente. Mala calefacción. Enfriamiento no uniforme.
Aumentar el tiempo de enfriamiento, colocando la pieza desmoldada en molde frío. Controlar perfil de temperaturas. Corregir el molde.
Roturas de piezas ya formadas.
Mal diseño del molde. Calentamiento insuficiente. Molde muy frío.
Incrementar los radios. Controlar temperaturas y/o tiempode calefacción.

3
ACRILICOPAOLINI® es la marca que identifica al “POLIMETRACRILATO DE METILO” en forma de planchas por el método de colada en celda, producido y comercializado por PAOLINI S. A. I. C.
Propiedades
La elección de ACRILICOPAOLINI® como material apto para las más diversas aplicaciones, deviene de la suma de propiedades que hacen de él un material de gran versatilidad.
Las características más destacables de este material termoplástico son:
- Resistencia espontánea a la luz solar (luz U.V.) y agentes atmosféricos.- Buenas propiedades mecánicas y eléctricas.- Bajo peso específico. - Buena dureza y relativa resistencia al rayado.- El material cristal incoloro, transmite el 92% de la luz incidente.- Buena superficie y alto brillo.- Resistente a la mayoría de las más comunes sustancias químicas.- Resistencia a la intemperie y a los rayos U.V.- Aislante térmico y acústico.- Fácil de maquinar.- Gran capacidad de termoformado.- Apto para repulido de la superficie.- Reciclable.- Fácil limpieza.- Amplia gama de colores.- Buena resistencia a la flexión.
Este conjunto de propiedades permite su aplicación con éxito en la industria de la construcción, cartelería y señalización al exterior, artículos para el hogar, publicidad, regalos, iluminación, blindajes, bañeras, incubadoras, dispositivos para laboratorios y equipamiento hospitalario.
El ACRILICOPAOLINI® se ofrece en diversos grados, con características especiales para el uso especifico tales como material para uso sanitario, uso aeronáutico, naval, automotriz, ignífugo o con absorción especifica de radiación U.V., protección para museos, camas solares.
Las planchas de ACRILICOPAOLINI® se entregan con una protección de polietileno autoadhesivo en ambas caras, para evitar que durante el transporte, almacenaje y transformación, se dañe su brillante superficie.El film protector es fácilmente removible, quedando la superficie de la plancha absolutamente limpia, una vez que éste es retirado.Se debe evitar la exposición de las planchas ACRILICOPAOLINI® a la luz solar directa durante períodos prolongados, mientras estén protegidas por el film, ya que la luz solar degrada el polietileno y la película adhesiva puede ser transferida al acrílico dificultando la remoción de esta.
Almacenaje
Durante el almacenaje deben observarse ciertas condiciones básicas: los depósitos deben ser frescos, evitándose en ellos hornos, líneas de vapor, recipientes calientes y/o radiadores. Pues dichas fuentes de calor pueden deformar las láminas. Además deben ser ventilados, especialmente en las áreas circundantes hay acumulación de solventes. Siendo el ACRILICOPAOLINI® un material combustible, deberán considerarse las medidas de seguridad propias de un material de estas características, evitándose el contacto con las llamas. En su combustión no hay emisión de humos.
Estibaje
Las planchas de ACRILICOPAOLINI® deben ser estibadas lo mas verticalmente posible, debiendo tomar contacto unas con otras en la totalidad de su superficie, con el fin de conservarlas planas.
Seguridad
No es conveniente almacenar las planchas horizontalmente; ya que, por su peso, estas pueden sufrir deformaciones especialmente si las superficies no toman contacto entre ellas en toda su extensión.
Las planchas de ACRILICOPAOLINI® se pueden cortar con herramientas de corte manuales o eléctricas similares a las que se empelan en la industria de la madera, dependiendo del tipo de trabajo la elección del instrumento de corte.
Corte con lezna o buril
Tratándose de planchas finas, estas pueden cortarse de igual manera que un vidrio. Con una lezna o buril se hace una incisión profunda en la plancha. Apoyándola firmemente sobre un borde recto, y con fuerte presión se quiebra a lo largo de la marca realizada.
Los cortes rectos en una plancha de cualquier espesor, se deben realizar con sierras circulares. Los tipos de sierras son similares a los empleados en la industria maderera, pueden ser de acero rápido, acero al carbono o sierras de widia. Las sierras de acero rápido y al carbono, se emplean en espesores finos de hasta 5mm, y las de widia en espesores mayores. Las sierras de acero al carbono, si bien deben afilarse más seguido que las de acero rápido, tienen la ventaja de poder trabar sus dientes para facilitar la descarga del material. Esto da como resultado un corte más limpio y evita, además, el sobrecalentamiento del material. Las sierras de widia son apropiadas para trabajos pesados, tales como el corte de espesores. Su afinación no es frecuente, su facetado y ángulo de corte resuelven el problema de la descarga de material. El desperdicio de material por corte es mayor que con los otros tipos de sierra. El diámetro mas comúnmente empelado en sierras de acero al carbono es de 25 cm, con 220 dientes. La velocidad lineal de corte oscilara en aproximadamente 10/35 mt/min para una velocidad de rotación de 3000 a 6000 rpm. El avance del material durante el proceso de corte deberá ser continuo y adecuado para la velocidad de rotación de la sierra. Las sierras de widia, de acuerdo al tipo de máquina, variarán su diámetro entre 20 cm y 35 cm, con 60 y 84 dientes respectivamente.Perfiles y ángulos de corte de sierras de widia y acero al carbono:
Observaciones:Es de gran importancia el correcto afilado de las sierras para obtener cortes limpios y sin astilladuras, y para evitar que se eleve la temperatura y se dañe el material. También es importante lubricar las sierras para que no se sobrecalienten; de esta manera se evita que el material se ablande y se pegue a las mismas.
Corte con sierras Sierras sin fin y router (tupi):
Se utiliza la sierra sin fin cuando hay necesidad de hacer cortes curvos en planchas o piezas finas. Sin embrago, los elementos mas adecuados son los routers portátiles o fijos, eléctricos o neumáticos.
Los routers no sólo se emplean como elementos de corte, sino también como herramientas para terminación de bordes; lográndose así perfiles acordes con la geometría del router.
Características del router CNC:- tiene la capacidad de grabar y efectuar cortes 3D.- favorece el tratamiento de piezas de muy reducido tamaño (milímetros) o grandes dimensiones, gracias a una amplia superficie de corte (3 m × 2 m)- realiza fresados y desbastes.- posibilita la realización de trabajos en una sola pieza, sin empalmes.- consigue un acabado excelente, sin rebabas ni afección térmica, aunque es necesario un pulido posterior.- alcanza una altísima precisión en el corte (±0,025 mm según el espesor)- ofrece gran versatilidad, sin perder precisión, lo que permite la realización de los más complicados diseños
Corte y grabado laser.
El proceso de corte en láser es de gran utilidad en la actualidad ya que sus costos no son altos y la terminacion es perfecta, realiza cortes planos (2D) asi también los grabados.
El grabado en láser se produce al hacer incidir el haz de luz del láser sobre cualquier material volatilizando ó produciendo un cambio de color.
El proceso consiste en grabar materiales duros o blandos con el objetivo de dejar una marca, ya sea profunda o superficial, para personalizar o adornar. Se pueden hacer bajo relieve o alto relieve y sus principales aplicaciones son: personalización de objetos, manualidades, señalización, publicidad.
El acrílico es uno de los materiales más utilizados para corte y grabado láser, principalmente por la alta calidad de corte y por no requerir acabados.
Sierras manuales:
Para obtener resultados similares a los anteriores con una sierra manual, se requiere un entrenamiento especial de los operadores.Este elemento solo es recomendable para hobbystas o artesanos.
SISTEMAS DE CORTE
7manual de uso
SISTEMAS DE CORTE
6manual de uso
PRESENTACIÓN
5manual de uso
TABLA DE PROPIEDADES
4manual de uso
INTRODUCCIÓN
3manual de uso
INDICE
2manual de uso
Introducciónpropiedades
Tabla de propiedades
Presentaciónalmacenajeestibajeseguridad
Sistemas de cortecorte con lezna o burilcorte con sierrassierras sin fin y routerrouter CNCcorte y grabado lásersierras manualesagujereadocaladofresado y torneado
Termoformado
Medios de calefacciónhornos de aireparrillas calefactoras
Transformacióndobladotermoformado libretermoformado por presión de aire y vacíotermoformado con combinación de los métodos anteriores
Moldeomoldeo por vacío
33
4
5555
6667777888
9
101010
11111111
12
1313
14
151515
151616161617
171717
1818191919
Guía practica de moldeo por termoformado
Acabadopulido mecánicolimpieza
Pegadopreparaciónpegado por inmersiónaplicación con jeringa hipodérmicacemento autopolimerizableprecauciones para el pegado
Pintadopintado a sopleteserigrafía
Montaje e Instalaciónespesores recomendables de instalacióncurvado en fríosistemas de instalaciónfijación con tornillos o pernos
SISTEMAS DE CORTE
8manual de uso
Agujereado
Cualquier agujereadora de pie es adecuada para horadar acrílico, y permite mayor precisión y control que una agujereadora portátil.
Observaciones:
a) Las mechas pueden tener algunas de las geometrías sugeridas a continuación, y deben permanecer constantemente bien afiladas para evitar astilladuras en las planchas acrílicas.
b) El vértice de la mecha deberá emerger de la cara opuesta, después de que la base del cono de la herramienta haya penetrado en el material.
c) Para espesores de hasta 4 mm, no es necesario recurrir a la lubricación. Para espesores mayores, la lubricación se hace indispensable, ya que el trabajo mecánico eleva la temperatura de la pieza provocando los siguientes inconvenientes: el sobrecalentamiento genera tensiones internas, que aumentan el riesgo de rotura si la pieza se somete a una sobrecarga o presión. Las mismas tensiones inducen muy rápidamente a un acentuado crazing por exposición a la luz y al calor.
Generalmente, una pieza manufacturada sin lubricación presenta, por los efectos de la temperatura, paredes con alto grado de distorsión, debido al arrastre de material y a la irregularidad superficial. Una correcta lubricación reduce o elimina dichos problemas. Se recomienda el uso de aceites solubles.
Calado
El calado se puede hacer con sierras caladoras, que deberán tener un brazo suficientemente grande como para barrer amplias superficies.
Las sierras, en estos casos, consisten en “varillas” metálicas con dientes finos a las que, al imprimirle un movimiento de vaivén vertical a través de la plancha, cortan según un modelo deseado.
Fresado y Torneado
Haciendo extensiva la asimilación del acrílico a la madera, desde el punto de vista del mecanizado, podemos decir que las operaciones de fresado y torneado son similares a las de la industria maderera o metalúrgica.
Como en estas operaciones la generación de calor por el mecanizado es importante, resulta indispensable que ellas se realicen con intensa lubricación, para evitar sobrecalentamientos que debilitan a la pieza por generación de tensiones internas.
TERMOFORMADO
9manual de uso
Las planchas ACRILICOPAOLINI® son termoplásticas; de ahí que una vez calentadas uniformemente, y a una temperatura adecuada, adquieren flexibilidad y elasticidad. Bajo ese estado, es posible moldearlas por doblado o estiramiento sobre un molde. Una vez que la pieza se enfría, mantendrá la forma adquirida en la matriz. Para un correcto termoformado deben tenerse en cuenta las siguientes precauciones:
1) Las planchas tendrán una contracción de aproximadamente el 2%, si estas son calentadas libremente, y su espesor incrementara proporcionalmente un 4%.
2) La temperatura de moldeo deberá estar comprendida entre 150° y 180°C. Los tiempos necesarios para alcanzar dicha temperatura dependerán del tipo de fuente calefactora, espesor y color de la plancha.
3) Un excesivo calentamiento de la plancha a moldear se manifiesta primero por la aparición de burbujas en la superficie, y luego en la masa, cuando éste es más acentuado.
4) Si la temperatura desciende por debajo del límite inferior de moldeo, la pieza se conformará mal o se romperá.
Una vez lograda la forma sobre el molde, la pieza se dejará enfriar lenta y uniformemente y se retirará aun tibia (40-50°C). De esta forma se evitan las tensiones internas que incrementan la fragilidad del producto.
GRAFICOS
Temp. Máx de Servicio
Máxima Elongación
Rango de Temp. de Termoformado
Principio de deterioro con elevada humedad absorbida
Temperatura de Descomposición
0º C 80º C 110º C 150º C 180º C 200º C
rango deTERMOFORMADO
Man
ual
de
uso
del
acr
ílico
MEDIOS DE CALEFACCIÓN
10manual de uso
Hornos de Aire
Los hornos de aire con circulación forzada son el medio más idóneo para el calentamiento de las planchas a termoformar, ya que un buen control térmico evita el sobrecalentamiento, independientemente del tiempo y la cantidad de las mismas en el proceso.Sim embargo, debe tenerse en cuenta que la velocidad del aire no puede ser inferior a 12 m/min.
Parrillas calefactoras
Las parrillas calefactoras pueden ser eléctricas o a gas, y resuelven los problemas operativos con mayor facilidad que en el caso anterior; pues la plancha es calentada sobre el molde en su respectivo marco.Una calefacción superior e inferior minimiza el tiempo y uniforma la temperatura de la plancha en forma casi óptima.
Diagrama de calefacción de una plancha acrílica (tiempo en función del espesor).
1) Intercambiador2) Turbina3) Plancha acrílica.4) Corriente de aire5) Pinzas de sujeción6) Termostato
5
3
4
6
4
12
1) Horno de aire por convección.2) Calefacción por radiación sobre una cara.3) Calefacción por radiación sobre ambas cara.
TRANSFORMACIÓN
11manual de uso
Parrillas calefactoras
Las parrillas calefactoras pueden ser eléctricas o a gas, y resuelven los problemas operativos con mayor facilidad que en el caso anterior; pues la plancha es calentada sobre el molde en su respectivo marco.Una calefacción superior e inferior minimiza el tiempo y uniforma la temperatura de la plancha en forma casi óptima.
Diagrama de calefacción de una plancha acrílica (tiempo en función del espesor).
Doblado
El doblado es una transformación común en los materiales termoplásticos, y suele hacerse con resistencias planas, tubos de cuarzo eléctricos o alambres.Calentando correctamente el área de doblado logramos ángulos y esquinas brillantes. Los equipos son de una gran sencillez.
Termoformado por presión de aire y por vacío
Las planchas ACRILICOPAOLINI® pueden ser termoformadas con ayuda de aire a presión o vacío, aun sin molde. La forma de la pieza esta determinada por la geometría de la base de sujeción. El sistema de termoformado por presión de aire y vacio, permite hacer domos de base circular, cuadrada o rectangular. De esta forma se confeccionan cúpulas para aviones y helicópteros.
Termoformado libre
Es el método más sencillo y consiste en extender sobre el molde la plancha ACRILICOPAOLINI® a temperatura de termoformado. Para evitar que por el contacto plancha- molde la pieza presente marcas en su superficie, se suele pegar una franela sobre este.
1) plancha de acrílico2) molde frío3) resistencia eléctrica4) zona de calentamiento
12
34
Term
ofor
mad
o po
r pr
esió
n de
aire
y p
or v
acío
Termoformado a presión mecánica
1) calefactor2) cierre rápido3) platina4) plancha acrílica5) cámara de presión
En este proceso, el molde puede ser simplemente hecho por perfilería metálica, la que solo toma contacto con la plancha acrílica al definir sus aristas. La pieza final tiene muy buena calidad óptica.
TRANSFORMACIÓN
12manual de uso
Termoformado con combinación de los métodos anteriores
a) Soplado y embutido seguido de evacuación de aire.Este método se emplea especialmente cuando se desean piezas con espesores de paredes más uniformes.
b) Soplado, embutido, seguido de vacío en el sistema.
MOLDEO
13manual de uso
Los moldes a emplear en la confección de artículos acrílicos, especialmente cuando se trabajan planchas transparentes, deben hacerse con perfilería metálica bien pulida y preferentemente cromada. De esta forma, el contacto de la plancha con el molde sólo ocurre a lo largo de las aristas del modelo, de modo tal que los planos permanecen inalterados, conservando el brillo y superficie original.
Es de hacer notar que, al tomar contacto el acrílico con el molde, el primero, quedará marcado en forma irregular, independientemente de la calidad del pulido de la matriz.Un ejemplo ampliamente difundido de este sistema de moldeo, es el termoformado de bañeras, lavatorios, inodoros y bidets con ACRILICOPAOLINI® para uso sanitario. Así, se logran piezas de gran belleza y funcionalidad.Todos los artefactos tienen contornos suaves y superficies brillantes, que se obtienen fácilmente mediante el sistema por vacío. Durante el proceso, deben guardarse condiciones de extrema limpieza.Dado el tamaño y la calidad requerida por estas piezas se recurre generalmente a prensas con un mediano nivel de automatización y control. Para este moldeo se utilizan moldes tipo “Hembra”.
Moldeo por vacío
El moldeo por vacío es similar al de cualquier otro material termoplástico, y en el diseño del molde deben considerarse los radios y ángulos de la pieza, por la menor definición del acrílico.
1) calefactores2) marco de sujeción3) cámara de vacío4) portamolde5) molde6) tanque de vacío7) bomba de vacío
1
2
3
4
12
3
4
56 7
GUIA PRÁCTICA DE MOLDEO POR TERMOFORMADO
14manual de uso
ACABADO
15manual de uso
Cuando las planchas ACRILICOPAOLINI® son cortadas, independientemente del método empleado, presentan una superficie irregular. Esto no permite pegar una plancha o pieza en forma prolija, y tampoco puede ser presentado dicho corte como trabajo definitivo en cualquier pieza manufacturada.
Las operaciones a seguir, para poder restaurar la superficie, son las siguientes:
1) Se puede recurrir a un rasqueteado con un fleje metálico de bordes curvos que, aplicándolo con fuerza sobre la superficie, arrastrará virutas uniformando el plano.
2) A continuación, también manualmente, y con movimiento de vaivén, se desplazará un taco de madera revestido con lija al agua, empleando granulometrías decrecientes comenzando con 120- 400- 600.Finalizada la última aplicación, la pieza está en condiciones de ser pulida.
Contando con lijadoras planetarias o de banda, estas operaciones pueden realizarse en muy breve tiempo.Las lijadoras de banda son las más recomendadas por su velocidad de trabajo y permiten, además, trabajar en húmedo. Con ello, la operación es mas limpia y las temperaturas de trabajo no inducen tensiones.
Pulido mecánico
La superficie lijada, y sin marcas superficiales, se encuentra lista para ser pulida. Así, se restaurará el brillo del plano mecanizado y éste alcanzará el mismo aspecto que la superficie de las planchas.
Se utilizan en esta operación (pulido) exclusivamente discos de franela suaves, evitándose la mezcla con tejido sintético. El diámetro de dichos discos será de aproximadamente 30 cm Y el grosor de 7 cm.
Una amoladora de 2,0 a 2,5 HP con 2.800 v.p.m es suficiente como para operar el disco de franela anteriormente descripto.
Como agente abrasivo se emplean pastas de pulido que se aplican a la rueda de franela de movimiento. Luego se apoya la pieza a pulir, imprimiéndole un movimiento de vaivén sin demasiada presión, para evitar sobrecalentamientos que puedan deformar la pieza por fusión incipiente, amén de las tensiones que en ella generan.
Todos los materiales plásticos tienen una acentuada tendencia a cargarse estáticamente, por ello se adhiere el polvillo del ambiente sobre los mismos. Una manera de evitar este inconveniente es aplicar sobre la superficie una fina película de antiestático, y así mantenerla limpia.
PEGADO
Las planchas ACRILICOPAOLINI® pueden ser pegadas entre ellas y con otros plásticos. Sin embrago, deben cuidarse otros aspectos para obtener un trabajo satisfactorio.
En principio, el adhesivo a emplear deberá elegirse en función del material (acrílico) u otros materiales que deseen pegarse a él.
El adhesivo debe atacar ligeramente al acrílico a pegar, y a su vez ser eliminado del medio por una ligera corriente de aire, para evitar concentraciones elevadas que pueden atacar la pieza.Es importante tener en cuenta este último punto. Especialmente cuando las piezas a pegar, han sido mecanizadas sin observar las recomendaciones referidas a los sobrecalentamientos.
Los adhesivos pueden ser:1) Solventes puros, con mayor o menor velocidad de evaporación.2) Soluciones de solvente/polímero.3) Soluciones autopolimerizables.
La elección del método dependerá del tipo de trabajo y de la habilidad del operador.
Limpieza
Si la pieza una vez terminada se debiera limpiar por haberse manchado con polvos, ceras, etc., durante el proceso de transformación, se lavará con agua, detergente y una franela o esponja, siempre húmeda, hasta remover la suciedad o materiales ligeramente adheridos.
1) acrílico2) banda de esmeril3) cilindro motor3’) polea libreA) nivel de agua
PEGADO
16manual de uso
Preparación
Independientemente del adhesivo y del método empleado, las piezas a unir deben ser mecanizadas perfectamente para evitar irregularidades superficiales, pues desniveles en las mismas separan las superficies y, en las zonas circundantes aparecen oclusiones de aire que desmerecen la calidad del pegado. Este inconveniente que se pone de manifiesto claramente cuando el adhesivo es sólo un solvente, disminuye en el caso de adhesivo solvente/polímero por el aporte de sólidos a la soldadura.Cuando se emplean cementos autopolimerizables, donde el solvente es reactivo, este fenómeno puede llegar a pasar desapercibido.
Pegado por inmersión
Este es un método de buen resultado y fácil aplicación. Consiste en sumergir el borde de la pieza a pegar en un recipiente de poca profundidad, o bien sobre una almohadilla con solventes puros. Pocos minutos son suficientes para que se ablande el borde. Una vez escurrido el solvente, se aplica la pieza sobre la superficie a pegar con ligera presión durante unos segundos, y luego se abandona la pieza hasta que se evapore el solvente.
Aplicación con jeringa hipodérmica
El proceso es simple y basta aplicar el adhesivo sobre la unión de las piezas, permitiendo que éste se difunda por capilaridad.El adhesivo solvente, el adhesivo solvente/polímero o el cemento autopolimerizable, pueden ser aplicados con jeringa hipodérmica.En estos casos es conveniente limitar, con cinta autoadhesiva, el escurrimiento del adhesivo sobre la superficie.
Cemento autopolimerizable
a) Cinta autoadhesiva para contener el desborde de polímero fraguante.b) Polímero fraguante.c) Pieza acrílica mecanizada a 20º. .
Cuando se empela cemento, autopolimerizable, debe evitarse la incorporación de burbujas de aire durante la aplicación. Los tiempos que deberán dejarse abandonadas las piezas, antes de mecanizarlas, dependerán del tipo de adhesivo o cemento empleado, y de las condiciones ambientales.Los adhesivos solventes sueldan rápidamente los planos acrílicos. La resistencia mecánica de la unión es aceptable, aunque baja cuando estas uniones son expuestas a la intemperie.Los adhesivos solvente/polímero y cemento son, en orden creciente, los medios recomendados para la unión de piezas acrílicas por su resistencia mecánica y resistencia a la intemperie.Algunas de las uniones o juntas más adecuadas cuando se trata de pegar láminas acrílicas:
a
a
b
c
Incorrecto
Bueno
Excelente
PINTADO
17manual de uso
Precauciones para el pegado:
La mayoría de los solventes y cementos empleados como adhesivos son altamente inflamables, ligeramente tóxicos e irritantes de la piel y los ojos.Debido a estas circunstancias, deben tomarse un mínimo de precauciones tales como:1) Trabajar en lugares bien ventilados.2) Evitar la presencia de llamas.3) No dejar que los adhesivos entren en contacto con piel y ojos.
La calidad de los pigmentos y/o colorantes también debe ser adecuada al uso.
Ya en vía operativa, debe cuidarse extremadamente la limpieza de la superficie, pues los aceites y grasas impedirán un correcto pintado. La remoción debe hacerse sin alterar la superficie de ahí que el solvente no debe atacarlo.
A esto le seguirá un lavado con agua que luego deberá ser eliminada perfectamente, cuidando en esta operación de eliminar el polvo que puede depositarse por carga estática.
Serigrafía
La serigrafía es una técnica de impresión empleada en el método de reproducción de documentos e imágenes sobre cualquier material, y consiste en transferir una tinta a través de una gasa tensada en un marco, el paso de la tinta se bloquea en las áreas donde no habrá imagen mediante una emulsión o barniz, quedando libre la zona donde pasará la tinta.
El sistema de impresión es repetitivo, esto es, que una vez que el primer modelo se ha logrado, la impresión puede ser repetida cientos y hasta miles de veces sin perder definición.
Se sitúa la malla, unida a un marco para mantenerla tensa, sobre el soporte a imprimir y se hace pasar la tinta a través de ella, aplicándole una presión moderada con un rasero, generalmente de caucho.
La impresión se realiza a través de una tela de trama abierta, enmarcada en un marco, que se emulsiona con UN (material foto sensible). Por contacto, el original, se expone a la luz, para endurecer las partes libres de imagen. Por el lavado con agua se diluye la parte no expuesta, dejando esas partes libres en la tela.
El soporte a imprimir se coloca bajo el marco, dentro del cual se coloca la tinta, que se extiende sobre toda la tela por medio de una regla de goma. La tinta pasa a través de la malla en la parte de la imagen y se deposita en el papel o tela. El marco de madera se ajusta a una mesa, llamada pulpo por medio de bisagras o brazos, que permiten subirlo y bajarlo para colocar y retirar los pliegos impresos.
Pintado a soplete
Las planchas ACRILICOPAOLINI® no agotan sus posibilidades con el simple moldeo o armado de piezas, ya que pueden ser pintadas y con ello tener aplicación en el campo publicitario o decorativo.
El pintar una plancha ACRILICOPAOLINI® exige guardar una serie de simples normas para obtener un buen resultado. Las recomendaciones siguientes son las generales para este tipo de labores.
En primer lugar, la elección de la pintura es la clave de un trabajo correcto siendo recomendada especialmente la de base acrílica, por su compatibilidad y resistencia a la luz solar, más aún cuando se trata de aplicaciones al exterior.
Los solventes de la pintura no deberán atacar excesivamente al material, pues ese fenómeno termina por degradar el área tratada, produciendo fisuras que debilitan las propiedades mecánicas de la pieza (crazing).
a
b c
d
ea) maniguetab) pinturac) screend) marco de sustentacióne) acrílico
Serigrafía
Pintado a soplete
PEGADO MONTAJE E INSTALACIÓN
18manual de uso
Debido a un elevado coeficiente de dilatación comparado con acero, madera, hormigón o vidrio, el montaje e instalación de planchas y paneles acrílicos moldeados requiere de algunas precauciones. Es por ello que deben tenerse en consideración los posibles cambios dimensionales.
Coeficientes de dilatación térmica de diversos materiales cm x cm x ºC
Espesores recomendables de instalación
Espesores mínimos en mm para paneles planos en fachadas exteriores de acuerdo a sus dimensiones superficiales.
ACRILICOPAOLINI® 0.000070
Plomo 0.000027Aluminio 0.000020Cobre 0.000015Acero 0.000010Vidrio 0.000008Hormigón 0.000006
Medidas
(cm)
30 45 60 80 120 150 180 210
30 3,2
45 3,2 5
60 3,2 5 6
90 3,2 5 6 8
120 3,2 5 6 8 10
150 3,2 5 6 8 10 12
180 3,2 5 6 8 10 12 12
210 3,2 5 6 8 10 12 12 12
MONTAJE E INSTALACIÓN
19manual de uso
Curvado en frío
Las planchas ACRILICOPAOLINI® pueden curvarse en frío.
El radio no debe ser inferior a mínimo 180 veces el espesor de la plancha. Este valor límite puede ser alcanzado sin que se pongan de manifiesto tensiones.
Deberá cuidarse que el apoyo perimetral de la plancha sea liso y permita el deslizamiento de la misma por efecto de la dilatación
Sistemas de instalación
Sistema flotante
El burlete puede ser de caucho, silicona o cualquier material que permita el libre movimiento de la plancha ACRILICOPAOLINI® en su alojamiento, y su espesor de 1.5 mm debe soportar sin desgarrarse las contracciones y dilataciones de la plancha acrílica.
Sistema de retén cementado
Fijación con tornillos o pernos
Este tipo de instalaciones son más conflictivas, porque el anclaje es más severo que el de las descripciones anteriores. Debido a esto, el orificio pasante en la lámina deber ser de mayor diámetro que el tornillo o remache, para evitar el apoyo de éste sobre las caras internas, pues una tensión grande puede inducir la rotura a partir de dicho orificio.
A) Perfilería metálica.B) Burlete mínimo 1,5 mm de ancho.C) Plancha ACRILICOPAOLINI®D) Huelgo de expansión 3mm/m lineal de plancha acrílica.E) Embutido mínimo 10 mm.Perfilería Metálica.
A) Perfilería metálica.B) Burlete de fijación mínimo de 1,5 mm.C) Plancha ACRILICOPAOLINI® D) Huelgo de expansión mínimo 3 mm/m lineal de chapa.E) Embutido de plancha ACRILICOPAOLINI®
Aquí, en la mecanización del agujero, son válidos todos los razonamientos dichos en el caso de agujereado de acrílico.
A) Perfilería metálica.B) Burlete de fijación (mínimo de 1,5 mm)C) Plancha ACRILICOPAOLINI®D) Huelgo de expansión (mínimo 3 mm/m lineal de plancha)E) Embutido de plancha.F) Arandela de goma.
Ante cualquier requerimiento especial, consulte con el Departamento Técnico de Paolini S.A.I.C
EC 01Vigencia: 30/07/2008
7 RECICLABLE Ninguna parte de este manual puede ser reproducida sin la expresa autorización de PAOLINI S.A.I.C
Propiedades ópticas Índice de refracción Transmitancia Nubosidad (Haze)
% %
D-542 D-791 D-1003
1,49 92 1
1,49 92 1
1,50 92 1
1,49 90 4
Propiedades químicas Resistencia a la intemperie Resistencia a los ácidos débiles Resistencia a los ácidos fuertes Resistencia a los alcais débiles Resistencia a los alcais fuertes Ácidos Oxidantes
Excelente No es atacado No es atacado No es atacado
Es atacado Es atacado
Excelente No es atacado No es atacado No es atacado
Es atacado Es atacado
Amarillea No es atacado No es atacado No es atacado
Es atacado Es atacado
Excelente No es atacado No es atacado No es atacado
Es atacado Es atacado
Propiedades mecánicas
Unidades Normas
Astm ACRILICOPAOLINI®
Colado
Acrílico Extruído
Ignífugo
Extruído Alto Impacto
Tracción Resistencia en el límite elástico Resistencia a la rotura Elongación a la rotura Modulo de la elasticidad
Kg/cm2 Kg/cm2
% Kg/cm2
D-638 D-638 D-638 D-638
-
562-773 4,5
24.600-31.000
-
492-773 5,0
23.000-31.000
-
562-878 5,0
26.600-33.700
-
386 - -
Flexión Resistencia en el límite elástico o rotura Módulo de elasticidad
Kg/cm2 Kg/cm2
D-790 D-790
840-1.190
27.500-33.400
740-1.300
22.800-32.300
840-1.250
24.600-31.600
562
17.500
Compresión Resistencia a la compresión (ruptura) Módulo de compresión
Kg/cm2 Kg/cm2
D-695 D-695
773-1.330
27.500-33.300
740-1260
26.000-32.300
773-840 31.000
- -
Impacto Resistencia al impacto IZOD
Kg/cm/cm
D-256 A
1,9
2,4
1,9
6,52
Dureza Rockwell Barcol
D-795 D-2583
M-80- M-100
50
M-68- M105
50
M-61- M-100
45
R-99 35
Propiedades Térmicas Coeficiente de dilatación lineal Temperatura de deflexión bajo carga Conductibilidad térmica Calor especifico
cm/cm°C 18´6 kg/cm
10 -4cal cm/sec cm2 °C Cal/g/°C
D-696 D-648 C-177
6,0 x 10-5 86°C
4,0-6,0 0,35
1,3 x 10-5 74-99°C 4,0- 6,0
0,35
1,3 x 10-5 68-96°C 4,0-6,0 0,35
82°C
- 0.35
Propiedades físicas Peso especifico Absorción de agua
g/cm3
% D-792 D-570
1,19-1,20 0,2-0,4
1,19-1,20 0,1-0,4
1,23 0,63
1,15 0,4
Propiedades eléctricas Resistencia eléctrica Rigidez dieléctrica
Ohm/cm Kv/mm
D-257 D-149
>106
19 >106
17 >106 16
- -
DEFECTO PROBABLE CAUSA POSIBLES CORRECCIONES Burbujas en la chapa.
Plancha demasiado caliente.
Reducir tiempo de calentamiento. Reducir la potencia de los calefactores. Alejar los calefactores. Emplear un tejido metálico como pantalla (sombra)
Formato incompleto. Definición pobre.
Plancha demasiado fría. Vacío insuficiente. Baja presión de aire.
Incrementar la temperatura de la plancha. Verificar posibles pérdidas del sistema. Aumentar la reserva de vacío. Aumentar el diámetro de los orificios de vacío en el molde. Aumentar la presión del aire.
Fondos y esquinas finas de bajo espesor.
Técnica de moldeo pobre. Plancha demasiado fría. Moldeo demasiado rápido. Molde no adecuado.
Cambiar el ciclo de moldeo, ya sea por soplado o compresión. Rediseñar el molde. Usar pantalla metálica para controlar perfil de temperatura. Reducir la velocidad de moldeo.
Variación extrema de espesores. Pieza combinada.
Plancha mal calentada. Molde demasiado frío. Plancha que se desliza sobre el molde. Plancha muy caliente.
Controlar perfil de temperatura. Controlar los calefactores. Ajustar el marco con mayor presión. Reducir tiempo o temperatura.
Pozos, hoyos, granos y marcas Plancha que se pega al molde.
Orificios de vacío demasiado grandes. Excesiva suciedad en el molde o plancha. Molde rugoso.
Reducir el diámetro de los orificios. Disminuir la depresión. Limpiar molde y/o plancha. Pulir molde.
Plancha que se pega al molde
Molde demasiado rugoso. Dibujos demasiado profundos.
Rediseño del molde.
Pieza con distorsión. Remoción de la pieza demasiado caliente. Mala calefacción. Enfriamiento no uniforme.
Aumentar el tiempo de enfriamiento, colocando la pieza desmoldada en molde frío. Controlar perfil de temperaturas. Corregir el molde.
Roturas de piezas ya formadas.
Mal diseño del molde. Calentamiento insuficiente. Molde muy frío.
Incrementar los radios. Controlar temperaturas y/o tiempode calefacción.

3
ACRILICOPAOLINI® es la marca que identifica al “POLIMETRACRILATO DE METILO” en forma de planchas por el método de colada en celda, producido y comercializado por PAOLINI S. A. I. C.
Propiedades
La elección de ACRILICOPAOLINI® como material apto para las más diversas aplicaciones, deviene de la suma de propiedades que hacen de él un material de gran versatilidad.
Las características más destacables de este material termoplástico son:
- Resistencia espontánea a la luz solar (luz U.V.) y agentes atmosféricos.- Buenas propiedades mecánicas y eléctricas.- Bajo peso específico. - Buena dureza y relativa resistencia al rayado.- El material cristal incoloro, transmite el 92% de la luz incidente.- Buena superficie y alto brillo.- Resistente a la mayoría de las más comunes sustancias químicas.- Resistencia a la intemperie y a los rayos U.V.- Aislante térmico y acústico.- Fácil de maquinar.- Gran capacidad de termoformado.- Apto para repulido de la superficie.- Reciclable.- Fácil limpieza.- Amplia gama de colores.- Buena resistencia a la flexión.
Este conjunto de propiedades permite su aplicación con éxito en la industria de la construcción, cartelería y señalización al exterior, artículos para el hogar, publicidad, regalos, iluminación, blindajes, bañeras, incubadoras, dispositivos para laboratorios y equipamiento hospitalario.
El ACRILICOPAOLINI® se ofrece en diversos grados, con características especiales para el uso especifico tales como material para uso sanitario, uso aeronáutico, naval, automotriz, ignífugo o con absorción especifica de radiación U.V., protección para museos, camas solares.
Las planchas de ACRILICOPAOLINI® se entregan con una protección de polietileno autoadhesivo en ambas caras, para evitar que durante el transporte, almacenaje y transformación, se dañe su brillante superficie.El film protector es fácilmente removible, quedando la superficie de la plancha absolutamente limpia, una vez que éste es retirado.Se debe evitar la exposición de las planchas ACRILICOPAOLINI® a la luz solar directa durante períodos prolongados, mientras estén protegidas por el film, ya que la luz solar degrada el polietileno y la película adhesiva puede ser transferida al acrílico dificultando la remoción de esta.
Almacenaje
Durante el almacenaje deben observarse ciertas condiciones básicas: los depósitos deben ser frescos, evitándose en ellos hornos, líneas de vapor, recipientes calientes y/o radiadores. Pues dichas fuentes de calor pueden deformar las láminas. Además deben ser ventilados, especialmente en las áreas circundantes hay acumulación de solventes. Siendo el ACRILICOPAOLINI® un material combustible, deberán considerarse las medidas de seguridad propias de un material de estas características, evitándose el contacto con las llamas. En su combustión no hay emisión de humos.
Estibaje
Las planchas de ACRILICOPAOLINI® deben ser estibadas lo mas verticalmente posible, debiendo tomar contacto unas con otras en la totalidad de su superficie, con el fin de conservarlas planas.
Seguridad
No es conveniente almacenar las planchas horizontalmente; ya que, por su peso, estas pueden sufrir deformaciones especialmente si las superficies no toman contacto entre ellas en toda su extensión.
Las planchas de ACRILICOPAOLINI® se pueden cortar con herramientas de corte manuales o eléctricas similares a las que se empelan en la industria de la madera, dependiendo del tipo de trabajo la elección del instrumento de corte.
Corte con lezna o buril
Tratándose de planchas finas, estas pueden cortarse de igual manera que un vidrio. Con una lezna o buril se hace una incisión profunda en la plancha. Apoyándola firmemente sobre un borde recto, y con fuerte presión se quiebra a lo largo de la marca realizada.
Los cortes rectos en una plancha de cualquier espesor, se deben realizar con sierras circulares. Los tipos de sierras son similares a los empleados en la industria maderera, pueden ser de acero rápido, acero al carbono o sierras de widia. Las sierras de acero rápido y al carbono, se emplean en espesores finos de hasta 5mm, y las de widia en espesores mayores. Las sierras de acero al carbono, si bien deben afilarse más seguido que las de acero rápido, tienen la ventaja de poder trabar sus dientes para facilitar la descarga del material. Esto da como resultado un corte más limpio y evita, además, el sobrecalentamiento del material. Las sierras de widia son apropiadas para trabajos pesados, tales como el corte de espesores. Su afinación no es frecuente, su facetado y ángulo de corte resuelven el problema de la descarga de material. El desperdicio de material por corte es mayor que con los otros tipos de sierra. El diámetro mas comúnmente empelado en sierras de acero al carbono es de 25 cm, con 220 dientes. La velocidad lineal de corte oscilara en aproximadamente 10/35 mt/min para una velocidad de rotación de 3000 a 6000 rpm. El avance del material durante el proceso de corte deberá ser continuo y adecuado para la velocidad de rotación de la sierra. Las sierras de widia, de acuerdo al tipo de máquina, variarán su diámetro entre 20 cm y 35 cm, con 60 y 84 dientes respectivamente.Perfiles y ángulos de corte de sierras de widia y acero al carbono:
Observaciones:Es de gran importancia el correcto afilado de las sierras para obtener cortes limpios y sin astilladuras, y para evitar que se eleve la temperatura y se dañe el material. También es importante lubricar las sierras para que no se sobrecalienten; de esta manera se evita que el material se ablande y se pegue a las mismas.
Corte con sierras Sierras sin fin y router (tupi):
Se utiliza la sierra sin fin cuando hay necesidad de hacer cortes curvos en planchas o piezas finas. Sin embrago, los elementos mas adecuados son los routers portátiles o fijos, eléctricos o neumáticos.
Los routers no sólo se emplean como elementos de corte, sino también como herramientas para terminación de bordes; lográndose así perfiles acordes con la geometría del router.
Características del router CNC:- tiene la capacidad de grabar y efectuar cortes 3D.- favorece el tratamiento de piezas de muy reducido tamaño (milímetros) o grandes dimensiones, gracias a una amplia superficie de corte (3 m × 2 m)- realiza fresados y desbastes.- posibilita la realización de trabajos en una sola pieza, sin empalmes.- consigue un acabado excelente, sin rebabas ni afección térmica, aunque es necesario un pulido posterior.- alcanza una altísima precisión en el corte (±0,025 mm según el espesor)- ofrece gran versatilidad, sin perder precisión, lo que permite la realización de los más complicados diseños
Corte y grabado laser.
El proceso de corte en láser es de gran utilidad en la actualidad ya que sus costos no son altos y la terminacion es perfecta, realiza cortes planos (2D) asi también los grabados.
El grabado en láser se produce al hacer incidir el haz de luz del láser sobre cualquier material volatilizando ó produciendo un cambio de color.
El proceso consiste en grabar materiales duros o blandos con el objetivo de dejar una marca, ya sea profunda o superficial, para personalizar o adornar. Se pueden hacer bajo relieve o alto relieve y sus principales aplicaciones son: personalización de objetos, manualidades, señalización, publicidad.
El acrílico es uno de los materiales más utilizados para corte y grabado láser, principalmente por la alta calidad de corte y por no requerir acabados.
Sierras manuales:
Para obtener resultados similares a los anteriores con una sierra manual, se requiere un entrenamiento especial de los operadores.Este elemento solo es recomendable para hobbystas o artesanos.
SISTEMAS DE CORTE
7manual de uso
SISTEMAS DE CORTE
6manual de uso
PRESENTACIÓN
5manual de uso
TABLA DE PROPIEDADES
4manual de uso
INTRODUCCIÓN
3manual de uso
INDICE
2manual de uso
Introducciónpropiedades
Tabla de propiedades
Presentaciónalmacenajeestibajeseguridad
Sistemas de cortecorte con lezna o burilcorte con sierrassierras sin fin y routerrouter CNCcorte y grabado lásersierras manualesagujereadocaladofresado y torneado
Termoformado
Medios de calefacciónhornos de aireparrillas calefactoras
Transformacióndobladotermoformado libretermoformado por presión de aire y vacíotermoformado con combinación de los métodos anteriores
Moldeomoldeo por vacío
33
4
5555
6667777888
9
101010
11111111
12
1313
14
151515
151616161617
171717
1818191919
Guía practica de moldeo por termoformado
Acabadopulido mecánicolimpieza
Pegadopreparaciónpegado por inmersiónaplicación con jeringa hipodérmicacemento autopolimerizableprecauciones para el pegado
Pintadopintado a sopleteserigrafía
Montaje e Instalaciónespesores recomendables de instalacióncurvado en fríosistemas de instalaciónfijación con tornillos o pernos
SISTEMAS DE CORTE
8manual de uso
Agujereado
Cualquier agujereadora de pie es adecuada para horadar acrílico, y permite mayor precisión y control que una agujereadora portátil.
Observaciones:
a) Las mechas pueden tener algunas de las geometrías sugeridas a continuación, y deben permanecer constantemente bien afiladas para evitar astilladuras en las planchas acrílicas.
b) El vértice de la mecha deberá emerger de la cara opuesta, después de que la base del cono de la herramienta haya penetrado en el material.
c) Para espesores de hasta 4 mm, no es necesario recurrir a la lubricación. Para espesores mayores, la lubricación se hace indispensable, ya que el trabajo mecánico eleva la temperatura de la pieza provocando los siguientes inconvenientes: el sobrecalentamiento genera tensiones internas, que aumentan el riesgo de rotura si la pieza se somete a una sobrecarga o presión. Las mismas tensiones inducen muy rápidamente a un acentuado crazing por exposición a la luz y al calor.
Generalmente, una pieza manufacturada sin lubricación presenta, por los efectos de la temperatura, paredes con alto grado de distorsión, debido al arrastre de material y a la irregularidad superficial. Una correcta lubricación reduce o elimina dichos problemas. Se recomienda el uso de aceites solubles.
Calado
El calado se puede hacer con sierras caladoras, que deberán tener un brazo suficientemente grande como para barrer amplias superficies.
Las sierras, en estos casos, consisten en “varillas” metálicas con dientes finos a las que, al imprimirle un movimiento de vaivén vertical a través de la plancha, cortan según un modelo deseado.
Fresado y Torneado
Haciendo extensiva la asimilación del acrílico a la madera, desde el punto de vista del mecanizado, podemos decir que las operaciones de fresado y torneado son similares a las de la industria maderera o metalúrgica.
Como en estas operaciones la generación de calor por el mecanizado es importante, resulta indispensable que ellas se realicen con intensa lubricación, para evitar sobrecalentamientos que debilitan a la pieza por generación de tensiones internas.
TERMOFORMADO
9manual de uso
Las planchas ACRILICOPAOLINI® son termoplásticas; de ahí que una vez calentadas uniformemente, y a una temperatura adecuada, adquieren flexibilidad y elasticidad. Bajo ese estado, es posible moldearlas por doblado o estiramiento sobre un molde. Una vez que la pieza se enfría, mantendrá la forma adquirida en la matriz. Para un correcto termoformado deben tenerse en cuenta las siguientes precauciones:
1) Las planchas tendrán una contracción de aproximadamente el 2%, si estas son calentadas libremente, y su espesor incrementara proporcionalmente un 4%.
2) La temperatura de moldeo deberá estar comprendida entre 150° y 180°C. Los tiempos necesarios para alcanzar dicha temperatura dependerán del tipo de fuente calefactora, espesor y color de la plancha.
3) Un excesivo calentamiento de la plancha a moldear se manifiesta primero por la aparición de burbujas en la superficie, y luego en la masa, cuando éste es más acentuado.
4) Si la temperatura desciende por debajo del límite inferior de moldeo, la pieza se conformará mal o se romperá.
Una vez lograda la forma sobre el molde, la pieza se dejará enfriar lenta y uniformemente y se retirará aun tibia (40-50°C). De esta forma se evitan las tensiones internas que incrementan la fragilidad del producto.
GRAFICOS
Temp. Máx de Servicio
Máxima Elongación
Rango de Temp. de Termoformado
Principio de deterioro con elevada humedad absorbida
Temperatura de Descomposición
0º C 80º C 110º C 150º C 180º C 200º C
rango deTERMOFORMADO
Man
ual
de
uso
del
acr
ílico
MEDIOS DE CALEFACCIÓN
10manual de uso
Hornos de Aire
Los hornos de aire con circulación forzada son el medio más idóneo para el calentamiento de las planchas a termoformar, ya que un buen control térmico evita el sobrecalentamiento, independientemente del tiempo y la cantidad de las mismas en el proceso.Sim embargo, debe tenerse en cuenta que la velocidad del aire no puede ser inferior a 12 m/min.
Parrillas calefactoras
Las parrillas calefactoras pueden ser eléctricas o a gas, y resuelven los problemas operativos con mayor facilidad que en el caso anterior; pues la plancha es calentada sobre el molde en su respectivo marco.Una calefacción superior e inferior minimiza el tiempo y uniforma la temperatura de la plancha en forma casi óptima.
Diagrama de calefacción de una plancha acrílica (tiempo en función del espesor).
1) Intercambiador2) Turbina3) Plancha acrílica.4) Corriente de aire5) Pinzas de sujeción6) Termostato
5
3
4
6
4
12
1) Horno de aire por convección.2) Calefacción por radiación sobre una cara.3) Calefacción por radiación sobre ambas cara.
TRANSFORMACIÓN
11manual de uso
Parrillas calefactoras
Las parrillas calefactoras pueden ser eléctricas o a gas, y resuelven los problemas operativos con mayor facilidad que en el caso anterior; pues la plancha es calentada sobre el molde en su respectivo marco.Una calefacción superior e inferior minimiza el tiempo y uniforma la temperatura de la plancha en forma casi óptima.
Diagrama de calefacción de una plancha acrílica (tiempo en función del espesor).
Doblado
El doblado es una transformación común en los materiales termoplásticos, y suele hacerse con resistencias planas, tubos de cuarzo eléctricos o alambres.Calentando correctamente el área de doblado logramos ángulos y esquinas brillantes. Los equipos son de una gran sencillez.
Termoformado por presión de aire y por vacío
Las planchas ACRILICOPAOLINI® pueden ser termoformadas con ayuda de aire a presión o vacío, aun sin molde. La forma de la pieza esta determinada por la geometría de la base de sujeción. El sistema de termoformado por presión de aire y vacio, permite hacer domos de base circular, cuadrada o rectangular. De esta forma se confeccionan cúpulas para aviones y helicópteros.
Termoformado libre
Es el método más sencillo y consiste en extender sobre el molde la plancha ACRILICOPAOLINI® a temperatura de termoformado. Para evitar que por el contacto plancha- molde la pieza presente marcas en su superficie, se suele pegar una franela sobre este.
1) plancha de acrílico2) molde frío3) resistencia eléctrica4) zona de calentamiento
12
34
Term
ofor
mad
o po
r pr
esió
n de
aire
y p
or v
acío
Termoformado a presión mecánica
1) calefactor2) cierre rápido3) platina4) plancha acrílica5) cámara de presión
En este proceso, el molde puede ser simplemente hecho por perfilería metálica, la que solo toma contacto con la plancha acrílica al definir sus aristas. La pieza final tiene muy buena calidad óptica.
TRANSFORMACIÓN
12manual de uso
Termoformado con combinación de los métodos anteriores
a) Soplado y embutido seguido de evacuación de aire.Este método se emplea especialmente cuando se desean piezas con espesores de paredes más uniformes.
b) Soplado, embutido, seguido de vacío en el sistema.
MOLDEO
13manual de uso
Los moldes a emplear en la confección de artículos acrílicos, especialmente cuando se trabajan planchas transparentes, deben hacerse con perfilería metálica bien pulida y preferentemente cromada. De esta forma, el contacto de la plancha con el molde sólo ocurre a lo largo de las aristas del modelo, de modo tal que los planos permanecen inalterados, conservando el brillo y superficie original.
Es de hacer notar que, al tomar contacto el acrílico con el molde, el primero, quedará marcado en forma irregular, independientemente de la calidad del pulido de la matriz.Un ejemplo ampliamente difundido de este sistema de moldeo, es el termoformado de bañeras, lavatorios, inodoros y bidets con ACRILICOPAOLINI® para uso sanitario. Así, se logran piezas de gran belleza y funcionalidad.Todos los artefactos tienen contornos suaves y superficies brillantes, que se obtienen fácilmente mediante el sistema por vacío. Durante el proceso, deben guardarse condiciones de extrema limpieza.Dado el tamaño y la calidad requerida por estas piezas se recurre generalmente a prensas con un mediano nivel de automatización y control. Para este moldeo se utilizan moldes tipo “Hembra”.
Moldeo por vacío
El moldeo por vacío es similar al de cualquier otro material termoplástico, y en el diseño del molde deben considerarse los radios y ángulos de la pieza, por la menor definición del acrílico.
1) calefactores2) marco de sujeción3) cámara de vacío4) portamolde5) molde6) tanque de vacío7) bomba de vacío
1
2
3
4
12
3
4
56 7
GUIA PRÁCTICA DE MOLDEO POR TERMOFORMADO
14manual de uso
ACABADO
15manual de uso
Cuando las planchas ACRILICOPAOLINI® son cortadas, independientemente del método empleado, presentan una superficie irregular. Esto no permite pegar una plancha o pieza en forma prolija, y tampoco puede ser presentado dicho corte como trabajo definitivo en cualquier pieza manufacturada.
Las operaciones a seguir, para poder restaurar la superficie, son las siguientes:
1) Se puede recurrir a un rasqueteado con un fleje metálico de bordes curvos que, aplicándolo con fuerza sobre la superficie, arrastrará virutas uniformando el plano.
2) A continuación, también manualmente, y con movimiento de vaivén, se desplazará un taco de madera revestido con lija al agua, empleando granulometrías decrecientes comenzando con 120- 400- 600.Finalizada la última aplicación, la pieza está en condiciones de ser pulida.
Contando con lijadoras planetarias o de banda, estas operaciones pueden realizarse en muy breve tiempo.Las lijadoras de banda son las más recomendadas por su velocidad de trabajo y permiten, además, trabajar en húmedo. Con ello, la operación es mas limpia y las temperaturas de trabajo no inducen tensiones.
Pulido mecánico
La superficie lijada, y sin marcas superficiales, se encuentra lista para ser pulida. Así, se restaurará el brillo del plano mecanizado y éste alcanzará el mismo aspecto que la superficie de las planchas.
Se utilizan en esta operación (pulido) exclusivamente discos de franela suaves, evitándose la mezcla con tejido sintético. El diámetro de dichos discos será de aproximadamente 30 cm Y el grosor de 7 cm.
Una amoladora de 2,0 a 2,5 HP con 2.800 v.p.m es suficiente como para operar el disco de franela anteriormente descripto.
Como agente abrasivo se emplean pastas de pulido que se aplican a la rueda de franela de movimiento. Luego se apoya la pieza a pulir, imprimiéndole un movimiento de vaivén sin demasiada presión, para evitar sobrecalentamientos que puedan deformar la pieza por fusión incipiente, amén de las tensiones que en ella generan.
Todos los materiales plásticos tienen una acentuada tendencia a cargarse estáticamente, por ello se adhiere el polvillo del ambiente sobre los mismos. Una manera de evitar este inconveniente es aplicar sobre la superficie una fina película de antiestático, y así mantenerla limpia.
PEGADO
Las planchas ACRILICOPAOLINI® pueden ser pegadas entre ellas y con otros plásticos. Sin embrago, deben cuidarse otros aspectos para obtener un trabajo satisfactorio.
En principio, el adhesivo a emplear deberá elegirse en función del material (acrílico) u otros materiales que deseen pegarse a él.
El adhesivo debe atacar ligeramente al acrílico a pegar, y a su vez ser eliminado del medio por una ligera corriente de aire, para evitar concentraciones elevadas que pueden atacar la pieza.Es importante tener en cuenta este último punto. Especialmente cuando las piezas a pegar, han sido mecanizadas sin observar las recomendaciones referidas a los sobrecalentamientos.
Los adhesivos pueden ser:1) Solventes puros, con mayor o menor velocidad de evaporación.2) Soluciones de solvente/polímero.3) Soluciones autopolimerizables.
La elección del método dependerá del tipo de trabajo y de la habilidad del operador.
Limpieza
Si la pieza una vez terminada se debiera limpiar por haberse manchado con polvos, ceras, etc., durante el proceso de transformación, se lavará con agua, detergente y una franela o esponja, siempre húmeda, hasta remover la suciedad o materiales ligeramente adheridos.
1) acrílico2) banda de esmeril3) cilindro motor3’) polea libreA) nivel de agua
PEGADO
16manual de uso
Preparación
Independientemente del adhesivo y del método empleado, las piezas a unir deben ser mecanizadas perfectamente para evitar irregularidades superficiales, pues desniveles en las mismas separan las superficies y, en las zonas circundantes aparecen oclusiones de aire que desmerecen la calidad del pegado. Este inconveniente que se pone de manifiesto claramente cuando el adhesivo es sólo un solvente, disminuye en el caso de adhesivo solvente/polímero por el aporte de sólidos a la soldadura.Cuando se emplean cementos autopolimerizables, donde el solvente es reactivo, este fenómeno puede llegar a pasar desapercibido.
Pegado por inmersión
Este es un método de buen resultado y fácil aplicación. Consiste en sumergir el borde de la pieza a pegar en un recipiente de poca profundidad, o bien sobre una almohadilla con solventes puros. Pocos minutos son suficientes para que se ablande el borde. Una vez escurrido el solvente, se aplica la pieza sobre la superficie a pegar con ligera presión durante unos segundos, y luego se abandona la pieza hasta que se evapore el solvente.
Aplicación con jeringa hipodérmica
El proceso es simple y basta aplicar el adhesivo sobre la unión de las piezas, permitiendo que éste se difunda por capilaridad.El adhesivo solvente, el adhesivo solvente/polímero o el cemento autopolimerizable, pueden ser aplicados con jeringa hipodérmica.En estos casos es conveniente limitar, con cinta autoadhesiva, el escurrimiento del adhesivo sobre la superficie.
Cemento autopolimerizable
a) Cinta autoadhesiva para contener el desborde de polímero fraguante.b) Polímero fraguante.c) Pieza acrílica mecanizada a 20º. .
Cuando se empela cemento, autopolimerizable, debe evitarse la incorporación de burbujas de aire durante la aplicación. Los tiempos que deberán dejarse abandonadas las piezas, antes de mecanizarlas, dependerán del tipo de adhesivo o cemento empleado, y de las condiciones ambientales.Los adhesivos solventes sueldan rápidamente los planos acrílicos. La resistencia mecánica de la unión es aceptable, aunque baja cuando estas uniones son expuestas a la intemperie.Los adhesivos solvente/polímero y cemento son, en orden creciente, los medios recomendados para la unión de piezas acrílicas por su resistencia mecánica y resistencia a la intemperie.Algunas de las uniones o juntas más adecuadas cuando se trata de pegar láminas acrílicas:
a
a
b
c
Incorrecto
Bueno
Excelente
PINTADO
17manual de uso
Precauciones para el pegado:
La mayoría de los solventes y cementos empleados como adhesivos son altamente inflamables, ligeramente tóxicos e irritantes de la piel y los ojos.Debido a estas circunstancias, deben tomarse un mínimo de precauciones tales como:1) Trabajar en lugares bien ventilados.2) Evitar la presencia de llamas.3) No dejar que los adhesivos entren en contacto con piel y ojos.
La calidad de los pigmentos y/o colorantes también debe ser adecuada al uso.
Ya en vía operativa, debe cuidarse extremadamente la limpieza de la superficie, pues los aceites y grasas impedirán un correcto pintado. La remoción debe hacerse sin alterar la superficie de ahí que el solvente no debe atacarlo.
A esto le seguirá un lavado con agua que luego deberá ser eliminada perfectamente, cuidando en esta operación de eliminar el polvo que puede depositarse por carga estática.
Serigrafía
La serigrafía es una técnica de impresión empleada en el método de reproducción de documentos e imágenes sobre cualquier material, y consiste en transferir una tinta a través de una gasa tensada en un marco, el paso de la tinta se bloquea en las áreas donde no habrá imagen mediante una emulsión o barniz, quedando libre la zona donde pasará la tinta.
El sistema de impresión es repetitivo, esto es, que una vez que el primer modelo se ha logrado, la impresión puede ser repetida cientos y hasta miles de veces sin perder definición.
Se sitúa la malla, unida a un marco para mantenerla tensa, sobre el soporte a imprimir y se hace pasar la tinta a través de ella, aplicándole una presión moderada con un rasero, generalmente de caucho.
La impresión se realiza a través de una tela de trama abierta, enmarcada en un marco, que se emulsiona con UN (material foto sensible). Por contacto, el original, se expone a la luz, para endurecer las partes libres de imagen. Por el lavado con agua se diluye la parte no expuesta, dejando esas partes libres en la tela.
El soporte a imprimir se coloca bajo el marco, dentro del cual se coloca la tinta, que se extiende sobre toda la tela por medio de una regla de goma. La tinta pasa a través de la malla en la parte de la imagen y se deposita en el papel o tela. El marco de madera se ajusta a una mesa, llamada pulpo por medio de bisagras o brazos, que permiten subirlo y bajarlo para colocar y retirar los pliegos impresos.
Pintado a soplete
Las planchas ACRILICOPAOLINI® no agotan sus posibilidades con el simple moldeo o armado de piezas, ya que pueden ser pintadas y con ello tener aplicación en el campo publicitario o decorativo.
El pintar una plancha ACRILICOPAOLINI® exige guardar una serie de simples normas para obtener un buen resultado. Las recomendaciones siguientes son las generales para este tipo de labores.
En primer lugar, la elección de la pintura es la clave de un trabajo correcto siendo recomendada especialmente la de base acrílica, por su compatibilidad y resistencia a la luz solar, más aún cuando se trata de aplicaciones al exterior.
Los solventes de la pintura no deberán atacar excesivamente al material, pues ese fenómeno termina por degradar el área tratada, produciendo fisuras que debilitan las propiedades mecánicas de la pieza (crazing).
a
b c
d
ea) maniguetab) pinturac) screend) marco de sustentacióne) acrílico
Serigrafía
Pintado a soplete
PEGADO MONTAJE E INSTALACIÓN
18manual de uso
Debido a un elevado coeficiente de dilatación comparado con acero, madera, hormigón o vidrio, el montaje e instalación de planchas y paneles acrílicos moldeados requiere de algunas precauciones. Es por ello que deben tenerse en consideración los posibles cambios dimensionales.
Coeficientes de dilatación térmica de diversos materiales cm x cm x ºC
Espesores recomendables de instalación
Espesores mínimos en mm para paneles planos en fachadas exteriores de acuerdo a sus dimensiones superficiales.
ACRILICOPAOLINI® 0.000070
Plomo 0.000027Aluminio 0.000020Cobre 0.000015Acero 0.000010Vidrio 0.000008Hormigón 0.000006
Medidas
(cm)
30 45 60 80 120 150 180 210
30 3,2
45 3,2 5
60 3,2 5 6
90 3,2 5 6 8
120 3,2 5 6 8 10
150 3,2 5 6 8 10 12
180 3,2 5 6 8 10 12 12
210 3,2 5 6 8 10 12 12 12
MONTAJE E INSTALACIÓN
19manual de uso
Curvado en frío
Las planchas ACRILICOPAOLINI® pueden curvarse en frío.
El radio no debe ser inferior a mínimo 180 veces el espesor de la plancha. Este valor límite puede ser alcanzado sin que se pongan de manifiesto tensiones.
Deberá cuidarse que el apoyo perimetral de la plancha sea liso y permita el deslizamiento de la misma por efecto de la dilatación
Sistemas de instalación
Sistema flotante
El burlete puede ser de caucho, silicona o cualquier material que permita el libre movimiento de la plancha ACRILICOPAOLINI® en su alojamiento, y su espesor de 1.5 mm debe soportar sin desgarrarse las contracciones y dilataciones de la plancha acrílica.
Sistema de retén cementado
Fijación con tornillos o pernos
Este tipo de instalaciones son más conflictivas, porque el anclaje es más severo que el de las descripciones anteriores. Debido a esto, el orificio pasante en la lámina deber ser de mayor diámetro que el tornillo o remache, para evitar el apoyo de éste sobre las caras internas, pues una tensión grande puede inducir la rotura a partir de dicho orificio.
A) Perfilería metálica.B) Burlete mínimo 1,5 mm de ancho.C) Plancha ACRILICOPAOLINI®D) Huelgo de expansión 3mm/m lineal de plancha acrílica.E) Embutido mínimo 10 mm.Perfilería Metálica.
A) Perfilería metálica.B) Burlete de fijación mínimo de 1,5 mm.C) Plancha ACRILICOPAOLINI® D) Huelgo de expansión mínimo 3 mm/m lineal de chapa.E) Embutido de plancha ACRILICOPAOLINI®
Aquí, en la mecanización del agujero, son válidos todos los razonamientos dichos en el caso de agujereado de acrílico.
A) Perfilería metálica.B) Burlete de fijación (mínimo de 1,5 mm)C) Plancha ACRILICOPAOLINI®D) Huelgo de expansión (mínimo 3 mm/m lineal de plancha)E) Embutido de plancha.F) Arandela de goma.
Ante cualquier requerimiento especial, consulte con el Departamento Técnico de Paolini S.A.I.C
EC 01Vigencia: 30/07/2008
7 RECICLABLE Ninguna parte de este manual puede ser reproducida sin la expresa autorización de PAOLINI S.A.I.C
Propiedades ópticas Índice de refracción Transmitancia Nubosidad (Haze)
% %
D-542 D-791 D-1003
1,49 92 1
1,49 92 1
1,50 92 1
1,49 90 4
Propiedades químicas Resistencia a la intemperie Resistencia a los ácidos débiles Resistencia a los ácidos fuertes Resistencia a los alcais débiles Resistencia a los alcais fuertes Ácidos Oxidantes
Excelente No es atacado No es atacado No es atacado
Es atacado Es atacado
Excelente No es atacado No es atacado No es atacado
Es atacado Es atacado
Amarillea No es atacado No es atacado No es atacado
Es atacado Es atacado
Excelente No es atacado No es atacado No es atacado
Es atacado Es atacado
Propiedades mecánicas
Unidades Normas
Astm ACRILICOPAOLINI®
Colado
Acrílico Extruído
Ignífugo
Extruído Alto Impacto
Tracción Resistencia en el límite elástico Resistencia a la rotura Elongación a la rotura Modulo de la elasticidad
Kg/cm2 Kg/cm2
% Kg/cm2
D-638 D-638 D-638 D-638
-
562-773 4,5
24.600-31.000
-
492-773 5,0
23.000-31.000
-
562-878 5,0
26.600-33.700
-
386 - -
Flexión Resistencia en el límite elástico o rotura Módulo de elasticidad
Kg/cm2 Kg/cm2
D-790 D-790
840-1.190
27.500-33.400
740-1.300
22.800-32.300
840-1.250
24.600-31.600
562
17.500
Compresión Resistencia a la compresión (ruptura) Módulo de compresión
Kg/cm2 Kg/cm2
D-695 D-695
773-1.330
27.500-33.300
740-1260
26.000-32.300
773-840 31.000
- -
Impacto Resistencia al impacto IZOD
Kg/cm/cm
D-256 A
1,9
2,4
1,9
6,52
Dureza Rockwell Barcol
D-795 D-2583
M-80- M-100
50
M-68- M105
50
M-61- M-100
45
R-99 35
Propiedades Térmicas Coeficiente de dilatación lineal Temperatura de deflexión bajo carga Conductibilidad térmica Calor especifico
cm/cm°C 18´6 kg/cm
10 -4cal cm/sec cm2 °C Cal/g/°C
D-696 D-648 C-177
6,0 x 10-5 86°C
4,0-6,0 0,35
1,3 x 10-5 74-99°C 4,0- 6,0
0,35
1,3 x 10-5 68-96°C 4,0-6,0 0,35
82°C
- 0.35
Propiedades físicas Peso especifico Absorción de agua
g/cm3
% D-792 D-570
1,19-1,20 0,2-0,4
1,19-1,20 0,1-0,4
1,23 0,63
1,15 0,4
Propiedades eléctricas Resistencia eléctrica Rigidez dieléctrica
Ohm/cm Kv/mm
D-257 D-149
>106
19 >106
17 >106 16
- -
DEFECTO PROBABLE CAUSA POSIBLES CORRECCIONES Burbujas en la chapa.
Plancha demasiado caliente.
Reducir tiempo de calentamiento. Reducir la potencia de los calefactores. Alejar los calefactores. Emplear un tejido metálico como pantalla (sombra)
Formato incompleto. Definición pobre.
Plancha demasiado fría. Vacío insuficiente. Baja presión de aire.
Incrementar la temperatura de la plancha. Verificar posibles pérdidas del sistema. Aumentar la reserva de vacío. Aumentar el diámetro de los orificios de vacío en el molde. Aumentar la presión del aire.
Fondos y esquinas finas de bajo espesor.
Técnica de moldeo pobre. Plancha demasiado fría. Moldeo demasiado rápido. Molde no adecuado.
Cambiar el ciclo de moldeo, ya sea por soplado o compresión. Rediseñar el molde. Usar pantalla metálica para controlar perfil de temperatura. Reducir la velocidad de moldeo.
Variación extrema de espesores. Pieza combinada.
Plancha mal calentada. Molde demasiado frío. Plancha que se desliza sobre el molde. Plancha muy caliente.
Controlar perfil de temperatura. Controlar los calefactores. Ajustar el marco con mayor presión. Reducir tiempo o temperatura.
Pozos, hoyos, granos y marcas Plancha que se pega al molde.
Orificios de vacío demasiado grandes. Excesiva suciedad en el molde o plancha. Molde rugoso.
Reducir el diámetro de los orificios. Disminuir la depresión. Limpiar molde y/o plancha. Pulir molde.
Plancha que se pega al molde
Molde demasiado rugoso. Dibujos demasiado profundos.
Rediseño del molde.
Pieza con distorsión. Remoción de la pieza demasiado caliente. Mala calefacción. Enfriamiento no uniforme.
Aumentar el tiempo de enfriamiento, colocando la pieza desmoldada en molde frío. Controlar perfil de temperaturas. Corregir el molde.
Roturas de piezas ya formadas.
Mal diseño del molde. Calentamiento insuficiente. Molde muy frío.
Incrementar los radios. Controlar temperaturas y/o tiempode calefacción.
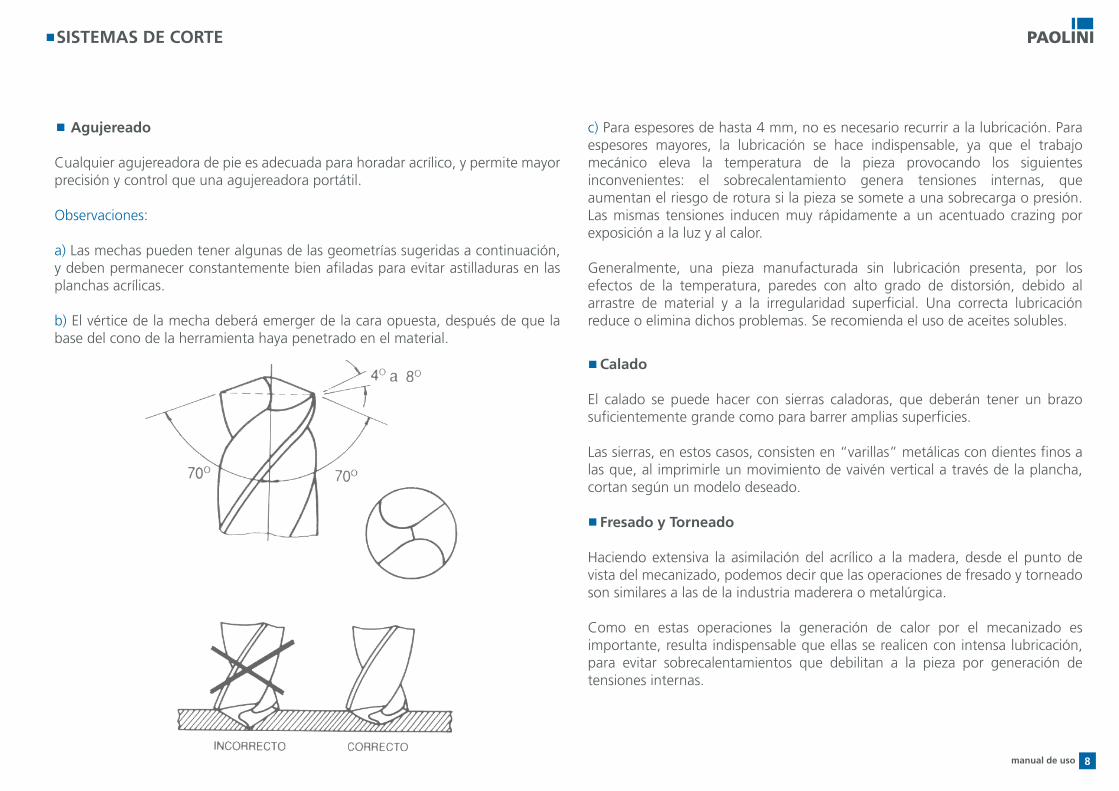
3
ACRILICOPAOLINI® es la marca que identifica al “POLIMETRACRILATO DE METILO” en forma de planchas por el método de colada en celda, producido y comercializado por PAOLINI S. A. I. C.
Propiedades
La elección de ACRILICOPAOLINI® como material apto para las más diversas aplicaciones, deviene de la suma de propiedades que hacen de él un material de gran versatilidad.
Las características más destacables de este material termoplástico son:
- Resistencia espontánea a la luz solar (luz U.V.) y agentes atmosféricos.- Buenas propiedades mecánicas y eléctricas.- Bajo peso específico. - Buena dureza y relativa resistencia al rayado.- El material cristal incoloro, transmite el 92% de la luz incidente.- Buena superficie y alto brillo.- Resistente a la mayoría de las más comunes sustancias químicas.- Resistencia a la intemperie y a los rayos U.V.- Aislante térmico y acústico.- Fácil de maquinar.- Gran capacidad de termoformado.- Apto para repulido de la superficie.- Reciclable.- Fácil limpieza.- Amplia gama de colores.- Buena resistencia a la flexión.
Este conjunto de propiedades permite su aplicación con éxito en la industria de la construcción, cartelería y señalización al exterior, artículos para el hogar, publicidad, regalos, iluminación, blindajes, bañeras, incubadoras, dispositivos para laboratorios y equipamiento hospitalario.
El ACRILICOPAOLINI® se ofrece en diversos grados, con características especiales para el uso especifico tales como material para uso sanitario, uso aeronáutico, naval, automotriz, ignífugo o con absorción especifica de radiación U.V., protección para museos, camas solares.
Las planchas de ACRILICOPAOLINI® se entregan con una protección de polietileno autoadhesivo en ambas caras, para evitar que durante el transporte, almacenaje y transformación, se dañe su brillante superficie.El film protector es fácilmente removible, quedando la superficie de la plancha absolutamente limpia, una vez que éste es retirado.Se debe evitar la exposición de las planchas ACRILICOPAOLINI® a la luz solar directa durante períodos prolongados, mientras estén protegidas por el film, ya que la luz solar degrada el polietileno y la película adhesiva puede ser transferida al acrílico dificultando la remoción de esta.
Almacenaje
Durante el almacenaje deben observarse ciertas condiciones básicas: los depósitos deben ser frescos, evitándose en ellos hornos, líneas de vapor, recipientes calientes y/o radiadores. Pues dichas fuentes de calor pueden deformar las láminas. Además deben ser ventilados, especialmente en las áreas circundantes hay acumulación de solventes. Siendo el ACRILICOPAOLINI® un material combustible, deberán considerarse las medidas de seguridad propias de un material de estas características, evitándose el contacto con las llamas. En su combustión no hay emisión de humos.
Estibaje
Las planchas de ACRILICOPAOLINI® deben ser estibadas lo mas verticalmente posible, debiendo tomar contacto unas con otras en la totalidad de su superficie, con el fin de conservarlas planas.
Seguridad
No es conveniente almacenar las planchas horizontalmente; ya que, por su peso, estas pueden sufrir deformaciones especialmente si las superficies no toman contacto entre ellas en toda su extensión.
Las planchas de ACRILICOPAOLINI® se pueden cortar con herramientas de corte manuales o eléctricas similares a las que se empelan en la industria de la madera, dependiendo del tipo de trabajo la elección del instrumento de corte.
Corte con lezna o buril
Tratándose de planchas finas, estas pueden cortarse de igual manera que un vidrio. Con una lezna o buril se hace una incisión profunda en la plancha. Apoyándola firmemente sobre un borde recto, y con fuerte presión se quiebra a lo largo de la marca realizada.
Los cortes rectos en una plancha de cualquier espesor, se deben realizar con sierras circulares. Los tipos de sierras son similares a los empleados en la industria maderera, pueden ser de acero rápido, acero al carbono o sierras de widia. Las sierras de acero rápido y al carbono, se emplean en espesores finos de hasta 5mm, y las de widia en espesores mayores. Las sierras de acero al carbono, si bien deben afilarse más seguido que las de acero rápido, tienen la ventaja de poder trabar sus dientes para facilitar la descarga del material. Esto da como resultado un corte más limpio y evita, además, el sobrecalentamiento del material. Las sierras de widia son apropiadas para trabajos pesados, tales como el corte de espesores. Su afinación no es frecuente, su facetado y ángulo de corte resuelven el problema de la descarga de material. El desperdicio de material por corte es mayor que con los otros tipos de sierra. El diámetro mas comúnmente empelado en sierras de acero al carbono es de 25 cm, con 220 dientes. La velocidad lineal de corte oscilara en aproximadamente 10/35 mt/min para una velocidad de rotación de 3000 a 6000 rpm. El avance del material durante el proceso de corte deberá ser continuo y adecuado para la velocidad de rotación de la sierra. Las sierras de widia, de acuerdo al tipo de máquina, variarán su diámetro entre 20 cm y 35 cm, con 60 y 84 dientes respectivamente.Perfiles y ángulos de corte de sierras de widia y acero al carbono:
Observaciones:Es de gran importancia el correcto afilado de las sierras para obtener cortes limpios y sin astilladuras, y para evitar que se eleve la temperatura y se dañe el material. También es importante lubricar las sierras para que no se sobrecalienten; de esta manera se evita que el material se ablande y se pegue a las mismas.
Corte con sierras Sierras sin fin y router (tupi):
Se utiliza la sierra sin fin cuando hay necesidad de hacer cortes curvos en planchas o piezas finas. Sin embrago, los elementos mas adecuados son los routers portátiles o fijos, eléctricos o neumáticos.
Los routers no sólo se emplean como elementos de corte, sino también como herramientas para terminación de bordes; lográndose así perfiles acordes con la geometría del router.
Características del router CNC:- tiene la capacidad de grabar y efectuar cortes 3D.- favorece el tratamiento de piezas de muy reducido tamaño (milímetros) o grandes dimensiones, gracias a una amplia superficie de corte (3 m × 2 m)- realiza fresados y desbastes.- posibilita la realización de trabajos en una sola pieza, sin empalmes.- consigue un acabado excelente, sin rebabas ni afección térmica, aunque es necesario un pulido posterior.- alcanza una altísima precisión en el corte (±0,025 mm según el espesor)- ofrece gran versatilidad, sin perder precisión, lo que permite la realización de los más complicados diseños
Corte y grabado laser.
El proceso de corte en láser es de gran utilidad en la actualidad ya que sus costos no son altos y la terminacion es perfecta, realiza cortes planos (2D) asi también los grabados.
El grabado en láser se produce al hacer incidir el haz de luz del láser sobre cualquier material volatilizando ó produciendo un cambio de color.
El proceso consiste en grabar materiales duros o blandos con el objetivo de dejar una marca, ya sea profunda o superficial, para personalizar o adornar. Se pueden hacer bajo relieve o alto relieve y sus principales aplicaciones son: personalización de objetos, manualidades, señalización, publicidad.
El acrílico es uno de los materiales más utilizados para corte y grabado láser, principalmente por la alta calidad de corte y por no requerir acabados.
Sierras manuales:
Para obtener resultados similares a los anteriores con una sierra manual, se requiere un entrenamiento especial de los operadores.Este elemento solo es recomendable para hobbystas o artesanos.
SISTEMAS DE CORTE
7manual de uso
SISTEMAS DE CORTE
6manual de uso
PRESENTACIÓN
5manual de uso
TABLA DE PROPIEDADES
4manual de uso
INTRODUCCIÓN
3manual de uso
INDICE
2manual de uso
Introducciónpropiedades
Tabla de propiedades
Presentaciónalmacenajeestibajeseguridad
Sistemas de cortecorte con lezna o burilcorte con sierrassierras sin fin y routerrouter CNCcorte y grabado lásersierras manualesagujereadocaladofresado y torneado
Termoformado
Medios de calefacciónhornos de aireparrillas calefactoras
Transformacióndobladotermoformado libretermoformado por presión de aire y vacíotermoformado con combinación de los métodos anteriores
Moldeomoldeo por vacío
33
4
5555
6667777888
9
101010
11111111
12
1313
14
151515
151616161617
171717
1818191919
Guía practica de moldeo por termoformado
Acabadopulido mecánicolimpieza
Pegadopreparaciónpegado por inmersiónaplicación con jeringa hipodérmicacemento autopolimerizableprecauciones para el pegado
Pintadopintado a sopleteserigrafía
Montaje e Instalaciónespesores recomendables de instalacióncurvado en fríosistemas de instalaciónfijación con tornillos o pernos
SISTEMAS DE CORTE
8manual de uso
Agujereado
Cualquier agujereadora de pie es adecuada para horadar acrílico, y permite mayor precisión y control que una agujereadora portátil.
Observaciones:
a) Las mechas pueden tener algunas de las geometrías sugeridas a continuación, y deben permanecer constantemente bien afiladas para evitar astilladuras en las planchas acrílicas.
b) El vértice de la mecha deberá emerger de la cara opuesta, después de que la base del cono de la herramienta haya penetrado en el material.
c) Para espesores de hasta 4 mm, no es necesario recurrir a la lubricación. Para espesores mayores, la lubricación se hace indispensable, ya que el trabajo mecánico eleva la temperatura de la pieza provocando los siguientes inconvenientes: el sobrecalentamiento genera tensiones internas, que aumentan el riesgo de rotura si la pieza se somete a una sobrecarga o presión. Las mismas tensiones inducen muy rápidamente a un acentuado crazing por exposición a la luz y al calor.
Generalmente, una pieza manufacturada sin lubricación presenta, por los efectos de la temperatura, paredes con alto grado de distorsión, debido al arrastre de material y a la irregularidad superficial. Una correcta lubricación reduce o elimina dichos problemas. Se recomienda el uso de aceites solubles.
Calado
El calado se puede hacer con sierras caladoras, que deberán tener un brazo suficientemente grande como para barrer amplias superficies.
Las sierras, en estos casos, consisten en “varillas” metálicas con dientes finos a las que, al imprimirle un movimiento de vaivén vertical a través de la plancha, cortan según un modelo deseado.
Fresado y Torneado
Haciendo extensiva la asimilación del acrílico a la madera, desde el punto de vista del mecanizado, podemos decir que las operaciones de fresado y torneado son similares a las de la industria maderera o metalúrgica.
Como en estas operaciones la generación de calor por el mecanizado es importante, resulta indispensable que ellas se realicen con intensa lubricación, para evitar sobrecalentamientos que debilitan a la pieza por generación de tensiones internas.
TERMOFORMADO
9manual de uso
Las planchas ACRILICOPAOLINI® son termoplásticas; de ahí que una vez calentadas uniformemente, y a una temperatura adecuada, adquieren flexibilidad y elasticidad. Bajo ese estado, es posible moldearlas por doblado o estiramiento sobre un molde. Una vez que la pieza se enfría, mantendrá la forma adquirida en la matriz. Para un correcto termoformado deben tenerse en cuenta las siguientes precauciones:
1) Las planchas tendrán una contracción de aproximadamente el 2%, si estas son calentadas libremente, y su espesor incrementara proporcionalmente un 4%.
2) La temperatura de moldeo deberá estar comprendida entre 150° y 180°C. Los tiempos necesarios para alcanzar dicha temperatura dependerán del tipo de fuente calefactora, espesor y color de la plancha.
3) Un excesivo calentamiento de la plancha a moldear se manifiesta primero por la aparición de burbujas en la superficie, y luego en la masa, cuando éste es más acentuado.
4) Si la temperatura desciende por debajo del límite inferior de moldeo, la pieza se conformará mal o se romperá.
Una vez lograda la forma sobre el molde, la pieza se dejará enfriar lenta y uniformemente y se retirará aun tibia (40-50°C). De esta forma se evitan las tensiones internas que incrementan la fragilidad del producto.
GRAFICOS
Temp. Máx de Servicio
Máxima Elongación
Rango de Temp. de Termoformado
Principio de deterioro con elevada humedad absorbida
Temperatura de Descomposición
0º C 80º C 110º C 150º C 180º C 200º C
rango deTERMOFORMADO
Man
ual
de
uso
del
acr
ílico
MEDIOS DE CALEFACCIÓN
10manual de uso
Hornos de Aire
Los hornos de aire con circulación forzada son el medio más idóneo para el calentamiento de las planchas a termoformar, ya que un buen control térmico evita el sobrecalentamiento, independientemente del tiempo y la cantidad de las mismas en el proceso.Sim embargo, debe tenerse en cuenta que la velocidad del aire no puede ser inferior a 12 m/min.
Parrillas calefactoras
Las parrillas calefactoras pueden ser eléctricas o a gas, y resuelven los problemas operativos con mayor facilidad que en el caso anterior; pues la plancha es calentada sobre el molde en su respectivo marco.Una calefacción superior e inferior minimiza el tiempo y uniforma la temperatura de la plancha en forma casi óptima.
Diagrama de calefacción de una plancha acrílica (tiempo en función del espesor).
1) Intercambiador2) Turbina3) Plancha acrílica.4) Corriente de aire5) Pinzas de sujeción6) Termostato
5
3
4
6
4
12
1) Horno de aire por convección.2) Calefacción por radiación sobre una cara.3) Calefacción por radiación sobre ambas cara.
TRANSFORMACIÓN
11manual de uso
Parrillas calefactoras
Las parrillas calefactoras pueden ser eléctricas o a gas, y resuelven los problemas operativos con mayor facilidad que en el caso anterior; pues la plancha es calentada sobre el molde en su respectivo marco.Una calefacción superior e inferior minimiza el tiempo y uniforma la temperatura de la plancha en forma casi óptima.
Diagrama de calefacción de una plancha acrílica (tiempo en función del espesor).
Doblado
El doblado es una transformación común en los materiales termoplásticos, y suele hacerse con resistencias planas, tubos de cuarzo eléctricos o alambres.Calentando correctamente el área de doblado logramos ángulos y esquinas brillantes. Los equipos son de una gran sencillez.
Termoformado por presión de aire y por vacío
Las planchas ACRILICOPAOLINI® pueden ser termoformadas con ayuda de aire a presión o vacío, aun sin molde. La forma de la pieza esta determinada por la geometría de la base de sujeción. El sistema de termoformado por presión de aire y vacio, permite hacer domos de base circular, cuadrada o rectangular. De esta forma se confeccionan cúpulas para aviones y helicópteros.
Termoformado libre
Es el método más sencillo y consiste en extender sobre el molde la plancha ACRILICOPAOLINI® a temperatura de termoformado. Para evitar que por el contacto plancha- molde la pieza presente marcas en su superficie, se suele pegar una franela sobre este.
1) plancha de acrílico2) molde frío3) resistencia eléctrica4) zona de calentamiento
12
34
Term
ofor
mad
o po
r pr
esió
n de
aire
y p
or v
acío
Termoformado a presión mecánica
1) calefactor2) cierre rápido3) platina4) plancha acrílica5) cámara de presión
En este proceso, el molde puede ser simplemente hecho por perfilería metálica, la que solo toma contacto con la plancha acrílica al definir sus aristas. La pieza final tiene muy buena calidad óptica.
TRANSFORMACIÓN
12manual de uso
Termoformado con combinación de los métodos anteriores
a) Soplado y embutido seguido de evacuación de aire.Este método se emplea especialmente cuando se desean piezas con espesores de paredes más uniformes.
b) Soplado, embutido, seguido de vacío en el sistema.
MOLDEO
13manual de uso
Los moldes a emplear en la confección de artículos acrílicos, especialmente cuando se trabajan planchas transparentes, deben hacerse con perfilería metálica bien pulida y preferentemente cromada. De esta forma, el contacto de la plancha con el molde sólo ocurre a lo largo de las aristas del modelo, de modo tal que los planos permanecen inalterados, conservando el brillo y superficie original.
Es de hacer notar que, al tomar contacto el acrílico con el molde, el primero, quedará marcado en forma irregular, independientemente de la calidad del pulido de la matriz.Un ejemplo ampliamente difundido de este sistema de moldeo, es el termoformado de bañeras, lavatorios, inodoros y bidets con ACRILICOPAOLINI® para uso sanitario. Así, se logran piezas de gran belleza y funcionalidad.Todos los artefactos tienen contornos suaves y superficies brillantes, que se obtienen fácilmente mediante el sistema por vacío. Durante el proceso, deben guardarse condiciones de extrema limpieza.Dado el tamaño y la calidad requerida por estas piezas se recurre generalmente a prensas con un mediano nivel de automatización y control. Para este moldeo se utilizan moldes tipo “Hembra”.
Moldeo por vacío
El moldeo por vacío es similar al de cualquier otro material termoplástico, y en el diseño del molde deben considerarse los radios y ángulos de la pieza, por la menor definición del acrílico.
1) calefactores2) marco de sujeción3) cámara de vacío4) portamolde5) molde6) tanque de vacío7) bomba de vacío
1
2
3
4
12
3
4
56 7
GUIA PRÁCTICA DE MOLDEO POR TERMOFORMADO
14manual de uso
ACABADO
15manual de uso
Cuando las planchas ACRILICOPAOLINI® son cortadas, independientemente del método empleado, presentan una superficie irregular. Esto no permite pegar una plancha o pieza en forma prolija, y tampoco puede ser presentado dicho corte como trabajo definitivo en cualquier pieza manufacturada.
Las operaciones a seguir, para poder restaurar la superficie, son las siguientes:
1) Se puede recurrir a un rasqueteado con un fleje metálico de bordes curvos que, aplicándolo con fuerza sobre la superficie, arrastrará virutas uniformando el plano.
2) A continuación, también manualmente, y con movimiento de vaivén, se desplazará un taco de madera revestido con lija al agua, empleando granulometrías decrecientes comenzando con 120- 400- 600.Finalizada la última aplicación, la pieza está en condiciones de ser pulida.
Contando con lijadoras planetarias o de banda, estas operaciones pueden realizarse en muy breve tiempo.Las lijadoras de banda son las más recomendadas por su velocidad de trabajo y permiten, además, trabajar en húmedo. Con ello, la operación es mas limpia y las temperaturas de trabajo no inducen tensiones.
Pulido mecánico
La superficie lijada, y sin marcas superficiales, se encuentra lista para ser pulida. Así, se restaurará el brillo del plano mecanizado y éste alcanzará el mismo aspecto que la superficie de las planchas.
Se utilizan en esta operación (pulido) exclusivamente discos de franela suaves, evitándose la mezcla con tejido sintético. El diámetro de dichos discos será de aproximadamente 30 cm Y el grosor de 7 cm.
Una amoladora de 2,0 a 2,5 HP con 2.800 v.p.m es suficiente como para operar el disco de franela anteriormente descripto.
Como agente abrasivo se emplean pastas de pulido que se aplican a la rueda de franela de movimiento. Luego se apoya la pieza a pulir, imprimiéndole un movimiento de vaivén sin demasiada presión, para evitar sobrecalentamientos que puedan deformar la pieza por fusión incipiente, amén de las tensiones que en ella generan.
Todos los materiales plásticos tienen una acentuada tendencia a cargarse estáticamente, por ello se adhiere el polvillo del ambiente sobre los mismos. Una manera de evitar este inconveniente es aplicar sobre la superficie una fina película de antiestático, y así mantenerla limpia.
PEGADO
Las planchas ACRILICOPAOLINI® pueden ser pegadas entre ellas y con otros plásticos. Sin embrago, deben cuidarse otros aspectos para obtener un trabajo satisfactorio.
En principio, el adhesivo a emplear deberá elegirse en función del material (acrílico) u otros materiales que deseen pegarse a él.
El adhesivo debe atacar ligeramente al acrílico a pegar, y a su vez ser eliminado del medio por una ligera corriente de aire, para evitar concentraciones elevadas que pueden atacar la pieza.Es importante tener en cuenta este último punto. Especialmente cuando las piezas a pegar, han sido mecanizadas sin observar las recomendaciones referidas a los sobrecalentamientos.
Los adhesivos pueden ser:1) Solventes puros, con mayor o menor velocidad de evaporación.2) Soluciones de solvente/polímero.3) Soluciones autopolimerizables.
La elección del método dependerá del tipo de trabajo y de la habilidad del operador.
Limpieza
Si la pieza una vez terminada se debiera limpiar por haberse manchado con polvos, ceras, etc., durante el proceso de transformación, se lavará con agua, detergente y una franela o esponja, siempre húmeda, hasta remover la suciedad o materiales ligeramente adheridos.
1) acrílico2) banda de esmeril3) cilindro motor3’) polea libreA) nivel de agua
PEGADO
16manual de uso
Preparación
Independientemente del adhesivo y del método empleado, las piezas a unir deben ser mecanizadas perfectamente para evitar irregularidades superficiales, pues desniveles en las mismas separan las superficies y, en las zonas circundantes aparecen oclusiones de aire que desmerecen la calidad del pegado. Este inconveniente que se pone de manifiesto claramente cuando el adhesivo es sólo un solvente, disminuye en el caso de adhesivo solvente/polímero por el aporte de sólidos a la soldadura.Cuando se emplean cementos autopolimerizables, donde el solvente es reactivo, este fenómeno puede llegar a pasar desapercibido.
Pegado por inmersión
Este es un método de buen resultado y fácil aplicación. Consiste en sumergir el borde de la pieza a pegar en un recipiente de poca profundidad, o bien sobre una almohadilla con solventes puros. Pocos minutos son suficientes para que se ablande el borde. Una vez escurrido el solvente, se aplica la pieza sobre la superficie a pegar con ligera presión durante unos segundos, y luego se abandona la pieza hasta que se evapore el solvente.
Aplicación con jeringa hipodérmica
El proceso es simple y basta aplicar el adhesivo sobre la unión de las piezas, permitiendo que éste se difunda por capilaridad.El adhesivo solvente, el adhesivo solvente/polímero o el cemento autopolimerizable, pueden ser aplicados con jeringa hipodérmica.En estos casos es conveniente limitar, con cinta autoadhesiva, el escurrimiento del adhesivo sobre la superficie.
Cemento autopolimerizable
a) Cinta autoadhesiva para contener el desborde de polímero fraguante.b) Polímero fraguante.c) Pieza acrílica mecanizada a 20º. .
Cuando se empela cemento, autopolimerizable, debe evitarse la incorporación de burbujas de aire durante la aplicación. Los tiempos que deberán dejarse abandonadas las piezas, antes de mecanizarlas, dependerán del tipo de adhesivo o cemento empleado, y de las condiciones ambientales.Los adhesivos solventes sueldan rápidamente los planos acrílicos. La resistencia mecánica de la unión es aceptable, aunque baja cuando estas uniones son expuestas a la intemperie.Los adhesivos solvente/polímero y cemento son, en orden creciente, los medios recomendados para la unión de piezas acrílicas por su resistencia mecánica y resistencia a la intemperie.Algunas de las uniones o juntas más adecuadas cuando se trata de pegar láminas acrílicas:
a
a
b
c
Incorrecto
Bueno
Excelente
PINTADO
17manual de uso
Precauciones para el pegado:
La mayoría de los solventes y cementos empleados como adhesivos son altamente inflamables, ligeramente tóxicos e irritantes de la piel y los ojos.Debido a estas circunstancias, deben tomarse un mínimo de precauciones tales como:1) Trabajar en lugares bien ventilados.2) Evitar la presencia de llamas.3) No dejar que los adhesivos entren en contacto con piel y ojos.
La calidad de los pigmentos y/o colorantes también debe ser adecuada al uso.
Ya en vía operativa, debe cuidarse extremadamente la limpieza de la superficie, pues los aceites y grasas impedirán un correcto pintado. La remoción debe hacerse sin alterar la superficie de ahí que el solvente no debe atacarlo.
A esto le seguirá un lavado con agua que luego deberá ser eliminada perfectamente, cuidando en esta operación de eliminar el polvo que puede depositarse por carga estática.
Serigrafía
La serigrafía es una técnica de impresión empleada en el método de reproducción de documentos e imágenes sobre cualquier material, y consiste en transferir una tinta a través de una gasa tensada en un marco, el paso de la tinta se bloquea en las áreas donde no habrá imagen mediante una emulsión o barniz, quedando libre la zona donde pasará la tinta.
El sistema de impresión es repetitivo, esto es, que una vez que el primer modelo se ha logrado, la impresión puede ser repetida cientos y hasta miles de veces sin perder definición.
Se sitúa la malla, unida a un marco para mantenerla tensa, sobre el soporte a imprimir y se hace pasar la tinta a través de ella, aplicándole una presión moderada con un rasero, generalmente de caucho.
La impresión se realiza a través de una tela de trama abierta, enmarcada en un marco, que se emulsiona con UN (material foto sensible). Por contacto, el original, se expone a la luz, para endurecer las partes libres de imagen. Por el lavado con agua se diluye la parte no expuesta, dejando esas partes libres en la tela.
El soporte a imprimir se coloca bajo el marco, dentro del cual se coloca la tinta, que se extiende sobre toda la tela por medio de una regla de goma. La tinta pasa a través de la malla en la parte de la imagen y se deposita en el papel o tela. El marco de madera se ajusta a una mesa, llamada pulpo por medio de bisagras o brazos, que permiten subirlo y bajarlo para colocar y retirar los pliegos impresos.
Pintado a soplete
Las planchas ACRILICOPAOLINI® no agotan sus posibilidades con el simple moldeo o armado de piezas, ya que pueden ser pintadas y con ello tener aplicación en el campo publicitario o decorativo.
El pintar una plancha ACRILICOPAOLINI® exige guardar una serie de simples normas para obtener un buen resultado. Las recomendaciones siguientes son las generales para este tipo de labores.
En primer lugar, la elección de la pintura es la clave de un trabajo correcto siendo recomendada especialmente la de base acrílica, por su compatibilidad y resistencia a la luz solar, más aún cuando se trata de aplicaciones al exterior.
Los solventes de la pintura no deberán atacar excesivamente al material, pues ese fenómeno termina por degradar el área tratada, produciendo fisuras que debilitan las propiedades mecánicas de la pieza (crazing).
a
b c
d
ea) maniguetab) pinturac) screend) marco de sustentacióne) acrílico
Serigrafía
Pintado a soplete
PEGADO MONTAJE E INSTALACIÓN
18manual de uso
Debido a un elevado coeficiente de dilatación comparado con acero, madera, hormigón o vidrio, el montaje e instalación de planchas y paneles acrílicos moldeados requiere de algunas precauciones. Es por ello que deben tenerse en consideración los posibles cambios dimensionales.
Coeficientes de dilatación térmica de diversos materiales cm x cm x ºC
Espesores recomendables de instalación
Espesores mínimos en mm para paneles planos en fachadas exteriores de acuerdo a sus dimensiones superficiales.
ACRILICOPAOLINI® 0.000070
Plomo 0.000027Aluminio 0.000020Cobre 0.000015Acero 0.000010Vidrio 0.000008Hormigón 0.000006
Medidas
(cm)
30 45 60 80 120 150 180 210
30 3,2
45 3,2 5
60 3,2 5 6
90 3,2 5 6 8
120 3,2 5 6 8 10
150 3,2 5 6 8 10 12
180 3,2 5 6 8 10 12 12
210 3,2 5 6 8 10 12 12 12
MONTAJE E INSTALACIÓN
19manual de uso
Curvado en frío
Las planchas ACRILICOPAOLINI® pueden curvarse en frío.
El radio no debe ser inferior a mínimo 180 veces el espesor de la plancha. Este valor límite puede ser alcanzado sin que se pongan de manifiesto tensiones.
Deberá cuidarse que el apoyo perimetral de la plancha sea liso y permita el deslizamiento de la misma por efecto de la dilatación
Sistemas de instalación
Sistema flotante
El burlete puede ser de caucho, silicona o cualquier material que permita el libre movimiento de la plancha ACRILICOPAOLINI® en su alojamiento, y su espesor de 1.5 mm debe soportar sin desgarrarse las contracciones y dilataciones de la plancha acrílica.
Sistema de retén cementado
Fijación con tornillos o pernos
Este tipo de instalaciones son más conflictivas, porque el anclaje es más severo que el de las descripciones anteriores. Debido a esto, el orificio pasante en la lámina deber ser de mayor diámetro que el tornillo o remache, para evitar el apoyo de éste sobre las caras internas, pues una tensión grande puede inducir la rotura a partir de dicho orificio.
A) Perfilería metálica.B) Burlete mínimo 1,5 mm de ancho.C) Plancha ACRILICOPAOLINI®D) Huelgo de expansión 3mm/m lineal de plancha acrílica.E) Embutido mínimo 10 mm.Perfilería Metálica.
A) Perfilería metálica.B) Burlete de fijación mínimo de 1,5 mm.C) Plancha ACRILICOPAOLINI® D) Huelgo de expansión mínimo 3 mm/m lineal de chapa.E) Embutido de plancha ACRILICOPAOLINI®
Aquí, en la mecanización del agujero, son válidos todos los razonamientos dichos en el caso de agujereado de acrílico.
A) Perfilería metálica.B) Burlete de fijación (mínimo de 1,5 mm)C) Plancha ACRILICOPAOLINI®D) Huelgo de expansión (mínimo 3 mm/m lineal de plancha)E) Embutido de plancha.F) Arandela de goma.
Ante cualquier requerimiento especial, consulte con el Departamento Técnico de Paolini S.A.I.C
EC 01Vigencia: 30/07/2008
7 RECICLABLE Ninguna parte de este manual puede ser reproducida sin la expresa autorización de PAOLINI S.A.I.C
Propiedades ópticas Índice de refracción Transmitancia Nubosidad (Haze)
% %
D-542 D-791 D-1003
1,49 92 1
1,49 92 1
1,50 92 1
1,49 90 4
Propiedades químicas Resistencia a la intemperie Resistencia a los ácidos débiles Resistencia a los ácidos fuertes Resistencia a los alcais débiles Resistencia a los alcais fuertes Ácidos Oxidantes
Excelente No es atacado No es atacado No es atacado
Es atacado Es atacado
Excelente No es atacado No es atacado No es atacado
Es atacado Es atacado
Amarillea No es atacado No es atacado No es atacado
Es atacado Es atacado
Excelente No es atacado No es atacado No es atacado
Es atacado Es atacado
Propiedades mecánicas
Unidades Normas
Astm ACRILICOPAOLINI®
Colado
Acrílico Extruído
Ignífugo
Extruído Alto Impacto
Tracción Resistencia en el límite elástico Resistencia a la rotura Elongación a la rotura Modulo de la elasticidad
Kg/cm2 Kg/cm2
% Kg/cm2
D-638 D-638 D-638 D-638
-
562-773 4,5
24.600-31.000
-
492-773 5,0
23.000-31.000
-
562-878 5,0
26.600-33.700
-
386 - -
Flexión Resistencia en el límite elástico o rotura Módulo de elasticidad
Kg/cm2 Kg/cm2
D-790 D-790
840-1.190
27.500-33.400
740-1.300
22.800-32.300
840-1.250
24.600-31.600
562
17.500
Compresión Resistencia a la compresión (ruptura) Módulo de compresión
Kg/cm2 Kg/cm2
D-695 D-695
773-1.330
27.500-33.300
740-1260
26.000-32.300
773-840 31.000
- -
Impacto Resistencia al impacto IZOD
Kg/cm/cm
D-256 A
1,9
2,4
1,9
6,52
Dureza Rockwell Barcol
D-795 D-2583
M-80- M-100
50
M-68- M105
50
M-61- M-100
45
R-99 35
Propiedades Térmicas Coeficiente de dilatación lineal Temperatura de deflexión bajo carga Conductibilidad térmica Calor especifico
cm/cm°C 18´6 kg/cm
10 -4cal cm/sec cm2 °C Cal/g/°C
D-696 D-648 C-177
6,0 x 10-5 86°C
4,0-6,0 0,35
1,3 x 10-5 74-99°C 4,0- 6,0
0,35
1,3 x 10-5 68-96°C 4,0-6,0 0,35
82°C
- 0.35
Propiedades físicas Peso especifico Absorción de agua
g/cm3
% D-792 D-570
1,19-1,20 0,2-0,4
1,19-1,20 0,1-0,4
1,23 0,63
1,15 0,4
Propiedades eléctricas Resistencia eléctrica Rigidez dieléctrica
Ohm/cm Kv/mm
D-257 D-149
>106
19 >106
17 >106 16
- -
DEFECTO PROBABLE CAUSA POSIBLES CORRECCIONES Burbujas en la chapa.
Plancha demasiado caliente.
Reducir tiempo de calentamiento. Reducir la potencia de los calefactores. Alejar los calefactores. Emplear un tejido metálico como pantalla (sombra)
Formato incompleto. Definición pobre.
Plancha demasiado fría. Vacío insuficiente. Baja presión de aire.
Incrementar la temperatura de la plancha. Verificar posibles pérdidas del sistema. Aumentar la reserva de vacío. Aumentar el diámetro de los orificios de vacío en el molde. Aumentar la presión del aire.
Fondos y esquinas finas de bajo espesor.
Técnica de moldeo pobre. Plancha demasiado fría. Moldeo demasiado rápido. Molde no adecuado.
Cambiar el ciclo de moldeo, ya sea por soplado o compresión. Rediseñar el molde. Usar pantalla metálica para controlar perfil de temperatura. Reducir la velocidad de moldeo.
Variación extrema de espesores. Pieza combinada.
Plancha mal calentada. Molde demasiado frío. Plancha que se desliza sobre el molde. Plancha muy caliente.
Controlar perfil de temperatura. Controlar los calefactores. Ajustar el marco con mayor presión. Reducir tiempo o temperatura.
Pozos, hoyos, granos y marcas Plancha que se pega al molde.
Orificios de vacío demasiado grandes. Excesiva suciedad en el molde o plancha. Molde rugoso.
Reducir el diámetro de los orificios. Disminuir la depresión. Limpiar molde y/o plancha. Pulir molde.
Plancha que se pega al molde
Molde demasiado rugoso. Dibujos demasiado profundos.
Rediseño del molde.
Pieza con distorsión. Remoción de la pieza demasiado caliente. Mala calefacción. Enfriamiento no uniforme.
Aumentar el tiempo de enfriamiento, colocando la pieza desmoldada en molde frío. Controlar perfil de temperaturas. Corregir el molde.
Roturas de piezas ya formadas.
Mal diseño del molde. Calentamiento insuficiente. Molde muy frío.
Incrementar los radios. Controlar temperaturas y/o tiempode calefacción.

3
ACRILICOPAOLINI® es la marca que identifica al “POLIMETRACRILATO DE METILO” en forma de planchas por el método de colada en celda, producido y comercializado por PAOLINI S. A. I. C.
Propiedades
La elección de ACRILICOPAOLINI® como material apto para las más diversas aplicaciones, deviene de la suma de propiedades que hacen de él un material de gran versatilidad.
Las características más destacables de este material termoplástico son:
- Resistencia espontánea a la luz solar (luz U.V.) y agentes atmosféricos.- Buenas propiedades mecánicas y eléctricas.- Bajo peso específico. - Buena dureza y relativa resistencia al rayado.- El material cristal incoloro, transmite el 92% de la luz incidente.- Buena superficie y alto brillo.- Resistente a la mayoría de las más comunes sustancias químicas.- Resistencia a la intemperie y a los rayos U.V.- Aislante térmico y acústico.- Fácil de maquinar.- Gran capacidad de termoformado.- Apto para repulido de la superficie.- Reciclable.- Fácil limpieza.- Amplia gama de colores.- Buena resistencia a la flexión.
Este conjunto de propiedades permite su aplicación con éxito en la industria de la construcción, cartelería y señalización al exterior, artículos para el hogar, publicidad, regalos, iluminación, blindajes, bañeras, incubadoras, dispositivos para laboratorios y equipamiento hospitalario.
El ACRILICOPAOLINI® se ofrece en diversos grados, con características especiales para el uso especifico tales como material para uso sanitario, uso aeronáutico, naval, automotriz, ignífugo o con absorción especifica de radiación U.V., protección para museos, camas solares.
Las planchas de ACRILICOPAOLINI® se entregan con una protección de polietileno autoadhesivo en ambas caras, para evitar que durante el transporte, almacenaje y transformación, se dañe su brillante superficie.El film protector es fácilmente removible, quedando la superficie de la plancha absolutamente limpia, una vez que éste es retirado.Se debe evitar la exposición de las planchas ACRILICOPAOLINI® a la luz solar directa durante períodos prolongados, mientras estén protegidas por el film, ya que la luz solar degrada el polietileno y la película adhesiva puede ser transferida al acrílico dificultando la remoción de esta.
Almacenaje
Durante el almacenaje deben observarse ciertas condiciones básicas: los depósitos deben ser frescos, evitándose en ellos hornos, líneas de vapor, recipientes calientes y/o radiadores. Pues dichas fuentes de calor pueden deformar las láminas. Además deben ser ventilados, especialmente en las áreas circundantes hay acumulación de solventes. Siendo el ACRILICOPAOLINI® un material combustible, deberán considerarse las medidas de seguridad propias de un material de estas características, evitándose el contacto con las llamas. En su combustión no hay emisión de humos.
Estibaje
Las planchas de ACRILICOPAOLINI® deben ser estibadas lo mas verticalmente posible, debiendo tomar contacto unas con otras en la totalidad de su superficie, con el fin de conservarlas planas.
Seguridad
No es conveniente almacenar las planchas horizontalmente; ya que, por su peso, estas pueden sufrir deformaciones especialmente si las superficies no toman contacto entre ellas en toda su extensión.
Las planchas de ACRILICOPAOLINI® se pueden cortar con herramientas de corte manuales o eléctricas similares a las que se empelan en la industria de la madera, dependiendo del tipo de trabajo la elección del instrumento de corte.
Corte con lezna o buril
Tratándose de planchas finas, estas pueden cortarse de igual manera que un vidrio. Con una lezna o buril se hace una incisión profunda en la plancha. Apoyándola firmemente sobre un borde recto, y con fuerte presión se quiebra a lo largo de la marca realizada.
Los cortes rectos en una plancha de cualquier espesor, se deben realizar con sierras circulares. Los tipos de sierras son similares a los empleados en la industria maderera, pueden ser de acero rápido, acero al carbono o sierras de widia. Las sierras de acero rápido y al carbono, se emplean en espesores finos de hasta 5mm, y las de widia en espesores mayores. Las sierras de acero al carbono, si bien deben afilarse más seguido que las de acero rápido, tienen la ventaja de poder trabar sus dientes para facilitar la descarga del material. Esto da como resultado un corte más limpio y evita, además, el sobrecalentamiento del material. Las sierras de widia son apropiadas para trabajos pesados, tales como el corte de espesores. Su afinación no es frecuente, su facetado y ángulo de corte resuelven el problema de la descarga de material. El desperdicio de material por corte es mayor que con los otros tipos de sierra. El diámetro mas comúnmente empelado en sierras de acero al carbono es de 25 cm, con 220 dientes. La velocidad lineal de corte oscilara en aproximadamente 10/35 mt/min para una velocidad de rotación de 3000 a 6000 rpm. El avance del material durante el proceso de corte deberá ser continuo y adecuado para la velocidad de rotación de la sierra. Las sierras de widia, de acuerdo al tipo de máquina, variarán su diámetro entre 20 cm y 35 cm, con 60 y 84 dientes respectivamente.Perfiles y ángulos de corte de sierras de widia y acero al carbono:
Observaciones:Es de gran importancia el correcto afilado de las sierras para obtener cortes limpios y sin astilladuras, y para evitar que se eleve la temperatura y se dañe el material. También es importante lubricar las sierras para que no se sobrecalienten; de esta manera se evita que el material se ablande y se pegue a las mismas.
Corte con sierras Sierras sin fin y router (tupi):
Se utiliza la sierra sin fin cuando hay necesidad de hacer cortes curvos en planchas o piezas finas. Sin embrago, los elementos mas adecuados son los routers portátiles o fijos, eléctricos o neumáticos.
Los routers no sólo se emplean como elementos de corte, sino también como herramientas para terminación de bordes; lográndose así perfiles acordes con la geometría del router.
Características del router CNC:- tiene la capacidad de grabar y efectuar cortes 3D.- favorece el tratamiento de piezas de muy reducido tamaño (milímetros) o grandes dimensiones, gracias a una amplia superficie de corte (3 m × 2 m)- realiza fresados y desbastes.- posibilita la realización de trabajos en una sola pieza, sin empalmes.- consigue un acabado excelente, sin rebabas ni afección térmica, aunque es necesario un pulido posterior.- alcanza una altísima precisión en el corte (±0,025 mm según el espesor)- ofrece gran versatilidad, sin perder precisión, lo que permite la realización de los más complicados diseños
Corte y grabado laser.
El proceso de corte en láser es de gran utilidad en la actualidad ya que sus costos no son altos y la terminacion es perfecta, realiza cortes planos (2D) asi también los grabados.
El grabado en láser se produce al hacer incidir el haz de luz del láser sobre cualquier material volatilizando ó produciendo un cambio de color.
El proceso consiste en grabar materiales duros o blandos con el objetivo de dejar una marca, ya sea profunda o superficial, para personalizar o adornar. Se pueden hacer bajo relieve o alto relieve y sus principales aplicaciones son: personalización de objetos, manualidades, señalización, publicidad.
El acrílico es uno de los materiales más utilizados para corte y grabado láser, principalmente por la alta calidad de corte y por no requerir acabados.
Sierras manuales:
Para obtener resultados similares a los anteriores con una sierra manual, se requiere un entrenamiento especial de los operadores.Este elemento solo es recomendable para hobbystas o artesanos.
SISTEMAS DE CORTE
7manual de uso
SISTEMAS DE CORTE
6manual de uso
PRESENTACIÓN
5manual de uso
TABLA DE PROPIEDADES
4manual de uso
INTRODUCCIÓN
3manual de uso
INDICE
2manual de uso
Introducciónpropiedades
Tabla de propiedades
Presentaciónalmacenajeestibajeseguridad
Sistemas de cortecorte con lezna o burilcorte con sierrassierras sin fin y routerrouter CNCcorte y grabado lásersierras manualesagujereadocaladofresado y torneado
Termoformado
Medios de calefacciónhornos de aireparrillas calefactoras
Transformacióndobladotermoformado libretermoformado por presión de aire y vacíotermoformado con combinación de los métodos anteriores
Moldeomoldeo por vacío
33
4
5555
6667777888
9
101010
11111111
12
1313
14
151515
151616161617
171717
1818191919
Guía practica de moldeo por termoformado
Acabadopulido mecánicolimpieza
Pegadopreparaciónpegado por inmersiónaplicación con jeringa hipodérmicacemento autopolimerizableprecauciones para el pegado
Pintadopintado a sopleteserigrafía
Montaje e Instalaciónespesores recomendables de instalacióncurvado en fríosistemas de instalaciónfijación con tornillos o pernos
SISTEMAS DE CORTE
8manual de uso
Agujereado
Cualquier agujereadora de pie es adecuada para horadar acrílico, y permite mayor precisión y control que una agujereadora portátil.
Observaciones:
a) Las mechas pueden tener algunas de las geometrías sugeridas a continuación, y deben permanecer constantemente bien afiladas para evitar astilladuras en las planchas acrílicas.
b) El vértice de la mecha deberá emerger de la cara opuesta, después de que la base del cono de la herramienta haya penetrado en el material.
c) Para espesores de hasta 4 mm, no es necesario recurrir a la lubricación. Para espesores mayores, la lubricación se hace indispensable, ya que el trabajo mecánico eleva la temperatura de la pieza provocando los siguientes inconvenientes: el sobrecalentamiento genera tensiones internas, que aumentan el riesgo de rotura si la pieza se somete a una sobrecarga o presión. Las mismas tensiones inducen muy rápidamente a un acentuado crazing por exposición a la luz y al calor.
Generalmente, una pieza manufacturada sin lubricación presenta, por los efectos de la temperatura, paredes con alto grado de distorsión, debido al arrastre de material y a la irregularidad superficial. Una correcta lubricación reduce o elimina dichos problemas. Se recomienda el uso de aceites solubles.
Calado
El calado se puede hacer con sierras caladoras, que deberán tener un brazo suficientemente grande como para barrer amplias superficies.
Las sierras, en estos casos, consisten en “varillas” metálicas con dientes finos a las que, al imprimirle un movimiento de vaivén vertical a través de la plancha, cortan según un modelo deseado.
Fresado y Torneado
Haciendo extensiva la asimilación del acrílico a la madera, desde el punto de vista del mecanizado, podemos decir que las operaciones de fresado y torneado son similares a las de la industria maderera o metalúrgica.
Como en estas operaciones la generación de calor por el mecanizado es importante, resulta indispensable que ellas se realicen con intensa lubricación, para evitar sobrecalentamientos que debilitan a la pieza por generación de tensiones internas.
TERMOFORMADO
9manual de uso
Las planchas ACRILICOPAOLINI® son termoplásticas; de ahí que una vez calentadas uniformemente, y a una temperatura adecuada, adquieren flexibilidad y elasticidad. Bajo ese estado, es posible moldearlas por doblado o estiramiento sobre un molde. Una vez que la pieza se enfría, mantendrá la forma adquirida en la matriz. Para un correcto termoformado deben tenerse en cuenta las siguientes precauciones:
1) Las planchas tendrán una contracción de aproximadamente el 2%, si estas son calentadas libremente, y su espesor incrementara proporcionalmente un 4%.
2) La temperatura de moldeo deberá estar comprendida entre 150° y 180°C. Los tiempos necesarios para alcanzar dicha temperatura dependerán del tipo de fuente calefactora, espesor y color de la plancha.
3) Un excesivo calentamiento de la plancha a moldear se manifiesta primero por la aparición de burbujas en la superficie, y luego en la masa, cuando éste es más acentuado.
4) Si la temperatura desciende por debajo del límite inferior de moldeo, la pieza se conformará mal o se romperá.
Una vez lograda la forma sobre el molde, la pieza se dejará enfriar lenta y uniformemente y se retirará aun tibia (40-50°C). De esta forma se evitan las tensiones internas que incrementan la fragilidad del producto.
GRAFICOS
Temp. Máx de Servicio
Máxima Elongación
Rango de Temp. de Termoformado
Principio de deterioro con elevada humedad absorbida
Temperatura de Descomposición
0º C 80º C 110º C 150º C 180º C 200º C
rango deTERMOFORMADO
Man
ual
de
uso
del
acr
ílico
MEDIOS DE CALEFACCIÓN
10manual de uso
Hornos de Aire
Los hornos de aire con circulación forzada son el medio más idóneo para el calentamiento de las planchas a termoformar, ya que un buen control térmico evita el sobrecalentamiento, independientemente del tiempo y la cantidad de las mismas en el proceso.Sim embargo, debe tenerse en cuenta que la velocidad del aire no puede ser inferior a 12 m/min.
Parrillas calefactoras
Las parrillas calefactoras pueden ser eléctricas o a gas, y resuelven los problemas operativos con mayor facilidad que en el caso anterior; pues la plancha es calentada sobre el molde en su respectivo marco.Una calefacción superior e inferior minimiza el tiempo y uniforma la temperatura de la plancha en forma casi óptima.
Diagrama de calefacción de una plancha acrílica (tiempo en función del espesor).
1) Intercambiador2) Turbina3) Plancha acrílica.4) Corriente de aire5) Pinzas de sujeción6) Termostato
5
3
4
6
4
12
1) Horno de aire por convección.2) Calefacción por radiación sobre una cara.3) Calefacción por radiación sobre ambas cara.
TRANSFORMACIÓN
11manual de uso
Parrillas calefactoras
Las parrillas calefactoras pueden ser eléctricas o a gas, y resuelven los problemas operativos con mayor facilidad que en el caso anterior; pues la plancha es calentada sobre el molde en su respectivo marco.Una calefacción superior e inferior minimiza el tiempo y uniforma la temperatura de la plancha en forma casi óptima.
Diagrama de calefacción de una plancha acrílica (tiempo en función del espesor).
Doblado
El doblado es una transformación común en los materiales termoplásticos, y suele hacerse con resistencias planas, tubos de cuarzo eléctricos o alambres.Calentando correctamente el área de doblado logramos ángulos y esquinas brillantes. Los equipos son de una gran sencillez.
Termoformado por presión de aire y por vacío
Las planchas ACRILICOPAOLINI® pueden ser termoformadas con ayuda de aire a presión o vacío, aun sin molde. La forma de la pieza esta determinada por la geometría de la base de sujeción. El sistema de termoformado por presión de aire y vacio, permite hacer domos de base circular, cuadrada o rectangular. De esta forma se confeccionan cúpulas para aviones y helicópteros.
Termoformado libre
Es el método más sencillo y consiste en extender sobre el molde la plancha ACRILICOPAOLINI® a temperatura de termoformado. Para evitar que por el contacto plancha- molde la pieza presente marcas en su superficie, se suele pegar una franela sobre este.
1) plancha de acrílico2) molde frío3) resistencia eléctrica4) zona de calentamiento
12
34
Term
ofor
mad
o po
r pr
esió
n de
aire
y p
or v
acío
Termoformado a presión mecánica
1) calefactor2) cierre rápido3) platina4) plancha acrílica5) cámara de presión
En este proceso, el molde puede ser simplemente hecho por perfilería metálica, la que solo toma contacto con la plancha acrílica al definir sus aristas. La pieza final tiene muy buena calidad óptica.
TRANSFORMACIÓN
12manual de uso
Termoformado con combinación de los métodos anteriores
a) Soplado y embutido seguido de evacuación de aire.Este método se emplea especialmente cuando se desean piezas con espesores de paredes más uniformes.
b) Soplado, embutido, seguido de vacío en el sistema.
MOLDEO
13manual de uso
Los moldes a emplear en la confección de artículos acrílicos, especialmente cuando se trabajan planchas transparentes, deben hacerse con perfilería metálica bien pulida y preferentemente cromada. De esta forma, el contacto de la plancha con el molde sólo ocurre a lo largo de las aristas del modelo, de modo tal que los planos permanecen inalterados, conservando el brillo y superficie original.
Es de hacer notar que, al tomar contacto el acrílico con el molde, el primero, quedará marcado en forma irregular, independientemente de la calidad del pulido de la matriz.Un ejemplo ampliamente difundido de este sistema de moldeo, es el termoformado de bañeras, lavatorios, inodoros y bidets con ACRILICOPAOLINI® para uso sanitario. Así, se logran piezas de gran belleza y funcionalidad.Todos los artefactos tienen contornos suaves y superficies brillantes, que se obtienen fácilmente mediante el sistema por vacío. Durante el proceso, deben guardarse condiciones de extrema limpieza.Dado el tamaño y la calidad requerida por estas piezas se recurre generalmente a prensas con un mediano nivel de automatización y control. Para este moldeo se utilizan moldes tipo “Hembra”.
Moldeo por vacío
El moldeo por vacío es similar al de cualquier otro material termoplástico, y en el diseño del molde deben considerarse los radios y ángulos de la pieza, por la menor definición del acrílico.
1) calefactores2) marco de sujeción3) cámara de vacío4) portamolde5) molde6) tanque de vacío7) bomba de vacío
1
2
3
4
12
3
4
56 7
GUIA PRÁCTICA DE MOLDEO POR TERMOFORMADO
14manual de uso
ACABADO
15manual de uso
Cuando las planchas ACRILICOPAOLINI® son cortadas, independientemente del método empleado, presentan una superficie irregular. Esto no permite pegar una plancha o pieza en forma prolija, y tampoco puede ser presentado dicho corte como trabajo definitivo en cualquier pieza manufacturada.
Las operaciones a seguir, para poder restaurar la superficie, son las siguientes:
1) Se puede recurrir a un rasqueteado con un fleje metálico de bordes curvos que, aplicándolo con fuerza sobre la superficie, arrastrará virutas uniformando el plano.
2) A continuación, también manualmente, y con movimiento de vaivén, se desplazará un taco de madera revestido con lija al agua, empleando granulometrías decrecientes comenzando con 120- 400- 600.Finalizada la última aplicación, la pieza está en condiciones de ser pulida.
Contando con lijadoras planetarias o de banda, estas operaciones pueden realizarse en muy breve tiempo.Las lijadoras de banda son las más recomendadas por su velocidad de trabajo y permiten, además, trabajar en húmedo. Con ello, la operación es mas limpia y las temperaturas de trabajo no inducen tensiones.
Pulido mecánico
La superficie lijada, y sin marcas superficiales, se encuentra lista para ser pulida. Así, se restaurará el brillo del plano mecanizado y éste alcanzará el mismo aspecto que la superficie de las planchas.
Se utilizan en esta operación (pulido) exclusivamente discos de franela suaves, evitándose la mezcla con tejido sintético. El diámetro de dichos discos será de aproximadamente 30 cm Y el grosor de 7 cm.
Una amoladora de 2,0 a 2,5 HP con 2.800 v.p.m es suficiente como para operar el disco de franela anteriormente descripto.
Como agente abrasivo se emplean pastas de pulido que se aplican a la rueda de franela de movimiento. Luego se apoya la pieza a pulir, imprimiéndole un movimiento de vaivén sin demasiada presión, para evitar sobrecalentamientos que puedan deformar la pieza por fusión incipiente, amén de las tensiones que en ella generan.
Todos los materiales plásticos tienen una acentuada tendencia a cargarse estáticamente, por ello se adhiere el polvillo del ambiente sobre los mismos. Una manera de evitar este inconveniente es aplicar sobre la superficie una fina película de antiestático, y así mantenerla limpia.
PEGADO
Las planchas ACRILICOPAOLINI® pueden ser pegadas entre ellas y con otros plásticos. Sin embrago, deben cuidarse otros aspectos para obtener un trabajo satisfactorio.
En principio, el adhesivo a emplear deberá elegirse en función del material (acrílico) u otros materiales que deseen pegarse a él.
El adhesivo debe atacar ligeramente al acrílico a pegar, y a su vez ser eliminado del medio por una ligera corriente de aire, para evitar concentraciones elevadas que pueden atacar la pieza.Es importante tener en cuenta este último punto. Especialmente cuando las piezas a pegar, han sido mecanizadas sin observar las recomendaciones referidas a los sobrecalentamientos.
Los adhesivos pueden ser:1) Solventes puros, con mayor o menor velocidad de evaporación.2) Soluciones de solvente/polímero.3) Soluciones autopolimerizables.
La elección del método dependerá del tipo de trabajo y de la habilidad del operador.
Limpieza
Si la pieza una vez terminada se debiera limpiar por haberse manchado con polvos, ceras, etc., durante el proceso de transformación, se lavará con agua, detergente y una franela o esponja, siempre húmeda, hasta remover la suciedad o materiales ligeramente adheridos.
1) acrílico2) banda de esmeril3) cilindro motor3’) polea libreA) nivel de agua
PEGADO
16manual de uso
Preparación
Independientemente del adhesivo y del método empleado, las piezas a unir deben ser mecanizadas perfectamente para evitar irregularidades superficiales, pues desniveles en las mismas separan las superficies y, en las zonas circundantes aparecen oclusiones de aire que desmerecen la calidad del pegado. Este inconveniente que se pone de manifiesto claramente cuando el adhesivo es sólo un solvente, disminuye en el caso de adhesivo solvente/polímero por el aporte de sólidos a la soldadura.Cuando se emplean cementos autopolimerizables, donde el solvente es reactivo, este fenómeno puede llegar a pasar desapercibido.
Pegado por inmersión
Este es un método de buen resultado y fácil aplicación. Consiste en sumergir el borde de la pieza a pegar en un recipiente de poca profundidad, o bien sobre una almohadilla con solventes puros. Pocos minutos son suficientes para que se ablande el borde. Una vez escurrido el solvente, se aplica la pieza sobre la superficie a pegar con ligera presión durante unos segundos, y luego se abandona la pieza hasta que se evapore el solvente.
Aplicación con jeringa hipodérmica
El proceso es simple y basta aplicar el adhesivo sobre la unión de las piezas, permitiendo que éste se difunda por capilaridad.El adhesivo solvente, el adhesivo solvente/polímero o el cemento autopolimerizable, pueden ser aplicados con jeringa hipodérmica.En estos casos es conveniente limitar, con cinta autoadhesiva, el escurrimiento del adhesivo sobre la superficie.
Cemento autopolimerizable
a) Cinta autoadhesiva para contener el desborde de polímero fraguante.b) Polímero fraguante.c) Pieza acrílica mecanizada a 20º. .
Cuando se empela cemento, autopolimerizable, debe evitarse la incorporación de burbujas de aire durante la aplicación. Los tiempos que deberán dejarse abandonadas las piezas, antes de mecanizarlas, dependerán del tipo de adhesivo o cemento empleado, y de las condiciones ambientales.Los adhesivos solventes sueldan rápidamente los planos acrílicos. La resistencia mecánica de la unión es aceptable, aunque baja cuando estas uniones son expuestas a la intemperie.Los adhesivos solvente/polímero y cemento son, en orden creciente, los medios recomendados para la unión de piezas acrílicas por su resistencia mecánica y resistencia a la intemperie.Algunas de las uniones o juntas más adecuadas cuando se trata de pegar láminas acrílicas:
a
a
b
c
Incorrecto
Bueno
Excelente
PINTADO
17manual de uso
Precauciones para el pegado:
La mayoría de los solventes y cementos empleados como adhesivos son altamente inflamables, ligeramente tóxicos e irritantes de la piel y los ojos.Debido a estas circunstancias, deben tomarse un mínimo de precauciones tales como:1) Trabajar en lugares bien ventilados.2) Evitar la presencia de llamas.3) No dejar que los adhesivos entren en contacto con piel y ojos.
La calidad de los pigmentos y/o colorantes también debe ser adecuada al uso.
Ya en vía operativa, debe cuidarse extremadamente la limpieza de la superficie, pues los aceites y grasas impedirán un correcto pintado. La remoción debe hacerse sin alterar la superficie de ahí que el solvente no debe atacarlo.
A esto le seguirá un lavado con agua que luego deberá ser eliminada perfectamente, cuidando en esta operación de eliminar el polvo que puede depositarse por carga estática.
Serigrafía
La serigrafía es una técnica de impresión empleada en el método de reproducción de documentos e imágenes sobre cualquier material, y consiste en transferir una tinta a través de una gasa tensada en un marco, el paso de la tinta se bloquea en las áreas donde no habrá imagen mediante una emulsión o barniz, quedando libre la zona donde pasará la tinta.
El sistema de impresión es repetitivo, esto es, que una vez que el primer modelo se ha logrado, la impresión puede ser repetida cientos y hasta miles de veces sin perder definición.
Se sitúa la malla, unida a un marco para mantenerla tensa, sobre el soporte a imprimir y se hace pasar la tinta a través de ella, aplicándole una presión moderada con un rasero, generalmente de caucho.
La impresión se realiza a través de una tela de trama abierta, enmarcada en un marco, que se emulsiona con UN (material foto sensible). Por contacto, el original, se expone a la luz, para endurecer las partes libres de imagen. Por el lavado con agua se diluye la parte no expuesta, dejando esas partes libres en la tela.
El soporte a imprimir se coloca bajo el marco, dentro del cual se coloca la tinta, que se extiende sobre toda la tela por medio de una regla de goma. La tinta pasa a través de la malla en la parte de la imagen y se deposita en el papel o tela. El marco de madera se ajusta a una mesa, llamada pulpo por medio de bisagras o brazos, que permiten subirlo y bajarlo para colocar y retirar los pliegos impresos.
Pintado a soplete
Las planchas ACRILICOPAOLINI® no agotan sus posibilidades con el simple moldeo o armado de piezas, ya que pueden ser pintadas y con ello tener aplicación en el campo publicitario o decorativo.
El pintar una plancha ACRILICOPAOLINI® exige guardar una serie de simples normas para obtener un buen resultado. Las recomendaciones siguientes son las generales para este tipo de labores.
En primer lugar, la elección de la pintura es la clave de un trabajo correcto siendo recomendada especialmente la de base acrílica, por su compatibilidad y resistencia a la luz solar, más aún cuando se trata de aplicaciones al exterior.
Los solventes de la pintura no deberán atacar excesivamente al material, pues ese fenómeno termina por degradar el área tratada, produciendo fisuras que debilitan las propiedades mecánicas de la pieza (crazing).
a
b c
d
ea) maniguetab) pinturac) screend) marco de sustentacióne) acrílico
Serigrafía
Pintado a soplete
PEGADO MONTAJE E INSTALACIÓN
18manual de uso
Debido a un elevado coeficiente de dilatación comparado con acero, madera, hormigón o vidrio, el montaje e instalación de planchas y paneles acrílicos moldeados requiere de algunas precauciones. Es por ello que deben tenerse en consideración los posibles cambios dimensionales.
Coeficientes de dilatación térmica de diversos materiales cm x cm x ºC
Espesores recomendables de instalación
Espesores mínimos en mm para paneles planos en fachadas exteriores de acuerdo a sus dimensiones superficiales.
ACRILICOPAOLINI® 0.000070
Plomo 0.000027Aluminio 0.000020Cobre 0.000015Acero 0.000010Vidrio 0.000008Hormigón 0.000006
Medidas
(cm)
30 45 60 80 120 150 180 210
30 3,2
45 3,2 5
60 3,2 5 6
90 3,2 5 6 8
120 3,2 5 6 8 10
150 3,2 5 6 8 10 12
180 3,2 5 6 8 10 12 12
210 3,2 5 6 8 10 12 12 12
MONTAJE E INSTALACIÓN
19manual de uso
Curvado en frío
Las planchas ACRILICOPAOLINI® pueden curvarse en frío.
El radio no debe ser inferior a mínimo 180 veces el espesor de la plancha. Este valor límite puede ser alcanzado sin que se pongan de manifiesto tensiones.
Deberá cuidarse que el apoyo perimetral de la plancha sea liso y permita el deslizamiento de la misma por efecto de la dilatación
Sistemas de instalación
Sistema flotante
El burlete puede ser de caucho, silicona o cualquier material que permita el libre movimiento de la plancha ACRILICOPAOLINI® en su alojamiento, y su espesor de 1.5 mm debe soportar sin desgarrarse las contracciones y dilataciones de la plancha acrílica.
Sistema de retén cementado
Fijación con tornillos o pernos
Este tipo de instalaciones son más conflictivas, porque el anclaje es más severo que el de las descripciones anteriores. Debido a esto, el orificio pasante en la lámina deber ser de mayor diámetro que el tornillo o remache, para evitar el apoyo de éste sobre las caras internas, pues una tensión grande puede inducir la rotura a partir de dicho orificio.
A) Perfilería metálica.B) Burlete mínimo 1,5 mm de ancho.C) Plancha ACRILICOPAOLINI®D) Huelgo de expansión 3mm/m lineal de plancha acrílica.E) Embutido mínimo 10 mm.Perfilería Metálica.
A) Perfilería metálica.B) Burlete de fijación mínimo de 1,5 mm.C) Plancha ACRILICOPAOLINI® D) Huelgo de expansión mínimo 3 mm/m lineal de chapa.E) Embutido de plancha ACRILICOPAOLINI®
Aquí, en la mecanización del agujero, son válidos todos los razonamientos dichos en el caso de agujereado de acrílico.
A) Perfilería metálica.B) Burlete de fijación (mínimo de 1,5 mm)C) Plancha ACRILICOPAOLINI®D) Huelgo de expansión (mínimo 3 mm/m lineal de plancha)E) Embutido de plancha.F) Arandela de goma.
Ante cualquier requerimiento especial, consulte con el Departamento Técnico de Paolini S.A.I.C
EC 01Vigencia: 30/07/2008
7 RECICLABLE Ninguna parte de este manual puede ser reproducida sin la expresa autorización de PAOLINI S.A.I.C
Propiedades ópticas Índice de refracción Transmitancia Nubosidad (Haze)
% %
D-542 D-791 D-1003
1,49 92 1
1,49 92 1
1,50 92 1
1,49 90 4
Propiedades químicas Resistencia a la intemperie Resistencia a los ácidos débiles Resistencia a los ácidos fuertes Resistencia a los alcais débiles Resistencia a los alcais fuertes Ácidos Oxidantes
Excelente No es atacado No es atacado No es atacado
Es atacado Es atacado
Excelente No es atacado No es atacado No es atacado
Es atacado Es atacado
Amarillea No es atacado No es atacado No es atacado
Es atacado Es atacado
Excelente No es atacado No es atacado No es atacado
Es atacado Es atacado
Propiedades mecánicas
Unidades Normas
Astm ACRILICOPAOLINI®
Colado
Acrílico Extruído
Ignífugo
Extruído Alto Impacto
Tracción Resistencia en el límite elástico Resistencia a la rotura Elongación a la rotura Modulo de la elasticidad
Kg/cm2 Kg/cm2
% Kg/cm2
D-638 D-638 D-638 D-638
-
562-773 4,5
24.600-31.000
-
492-773 5,0
23.000-31.000
-
562-878 5,0
26.600-33.700
-
386 - -
Flexión Resistencia en el límite elástico o rotura Módulo de elasticidad
Kg/cm2 Kg/cm2
D-790 D-790
840-1.190
27.500-33.400
740-1.300
22.800-32.300
840-1.250
24.600-31.600
562
17.500
Compresión Resistencia a la compresión (ruptura) Módulo de compresión
Kg/cm2 Kg/cm2
D-695 D-695
773-1.330
27.500-33.300
740-1260
26.000-32.300
773-840 31.000
- -
Impacto Resistencia al impacto IZOD
Kg/cm/cm
D-256 A
1,9
2,4
1,9
6,52
Dureza Rockwell Barcol
D-795 D-2583
M-80- M-100
50
M-68- M105
50
M-61- M-100
45
R-99 35
Propiedades Térmicas Coeficiente de dilatación lineal Temperatura de deflexión bajo carga Conductibilidad térmica Calor especifico
cm/cm°C 18´6 kg/cm
10 -4cal cm/sec cm2 °C Cal/g/°C
D-696 D-648 C-177
6,0 x 10-5 86°C
4,0-6,0 0,35
1,3 x 10-5 74-99°C 4,0- 6,0
0,35
1,3 x 10-5 68-96°C 4,0-6,0 0,35
82°C
- 0.35
Propiedades físicas Peso especifico Absorción de agua
g/cm3
% D-792 D-570
1,19-1,20 0,2-0,4
1,19-1,20 0,1-0,4
1,23 0,63
1,15 0,4
Propiedades eléctricas Resistencia eléctrica Rigidez dieléctrica
Ohm/cm Kv/mm
D-257 D-149
>106
19 >106
17 >106 16
- -
DEFECTO PROBABLE CAUSA POSIBLES CORRECCIONES Burbujas en la chapa.
Plancha demasiado caliente.
Reducir tiempo de calentamiento. Reducir la potencia de los calefactores. Alejar los calefactores. Emplear un tejido metálico como pantalla (sombra)
Formato incompleto. Definición pobre.
Plancha demasiado fría. Vacío insuficiente. Baja presión de aire.
Incrementar la temperatura de la plancha. Verificar posibles pérdidas del sistema. Aumentar la reserva de vacío. Aumentar el diámetro de los orificios de vacío en el molde. Aumentar la presión del aire.
Fondos y esquinas finas de bajo espesor.
Técnica de moldeo pobre. Plancha demasiado fría. Moldeo demasiado rápido. Molde no adecuado.
Cambiar el ciclo de moldeo, ya sea por soplado o compresión. Rediseñar el molde. Usar pantalla metálica para controlar perfil de temperatura. Reducir la velocidad de moldeo.
Variación extrema de espesores. Pieza combinada.
Plancha mal calentada. Molde demasiado frío. Plancha que se desliza sobre el molde. Plancha muy caliente.
Controlar perfil de temperatura. Controlar los calefactores. Ajustar el marco con mayor presión. Reducir tiempo o temperatura.
Pozos, hoyos, granos y marcas Plancha que se pega al molde.
Orificios de vacío demasiado grandes. Excesiva suciedad en el molde o plancha. Molde rugoso.
Reducir el diámetro de los orificios. Disminuir la depresión. Limpiar molde y/o plancha. Pulir molde.
Plancha que se pega al molde
Molde demasiado rugoso. Dibujos demasiado profundos.
Rediseño del molde.
Pieza con distorsión. Remoción de la pieza demasiado caliente. Mala calefacción. Enfriamiento no uniforme.
Aumentar el tiempo de enfriamiento, colocando la pieza desmoldada en molde frío. Controlar perfil de temperaturas. Corregir el molde.
Roturas de piezas ya formadas.
Mal diseño del molde. Calentamiento insuficiente. Molde muy frío.
Incrementar los radios. Controlar temperaturas y/o tiempode calefacción.

3
ACRILICOPAOLINI® es la marca que identifica al “POLIMETRACRILATO DE METILO” en forma de planchas por el método de colada en celda, producido y comercializado por PAOLINI S. A. I. C.
Propiedades
La elección de ACRILICOPAOLINI® como material apto para las más diversas aplicaciones, deviene de la suma de propiedades que hacen de él un material de gran versatilidad.
Las características más destacables de este material termoplástico son:
- Resistencia espontánea a la luz solar (luz U.V.) y agentes atmosféricos.- Buenas propiedades mecánicas y eléctricas.- Bajo peso específico. - Buena dureza y relativa resistencia al rayado.- El material cristal incoloro, transmite el 92% de la luz incidente.- Buena superficie y alto brillo.- Resistente a la mayoría de las más comunes sustancias químicas.- Resistencia a la intemperie y a los rayos U.V.- Aislante térmico y acústico.- Fácil de maquinar.- Gran capacidad de termoformado.- Apto para repulido de la superficie.- Reciclable.- Fácil limpieza.- Amplia gama de colores.- Buena resistencia a la flexión.
Este conjunto de propiedades permite su aplicación con éxito en la industria de la construcción, cartelería y señalización al exterior, artículos para el hogar, publicidad, regalos, iluminación, blindajes, bañeras, incubadoras, dispositivos para laboratorios y equipamiento hospitalario.
El ACRILICOPAOLINI® se ofrece en diversos grados, con características especiales para el uso especifico tales como material para uso sanitario, uso aeronáutico, naval, automotriz, ignífugo o con absorción especifica de radiación U.V., protección para museos, camas solares.
Las planchas de ACRILICOPAOLINI® se entregan con una protección de polietileno autoadhesivo en ambas caras, para evitar que durante el transporte, almacenaje y transformación, se dañe su brillante superficie.El film protector es fácilmente removible, quedando la superficie de la plancha absolutamente limpia, una vez que éste es retirado.Se debe evitar la exposición de las planchas ACRILICOPAOLINI® a la luz solar directa durante períodos prolongados, mientras estén protegidas por el film, ya que la luz solar degrada el polietileno y la película adhesiva puede ser transferida al acrílico dificultando la remoción de esta.
Almacenaje
Durante el almacenaje deben observarse ciertas condiciones básicas: los depósitos deben ser frescos, evitándose en ellos hornos, líneas de vapor, recipientes calientes y/o radiadores. Pues dichas fuentes de calor pueden deformar las láminas. Además deben ser ventilados, especialmente en las áreas circundantes hay acumulación de solventes. Siendo el ACRILICOPAOLINI® un material combustible, deberán considerarse las medidas de seguridad propias de un material de estas características, evitándose el contacto con las llamas. En su combustión no hay emisión de humos.
Estibaje
Las planchas de ACRILICOPAOLINI® deben ser estibadas lo mas verticalmente posible, debiendo tomar contacto unas con otras en la totalidad de su superficie, con el fin de conservarlas planas.
Seguridad
No es conveniente almacenar las planchas horizontalmente; ya que, por su peso, estas pueden sufrir deformaciones especialmente si las superficies no toman contacto entre ellas en toda su extensión.
Las planchas de ACRILICOPAOLINI® se pueden cortar con herramientas de corte manuales o eléctricas similares a las que se empelan en la industria de la madera, dependiendo del tipo de trabajo la elección del instrumento de corte.
Corte con lezna o buril
Tratándose de planchas finas, estas pueden cortarse de igual manera que un vidrio. Con una lezna o buril se hace una incisión profunda en la plancha. Apoyándola firmemente sobre un borde recto, y con fuerte presión se quiebra a lo largo de la marca realizada.
Los cortes rectos en una plancha de cualquier espesor, se deben realizar con sierras circulares. Los tipos de sierras son similares a los empleados en la industria maderera, pueden ser de acero rápido, acero al carbono o sierras de widia. Las sierras de acero rápido y al carbono, se emplean en espesores finos de hasta 5mm, y las de widia en espesores mayores. Las sierras de acero al carbono, si bien deben afilarse más seguido que las de acero rápido, tienen la ventaja de poder trabar sus dientes para facilitar la descarga del material. Esto da como resultado un corte más limpio y evita, además, el sobrecalentamiento del material. Las sierras de widia son apropiadas para trabajos pesados, tales como el corte de espesores. Su afinación no es frecuente, su facetado y ángulo de corte resuelven el problema de la descarga de material. El desperdicio de material por corte es mayor que con los otros tipos de sierra. El diámetro mas comúnmente empelado en sierras de acero al carbono es de 25 cm, con 220 dientes. La velocidad lineal de corte oscilara en aproximadamente 10/35 mt/min para una velocidad de rotación de 3000 a 6000 rpm. El avance del material durante el proceso de corte deberá ser continuo y adecuado para la velocidad de rotación de la sierra. Las sierras de widia, de acuerdo al tipo de máquina, variarán su diámetro entre 20 cm y 35 cm, con 60 y 84 dientes respectivamente.Perfiles y ángulos de corte de sierras de widia y acero al carbono:
Observaciones:Es de gran importancia el correcto afilado de las sierras para obtener cortes limpios y sin astilladuras, y para evitar que se eleve la temperatura y se dañe el material. También es importante lubricar las sierras para que no se sobrecalienten; de esta manera se evita que el material se ablande y se pegue a las mismas.
Corte con sierras Sierras sin fin y router (tupi):
Se utiliza la sierra sin fin cuando hay necesidad de hacer cortes curvos en planchas o piezas finas. Sin embrago, los elementos mas adecuados son los routers portátiles o fijos, eléctricos o neumáticos.
Los routers no sólo se emplean como elementos de corte, sino también como herramientas para terminación de bordes; lográndose así perfiles acordes con la geometría del router.
Características del router CNC:- tiene la capacidad de grabar y efectuar cortes 3D.- favorece el tratamiento de piezas de muy reducido tamaño (milímetros) o grandes dimensiones, gracias a una amplia superficie de corte (3 m × 2 m)- realiza fresados y desbastes.- posibilita la realización de trabajos en una sola pieza, sin empalmes.- consigue un acabado excelente, sin rebabas ni afección térmica, aunque es necesario un pulido posterior.- alcanza una altísima precisión en el corte (±0,025 mm según el espesor)- ofrece gran versatilidad, sin perder precisión, lo que permite la realización de los más complicados diseños
Corte y grabado laser.
El proceso de corte en láser es de gran utilidad en la actualidad ya que sus costos no son altos y la terminacion es perfecta, realiza cortes planos (2D) asi también los grabados.
El grabado en láser se produce al hacer incidir el haz de luz del láser sobre cualquier material volatilizando ó produciendo un cambio de color.
El proceso consiste en grabar materiales duros o blandos con el objetivo de dejar una marca, ya sea profunda o superficial, para personalizar o adornar. Se pueden hacer bajo relieve o alto relieve y sus principales aplicaciones son: personalización de objetos, manualidades, señalización, publicidad.
El acrílico es uno de los materiales más utilizados para corte y grabado láser, principalmente por la alta calidad de corte y por no requerir acabados.
Sierras manuales:
Para obtener resultados similares a los anteriores con una sierra manual, se requiere un entrenamiento especial de los operadores.Este elemento solo es recomendable para hobbystas o artesanos.
SISTEMAS DE CORTE
7manual de uso
SISTEMAS DE CORTE
6manual de uso
PRESENTACIÓN
5manual de uso
TABLA DE PROPIEDADES
4manual de uso
INTRODUCCIÓN
3manual de uso
INDICE
2manual de uso
Introducciónpropiedades
Tabla de propiedades
Presentaciónalmacenajeestibajeseguridad
Sistemas de cortecorte con lezna o burilcorte con sierrassierras sin fin y routerrouter CNCcorte y grabado lásersierras manualesagujereadocaladofresado y torneado
Termoformado
Medios de calefacciónhornos de aireparrillas calefactoras
Transformacióndobladotermoformado libretermoformado por presión de aire y vacíotermoformado con combinación de los métodos anteriores
Moldeomoldeo por vacío
33
4
5555
6667777888
9
101010
11111111
12
1313
14
151515
151616161617
171717
1818191919
Guía practica de moldeo por termoformado
Acabadopulido mecánicolimpieza
Pegadopreparaciónpegado por inmersiónaplicación con jeringa hipodérmicacemento autopolimerizableprecauciones para el pegado
Pintadopintado a sopleteserigrafía
Montaje e Instalaciónespesores recomendables de instalacióncurvado en fríosistemas de instalaciónfijación con tornillos o pernos
SISTEMAS DE CORTE
8manual de uso
Agujereado
Cualquier agujereadora de pie es adecuada para horadar acrílico, y permite mayor precisión y control que una agujereadora portátil.
Observaciones:
a) Las mechas pueden tener algunas de las geometrías sugeridas a continuación, y deben permanecer constantemente bien afiladas para evitar astilladuras en las planchas acrílicas.
b) El vértice de la mecha deberá emerger de la cara opuesta, después de que la base del cono de la herramienta haya penetrado en el material.
c) Para espesores de hasta 4 mm, no es necesario recurrir a la lubricación. Para espesores mayores, la lubricación se hace indispensable, ya que el trabajo mecánico eleva la temperatura de la pieza provocando los siguientes inconvenientes: el sobrecalentamiento genera tensiones internas, que aumentan el riesgo de rotura si la pieza se somete a una sobrecarga o presión. Las mismas tensiones inducen muy rápidamente a un acentuado crazing por exposición a la luz y al calor.
Generalmente, una pieza manufacturada sin lubricación presenta, por los efectos de la temperatura, paredes con alto grado de distorsión, debido al arrastre de material y a la irregularidad superficial. Una correcta lubricación reduce o elimina dichos problemas. Se recomienda el uso de aceites solubles.
Calado
El calado se puede hacer con sierras caladoras, que deberán tener un brazo suficientemente grande como para barrer amplias superficies.
Las sierras, en estos casos, consisten en “varillas” metálicas con dientes finos a las que, al imprimirle un movimiento de vaivén vertical a través de la plancha, cortan según un modelo deseado.
Fresado y Torneado
Haciendo extensiva la asimilación del acrílico a la madera, desde el punto de vista del mecanizado, podemos decir que las operaciones de fresado y torneado son similares a las de la industria maderera o metalúrgica.
Como en estas operaciones la generación de calor por el mecanizado es importante, resulta indispensable que ellas se realicen con intensa lubricación, para evitar sobrecalentamientos que debilitan a la pieza por generación de tensiones internas.
TERMOFORMADO
9manual de uso
Las planchas ACRILICOPAOLINI® son termoplásticas; de ahí que una vez calentadas uniformemente, y a una temperatura adecuada, adquieren flexibilidad y elasticidad. Bajo ese estado, es posible moldearlas por doblado o estiramiento sobre un molde. Una vez que la pieza se enfría, mantendrá la forma adquirida en la matriz. Para un correcto termoformado deben tenerse en cuenta las siguientes precauciones:
1) Las planchas tendrán una contracción de aproximadamente el 2%, si estas son calentadas libremente, y su espesor incrementara proporcionalmente un 4%.
2) La temperatura de moldeo deberá estar comprendida entre 150° y 180°C. Los tiempos necesarios para alcanzar dicha temperatura dependerán del tipo de fuente calefactora, espesor y color de la plancha.
3) Un excesivo calentamiento de la plancha a moldear se manifiesta primero por la aparición de burbujas en la superficie, y luego en la masa, cuando éste es más acentuado.
4) Si la temperatura desciende por debajo del límite inferior de moldeo, la pieza se conformará mal o se romperá.
Una vez lograda la forma sobre el molde, la pieza se dejará enfriar lenta y uniformemente y se retirará aun tibia (40-50°C). De esta forma se evitan las tensiones internas que incrementan la fragilidad del producto.
GRAFICOS
Temp. Máx de Servicio
Máxima Elongación
Rango de Temp. de Termoformado
Principio de deterioro con elevada humedad absorbida
Temperatura de Descomposición
0º C 80º C 110º C 150º C 180º C 200º C
rango deTERMOFORMADO
Man
ual
de
uso
del
acr
ílico
MEDIOS DE CALEFACCIÓN
10manual de uso
Hornos de Aire
Los hornos de aire con circulación forzada son el medio más idóneo para el calentamiento de las planchas a termoformar, ya que un buen control térmico evita el sobrecalentamiento, independientemente del tiempo y la cantidad de las mismas en el proceso.Sim embargo, debe tenerse en cuenta que la velocidad del aire no puede ser inferior a 12 m/min.
Parrillas calefactoras
Las parrillas calefactoras pueden ser eléctricas o a gas, y resuelven los problemas operativos con mayor facilidad que en el caso anterior; pues la plancha es calentada sobre el molde en su respectivo marco.Una calefacción superior e inferior minimiza el tiempo y uniforma la temperatura de la plancha en forma casi óptima.
Diagrama de calefacción de una plancha acrílica (tiempo en función del espesor).
1) Intercambiador2) Turbina3) Plancha acrílica.4) Corriente de aire5) Pinzas de sujeción6) Termostato
5
3
4
6
4
12
1) Horno de aire por convección.2) Calefacción por radiación sobre una cara.3) Calefacción por radiación sobre ambas cara.
TRANSFORMACIÓN
11manual de uso
Parrillas calefactoras
Las parrillas calefactoras pueden ser eléctricas o a gas, y resuelven los problemas operativos con mayor facilidad que en el caso anterior; pues la plancha es calentada sobre el molde en su respectivo marco.Una calefacción superior e inferior minimiza el tiempo y uniforma la temperatura de la plancha en forma casi óptima.
Diagrama de calefacción de una plancha acrílica (tiempo en función del espesor).
Doblado
El doblado es una transformación común en los materiales termoplásticos, y suele hacerse con resistencias planas, tubos de cuarzo eléctricos o alambres.Calentando correctamente el área de doblado logramos ángulos y esquinas brillantes. Los equipos son de una gran sencillez.
Termoformado por presión de aire y por vacío
Las planchas ACRILICOPAOLINI® pueden ser termoformadas con ayuda de aire a presión o vacío, aun sin molde. La forma de la pieza esta determinada por la geometría de la base de sujeción. El sistema de termoformado por presión de aire y vacio, permite hacer domos de base circular, cuadrada o rectangular. De esta forma se confeccionan cúpulas para aviones y helicópteros.
Termoformado libre
Es el método más sencillo y consiste en extender sobre el molde la plancha ACRILICOPAOLINI® a temperatura de termoformado. Para evitar que por el contacto plancha- molde la pieza presente marcas en su superficie, se suele pegar una franela sobre este.
1) plancha de acrílico2) molde frío3) resistencia eléctrica4) zona de calentamiento
12
34
Term
ofor
mad
o po
r pr
esió
n de
aire
y p
or v
acío
Termoformado a presión mecánica
1) calefactor2) cierre rápido3) platina4) plancha acrílica5) cámara de presión
En este proceso, el molde puede ser simplemente hecho por perfilería metálica, la que solo toma contacto con la plancha acrílica al definir sus aristas. La pieza final tiene muy buena calidad óptica.
TRANSFORMACIÓN
12manual de uso
Termoformado con combinación de los métodos anteriores
a) Soplado y embutido seguido de evacuación de aire.Este método se emplea especialmente cuando se desean piezas con espesores de paredes más uniformes.
b) Soplado, embutido, seguido de vacío en el sistema.
MOLDEO
13manual de uso
Los moldes a emplear en la confección de artículos acrílicos, especialmente cuando se trabajan planchas transparentes, deben hacerse con perfilería metálica bien pulida y preferentemente cromada. De esta forma, el contacto de la plancha con el molde sólo ocurre a lo largo de las aristas del modelo, de modo tal que los planos permanecen inalterados, conservando el brillo y superficie original.
Es de hacer notar que, al tomar contacto el acrílico con el molde, el primero, quedará marcado en forma irregular, independientemente de la calidad del pulido de la matriz.Un ejemplo ampliamente difundido de este sistema de moldeo, es el termoformado de bañeras, lavatorios, inodoros y bidets con ACRILICOPAOLINI® para uso sanitario. Así, se logran piezas de gran belleza y funcionalidad.Todos los artefactos tienen contornos suaves y superficies brillantes, que se obtienen fácilmente mediante el sistema por vacío. Durante el proceso, deben guardarse condiciones de extrema limpieza.Dado el tamaño y la calidad requerida por estas piezas se recurre generalmente a prensas con un mediano nivel de automatización y control. Para este moldeo se utilizan moldes tipo “Hembra”.
Moldeo por vacío
El moldeo por vacío es similar al de cualquier otro material termoplástico, y en el diseño del molde deben considerarse los radios y ángulos de la pieza, por la menor definición del acrílico.
1) calefactores2) marco de sujeción3) cámara de vacío4) portamolde5) molde6) tanque de vacío7) bomba de vacío
1
2
3
4
12
3
4
56 7
GUIA PRÁCTICA DE MOLDEO POR TERMOFORMADO
14manual de uso
ACABADO
15manual de uso
Cuando las planchas ACRILICOPAOLINI® son cortadas, independientemente del método empleado, presentan una superficie irregular. Esto no permite pegar una plancha o pieza en forma prolija, y tampoco puede ser presentado dicho corte como trabajo definitivo en cualquier pieza manufacturada.
Las operaciones a seguir, para poder restaurar la superficie, son las siguientes:
1) Se puede recurrir a un rasqueteado con un fleje metálico de bordes curvos que, aplicándolo con fuerza sobre la superficie, arrastrará virutas uniformando el plano.
2) A continuación, también manualmente, y con movimiento de vaivén, se desplazará un taco de madera revestido con lija al agua, empleando granulometrías decrecientes comenzando con 120- 400- 600.Finalizada la última aplicación, la pieza está en condiciones de ser pulida.
Contando con lijadoras planetarias o de banda, estas operaciones pueden realizarse en muy breve tiempo.Las lijadoras de banda son las más recomendadas por su velocidad de trabajo y permiten, además, trabajar en húmedo. Con ello, la operación es mas limpia y las temperaturas de trabajo no inducen tensiones.
Pulido mecánico
La superficie lijada, y sin marcas superficiales, se encuentra lista para ser pulida. Así, se restaurará el brillo del plano mecanizado y éste alcanzará el mismo aspecto que la superficie de las planchas.
Se utilizan en esta operación (pulido) exclusivamente discos de franela suaves, evitándose la mezcla con tejido sintético. El diámetro de dichos discos será de aproximadamente 30 cm Y el grosor de 7 cm.
Una amoladora de 2,0 a 2,5 HP con 2.800 v.p.m es suficiente como para operar el disco de franela anteriormente descripto.
Como agente abrasivo se emplean pastas de pulido que se aplican a la rueda de franela de movimiento. Luego se apoya la pieza a pulir, imprimiéndole un movimiento de vaivén sin demasiada presión, para evitar sobrecalentamientos que puedan deformar la pieza por fusión incipiente, amén de las tensiones que en ella generan.
Todos los materiales plásticos tienen una acentuada tendencia a cargarse estáticamente, por ello se adhiere el polvillo del ambiente sobre los mismos. Una manera de evitar este inconveniente es aplicar sobre la superficie una fina película de antiestático, y así mantenerla limpia.
PEGADO
Las planchas ACRILICOPAOLINI® pueden ser pegadas entre ellas y con otros plásticos. Sin embrago, deben cuidarse otros aspectos para obtener un trabajo satisfactorio.
En principio, el adhesivo a emplear deberá elegirse en función del material (acrílico) u otros materiales que deseen pegarse a él.
El adhesivo debe atacar ligeramente al acrílico a pegar, y a su vez ser eliminado del medio por una ligera corriente de aire, para evitar concentraciones elevadas que pueden atacar la pieza.Es importante tener en cuenta este último punto. Especialmente cuando las piezas a pegar, han sido mecanizadas sin observar las recomendaciones referidas a los sobrecalentamientos.
Los adhesivos pueden ser:1) Solventes puros, con mayor o menor velocidad de evaporación.2) Soluciones de solvente/polímero.3) Soluciones autopolimerizables.
La elección del método dependerá del tipo de trabajo y de la habilidad del operador.
Limpieza
Si la pieza una vez terminada se debiera limpiar por haberse manchado con polvos, ceras, etc., durante el proceso de transformación, se lavará con agua, detergente y una franela o esponja, siempre húmeda, hasta remover la suciedad o materiales ligeramente adheridos.
1) acrílico2) banda de esmeril3) cilindro motor3’) polea libreA) nivel de agua
PEGADO
16manual de uso
Preparación
Independientemente del adhesivo y del método empleado, las piezas a unir deben ser mecanizadas perfectamente para evitar irregularidades superficiales, pues desniveles en las mismas separan las superficies y, en las zonas circundantes aparecen oclusiones de aire que desmerecen la calidad del pegado. Este inconveniente que se pone de manifiesto claramente cuando el adhesivo es sólo un solvente, disminuye en el caso de adhesivo solvente/polímero por el aporte de sólidos a la soldadura.Cuando se emplean cementos autopolimerizables, donde el solvente es reactivo, este fenómeno puede llegar a pasar desapercibido.
Pegado por inmersión
Este es un método de buen resultado y fácil aplicación. Consiste en sumergir el borde de la pieza a pegar en un recipiente de poca profundidad, o bien sobre una almohadilla con solventes puros. Pocos minutos son suficientes para que se ablande el borde. Una vez escurrido el solvente, se aplica la pieza sobre la superficie a pegar con ligera presión durante unos segundos, y luego se abandona la pieza hasta que se evapore el solvente.
Aplicación con jeringa hipodérmica
El proceso es simple y basta aplicar el adhesivo sobre la unión de las piezas, permitiendo que éste se difunda por capilaridad.El adhesivo solvente, el adhesivo solvente/polímero o el cemento autopolimerizable, pueden ser aplicados con jeringa hipodérmica.En estos casos es conveniente limitar, con cinta autoadhesiva, el escurrimiento del adhesivo sobre la superficie.
Cemento autopolimerizable
a) Cinta autoadhesiva para contener el desborde de polímero fraguante.b) Polímero fraguante.c) Pieza acrílica mecanizada a 20º. .
Cuando se empela cemento, autopolimerizable, debe evitarse la incorporación de burbujas de aire durante la aplicación. Los tiempos que deberán dejarse abandonadas las piezas, antes de mecanizarlas, dependerán del tipo de adhesivo o cemento empleado, y de las condiciones ambientales.Los adhesivos solventes sueldan rápidamente los planos acrílicos. La resistencia mecánica de la unión es aceptable, aunque baja cuando estas uniones son expuestas a la intemperie.Los adhesivos solvente/polímero y cemento son, en orden creciente, los medios recomendados para la unión de piezas acrílicas por su resistencia mecánica y resistencia a la intemperie.Algunas de las uniones o juntas más adecuadas cuando se trata de pegar láminas acrílicas:
a
a
b
c
Incorrecto
Bueno
Excelente
PINTADO
17manual de uso
Precauciones para el pegado:
La mayoría de los solventes y cementos empleados como adhesivos son altamente inflamables, ligeramente tóxicos e irritantes de la piel y los ojos.Debido a estas circunstancias, deben tomarse un mínimo de precauciones tales como:1) Trabajar en lugares bien ventilados.2) Evitar la presencia de llamas.3) No dejar que los adhesivos entren en contacto con piel y ojos.
La calidad de los pigmentos y/o colorantes también debe ser adecuada al uso.
Ya en vía operativa, debe cuidarse extremadamente la limpieza de la superficie, pues los aceites y grasas impedirán un correcto pintado. La remoción debe hacerse sin alterar la superficie de ahí que el solvente no debe atacarlo.
A esto le seguirá un lavado con agua que luego deberá ser eliminada perfectamente, cuidando en esta operación de eliminar el polvo que puede depositarse por carga estática.
Serigrafía
La serigrafía es una técnica de impresión empleada en el método de reproducción de documentos e imágenes sobre cualquier material, y consiste en transferir una tinta a través de una gasa tensada en un marco, el paso de la tinta se bloquea en las áreas donde no habrá imagen mediante una emulsión o barniz, quedando libre la zona donde pasará la tinta.
El sistema de impresión es repetitivo, esto es, que una vez que el primer modelo se ha logrado, la impresión puede ser repetida cientos y hasta miles de veces sin perder definición.
Se sitúa la malla, unida a un marco para mantenerla tensa, sobre el soporte a imprimir y se hace pasar la tinta a través de ella, aplicándole una presión moderada con un rasero, generalmente de caucho.
La impresión se realiza a través de una tela de trama abierta, enmarcada en un marco, que se emulsiona con UN (material foto sensible). Por contacto, el original, se expone a la luz, para endurecer las partes libres de imagen. Por el lavado con agua se diluye la parte no expuesta, dejando esas partes libres en la tela.
El soporte a imprimir se coloca bajo el marco, dentro del cual se coloca la tinta, que se extiende sobre toda la tela por medio de una regla de goma. La tinta pasa a través de la malla en la parte de la imagen y se deposita en el papel o tela. El marco de madera se ajusta a una mesa, llamada pulpo por medio de bisagras o brazos, que permiten subirlo y bajarlo para colocar y retirar los pliegos impresos.
Pintado a soplete
Las planchas ACRILICOPAOLINI® no agotan sus posibilidades con el simple moldeo o armado de piezas, ya que pueden ser pintadas y con ello tener aplicación en el campo publicitario o decorativo.
El pintar una plancha ACRILICOPAOLINI® exige guardar una serie de simples normas para obtener un buen resultado. Las recomendaciones siguientes son las generales para este tipo de labores.
En primer lugar, la elección de la pintura es la clave de un trabajo correcto siendo recomendada especialmente la de base acrílica, por su compatibilidad y resistencia a la luz solar, más aún cuando se trata de aplicaciones al exterior.
Los solventes de la pintura no deberán atacar excesivamente al material, pues ese fenómeno termina por degradar el área tratada, produciendo fisuras que debilitan las propiedades mecánicas de la pieza (crazing).
a
b c
d
ea) maniguetab) pinturac) screend) marco de sustentacióne) acrílico
Serigrafía
Pintado a soplete
PEGADO MONTAJE E INSTALACIÓN
18manual de uso
Debido a un elevado coeficiente de dilatación comparado con acero, madera, hormigón o vidrio, el montaje e instalación de planchas y paneles acrílicos moldeados requiere de algunas precauciones. Es por ello que deben tenerse en consideración los posibles cambios dimensionales.
Coeficientes de dilatación térmica de diversos materiales cm x cm x ºC
Espesores recomendables de instalación
Espesores mínimos en mm para paneles planos en fachadas exteriores de acuerdo a sus dimensiones superficiales.
ACRILICOPAOLINI® 0.000070
Plomo 0.000027Aluminio 0.000020Cobre 0.000015Acero 0.000010Vidrio 0.000008Hormigón 0.000006
Medidas
(cm)
30 45 60 80 120 150 180 210
30 3,2
45 3,2 5
60 3,2 5 6
90 3,2 5 6 8
120 3,2 5 6 8 10
150 3,2 5 6 8 10 12
180 3,2 5 6 8 10 12 12
210 3,2 5 6 8 10 12 12 12
MONTAJE E INSTALACIÓN
19manual de uso
Curvado en frío
Las planchas ACRILICOPAOLINI® pueden curvarse en frío.
El radio no debe ser inferior a mínimo 180 veces el espesor de la plancha. Este valor límite puede ser alcanzado sin que se pongan de manifiesto tensiones.
Deberá cuidarse que el apoyo perimetral de la plancha sea liso y permita el deslizamiento de la misma por efecto de la dilatación
Sistemas de instalación
Sistema flotante
El burlete puede ser de caucho, silicona o cualquier material que permita el libre movimiento de la plancha ACRILICOPAOLINI® en su alojamiento, y su espesor de 1.5 mm debe soportar sin desgarrarse las contracciones y dilataciones de la plancha acrílica.
Sistema de retén cementado
Fijación con tornillos o pernos
Este tipo de instalaciones son más conflictivas, porque el anclaje es más severo que el de las descripciones anteriores. Debido a esto, el orificio pasante en la lámina deber ser de mayor diámetro que el tornillo o remache, para evitar el apoyo de éste sobre las caras internas, pues una tensión grande puede inducir la rotura a partir de dicho orificio.
A) Perfilería metálica.B) Burlete mínimo 1,5 mm de ancho.C) Plancha ACRILICOPAOLINI®D) Huelgo de expansión 3mm/m lineal de plancha acrílica.E) Embutido mínimo 10 mm.Perfilería Metálica.
A) Perfilería metálica.B) Burlete de fijación mínimo de 1,5 mm.C) Plancha ACRILICOPAOLINI® D) Huelgo de expansión mínimo 3 mm/m lineal de chapa.E) Embutido de plancha ACRILICOPAOLINI®
Aquí, en la mecanización del agujero, son válidos todos los razonamientos dichos en el caso de agujereado de acrílico.
A) Perfilería metálica.B) Burlete de fijación (mínimo de 1,5 mm)C) Plancha ACRILICOPAOLINI®D) Huelgo de expansión (mínimo 3 mm/m lineal de plancha)E) Embutido de plancha.F) Arandela de goma.
Ante cualquier requerimiento especial, consulte con el Departamento Técnico de Paolini S.A.I.C
EC 01Vigencia: 30/07/2008
7 RECICLABLE Ninguna parte de este manual puede ser reproducida sin la expresa autorización de PAOLINI S.A.I.C
Propiedades ópticas Índice de refracción Transmitancia Nubosidad (Haze)
% %
D-542 D-791 D-1003
1,49 92 1
1,49 92 1
1,50 92 1
1,49 90 4
Propiedades químicas Resistencia a la intemperie Resistencia a los ácidos débiles Resistencia a los ácidos fuertes Resistencia a los alcais débiles Resistencia a los alcais fuertes Ácidos Oxidantes
Excelente No es atacado No es atacado No es atacado
Es atacado Es atacado
Excelente No es atacado No es atacado No es atacado
Es atacado Es atacado
Amarillea No es atacado No es atacado No es atacado
Es atacado Es atacado
Excelente No es atacado No es atacado No es atacado
Es atacado Es atacado
Propiedades mecánicas
Unidades Normas
Astm ACRILICOPAOLINI®
Colado
Acrílico Extruído
Ignífugo
Extruído Alto Impacto
Tracción Resistencia en el límite elástico Resistencia a la rotura Elongación a la rotura Modulo de la elasticidad
Kg/cm2 Kg/cm2
% Kg/cm2
D-638 D-638 D-638 D-638
-
562-773 4,5
24.600-31.000
-
492-773 5,0
23.000-31.000
-
562-878 5,0
26.600-33.700
-
386 - -
Flexión Resistencia en el límite elástico o rotura Módulo de elasticidad
Kg/cm2 Kg/cm2
D-790 D-790
840-1.190
27.500-33.400
740-1.300
22.800-32.300
840-1.250
24.600-31.600
562
17.500
Compresión Resistencia a la compresión (ruptura) Módulo de compresión
Kg/cm2 Kg/cm2
D-695 D-695
773-1.330
27.500-33.300
740-1260
26.000-32.300
773-840 31.000
- -
Impacto Resistencia al impacto IZOD
Kg/cm/cm
D-256 A
1,9
2,4
1,9
6,52
Dureza Rockwell Barcol
D-795 D-2583
M-80- M-100
50
M-68- M105
50
M-61- M-100
45
R-99 35
Propiedades Térmicas Coeficiente de dilatación lineal Temperatura de deflexión bajo carga Conductibilidad térmica Calor especifico
cm/cm°C 18´6 kg/cm
10 -4cal cm/sec cm2 °C Cal/g/°C
D-696 D-648 C-177
6,0 x 10-5 86°C
4,0-6,0 0,35
1,3 x 10-5 74-99°C 4,0- 6,0
0,35
1,3 x 10-5 68-96°C 4,0-6,0 0,35
82°C
- 0.35
Propiedades físicas Peso especifico Absorción de agua
g/cm3
% D-792 D-570
1,19-1,20 0,2-0,4
1,19-1,20 0,1-0,4
1,23 0,63
1,15 0,4
Propiedades eléctricas Resistencia eléctrica Rigidez dieléctrica
Ohm/cm Kv/mm
D-257 D-149
>106
19 >106
17 >106 16
- -
DEFECTO PROBABLE CAUSA POSIBLES CORRECCIONES Burbujas en la chapa.
Plancha demasiado caliente.
Reducir tiempo de calentamiento. Reducir la potencia de los calefactores. Alejar los calefactores. Emplear un tejido metálico como pantalla (sombra)
Formato incompleto. Definición pobre.
Plancha demasiado fría. Vacío insuficiente. Baja presión de aire.
Incrementar la temperatura de la plancha. Verificar posibles pérdidas del sistema. Aumentar la reserva de vacío. Aumentar el diámetro de los orificios de vacío en el molde. Aumentar la presión del aire.
Fondos y esquinas finas de bajo espesor.
Técnica de moldeo pobre. Plancha demasiado fría. Moldeo demasiado rápido. Molde no adecuado.
Cambiar el ciclo de moldeo, ya sea por soplado o compresión. Rediseñar el molde. Usar pantalla metálica para controlar perfil de temperatura. Reducir la velocidad de moldeo.
Variación extrema de espesores. Pieza combinada.
Plancha mal calentada. Molde demasiado frío. Plancha que se desliza sobre el molde. Plancha muy caliente.
Controlar perfil de temperatura. Controlar los calefactores. Ajustar el marco con mayor presión. Reducir tiempo o temperatura.
Pozos, hoyos, granos y marcas Plancha que se pega al molde.
Orificios de vacío demasiado grandes. Excesiva suciedad en el molde o plancha. Molde rugoso.
Reducir el diámetro de los orificios. Disminuir la depresión. Limpiar molde y/o plancha. Pulir molde.
Plancha que se pega al molde
Molde demasiado rugoso. Dibujos demasiado profundos.
Rediseño del molde.
Pieza con distorsión. Remoción de la pieza demasiado caliente. Mala calefacción. Enfriamiento no uniforme.
Aumentar el tiempo de enfriamiento, colocando la pieza desmoldada en molde frío. Controlar perfil de temperaturas. Corregir el molde.
Roturas de piezas ya formadas.
Mal diseño del molde. Calentamiento insuficiente. Molde muy frío.
Incrementar los radios. Controlar temperaturas y/o tiempode calefacción.
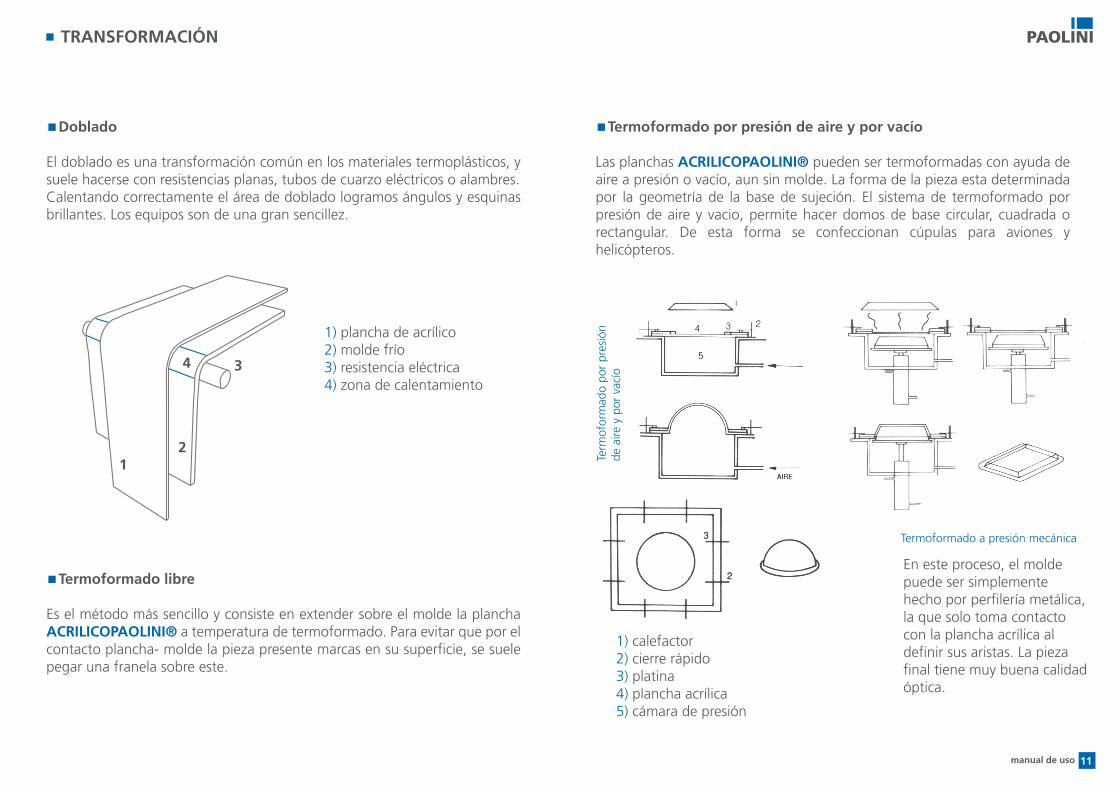
3
ACRILICOPAOLINI® es la marca que identifica al “POLIMETRACRILATO DE METILO” en forma de planchas por el método de colada en celda, producido y comercializado por PAOLINI S. A. I. C.
Propiedades
La elección de ACRILICOPAOLINI® como material apto para las más diversas aplicaciones, deviene de la suma de propiedades que hacen de él un material de gran versatilidad.
Las características más destacables de este material termoplástico son:
- Resistencia espontánea a la luz solar (luz U.V.) y agentes atmosféricos.- Buenas propiedades mecánicas y eléctricas.- Bajo peso específico. - Buena dureza y relativa resistencia al rayado.- El material cristal incoloro, transmite el 92% de la luz incidente.- Buena superficie y alto brillo.- Resistente a la mayoría de las más comunes sustancias químicas.- Resistencia a la intemperie y a los rayos U.V.- Aislante térmico y acústico.- Fácil de maquinar.- Gran capacidad de termoformado.- Apto para repulido de la superficie.- Reciclable.- Fácil limpieza.- Amplia gama de colores.- Buena resistencia a la flexión.
Este conjunto de propiedades permite su aplicación con éxito en la industria de la construcción, cartelería y señalización al exterior, artículos para el hogar, publicidad, regalos, iluminación, blindajes, bañeras, incubadoras, dispositivos para laboratorios y equipamiento hospitalario.
El ACRILICOPAOLINI® se ofrece en diversos grados, con características especiales para el uso especifico tales como material para uso sanitario, uso aeronáutico, naval, automotriz, ignífugo o con absorción especifica de radiación U.V., protección para museos, camas solares.
Las planchas de ACRILICOPAOLINI® se entregan con una protección de polietileno autoadhesivo en ambas caras, para evitar que durante el transporte, almacenaje y transformación, se dañe su brillante superficie.El film protector es fácilmente removible, quedando la superficie de la plancha absolutamente limpia, una vez que éste es retirado.Se debe evitar la exposición de las planchas ACRILICOPAOLINI® a la luz solar directa durante períodos prolongados, mientras estén protegidas por el film, ya que la luz solar degrada el polietileno y la película adhesiva puede ser transferida al acrílico dificultando la remoción de esta.
Almacenaje
Durante el almacenaje deben observarse ciertas condiciones básicas: los depósitos deben ser frescos, evitándose en ellos hornos, líneas de vapor, recipientes calientes y/o radiadores. Pues dichas fuentes de calor pueden deformar las láminas. Además deben ser ventilados, especialmente en las áreas circundantes hay acumulación de solventes. Siendo el ACRILICOPAOLINI® un material combustible, deberán considerarse las medidas de seguridad propias de un material de estas características, evitándose el contacto con las llamas. En su combustión no hay emisión de humos.
Estibaje
Las planchas de ACRILICOPAOLINI® deben ser estibadas lo mas verticalmente posible, debiendo tomar contacto unas con otras en la totalidad de su superficie, con el fin de conservarlas planas.
Seguridad
No es conveniente almacenar las planchas horizontalmente; ya que, por su peso, estas pueden sufrir deformaciones especialmente si las superficies no toman contacto entre ellas en toda su extensión.
Las planchas de ACRILICOPAOLINI® se pueden cortar con herramientas de corte manuales o eléctricas similares a las que se empelan en la industria de la madera, dependiendo del tipo de trabajo la elección del instrumento de corte.
Corte con lezna o buril
Tratándose de planchas finas, estas pueden cortarse de igual manera que un vidrio. Con una lezna o buril se hace una incisión profunda en la plancha. Apoyándola firmemente sobre un borde recto, y con fuerte presión se quiebra a lo largo de la marca realizada.
Los cortes rectos en una plancha de cualquier espesor, se deben realizar con sierras circulares. Los tipos de sierras son similares a los empleados en la industria maderera, pueden ser de acero rápido, acero al carbono o sierras de widia. Las sierras de acero rápido y al carbono, se emplean en espesores finos de hasta 5mm, y las de widia en espesores mayores. Las sierras de acero al carbono, si bien deben afilarse más seguido que las de acero rápido, tienen la ventaja de poder trabar sus dientes para facilitar la descarga del material. Esto da como resultado un corte más limpio y evita, además, el sobrecalentamiento del material. Las sierras de widia son apropiadas para trabajos pesados, tales como el corte de espesores. Su afinación no es frecuente, su facetado y ángulo de corte resuelven el problema de la descarga de material. El desperdicio de material por corte es mayor que con los otros tipos de sierra. El diámetro mas comúnmente empelado en sierras de acero al carbono es de 25 cm, con 220 dientes. La velocidad lineal de corte oscilara en aproximadamente 10/35 mt/min para una velocidad de rotación de 3000 a 6000 rpm. El avance del material durante el proceso de corte deberá ser continuo y adecuado para la velocidad de rotación de la sierra. Las sierras de widia, de acuerdo al tipo de máquina, variarán su diámetro entre 20 cm y 35 cm, con 60 y 84 dientes respectivamente.Perfiles y ángulos de corte de sierras de widia y acero al carbono:
Observaciones:Es de gran importancia el correcto afilado de las sierras para obtener cortes limpios y sin astilladuras, y para evitar que se eleve la temperatura y se dañe el material. También es importante lubricar las sierras para que no se sobrecalienten; de esta manera se evita que el material se ablande y se pegue a las mismas.
Corte con sierras Sierras sin fin y router (tupi):
Se utiliza la sierra sin fin cuando hay necesidad de hacer cortes curvos en planchas o piezas finas. Sin embrago, los elementos mas adecuados son los routers portátiles o fijos, eléctricos o neumáticos.
Los routers no sólo se emplean como elementos de corte, sino también como herramientas para terminación de bordes; lográndose así perfiles acordes con la geometría del router.
Características del router CNC:- tiene la capacidad de grabar y efectuar cortes 3D.- favorece el tratamiento de piezas de muy reducido tamaño (milímetros) o grandes dimensiones, gracias a una amplia superficie de corte (3 m × 2 m)- realiza fresados y desbastes.- posibilita la realización de trabajos en una sola pieza, sin empalmes.- consigue un acabado excelente, sin rebabas ni afección térmica, aunque es necesario un pulido posterior.- alcanza una altísima precisión en el corte (±0,025 mm según el espesor)- ofrece gran versatilidad, sin perder precisión, lo que permite la realización de los más complicados diseños
Corte y grabado laser.
El proceso de corte en láser es de gran utilidad en la actualidad ya que sus costos no son altos y la terminacion es perfecta, realiza cortes planos (2D) asi también los grabados.
El grabado en láser se produce al hacer incidir el haz de luz del láser sobre cualquier material volatilizando ó produciendo un cambio de color.
El proceso consiste en grabar materiales duros o blandos con el objetivo de dejar una marca, ya sea profunda o superficial, para personalizar o adornar. Se pueden hacer bajo relieve o alto relieve y sus principales aplicaciones son: personalización de objetos, manualidades, señalización, publicidad.
El acrílico es uno de los materiales más utilizados para corte y grabado láser, principalmente por la alta calidad de corte y por no requerir acabados.
Sierras manuales:
Para obtener resultados similares a los anteriores con una sierra manual, se requiere un entrenamiento especial de los operadores.Este elemento solo es recomendable para hobbystas o artesanos.
SISTEMAS DE CORTE
7manual de uso
SISTEMAS DE CORTE
6manual de uso
PRESENTACIÓN
5manual de uso
TABLA DE PROPIEDADES
4manual de uso
INTRODUCCIÓN
3manual de uso
INDICE
2manual de uso
Introducciónpropiedades
Tabla de propiedades
Presentaciónalmacenajeestibajeseguridad
Sistemas de cortecorte con lezna o burilcorte con sierrassierras sin fin y routerrouter CNCcorte y grabado lásersierras manualesagujereadocaladofresado y torneado
Termoformado
Medios de calefacciónhornos de aireparrillas calefactoras
Transformacióndobladotermoformado libretermoformado por presión de aire y vacíotermoformado con combinación de los métodos anteriores
Moldeomoldeo por vacío
33
4
5555
6667777888
9
101010
11111111
12
1313
14
151515
151616161617
171717
1818191919
Guía practica de moldeo por termoformado
Acabadopulido mecánicolimpieza
Pegadopreparaciónpegado por inmersiónaplicación con jeringa hipodérmicacemento autopolimerizableprecauciones para el pegado
Pintadopintado a sopleteserigrafía
Montaje e Instalaciónespesores recomendables de instalacióncurvado en fríosistemas de instalaciónfijación con tornillos o pernos
SISTEMAS DE CORTE
8manual de uso
Agujereado
Cualquier agujereadora de pie es adecuada para horadar acrílico, y permite mayor precisión y control que una agujereadora portátil.
Observaciones:
a) Las mechas pueden tener algunas de las geometrías sugeridas a continuación, y deben permanecer constantemente bien afiladas para evitar astilladuras en las planchas acrílicas.
b) El vértice de la mecha deberá emerger de la cara opuesta, después de que la base del cono de la herramienta haya penetrado en el material.
c) Para espesores de hasta 4 mm, no es necesario recurrir a la lubricación. Para espesores mayores, la lubricación se hace indispensable, ya que el trabajo mecánico eleva la temperatura de la pieza provocando los siguientes inconvenientes: el sobrecalentamiento genera tensiones internas, que aumentan el riesgo de rotura si la pieza se somete a una sobrecarga o presión. Las mismas tensiones inducen muy rápidamente a un acentuado crazing por exposición a la luz y al calor.
Generalmente, una pieza manufacturada sin lubricación presenta, por los efectos de la temperatura, paredes con alto grado de distorsión, debido al arrastre de material y a la irregularidad superficial. Una correcta lubricación reduce o elimina dichos problemas. Se recomienda el uso de aceites solubles.
Calado
El calado se puede hacer con sierras caladoras, que deberán tener un brazo suficientemente grande como para barrer amplias superficies.
Las sierras, en estos casos, consisten en “varillas” metálicas con dientes finos a las que, al imprimirle un movimiento de vaivén vertical a través de la plancha, cortan según un modelo deseado.
Fresado y Torneado
Haciendo extensiva la asimilación del acrílico a la madera, desde el punto de vista del mecanizado, podemos decir que las operaciones de fresado y torneado son similares a las de la industria maderera o metalúrgica.
Como en estas operaciones la generación de calor por el mecanizado es importante, resulta indispensable que ellas se realicen con intensa lubricación, para evitar sobrecalentamientos que debilitan a la pieza por generación de tensiones internas.
TERMOFORMADO
9manual de uso
Las planchas ACRILICOPAOLINI® son termoplásticas; de ahí que una vez calentadas uniformemente, y a una temperatura adecuada, adquieren flexibilidad y elasticidad. Bajo ese estado, es posible moldearlas por doblado o estiramiento sobre un molde. Una vez que la pieza se enfría, mantendrá la forma adquirida en la matriz. Para un correcto termoformado deben tenerse en cuenta las siguientes precauciones:
1) Las planchas tendrán una contracción de aproximadamente el 2%, si estas son calentadas libremente, y su espesor incrementara proporcionalmente un 4%.
2) La temperatura de moldeo deberá estar comprendida entre 150° y 180°C. Los tiempos necesarios para alcanzar dicha temperatura dependerán del tipo de fuente calefactora, espesor y color de la plancha.
3) Un excesivo calentamiento de la plancha a moldear se manifiesta primero por la aparición de burbujas en la superficie, y luego en la masa, cuando éste es más acentuado.
4) Si la temperatura desciende por debajo del límite inferior de moldeo, la pieza se conformará mal o se romperá.
Una vez lograda la forma sobre el molde, la pieza se dejará enfriar lenta y uniformemente y se retirará aun tibia (40-50°C). De esta forma se evitan las tensiones internas que incrementan la fragilidad del producto.
GRAFICOS
Temp. Máx de Servicio
Máxima Elongación
Rango de Temp. de Termoformado
Principio de deterioro con elevada humedad absorbida
Temperatura de Descomposición
0º C 80º C 110º C 150º C 180º C 200º C
rango deTERMOFORMADO
Man
ual
de
uso
del
acr
ílico
MEDIOS DE CALEFACCIÓN
10manual de uso
Hornos de Aire
Los hornos de aire con circulación forzada son el medio más idóneo para el calentamiento de las planchas a termoformar, ya que un buen control térmico evita el sobrecalentamiento, independientemente del tiempo y la cantidad de las mismas en el proceso.Sim embargo, debe tenerse en cuenta que la velocidad del aire no puede ser inferior a 12 m/min.
Parrillas calefactoras
Las parrillas calefactoras pueden ser eléctricas o a gas, y resuelven los problemas operativos con mayor facilidad que en el caso anterior; pues la plancha es calentada sobre el molde en su respectivo marco.Una calefacción superior e inferior minimiza el tiempo y uniforma la temperatura de la plancha en forma casi óptima.
Diagrama de calefacción de una plancha acrílica (tiempo en función del espesor).
1) Intercambiador2) Turbina3) Plancha acrílica.4) Corriente de aire5) Pinzas de sujeción6) Termostato
5
3
4
6
4
12
1) Horno de aire por convección.2) Calefacción por radiación sobre una cara.3) Calefacción por radiación sobre ambas cara.
TRANSFORMACIÓN
11manual de uso
Parrillas calefactoras
Las parrillas calefactoras pueden ser eléctricas o a gas, y resuelven los problemas operativos con mayor facilidad que en el caso anterior; pues la plancha es calentada sobre el molde en su respectivo marco.Una calefacción superior e inferior minimiza el tiempo y uniforma la temperatura de la plancha en forma casi óptima.
Diagrama de calefacción de una plancha acrílica (tiempo en función del espesor).
Doblado
El doblado es una transformación común en los materiales termoplásticos, y suele hacerse con resistencias planas, tubos de cuarzo eléctricos o alambres.Calentando correctamente el área de doblado logramos ángulos y esquinas brillantes. Los equipos son de una gran sencillez.
Termoformado por presión de aire y por vacío
Las planchas ACRILICOPAOLINI® pueden ser termoformadas con ayuda de aire a presión o vacío, aun sin molde. La forma de la pieza esta determinada por la geometría de la base de sujeción. El sistema de termoformado por presión de aire y vacio, permite hacer domos de base circular, cuadrada o rectangular. De esta forma se confeccionan cúpulas para aviones y helicópteros.
Termoformado libre
Es el método más sencillo y consiste en extender sobre el molde la plancha ACRILICOPAOLINI® a temperatura de termoformado. Para evitar que por el contacto plancha- molde la pieza presente marcas en su superficie, se suele pegar una franela sobre este.
1) plancha de acrílico2) molde frío3) resistencia eléctrica4) zona de calentamiento
12
34
Term
ofor
mad
o po
r pr
esió
n de
aire
y p
or v
acío
Termoformado a presión mecánica
1) calefactor2) cierre rápido3) platina4) plancha acrílica5) cámara de presión
En este proceso, el molde puede ser simplemente hecho por perfilería metálica, la que solo toma contacto con la plancha acrílica al definir sus aristas. La pieza final tiene muy buena calidad óptica.
TRANSFORMACIÓN
12manual de uso
Termoformado con combinación de los métodos anteriores
a) Soplado y embutido seguido de evacuación de aire.Este método se emplea especialmente cuando se desean piezas con espesores de paredes más uniformes.
b) Soplado, embutido, seguido de vacío en el sistema.
MOLDEO
13manual de uso
Los moldes a emplear en la confección de artículos acrílicos, especialmente cuando se trabajan planchas transparentes, deben hacerse con perfilería metálica bien pulida y preferentemente cromada. De esta forma, el contacto de la plancha con el molde sólo ocurre a lo largo de las aristas del modelo, de modo tal que los planos permanecen inalterados, conservando el brillo y superficie original.
Es de hacer notar que, al tomar contacto el acrílico con el molde, el primero, quedará marcado en forma irregular, independientemente de la calidad del pulido de la matriz.Un ejemplo ampliamente difundido de este sistema de moldeo, es el termoformado de bañeras, lavatorios, inodoros y bidets con ACRILICOPAOLINI® para uso sanitario. Así, se logran piezas de gran belleza y funcionalidad.Todos los artefactos tienen contornos suaves y superficies brillantes, que se obtienen fácilmente mediante el sistema por vacío. Durante el proceso, deben guardarse condiciones de extrema limpieza.Dado el tamaño y la calidad requerida por estas piezas se recurre generalmente a prensas con un mediano nivel de automatización y control. Para este moldeo se utilizan moldes tipo “Hembra”.
Moldeo por vacío
El moldeo por vacío es similar al de cualquier otro material termoplástico, y en el diseño del molde deben considerarse los radios y ángulos de la pieza, por la menor definición del acrílico.
1) calefactores2) marco de sujeción3) cámara de vacío4) portamolde5) molde6) tanque de vacío7) bomba de vacío
1
2
3
4
12
3
4
56 7
GUIA PRÁCTICA DE MOLDEO POR TERMOFORMADO
14manual de uso
ACABADO
15manual de uso
Cuando las planchas ACRILICOPAOLINI® son cortadas, independientemente del método empleado, presentan una superficie irregular. Esto no permite pegar una plancha o pieza en forma prolija, y tampoco puede ser presentado dicho corte como trabajo definitivo en cualquier pieza manufacturada.
Las operaciones a seguir, para poder restaurar la superficie, son las siguientes:
1) Se puede recurrir a un rasqueteado con un fleje metálico de bordes curvos que, aplicándolo con fuerza sobre la superficie, arrastrará virutas uniformando el plano.
2) A continuación, también manualmente, y con movimiento de vaivén, se desplazará un taco de madera revestido con lija al agua, empleando granulometrías decrecientes comenzando con 120- 400- 600.Finalizada la última aplicación, la pieza está en condiciones de ser pulida.
Contando con lijadoras planetarias o de banda, estas operaciones pueden realizarse en muy breve tiempo.Las lijadoras de banda son las más recomendadas por su velocidad de trabajo y permiten, además, trabajar en húmedo. Con ello, la operación es mas limpia y las temperaturas de trabajo no inducen tensiones.
Pulido mecánico
La superficie lijada, y sin marcas superficiales, se encuentra lista para ser pulida. Así, se restaurará el brillo del plano mecanizado y éste alcanzará el mismo aspecto que la superficie de las planchas.
Se utilizan en esta operación (pulido) exclusivamente discos de franela suaves, evitándose la mezcla con tejido sintético. El diámetro de dichos discos será de aproximadamente 30 cm Y el grosor de 7 cm.
Una amoladora de 2,0 a 2,5 HP con 2.800 v.p.m es suficiente como para operar el disco de franela anteriormente descripto.
Como agente abrasivo se emplean pastas de pulido que se aplican a la rueda de franela de movimiento. Luego se apoya la pieza a pulir, imprimiéndole un movimiento de vaivén sin demasiada presión, para evitar sobrecalentamientos que puedan deformar la pieza por fusión incipiente, amén de las tensiones que en ella generan.
Todos los materiales plásticos tienen una acentuada tendencia a cargarse estáticamente, por ello se adhiere el polvillo del ambiente sobre los mismos. Una manera de evitar este inconveniente es aplicar sobre la superficie una fina película de antiestático, y así mantenerla limpia.
PEGADO
Las planchas ACRILICOPAOLINI® pueden ser pegadas entre ellas y con otros plásticos. Sin embrago, deben cuidarse otros aspectos para obtener un trabajo satisfactorio.
En principio, el adhesivo a emplear deberá elegirse en función del material (acrílico) u otros materiales que deseen pegarse a él.
El adhesivo debe atacar ligeramente al acrílico a pegar, y a su vez ser eliminado del medio por una ligera corriente de aire, para evitar concentraciones elevadas que pueden atacar la pieza.Es importante tener en cuenta este último punto. Especialmente cuando las piezas a pegar, han sido mecanizadas sin observar las recomendaciones referidas a los sobrecalentamientos.
Los adhesivos pueden ser:1) Solventes puros, con mayor o menor velocidad de evaporación.2) Soluciones de solvente/polímero.3) Soluciones autopolimerizables.
La elección del método dependerá del tipo de trabajo y de la habilidad del operador.
Limpieza
Si la pieza una vez terminada se debiera limpiar por haberse manchado con polvos, ceras, etc., durante el proceso de transformación, se lavará con agua, detergente y una franela o esponja, siempre húmeda, hasta remover la suciedad o materiales ligeramente adheridos.
1) acrílico2) banda de esmeril3) cilindro motor3’) polea libreA) nivel de agua
PEGADO
16manual de uso
Preparación
Independientemente del adhesivo y del método empleado, las piezas a unir deben ser mecanizadas perfectamente para evitar irregularidades superficiales, pues desniveles en las mismas separan las superficies y, en las zonas circundantes aparecen oclusiones de aire que desmerecen la calidad del pegado. Este inconveniente que se pone de manifiesto claramente cuando el adhesivo es sólo un solvente, disminuye en el caso de adhesivo solvente/polímero por el aporte de sólidos a la soldadura.Cuando se emplean cementos autopolimerizables, donde el solvente es reactivo, este fenómeno puede llegar a pasar desapercibido.
Pegado por inmersión
Este es un método de buen resultado y fácil aplicación. Consiste en sumergir el borde de la pieza a pegar en un recipiente de poca profundidad, o bien sobre una almohadilla con solventes puros. Pocos minutos son suficientes para que se ablande el borde. Una vez escurrido el solvente, se aplica la pieza sobre la superficie a pegar con ligera presión durante unos segundos, y luego se abandona la pieza hasta que se evapore el solvente.
Aplicación con jeringa hipodérmica
El proceso es simple y basta aplicar el adhesivo sobre la unión de las piezas, permitiendo que éste se difunda por capilaridad.El adhesivo solvente, el adhesivo solvente/polímero o el cemento autopolimerizable, pueden ser aplicados con jeringa hipodérmica.En estos casos es conveniente limitar, con cinta autoadhesiva, el escurrimiento del adhesivo sobre la superficie.
Cemento autopolimerizable
a) Cinta autoadhesiva para contener el desborde de polímero fraguante.b) Polímero fraguante.c) Pieza acrílica mecanizada a 20º. .
Cuando se empela cemento, autopolimerizable, debe evitarse la incorporación de burbujas de aire durante la aplicación. Los tiempos que deberán dejarse abandonadas las piezas, antes de mecanizarlas, dependerán del tipo de adhesivo o cemento empleado, y de las condiciones ambientales.Los adhesivos solventes sueldan rápidamente los planos acrílicos. La resistencia mecánica de la unión es aceptable, aunque baja cuando estas uniones son expuestas a la intemperie.Los adhesivos solvente/polímero y cemento son, en orden creciente, los medios recomendados para la unión de piezas acrílicas por su resistencia mecánica y resistencia a la intemperie.Algunas de las uniones o juntas más adecuadas cuando se trata de pegar láminas acrílicas:
a
a
b
c
Incorrecto
Bueno
Excelente
PINTADO
17manual de uso
Precauciones para el pegado:
La mayoría de los solventes y cementos empleados como adhesivos son altamente inflamables, ligeramente tóxicos e irritantes de la piel y los ojos.Debido a estas circunstancias, deben tomarse un mínimo de precauciones tales como:1) Trabajar en lugares bien ventilados.2) Evitar la presencia de llamas.3) No dejar que los adhesivos entren en contacto con piel y ojos.
La calidad de los pigmentos y/o colorantes también debe ser adecuada al uso.
Ya en vía operativa, debe cuidarse extremadamente la limpieza de la superficie, pues los aceites y grasas impedirán un correcto pintado. La remoción debe hacerse sin alterar la superficie de ahí que el solvente no debe atacarlo.
A esto le seguirá un lavado con agua que luego deberá ser eliminada perfectamente, cuidando en esta operación de eliminar el polvo que puede depositarse por carga estática.
Serigrafía
La serigrafía es una técnica de impresión empleada en el método de reproducción de documentos e imágenes sobre cualquier material, y consiste en transferir una tinta a través de una gasa tensada en un marco, el paso de la tinta se bloquea en las áreas donde no habrá imagen mediante una emulsión o barniz, quedando libre la zona donde pasará la tinta.
El sistema de impresión es repetitivo, esto es, que una vez que el primer modelo se ha logrado, la impresión puede ser repetida cientos y hasta miles de veces sin perder definición.
Se sitúa la malla, unida a un marco para mantenerla tensa, sobre el soporte a imprimir y se hace pasar la tinta a través de ella, aplicándole una presión moderada con un rasero, generalmente de caucho.
La impresión se realiza a través de una tela de trama abierta, enmarcada en un marco, que se emulsiona con UN (material foto sensible). Por contacto, el original, se expone a la luz, para endurecer las partes libres de imagen. Por el lavado con agua se diluye la parte no expuesta, dejando esas partes libres en la tela.
El soporte a imprimir se coloca bajo el marco, dentro del cual se coloca la tinta, que se extiende sobre toda la tela por medio de una regla de goma. La tinta pasa a través de la malla en la parte de la imagen y se deposita en el papel o tela. El marco de madera se ajusta a una mesa, llamada pulpo por medio de bisagras o brazos, que permiten subirlo y bajarlo para colocar y retirar los pliegos impresos.
Pintado a soplete
Las planchas ACRILICOPAOLINI® no agotan sus posibilidades con el simple moldeo o armado de piezas, ya que pueden ser pintadas y con ello tener aplicación en el campo publicitario o decorativo.
El pintar una plancha ACRILICOPAOLINI® exige guardar una serie de simples normas para obtener un buen resultado. Las recomendaciones siguientes son las generales para este tipo de labores.
En primer lugar, la elección de la pintura es la clave de un trabajo correcto siendo recomendada especialmente la de base acrílica, por su compatibilidad y resistencia a la luz solar, más aún cuando se trata de aplicaciones al exterior.
Los solventes de la pintura no deberán atacar excesivamente al material, pues ese fenómeno termina por degradar el área tratada, produciendo fisuras que debilitan las propiedades mecánicas de la pieza (crazing).
a
b c
d
ea) maniguetab) pinturac) screend) marco de sustentacióne) acrílico
Serigrafía
Pintado a soplete
PEGADO MONTAJE E INSTALACIÓN
18manual de uso
Debido a un elevado coeficiente de dilatación comparado con acero, madera, hormigón o vidrio, el montaje e instalación de planchas y paneles acrílicos moldeados requiere de algunas precauciones. Es por ello que deben tenerse en consideración los posibles cambios dimensionales.
Coeficientes de dilatación térmica de diversos materiales cm x cm x ºC
Espesores recomendables de instalación
Espesores mínimos en mm para paneles planos en fachadas exteriores de acuerdo a sus dimensiones superficiales.
ACRILICOPAOLINI® 0.000070
Plomo 0.000027Aluminio 0.000020Cobre 0.000015Acero 0.000010Vidrio 0.000008Hormigón 0.000006
Medidas
(cm)
30 45 60 80 120 150 180 210
30 3,2
45 3,2 5
60 3,2 5 6
90 3,2 5 6 8
120 3,2 5 6 8 10
150 3,2 5 6 8 10 12
180 3,2 5 6 8 10 12 12
210 3,2 5 6 8 10 12 12 12
MONTAJE E INSTALACIÓN
19manual de uso
Curvado en frío
Las planchas ACRILICOPAOLINI® pueden curvarse en frío.
El radio no debe ser inferior a mínimo 180 veces el espesor de la plancha. Este valor límite puede ser alcanzado sin que se pongan de manifiesto tensiones.
Deberá cuidarse que el apoyo perimetral de la plancha sea liso y permita el deslizamiento de la misma por efecto de la dilatación
Sistemas de instalación
Sistema flotante
El burlete puede ser de caucho, silicona o cualquier material que permita el libre movimiento de la plancha ACRILICOPAOLINI® en su alojamiento, y su espesor de 1.5 mm debe soportar sin desgarrarse las contracciones y dilataciones de la plancha acrílica.
Sistema de retén cementado
Fijación con tornillos o pernos
Este tipo de instalaciones son más conflictivas, porque el anclaje es más severo que el de las descripciones anteriores. Debido a esto, el orificio pasante en la lámina deber ser de mayor diámetro que el tornillo o remache, para evitar el apoyo de éste sobre las caras internas, pues una tensión grande puede inducir la rotura a partir de dicho orificio.
A) Perfilería metálica.B) Burlete mínimo 1,5 mm de ancho.C) Plancha ACRILICOPAOLINI®D) Huelgo de expansión 3mm/m lineal de plancha acrílica.E) Embutido mínimo 10 mm.Perfilería Metálica.
A) Perfilería metálica.B) Burlete de fijación mínimo de 1,5 mm.C) Plancha ACRILICOPAOLINI® D) Huelgo de expansión mínimo 3 mm/m lineal de chapa.E) Embutido de plancha ACRILICOPAOLINI®
Aquí, en la mecanización del agujero, son válidos todos los razonamientos dichos en el caso de agujereado de acrílico.
A) Perfilería metálica.B) Burlete de fijación (mínimo de 1,5 mm)C) Plancha ACRILICOPAOLINI®D) Huelgo de expansión (mínimo 3 mm/m lineal de plancha)E) Embutido de plancha.F) Arandela de goma.
Ante cualquier requerimiento especial, consulte con el Departamento Técnico de Paolini S.A.I.C
EC 01Vigencia: 30/07/2008
7 RECICLABLE Ninguna parte de este manual puede ser reproducida sin la expresa autorización de PAOLINI S.A.I.C
Propiedades ópticas Índice de refracción Transmitancia Nubosidad (Haze)
% %
D-542 D-791 D-1003
1,49 92 1
1,49 92 1
1,50 92 1
1,49 90 4
Propiedades químicas Resistencia a la intemperie Resistencia a los ácidos débiles Resistencia a los ácidos fuertes Resistencia a los alcais débiles Resistencia a los alcais fuertes Ácidos Oxidantes
Excelente No es atacado No es atacado No es atacado
Es atacado Es atacado
Excelente No es atacado No es atacado No es atacado
Es atacado Es atacado
Amarillea No es atacado No es atacado No es atacado
Es atacado Es atacado
Excelente No es atacado No es atacado No es atacado
Es atacado Es atacado
Propiedades mecánicas
Unidades Normas
Astm ACRILICOPAOLINI®
Colado
Acrílico Extruído
Ignífugo
Extruído Alto Impacto
Tracción Resistencia en el límite elástico Resistencia a la rotura Elongación a la rotura Modulo de la elasticidad
Kg/cm2 Kg/cm2
% Kg/cm2
D-638 D-638 D-638 D-638
-
562-773 4,5
24.600-31.000
-
492-773 5,0
23.000-31.000
-
562-878 5,0
26.600-33.700
-
386 - -
Flexión Resistencia en el límite elástico o rotura Módulo de elasticidad
Kg/cm2 Kg/cm2
D-790 D-790
840-1.190
27.500-33.400
740-1.300
22.800-32.300
840-1.250
24.600-31.600
562
17.500
Compresión Resistencia a la compresión (ruptura) Módulo de compresión
Kg/cm2 Kg/cm2
D-695 D-695
773-1.330
27.500-33.300
740-1260
26.000-32.300
773-840 31.000
- -
Impacto Resistencia al impacto IZOD
Kg/cm/cm
D-256 A
1,9
2,4
1,9
6,52
Dureza Rockwell Barcol
D-795 D-2583
M-80- M-100
50
M-68- M105
50
M-61- M-100
45
R-99 35
Propiedades Térmicas Coeficiente de dilatación lineal Temperatura de deflexión bajo carga Conductibilidad térmica Calor especifico
cm/cm°C 18´6 kg/cm
10 -4cal cm/sec cm2 °C Cal/g/°C
D-696 D-648 C-177
6,0 x 10-5 86°C
4,0-6,0 0,35
1,3 x 10-5 74-99°C 4,0- 6,0
0,35
1,3 x 10-5 68-96°C 4,0-6,0 0,35
82°C
- 0.35
Propiedades físicas Peso especifico Absorción de agua
g/cm3
% D-792 D-570
1,19-1,20 0,2-0,4
1,19-1,20 0,1-0,4
1,23 0,63
1,15 0,4
Propiedades eléctricas Resistencia eléctrica Rigidez dieléctrica
Ohm/cm Kv/mm
D-257 D-149
>106
19 >106
17 >106 16
- -
DEFECTO PROBABLE CAUSA POSIBLES CORRECCIONES Burbujas en la chapa.
Plancha demasiado caliente.
Reducir tiempo de calentamiento. Reducir la potencia de los calefactores. Alejar los calefactores. Emplear un tejido metálico como pantalla (sombra)
Formato incompleto. Definición pobre.
Plancha demasiado fría. Vacío insuficiente. Baja presión de aire.
Incrementar la temperatura de la plancha. Verificar posibles pérdidas del sistema. Aumentar la reserva de vacío. Aumentar el diámetro de los orificios de vacío en el molde. Aumentar la presión del aire.
Fondos y esquinas finas de bajo espesor.
Técnica de moldeo pobre. Plancha demasiado fría. Moldeo demasiado rápido. Molde no adecuado.
Cambiar el ciclo de moldeo, ya sea por soplado o compresión. Rediseñar el molde. Usar pantalla metálica para controlar perfil de temperatura. Reducir la velocidad de moldeo.
Variación extrema de espesores. Pieza combinada.
Plancha mal calentada. Molde demasiado frío. Plancha que se desliza sobre el molde. Plancha muy caliente.
Controlar perfil de temperatura. Controlar los calefactores. Ajustar el marco con mayor presión. Reducir tiempo o temperatura.
Pozos, hoyos, granos y marcas Plancha que se pega al molde.
Orificios de vacío demasiado grandes. Excesiva suciedad en el molde o plancha. Molde rugoso.
Reducir el diámetro de los orificios. Disminuir la depresión. Limpiar molde y/o plancha. Pulir molde.
Plancha que se pega al molde
Molde demasiado rugoso. Dibujos demasiado profundos.
Rediseño del molde.
Pieza con distorsión. Remoción de la pieza demasiado caliente. Mala calefacción. Enfriamiento no uniforme.
Aumentar el tiempo de enfriamiento, colocando la pieza desmoldada en molde frío. Controlar perfil de temperaturas. Corregir el molde.
Roturas de piezas ya formadas.
Mal diseño del molde. Calentamiento insuficiente. Molde muy frío.
Incrementar los radios. Controlar temperaturas y/o tiempode calefacción.
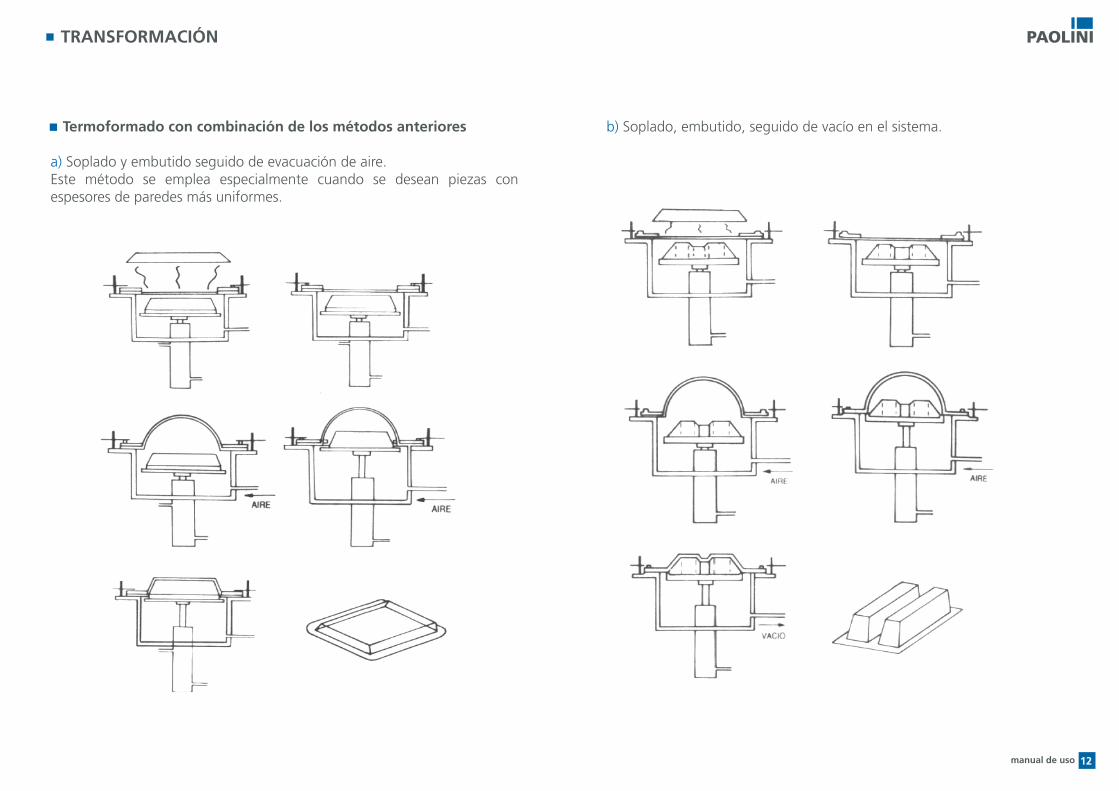
3
ACRILICOPAOLINI® es la marca que identifica al “POLIMETRACRILATO DE METILO” en forma de planchas por el método de colada en celda, producido y comercializado por PAOLINI S. A. I. C.
Propiedades
La elección de ACRILICOPAOLINI® como material apto para las más diversas aplicaciones, deviene de la suma de propiedades que hacen de él un material de gran versatilidad.
Las características más destacables de este material termoplástico son:
- Resistencia espontánea a la luz solar (luz U.V.) y agentes atmosféricos.- Buenas propiedades mecánicas y eléctricas.- Bajo peso específico. - Buena dureza y relativa resistencia al rayado.- El material cristal incoloro, transmite el 92% de la luz incidente.- Buena superficie y alto brillo.- Resistente a la mayoría de las más comunes sustancias químicas.- Resistencia a la intemperie y a los rayos U.V.- Aislante térmico y acústico.- Fácil de maquinar.- Gran capacidad de termoformado.- Apto para repulido de la superficie.- Reciclable.- Fácil limpieza.- Amplia gama de colores.- Buena resistencia a la flexión.
Este conjunto de propiedades permite su aplicación con éxito en la industria de la construcción, cartelería y señalización al exterior, artículos para el hogar, publicidad, regalos, iluminación, blindajes, bañeras, incubadoras, dispositivos para laboratorios y equipamiento hospitalario.
El ACRILICOPAOLINI® se ofrece en diversos grados, con características especiales para el uso especifico tales como material para uso sanitario, uso aeronáutico, naval, automotriz, ignífugo o con absorción especifica de radiación U.V., protección para museos, camas solares.
Las planchas de ACRILICOPAOLINI® se entregan con una protección de polietileno autoadhesivo en ambas caras, para evitar que durante el transporte, almacenaje y transformación, se dañe su brillante superficie.El film protector es fácilmente removible, quedando la superficie de la plancha absolutamente limpia, una vez que éste es retirado.Se debe evitar la exposición de las planchas ACRILICOPAOLINI® a la luz solar directa durante períodos prolongados, mientras estén protegidas por el film, ya que la luz solar degrada el polietileno y la película adhesiva puede ser transferida al acrílico dificultando la remoción de esta.
Almacenaje
Durante el almacenaje deben observarse ciertas condiciones básicas: los depósitos deben ser frescos, evitándose en ellos hornos, líneas de vapor, recipientes calientes y/o radiadores. Pues dichas fuentes de calor pueden deformar las láminas. Además deben ser ventilados, especialmente en las áreas circundantes hay acumulación de solventes. Siendo el ACRILICOPAOLINI® un material combustible, deberán considerarse las medidas de seguridad propias de un material de estas características, evitándose el contacto con las llamas. En su combustión no hay emisión de humos.
Estibaje
Las planchas de ACRILICOPAOLINI® deben ser estibadas lo mas verticalmente posible, debiendo tomar contacto unas con otras en la totalidad de su superficie, con el fin de conservarlas planas.
Seguridad
No es conveniente almacenar las planchas horizontalmente; ya que, por su peso, estas pueden sufrir deformaciones especialmente si las superficies no toman contacto entre ellas en toda su extensión.
Las planchas de ACRILICOPAOLINI® se pueden cortar con herramientas de corte manuales o eléctricas similares a las que se empelan en la industria de la madera, dependiendo del tipo de trabajo la elección del instrumento de corte.
Corte con lezna o buril
Tratándose de planchas finas, estas pueden cortarse de igual manera que un vidrio. Con una lezna o buril se hace una incisión profunda en la plancha. Apoyándola firmemente sobre un borde recto, y con fuerte presión se quiebra a lo largo de la marca realizada.
Los cortes rectos en una plancha de cualquier espesor, se deben realizar con sierras circulares. Los tipos de sierras son similares a los empleados en la industria maderera, pueden ser de acero rápido, acero al carbono o sierras de widia. Las sierras de acero rápido y al carbono, se emplean en espesores finos de hasta 5mm, y las de widia en espesores mayores. Las sierras de acero al carbono, si bien deben afilarse más seguido que las de acero rápido, tienen la ventaja de poder trabar sus dientes para facilitar la descarga del material. Esto da como resultado un corte más limpio y evita, además, el sobrecalentamiento del material. Las sierras de widia son apropiadas para trabajos pesados, tales como el corte de espesores. Su afinación no es frecuente, su facetado y ángulo de corte resuelven el problema de la descarga de material. El desperdicio de material por corte es mayor que con los otros tipos de sierra. El diámetro mas comúnmente empelado en sierras de acero al carbono es de 25 cm, con 220 dientes. La velocidad lineal de corte oscilara en aproximadamente 10/35 mt/min para una velocidad de rotación de 3000 a 6000 rpm. El avance del material durante el proceso de corte deberá ser continuo y adecuado para la velocidad de rotación de la sierra. Las sierras de widia, de acuerdo al tipo de máquina, variarán su diámetro entre 20 cm y 35 cm, con 60 y 84 dientes respectivamente.Perfiles y ángulos de corte de sierras de widia y acero al carbono:
Observaciones:Es de gran importancia el correcto afilado de las sierras para obtener cortes limpios y sin astilladuras, y para evitar que se eleve la temperatura y se dañe el material. También es importante lubricar las sierras para que no se sobrecalienten; de esta manera se evita que el material se ablande y se pegue a las mismas.
Corte con sierras Sierras sin fin y router (tupi):
Se utiliza la sierra sin fin cuando hay necesidad de hacer cortes curvos en planchas o piezas finas. Sin embrago, los elementos mas adecuados son los routers portátiles o fijos, eléctricos o neumáticos.
Los routers no sólo se emplean como elementos de corte, sino también como herramientas para terminación de bordes; lográndose así perfiles acordes con la geometría del router.
Características del router CNC:- tiene la capacidad de grabar y efectuar cortes 3D.- favorece el tratamiento de piezas de muy reducido tamaño (milímetros) o grandes dimensiones, gracias a una amplia superficie de corte (3 m × 2 m)- realiza fresados y desbastes.- posibilita la realización de trabajos en una sola pieza, sin empalmes.- consigue un acabado excelente, sin rebabas ni afección térmica, aunque es necesario un pulido posterior.- alcanza una altísima precisión en el corte (±0,025 mm según el espesor)- ofrece gran versatilidad, sin perder precisión, lo que permite la realización de los más complicados diseños
Corte y grabado laser.
El proceso de corte en láser es de gran utilidad en la actualidad ya que sus costos no son altos y la terminacion es perfecta, realiza cortes planos (2D) asi también los grabados.
El grabado en láser se produce al hacer incidir el haz de luz del láser sobre cualquier material volatilizando ó produciendo un cambio de color.
El proceso consiste en grabar materiales duros o blandos con el objetivo de dejar una marca, ya sea profunda o superficial, para personalizar o adornar. Se pueden hacer bajo relieve o alto relieve y sus principales aplicaciones son: personalización de objetos, manualidades, señalización, publicidad.
El acrílico es uno de los materiales más utilizados para corte y grabado láser, principalmente por la alta calidad de corte y por no requerir acabados.
Sierras manuales:
Para obtener resultados similares a los anteriores con una sierra manual, se requiere un entrenamiento especial de los operadores.Este elemento solo es recomendable para hobbystas o artesanos.
SISTEMAS DE CORTE
7manual de uso
SISTEMAS DE CORTE
6manual de uso
PRESENTACIÓN
5manual de uso
TABLA DE PROPIEDADES
4manual de uso
INTRODUCCIÓN
3manual de uso
INDICE
2manual de uso
Introducciónpropiedades
Tabla de propiedades
Presentaciónalmacenajeestibajeseguridad
Sistemas de cortecorte con lezna o burilcorte con sierrassierras sin fin y routerrouter CNCcorte y grabado lásersierras manualesagujereadocaladofresado y torneado
Termoformado
Medios de calefacciónhornos de aireparrillas calefactoras
Transformacióndobladotermoformado libretermoformado por presión de aire y vacíotermoformado con combinación de los métodos anteriores
Moldeomoldeo por vacío
33
4
5555
6667777888
9
101010
11111111
12
1313
14
151515
151616161617
171717
1818191919
Guía practica de moldeo por termoformado
Acabadopulido mecánicolimpieza
Pegadopreparaciónpegado por inmersiónaplicación con jeringa hipodérmicacemento autopolimerizableprecauciones para el pegado
Pintadopintado a sopleteserigrafía
Montaje e Instalaciónespesores recomendables de instalacióncurvado en fríosistemas de instalaciónfijación con tornillos o pernos
SISTEMAS DE CORTE
8manual de uso
Agujereado
Cualquier agujereadora de pie es adecuada para horadar acrílico, y permite mayor precisión y control que una agujereadora portátil.
Observaciones:
a) Las mechas pueden tener algunas de las geometrías sugeridas a continuación, y deben permanecer constantemente bien afiladas para evitar astilladuras en las planchas acrílicas.
b) El vértice de la mecha deberá emerger de la cara opuesta, después de que la base del cono de la herramienta haya penetrado en el material.
c) Para espesores de hasta 4 mm, no es necesario recurrir a la lubricación. Para espesores mayores, la lubricación se hace indispensable, ya que el trabajo mecánico eleva la temperatura de la pieza provocando los siguientes inconvenientes: el sobrecalentamiento genera tensiones internas, que aumentan el riesgo de rotura si la pieza se somete a una sobrecarga o presión. Las mismas tensiones inducen muy rápidamente a un acentuado crazing por exposición a la luz y al calor.
Generalmente, una pieza manufacturada sin lubricación presenta, por los efectos de la temperatura, paredes con alto grado de distorsión, debido al arrastre de material y a la irregularidad superficial. Una correcta lubricación reduce o elimina dichos problemas. Se recomienda el uso de aceites solubles.
Calado
El calado se puede hacer con sierras caladoras, que deberán tener un brazo suficientemente grande como para barrer amplias superficies.
Las sierras, en estos casos, consisten en “varillas” metálicas con dientes finos a las que, al imprimirle un movimiento de vaivén vertical a través de la plancha, cortan según un modelo deseado.
Fresado y Torneado
Haciendo extensiva la asimilación del acrílico a la madera, desde el punto de vista del mecanizado, podemos decir que las operaciones de fresado y torneado son similares a las de la industria maderera o metalúrgica.
Como en estas operaciones la generación de calor por el mecanizado es importante, resulta indispensable que ellas se realicen con intensa lubricación, para evitar sobrecalentamientos que debilitan a la pieza por generación de tensiones internas.
TERMOFORMADO
9manual de uso
Las planchas ACRILICOPAOLINI® son termoplásticas; de ahí que una vez calentadas uniformemente, y a una temperatura adecuada, adquieren flexibilidad y elasticidad. Bajo ese estado, es posible moldearlas por doblado o estiramiento sobre un molde. Una vez que la pieza se enfría, mantendrá la forma adquirida en la matriz. Para un correcto termoformado deben tenerse en cuenta las siguientes precauciones:
1) Las planchas tendrán una contracción de aproximadamente el 2%, si estas son calentadas libremente, y su espesor incrementara proporcionalmente un 4%.
2) La temperatura de moldeo deberá estar comprendida entre 150° y 180°C. Los tiempos necesarios para alcanzar dicha temperatura dependerán del tipo de fuente calefactora, espesor y color de la plancha.
3) Un excesivo calentamiento de la plancha a moldear se manifiesta primero por la aparición de burbujas en la superficie, y luego en la masa, cuando éste es más acentuado.
4) Si la temperatura desciende por debajo del límite inferior de moldeo, la pieza se conformará mal o se romperá.
Una vez lograda la forma sobre el molde, la pieza se dejará enfriar lenta y uniformemente y se retirará aun tibia (40-50°C). De esta forma se evitan las tensiones internas que incrementan la fragilidad del producto.
GRAFICOS
Temp. Máx de Servicio
Máxima Elongación
Rango de Temp. de Termoformado
Principio de deterioro con elevada humedad absorbida
Temperatura de Descomposición
0º C 80º C 110º C 150º C 180º C 200º C
rango deTERMOFORMADO
Man
ual
de
uso
del
acr
ílico
MEDIOS DE CALEFACCIÓN
10manual de uso
Hornos de Aire
Los hornos de aire con circulación forzada son el medio más idóneo para el calentamiento de las planchas a termoformar, ya que un buen control térmico evita el sobrecalentamiento, independientemente del tiempo y la cantidad de las mismas en el proceso.Sim embargo, debe tenerse en cuenta que la velocidad del aire no puede ser inferior a 12 m/min.
Parrillas calefactoras
Las parrillas calefactoras pueden ser eléctricas o a gas, y resuelven los problemas operativos con mayor facilidad que en el caso anterior; pues la plancha es calentada sobre el molde en su respectivo marco.Una calefacción superior e inferior minimiza el tiempo y uniforma la temperatura de la plancha en forma casi óptima.
Diagrama de calefacción de una plancha acrílica (tiempo en función del espesor).
1) Intercambiador2) Turbina3) Plancha acrílica.4) Corriente de aire5) Pinzas de sujeción6) Termostato
5
3
4
6
4
12
1) Horno de aire por convección.2) Calefacción por radiación sobre una cara.3) Calefacción por radiación sobre ambas cara.
TRANSFORMACIÓN
11manual de uso
Parrillas calefactoras
Las parrillas calefactoras pueden ser eléctricas o a gas, y resuelven los problemas operativos con mayor facilidad que en el caso anterior; pues la plancha es calentada sobre el molde en su respectivo marco.Una calefacción superior e inferior minimiza el tiempo y uniforma la temperatura de la plancha en forma casi óptima.
Diagrama de calefacción de una plancha acrílica (tiempo en función del espesor).
Doblado
El doblado es una transformación común en los materiales termoplásticos, y suele hacerse con resistencias planas, tubos de cuarzo eléctricos o alambres.Calentando correctamente el área de doblado logramos ángulos y esquinas brillantes. Los equipos son de una gran sencillez.
Termoformado por presión de aire y por vacío
Las planchas ACRILICOPAOLINI® pueden ser termoformadas con ayuda de aire a presión o vacío, aun sin molde. La forma de la pieza esta determinada por la geometría de la base de sujeción. El sistema de termoformado por presión de aire y vacio, permite hacer domos de base circular, cuadrada o rectangular. De esta forma se confeccionan cúpulas para aviones y helicópteros.
Termoformado libre
Es el método más sencillo y consiste en extender sobre el molde la plancha ACRILICOPAOLINI® a temperatura de termoformado. Para evitar que por el contacto plancha- molde la pieza presente marcas en su superficie, se suele pegar una franela sobre este.
1) plancha de acrílico2) molde frío3) resistencia eléctrica4) zona de calentamiento
12
34
Term
ofor
mad
o po
r pr
esió
n de
aire
y p
or v
acío
Termoformado a presión mecánica
1) calefactor2) cierre rápido3) platina4) plancha acrílica5) cámara de presión
En este proceso, el molde puede ser simplemente hecho por perfilería metálica, la que solo toma contacto con la plancha acrílica al definir sus aristas. La pieza final tiene muy buena calidad óptica.
TRANSFORMACIÓN
12manual de uso
Termoformado con combinación de los métodos anteriores
a) Soplado y embutido seguido de evacuación de aire.Este método se emplea especialmente cuando se desean piezas con espesores de paredes más uniformes.
b) Soplado, embutido, seguido de vacío en el sistema.
MOLDEO
13manual de uso
Los moldes a emplear en la confección de artículos acrílicos, especialmente cuando se trabajan planchas transparentes, deben hacerse con perfilería metálica bien pulida y preferentemente cromada. De esta forma, el contacto de la plancha con el molde sólo ocurre a lo largo de las aristas del modelo, de modo tal que los planos permanecen inalterados, conservando el brillo y superficie original.
Es de hacer notar que, al tomar contacto el acrílico con el molde, el primero, quedará marcado en forma irregular, independientemente de la calidad del pulido de la matriz.Un ejemplo ampliamente difundido de este sistema de moldeo, es el termoformado de bañeras, lavatorios, inodoros y bidets con ACRILICOPAOLINI® para uso sanitario. Así, se logran piezas de gran belleza y funcionalidad.Todos los artefactos tienen contornos suaves y superficies brillantes, que se obtienen fácilmente mediante el sistema por vacío. Durante el proceso, deben guardarse condiciones de extrema limpieza.Dado el tamaño y la calidad requerida por estas piezas se recurre generalmente a prensas con un mediano nivel de automatización y control. Para este moldeo se utilizan moldes tipo “Hembra”.
Moldeo por vacío
El moldeo por vacío es similar al de cualquier otro material termoplástico, y en el diseño del molde deben considerarse los radios y ángulos de la pieza, por la menor definición del acrílico.
1) calefactores2) marco de sujeción3) cámara de vacío4) portamolde5) molde6) tanque de vacío7) bomba de vacío
1
2
3
4
12
3
4
56 7
GUIA PRÁCTICA DE MOLDEO POR TERMOFORMADO
14manual de uso
ACABADO
15manual de uso
Cuando las planchas ACRILICOPAOLINI® son cortadas, independientemente del método empleado, presentan una superficie irregular. Esto no permite pegar una plancha o pieza en forma prolija, y tampoco puede ser presentado dicho corte como trabajo definitivo en cualquier pieza manufacturada.
Las operaciones a seguir, para poder restaurar la superficie, son las siguientes:
1) Se puede recurrir a un rasqueteado con un fleje metálico de bordes curvos que, aplicándolo con fuerza sobre la superficie, arrastrará virutas uniformando el plano.
2) A continuación, también manualmente, y con movimiento de vaivén, se desplazará un taco de madera revestido con lija al agua, empleando granulometrías decrecientes comenzando con 120- 400- 600.Finalizada la última aplicación, la pieza está en condiciones de ser pulida.
Contando con lijadoras planetarias o de banda, estas operaciones pueden realizarse en muy breve tiempo.Las lijadoras de banda son las más recomendadas por su velocidad de trabajo y permiten, además, trabajar en húmedo. Con ello, la operación es mas limpia y las temperaturas de trabajo no inducen tensiones.
Pulido mecánico
La superficie lijada, y sin marcas superficiales, se encuentra lista para ser pulida. Así, se restaurará el brillo del plano mecanizado y éste alcanzará el mismo aspecto que la superficie de las planchas.
Se utilizan en esta operación (pulido) exclusivamente discos de franela suaves, evitándose la mezcla con tejido sintético. El diámetro de dichos discos será de aproximadamente 30 cm Y el grosor de 7 cm.
Una amoladora de 2,0 a 2,5 HP con 2.800 v.p.m es suficiente como para operar el disco de franela anteriormente descripto.
Como agente abrasivo se emplean pastas de pulido que se aplican a la rueda de franela de movimiento. Luego se apoya la pieza a pulir, imprimiéndole un movimiento de vaivén sin demasiada presión, para evitar sobrecalentamientos que puedan deformar la pieza por fusión incipiente, amén de las tensiones que en ella generan.
Todos los materiales plásticos tienen una acentuada tendencia a cargarse estáticamente, por ello se adhiere el polvillo del ambiente sobre los mismos. Una manera de evitar este inconveniente es aplicar sobre la superficie una fina película de antiestático, y así mantenerla limpia.
PEGADO
Las planchas ACRILICOPAOLINI® pueden ser pegadas entre ellas y con otros plásticos. Sin embrago, deben cuidarse otros aspectos para obtener un trabajo satisfactorio.
En principio, el adhesivo a emplear deberá elegirse en función del material (acrílico) u otros materiales que deseen pegarse a él.
El adhesivo debe atacar ligeramente al acrílico a pegar, y a su vez ser eliminado del medio por una ligera corriente de aire, para evitar concentraciones elevadas que pueden atacar la pieza.Es importante tener en cuenta este último punto. Especialmente cuando las piezas a pegar, han sido mecanizadas sin observar las recomendaciones referidas a los sobrecalentamientos.
Los adhesivos pueden ser:1) Solventes puros, con mayor o menor velocidad de evaporación.2) Soluciones de solvente/polímero.3) Soluciones autopolimerizables.
La elección del método dependerá del tipo de trabajo y de la habilidad del operador.
Limpieza
Si la pieza una vez terminada se debiera limpiar por haberse manchado con polvos, ceras, etc., durante el proceso de transformación, se lavará con agua, detergente y una franela o esponja, siempre húmeda, hasta remover la suciedad o materiales ligeramente adheridos.
1) acrílico2) banda de esmeril3) cilindro motor3’) polea libreA) nivel de agua
PEGADO
16manual de uso
Preparación
Independientemente del adhesivo y del método empleado, las piezas a unir deben ser mecanizadas perfectamente para evitar irregularidades superficiales, pues desniveles en las mismas separan las superficies y, en las zonas circundantes aparecen oclusiones de aire que desmerecen la calidad del pegado. Este inconveniente que se pone de manifiesto claramente cuando el adhesivo es sólo un solvente, disminuye en el caso de adhesivo solvente/polímero por el aporte de sólidos a la soldadura.Cuando se emplean cementos autopolimerizables, donde el solvente es reactivo, este fenómeno puede llegar a pasar desapercibido.
Pegado por inmersión
Este es un método de buen resultado y fácil aplicación. Consiste en sumergir el borde de la pieza a pegar en un recipiente de poca profundidad, o bien sobre una almohadilla con solventes puros. Pocos minutos son suficientes para que se ablande el borde. Una vez escurrido el solvente, se aplica la pieza sobre la superficie a pegar con ligera presión durante unos segundos, y luego se abandona la pieza hasta que se evapore el solvente.
Aplicación con jeringa hipodérmica
El proceso es simple y basta aplicar el adhesivo sobre la unión de las piezas, permitiendo que éste se difunda por capilaridad.El adhesivo solvente, el adhesivo solvente/polímero o el cemento autopolimerizable, pueden ser aplicados con jeringa hipodérmica.En estos casos es conveniente limitar, con cinta autoadhesiva, el escurrimiento del adhesivo sobre la superficie.
Cemento autopolimerizable
a) Cinta autoadhesiva para contener el desborde de polímero fraguante.b) Polímero fraguante.c) Pieza acrílica mecanizada a 20º. .
Cuando se empela cemento, autopolimerizable, debe evitarse la incorporación de burbujas de aire durante la aplicación. Los tiempos que deberán dejarse abandonadas las piezas, antes de mecanizarlas, dependerán del tipo de adhesivo o cemento empleado, y de las condiciones ambientales.Los adhesivos solventes sueldan rápidamente los planos acrílicos. La resistencia mecánica de la unión es aceptable, aunque baja cuando estas uniones son expuestas a la intemperie.Los adhesivos solvente/polímero y cemento son, en orden creciente, los medios recomendados para la unión de piezas acrílicas por su resistencia mecánica y resistencia a la intemperie.Algunas de las uniones o juntas más adecuadas cuando se trata de pegar láminas acrílicas:
a
a
b
c
Incorrecto
Bueno
Excelente
PINTADO
17manual de uso
Precauciones para el pegado:
La mayoría de los solventes y cementos empleados como adhesivos son altamente inflamables, ligeramente tóxicos e irritantes de la piel y los ojos.Debido a estas circunstancias, deben tomarse un mínimo de precauciones tales como:1) Trabajar en lugares bien ventilados.2) Evitar la presencia de llamas.3) No dejar que los adhesivos entren en contacto con piel y ojos.
La calidad de los pigmentos y/o colorantes también debe ser adecuada al uso.
Ya en vía operativa, debe cuidarse extremadamente la limpieza de la superficie, pues los aceites y grasas impedirán un correcto pintado. La remoción debe hacerse sin alterar la superficie de ahí que el solvente no debe atacarlo.
A esto le seguirá un lavado con agua que luego deberá ser eliminada perfectamente, cuidando en esta operación de eliminar el polvo que puede depositarse por carga estática.
Serigrafía
La serigrafía es una técnica de impresión empleada en el método de reproducción de documentos e imágenes sobre cualquier material, y consiste en transferir una tinta a través de una gasa tensada en un marco, el paso de la tinta se bloquea en las áreas donde no habrá imagen mediante una emulsión o barniz, quedando libre la zona donde pasará la tinta.
El sistema de impresión es repetitivo, esto es, que una vez que el primer modelo se ha logrado, la impresión puede ser repetida cientos y hasta miles de veces sin perder definición.
Se sitúa la malla, unida a un marco para mantenerla tensa, sobre el soporte a imprimir y se hace pasar la tinta a través de ella, aplicándole una presión moderada con un rasero, generalmente de caucho.
La impresión se realiza a través de una tela de trama abierta, enmarcada en un marco, que se emulsiona con UN (material foto sensible). Por contacto, el original, se expone a la luz, para endurecer las partes libres de imagen. Por el lavado con agua se diluye la parte no expuesta, dejando esas partes libres en la tela.
El soporte a imprimir se coloca bajo el marco, dentro del cual se coloca la tinta, que se extiende sobre toda la tela por medio de una regla de goma. La tinta pasa a través de la malla en la parte de la imagen y se deposita en el papel o tela. El marco de madera se ajusta a una mesa, llamada pulpo por medio de bisagras o brazos, que permiten subirlo y bajarlo para colocar y retirar los pliegos impresos.
Pintado a soplete
Las planchas ACRILICOPAOLINI® no agotan sus posibilidades con el simple moldeo o armado de piezas, ya que pueden ser pintadas y con ello tener aplicación en el campo publicitario o decorativo.
El pintar una plancha ACRILICOPAOLINI® exige guardar una serie de simples normas para obtener un buen resultado. Las recomendaciones siguientes son las generales para este tipo de labores.
En primer lugar, la elección de la pintura es la clave de un trabajo correcto siendo recomendada especialmente la de base acrílica, por su compatibilidad y resistencia a la luz solar, más aún cuando se trata de aplicaciones al exterior.
Los solventes de la pintura no deberán atacar excesivamente al material, pues ese fenómeno termina por degradar el área tratada, produciendo fisuras que debilitan las propiedades mecánicas de la pieza (crazing).
a
b c
d
ea) maniguetab) pinturac) screend) marco de sustentacióne) acrílico
Serigrafía
Pintado a soplete
PEGADO MONTAJE E INSTALACIÓN
18manual de uso
Debido a un elevado coeficiente de dilatación comparado con acero, madera, hormigón o vidrio, el montaje e instalación de planchas y paneles acrílicos moldeados requiere de algunas precauciones. Es por ello que deben tenerse en consideración los posibles cambios dimensionales.
Coeficientes de dilatación térmica de diversos materiales cm x cm x ºC
Espesores recomendables de instalación
Espesores mínimos en mm para paneles planos en fachadas exteriores de acuerdo a sus dimensiones superficiales.
ACRILICOPAOLINI® 0.000070
Plomo 0.000027Aluminio 0.000020Cobre 0.000015Acero 0.000010Vidrio 0.000008Hormigón 0.000006
Medidas
(cm)
30 45 60 80 120 150 180 210
30 3,2
45 3,2 5
60 3,2 5 6
90 3,2 5 6 8
120 3,2 5 6 8 10
150 3,2 5 6 8 10 12
180 3,2 5 6 8 10 12 12
210 3,2 5 6 8 10 12 12 12
MONTAJE E INSTALACIÓN
19manual de uso
Curvado en frío
Las planchas ACRILICOPAOLINI® pueden curvarse en frío.
El radio no debe ser inferior a mínimo 180 veces el espesor de la plancha. Este valor límite puede ser alcanzado sin que se pongan de manifiesto tensiones.
Deberá cuidarse que el apoyo perimetral de la plancha sea liso y permita el deslizamiento de la misma por efecto de la dilatación
Sistemas de instalación
Sistema flotante
El burlete puede ser de caucho, silicona o cualquier material que permita el libre movimiento de la plancha ACRILICOPAOLINI® en su alojamiento, y su espesor de 1.5 mm debe soportar sin desgarrarse las contracciones y dilataciones de la plancha acrílica.
Sistema de retén cementado
Fijación con tornillos o pernos
Este tipo de instalaciones son más conflictivas, porque el anclaje es más severo que el de las descripciones anteriores. Debido a esto, el orificio pasante en la lámina deber ser de mayor diámetro que el tornillo o remache, para evitar el apoyo de éste sobre las caras internas, pues una tensión grande puede inducir la rotura a partir de dicho orificio.
A) Perfilería metálica.B) Burlete mínimo 1,5 mm de ancho.C) Plancha ACRILICOPAOLINI®D) Huelgo de expansión 3mm/m lineal de plancha acrílica.E) Embutido mínimo 10 mm.Perfilería Metálica.
A) Perfilería metálica.B) Burlete de fijación mínimo de 1,5 mm.C) Plancha ACRILICOPAOLINI® D) Huelgo de expansión mínimo 3 mm/m lineal de chapa.E) Embutido de plancha ACRILICOPAOLINI®
Aquí, en la mecanización del agujero, son válidos todos los razonamientos dichos en el caso de agujereado de acrílico.
A) Perfilería metálica.B) Burlete de fijación (mínimo de 1,5 mm)C) Plancha ACRILICOPAOLINI®D) Huelgo de expansión (mínimo 3 mm/m lineal de plancha)E) Embutido de plancha.F) Arandela de goma.
Ante cualquier requerimiento especial, consulte con el Departamento Técnico de Paolini S.A.I.C
EC 01Vigencia: 30/07/2008
7 RECICLABLE Ninguna parte de este manual puede ser reproducida sin la expresa autorización de PAOLINI S.A.I.C
Propiedades ópticas Índice de refracción Transmitancia Nubosidad (Haze)
% %
D-542 D-791 D-1003
1,49 92 1
1,49 92 1
1,50 92 1
1,49 90 4
Propiedades químicas Resistencia a la intemperie Resistencia a los ácidos débiles Resistencia a los ácidos fuertes Resistencia a los alcais débiles Resistencia a los alcais fuertes Ácidos Oxidantes
Excelente No es atacado No es atacado No es atacado
Es atacado Es atacado
Excelente No es atacado No es atacado No es atacado
Es atacado Es atacado
Amarillea No es atacado No es atacado No es atacado
Es atacado Es atacado
Excelente No es atacado No es atacado No es atacado
Es atacado Es atacado
Propiedades mecánicas
Unidades Normas
Astm ACRILICOPAOLINI®
Colado
Acrílico Extruído
Ignífugo
Extruído Alto Impacto
Tracción Resistencia en el límite elástico Resistencia a la rotura Elongación a la rotura Modulo de la elasticidad
Kg/cm2 Kg/cm2
% Kg/cm2
D-638 D-638 D-638 D-638
-
562-773 4,5
24.600-31.000
-
492-773 5,0
23.000-31.000
-
562-878 5,0
26.600-33.700
-
386 - -
Flexión Resistencia en el límite elástico o rotura Módulo de elasticidad
Kg/cm2 Kg/cm2
D-790 D-790
840-1.190
27.500-33.400
740-1.300
22.800-32.300
840-1.250
24.600-31.600
562
17.500
Compresión Resistencia a la compresión (ruptura) Módulo de compresión
Kg/cm2 Kg/cm2
D-695 D-695
773-1.330
27.500-33.300
740-1260
26.000-32.300
773-840 31.000
- -
Impacto Resistencia al impacto IZOD
Kg/cm/cm
D-256 A
1,9
2,4
1,9
6,52
Dureza Rockwell Barcol
D-795 D-2583
M-80- M-100
50
M-68- M105
50
M-61- M-100
45
R-99 35
Propiedades Térmicas Coeficiente de dilatación lineal Temperatura de deflexión bajo carga Conductibilidad térmica Calor especifico
cm/cm°C 18´6 kg/cm
10 -4cal cm/sec cm2 °C Cal/g/°C
D-696 D-648 C-177
6,0 x 10-5 86°C
4,0-6,0 0,35
1,3 x 10-5 74-99°C 4,0- 6,0
0,35
1,3 x 10-5 68-96°C 4,0-6,0 0,35
82°C
- 0.35
Propiedades físicas Peso especifico Absorción de agua
g/cm3
% D-792 D-570
1,19-1,20 0,2-0,4
1,19-1,20 0,1-0,4
1,23 0,63
1,15 0,4
Propiedades eléctricas Resistencia eléctrica Rigidez dieléctrica
Ohm/cm Kv/mm
D-257 D-149
>106
19 >106
17 >106 16
- -
DEFECTO PROBABLE CAUSA POSIBLES CORRECCIONES Burbujas en la chapa.
Plancha demasiado caliente.
Reducir tiempo de calentamiento. Reducir la potencia de los calefactores. Alejar los calefactores. Emplear un tejido metálico como pantalla (sombra)
Formato incompleto. Definición pobre.
Plancha demasiado fría. Vacío insuficiente. Baja presión de aire.
Incrementar la temperatura de la plancha. Verificar posibles pérdidas del sistema. Aumentar la reserva de vacío. Aumentar el diámetro de los orificios de vacío en el molde. Aumentar la presión del aire.
Fondos y esquinas finas de bajo espesor.
Técnica de moldeo pobre. Plancha demasiado fría. Moldeo demasiado rápido. Molde no adecuado.
Cambiar el ciclo de moldeo, ya sea por soplado o compresión. Rediseñar el molde. Usar pantalla metálica para controlar perfil de temperatura. Reducir la velocidad de moldeo.
Variación extrema de espesores. Pieza combinada.
Plancha mal calentada. Molde demasiado frío. Plancha que se desliza sobre el molde. Plancha muy caliente.
Controlar perfil de temperatura. Controlar los calefactores. Ajustar el marco con mayor presión. Reducir tiempo o temperatura.
Pozos, hoyos, granos y marcas Plancha que se pega al molde.
Orificios de vacío demasiado grandes. Excesiva suciedad en el molde o plancha. Molde rugoso.
Reducir el diámetro de los orificios. Disminuir la depresión. Limpiar molde y/o plancha. Pulir molde.
Plancha que se pega al molde
Molde demasiado rugoso. Dibujos demasiado profundos.
Rediseño del molde.
Pieza con distorsión. Remoción de la pieza demasiado caliente. Mala calefacción. Enfriamiento no uniforme.
Aumentar el tiempo de enfriamiento, colocando la pieza desmoldada en molde frío. Controlar perfil de temperaturas. Corregir el molde.
Roturas de piezas ya formadas.
Mal diseño del molde. Calentamiento insuficiente. Molde muy frío.
Incrementar los radios. Controlar temperaturas y/o tiempode calefacción.

3
ACRILICOPAOLINI® es la marca que identifica al “POLIMETRACRILATO DE METILO” en forma de planchas por el método de colada en celda, producido y comercializado por PAOLINI S. A. I. C.
Propiedades
La elección de ACRILICOPAOLINI® como material apto para las más diversas aplicaciones, deviene de la suma de propiedades que hacen de él un material de gran versatilidad.
Las características más destacables de este material termoplástico son:
- Resistencia espontánea a la luz solar (luz U.V.) y agentes atmosféricos.- Buenas propiedades mecánicas y eléctricas.- Bajo peso específico. - Buena dureza y relativa resistencia al rayado.- El material cristal incoloro, transmite el 92% de la luz incidente.- Buena superficie y alto brillo.- Resistente a la mayoría de las más comunes sustancias químicas.- Resistencia a la intemperie y a los rayos U.V.- Aislante térmico y acústico.- Fácil de maquinar.- Gran capacidad de termoformado.- Apto para repulido de la superficie.- Reciclable.- Fácil limpieza.- Amplia gama de colores.- Buena resistencia a la flexión.
Este conjunto de propiedades permite su aplicación con éxito en la industria de la construcción, cartelería y señalización al exterior, artículos para el hogar, publicidad, regalos, iluminación, blindajes, bañeras, incubadoras, dispositivos para laboratorios y equipamiento hospitalario.
El ACRILICOPAOLINI® se ofrece en diversos grados, con características especiales para el uso especifico tales como material para uso sanitario, uso aeronáutico, naval, automotriz, ignífugo o con absorción especifica de radiación U.V., protección para museos, camas solares.
Las planchas de ACRILICOPAOLINI® se entregan con una protección de polietileno autoadhesivo en ambas caras, para evitar que durante el transporte, almacenaje y transformación, se dañe su brillante superficie.El film protector es fácilmente removible, quedando la superficie de la plancha absolutamente limpia, una vez que éste es retirado.Se debe evitar la exposición de las planchas ACRILICOPAOLINI® a la luz solar directa durante períodos prolongados, mientras estén protegidas por el film, ya que la luz solar degrada el polietileno y la película adhesiva puede ser transferida al acrílico dificultando la remoción de esta.
Almacenaje
Durante el almacenaje deben observarse ciertas condiciones básicas: los depósitos deben ser frescos, evitándose en ellos hornos, líneas de vapor, recipientes calientes y/o radiadores. Pues dichas fuentes de calor pueden deformar las láminas. Además deben ser ventilados, especialmente en las áreas circundantes hay acumulación de solventes. Siendo el ACRILICOPAOLINI® un material combustible, deberán considerarse las medidas de seguridad propias de un material de estas características, evitándose el contacto con las llamas. En su combustión no hay emisión de humos.
Estibaje
Las planchas de ACRILICOPAOLINI® deben ser estibadas lo mas verticalmente posible, debiendo tomar contacto unas con otras en la totalidad de su superficie, con el fin de conservarlas planas.
Seguridad
No es conveniente almacenar las planchas horizontalmente; ya que, por su peso, estas pueden sufrir deformaciones especialmente si las superficies no toman contacto entre ellas en toda su extensión.
Las planchas de ACRILICOPAOLINI® se pueden cortar con herramientas de corte manuales o eléctricas similares a las que se empelan en la industria de la madera, dependiendo del tipo de trabajo la elección del instrumento de corte.
Corte con lezna o buril
Tratándose de planchas finas, estas pueden cortarse de igual manera que un vidrio. Con una lezna o buril se hace una incisión profunda en la plancha. Apoyándola firmemente sobre un borde recto, y con fuerte presión se quiebra a lo largo de la marca realizada.
Los cortes rectos en una plancha de cualquier espesor, se deben realizar con sierras circulares. Los tipos de sierras son similares a los empleados en la industria maderera, pueden ser de acero rápido, acero al carbono o sierras de widia. Las sierras de acero rápido y al carbono, se emplean en espesores finos de hasta 5mm, y las de widia en espesores mayores. Las sierras de acero al carbono, si bien deben afilarse más seguido que las de acero rápido, tienen la ventaja de poder trabar sus dientes para facilitar la descarga del material. Esto da como resultado un corte más limpio y evita, además, el sobrecalentamiento del material. Las sierras de widia son apropiadas para trabajos pesados, tales como el corte de espesores. Su afinación no es frecuente, su facetado y ángulo de corte resuelven el problema de la descarga de material. El desperdicio de material por corte es mayor que con los otros tipos de sierra. El diámetro mas comúnmente empelado en sierras de acero al carbono es de 25 cm, con 220 dientes. La velocidad lineal de corte oscilara en aproximadamente 10/35 mt/min para una velocidad de rotación de 3000 a 6000 rpm. El avance del material durante el proceso de corte deberá ser continuo y adecuado para la velocidad de rotación de la sierra. Las sierras de widia, de acuerdo al tipo de máquina, variarán su diámetro entre 20 cm y 35 cm, con 60 y 84 dientes respectivamente.Perfiles y ángulos de corte de sierras de widia y acero al carbono:
Observaciones:Es de gran importancia el correcto afilado de las sierras para obtener cortes limpios y sin astilladuras, y para evitar que se eleve la temperatura y se dañe el material. También es importante lubricar las sierras para que no se sobrecalienten; de esta manera se evita que el material se ablande y se pegue a las mismas.
Corte con sierras Sierras sin fin y router (tupi):
Se utiliza la sierra sin fin cuando hay necesidad de hacer cortes curvos en planchas o piezas finas. Sin embrago, los elementos mas adecuados son los routers portátiles o fijos, eléctricos o neumáticos.
Los routers no sólo se emplean como elementos de corte, sino también como herramientas para terminación de bordes; lográndose así perfiles acordes con la geometría del router.
Características del router CNC:- tiene la capacidad de grabar y efectuar cortes 3D.- favorece el tratamiento de piezas de muy reducido tamaño (milímetros) o grandes dimensiones, gracias a una amplia superficie de corte (3 m × 2 m)- realiza fresados y desbastes.- posibilita la realización de trabajos en una sola pieza, sin empalmes.- consigue un acabado excelente, sin rebabas ni afección térmica, aunque es necesario un pulido posterior.- alcanza una altísima precisión en el corte (±0,025 mm según el espesor)- ofrece gran versatilidad, sin perder precisión, lo que permite la realización de los más complicados diseños
Corte y grabado laser.
El proceso de corte en láser es de gran utilidad en la actualidad ya que sus costos no son altos y la terminacion es perfecta, realiza cortes planos (2D) asi también los grabados.
El grabado en láser se produce al hacer incidir el haz de luz del láser sobre cualquier material volatilizando ó produciendo un cambio de color.
El proceso consiste en grabar materiales duros o blandos con el objetivo de dejar una marca, ya sea profunda o superficial, para personalizar o adornar. Se pueden hacer bajo relieve o alto relieve y sus principales aplicaciones son: personalización de objetos, manualidades, señalización, publicidad.
El acrílico es uno de los materiales más utilizados para corte y grabado láser, principalmente por la alta calidad de corte y por no requerir acabados.
Sierras manuales:
Para obtener resultados similares a los anteriores con una sierra manual, se requiere un entrenamiento especial de los operadores.Este elemento solo es recomendable para hobbystas o artesanos.
SISTEMAS DE CORTE
7manual de uso
SISTEMAS DE CORTE
6manual de uso
PRESENTACIÓN
5manual de uso
TABLA DE PROPIEDADES
4manual de uso
INTRODUCCIÓN
3manual de uso
INDICE
2manual de uso
Introducciónpropiedades
Tabla de propiedades
Presentaciónalmacenajeestibajeseguridad
Sistemas de cortecorte con lezna o burilcorte con sierrassierras sin fin y routerrouter CNCcorte y grabado lásersierras manualesagujereadocaladofresado y torneado
Termoformado
Medios de calefacciónhornos de aireparrillas calefactoras
Transformacióndobladotermoformado libretermoformado por presión de aire y vacíotermoformado con combinación de los métodos anteriores
Moldeomoldeo por vacío
33
4
5555
6667777888
9
101010
11111111
12
1313
14
151515
151616161617
171717
1818191919
Guía practica de moldeo por termoformado
Acabadopulido mecánicolimpieza
Pegadopreparaciónpegado por inmersiónaplicación con jeringa hipodérmicacemento autopolimerizableprecauciones para el pegado
Pintadopintado a sopleteserigrafía
Montaje e Instalaciónespesores recomendables de instalacióncurvado en fríosistemas de instalaciónfijación con tornillos o pernos
SISTEMAS DE CORTE
8manual de uso
Agujereado
Cualquier agujereadora de pie es adecuada para horadar acrílico, y permite mayor precisión y control que una agujereadora portátil.
Observaciones:
a) Las mechas pueden tener algunas de las geometrías sugeridas a continuación, y deben permanecer constantemente bien afiladas para evitar astilladuras en las planchas acrílicas.
b) El vértice de la mecha deberá emerger de la cara opuesta, después de que la base del cono de la herramienta haya penetrado en el material.
c) Para espesores de hasta 4 mm, no es necesario recurrir a la lubricación. Para espesores mayores, la lubricación se hace indispensable, ya que el trabajo mecánico eleva la temperatura de la pieza provocando los siguientes inconvenientes: el sobrecalentamiento genera tensiones internas, que aumentan el riesgo de rotura si la pieza se somete a una sobrecarga o presión. Las mismas tensiones inducen muy rápidamente a un acentuado crazing por exposición a la luz y al calor.
Generalmente, una pieza manufacturada sin lubricación presenta, por los efectos de la temperatura, paredes con alto grado de distorsión, debido al arrastre de material y a la irregularidad superficial. Una correcta lubricación reduce o elimina dichos problemas. Se recomienda el uso de aceites solubles.
Calado
El calado se puede hacer con sierras caladoras, que deberán tener un brazo suficientemente grande como para barrer amplias superficies.
Las sierras, en estos casos, consisten en “varillas” metálicas con dientes finos a las que, al imprimirle un movimiento de vaivén vertical a través de la plancha, cortan según un modelo deseado.
Fresado y Torneado
Haciendo extensiva la asimilación del acrílico a la madera, desde el punto de vista del mecanizado, podemos decir que las operaciones de fresado y torneado son similares a las de la industria maderera o metalúrgica.
Como en estas operaciones la generación de calor por el mecanizado es importante, resulta indispensable que ellas se realicen con intensa lubricación, para evitar sobrecalentamientos que debilitan a la pieza por generación de tensiones internas.
TERMOFORMADO
9manual de uso
Las planchas ACRILICOPAOLINI® son termoplásticas; de ahí que una vez calentadas uniformemente, y a una temperatura adecuada, adquieren flexibilidad y elasticidad. Bajo ese estado, es posible moldearlas por doblado o estiramiento sobre un molde. Una vez que la pieza se enfría, mantendrá la forma adquirida en la matriz. Para un correcto termoformado deben tenerse en cuenta las siguientes precauciones:
1) Las planchas tendrán una contracción de aproximadamente el 2%, si estas son calentadas libremente, y su espesor incrementara proporcionalmente un 4%.
2) La temperatura de moldeo deberá estar comprendida entre 150° y 180°C. Los tiempos necesarios para alcanzar dicha temperatura dependerán del tipo de fuente calefactora, espesor y color de la plancha.
3) Un excesivo calentamiento de la plancha a moldear se manifiesta primero por la aparición de burbujas en la superficie, y luego en la masa, cuando éste es más acentuado.
4) Si la temperatura desciende por debajo del límite inferior de moldeo, la pieza se conformará mal o se romperá.
Una vez lograda la forma sobre el molde, la pieza se dejará enfriar lenta y uniformemente y se retirará aun tibia (40-50°C). De esta forma se evitan las tensiones internas que incrementan la fragilidad del producto.
GRAFICOS
Temp. Máx de Servicio
Máxima Elongación
Rango de Temp. de Termoformado
Principio de deterioro con elevada humedad absorbida
Temperatura de Descomposición
0º C 80º C 110º C 150º C 180º C 200º C
rango deTERMOFORMADO
Man
ual
de
uso
del
acr
ílico
MEDIOS DE CALEFACCIÓN
10manual de uso
Hornos de Aire
Los hornos de aire con circulación forzada son el medio más idóneo para el calentamiento de las planchas a termoformar, ya que un buen control térmico evita el sobrecalentamiento, independientemente del tiempo y la cantidad de las mismas en el proceso.Sim embargo, debe tenerse en cuenta que la velocidad del aire no puede ser inferior a 12 m/min.
Parrillas calefactoras
Las parrillas calefactoras pueden ser eléctricas o a gas, y resuelven los problemas operativos con mayor facilidad que en el caso anterior; pues la plancha es calentada sobre el molde en su respectivo marco.Una calefacción superior e inferior minimiza el tiempo y uniforma la temperatura de la plancha en forma casi óptima.
Diagrama de calefacción de una plancha acrílica (tiempo en función del espesor).
1) Intercambiador2) Turbina3) Plancha acrílica.4) Corriente de aire5) Pinzas de sujeción6) Termostato
5
3
4
6
4
12
1) Horno de aire por convección.2) Calefacción por radiación sobre una cara.3) Calefacción por radiación sobre ambas cara.
TRANSFORMACIÓN
11manual de uso
Parrillas calefactoras
Las parrillas calefactoras pueden ser eléctricas o a gas, y resuelven los problemas operativos con mayor facilidad que en el caso anterior; pues la plancha es calentada sobre el molde en su respectivo marco.Una calefacción superior e inferior minimiza el tiempo y uniforma la temperatura de la plancha en forma casi óptima.
Diagrama de calefacción de una plancha acrílica (tiempo en función del espesor).
Doblado
El doblado es una transformación común en los materiales termoplásticos, y suele hacerse con resistencias planas, tubos de cuarzo eléctricos o alambres.Calentando correctamente el área de doblado logramos ángulos y esquinas brillantes. Los equipos son de una gran sencillez.
Termoformado por presión de aire y por vacío
Las planchas ACRILICOPAOLINI® pueden ser termoformadas con ayuda de aire a presión o vacío, aun sin molde. La forma de la pieza esta determinada por la geometría de la base de sujeción. El sistema de termoformado por presión de aire y vacio, permite hacer domos de base circular, cuadrada o rectangular. De esta forma se confeccionan cúpulas para aviones y helicópteros.
Termoformado libre
Es el método más sencillo y consiste en extender sobre el molde la plancha ACRILICOPAOLINI® a temperatura de termoformado. Para evitar que por el contacto plancha- molde la pieza presente marcas en su superficie, se suele pegar una franela sobre este.
1) plancha de acrílico2) molde frío3) resistencia eléctrica4) zona de calentamiento
12
34
Term
ofor
mad
o po
r pr
esió
n de
aire
y p
or v
acío
Termoformado a presión mecánica
1) calefactor2) cierre rápido3) platina4) plancha acrílica5) cámara de presión
En este proceso, el molde puede ser simplemente hecho por perfilería metálica, la que solo toma contacto con la plancha acrílica al definir sus aristas. La pieza final tiene muy buena calidad óptica.
TRANSFORMACIÓN
12manual de uso
Termoformado con combinación de los métodos anteriores
a) Soplado y embutido seguido de evacuación de aire.Este método se emplea especialmente cuando se desean piezas con espesores de paredes más uniformes.
b) Soplado, embutido, seguido de vacío en el sistema.
MOLDEO
13manual de uso
Los moldes a emplear en la confección de artículos acrílicos, especialmente cuando se trabajan planchas transparentes, deben hacerse con perfilería metálica bien pulida y preferentemente cromada. De esta forma, el contacto de la plancha con el molde sólo ocurre a lo largo de las aristas del modelo, de modo tal que los planos permanecen inalterados, conservando el brillo y superficie original.
Es de hacer notar que, al tomar contacto el acrílico con el molde, el primero, quedará marcado en forma irregular, independientemente de la calidad del pulido de la matriz.Un ejemplo ampliamente difundido de este sistema de moldeo, es el termoformado de bañeras, lavatorios, inodoros y bidets con ACRILICOPAOLINI® para uso sanitario. Así, se logran piezas de gran belleza y funcionalidad.Todos los artefactos tienen contornos suaves y superficies brillantes, que se obtienen fácilmente mediante el sistema por vacío. Durante el proceso, deben guardarse condiciones de extrema limpieza.Dado el tamaño y la calidad requerida por estas piezas se recurre generalmente a prensas con un mediano nivel de automatización y control. Para este moldeo se utilizan moldes tipo “Hembra”.
Moldeo por vacío
El moldeo por vacío es similar al de cualquier otro material termoplástico, y en el diseño del molde deben considerarse los radios y ángulos de la pieza, por la menor definición del acrílico.
1) calefactores2) marco de sujeción3) cámara de vacío4) portamolde5) molde6) tanque de vacío7) bomba de vacío
1
2
3
4
12
3
4
56 7
GUIA PRÁCTICA DE MOLDEO POR TERMOFORMADO
14manual de uso
ACABADO
15manual de uso
Cuando las planchas ACRILICOPAOLINI® son cortadas, independientemente del método empleado, presentan una superficie irregular. Esto no permite pegar una plancha o pieza en forma prolija, y tampoco puede ser presentado dicho corte como trabajo definitivo en cualquier pieza manufacturada.
Las operaciones a seguir, para poder restaurar la superficie, son las siguientes:
1) Se puede recurrir a un rasqueteado con un fleje metálico de bordes curvos que, aplicándolo con fuerza sobre la superficie, arrastrará virutas uniformando el plano.
2) A continuación, también manualmente, y con movimiento de vaivén, se desplazará un taco de madera revestido con lija al agua, empleando granulometrías decrecientes comenzando con 120- 400- 600.Finalizada la última aplicación, la pieza está en condiciones de ser pulida.
Contando con lijadoras planetarias o de banda, estas operaciones pueden realizarse en muy breve tiempo.Las lijadoras de banda son las más recomendadas por su velocidad de trabajo y permiten, además, trabajar en húmedo. Con ello, la operación es mas limpia y las temperaturas de trabajo no inducen tensiones.
Pulido mecánico
La superficie lijada, y sin marcas superficiales, se encuentra lista para ser pulida. Así, se restaurará el brillo del plano mecanizado y éste alcanzará el mismo aspecto que la superficie de las planchas.
Se utilizan en esta operación (pulido) exclusivamente discos de franela suaves, evitándose la mezcla con tejido sintético. El diámetro de dichos discos será de aproximadamente 30 cm Y el grosor de 7 cm.
Una amoladora de 2,0 a 2,5 HP con 2.800 v.p.m es suficiente como para operar el disco de franela anteriormente descripto.
Como agente abrasivo se emplean pastas de pulido que se aplican a la rueda de franela de movimiento. Luego se apoya la pieza a pulir, imprimiéndole un movimiento de vaivén sin demasiada presión, para evitar sobrecalentamientos que puedan deformar la pieza por fusión incipiente, amén de las tensiones que en ella generan.
Todos los materiales plásticos tienen una acentuada tendencia a cargarse estáticamente, por ello se adhiere el polvillo del ambiente sobre los mismos. Una manera de evitar este inconveniente es aplicar sobre la superficie una fina película de antiestático, y así mantenerla limpia.
PEGADO
Las planchas ACRILICOPAOLINI® pueden ser pegadas entre ellas y con otros plásticos. Sin embrago, deben cuidarse otros aspectos para obtener un trabajo satisfactorio.
En principio, el adhesivo a emplear deberá elegirse en función del material (acrílico) u otros materiales que deseen pegarse a él.
El adhesivo debe atacar ligeramente al acrílico a pegar, y a su vez ser eliminado del medio por una ligera corriente de aire, para evitar concentraciones elevadas que pueden atacar la pieza.Es importante tener en cuenta este último punto. Especialmente cuando las piezas a pegar, han sido mecanizadas sin observar las recomendaciones referidas a los sobrecalentamientos.
Los adhesivos pueden ser:1) Solventes puros, con mayor o menor velocidad de evaporación.2) Soluciones de solvente/polímero.3) Soluciones autopolimerizables.
La elección del método dependerá del tipo de trabajo y de la habilidad del operador.
Limpieza
Si la pieza una vez terminada se debiera limpiar por haberse manchado con polvos, ceras, etc., durante el proceso de transformación, se lavará con agua, detergente y una franela o esponja, siempre húmeda, hasta remover la suciedad o materiales ligeramente adheridos.
1) acrílico2) banda de esmeril3) cilindro motor3’) polea libreA) nivel de agua
PEGADO
16manual de uso
Preparación
Independientemente del adhesivo y del método empleado, las piezas a unir deben ser mecanizadas perfectamente para evitar irregularidades superficiales, pues desniveles en las mismas separan las superficies y, en las zonas circundantes aparecen oclusiones de aire que desmerecen la calidad del pegado. Este inconveniente que se pone de manifiesto claramente cuando el adhesivo es sólo un solvente, disminuye en el caso de adhesivo solvente/polímero por el aporte de sólidos a la soldadura.Cuando se emplean cementos autopolimerizables, donde el solvente es reactivo, este fenómeno puede llegar a pasar desapercibido.
Pegado por inmersión
Este es un método de buen resultado y fácil aplicación. Consiste en sumergir el borde de la pieza a pegar en un recipiente de poca profundidad, o bien sobre una almohadilla con solventes puros. Pocos minutos son suficientes para que se ablande el borde. Una vez escurrido el solvente, se aplica la pieza sobre la superficie a pegar con ligera presión durante unos segundos, y luego se abandona la pieza hasta que se evapore el solvente.
Aplicación con jeringa hipodérmica
El proceso es simple y basta aplicar el adhesivo sobre la unión de las piezas, permitiendo que éste se difunda por capilaridad.El adhesivo solvente, el adhesivo solvente/polímero o el cemento autopolimerizable, pueden ser aplicados con jeringa hipodérmica.En estos casos es conveniente limitar, con cinta autoadhesiva, el escurrimiento del adhesivo sobre la superficie.
Cemento autopolimerizable
a) Cinta autoadhesiva para contener el desborde de polímero fraguante.b) Polímero fraguante.c) Pieza acrílica mecanizada a 20º. .
Cuando se empela cemento, autopolimerizable, debe evitarse la incorporación de burbujas de aire durante la aplicación. Los tiempos que deberán dejarse abandonadas las piezas, antes de mecanizarlas, dependerán del tipo de adhesivo o cemento empleado, y de las condiciones ambientales.Los adhesivos solventes sueldan rápidamente los planos acrílicos. La resistencia mecánica de la unión es aceptable, aunque baja cuando estas uniones son expuestas a la intemperie.Los adhesivos solvente/polímero y cemento son, en orden creciente, los medios recomendados para la unión de piezas acrílicas por su resistencia mecánica y resistencia a la intemperie.Algunas de las uniones o juntas más adecuadas cuando se trata de pegar láminas acrílicas:
a
a
b
c
Incorrecto
Bueno
Excelente
PINTADO
17manual de uso
Precauciones para el pegado:
La mayoría de los solventes y cementos empleados como adhesivos son altamente inflamables, ligeramente tóxicos e irritantes de la piel y los ojos.Debido a estas circunstancias, deben tomarse un mínimo de precauciones tales como:1) Trabajar en lugares bien ventilados.2) Evitar la presencia de llamas.3) No dejar que los adhesivos entren en contacto con piel y ojos.
La calidad de los pigmentos y/o colorantes también debe ser adecuada al uso.
Ya en vía operativa, debe cuidarse extremadamente la limpieza de la superficie, pues los aceites y grasas impedirán un correcto pintado. La remoción debe hacerse sin alterar la superficie de ahí que el solvente no debe atacarlo.
A esto le seguirá un lavado con agua que luego deberá ser eliminada perfectamente, cuidando en esta operación de eliminar el polvo que puede depositarse por carga estática.
Serigrafía
La serigrafía es una técnica de impresión empleada en el método de reproducción de documentos e imágenes sobre cualquier material, y consiste en transferir una tinta a través de una gasa tensada en un marco, el paso de la tinta se bloquea en las áreas donde no habrá imagen mediante una emulsión o barniz, quedando libre la zona donde pasará la tinta.
El sistema de impresión es repetitivo, esto es, que una vez que el primer modelo se ha logrado, la impresión puede ser repetida cientos y hasta miles de veces sin perder definición.
Se sitúa la malla, unida a un marco para mantenerla tensa, sobre el soporte a imprimir y se hace pasar la tinta a través de ella, aplicándole una presión moderada con un rasero, generalmente de caucho.
La impresión se realiza a través de una tela de trama abierta, enmarcada en un marco, que se emulsiona con UN (material foto sensible). Por contacto, el original, se expone a la luz, para endurecer las partes libres de imagen. Por el lavado con agua se diluye la parte no expuesta, dejando esas partes libres en la tela.
El soporte a imprimir se coloca bajo el marco, dentro del cual se coloca la tinta, que se extiende sobre toda la tela por medio de una regla de goma. La tinta pasa a través de la malla en la parte de la imagen y se deposita en el papel o tela. El marco de madera se ajusta a una mesa, llamada pulpo por medio de bisagras o brazos, que permiten subirlo y bajarlo para colocar y retirar los pliegos impresos.
Pintado a soplete
Las planchas ACRILICOPAOLINI® no agotan sus posibilidades con el simple moldeo o armado de piezas, ya que pueden ser pintadas y con ello tener aplicación en el campo publicitario o decorativo.
El pintar una plancha ACRILICOPAOLINI® exige guardar una serie de simples normas para obtener un buen resultado. Las recomendaciones siguientes son las generales para este tipo de labores.
En primer lugar, la elección de la pintura es la clave de un trabajo correcto siendo recomendada especialmente la de base acrílica, por su compatibilidad y resistencia a la luz solar, más aún cuando se trata de aplicaciones al exterior.
Los solventes de la pintura no deberán atacar excesivamente al material, pues ese fenómeno termina por degradar el área tratada, produciendo fisuras que debilitan las propiedades mecánicas de la pieza (crazing).
a
b c
d
ea) maniguetab) pinturac) screend) marco de sustentacióne) acrílico
Serigrafía
Pintado a soplete
PEGADO MONTAJE E INSTALACIÓN
18manual de uso
Debido a un elevado coeficiente de dilatación comparado con acero, madera, hormigón o vidrio, el montaje e instalación de planchas y paneles acrílicos moldeados requiere de algunas precauciones. Es por ello que deben tenerse en consideración los posibles cambios dimensionales.
Coeficientes de dilatación térmica de diversos materiales cm x cm x ºC
Espesores recomendables de instalación
Espesores mínimos en mm para paneles planos en fachadas exteriores de acuerdo a sus dimensiones superficiales.
ACRILICOPAOLINI® 0.000070
Plomo 0.000027Aluminio 0.000020Cobre 0.000015Acero 0.000010Vidrio 0.000008Hormigón 0.000006
Medidas
(cm)
30 45 60 80 120 150 180 210
30 3,2
45 3,2 5
60 3,2 5 6
90 3,2 5 6 8
120 3,2 5 6 8 10
150 3,2 5 6 8 10 12
180 3,2 5 6 8 10 12 12
210 3,2 5 6 8 10 12 12 12
MONTAJE E INSTALACIÓN
19manual de uso
Curvado en frío
Las planchas ACRILICOPAOLINI® pueden curvarse en frío.
El radio no debe ser inferior a mínimo 180 veces el espesor de la plancha. Este valor límite puede ser alcanzado sin que se pongan de manifiesto tensiones.
Deberá cuidarse que el apoyo perimetral de la plancha sea liso y permita el deslizamiento de la misma por efecto de la dilatación
Sistemas de instalación
Sistema flotante
El burlete puede ser de caucho, silicona o cualquier material que permita el libre movimiento de la plancha ACRILICOPAOLINI® en su alojamiento, y su espesor de 1.5 mm debe soportar sin desgarrarse las contracciones y dilataciones de la plancha acrílica.
Sistema de retén cementado
Fijación con tornillos o pernos
Este tipo de instalaciones son más conflictivas, porque el anclaje es más severo que el de las descripciones anteriores. Debido a esto, el orificio pasante en la lámina deber ser de mayor diámetro que el tornillo o remache, para evitar el apoyo de éste sobre las caras internas, pues una tensión grande puede inducir la rotura a partir de dicho orificio.
A) Perfilería metálica.B) Burlete mínimo 1,5 mm de ancho.C) Plancha ACRILICOPAOLINI®D) Huelgo de expansión 3mm/m lineal de plancha acrílica.E) Embutido mínimo 10 mm.Perfilería Metálica.
A) Perfilería metálica.B) Burlete de fijación mínimo de 1,5 mm.C) Plancha ACRILICOPAOLINI® D) Huelgo de expansión mínimo 3 mm/m lineal de chapa.E) Embutido de plancha ACRILICOPAOLINI®
Aquí, en la mecanización del agujero, son válidos todos los razonamientos dichos en el caso de agujereado de acrílico.
A) Perfilería metálica.B) Burlete de fijación (mínimo de 1,5 mm)C) Plancha ACRILICOPAOLINI®D) Huelgo de expansión (mínimo 3 mm/m lineal de plancha)E) Embutido de plancha.F) Arandela de goma.
Ante cualquier requerimiento especial, consulte con el Departamento Técnico de Paolini S.A.I.C
EC 01Vigencia: 30/07/2008
7 RECICLABLE Ninguna parte de este manual puede ser reproducida sin la expresa autorización de PAOLINI S.A.I.C
Propiedades ópticas Índice de refracción Transmitancia Nubosidad (Haze)
% %
D-542 D-791 D-1003
1,49 92 1
1,49 92 1
1,50 92 1
1,49 90 4
Propiedades químicas Resistencia a la intemperie Resistencia a los ácidos débiles Resistencia a los ácidos fuertes Resistencia a los alcais débiles Resistencia a los alcais fuertes Ácidos Oxidantes
Excelente No es atacado No es atacado No es atacado
Es atacado Es atacado
Excelente No es atacado No es atacado No es atacado
Es atacado Es atacado
Amarillea No es atacado No es atacado No es atacado
Es atacado Es atacado
Excelente No es atacado No es atacado No es atacado
Es atacado Es atacado
Propiedades mecánicas
Unidades Normas
Astm ACRILICOPAOLINI®
Colado
Acrílico Extruído
Ignífugo
Extruído Alto Impacto
Tracción Resistencia en el límite elástico Resistencia a la rotura Elongación a la rotura Modulo de la elasticidad
Kg/cm2 Kg/cm2
% Kg/cm2
D-638 D-638 D-638 D-638
-
562-773 4,5
24.600-31.000
-
492-773 5,0
23.000-31.000
-
562-878 5,0
26.600-33.700
-
386 - -
Flexión Resistencia en el límite elástico o rotura Módulo de elasticidad
Kg/cm2 Kg/cm2
D-790 D-790
840-1.190
27.500-33.400
740-1.300
22.800-32.300
840-1.250
24.600-31.600
562
17.500
Compresión Resistencia a la compresión (ruptura) Módulo de compresión
Kg/cm2 Kg/cm2
D-695 D-695
773-1.330
27.500-33.300
740-1260
26.000-32.300
773-840 31.000
- -
Impacto Resistencia al impacto IZOD
Kg/cm/cm
D-256 A
1,9
2,4
1,9
6,52
Dureza Rockwell Barcol
D-795 D-2583
M-80- M-100
50
M-68- M105
50
M-61- M-100
45
R-99 35
Propiedades Térmicas Coeficiente de dilatación lineal Temperatura de deflexión bajo carga Conductibilidad térmica Calor especifico
cm/cm°C 18´6 kg/cm
10 -4cal cm/sec cm2 °C Cal/g/°C
D-696 D-648 C-177
6,0 x 10-5 86°C
4,0-6,0 0,35
1,3 x 10-5 74-99°C 4,0- 6,0
0,35
1,3 x 10-5 68-96°C 4,0-6,0 0,35
82°C
- 0.35
Propiedades físicas Peso especifico Absorción de agua
g/cm3
% D-792 D-570
1,19-1,20 0,2-0,4
1,19-1,20 0,1-0,4
1,23 0,63
1,15 0,4
Propiedades eléctricas Resistencia eléctrica Rigidez dieléctrica
Ohm/cm Kv/mm
D-257 D-149
>106
19 >106
17 >106 16
- -
DEFECTO PROBABLE CAUSA POSIBLES CORRECCIONES Burbujas en la chapa.
Plancha demasiado caliente.
Reducir tiempo de calentamiento. Reducir la potencia de los calefactores. Alejar los calefactores. Emplear un tejido metálico como pantalla (sombra)
Formato incompleto. Definición pobre.
Plancha demasiado fría. Vacío insuficiente. Baja presión de aire.
Incrementar la temperatura de la plancha. Verificar posibles pérdidas del sistema. Aumentar la reserva de vacío. Aumentar el diámetro de los orificios de vacío en el molde. Aumentar la presión del aire.
Fondos y esquinas finas de bajo espesor.
Técnica de moldeo pobre. Plancha demasiado fría. Moldeo demasiado rápido. Molde no adecuado.
Cambiar el ciclo de moldeo, ya sea por soplado o compresión. Rediseñar el molde. Usar pantalla metálica para controlar perfil de temperatura. Reducir la velocidad de moldeo.
Variación extrema de espesores. Pieza combinada.
Plancha mal calentada. Molde demasiado frío. Plancha que se desliza sobre el molde. Plancha muy caliente.
Controlar perfil de temperatura. Controlar los calefactores. Ajustar el marco con mayor presión. Reducir tiempo o temperatura.
Pozos, hoyos, granos y marcas Plancha que se pega al molde.
Orificios de vacío demasiado grandes. Excesiva suciedad en el molde o plancha. Molde rugoso.
Reducir el diámetro de los orificios. Disminuir la depresión. Limpiar molde y/o plancha. Pulir molde.
Plancha que se pega al molde
Molde demasiado rugoso. Dibujos demasiado profundos.
Rediseño del molde.
Pieza con distorsión. Remoción de la pieza demasiado caliente. Mala calefacción. Enfriamiento no uniforme.
Aumentar el tiempo de enfriamiento, colocando la pieza desmoldada en molde frío. Controlar perfil de temperaturas. Corregir el molde.
Roturas de piezas ya formadas.
Mal diseño del molde. Calentamiento insuficiente. Molde muy frío.
Incrementar los radios. Controlar temperaturas y/o tiempode calefacción.
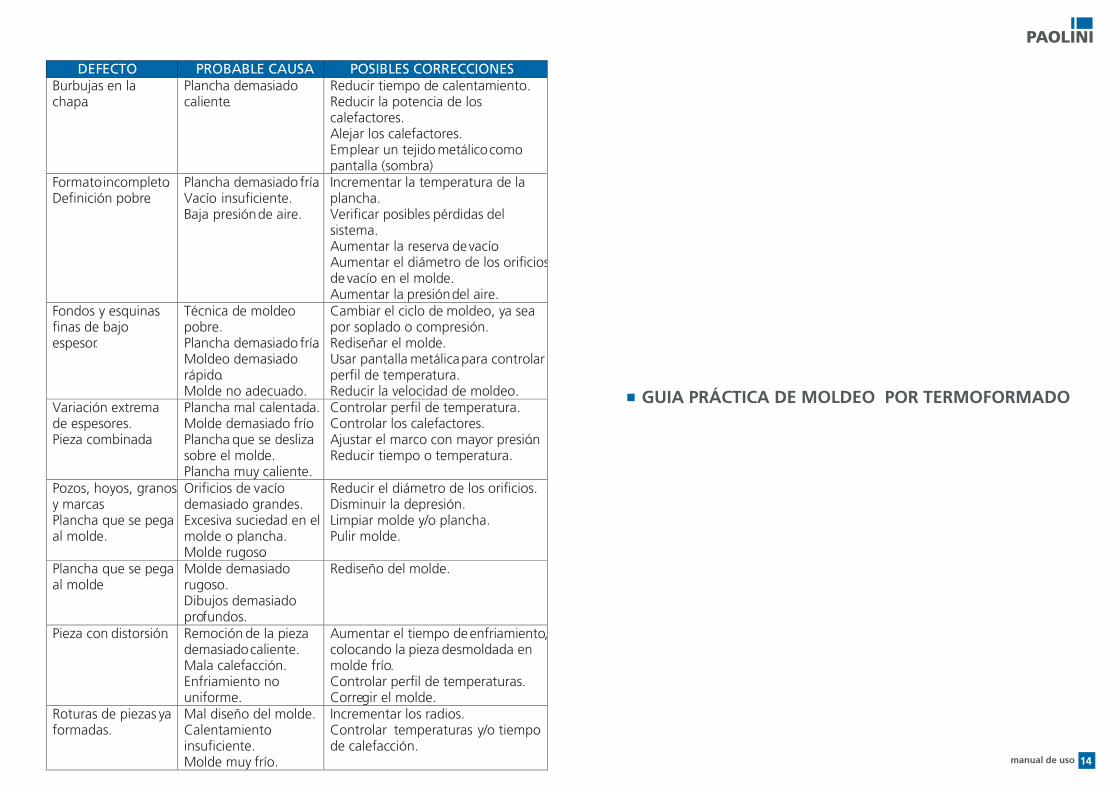
3
ACRILICOPAOLINI® es la marca que identifica al “POLIMETRACRILATO DE METILO” en forma de planchas por el método de colada en celda, producido y comercializado por PAOLINI S. A. I. C.
Propiedades
La elección de ACRILICOPAOLINI® como material apto para las más diversas aplicaciones, deviene de la suma de propiedades que hacen de él un material de gran versatilidad.
Las características más destacables de este material termoplástico son:
- Resistencia espontánea a la luz solar (luz U.V.) y agentes atmosféricos.- Buenas propiedades mecánicas y eléctricas.- Bajo peso específico. - Buena dureza y relativa resistencia al rayado.- El material cristal incoloro, transmite el 92% de la luz incidente.- Buena superficie y alto brillo.- Resistente a la mayoría de las más comunes sustancias químicas.- Resistencia a la intemperie y a los rayos U.V.- Aislante térmico y acústico.- Fácil de maquinar.- Gran capacidad de termoformado.- Apto para repulido de la superficie.- Reciclable.- Fácil limpieza.- Amplia gama de colores.- Buena resistencia a la flexión.
Este conjunto de propiedades permite su aplicación con éxito en la industria de la construcción, cartelería y señalización al exterior, artículos para el hogar, publicidad, regalos, iluminación, blindajes, bañeras, incubadoras, dispositivos para laboratorios y equipamiento hospitalario.
El ACRILICOPAOLINI® se ofrece en diversos grados, con características especiales para el uso especifico tales como material para uso sanitario, uso aeronáutico, naval, automotriz, ignífugo o con absorción especifica de radiación U.V., protección para museos, camas solares.
Las planchas de ACRILICOPAOLINI® se entregan con una protección de polietileno autoadhesivo en ambas caras, para evitar que durante el transporte, almacenaje y transformación, se dañe su brillante superficie.El film protector es fácilmente removible, quedando la superficie de la plancha absolutamente limpia, una vez que éste es retirado.Se debe evitar la exposición de las planchas ACRILICOPAOLINI® a la luz solar directa durante períodos prolongados, mientras estén protegidas por el film, ya que la luz solar degrada el polietileno y la película adhesiva puede ser transferida al acrílico dificultando la remoción de esta.
Almacenaje
Durante el almacenaje deben observarse ciertas condiciones básicas: los depósitos deben ser frescos, evitándose en ellos hornos, líneas de vapor, recipientes calientes y/o radiadores. Pues dichas fuentes de calor pueden deformar las láminas. Además deben ser ventilados, especialmente en las áreas circundantes hay acumulación de solventes. Siendo el ACRILICOPAOLINI® un material combustible, deberán considerarse las medidas de seguridad propias de un material de estas características, evitándose el contacto con las llamas. En su combustión no hay emisión de humos.
Estibaje
Las planchas de ACRILICOPAOLINI® deben ser estibadas lo mas verticalmente posible, debiendo tomar contacto unas con otras en la totalidad de su superficie, con el fin de conservarlas planas.
Seguridad
No es conveniente almacenar las planchas horizontalmente; ya que, por su peso, estas pueden sufrir deformaciones especialmente si las superficies no toman contacto entre ellas en toda su extensión.
Las planchas de ACRILICOPAOLINI® se pueden cortar con herramientas de corte manuales o eléctricas similares a las que se empelan en la industria de la madera, dependiendo del tipo de trabajo la elección del instrumento de corte.
Corte con lezna o buril
Tratándose de planchas finas, estas pueden cortarse de igual manera que un vidrio. Con una lezna o buril se hace una incisión profunda en la plancha. Apoyándola firmemente sobre un borde recto, y con fuerte presión se quiebra a lo largo de la marca realizada.
Los cortes rectos en una plancha de cualquier espesor, se deben realizar con sierras circulares. Los tipos de sierras son similares a los empleados en la industria maderera, pueden ser de acero rápido, acero al carbono o sierras de widia. Las sierras de acero rápido y al carbono, se emplean en espesores finos de hasta 5mm, y las de widia en espesores mayores. Las sierras de acero al carbono, si bien deben afilarse más seguido que las de acero rápido, tienen la ventaja de poder trabar sus dientes para facilitar la descarga del material. Esto da como resultado un corte más limpio y evita, además, el sobrecalentamiento del material. Las sierras de widia son apropiadas para trabajos pesados, tales como el corte de espesores. Su afinación no es frecuente, su facetado y ángulo de corte resuelven el problema de la descarga de material. El desperdicio de material por corte es mayor que con los otros tipos de sierra. El diámetro mas comúnmente empelado en sierras de acero al carbono es de 25 cm, con 220 dientes. La velocidad lineal de corte oscilara en aproximadamente 10/35 mt/min para una velocidad de rotación de 3000 a 6000 rpm. El avance del material durante el proceso de corte deberá ser continuo y adecuado para la velocidad de rotación de la sierra. Las sierras de widia, de acuerdo al tipo de máquina, variarán su diámetro entre 20 cm y 35 cm, con 60 y 84 dientes respectivamente.Perfiles y ángulos de corte de sierras de widia y acero al carbono:
Observaciones:Es de gran importancia el correcto afilado de las sierras para obtener cortes limpios y sin astilladuras, y para evitar que se eleve la temperatura y se dañe el material. También es importante lubricar las sierras para que no se sobrecalienten; de esta manera se evita que el material se ablande y se pegue a las mismas.
Corte con sierras Sierras sin fin y router (tupi):
Se utiliza la sierra sin fin cuando hay necesidad de hacer cortes curvos en planchas o piezas finas. Sin embrago, los elementos mas adecuados son los routers portátiles o fijos, eléctricos o neumáticos.
Los routers no sólo se emplean como elementos de corte, sino también como herramientas para terminación de bordes; lográndose así perfiles acordes con la geometría del router.
Características del router CNC:- tiene la capacidad de grabar y efectuar cortes 3D.- favorece el tratamiento de piezas de muy reducido tamaño (milímetros) o grandes dimensiones, gracias a una amplia superficie de corte (3 m × 2 m)- realiza fresados y desbastes.- posibilita la realización de trabajos en una sola pieza, sin empalmes.- consigue un acabado excelente, sin rebabas ni afección térmica, aunque es necesario un pulido posterior.- alcanza una altísima precisión en el corte (±0,025 mm según el espesor)- ofrece gran versatilidad, sin perder precisión, lo que permite la realización de los más complicados diseños
Corte y grabado laser.
El proceso de corte en láser es de gran utilidad en la actualidad ya que sus costos no son altos y la terminacion es perfecta, realiza cortes planos (2D) asi también los grabados.
El grabado en láser se produce al hacer incidir el haz de luz del láser sobre cualquier material volatilizando ó produciendo un cambio de color.
El proceso consiste en grabar materiales duros o blandos con el objetivo de dejar una marca, ya sea profunda o superficial, para personalizar o adornar. Se pueden hacer bajo relieve o alto relieve y sus principales aplicaciones son: personalización de objetos, manualidades, señalización, publicidad.
El acrílico es uno de los materiales más utilizados para corte y grabado láser, principalmente por la alta calidad de corte y por no requerir acabados.
Sierras manuales:
Para obtener resultados similares a los anteriores con una sierra manual, se requiere un entrenamiento especial de los operadores.Este elemento solo es recomendable para hobbystas o artesanos.
SISTEMAS DE CORTE
7manual de uso
SISTEMAS DE CORTE
6manual de uso
PRESENTACIÓN
5manual de uso
TABLA DE PROPIEDADES
4manual de uso
INTRODUCCIÓN
3manual de uso
INDICE
2manual de uso
Introducciónpropiedades
Tabla de propiedades
Presentaciónalmacenajeestibajeseguridad
Sistemas de cortecorte con lezna o burilcorte con sierrassierras sin fin y routerrouter CNCcorte y grabado lásersierras manualesagujereadocaladofresado y torneado
Termoformado
Medios de calefacciónhornos de aireparrillas calefactoras
Transformacióndobladotermoformado libretermoformado por presión de aire y vacíotermoformado con combinación de los métodos anteriores
Moldeomoldeo por vacío
33
4
5555
6667777888
9
101010
11111111
12
1313
14
151515
151616161617
171717
1818191919
Guía practica de moldeo por termoformado
Acabadopulido mecánicolimpieza
Pegadopreparaciónpegado por inmersiónaplicación con jeringa hipodérmicacemento autopolimerizableprecauciones para el pegado
Pintadopintado a sopleteserigrafía
Montaje e Instalaciónespesores recomendables de instalacióncurvado en fríosistemas de instalaciónfijación con tornillos o pernos
SISTEMAS DE CORTE
8manual de uso
Agujereado
Cualquier agujereadora de pie es adecuada para horadar acrílico, y permite mayor precisión y control que una agujereadora portátil.
Observaciones:
a) Las mechas pueden tener algunas de las geometrías sugeridas a continuación, y deben permanecer constantemente bien afiladas para evitar astilladuras en las planchas acrílicas.
b) El vértice de la mecha deberá emerger de la cara opuesta, después de que la base del cono de la herramienta haya penetrado en el material.
c) Para espesores de hasta 4 mm, no es necesario recurrir a la lubricación. Para espesores mayores, la lubricación se hace indispensable, ya que el trabajo mecánico eleva la temperatura de la pieza provocando los siguientes inconvenientes: el sobrecalentamiento genera tensiones internas, que aumentan el riesgo de rotura si la pieza se somete a una sobrecarga o presión. Las mismas tensiones inducen muy rápidamente a un acentuado crazing por exposición a la luz y al calor.
Generalmente, una pieza manufacturada sin lubricación presenta, por los efectos de la temperatura, paredes con alto grado de distorsión, debido al arrastre de material y a la irregularidad superficial. Una correcta lubricación reduce o elimina dichos problemas. Se recomienda el uso de aceites solubles.
Calado
El calado se puede hacer con sierras caladoras, que deberán tener un brazo suficientemente grande como para barrer amplias superficies.
Las sierras, en estos casos, consisten en “varillas” metálicas con dientes finos a las que, al imprimirle un movimiento de vaivén vertical a través de la plancha, cortan según un modelo deseado.
Fresado y Torneado
Haciendo extensiva la asimilación del acrílico a la madera, desde el punto de vista del mecanizado, podemos decir que las operaciones de fresado y torneado son similares a las de la industria maderera o metalúrgica.
Como en estas operaciones la generación de calor por el mecanizado es importante, resulta indispensable que ellas se realicen con intensa lubricación, para evitar sobrecalentamientos que debilitan a la pieza por generación de tensiones internas.
TERMOFORMADO
9manual de uso
Las planchas ACRILICOPAOLINI® son termoplásticas; de ahí que una vez calentadas uniformemente, y a una temperatura adecuada, adquieren flexibilidad y elasticidad. Bajo ese estado, es posible moldearlas por doblado o estiramiento sobre un molde. Una vez que la pieza se enfría, mantendrá la forma adquirida en la matriz. Para un correcto termoformado deben tenerse en cuenta las siguientes precauciones:
1) Las planchas tendrán una contracción de aproximadamente el 2%, si estas son calentadas libremente, y su espesor incrementara proporcionalmente un 4%.
2) La temperatura de moldeo deberá estar comprendida entre 150° y 180°C. Los tiempos necesarios para alcanzar dicha temperatura dependerán del tipo de fuente calefactora, espesor y color de la plancha.
3) Un excesivo calentamiento de la plancha a moldear se manifiesta primero por la aparición de burbujas en la superficie, y luego en la masa, cuando éste es más acentuado.
4) Si la temperatura desciende por debajo del límite inferior de moldeo, la pieza se conformará mal o se romperá.
Una vez lograda la forma sobre el molde, la pieza se dejará enfriar lenta y uniformemente y se retirará aun tibia (40-50°C). De esta forma se evitan las tensiones internas que incrementan la fragilidad del producto.
GRAFICOS
Temp. Máx de Servicio
Máxima Elongación
Rango de Temp. de Termoformado
Principio de deterioro con elevada humedad absorbida
Temperatura de Descomposición
0º C 80º C 110º C 150º C 180º C 200º C
rango deTERMOFORMADO
Man
ual
de
uso
del
acr
ílico
MEDIOS DE CALEFACCIÓN
10manual de uso
Hornos de Aire
Los hornos de aire con circulación forzada son el medio más idóneo para el calentamiento de las planchas a termoformar, ya que un buen control térmico evita el sobrecalentamiento, independientemente del tiempo y la cantidad de las mismas en el proceso.Sim embargo, debe tenerse en cuenta que la velocidad del aire no puede ser inferior a 12 m/min.
Parrillas calefactoras
Las parrillas calefactoras pueden ser eléctricas o a gas, y resuelven los problemas operativos con mayor facilidad que en el caso anterior; pues la plancha es calentada sobre el molde en su respectivo marco.Una calefacción superior e inferior minimiza el tiempo y uniforma la temperatura de la plancha en forma casi óptima.
Diagrama de calefacción de una plancha acrílica (tiempo en función del espesor).
1) Intercambiador2) Turbina3) Plancha acrílica.4) Corriente de aire5) Pinzas de sujeción6) Termostato
5
3
4
6
4
12
1) Horno de aire por convección.2) Calefacción por radiación sobre una cara.3) Calefacción por radiación sobre ambas cara.
TRANSFORMACIÓN
11manual de uso
Parrillas calefactoras
Las parrillas calefactoras pueden ser eléctricas o a gas, y resuelven los problemas operativos con mayor facilidad que en el caso anterior; pues la plancha es calentada sobre el molde en su respectivo marco.Una calefacción superior e inferior minimiza el tiempo y uniforma la temperatura de la plancha en forma casi óptima.
Diagrama de calefacción de una plancha acrílica (tiempo en función del espesor).
Doblado
El doblado es una transformación común en los materiales termoplásticos, y suele hacerse con resistencias planas, tubos de cuarzo eléctricos o alambres.Calentando correctamente el área de doblado logramos ángulos y esquinas brillantes. Los equipos son de una gran sencillez.
Termoformado por presión de aire y por vacío
Las planchas ACRILICOPAOLINI® pueden ser termoformadas con ayuda de aire a presión o vacío, aun sin molde. La forma de la pieza esta determinada por la geometría de la base de sujeción. El sistema de termoformado por presión de aire y vacio, permite hacer domos de base circular, cuadrada o rectangular. De esta forma se confeccionan cúpulas para aviones y helicópteros.
Termoformado libre
Es el método más sencillo y consiste en extender sobre el molde la plancha ACRILICOPAOLINI® a temperatura de termoformado. Para evitar que por el contacto plancha- molde la pieza presente marcas en su superficie, se suele pegar una franela sobre este.
1) plancha de acrílico2) molde frío3) resistencia eléctrica4) zona de calentamiento
12
34
Term
ofor
mad
o po
r pr
esió
n de
aire
y p
or v
acío
Termoformado a presión mecánica
1) calefactor2) cierre rápido3) platina4) plancha acrílica5) cámara de presión
En este proceso, el molde puede ser simplemente hecho por perfilería metálica, la que solo toma contacto con la plancha acrílica al definir sus aristas. La pieza final tiene muy buena calidad óptica.
TRANSFORMACIÓN
12manual de uso
Termoformado con combinación de los métodos anteriores
a) Soplado y embutido seguido de evacuación de aire.Este método se emplea especialmente cuando se desean piezas con espesores de paredes más uniformes.
b) Soplado, embutido, seguido de vacío en el sistema.
MOLDEO
13manual de uso
Los moldes a emplear en la confección de artículos acrílicos, especialmente cuando se trabajan planchas transparentes, deben hacerse con perfilería metálica bien pulida y preferentemente cromada. De esta forma, el contacto de la plancha con el molde sólo ocurre a lo largo de las aristas del modelo, de modo tal que los planos permanecen inalterados, conservando el brillo y superficie original.
Es de hacer notar que, al tomar contacto el acrílico con el molde, el primero, quedará marcado en forma irregular, independientemente de la calidad del pulido de la matriz.Un ejemplo ampliamente difundido de este sistema de moldeo, es el termoformado de bañeras, lavatorios, inodoros y bidets con ACRILICOPAOLINI® para uso sanitario. Así, se logran piezas de gran belleza y funcionalidad.Todos los artefactos tienen contornos suaves y superficies brillantes, que se obtienen fácilmente mediante el sistema por vacío. Durante el proceso, deben guardarse condiciones de extrema limpieza.Dado el tamaño y la calidad requerida por estas piezas se recurre generalmente a prensas con un mediano nivel de automatización y control. Para este moldeo se utilizan moldes tipo “Hembra”.
Moldeo por vacío
El moldeo por vacío es similar al de cualquier otro material termoplástico, y en el diseño del molde deben considerarse los radios y ángulos de la pieza, por la menor definición del acrílico.
1) calefactores2) marco de sujeción3) cámara de vacío4) portamolde5) molde6) tanque de vacío7) bomba de vacío
1
2
3
4
12
3
4
56 7
GUIA PRÁCTICA DE MOLDEO POR TERMOFORMADO
14manual de uso
ACABADO
15manual de uso
Cuando las planchas ACRILICOPAOLINI® son cortadas, independientemente del método empleado, presentan una superficie irregular. Esto no permite pegar una plancha o pieza en forma prolija, y tampoco puede ser presentado dicho corte como trabajo definitivo en cualquier pieza manufacturada.
Las operaciones a seguir, para poder restaurar la superficie, son las siguientes:
1) Se puede recurrir a un rasqueteado con un fleje metálico de bordes curvos que, aplicándolo con fuerza sobre la superficie, arrastrará virutas uniformando el plano.
2) A continuación, también manualmente, y con movimiento de vaivén, se desplazará un taco de madera revestido con lija al agua, empleando granulometrías decrecientes comenzando con 120- 400- 600.Finalizada la última aplicación, la pieza está en condiciones de ser pulida.
Contando con lijadoras planetarias o de banda, estas operaciones pueden realizarse en muy breve tiempo.Las lijadoras de banda son las más recomendadas por su velocidad de trabajo y permiten, además, trabajar en húmedo. Con ello, la operación es mas limpia y las temperaturas de trabajo no inducen tensiones.
Pulido mecánico
La superficie lijada, y sin marcas superficiales, se encuentra lista para ser pulida. Así, se restaurará el brillo del plano mecanizado y éste alcanzará el mismo aspecto que la superficie de las planchas.
Se utilizan en esta operación (pulido) exclusivamente discos de franela suaves, evitándose la mezcla con tejido sintético. El diámetro de dichos discos será de aproximadamente 30 cm Y el grosor de 7 cm.
Una amoladora de 2,0 a 2,5 HP con 2.800 v.p.m es suficiente como para operar el disco de franela anteriormente descripto.
Como agente abrasivo se emplean pastas de pulido que se aplican a la rueda de franela de movimiento. Luego se apoya la pieza a pulir, imprimiéndole un movimiento de vaivén sin demasiada presión, para evitar sobrecalentamientos que puedan deformar la pieza por fusión incipiente, amén de las tensiones que en ella generan.
Todos los materiales plásticos tienen una acentuada tendencia a cargarse estáticamente, por ello se adhiere el polvillo del ambiente sobre los mismos. Una manera de evitar este inconveniente es aplicar sobre la superficie una fina película de antiestático, y así mantenerla limpia.
PEGADO
Las planchas ACRILICOPAOLINI® pueden ser pegadas entre ellas y con otros plásticos. Sin embrago, deben cuidarse otros aspectos para obtener un trabajo satisfactorio.
En principio, el adhesivo a emplear deberá elegirse en función del material (acrílico) u otros materiales que deseen pegarse a él.
El adhesivo debe atacar ligeramente al acrílico a pegar, y a su vez ser eliminado del medio por una ligera corriente de aire, para evitar concentraciones elevadas que pueden atacar la pieza.Es importante tener en cuenta este último punto. Especialmente cuando las piezas a pegar, han sido mecanizadas sin observar las recomendaciones referidas a los sobrecalentamientos.
Los adhesivos pueden ser:1) Solventes puros, con mayor o menor velocidad de evaporación.2) Soluciones de solvente/polímero.3) Soluciones autopolimerizables.
La elección del método dependerá del tipo de trabajo y de la habilidad del operador.
Limpieza
Si la pieza una vez terminada se debiera limpiar por haberse manchado con polvos, ceras, etc., durante el proceso de transformación, se lavará con agua, detergente y una franela o esponja, siempre húmeda, hasta remover la suciedad o materiales ligeramente adheridos.
1) acrílico2) banda de esmeril3) cilindro motor3’) polea libreA) nivel de agua
PEGADO
16manual de uso
Preparación
Independientemente del adhesivo y del método empleado, las piezas a unir deben ser mecanizadas perfectamente para evitar irregularidades superficiales, pues desniveles en las mismas separan las superficies y, en las zonas circundantes aparecen oclusiones de aire que desmerecen la calidad del pegado. Este inconveniente que se pone de manifiesto claramente cuando el adhesivo es sólo un solvente, disminuye en el caso de adhesivo solvente/polímero por el aporte de sólidos a la soldadura.Cuando se emplean cementos autopolimerizables, donde el solvente es reactivo, este fenómeno puede llegar a pasar desapercibido.
Pegado por inmersión
Este es un método de buen resultado y fácil aplicación. Consiste en sumergir el borde de la pieza a pegar en un recipiente de poca profundidad, o bien sobre una almohadilla con solventes puros. Pocos minutos son suficientes para que se ablande el borde. Una vez escurrido el solvente, se aplica la pieza sobre la superficie a pegar con ligera presión durante unos segundos, y luego se abandona la pieza hasta que se evapore el solvente.
Aplicación con jeringa hipodérmica
El proceso es simple y basta aplicar el adhesivo sobre la unión de las piezas, permitiendo que éste se difunda por capilaridad.El adhesivo solvente, el adhesivo solvente/polímero o el cemento autopolimerizable, pueden ser aplicados con jeringa hipodérmica.En estos casos es conveniente limitar, con cinta autoadhesiva, el escurrimiento del adhesivo sobre la superficie.
Cemento autopolimerizable
a) Cinta autoadhesiva para contener el desborde de polímero fraguante.b) Polímero fraguante.c) Pieza acrílica mecanizada a 20º. .
Cuando se empela cemento, autopolimerizable, debe evitarse la incorporación de burbujas de aire durante la aplicación. Los tiempos que deberán dejarse abandonadas las piezas, antes de mecanizarlas, dependerán del tipo de adhesivo o cemento empleado, y de las condiciones ambientales.Los adhesivos solventes sueldan rápidamente los planos acrílicos. La resistencia mecánica de la unión es aceptable, aunque baja cuando estas uniones son expuestas a la intemperie.Los adhesivos solvente/polímero y cemento son, en orden creciente, los medios recomendados para la unión de piezas acrílicas por su resistencia mecánica y resistencia a la intemperie.Algunas de las uniones o juntas más adecuadas cuando se trata de pegar láminas acrílicas:
a
a
b
c
Incorrecto
Bueno
Excelente
PINTADO
17manual de uso
Precauciones para el pegado:
La mayoría de los solventes y cementos empleados como adhesivos son altamente inflamables, ligeramente tóxicos e irritantes de la piel y los ojos.Debido a estas circunstancias, deben tomarse un mínimo de precauciones tales como:1) Trabajar en lugares bien ventilados.2) Evitar la presencia de llamas.3) No dejar que los adhesivos entren en contacto con piel y ojos.
La calidad de los pigmentos y/o colorantes también debe ser adecuada al uso.
Ya en vía operativa, debe cuidarse extremadamente la limpieza de la superficie, pues los aceites y grasas impedirán un correcto pintado. La remoción debe hacerse sin alterar la superficie de ahí que el solvente no debe atacarlo.
A esto le seguirá un lavado con agua que luego deberá ser eliminada perfectamente, cuidando en esta operación de eliminar el polvo que puede depositarse por carga estática.
Serigrafía
La serigrafía es una técnica de impresión empleada en el método de reproducción de documentos e imágenes sobre cualquier material, y consiste en transferir una tinta a través de una gasa tensada en un marco, el paso de la tinta se bloquea en las áreas donde no habrá imagen mediante una emulsión o barniz, quedando libre la zona donde pasará la tinta.
El sistema de impresión es repetitivo, esto es, que una vez que el primer modelo se ha logrado, la impresión puede ser repetida cientos y hasta miles de veces sin perder definición.
Se sitúa la malla, unida a un marco para mantenerla tensa, sobre el soporte a imprimir y se hace pasar la tinta a través de ella, aplicándole una presión moderada con un rasero, generalmente de caucho.
La impresión se realiza a través de una tela de trama abierta, enmarcada en un marco, que se emulsiona con UN (material foto sensible). Por contacto, el original, se expone a la luz, para endurecer las partes libres de imagen. Por el lavado con agua se diluye la parte no expuesta, dejando esas partes libres en la tela.
El soporte a imprimir se coloca bajo el marco, dentro del cual se coloca la tinta, que se extiende sobre toda la tela por medio de una regla de goma. La tinta pasa a través de la malla en la parte de la imagen y se deposita en el papel o tela. El marco de madera se ajusta a una mesa, llamada pulpo por medio de bisagras o brazos, que permiten subirlo y bajarlo para colocar y retirar los pliegos impresos.
Pintado a soplete
Las planchas ACRILICOPAOLINI® no agotan sus posibilidades con el simple moldeo o armado de piezas, ya que pueden ser pintadas y con ello tener aplicación en el campo publicitario o decorativo.
El pintar una plancha ACRILICOPAOLINI® exige guardar una serie de simples normas para obtener un buen resultado. Las recomendaciones siguientes son las generales para este tipo de labores.
En primer lugar, la elección de la pintura es la clave de un trabajo correcto siendo recomendada especialmente la de base acrílica, por su compatibilidad y resistencia a la luz solar, más aún cuando se trata de aplicaciones al exterior.
Los solventes de la pintura no deberán atacar excesivamente al material, pues ese fenómeno termina por degradar el área tratada, produciendo fisuras que debilitan las propiedades mecánicas de la pieza (crazing).
a
b c
d
ea) maniguetab) pinturac) screend) marco de sustentacióne) acrílico
Serigrafía
Pintado a soplete
PEGADO MONTAJE E INSTALACIÓN
18manual de uso
Debido a un elevado coeficiente de dilatación comparado con acero, madera, hormigón o vidrio, el montaje e instalación de planchas y paneles acrílicos moldeados requiere de algunas precauciones. Es por ello que deben tenerse en consideración los posibles cambios dimensionales.
Coeficientes de dilatación térmica de diversos materiales cm x cm x ºC
Espesores recomendables de instalación
Espesores mínimos en mm para paneles planos en fachadas exteriores de acuerdo a sus dimensiones superficiales.
ACRILICOPAOLINI® 0.000070
Plomo 0.000027Aluminio 0.000020Cobre 0.000015Acero 0.000010Vidrio 0.000008Hormigón 0.000006
Medidas
(cm)
30 45 60 80 120 150 180 210
30 3,2
45 3,2 5
60 3,2 5 6
90 3,2 5 6 8
120 3,2 5 6 8 10
150 3,2 5 6 8 10 12
180 3,2 5 6 8 10 12 12
210 3,2 5 6 8 10 12 12 12
MONTAJE E INSTALACIÓN
19manual de uso
Curvado en frío
Las planchas ACRILICOPAOLINI® pueden curvarse en frío.
El radio no debe ser inferior a mínimo 180 veces el espesor de la plancha. Este valor límite puede ser alcanzado sin que se pongan de manifiesto tensiones.
Deberá cuidarse que el apoyo perimetral de la plancha sea liso y permita el deslizamiento de la misma por efecto de la dilatación
Sistemas de instalación
Sistema flotante
El burlete puede ser de caucho, silicona o cualquier material que permita el libre movimiento de la plancha ACRILICOPAOLINI® en su alojamiento, y su espesor de 1.5 mm debe soportar sin desgarrarse las contracciones y dilataciones de la plancha acrílica.
Sistema de retén cementado
Fijación con tornillos o pernos
Este tipo de instalaciones son más conflictivas, porque el anclaje es más severo que el de las descripciones anteriores. Debido a esto, el orificio pasante en la lámina deber ser de mayor diámetro que el tornillo o remache, para evitar el apoyo de éste sobre las caras internas, pues una tensión grande puede inducir la rotura a partir de dicho orificio.
A) Perfilería metálica.B) Burlete mínimo 1,5 mm de ancho.C) Plancha ACRILICOPAOLINI®D) Huelgo de expansión 3mm/m lineal de plancha acrílica.E) Embutido mínimo 10 mm.Perfilería Metálica.
A) Perfilería metálica.B) Burlete de fijación mínimo de 1,5 mm.C) Plancha ACRILICOPAOLINI® D) Huelgo de expansión mínimo 3 mm/m lineal de chapa.E) Embutido de plancha ACRILICOPAOLINI®
Aquí, en la mecanización del agujero, son válidos todos los razonamientos dichos en el caso de agujereado de acrílico.
A) Perfilería metálica.B) Burlete de fijación (mínimo de 1,5 mm)C) Plancha ACRILICOPAOLINI®D) Huelgo de expansión (mínimo 3 mm/m lineal de plancha)E) Embutido de plancha.F) Arandela de goma.
Ante cualquier requerimiento especial, consulte con el Departamento Técnico de Paolini S.A.I.C
EC 01Vigencia: 30/07/2008
7 RECICLABLE Ninguna parte de este manual puede ser reproducida sin la expresa autorización de PAOLINI S.A.I.C
Propiedades ópticas Índice de refracción Transmitancia Nubosidad (Haze)
% %
D-542 D-791 D-1003
1,49 92 1
1,49 92 1
1,50 92 1
1,49 90 4
Propiedades químicas Resistencia a la intemperie Resistencia a los ácidos débiles Resistencia a los ácidos fuertes Resistencia a los alcais débiles Resistencia a los alcais fuertes Ácidos Oxidantes
Excelente No es atacado No es atacado No es atacado
Es atacado Es atacado
Excelente No es atacado No es atacado No es atacado
Es atacado Es atacado
Amarillea No es atacado No es atacado No es atacado
Es atacado Es atacado
Excelente No es atacado No es atacado No es atacado
Es atacado Es atacado
Propiedades mecánicas
Unidades Normas
Astm ACRILICOPAOLINI®
Colado
Acrílico Extruído
Ignífugo
Extruído Alto Impacto
Tracción Resistencia en el límite elástico Resistencia a la rotura Elongación a la rotura Modulo de la elasticidad
Kg/cm2 Kg/cm2
% Kg/cm2
D-638 D-638 D-638 D-638
-
562-773 4,5
24.600-31.000
-
492-773 5,0
23.000-31.000
-
562-878 5,0
26.600-33.700
-
386 - -
Flexión Resistencia en el límite elástico o rotura Módulo de elasticidad
Kg/cm2 Kg/cm2
D-790 D-790
840-1.190
27.500-33.400
740-1.300
22.800-32.300
840-1.250
24.600-31.600
562
17.500
Compresión Resistencia a la compresión (ruptura) Módulo de compresión
Kg/cm2 Kg/cm2
D-695 D-695
773-1.330
27.500-33.300
740-1260
26.000-32.300
773-840 31.000
- -
Impacto Resistencia al impacto IZOD
Kg/cm/cm
D-256 A
1,9
2,4
1,9
6,52
Dureza Rockwell Barcol
D-795 D-2583
M-80- M-100
50
M-68- M105
50
M-61- M-100
45
R-99 35
Propiedades Térmicas Coeficiente de dilatación lineal Temperatura de deflexión bajo carga Conductibilidad térmica Calor especifico
cm/cm°C 18´6 kg/cm
10 -4cal cm/sec cm2 °C Cal/g/°C
D-696 D-648 C-177
6,0 x 10-5 86°C
4,0-6,0 0,35
1,3 x 10-5 74-99°C 4,0- 6,0
0,35
1,3 x 10-5 68-96°C 4,0-6,0 0,35
82°C
- 0.35
Propiedades físicas Peso especifico Absorción de agua
g/cm3
% D-792 D-570
1,19-1,20 0,2-0,4
1,19-1,20 0,1-0,4
1,23 0,63
1,15 0,4
Propiedades eléctricas Resistencia eléctrica Rigidez dieléctrica
Ohm/cm Kv/mm
D-257 D-149
>106
19 >106
17 >106 16
- -
DEFECTO PROBABLE CAUSA POSIBLES CORRECCIONES Burbujas en la chapa.
Plancha demasiado caliente.
Reducir tiempo de calentamiento. Reducir la potencia de los calefactores. Alejar los calefactores. Emplear un tejido metálico como pantalla (sombra)
Formato incompleto. Definición pobre.
Plancha demasiado fría. Vacío insuficiente. Baja presión de aire.
Incrementar la temperatura de la plancha. Verificar posibles pérdidas del sistema. Aumentar la reserva de vacío. Aumentar el diámetro de los orificios de vacío en el molde. Aumentar la presión del aire.
Fondos y esquinas finas de bajo espesor.
Técnica de moldeo pobre. Plancha demasiado fría. Moldeo demasiado rápido. Molde no adecuado.
Cambiar el ciclo de moldeo, ya sea por soplado o compresión. Rediseñar el molde. Usar pantalla metálica para controlar perfil de temperatura. Reducir la velocidad de moldeo.
Variación extrema de espesores. Pieza combinada.
Plancha mal calentada. Molde demasiado frío. Plancha que se desliza sobre el molde. Plancha muy caliente.
Controlar perfil de temperatura. Controlar los calefactores. Ajustar el marco con mayor presión. Reducir tiempo o temperatura.
Pozos, hoyos, granos y marcas Plancha que se pega al molde.
Orificios de vacío demasiado grandes. Excesiva suciedad en el molde o plancha. Molde rugoso.
Reducir el diámetro de los orificios. Disminuir la depresión. Limpiar molde y/o plancha. Pulir molde.
Plancha que se pega al molde
Molde demasiado rugoso. Dibujos demasiado profundos.
Rediseño del molde.
Pieza con distorsión. Remoción de la pieza demasiado caliente. Mala calefacción. Enfriamiento no uniforme.
Aumentar el tiempo de enfriamiento, colocando la pieza desmoldada en molde frío. Controlar perfil de temperaturas. Corregir el molde.
Roturas de piezas ya formadas.
Mal diseño del molde. Calentamiento insuficiente. Molde muy frío.
Incrementar los radios. Controlar temperaturas y/o tiempode calefacción.
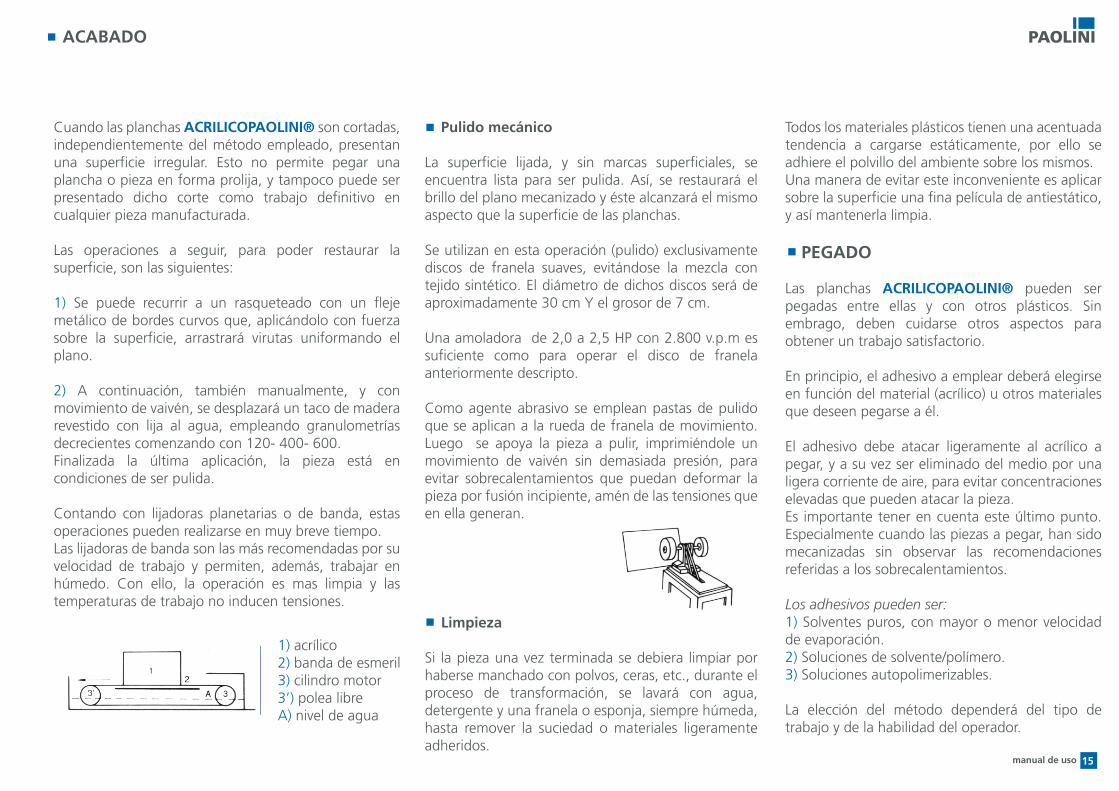
3
ACRILICOPAOLINI® es la marca que identifica al “POLIMETRACRILATO DE METILO” en forma de planchas por el método de colada en celda, producido y comercializado por PAOLINI S. A. I. C.
Propiedades
La elección de ACRILICOPAOLINI® como material apto para las más diversas aplicaciones, deviene de la suma de propiedades que hacen de él un material de gran versatilidad.
Las características más destacables de este material termoplástico son:
- Resistencia espontánea a la luz solar (luz U.V.) y agentes atmosféricos.- Buenas propiedades mecánicas y eléctricas.- Bajo peso específico. - Buena dureza y relativa resistencia al rayado.- El material cristal incoloro, transmite el 92% de la luz incidente.- Buena superficie y alto brillo.- Resistente a la mayoría de las más comunes sustancias químicas.- Resistencia a la intemperie y a los rayos U.V.- Aislante térmico y acústico.- Fácil de maquinar.- Gran capacidad de termoformado.- Apto para repulido de la superficie.- Reciclable.- Fácil limpieza.- Amplia gama de colores.- Buena resistencia a la flexión.
Este conjunto de propiedades permite su aplicación con éxito en la industria de la construcción, cartelería y señalización al exterior, artículos para el hogar, publicidad, regalos, iluminación, blindajes, bañeras, incubadoras, dispositivos para laboratorios y equipamiento hospitalario.
El ACRILICOPAOLINI® se ofrece en diversos grados, con características especiales para el uso especifico tales como material para uso sanitario, uso aeronáutico, naval, automotriz, ignífugo o con absorción especifica de radiación U.V., protección para museos, camas solares.
Las planchas de ACRILICOPAOLINI® se entregan con una protección de polietileno autoadhesivo en ambas caras, para evitar que durante el transporte, almacenaje y transformación, se dañe su brillante superficie.El film protector es fácilmente removible, quedando la superficie de la plancha absolutamente limpia, una vez que éste es retirado.Se debe evitar la exposición de las planchas ACRILICOPAOLINI® a la luz solar directa durante períodos prolongados, mientras estén protegidas por el film, ya que la luz solar degrada el polietileno y la película adhesiva puede ser transferida al acrílico dificultando la remoción de esta.
Almacenaje
Durante el almacenaje deben observarse ciertas condiciones básicas: los depósitos deben ser frescos, evitándose en ellos hornos, líneas de vapor, recipientes calientes y/o radiadores. Pues dichas fuentes de calor pueden deformar las láminas. Además deben ser ventilados, especialmente en las áreas circundantes hay acumulación de solventes. Siendo el ACRILICOPAOLINI® un material combustible, deberán considerarse las medidas de seguridad propias de un material de estas características, evitándose el contacto con las llamas. En su combustión no hay emisión de humos.
Estibaje
Las planchas de ACRILICOPAOLINI® deben ser estibadas lo mas verticalmente posible, debiendo tomar contacto unas con otras en la totalidad de su superficie, con el fin de conservarlas planas.
Seguridad
No es conveniente almacenar las planchas horizontalmente; ya que, por su peso, estas pueden sufrir deformaciones especialmente si las superficies no toman contacto entre ellas en toda su extensión.
Las planchas de ACRILICOPAOLINI® se pueden cortar con herramientas de corte manuales o eléctricas similares a las que se empelan en la industria de la madera, dependiendo del tipo de trabajo la elección del instrumento de corte.
Corte con lezna o buril
Tratándose de planchas finas, estas pueden cortarse de igual manera que un vidrio. Con una lezna o buril se hace una incisión profunda en la plancha. Apoyándola firmemente sobre un borde recto, y con fuerte presión se quiebra a lo largo de la marca realizada.
Los cortes rectos en una plancha de cualquier espesor, se deben realizar con sierras circulares. Los tipos de sierras son similares a los empleados en la industria maderera, pueden ser de acero rápido, acero al carbono o sierras de widia. Las sierras de acero rápido y al carbono, se emplean en espesores finos de hasta 5mm, y las de widia en espesores mayores. Las sierras de acero al carbono, si bien deben afilarse más seguido que las de acero rápido, tienen la ventaja de poder trabar sus dientes para facilitar la descarga del material. Esto da como resultado un corte más limpio y evita, además, el sobrecalentamiento del material. Las sierras de widia son apropiadas para trabajos pesados, tales como el corte de espesores. Su afinación no es frecuente, su facetado y ángulo de corte resuelven el problema de la descarga de material. El desperdicio de material por corte es mayor que con los otros tipos de sierra. El diámetro mas comúnmente empelado en sierras de acero al carbono es de 25 cm, con 220 dientes. La velocidad lineal de corte oscilara en aproximadamente 10/35 mt/min para una velocidad de rotación de 3000 a 6000 rpm. El avance del material durante el proceso de corte deberá ser continuo y adecuado para la velocidad de rotación de la sierra. Las sierras de widia, de acuerdo al tipo de máquina, variarán su diámetro entre 20 cm y 35 cm, con 60 y 84 dientes respectivamente.Perfiles y ángulos de corte de sierras de widia y acero al carbono:
Observaciones:Es de gran importancia el correcto afilado de las sierras para obtener cortes limpios y sin astilladuras, y para evitar que se eleve la temperatura y se dañe el material. También es importante lubricar las sierras para que no se sobrecalienten; de esta manera se evita que el material se ablande y se pegue a las mismas.
Corte con sierras Sierras sin fin y router (tupi):
Se utiliza la sierra sin fin cuando hay necesidad de hacer cortes curvos en planchas o piezas finas. Sin embrago, los elementos mas adecuados son los routers portátiles o fijos, eléctricos o neumáticos.
Los routers no sólo se emplean como elementos de corte, sino también como herramientas para terminación de bordes; lográndose así perfiles acordes con la geometría del router.
Características del router CNC:- tiene la capacidad de grabar y efectuar cortes 3D.- favorece el tratamiento de piezas de muy reducido tamaño (milímetros) o grandes dimensiones, gracias a una amplia superficie de corte (3 m × 2 m)- realiza fresados y desbastes.- posibilita la realización de trabajos en una sola pieza, sin empalmes.- consigue un acabado excelente, sin rebabas ni afección térmica, aunque es necesario un pulido posterior.- alcanza una altísima precisión en el corte (±0,025 mm según el espesor)- ofrece gran versatilidad, sin perder precisión, lo que permite la realización de los más complicados diseños
Corte y grabado laser.
El proceso de corte en láser es de gran utilidad en la actualidad ya que sus costos no son altos y la terminacion es perfecta, realiza cortes planos (2D) asi también los grabados.
El grabado en láser se produce al hacer incidir el haz de luz del láser sobre cualquier material volatilizando ó produciendo un cambio de color.
El proceso consiste en grabar materiales duros o blandos con el objetivo de dejar una marca, ya sea profunda o superficial, para personalizar o adornar. Se pueden hacer bajo relieve o alto relieve y sus principales aplicaciones son: personalización de objetos, manualidades, señalización, publicidad.
El acrílico es uno de los materiales más utilizados para corte y grabado láser, principalmente por la alta calidad de corte y por no requerir acabados.
Sierras manuales:
Para obtener resultados similares a los anteriores con una sierra manual, se requiere un entrenamiento especial de los operadores.Este elemento solo es recomendable para hobbystas o artesanos.
SISTEMAS DE CORTE
7manual de uso
SISTEMAS DE CORTE
6manual de uso
PRESENTACIÓN
5manual de uso
TABLA DE PROPIEDADES
4manual de uso
INTRODUCCIÓN
3manual de uso
INDICE
2manual de uso
Introducciónpropiedades
Tabla de propiedades
Presentaciónalmacenajeestibajeseguridad
Sistemas de cortecorte con lezna o burilcorte con sierrassierras sin fin y routerrouter CNCcorte y grabado lásersierras manualesagujereadocaladofresado y torneado
Termoformado
Medios de calefacciónhornos de aireparrillas calefactoras
Transformacióndobladotermoformado libretermoformado por presión de aire y vacíotermoformado con combinación de los métodos anteriores
Moldeomoldeo por vacío
33
4
5555
6667777888
9
101010
11111111
12
1313
14
151515
151616161617
171717
1818191919
Guía practica de moldeo por termoformado
Acabadopulido mecánicolimpieza
Pegadopreparaciónpegado por inmersiónaplicación con jeringa hipodérmicacemento autopolimerizableprecauciones para el pegado
Pintadopintado a sopleteserigrafía
Montaje e Instalaciónespesores recomendables de instalacióncurvado en fríosistemas de instalaciónfijación con tornillos o pernos
SISTEMAS DE CORTE
8manual de uso
Agujereado
Cualquier agujereadora de pie es adecuada para horadar acrílico, y permite mayor precisión y control que una agujereadora portátil.
Observaciones:
a) Las mechas pueden tener algunas de las geometrías sugeridas a continuación, y deben permanecer constantemente bien afiladas para evitar astilladuras en las planchas acrílicas.
b) El vértice de la mecha deberá emerger de la cara opuesta, después de que la base del cono de la herramienta haya penetrado en el material.
c) Para espesores de hasta 4 mm, no es necesario recurrir a la lubricación. Para espesores mayores, la lubricación se hace indispensable, ya que el trabajo mecánico eleva la temperatura de la pieza provocando los siguientes inconvenientes: el sobrecalentamiento genera tensiones internas, que aumentan el riesgo de rotura si la pieza se somete a una sobrecarga o presión. Las mismas tensiones inducen muy rápidamente a un acentuado crazing por exposición a la luz y al calor.
Generalmente, una pieza manufacturada sin lubricación presenta, por los efectos de la temperatura, paredes con alto grado de distorsión, debido al arrastre de material y a la irregularidad superficial. Una correcta lubricación reduce o elimina dichos problemas. Se recomienda el uso de aceites solubles.
Calado
El calado se puede hacer con sierras caladoras, que deberán tener un brazo suficientemente grande como para barrer amplias superficies.
Las sierras, en estos casos, consisten en “varillas” metálicas con dientes finos a las que, al imprimirle un movimiento de vaivén vertical a través de la plancha, cortan según un modelo deseado.
Fresado y Torneado
Haciendo extensiva la asimilación del acrílico a la madera, desde el punto de vista del mecanizado, podemos decir que las operaciones de fresado y torneado son similares a las de la industria maderera o metalúrgica.
Como en estas operaciones la generación de calor por el mecanizado es importante, resulta indispensable que ellas se realicen con intensa lubricación, para evitar sobrecalentamientos que debilitan a la pieza por generación de tensiones internas.
TERMOFORMADO
9manual de uso
Las planchas ACRILICOPAOLINI® son termoplásticas; de ahí que una vez calentadas uniformemente, y a una temperatura adecuada, adquieren flexibilidad y elasticidad. Bajo ese estado, es posible moldearlas por doblado o estiramiento sobre un molde. Una vez que la pieza se enfría, mantendrá la forma adquirida en la matriz. Para un correcto termoformado deben tenerse en cuenta las siguientes precauciones:
1) Las planchas tendrán una contracción de aproximadamente el 2%, si estas son calentadas libremente, y su espesor incrementara proporcionalmente un 4%.
2) La temperatura de moldeo deberá estar comprendida entre 150° y 180°C. Los tiempos necesarios para alcanzar dicha temperatura dependerán del tipo de fuente calefactora, espesor y color de la plancha.
3) Un excesivo calentamiento de la plancha a moldear se manifiesta primero por la aparición de burbujas en la superficie, y luego en la masa, cuando éste es más acentuado.
4) Si la temperatura desciende por debajo del límite inferior de moldeo, la pieza se conformará mal o se romperá.
Una vez lograda la forma sobre el molde, la pieza se dejará enfriar lenta y uniformemente y se retirará aun tibia (40-50°C). De esta forma se evitan las tensiones internas que incrementan la fragilidad del producto.
GRAFICOS
Temp. Máx de Servicio
Máxima Elongación
Rango de Temp. de Termoformado
Principio de deterioro con elevada humedad absorbida
Temperatura de Descomposición
0º C 80º C 110º C 150º C 180º C 200º C
rango deTERMOFORMADO
Man
ual
de
uso
del
acr
ílico
MEDIOS DE CALEFACCIÓN
10manual de uso
Hornos de Aire
Los hornos de aire con circulación forzada son el medio más idóneo para el calentamiento de las planchas a termoformar, ya que un buen control térmico evita el sobrecalentamiento, independientemente del tiempo y la cantidad de las mismas en el proceso.Sim embargo, debe tenerse en cuenta que la velocidad del aire no puede ser inferior a 12 m/min.
Parrillas calefactoras
Las parrillas calefactoras pueden ser eléctricas o a gas, y resuelven los problemas operativos con mayor facilidad que en el caso anterior; pues la plancha es calentada sobre el molde en su respectivo marco.Una calefacción superior e inferior minimiza el tiempo y uniforma la temperatura de la plancha en forma casi óptima.
Diagrama de calefacción de una plancha acrílica (tiempo en función del espesor).
1) Intercambiador2) Turbina3) Plancha acrílica.4) Corriente de aire5) Pinzas de sujeción6) Termostato
5
3
4
6
4
12
1) Horno de aire por convección.2) Calefacción por radiación sobre una cara.3) Calefacción por radiación sobre ambas cara.
TRANSFORMACIÓN
11manual de uso
Parrillas calefactoras
Las parrillas calefactoras pueden ser eléctricas o a gas, y resuelven los problemas operativos con mayor facilidad que en el caso anterior; pues la plancha es calentada sobre el molde en su respectivo marco.Una calefacción superior e inferior minimiza el tiempo y uniforma la temperatura de la plancha en forma casi óptima.
Diagrama de calefacción de una plancha acrílica (tiempo en función del espesor).
Doblado
El doblado es una transformación común en los materiales termoplásticos, y suele hacerse con resistencias planas, tubos de cuarzo eléctricos o alambres.Calentando correctamente el área de doblado logramos ángulos y esquinas brillantes. Los equipos son de una gran sencillez.
Termoformado por presión de aire y por vacío
Las planchas ACRILICOPAOLINI® pueden ser termoformadas con ayuda de aire a presión o vacío, aun sin molde. La forma de la pieza esta determinada por la geometría de la base de sujeción. El sistema de termoformado por presión de aire y vacio, permite hacer domos de base circular, cuadrada o rectangular. De esta forma se confeccionan cúpulas para aviones y helicópteros.
Termoformado libre
Es el método más sencillo y consiste en extender sobre el molde la plancha ACRILICOPAOLINI® a temperatura de termoformado. Para evitar que por el contacto plancha- molde la pieza presente marcas en su superficie, se suele pegar una franela sobre este.
1) plancha de acrílico2) molde frío3) resistencia eléctrica4) zona de calentamiento
12
34
Term
ofor
mad
o po
r pr
esió
n de
aire
y p
or v
acío
Termoformado a presión mecánica
1) calefactor2) cierre rápido3) platina4) plancha acrílica5) cámara de presión
En este proceso, el molde puede ser simplemente hecho por perfilería metálica, la que solo toma contacto con la plancha acrílica al definir sus aristas. La pieza final tiene muy buena calidad óptica.
TRANSFORMACIÓN
12manual de uso
Termoformado con combinación de los métodos anteriores
a) Soplado y embutido seguido de evacuación de aire.Este método se emplea especialmente cuando se desean piezas con espesores de paredes más uniformes.
b) Soplado, embutido, seguido de vacío en el sistema.
MOLDEO
13manual de uso
Los moldes a emplear en la confección de artículos acrílicos, especialmente cuando se trabajan planchas transparentes, deben hacerse con perfilería metálica bien pulida y preferentemente cromada. De esta forma, el contacto de la plancha con el molde sólo ocurre a lo largo de las aristas del modelo, de modo tal que los planos permanecen inalterados, conservando el brillo y superficie original.
Es de hacer notar que, al tomar contacto el acrílico con el molde, el primero, quedará marcado en forma irregular, independientemente de la calidad del pulido de la matriz.Un ejemplo ampliamente difundido de este sistema de moldeo, es el termoformado de bañeras, lavatorios, inodoros y bidets con ACRILICOPAOLINI® para uso sanitario. Así, se logran piezas de gran belleza y funcionalidad.Todos los artefactos tienen contornos suaves y superficies brillantes, que se obtienen fácilmente mediante el sistema por vacío. Durante el proceso, deben guardarse condiciones de extrema limpieza.Dado el tamaño y la calidad requerida por estas piezas se recurre generalmente a prensas con un mediano nivel de automatización y control. Para este moldeo se utilizan moldes tipo “Hembra”.
Moldeo por vacío
El moldeo por vacío es similar al de cualquier otro material termoplástico, y en el diseño del molde deben considerarse los radios y ángulos de la pieza, por la menor definición del acrílico.
1) calefactores2) marco de sujeción3) cámara de vacío4) portamolde5) molde6) tanque de vacío7) bomba de vacío
1
2
3
4
12
3
4
56 7
GUIA PRÁCTICA DE MOLDEO POR TERMOFORMADO
14manual de uso
ACABADO
15manual de uso
Cuando las planchas ACRILICOPAOLINI® son cortadas, independientemente del método empleado, presentan una superficie irregular. Esto no permite pegar una plancha o pieza en forma prolija, y tampoco puede ser presentado dicho corte como trabajo definitivo en cualquier pieza manufacturada.
Las operaciones a seguir, para poder restaurar la superficie, son las siguientes:
1) Se puede recurrir a un rasqueteado con un fleje metálico de bordes curvos que, aplicándolo con fuerza sobre la superficie, arrastrará virutas uniformando el plano.
2) A continuación, también manualmente, y con movimiento de vaivén, se desplazará un taco de madera revestido con lija al agua, empleando granulometrías decrecientes comenzando con 120- 400- 600.Finalizada la última aplicación, la pieza está en condiciones de ser pulida.
Contando con lijadoras planetarias o de banda, estas operaciones pueden realizarse en muy breve tiempo.Las lijadoras de banda son las más recomendadas por su velocidad de trabajo y permiten, además, trabajar en húmedo. Con ello, la operación es mas limpia y las temperaturas de trabajo no inducen tensiones.
Pulido mecánico
La superficie lijada, y sin marcas superficiales, se encuentra lista para ser pulida. Así, se restaurará el brillo del plano mecanizado y éste alcanzará el mismo aspecto que la superficie de las planchas.
Se utilizan en esta operación (pulido) exclusivamente discos de franela suaves, evitándose la mezcla con tejido sintético. El diámetro de dichos discos será de aproximadamente 30 cm Y el grosor de 7 cm.
Una amoladora de 2,0 a 2,5 HP con 2.800 v.p.m es suficiente como para operar el disco de franela anteriormente descripto.
Como agente abrasivo se emplean pastas de pulido que se aplican a la rueda de franela de movimiento. Luego se apoya la pieza a pulir, imprimiéndole un movimiento de vaivén sin demasiada presión, para evitar sobrecalentamientos que puedan deformar la pieza por fusión incipiente, amén de las tensiones que en ella generan.
Todos los materiales plásticos tienen una acentuada tendencia a cargarse estáticamente, por ello se adhiere el polvillo del ambiente sobre los mismos. Una manera de evitar este inconveniente es aplicar sobre la superficie una fina película de antiestático, y así mantenerla limpia.
PEGADO
Las planchas ACRILICOPAOLINI® pueden ser pegadas entre ellas y con otros plásticos. Sin embrago, deben cuidarse otros aspectos para obtener un trabajo satisfactorio.
En principio, el adhesivo a emplear deberá elegirse en función del material (acrílico) u otros materiales que deseen pegarse a él.
El adhesivo debe atacar ligeramente al acrílico a pegar, y a su vez ser eliminado del medio por una ligera corriente de aire, para evitar concentraciones elevadas que pueden atacar la pieza.Es importante tener en cuenta este último punto. Especialmente cuando las piezas a pegar, han sido mecanizadas sin observar las recomendaciones referidas a los sobrecalentamientos.
Los adhesivos pueden ser:1) Solventes puros, con mayor o menor velocidad de evaporación.2) Soluciones de solvente/polímero.3) Soluciones autopolimerizables.
La elección del método dependerá del tipo de trabajo y de la habilidad del operador.
Limpieza
Si la pieza una vez terminada se debiera limpiar por haberse manchado con polvos, ceras, etc., durante el proceso de transformación, se lavará con agua, detergente y una franela o esponja, siempre húmeda, hasta remover la suciedad o materiales ligeramente adheridos.
1) acrílico2) banda de esmeril3) cilindro motor3’) polea libreA) nivel de agua
PEGADO
16manual de uso
Preparación
Independientemente del adhesivo y del método empleado, las piezas a unir deben ser mecanizadas perfectamente para evitar irregularidades superficiales, pues desniveles en las mismas separan las superficies y, en las zonas circundantes aparecen oclusiones de aire que desmerecen la calidad del pegado. Este inconveniente que se pone de manifiesto claramente cuando el adhesivo es sólo un solvente, disminuye en el caso de adhesivo solvente/polímero por el aporte de sólidos a la soldadura.Cuando se emplean cementos autopolimerizables, donde el solvente es reactivo, este fenómeno puede llegar a pasar desapercibido.
Pegado por inmersión
Este es un método de buen resultado y fácil aplicación. Consiste en sumergir el borde de la pieza a pegar en un recipiente de poca profundidad, o bien sobre una almohadilla con solventes puros. Pocos minutos son suficientes para que se ablande el borde. Una vez escurrido el solvente, se aplica la pieza sobre la superficie a pegar con ligera presión durante unos segundos, y luego se abandona la pieza hasta que se evapore el solvente.
Aplicación con jeringa hipodérmica
El proceso es simple y basta aplicar el adhesivo sobre la unión de las piezas, permitiendo que éste se difunda por capilaridad.El adhesivo solvente, el adhesivo solvente/polímero o el cemento autopolimerizable, pueden ser aplicados con jeringa hipodérmica.En estos casos es conveniente limitar, con cinta autoadhesiva, el escurrimiento del adhesivo sobre la superficie.
Cemento autopolimerizable
a) Cinta autoadhesiva para contener el desborde de polímero fraguante.b) Polímero fraguante.c) Pieza acrílica mecanizada a 20º. .
Cuando se empela cemento, autopolimerizable, debe evitarse la incorporación de burbujas de aire durante la aplicación. Los tiempos que deberán dejarse abandonadas las piezas, antes de mecanizarlas, dependerán del tipo de adhesivo o cemento empleado, y de las condiciones ambientales.Los adhesivos solventes sueldan rápidamente los planos acrílicos. La resistencia mecánica de la unión es aceptable, aunque baja cuando estas uniones son expuestas a la intemperie.Los adhesivos solvente/polímero y cemento son, en orden creciente, los medios recomendados para la unión de piezas acrílicas por su resistencia mecánica y resistencia a la intemperie.Algunas de las uniones o juntas más adecuadas cuando se trata de pegar láminas acrílicas:
a
a
b
c
Incorrecto
Bueno
Excelente
PINTADO
17manual de uso
Precauciones para el pegado:
La mayoría de los solventes y cementos empleados como adhesivos son altamente inflamables, ligeramente tóxicos e irritantes de la piel y los ojos.Debido a estas circunstancias, deben tomarse un mínimo de precauciones tales como:1) Trabajar en lugares bien ventilados.2) Evitar la presencia de llamas.3) No dejar que los adhesivos entren en contacto con piel y ojos.
La calidad de los pigmentos y/o colorantes también debe ser adecuada al uso.
Ya en vía operativa, debe cuidarse extremadamente la limpieza de la superficie, pues los aceites y grasas impedirán un correcto pintado. La remoción debe hacerse sin alterar la superficie de ahí que el solvente no debe atacarlo.
A esto le seguirá un lavado con agua que luego deberá ser eliminada perfectamente, cuidando en esta operación de eliminar el polvo que puede depositarse por carga estática.
Serigrafía
La serigrafía es una técnica de impresión empleada en el método de reproducción de documentos e imágenes sobre cualquier material, y consiste en transferir una tinta a través de una gasa tensada en un marco, el paso de la tinta se bloquea en las áreas donde no habrá imagen mediante una emulsión o barniz, quedando libre la zona donde pasará la tinta.
El sistema de impresión es repetitivo, esto es, que una vez que el primer modelo se ha logrado, la impresión puede ser repetida cientos y hasta miles de veces sin perder definición.
Se sitúa la malla, unida a un marco para mantenerla tensa, sobre el soporte a imprimir y se hace pasar la tinta a través de ella, aplicándole una presión moderada con un rasero, generalmente de caucho.
La impresión se realiza a través de una tela de trama abierta, enmarcada en un marco, que se emulsiona con UN (material foto sensible). Por contacto, el original, se expone a la luz, para endurecer las partes libres de imagen. Por el lavado con agua se diluye la parte no expuesta, dejando esas partes libres en la tela.
El soporte a imprimir se coloca bajo el marco, dentro del cual se coloca la tinta, que se extiende sobre toda la tela por medio de una regla de goma. La tinta pasa a través de la malla en la parte de la imagen y se deposita en el papel o tela. El marco de madera se ajusta a una mesa, llamada pulpo por medio de bisagras o brazos, que permiten subirlo y bajarlo para colocar y retirar los pliegos impresos.
Pintado a soplete
Las planchas ACRILICOPAOLINI® no agotan sus posibilidades con el simple moldeo o armado de piezas, ya que pueden ser pintadas y con ello tener aplicación en el campo publicitario o decorativo.
El pintar una plancha ACRILICOPAOLINI® exige guardar una serie de simples normas para obtener un buen resultado. Las recomendaciones siguientes son las generales para este tipo de labores.
En primer lugar, la elección de la pintura es la clave de un trabajo correcto siendo recomendada especialmente la de base acrílica, por su compatibilidad y resistencia a la luz solar, más aún cuando se trata de aplicaciones al exterior.
Los solventes de la pintura no deberán atacar excesivamente al material, pues ese fenómeno termina por degradar el área tratada, produciendo fisuras que debilitan las propiedades mecánicas de la pieza (crazing).
a
b c
d
ea) maniguetab) pinturac) screend) marco de sustentacióne) acrílico
Serigrafía
Pintado a soplete
PEGADO MONTAJE E INSTALACIÓN
18manual de uso
Debido a un elevado coeficiente de dilatación comparado con acero, madera, hormigón o vidrio, el montaje e instalación de planchas y paneles acrílicos moldeados requiere de algunas precauciones. Es por ello que deben tenerse en consideración los posibles cambios dimensionales.
Coeficientes de dilatación térmica de diversos materiales cm x cm x ºC
Espesores recomendables de instalación
Espesores mínimos en mm para paneles planos en fachadas exteriores de acuerdo a sus dimensiones superficiales.
ACRILICOPAOLINI® 0.000070
Plomo 0.000027Aluminio 0.000020Cobre 0.000015Acero 0.000010Vidrio 0.000008Hormigón 0.000006
Medidas
(cm)
30 45 60 80 120 150 180 210
30 3,2
45 3,2 5
60 3,2 5 6
90 3,2 5 6 8
120 3,2 5 6 8 10
150 3,2 5 6 8 10 12
180 3,2 5 6 8 10 12 12
210 3,2 5 6 8 10 12 12 12
MONTAJE E INSTALACIÓN
19manual de uso
Curvado en frío
Las planchas ACRILICOPAOLINI® pueden curvarse en frío.
El radio no debe ser inferior a mínimo 180 veces el espesor de la plancha. Este valor límite puede ser alcanzado sin que se pongan de manifiesto tensiones.
Deberá cuidarse que el apoyo perimetral de la plancha sea liso y permita el deslizamiento de la misma por efecto de la dilatación
Sistemas de instalación
Sistema flotante
El burlete puede ser de caucho, silicona o cualquier material que permita el libre movimiento de la plancha ACRILICOPAOLINI® en su alojamiento, y su espesor de 1.5 mm debe soportar sin desgarrarse las contracciones y dilataciones de la plancha acrílica.
Sistema de retén cementado
Fijación con tornillos o pernos
Este tipo de instalaciones son más conflictivas, porque el anclaje es más severo que el de las descripciones anteriores. Debido a esto, el orificio pasante en la lámina deber ser de mayor diámetro que el tornillo o remache, para evitar el apoyo de éste sobre las caras internas, pues una tensión grande puede inducir la rotura a partir de dicho orificio.
A) Perfilería metálica.B) Burlete mínimo 1,5 mm de ancho.C) Plancha ACRILICOPAOLINI®D) Huelgo de expansión 3mm/m lineal de plancha acrílica.E) Embutido mínimo 10 mm.Perfilería Metálica.
A) Perfilería metálica.B) Burlete de fijación mínimo de 1,5 mm.C) Plancha ACRILICOPAOLINI® D) Huelgo de expansión mínimo 3 mm/m lineal de chapa.E) Embutido de plancha ACRILICOPAOLINI®
Aquí, en la mecanización del agujero, son válidos todos los razonamientos dichos en el caso de agujereado de acrílico.
A) Perfilería metálica.B) Burlete de fijación (mínimo de 1,5 mm)C) Plancha ACRILICOPAOLINI®D) Huelgo de expansión (mínimo 3 mm/m lineal de plancha)E) Embutido de plancha.F) Arandela de goma.
Ante cualquier requerimiento especial, consulte con el Departamento Técnico de Paolini S.A.I.C
EC 01Vigencia: 30/07/2008
7 RECICLABLE Ninguna parte de este manual puede ser reproducida sin la expresa autorización de PAOLINI S.A.I.C
Propiedades ópticas Índice de refracción Transmitancia Nubosidad (Haze)
% %
D-542 D-791 D-1003
1,49 92 1
1,49 92 1
1,50 92 1
1,49 90 4
Propiedades químicas Resistencia a la intemperie Resistencia a los ácidos débiles Resistencia a los ácidos fuertes Resistencia a los alcais débiles Resistencia a los alcais fuertes Ácidos Oxidantes
Excelente No es atacado No es atacado No es atacado
Es atacado Es atacado
Excelente No es atacado No es atacado No es atacado
Es atacado Es atacado
Amarillea No es atacado No es atacado No es atacado
Es atacado Es atacado
Excelente No es atacado No es atacado No es atacado
Es atacado Es atacado
Propiedades mecánicas
Unidades Normas
Astm ACRILICOPAOLINI®
Colado
Acrílico Extruído
Ignífugo
Extruído Alto Impacto
Tracción Resistencia en el límite elástico Resistencia a la rotura Elongación a la rotura Modulo de la elasticidad
Kg/cm2 Kg/cm2
% Kg/cm2
D-638 D-638 D-638 D-638
-
562-773 4,5
24.600-31.000
-
492-773 5,0
23.000-31.000
-
562-878 5,0
26.600-33.700
-
386 - -
Flexión Resistencia en el límite elástico o rotura Módulo de elasticidad
Kg/cm2 Kg/cm2
D-790 D-790
840-1.190
27.500-33.400
740-1.300
22.800-32.300
840-1.250
24.600-31.600
562
17.500
Compresión Resistencia a la compresión (ruptura) Módulo de compresión
Kg/cm2 Kg/cm2
D-695 D-695
773-1.330
27.500-33.300
740-1260
26.000-32.300
773-840 31.000
- -
Impacto Resistencia al impacto IZOD
Kg/cm/cm
D-256 A
1,9
2,4
1,9
6,52
Dureza Rockwell Barcol
D-795 D-2583
M-80- M-100
50
M-68- M105
50
M-61- M-100
45
R-99 35
Propiedades Térmicas Coeficiente de dilatación lineal Temperatura de deflexión bajo carga Conductibilidad térmica Calor especifico
cm/cm°C 18´6 kg/cm
10 -4cal cm/sec cm2 °C Cal/g/°C
D-696 D-648 C-177
6,0 x 10-5 86°C
4,0-6,0 0,35
1,3 x 10-5 74-99°C 4,0- 6,0
0,35
1,3 x 10-5 68-96°C 4,0-6,0 0,35
82°C
- 0.35
Propiedades físicas Peso especifico Absorción de agua
g/cm3
% D-792 D-570
1,19-1,20 0,2-0,4
1,19-1,20 0,1-0,4
1,23 0,63
1,15 0,4
Propiedades eléctricas Resistencia eléctrica Rigidez dieléctrica
Ohm/cm Kv/mm
D-257 D-149
>106
19 >106
17 >106 16
- -
DEFECTO PROBABLE CAUSA POSIBLES CORRECCIONES Burbujas en la chapa.
Plancha demasiado caliente.
Reducir tiempo de calentamiento. Reducir la potencia de los calefactores. Alejar los calefactores. Emplear un tejido metálico como pantalla (sombra)
Formato incompleto. Definición pobre.
Plancha demasiado fría. Vacío insuficiente. Baja presión de aire.
Incrementar la temperatura de la plancha. Verificar posibles pérdidas del sistema. Aumentar la reserva de vacío. Aumentar el diámetro de los orificios de vacío en el molde. Aumentar la presión del aire.
Fondos y esquinas finas de bajo espesor.
Técnica de moldeo pobre. Plancha demasiado fría. Moldeo demasiado rápido. Molde no adecuado.
Cambiar el ciclo de moldeo, ya sea por soplado o compresión. Rediseñar el molde. Usar pantalla metálica para controlar perfil de temperatura. Reducir la velocidad de moldeo.
Variación extrema de espesores. Pieza combinada.
Plancha mal calentada. Molde demasiado frío. Plancha que se desliza sobre el molde. Plancha muy caliente.
Controlar perfil de temperatura. Controlar los calefactores. Ajustar el marco con mayor presión. Reducir tiempo o temperatura.
Pozos, hoyos, granos y marcas Plancha que se pega al molde.
Orificios de vacío demasiado grandes. Excesiva suciedad en el molde o plancha. Molde rugoso.
Reducir el diámetro de los orificios. Disminuir la depresión. Limpiar molde y/o plancha. Pulir molde.
Plancha que se pega al molde
Molde demasiado rugoso. Dibujos demasiado profundos.
Rediseño del molde.
Pieza con distorsión. Remoción de la pieza demasiado caliente. Mala calefacción. Enfriamiento no uniforme.
Aumentar el tiempo de enfriamiento, colocando la pieza desmoldada en molde frío. Controlar perfil de temperaturas. Corregir el molde.
Roturas de piezas ya formadas.
Mal diseño del molde. Calentamiento insuficiente. Molde muy frío.
Incrementar los radios. Controlar temperaturas y/o tiempode calefacción.

3
ACRILICOPAOLINI® es la marca que identifica al “POLIMETRACRILATO DE METILO” en forma de planchas por el método de colada en celda, producido y comercializado por PAOLINI S. A. I. C.
Propiedades
La elección de ACRILICOPAOLINI® como material apto para las más diversas aplicaciones, deviene de la suma de propiedades que hacen de él un material de gran versatilidad.
Las características más destacables de este material termoplástico son:
- Resistencia espontánea a la luz solar (luz U.V.) y agentes atmosféricos.- Buenas propiedades mecánicas y eléctricas.- Bajo peso específico. - Buena dureza y relativa resistencia al rayado.- El material cristal incoloro, transmite el 92% de la luz incidente.- Buena superficie y alto brillo.- Resistente a la mayoría de las más comunes sustancias químicas.- Resistencia a la intemperie y a los rayos U.V.- Aislante térmico y acústico.- Fácil de maquinar.- Gran capacidad de termoformado.- Apto para repulido de la superficie.- Reciclable.- Fácil limpieza.- Amplia gama de colores.- Buena resistencia a la flexión.
Este conjunto de propiedades permite su aplicación con éxito en la industria de la construcción, cartelería y señalización al exterior, artículos para el hogar, publicidad, regalos, iluminación, blindajes, bañeras, incubadoras, dispositivos para laboratorios y equipamiento hospitalario.
El ACRILICOPAOLINI® se ofrece en diversos grados, con características especiales para el uso especifico tales como material para uso sanitario, uso aeronáutico, naval, automotriz, ignífugo o con absorción especifica de radiación U.V., protección para museos, camas solares.
Las planchas de ACRILICOPAOLINI® se entregan con una protección de polietileno autoadhesivo en ambas caras, para evitar que durante el transporte, almacenaje y transformación, se dañe su brillante superficie.El film protector es fácilmente removible, quedando la superficie de la plancha absolutamente limpia, una vez que éste es retirado.Se debe evitar la exposición de las planchas ACRILICOPAOLINI® a la luz solar directa durante períodos prolongados, mientras estén protegidas por el film, ya que la luz solar degrada el polietileno y la película adhesiva puede ser transferida al acrílico dificultando la remoción de esta.
Almacenaje
Durante el almacenaje deben observarse ciertas condiciones básicas: los depósitos deben ser frescos, evitándose en ellos hornos, líneas de vapor, recipientes calientes y/o radiadores. Pues dichas fuentes de calor pueden deformar las láminas. Además deben ser ventilados, especialmente en las áreas circundantes hay acumulación de solventes. Siendo el ACRILICOPAOLINI® un material combustible, deberán considerarse las medidas de seguridad propias de un material de estas características, evitándose el contacto con las llamas. En su combustión no hay emisión de humos.
Estibaje
Las planchas de ACRILICOPAOLINI® deben ser estibadas lo mas verticalmente posible, debiendo tomar contacto unas con otras en la totalidad de su superficie, con el fin de conservarlas planas.
Seguridad
No es conveniente almacenar las planchas horizontalmente; ya que, por su peso, estas pueden sufrir deformaciones especialmente si las superficies no toman contacto entre ellas en toda su extensión.
Las planchas de ACRILICOPAOLINI® se pueden cortar con herramientas de corte manuales o eléctricas similares a las que se empelan en la industria de la madera, dependiendo del tipo de trabajo la elección del instrumento de corte.
Corte con lezna o buril
Tratándose de planchas finas, estas pueden cortarse de igual manera que un vidrio. Con una lezna o buril se hace una incisión profunda en la plancha. Apoyándola firmemente sobre un borde recto, y con fuerte presión se quiebra a lo largo de la marca realizada.
Los cortes rectos en una plancha de cualquier espesor, se deben realizar con sierras circulares. Los tipos de sierras son similares a los empleados en la industria maderera, pueden ser de acero rápido, acero al carbono o sierras de widia. Las sierras de acero rápido y al carbono, se emplean en espesores finos de hasta 5mm, y las de widia en espesores mayores. Las sierras de acero al carbono, si bien deben afilarse más seguido que las de acero rápido, tienen la ventaja de poder trabar sus dientes para facilitar la descarga del material. Esto da como resultado un corte más limpio y evita, además, el sobrecalentamiento del material. Las sierras de widia son apropiadas para trabajos pesados, tales como el corte de espesores. Su afinación no es frecuente, su facetado y ángulo de corte resuelven el problema de la descarga de material. El desperdicio de material por corte es mayor que con los otros tipos de sierra. El diámetro mas comúnmente empelado en sierras de acero al carbono es de 25 cm, con 220 dientes. La velocidad lineal de corte oscilara en aproximadamente 10/35 mt/min para una velocidad de rotación de 3000 a 6000 rpm. El avance del material durante el proceso de corte deberá ser continuo y adecuado para la velocidad de rotación de la sierra. Las sierras de widia, de acuerdo al tipo de máquina, variarán su diámetro entre 20 cm y 35 cm, con 60 y 84 dientes respectivamente.Perfiles y ángulos de corte de sierras de widia y acero al carbono:
Observaciones:Es de gran importancia el correcto afilado de las sierras para obtener cortes limpios y sin astilladuras, y para evitar que se eleve la temperatura y se dañe el material. También es importante lubricar las sierras para que no se sobrecalienten; de esta manera se evita que el material se ablande y se pegue a las mismas.
Corte con sierras Sierras sin fin y router (tupi):
Se utiliza la sierra sin fin cuando hay necesidad de hacer cortes curvos en planchas o piezas finas. Sin embrago, los elementos mas adecuados son los routers portátiles o fijos, eléctricos o neumáticos.
Los routers no sólo se emplean como elementos de corte, sino también como herramientas para terminación de bordes; lográndose así perfiles acordes con la geometría del router.
Características del router CNC:- tiene la capacidad de grabar y efectuar cortes 3D.- favorece el tratamiento de piezas de muy reducido tamaño (milímetros) o grandes dimensiones, gracias a una amplia superficie de corte (3 m × 2 m)- realiza fresados y desbastes.- posibilita la realización de trabajos en una sola pieza, sin empalmes.- consigue un acabado excelente, sin rebabas ni afección térmica, aunque es necesario un pulido posterior.- alcanza una altísima precisión en el corte (±0,025 mm según el espesor)- ofrece gran versatilidad, sin perder precisión, lo que permite la realización de los más complicados diseños
Corte y grabado laser.
El proceso de corte en láser es de gran utilidad en la actualidad ya que sus costos no son altos y la terminacion es perfecta, realiza cortes planos (2D) asi también los grabados.
El grabado en láser se produce al hacer incidir el haz de luz del láser sobre cualquier material volatilizando ó produciendo un cambio de color.
El proceso consiste en grabar materiales duros o blandos con el objetivo de dejar una marca, ya sea profunda o superficial, para personalizar o adornar. Se pueden hacer bajo relieve o alto relieve y sus principales aplicaciones son: personalización de objetos, manualidades, señalización, publicidad.
El acrílico es uno de los materiales más utilizados para corte y grabado láser, principalmente por la alta calidad de corte y por no requerir acabados.
Sierras manuales:
Para obtener resultados similares a los anteriores con una sierra manual, se requiere un entrenamiento especial de los operadores.Este elemento solo es recomendable para hobbystas o artesanos.
SISTEMAS DE CORTE
7manual de uso
SISTEMAS DE CORTE
6manual de uso
PRESENTACIÓN
5manual de uso
TABLA DE PROPIEDADES
4manual de uso
INTRODUCCIÓN
3manual de uso
INDICE
2manual de uso
Introducciónpropiedades
Tabla de propiedades
Presentaciónalmacenajeestibajeseguridad
Sistemas de cortecorte con lezna o burilcorte con sierrassierras sin fin y routerrouter CNCcorte y grabado lásersierras manualesagujereadocaladofresado y torneado
Termoformado
Medios de calefacciónhornos de aireparrillas calefactoras
Transformacióndobladotermoformado libretermoformado por presión de aire y vacíotermoformado con combinación de los métodos anteriores
Moldeomoldeo por vacío
33
4
5555
6667777888
9
101010
11111111
12
1313
14
151515
151616161617
171717
1818191919
Guía practica de moldeo por termoformado
Acabadopulido mecánicolimpieza
Pegadopreparaciónpegado por inmersiónaplicación con jeringa hipodérmicacemento autopolimerizableprecauciones para el pegado
Pintadopintado a sopleteserigrafía
Montaje e Instalaciónespesores recomendables de instalacióncurvado en fríosistemas de instalaciónfijación con tornillos o pernos
SISTEMAS DE CORTE
8manual de uso
Agujereado
Cualquier agujereadora de pie es adecuada para horadar acrílico, y permite mayor precisión y control que una agujereadora portátil.
Observaciones:
a) Las mechas pueden tener algunas de las geometrías sugeridas a continuación, y deben permanecer constantemente bien afiladas para evitar astilladuras en las planchas acrílicas.
b) El vértice de la mecha deberá emerger de la cara opuesta, después de que la base del cono de la herramienta haya penetrado en el material.
c) Para espesores de hasta 4 mm, no es necesario recurrir a la lubricación. Para espesores mayores, la lubricación se hace indispensable, ya que el trabajo mecánico eleva la temperatura de la pieza provocando los siguientes inconvenientes: el sobrecalentamiento genera tensiones internas, que aumentan el riesgo de rotura si la pieza se somete a una sobrecarga o presión. Las mismas tensiones inducen muy rápidamente a un acentuado crazing por exposición a la luz y al calor.
Generalmente, una pieza manufacturada sin lubricación presenta, por los efectos de la temperatura, paredes con alto grado de distorsión, debido al arrastre de material y a la irregularidad superficial. Una correcta lubricación reduce o elimina dichos problemas. Se recomienda el uso de aceites solubles.
Calado
El calado se puede hacer con sierras caladoras, que deberán tener un brazo suficientemente grande como para barrer amplias superficies.
Las sierras, en estos casos, consisten en “varillas” metálicas con dientes finos a las que, al imprimirle un movimiento de vaivén vertical a través de la plancha, cortan según un modelo deseado.
Fresado y Torneado
Haciendo extensiva la asimilación del acrílico a la madera, desde el punto de vista del mecanizado, podemos decir que las operaciones de fresado y torneado son similares a las de la industria maderera o metalúrgica.
Como en estas operaciones la generación de calor por el mecanizado es importante, resulta indispensable que ellas se realicen con intensa lubricación, para evitar sobrecalentamientos que debilitan a la pieza por generación de tensiones internas.
TERMOFORMADO
9manual de uso
Las planchas ACRILICOPAOLINI® son termoplásticas; de ahí que una vez calentadas uniformemente, y a una temperatura adecuada, adquieren flexibilidad y elasticidad. Bajo ese estado, es posible moldearlas por doblado o estiramiento sobre un molde. Una vez que la pieza se enfría, mantendrá la forma adquirida en la matriz. Para un correcto termoformado deben tenerse en cuenta las siguientes precauciones:
1) Las planchas tendrán una contracción de aproximadamente el 2%, si estas son calentadas libremente, y su espesor incrementara proporcionalmente un 4%.
2) La temperatura de moldeo deberá estar comprendida entre 150° y 180°C. Los tiempos necesarios para alcanzar dicha temperatura dependerán del tipo de fuente calefactora, espesor y color de la plancha.
3) Un excesivo calentamiento de la plancha a moldear se manifiesta primero por la aparición de burbujas en la superficie, y luego en la masa, cuando éste es más acentuado.
4) Si la temperatura desciende por debajo del límite inferior de moldeo, la pieza se conformará mal o se romperá.
Una vez lograda la forma sobre el molde, la pieza se dejará enfriar lenta y uniformemente y se retirará aun tibia (40-50°C). De esta forma se evitan las tensiones internas que incrementan la fragilidad del producto.
GRAFICOS
Temp. Máx de Servicio
Máxima Elongación
Rango de Temp. de Termoformado
Principio de deterioro con elevada humedad absorbida
Temperatura de Descomposición
0º C 80º C 110º C 150º C 180º C 200º C
rango deTERMOFORMADO
Man
ual
de
uso
del
acr
ílico
MEDIOS DE CALEFACCIÓN
10manual de uso
Hornos de Aire
Los hornos de aire con circulación forzada son el medio más idóneo para el calentamiento de las planchas a termoformar, ya que un buen control térmico evita el sobrecalentamiento, independientemente del tiempo y la cantidad de las mismas en el proceso.Sim embargo, debe tenerse en cuenta que la velocidad del aire no puede ser inferior a 12 m/min.
Parrillas calefactoras
Las parrillas calefactoras pueden ser eléctricas o a gas, y resuelven los problemas operativos con mayor facilidad que en el caso anterior; pues la plancha es calentada sobre el molde en su respectivo marco.Una calefacción superior e inferior minimiza el tiempo y uniforma la temperatura de la plancha en forma casi óptima.
Diagrama de calefacción de una plancha acrílica (tiempo en función del espesor).
1) Intercambiador2) Turbina3) Plancha acrílica.4) Corriente de aire5) Pinzas de sujeción6) Termostato
5
3
4
6
4
12
1) Horno de aire por convección.2) Calefacción por radiación sobre una cara.3) Calefacción por radiación sobre ambas cara.
TRANSFORMACIÓN
11manual de uso
Parrillas calefactoras
Las parrillas calefactoras pueden ser eléctricas o a gas, y resuelven los problemas operativos con mayor facilidad que en el caso anterior; pues la plancha es calentada sobre el molde en su respectivo marco.Una calefacción superior e inferior minimiza el tiempo y uniforma la temperatura de la plancha en forma casi óptima.
Diagrama de calefacción de una plancha acrílica (tiempo en función del espesor).
Doblado
El doblado es una transformación común en los materiales termoplásticos, y suele hacerse con resistencias planas, tubos de cuarzo eléctricos o alambres.Calentando correctamente el área de doblado logramos ángulos y esquinas brillantes. Los equipos son de una gran sencillez.
Termoformado por presión de aire y por vacío
Las planchas ACRILICOPAOLINI® pueden ser termoformadas con ayuda de aire a presión o vacío, aun sin molde. La forma de la pieza esta determinada por la geometría de la base de sujeción. El sistema de termoformado por presión de aire y vacio, permite hacer domos de base circular, cuadrada o rectangular. De esta forma se confeccionan cúpulas para aviones y helicópteros.
Termoformado libre
Es el método más sencillo y consiste en extender sobre el molde la plancha ACRILICOPAOLINI® a temperatura de termoformado. Para evitar que por el contacto plancha- molde la pieza presente marcas en su superficie, se suele pegar una franela sobre este.
1) plancha de acrílico2) molde frío3) resistencia eléctrica4) zona de calentamiento
12
34
Term
ofor
mad
o po
r pr
esió
n de
aire
y p
or v
acío
Termoformado a presión mecánica
1) calefactor2) cierre rápido3) platina4) plancha acrílica5) cámara de presión
En este proceso, el molde puede ser simplemente hecho por perfilería metálica, la que solo toma contacto con la plancha acrílica al definir sus aristas. La pieza final tiene muy buena calidad óptica.
TRANSFORMACIÓN
12manual de uso
Termoformado con combinación de los métodos anteriores
a) Soplado y embutido seguido de evacuación de aire.Este método se emplea especialmente cuando se desean piezas con espesores de paredes más uniformes.
b) Soplado, embutido, seguido de vacío en el sistema.
MOLDEO
13manual de uso
Los moldes a emplear en la confección de artículos acrílicos, especialmente cuando se trabajan planchas transparentes, deben hacerse con perfilería metálica bien pulida y preferentemente cromada. De esta forma, el contacto de la plancha con el molde sólo ocurre a lo largo de las aristas del modelo, de modo tal que los planos permanecen inalterados, conservando el brillo y superficie original.
Es de hacer notar que, al tomar contacto el acrílico con el molde, el primero, quedará marcado en forma irregular, independientemente de la calidad del pulido de la matriz.Un ejemplo ampliamente difundido de este sistema de moldeo, es el termoformado de bañeras, lavatorios, inodoros y bidets con ACRILICOPAOLINI® para uso sanitario. Así, se logran piezas de gran belleza y funcionalidad.Todos los artefactos tienen contornos suaves y superficies brillantes, que se obtienen fácilmente mediante el sistema por vacío. Durante el proceso, deben guardarse condiciones de extrema limpieza.Dado el tamaño y la calidad requerida por estas piezas se recurre generalmente a prensas con un mediano nivel de automatización y control. Para este moldeo se utilizan moldes tipo “Hembra”.
Moldeo por vacío
El moldeo por vacío es similar al de cualquier otro material termoplástico, y en el diseño del molde deben considerarse los radios y ángulos de la pieza, por la menor definición del acrílico.
1) calefactores2) marco de sujeción3) cámara de vacío4) portamolde5) molde6) tanque de vacío7) bomba de vacío
1
2
3
4
12
3
4
56 7
GUIA PRÁCTICA DE MOLDEO POR TERMOFORMADO
14manual de uso
ACABADO
15manual de uso
Cuando las planchas ACRILICOPAOLINI® son cortadas, independientemente del método empleado, presentan una superficie irregular. Esto no permite pegar una plancha o pieza en forma prolija, y tampoco puede ser presentado dicho corte como trabajo definitivo en cualquier pieza manufacturada.
Las operaciones a seguir, para poder restaurar la superficie, son las siguientes:
1) Se puede recurrir a un rasqueteado con un fleje metálico de bordes curvos que, aplicándolo con fuerza sobre la superficie, arrastrará virutas uniformando el plano.
2) A continuación, también manualmente, y con movimiento de vaivén, se desplazará un taco de madera revestido con lija al agua, empleando granulometrías decrecientes comenzando con 120- 400- 600.Finalizada la última aplicación, la pieza está en condiciones de ser pulida.
Contando con lijadoras planetarias o de banda, estas operaciones pueden realizarse en muy breve tiempo.Las lijadoras de banda son las más recomendadas por su velocidad de trabajo y permiten, además, trabajar en húmedo. Con ello, la operación es mas limpia y las temperaturas de trabajo no inducen tensiones.
Pulido mecánico
La superficie lijada, y sin marcas superficiales, se encuentra lista para ser pulida. Así, se restaurará el brillo del plano mecanizado y éste alcanzará el mismo aspecto que la superficie de las planchas.
Se utilizan en esta operación (pulido) exclusivamente discos de franela suaves, evitándose la mezcla con tejido sintético. El diámetro de dichos discos será de aproximadamente 30 cm Y el grosor de 7 cm.
Una amoladora de 2,0 a 2,5 HP con 2.800 v.p.m es suficiente como para operar el disco de franela anteriormente descripto.
Como agente abrasivo se emplean pastas de pulido que se aplican a la rueda de franela de movimiento. Luego se apoya la pieza a pulir, imprimiéndole un movimiento de vaivén sin demasiada presión, para evitar sobrecalentamientos que puedan deformar la pieza por fusión incipiente, amén de las tensiones que en ella generan.
Todos los materiales plásticos tienen una acentuada tendencia a cargarse estáticamente, por ello se adhiere el polvillo del ambiente sobre los mismos. Una manera de evitar este inconveniente es aplicar sobre la superficie una fina película de antiestático, y así mantenerla limpia.
PEGADO
Las planchas ACRILICOPAOLINI® pueden ser pegadas entre ellas y con otros plásticos. Sin embrago, deben cuidarse otros aspectos para obtener un trabajo satisfactorio.
En principio, el adhesivo a emplear deberá elegirse en función del material (acrílico) u otros materiales que deseen pegarse a él.
El adhesivo debe atacar ligeramente al acrílico a pegar, y a su vez ser eliminado del medio por una ligera corriente de aire, para evitar concentraciones elevadas que pueden atacar la pieza.Es importante tener en cuenta este último punto. Especialmente cuando las piezas a pegar, han sido mecanizadas sin observar las recomendaciones referidas a los sobrecalentamientos.
Los adhesivos pueden ser:1) Solventes puros, con mayor o menor velocidad de evaporación.2) Soluciones de solvente/polímero.3) Soluciones autopolimerizables.
La elección del método dependerá del tipo de trabajo y de la habilidad del operador.
Limpieza
Si la pieza una vez terminada se debiera limpiar por haberse manchado con polvos, ceras, etc., durante el proceso de transformación, se lavará con agua, detergente y una franela o esponja, siempre húmeda, hasta remover la suciedad o materiales ligeramente adheridos.
1) acrílico2) banda de esmeril3) cilindro motor3’) polea libreA) nivel de agua
PEGADO
16manual de uso
Preparación
Independientemente del adhesivo y del método empleado, las piezas a unir deben ser mecanizadas perfectamente para evitar irregularidades superficiales, pues desniveles en las mismas separan las superficies y, en las zonas circundantes aparecen oclusiones de aire que desmerecen la calidad del pegado. Este inconveniente que se pone de manifiesto claramente cuando el adhesivo es sólo un solvente, disminuye en el caso de adhesivo solvente/polímero por el aporte de sólidos a la soldadura.Cuando se emplean cementos autopolimerizables, donde el solvente es reactivo, este fenómeno puede llegar a pasar desapercibido.
Pegado por inmersión
Este es un método de buen resultado y fácil aplicación. Consiste en sumergir el borde de la pieza a pegar en un recipiente de poca profundidad, o bien sobre una almohadilla con solventes puros. Pocos minutos son suficientes para que se ablande el borde. Una vez escurrido el solvente, se aplica la pieza sobre la superficie a pegar con ligera presión durante unos segundos, y luego se abandona la pieza hasta que se evapore el solvente.
Aplicación con jeringa hipodérmica
El proceso es simple y basta aplicar el adhesivo sobre la unión de las piezas, permitiendo que éste se difunda por capilaridad.El adhesivo solvente, el adhesivo solvente/polímero o el cemento autopolimerizable, pueden ser aplicados con jeringa hipodérmica.En estos casos es conveniente limitar, con cinta autoadhesiva, el escurrimiento del adhesivo sobre la superficie.
Cemento autopolimerizable
a) Cinta autoadhesiva para contener el desborde de polímero fraguante.b) Polímero fraguante.c) Pieza acrílica mecanizada a 20º. .
Cuando se empela cemento, autopolimerizable, debe evitarse la incorporación de burbujas de aire durante la aplicación. Los tiempos que deberán dejarse abandonadas las piezas, antes de mecanizarlas, dependerán del tipo de adhesivo o cemento empleado, y de las condiciones ambientales.Los adhesivos solventes sueldan rápidamente los planos acrílicos. La resistencia mecánica de la unión es aceptable, aunque baja cuando estas uniones son expuestas a la intemperie.Los adhesivos solvente/polímero y cemento son, en orden creciente, los medios recomendados para la unión de piezas acrílicas por su resistencia mecánica y resistencia a la intemperie.Algunas de las uniones o juntas más adecuadas cuando se trata de pegar láminas acrílicas:
a
a
b
c
Incorrecto
Bueno
Excelente
PINTADO
17manual de uso
Precauciones para el pegado:
La mayoría de los solventes y cementos empleados como adhesivos son altamente inflamables, ligeramente tóxicos e irritantes de la piel y los ojos.Debido a estas circunstancias, deben tomarse un mínimo de precauciones tales como:1) Trabajar en lugares bien ventilados.2) Evitar la presencia de llamas.3) No dejar que los adhesivos entren en contacto con piel y ojos.
La calidad de los pigmentos y/o colorantes también debe ser adecuada al uso.
Ya en vía operativa, debe cuidarse extremadamente la limpieza de la superficie, pues los aceites y grasas impedirán un correcto pintado. La remoción debe hacerse sin alterar la superficie de ahí que el solvente no debe atacarlo.
A esto le seguirá un lavado con agua que luego deberá ser eliminada perfectamente, cuidando en esta operación de eliminar el polvo que puede depositarse por carga estática.
Serigrafía
La serigrafía es una técnica de impresión empleada en el método de reproducción de documentos e imágenes sobre cualquier material, y consiste en transferir una tinta a través de una gasa tensada en un marco, el paso de la tinta se bloquea en las áreas donde no habrá imagen mediante una emulsión o barniz, quedando libre la zona donde pasará la tinta.
El sistema de impresión es repetitivo, esto es, que una vez que el primer modelo se ha logrado, la impresión puede ser repetida cientos y hasta miles de veces sin perder definición.
Se sitúa la malla, unida a un marco para mantenerla tensa, sobre el soporte a imprimir y se hace pasar la tinta a través de ella, aplicándole una presión moderada con un rasero, generalmente de caucho.
La impresión se realiza a través de una tela de trama abierta, enmarcada en un marco, que se emulsiona con UN (material foto sensible). Por contacto, el original, se expone a la luz, para endurecer las partes libres de imagen. Por el lavado con agua se diluye la parte no expuesta, dejando esas partes libres en la tela.
El soporte a imprimir se coloca bajo el marco, dentro del cual se coloca la tinta, que se extiende sobre toda la tela por medio de una regla de goma. La tinta pasa a través de la malla en la parte de la imagen y se deposita en el papel o tela. El marco de madera se ajusta a una mesa, llamada pulpo por medio de bisagras o brazos, que permiten subirlo y bajarlo para colocar y retirar los pliegos impresos.
Pintado a soplete
Las planchas ACRILICOPAOLINI® no agotan sus posibilidades con el simple moldeo o armado de piezas, ya que pueden ser pintadas y con ello tener aplicación en el campo publicitario o decorativo.
El pintar una plancha ACRILICOPAOLINI® exige guardar una serie de simples normas para obtener un buen resultado. Las recomendaciones siguientes son las generales para este tipo de labores.
En primer lugar, la elección de la pintura es la clave de un trabajo correcto siendo recomendada especialmente la de base acrílica, por su compatibilidad y resistencia a la luz solar, más aún cuando se trata de aplicaciones al exterior.
Los solventes de la pintura no deberán atacar excesivamente al material, pues ese fenómeno termina por degradar el área tratada, produciendo fisuras que debilitan las propiedades mecánicas de la pieza (crazing).
a
b c
d
ea) maniguetab) pinturac) screend) marco de sustentacióne) acrílico
Serigrafía
Pintado a soplete
PEGADO MONTAJE E INSTALACIÓN
18manual de uso
Debido a un elevado coeficiente de dilatación comparado con acero, madera, hormigón o vidrio, el montaje e instalación de planchas y paneles acrílicos moldeados requiere de algunas precauciones. Es por ello que deben tenerse en consideración los posibles cambios dimensionales.
Coeficientes de dilatación térmica de diversos materiales cm x cm x ºC
Espesores recomendables de instalación
Espesores mínimos en mm para paneles planos en fachadas exteriores de acuerdo a sus dimensiones superficiales.
ACRILICOPAOLINI® 0.000070
Plomo 0.000027Aluminio 0.000020Cobre 0.000015Acero 0.000010Vidrio 0.000008Hormigón 0.000006
Medidas
(cm)
30 45 60 80 120 150 180 210
30 3,2
45 3,2 5
60 3,2 5 6
90 3,2 5 6 8
120 3,2 5 6 8 10
150 3,2 5 6 8 10 12
180 3,2 5 6 8 10 12 12
210 3,2 5 6 8 10 12 12 12
MONTAJE E INSTALACIÓN
19manual de uso
Curvado en frío
Las planchas ACRILICOPAOLINI® pueden curvarse en frío.
El radio no debe ser inferior a mínimo 180 veces el espesor de la plancha. Este valor límite puede ser alcanzado sin que se pongan de manifiesto tensiones.
Deberá cuidarse que el apoyo perimetral de la plancha sea liso y permita el deslizamiento de la misma por efecto de la dilatación
Sistemas de instalación
Sistema flotante
El burlete puede ser de caucho, silicona o cualquier material que permita el libre movimiento de la plancha ACRILICOPAOLINI® en su alojamiento, y su espesor de 1.5 mm debe soportar sin desgarrarse las contracciones y dilataciones de la plancha acrílica.
Sistema de retén cementado
Fijación con tornillos o pernos
Este tipo de instalaciones son más conflictivas, porque el anclaje es más severo que el de las descripciones anteriores. Debido a esto, el orificio pasante en la lámina deber ser de mayor diámetro que el tornillo o remache, para evitar el apoyo de éste sobre las caras internas, pues una tensión grande puede inducir la rotura a partir de dicho orificio.
A) Perfilería metálica.B) Burlete mínimo 1,5 mm de ancho.C) Plancha ACRILICOPAOLINI®D) Huelgo de expansión 3mm/m lineal de plancha acrílica.E) Embutido mínimo 10 mm.Perfilería Metálica.
A) Perfilería metálica.B) Burlete de fijación mínimo de 1,5 mm.C) Plancha ACRILICOPAOLINI® D) Huelgo de expansión mínimo 3 mm/m lineal de chapa.E) Embutido de plancha ACRILICOPAOLINI®
Aquí, en la mecanización del agujero, son válidos todos los razonamientos dichos en el caso de agujereado de acrílico.
A) Perfilería metálica.B) Burlete de fijación (mínimo de 1,5 mm)C) Plancha ACRILICOPAOLINI®D) Huelgo de expansión (mínimo 3 mm/m lineal de plancha)E) Embutido de plancha.F) Arandela de goma.
Ante cualquier requerimiento especial, consulte con el Departamento Técnico de Paolini S.A.I.C
EC 01Vigencia: 30/07/2008
7 RECICLABLE Ninguna parte de este manual puede ser reproducida sin la expresa autorización de PAOLINI S.A.I.C
Propiedades ópticas Índice de refracción Transmitancia Nubosidad (Haze)
% %
D-542 D-791 D-1003
1,49 92 1
1,49 92 1
1,50 92 1
1,49 90 4
Propiedades químicas Resistencia a la intemperie Resistencia a los ácidos débiles Resistencia a los ácidos fuertes Resistencia a los alcais débiles Resistencia a los alcais fuertes Ácidos Oxidantes
Excelente No es atacado No es atacado No es atacado
Es atacado Es atacado
Excelente No es atacado No es atacado No es atacado
Es atacado Es atacado
Amarillea No es atacado No es atacado No es atacado
Es atacado Es atacado
Excelente No es atacado No es atacado No es atacado
Es atacado Es atacado
Propiedades mecánicas
Unidades Normas
Astm ACRILICOPAOLINI®
Colado
Acrílico Extruído
Ignífugo
Extruído Alto Impacto
Tracción Resistencia en el límite elástico Resistencia a la rotura Elongación a la rotura Modulo de la elasticidad
Kg/cm2 Kg/cm2
% Kg/cm2
D-638 D-638 D-638 D-638
-
562-773 4,5
24.600-31.000
-
492-773 5,0
23.000-31.000
-
562-878 5,0
26.600-33.700
-
386 - -
Flexión Resistencia en el límite elástico o rotura Módulo de elasticidad
Kg/cm2 Kg/cm2
D-790 D-790
840-1.190
27.500-33.400
740-1.300
22.800-32.300
840-1.250
24.600-31.600
562
17.500
Compresión Resistencia a la compresión (ruptura) Módulo de compresión
Kg/cm2 Kg/cm2
D-695 D-695
773-1.330
27.500-33.300
740-1260
26.000-32.300
773-840 31.000
- -
Impacto Resistencia al impacto IZOD
Kg/cm/cm
D-256 A
1,9
2,4
1,9
6,52
Dureza Rockwell Barcol
D-795 D-2583
M-80- M-100
50
M-68- M105
50
M-61- M-100
45
R-99 35
Propiedades Térmicas Coeficiente de dilatación lineal Temperatura de deflexión bajo carga Conductibilidad térmica Calor especifico
cm/cm°C 18´6 kg/cm
10 -4cal cm/sec cm2 °C Cal/g/°C
D-696 D-648 C-177
6,0 x 10-5 86°C
4,0-6,0 0,35
1,3 x 10-5 74-99°C 4,0- 6,0
0,35
1,3 x 10-5 68-96°C 4,0-6,0 0,35
82°C
- 0.35
Propiedades físicas Peso especifico Absorción de agua
g/cm3
% D-792 D-570
1,19-1,20 0,2-0,4
1,19-1,20 0,1-0,4
1,23 0,63
1,15 0,4
Propiedades eléctricas Resistencia eléctrica Rigidez dieléctrica
Ohm/cm Kv/mm
D-257 D-149
>106
19 >106
17 >106 16
- -
DEFECTO PROBABLE CAUSA POSIBLES CORRECCIONES Burbujas en la chapa.
Plancha demasiado caliente.
Reducir tiempo de calentamiento. Reducir la potencia de los calefactores. Alejar los calefactores. Emplear un tejido metálico como pantalla (sombra)
Formato incompleto. Definición pobre.
Plancha demasiado fría. Vacío insuficiente. Baja presión de aire.
Incrementar la temperatura de la plancha. Verificar posibles pérdidas del sistema. Aumentar la reserva de vacío. Aumentar el diámetro de los orificios de vacío en el molde. Aumentar la presión del aire.
Fondos y esquinas finas de bajo espesor.
Técnica de moldeo pobre. Plancha demasiado fría. Moldeo demasiado rápido. Molde no adecuado.
Cambiar el ciclo de moldeo, ya sea por soplado o compresión. Rediseñar el molde. Usar pantalla metálica para controlar perfil de temperatura. Reducir la velocidad de moldeo.
Variación extrema de espesores. Pieza combinada.
Plancha mal calentada. Molde demasiado frío. Plancha que se desliza sobre el molde. Plancha muy caliente.
Controlar perfil de temperatura. Controlar los calefactores. Ajustar el marco con mayor presión. Reducir tiempo o temperatura.
Pozos, hoyos, granos y marcas Plancha que se pega al molde.
Orificios de vacío demasiado grandes. Excesiva suciedad en el molde o plancha. Molde rugoso.
Reducir el diámetro de los orificios. Disminuir la depresión. Limpiar molde y/o plancha. Pulir molde.
Plancha que se pega al molde
Molde demasiado rugoso. Dibujos demasiado profundos.
Rediseño del molde.
Pieza con distorsión. Remoción de la pieza demasiado caliente. Mala calefacción. Enfriamiento no uniforme.
Aumentar el tiempo de enfriamiento, colocando la pieza desmoldada en molde frío. Controlar perfil de temperaturas. Corregir el molde.
Roturas de piezas ya formadas.
Mal diseño del molde. Calentamiento insuficiente. Molde muy frío.
Incrementar los radios. Controlar temperaturas y/o tiempode calefacción.

3
ACRILICOPAOLINI® es la marca que identifica al “POLIMETRACRILATO DE METILO” en forma de planchas por el método de colada en celda, producido y comercializado por PAOLINI S. A. I. C.
Propiedades
La elección de ACRILICOPAOLINI® como material apto para las más diversas aplicaciones, deviene de la suma de propiedades que hacen de él un material de gran versatilidad.
Las características más destacables de este material termoplástico son:
- Resistencia espontánea a la luz solar (luz U.V.) y agentes atmosféricos.- Buenas propiedades mecánicas y eléctricas.- Bajo peso específico. - Buena dureza y relativa resistencia al rayado.- El material cristal incoloro, transmite el 92% de la luz incidente.- Buena superficie y alto brillo.- Resistente a la mayoría de las más comunes sustancias químicas.- Resistencia a la intemperie y a los rayos U.V.- Aislante térmico y acústico.- Fácil de maquinar.- Gran capacidad de termoformado.- Apto para repulido de la superficie.- Reciclable.- Fácil limpieza.- Amplia gama de colores.- Buena resistencia a la flexión.
Este conjunto de propiedades permite su aplicación con éxito en la industria de la construcción, cartelería y señalización al exterior, artículos para el hogar, publicidad, regalos, iluminación, blindajes, bañeras, incubadoras, dispositivos para laboratorios y equipamiento hospitalario.
El ACRILICOPAOLINI® se ofrece en diversos grados, con características especiales para el uso especifico tales como material para uso sanitario, uso aeronáutico, naval, automotriz, ignífugo o con absorción especifica de radiación U.V., protección para museos, camas solares.
Las planchas de ACRILICOPAOLINI® se entregan con una protección de polietileno autoadhesivo en ambas caras, para evitar que durante el transporte, almacenaje y transformación, se dañe su brillante superficie.El film protector es fácilmente removible, quedando la superficie de la plancha absolutamente limpia, una vez que éste es retirado.Se debe evitar la exposición de las planchas ACRILICOPAOLINI® a la luz solar directa durante períodos prolongados, mientras estén protegidas por el film, ya que la luz solar degrada el polietileno y la película adhesiva puede ser transferida al acrílico dificultando la remoción de esta.
Almacenaje
Durante el almacenaje deben observarse ciertas condiciones básicas: los depósitos deben ser frescos, evitándose en ellos hornos, líneas de vapor, recipientes calientes y/o radiadores. Pues dichas fuentes de calor pueden deformar las láminas. Además deben ser ventilados, especialmente en las áreas circundantes hay acumulación de solventes. Siendo el ACRILICOPAOLINI® un material combustible, deberán considerarse las medidas de seguridad propias de un material de estas características, evitándose el contacto con las llamas. En su combustión no hay emisión de humos.
Estibaje
Las planchas de ACRILICOPAOLINI® deben ser estibadas lo mas verticalmente posible, debiendo tomar contacto unas con otras en la totalidad de su superficie, con el fin de conservarlas planas.
Seguridad
No es conveniente almacenar las planchas horizontalmente; ya que, por su peso, estas pueden sufrir deformaciones especialmente si las superficies no toman contacto entre ellas en toda su extensión.
Las planchas de ACRILICOPAOLINI® se pueden cortar con herramientas de corte manuales o eléctricas similares a las que se empelan en la industria de la madera, dependiendo del tipo de trabajo la elección del instrumento de corte.
Corte con lezna o buril
Tratándose de planchas finas, estas pueden cortarse de igual manera que un vidrio. Con una lezna o buril se hace una incisión profunda en la plancha. Apoyándola firmemente sobre un borde recto, y con fuerte presión se quiebra a lo largo de la marca realizada.
Los cortes rectos en una plancha de cualquier espesor, se deben realizar con sierras circulares. Los tipos de sierras son similares a los empleados en la industria maderera, pueden ser de acero rápido, acero al carbono o sierras de widia. Las sierras de acero rápido y al carbono, se emplean en espesores finos de hasta 5mm, y las de widia en espesores mayores. Las sierras de acero al carbono, si bien deben afilarse más seguido que las de acero rápido, tienen la ventaja de poder trabar sus dientes para facilitar la descarga del material. Esto da como resultado un corte más limpio y evita, además, el sobrecalentamiento del material. Las sierras de widia son apropiadas para trabajos pesados, tales como el corte de espesores. Su afinación no es frecuente, su facetado y ángulo de corte resuelven el problema de la descarga de material. El desperdicio de material por corte es mayor que con los otros tipos de sierra. El diámetro mas comúnmente empelado en sierras de acero al carbono es de 25 cm, con 220 dientes. La velocidad lineal de corte oscilara en aproximadamente 10/35 mt/min para una velocidad de rotación de 3000 a 6000 rpm. El avance del material durante el proceso de corte deberá ser continuo y adecuado para la velocidad de rotación de la sierra. Las sierras de widia, de acuerdo al tipo de máquina, variarán su diámetro entre 20 cm y 35 cm, con 60 y 84 dientes respectivamente.Perfiles y ángulos de corte de sierras de widia y acero al carbono:
Observaciones:Es de gran importancia el correcto afilado de las sierras para obtener cortes limpios y sin astilladuras, y para evitar que se eleve la temperatura y se dañe el material. También es importante lubricar las sierras para que no se sobrecalienten; de esta manera se evita que el material se ablande y se pegue a las mismas.
Corte con sierras Sierras sin fin y router (tupi):
Se utiliza la sierra sin fin cuando hay necesidad de hacer cortes curvos en planchas o piezas finas. Sin embrago, los elementos mas adecuados son los routers portátiles o fijos, eléctricos o neumáticos.
Los routers no sólo se emplean como elementos de corte, sino también como herramientas para terminación de bordes; lográndose así perfiles acordes con la geometría del router.
Características del router CNC:- tiene la capacidad de grabar y efectuar cortes 3D.- favorece el tratamiento de piezas de muy reducido tamaño (milímetros) o grandes dimensiones, gracias a una amplia superficie de corte (3 m × 2 m)- realiza fresados y desbastes.- posibilita la realización de trabajos en una sola pieza, sin empalmes.- consigue un acabado excelente, sin rebabas ni afección térmica, aunque es necesario un pulido posterior.- alcanza una altísima precisión en el corte (±0,025 mm según el espesor)- ofrece gran versatilidad, sin perder precisión, lo que permite la realización de los más complicados diseños
Corte y grabado laser.
El proceso de corte en láser es de gran utilidad en la actualidad ya que sus costos no son altos y la terminacion es perfecta, realiza cortes planos (2D) asi también los grabados.
El grabado en láser se produce al hacer incidir el haz de luz del láser sobre cualquier material volatilizando ó produciendo un cambio de color.
El proceso consiste en grabar materiales duros o blandos con el objetivo de dejar una marca, ya sea profunda o superficial, para personalizar o adornar. Se pueden hacer bajo relieve o alto relieve y sus principales aplicaciones son: personalización de objetos, manualidades, señalización, publicidad.
El acrílico es uno de los materiales más utilizados para corte y grabado láser, principalmente por la alta calidad de corte y por no requerir acabados.
Sierras manuales:
Para obtener resultados similares a los anteriores con una sierra manual, se requiere un entrenamiento especial de los operadores.Este elemento solo es recomendable para hobbystas o artesanos.
SISTEMAS DE CORTE
7manual de uso
SISTEMAS DE CORTE
6manual de uso
PRESENTACIÓN
5manual de uso
TABLA DE PROPIEDADES
4manual de uso
INTRODUCCIÓN
3manual de uso
INDICE
2manual de uso
Introducciónpropiedades
Tabla de propiedades
Presentaciónalmacenajeestibajeseguridad
Sistemas de cortecorte con lezna o burilcorte con sierrassierras sin fin y routerrouter CNCcorte y grabado lásersierras manualesagujereadocaladofresado y torneado
Termoformado
Medios de calefacciónhornos de aireparrillas calefactoras
Transformacióndobladotermoformado libretermoformado por presión de aire y vacíotermoformado con combinación de los métodos anteriores
Moldeomoldeo por vacío
33
4
5555
6667777888
9
101010
11111111
12
1313
14
151515
151616161617
171717
1818191919
Guía practica de moldeo por termoformado
Acabadopulido mecánicolimpieza
Pegadopreparaciónpegado por inmersiónaplicación con jeringa hipodérmicacemento autopolimerizableprecauciones para el pegado
Pintadopintado a sopleteserigrafía
Montaje e Instalaciónespesores recomendables de instalacióncurvado en fríosistemas de instalaciónfijación con tornillos o pernos
SISTEMAS DE CORTE
8manual de uso
Agujereado
Cualquier agujereadora de pie es adecuada para horadar acrílico, y permite mayor precisión y control que una agujereadora portátil.
Observaciones:
a) Las mechas pueden tener algunas de las geometrías sugeridas a continuación, y deben permanecer constantemente bien afiladas para evitar astilladuras en las planchas acrílicas.
b) El vértice de la mecha deberá emerger de la cara opuesta, después de que la base del cono de la herramienta haya penetrado en el material.
c) Para espesores de hasta 4 mm, no es necesario recurrir a la lubricación. Para espesores mayores, la lubricación se hace indispensable, ya que el trabajo mecánico eleva la temperatura de la pieza provocando los siguientes inconvenientes: el sobrecalentamiento genera tensiones internas, que aumentan el riesgo de rotura si la pieza se somete a una sobrecarga o presión. Las mismas tensiones inducen muy rápidamente a un acentuado crazing por exposición a la luz y al calor.
Generalmente, una pieza manufacturada sin lubricación presenta, por los efectos de la temperatura, paredes con alto grado de distorsión, debido al arrastre de material y a la irregularidad superficial. Una correcta lubricación reduce o elimina dichos problemas. Se recomienda el uso de aceites solubles.
Calado
El calado se puede hacer con sierras caladoras, que deberán tener un brazo suficientemente grande como para barrer amplias superficies.
Las sierras, en estos casos, consisten en “varillas” metálicas con dientes finos a las que, al imprimirle un movimiento de vaivén vertical a través de la plancha, cortan según un modelo deseado.
Fresado y Torneado
Haciendo extensiva la asimilación del acrílico a la madera, desde el punto de vista del mecanizado, podemos decir que las operaciones de fresado y torneado son similares a las de la industria maderera o metalúrgica.
Como en estas operaciones la generación de calor por el mecanizado es importante, resulta indispensable que ellas se realicen con intensa lubricación, para evitar sobrecalentamientos que debilitan a la pieza por generación de tensiones internas.
TERMOFORMADO
9manual de uso
Las planchas ACRILICOPAOLINI® son termoplásticas; de ahí que una vez calentadas uniformemente, y a una temperatura adecuada, adquieren flexibilidad y elasticidad. Bajo ese estado, es posible moldearlas por doblado o estiramiento sobre un molde. Una vez que la pieza se enfría, mantendrá la forma adquirida en la matriz. Para un correcto termoformado deben tenerse en cuenta las siguientes precauciones:
1) Las planchas tendrán una contracción de aproximadamente el 2%, si estas son calentadas libremente, y su espesor incrementara proporcionalmente un 4%.
2) La temperatura de moldeo deberá estar comprendida entre 150° y 180°C. Los tiempos necesarios para alcanzar dicha temperatura dependerán del tipo de fuente calefactora, espesor y color de la plancha.
3) Un excesivo calentamiento de la plancha a moldear se manifiesta primero por la aparición de burbujas en la superficie, y luego en la masa, cuando éste es más acentuado.
4) Si la temperatura desciende por debajo del límite inferior de moldeo, la pieza se conformará mal o se romperá.
Una vez lograda la forma sobre el molde, la pieza se dejará enfriar lenta y uniformemente y se retirará aun tibia (40-50°C). De esta forma se evitan las tensiones internas que incrementan la fragilidad del producto.
GRAFICOS
Temp. Máx de Servicio
Máxima Elongación
Rango de Temp. de Termoformado
Principio de deterioro con elevada humedad absorbida
Temperatura de Descomposición
0º C 80º C 110º C 150º C 180º C 200º C
rango deTERMOFORMADO
Man
ual
de
uso
del
acr
ílico
MEDIOS DE CALEFACCIÓN
10manual de uso
Hornos de Aire
Los hornos de aire con circulación forzada son el medio más idóneo para el calentamiento de las planchas a termoformar, ya que un buen control térmico evita el sobrecalentamiento, independientemente del tiempo y la cantidad de las mismas en el proceso.Sim embargo, debe tenerse en cuenta que la velocidad del aire no puede ser inferior a 12 m/min.
Parrillas calefactoras
Las parrillas calefactoras pueden ser eléctricas o a gas, y resuelven los problemas operativos con mayor facilidad que en el caso anterior; pues la plancha es calentada sobre el molde en su respectivo marco.Una calefacción superior e inferior minimiza el tiempo y uniforma la temperatura de la plancha en forma casi óptima.
Diagrama de calefacción de una plancha acrílica (tiempo en función del espesor).
1) Intercambiador2) Turbina3) Plancha acrílica.4) Corriente de aire5) Pinzas de sujeción6) Termostato
5
3
4
6
4
12
1) Horno de aire por convección.2) Calefacción por radiación sobre una cara.3) Calefacción por radiación sobre ambas cara.
TRANSFORMACIÓN
11manual de uso
Parrillas calefactoras
Las parrillas calefactoras pueden ser eléctricas o a gas, y resuelven los problemas operativos con mayor facilidad que en el caso anterior; pues la plancha es calentada sobre el molde en su respectivo marco.Una calefacción superior e inferior minimiza el tiempo y uniforma la temperatura de la plancha en forma casi óptima.
Diagrama de calefacción de una plancha acrílica (tiempo en función del espesor).
Doblado
El doblado es una transformación común en los materiales termoplásticos, y suele hacerse con resistencias planas, tubos de cuarzo eléctricos o alambres.Calentando correctamente el área de doblado logramos ángulos y esquinas brillantes. Los equipos son de una gran sencillez.
Termoformado por presión de aire y por vacío
Las planchas ACRILICOPAOLINI® pueden ser termoformadas con ayuda de aire a presión o vacío, aun sin molde. La forma de la pieza esta determinada por la geometría de la base de sujeción. El sistema de termoformado por presión de aire y vacio, permite hacer domos de base circular, cuadrada o rectangular. De esta forma se confeccionan cúpulas para aviones y helicópteros.
Termoformado libre
Es el método más sencillo y consiste en extender sobre el molde la plancha ACRILICOPAOLINI® a temperatura de termoformado. Para evitar que por el contacto plancha- molde la pieza presente marcas en su superficie, se suele pegar una franela sobre este.
1) plancha de acrílico2) molde frío3) resistencia eléctrica4) zona de calentamiento
12
34
Term
ofor
mad
o po
r pr
esió
n de
aire
y p
or v
acío
Termoformado a presión mecánica
1) calefactor2) cierre rápido3) platina4) plancha acrílica5) cámara de presión
En este proceso, el molde puede ser simplemente hecho por perfilería metálica, la que solo toma contacto con la plancha acrílica al definir sus aristas. La pieza final tiene muy buena calidad óptica.
TRANSFORMACIÓN
12manual de uso
Termoformado con combinación de los métodos anteriores
a) Soplado y embutido seguido de evacuación de aire.Este método se emplea especialmente cuando se desean piezas con espesores de paredes más uniformes.
b) Soplado, embutido, seguido de vacío en el sistema.
MOLDEO
13manual de uso
Los moldes a emplear en la confección de artículos acrílicos, especialmente cuando se trabajan planchas transparentes, deben hacerse con perfilería metálica bien pulida y preferentemente cromada. De esta forma, el contacto de la plancha con el molde sólo ocurre a lo largo de las aristas del modelo, de modo tal que los planos permanecen inalterados, conservando el brillo y superficie original.
Es de hacer notar que, al tomar contacto el acrílico con el molde, el primero, quedará marcado en forma irregular, independientemente de la calidad del pulido de la matriz.Un ejemplo ampliamente difundido de este sistema de moldeo, es el termoformado de bañeras, lavatorios, inodoros y bidets con ACRILICOPAOLINI® para uso sanitario. Así, se logran piezas de gran belleza y funcionalidad.Todos los artefactos tienen contornos suaves y superficies brillantes, que se obtienen fácilmente mediante el sistema por vacío. Durante el proceso, deben guardarse condiciones de extrema limpieza.Dado el tamaño y la calidad requerida por estas piezas se recurre generalmente a prensas con un mediano nivel de automatización y control. Para este moldeo se utilizan moldes tipo “Hembra”.
Moldeo por vacío
El moldeo por vacío es similar al de cualquier otro material termoplástico, y en el diseño del molde deben considerarse los radios y ángulos de la pieza, por la menor definición del acrílico.
1) calefactores2) marco de sujeción3) cámara de vacío4) portamolde5) molde6) tanque de vacío7) bomba de vacío
1
2
3
4
12
3
4
56 7
GUIA PRÁCTICA DE MOLDEO POR TERMOFORMADO
14manual de uso
ACABADO
15manual de uso
Cuando las planchas ACRILICOPAOLINI® son cortadas, independientemente del método empleado, presentan una superficie irregular. Esto no permite pegar una plancha o pieza en forma prolija, y tampoco puede ser presentado dicho corte como trabajo definitivo en cualquier pieza manufacturada.
Las operaciones a seguir, para poder restaurar la superficie, son las siguientes:
1) Se puede recurrir a un rasqueteado con un fleje metálico de bordes curvos que, aplicándolo con fuerza sobre la superficie, arrastrará virutas uniformando el plano.
2) A continuación, también manualmente, y con movimiento de vaivén, se desplazará un taco de madera revestido con lija al agua, empleando granulometrías decrecientes comenzando con 120- 400- 600.Finalizada la última aplicación, la pieza está en condiciones de ser pulida.
Contando con lijadoras planetarias o de banda, estas operaciones pueden realizarse en muy breve tiempo.Las lijadoras de banda son las más recomendadas por su velocidad de trabajo y permiten, además, trabajar en húmedo. Con ello, la operación es mas limpia y las temperaturas de trabajo no inducen tensiones.
Pulido mecánico
La superficie lijada, y sin marcas superficiales, se encuentra lista para ser pulida. Así, se restaurará el brillo del plano mecanizado y éste alcanzará el mismo aspecto que la superficie de las planchas.
Se utilizan en esta operación (pulido) exclusivamente discos de franela suaves, evitándose la mezcla con tejido sintético. El diámetro de dichos discos será de aproximadamente 30 cm Y el grosor de 7 cm.
Una amoladora de 2,0 a 2,5 HP con 2.800 v.p.m es suficiente como para operar el disco de franela anteriormente descripto.
Como agente abrasivo se emplean pastas de pulido que se aplican a la rueda de franela de movimiento. Luego se apoya la pieza a pulir, imprimiéndole un movimiento de vaivén sin demasiada presión, para evitar sobrecalentamientos que puedan deformar la pieza por fusión incipiente, amén de las tensiones que en ella generan.
Todos los materiales plásticos tienen una acentuada tendencia a cargarse estáticamente, por ello se adhiere el polvillo del ambiente sobre los mismos. Una manera de evitar este inconveniente es aplicar sobre la superficie una fina película de antiestático, y así mantenerla limpia.
PEGADO
Las planchas ACRILICOPAOLINI® pueden ser pegadas entre ellas y con otros plásticos. Sin embrago, deben cuidarse otros aspectos para obtener un trabajo satisfactorio.
En principio, el adhesivo a emplear deberá elegirse en función del material (acrílico) u otros materiales que deseen pegarse a él.
El adhesivo debe atacar ligeramente al acrílico a pegar, y a su vez ser eliminado del medio por una ligera corriente de aire, para evitar concentraciones elevadas que pueden atacar la pieza.Es importante tener en cuenta este último punto. Especialmente cuando las piezas a pegar, han sido mecanizadas sin observar las recomendaciones referidas a los sobrecalentamientos.
Los adhesivos pueden ser:1) Solventes puros, con mayor o menor velocidad de evaporación.2) Soluciones de solvente/polímero.3) Soluciones autopolimerizables.
La elección del método dependerá del tipo de trabajo y de la habilidad del operador.
Limpieza
Si la pieza una vez terminada se debiera limpiar por haberse manchado con polvos, ceras, etc., durante el proceso de transformación, se lavará con agua, detergente y una franela o esponja, siempre húmeda, hasta remover la suciedad o materiales ligeramente adheridos.
1) acrílico2) banda de esmeril3) cilindro motor3’) polea libreA) nivel de agua
PEGADO
16manual de uso
Preparación
Independientemente del adhesivo y del método empleado, las piezas a unir deben ser mecanizadas perfectamente para evitar irregularidades superficiales, pues desniveles en las mismas separan las superficies y, en las zonas circundantes aparecen oclusiones de aire que desmerecen la calidad del pegado. Este inconveniente que se pone de manifiesto claramente cuando el adhesivo es sólo un solvente, disminuye en el caso de adhesivo solvente/polímero por el aporte de sólidos a la soldadura.Cuando se emplean cementos autopolimerizables, donde el solvente es reactivo, este fenómeno puede llegar a pasar desapercibido.
Pegado por inmersión
Este es un método de buen resultado y fácil aplicación. Consiste en sumergir el borde de la pieza a pegar en un recipiente de poca profundidad, o bien sobre una almohadilla con solventes puros. Pocos minutos son suficientes para que se ablande el borde. Una vez escurrido el solvente, se aplica la pieza sobre la superficie a pegar con ligera presión durante unos segundos, y luego se abandona la pieza hasta que se evapore el solvente.
Aplicación con jeringa hipodérmica
El proceso es simple y basta aplicar el adhesivo sobre la unión de las piezas, permitiendo que éste se difunda por capilaridad.El adhesivo solvente, el adhesivo solvente/polímero o el cemento autopolimerizable, pueden ser aplicados con jeringa hipodérmica.En estos casos es conveniente limitar, con cinta autoadhesiva, el escurrimiento del adhesivo sobre la superficie.
Cemento autopolimerizable
a) Cinta autoadhesiva para contener el desborde de polímero fraguante.b) Polímero fraguante.c) Pieza acrílica mecanizada a 20º. .
Cuando se empela cemento, autopolimerizable, debe evitarse la incorporación de burbujas de aire durante la aplicación. Los tiempos que deberán dejarse abandonadas las piezas, antes de mecanizarlas, dependerán del tipo de adhesivo o cemento empleado, y de las condiciones ambientales.Los adhesivos solventes sueldan rápidamente los planos acrílicos. La resistencia mecánica de la unión es aceptable, aunque baja cuando estas uniones son expuestas a la intemperie.Los adhesivos solvente/polímero y cemento son, en orden creciente, los medios recomendados para la unión de piezas acrílicas por su resistencia mecánica y resistencia a la intemperie.Algunas de las uniones o juntas más adecuadas cuando se trata de pegar láminas acrílicas:
a
a
b
c
Incorrecto
Bueno
Excelente
PINTADO
17manual de uso
Precauciones para el pegado:
La mayoría de los solventes y cementos empleados como adhesivos son altamente inflamables, ligeramente tóxicos e irritantes de la piel y los ojos.Debido a estas circunstancias, deben tomarse un mínimo de precauciones tales como:1) Trabajar en lugares bien ventilados.2) Evitar la presencia de llamas.3) No dejar que los adhesivos entren en contacto con piel y ojos.
La calidad de los pigmentos y/o colorantes también debe ser adecuada al uso.
Ya en vía operativa, debe cuidarse extremadamente la limpieza de la superficie, pues los aceites y grasas impedirán un correcto pintado. La remoción debe hacerse sin alterar la superficie de ahí que el solvente no debe atacarlo.
A esto le seguirá un lavado con agua que luego deberá ser eliminada perfectamente, cuidando en esta operación de eliminar el polvo que puede depositarse por carga estática.
Serigrafía
La serigrafía es una técnica de impresión empleada en el método de reproducción de documentos e imágenes sobre cualquier material, y consiste en transferir una tinta a través de una gasa tensada en un marco, el paso de la tinta se bloquea en las áreas donde no habrá imagen mediante una emulsión o barniz, quedando libre la zona donde pasará la tinta.
El sistema de impresión es repetitivo, esto es, que una vez que el primer modelo se ha logrado, la impresión puede ser repetida cientos y hasta miles de veces sin perder definición.
Se sitúa la malla, unida a un marco para mantenerla tensa, sobre el soporte a imprimir y se hace pasar la tinta a través de ella, aplicándole una presión moderada con un rasero, generalmente de caucho.
La impresión se realiza a través de una tela de trama abierta, enmarcada en un marco, que se emulsiona con UN (material foto sensible). Por contacto, el original, se expone a la luz, para endurecer las partes libres de imagen. Por el lavado con agua se diluye la parte no expuesta, dejando esas partes libres en la tela.
El soporte a imprimir se coloca bajo el marco, dentro del cual se coloca la tinta, que se extiende sobre toda la tela por medio de una regla de goma. La tinta pasa a través de la malla en la parte de la imagen y se deposita en el papel o tela. El marco de madera se ajusta a una mesa, llamada pulpo por medio de bisagras o brazos, que permiten subirlo y bajarlo para colocar y retirar los pliegos impresos.
Pintado a soplete
Las planchas ACRILICOPAOLINI® no agotan sus posibilidades con el simple moldeo o armado de piezas, ya que pueden ser pintadas y con ello tener aplicación en el campo publicitario o decorativo.
El pintar una plancha ACRILICOPAOLINI® exige guardar una serie de simples normas para obtener un buen resultado. Las recomendaciones siguientes son las generales para este tipo de labores.
En primer lugar, la elección de la pintura es la clave de un trabajo correcto siendo recomendada especialmente la de base acrílica, por su compatibilidad y resistencia a la luz solar, más aún cuando se trata de aplicaciones al exterior.
Los solventes de la pintura no deberán atacar excesivamente al material, pues ese fenómeno termina por degradar el área tratada, produciendo fisuras que debilitan las propiedades mecánicas de la pieza (crazing).
a
b c
d
ea) maniguetab) pinturac) screend) marco de sustentacióne) acrílico
Serigrafía
Pintado a soplete
PEGADO MONTAJE E INSTALACIÓN
18manual de uso
Debido a un elevado coeficiente de dilatación comparado con acero, madera, hormigón o vidrio, el montaje e instalación de planchas y paneles acrílicos moldeados requiere de algunas precauciones. Es por ello que deben tenerse en consideración los posibles cambios dimensionales.
Coeficientes de dilatación térmica de diversos materiales cm x cm x ºC
Espesores recomendables de instalación
Espesores mínimos en mm para paneles planos en fachadas exteriores de acuerdo a sus dimensiones superficiales.
ACRILICOPAOLINI® 0.000070
Plomo 0.000027Aluminio 0.000020Cobre 0.000015Acero 0.000010Vidrio 0.000008Hormigón 0.000006
Medidas
(cm)
30 45 60 80 120 150 180 210
30 3,2
45 3,2 5
60 3,2 5 6
90 3,2 5 6 8
120 3,2 5 6 8 10
150 3,2 5 6 8 10 12
180 3,2 5 6 8 10 12 12
210 3,2 5 6 8 10 12 12 12
MONTAJE E INSTALACIÓN
19manual de uso
Curvado en frío
Las planchas ACRILICOPAOLINI® pueden curvarse en frío.
El radio no debe ser inferior a mínimo 180 veces el espesor de la plancha. Este valor límite puede ser alcanzado sin que se pongan de manifiesto tensiones.
Deberá cuidarse que el apoyo perimetral de la plancha sea liso y permita el deslizamiento de la misma por efecto de la dilatación
Sistemas de instalación
Sistema flotante
El burlete puede ser de caucho, silicona o cualquier material que permita el libre movimiento de la plancha ACRILICOPAOLINI® en su alojamiento, y su espesor de 1.5 mm debe soportar sin desgarrarse las contracciones y dilataciones de la plancha acrílica.
Sistema de retén cementado
Fijación con tornillos o pernos
Este tipo de instalaciones son más conflictivas, porque el anclaje es más severo que el de las descripciones anteriores. Debido a esto, el orificio pasante en la lámina deber ser de mayor diámetro que el tornillo o remache, para evitar el apoyo de éste sobre las caras internas, pues una tensión grande puede inducir la rotura a partir de dicho orificio.
A) Perfilería metálica.B) Burlete mínimo 1,5 mm de ancho.C) Plancha ACRILICOPAOLINI®D) Huelgo de expansión 3mm/m lineal de plancha acrílica.E) Embutido mínimo 10 mm.Perfilería Metálica.
A) Perfilería metálica.B) Burlete de fijación mínimo de 1,5 mm.C) Plancha ACRILICOPAOLINI® D) Huelgo de expansión mínimo 3 mm/m lineal de chapa.E) Embutido de plancha ACRILICOPAOLINI®
Aquí, en la mecanización del agujero, son válidos todos los razonamientos dichos en el caso de agujereado de acrílico.
A) Perfilería metálica.B) Burlete de fijación (mínimo de 1,5 mm)C) Plancha ACRILICOPAOLINI®D) Huelgo de expansión (mínimo 3 mm/m lineal de plancha)E) Embutido de plancha.F) Arandela de goma.
Ante cualquier requerimiento especial, consulte con el Departamento Técnico de Paolini S.A.I.C
EC 01Vigencia: 30/07/2008
7 RECICLABLE Ninguna parte de este manual puede ser reproducida sin la expresa autorización de PAOLINI S.A.I.C
Propiedades ópticas Índice de refracción Transmitancia Nubosidad (Haze)
% %
D-542 D-791 D-1003
1,49 92 1
1,49 92 1
1,50 92 1
1,49 90 4
Propiedades químicas Resistencia a la intemperie Resistencia a los ácidos débiles Resistencia a los ácidos fuertes Resistencia a los alcais débiles Resistencia a los alcais fuertes Ácidos Oxidantes
Excelente No es atacado No es atacado No es atacado
Es atacado Es atacado
Excelente No es atacado No es atacado No es atacado
Es atacado Es atacado
Amarillea No es atacado No es atacado No es atacado
Es atacado Es atacado
Excelente No es atacado No es atacado No es atacado
Es atacado Es atacado
Propiedades mecánicas
Unidades Normas
Astm ACRILICOPAOLINI®
Colado
Acrílico Extruído
Ignífugo
Extruído Alto Impacto
Tracción Resistencia en el límite elástico Resistencia a la rotura Elongación a la rotura Modulo de la elasticidad
Kg/cm2 Kg/cm2
% Kg/cm2
D-638 D-638 D-638 D-638
-
562-773 4,5
24.600-31.000
-
492-773 5,0
23.000-31.000
-
562-878 5,0
26.600-33.700
-
386 - -
Flexión Resistencia en el límite elástico o rotura Módulo de elasticidad
Kg/cm2 Kg/cm2
D-790 D-790
840-1.190
27.500-33.400
740-1.300
22.800-32.300
840-1.250
24.600-31.600
562
17.500
Compresión Resistencia a la compresión (ruptura) Módulo de compresión
Kg/cm2 Kg/cm2
D-695 D-695
773-1.330
27.500-33.300
740-1260
26.000-32.300
773-840 31.000
- -
Impacto Resistencia al impacto IZOD
Kg/cm/cm
D-256 A
1,9
2,4
1,9
6,52
Dureza Rockwell Barcol
D-795 D-2583
M-80- M-100
50
M-68- M105
50
M-61- M-100
45
R-99 35
Propiedades Térmicas Coeficiente de dilatación lineal Temperatura de deflexión bajo carga Conductibilidad térmica Calor especifico
cm/cm°C 18´6 kg/cm
10 -4cal cm/sec cm2 °C Cal/g/°C
D-696 D-648 C-177
6,0 x 10-5 86°C
4,0-6,0 0,35
1,3 x 10-5 74-99°C 4,0- 6,0
0,35
1,3 x 10-5 68-96°C 4,0-6,0 0,35
82°C
- 0.35
Propiedades físicas Peso especifico Absorción de agua
g/cm3
% D-792 D-570
1,19-1,20 0,2-0,4
1,19-1,20 0,1-0,4
1,23 0,63
1,15 0,4
Propiedades eléctricas Resistencia eléctrica Rigidez dieléctrica
Ohm/cm Kv/mm
D-257 D-149
>106
19 >106
17 >106 16
- -
DEFECTO PROBABLE CAUSA POSIBLES CORRECCIONES Burbujas en la chapa.
Plancha demasiado caliente.
Reducir tiempo de calentamiento. Reducir la potencia de los calefactores. Alejar los calefactores. Emplear un tejido metálico como pantalla (sombra)
Formato incompleto. Definición pobre.
Plancha demasiado fría. Vacío insuficiente. Baja presión de aire.
Incrementar la temperatura de la plancha. Verificar posibles pérdidas del sistema. Aumentar la reserva de vacío. Aumentar el diámetro de los orificios de vacío en el molde. Aumentar la presión del aire.
Fondos y esquinas finas de bajo espesor.
Técnica de moldeo pobre. Plancha demasiado fría. Moldeo demasiado rápido. Molde no adecuado.
Cambiar el ciclo de moldeo, ya sea por soplado o compresión. Rediseñar el molde. Usar pantalla metálica para controlar perfil de temperatura. Reducir la velocidad de moldeo.
Variación extrema de espesores. Pieza combinada.
Plancha mal calentada. Molde demasiado frío. Plancha que se desliza sobre el molde. Plancha muy caliente.
Controlar perfil de temperatura. Controlar los calefactores. Ajustar el marco con mayor presión. Reducir tiempo o temperatura.
Pozos, hoyos, granos y marcas Plancha que se pega al molde.
Orificios de vacío demasiado grandes. Excesiva suciedad en el molde o plancha. Molde rugoso.
Reducir el diámetro de los orificios. Disminuir la depresión. Limpiar molde y/o plancha. Pulir molde.
Plancha que se pega al molde
Molde demasiado rugoso. Dibujos demasiado profundos.
Rediseño del molde.
Pieza con distorsión. Remoción de la pieza demasiado caliente. Mala calefacción. Enfriamiento no uniforme.
Aumentar el tiempo de enfriamiento, colocando la pieza desmoldada en molde frío. Controlar perfil de temperaturas. Corregir el molde.
Roturas de piezas ya formadas.
Mal diseño del molde. Calentamiento insuficiente. Molde muy frío.
Incrementar los radios. Controlar temperaturas y/o tiempode calefacción.

3
ACRILICOPAOLINI® es la marca que identifica al “POLIMETRACRILATO DE METILO” en forma de planchas por el método de colada en celda, producido y comercializado por PAOLINI S. A. I. C.
Propiedades
La elección de ACRILICOPAOLINI® como material apto para las más diversas aplicaciones, deviene de la suma de propiedades que hacen de él un material de gran versatilidad.
Las características más destacables de este material termoplástico son:
- Resistencia espontánea a la luz solar (luz U.V.) y agentes atmosféricos.- Buenas propiedades mecánicas y eléctricas.- Bajo peso específico. - Buena dureza y relativa resistencia al rayado.- El material cristal incoloro, transmite el 92% de la luz incidente.- Buena superficie y alto brillo.- Resistente a la mayoría de las más comunes sustancias químicas.- Resistencia a la intemperie y a los rayos U.V.- Aislante térmico y acústico.- Fácil de maquinar.- Gran capacidad de termoformado.- Apto para repulido de la superficie.- Reciclable.- Fácil limpieza.- Amplia gama de colores.- Buena resistencia a la flexión.
Este conjunto de propiedades permite su aplicación con éxito en la industria de la construcción, cartelería y señalización al exterior, artículos para el hogar, publicidad, regalos, iluminación, blindajes, bañeras, incubadoras, dispositivos para laboratorios y equipamiento hospitalario.
El ACRILICOPAOLINI® se ofrece en diversos grados, con características especiales para el uso especifico tales como material para uso sanitario, uso aeronáutico, naval, automotriz, ignífugo o con absorción especifica de radiación U.V., protección para museos, camas solares.
Las planchas de ACRILICOPAOLINI® se entregan con una protección de polietileno autoadhesivo en ambas caras, para evitar que durante el transporte, almacenaje y transformación, se dañe su brillante superficie.El film protector es fácilmente removible, quedando la superficie de la plancha absolutamente limpia, una vez que éste es retirado.Se debe evitar la exposición de las planchas ACRILICOPAOLINI® a la luz solar directa durante períodos prolongados, mientras estén protegidas por el film, ya que la luz solar degrada el polietileno y la película adhesiva puede ser transferida al acrílico dificultando la remoción de esta.
Almacenaje
Durante el almacenaje deben observarse ciertas condiciones básicas: los depósitos deben ser frescos, evitándose en ellos hornos, líneas de vapor, recipientes calientes y/o radiadores. Pues dichas fuentes de calor pueden deformar las láminas. Además deben ser ventilados, especialmente en las áreas circundantes hay acumulación de solventes. Siendo el ACRILICOPAOLINI® un material combustible, deberán considerarse las medidas de seguridad propias de un material de estas características, evitándose el contacto con las llamas. En su combustión no hay emisión de humos.
Estibaje
Las planchas de ACRILICOPAOLINI® deben ser estibadas lo mas verticalmente posible, debiendo tomar contacto unas con otras en la totalidad de su superficie, con el fin de conservarlas planas.
Seguridad
No es conveniente almacenar las planchas horizontalmente; ya que, por su peso, estas pueden sufrir deformaciones especialmente si las superficies no toman contacto entre ellas en toda su extensión.
Las planchas de ACRILICOPAOLINI® se pueden cortar con herramientas de corte manuales o eléctricas similares a las que se empelan en la industria de la madera, dependiendo del tipo de trabajo la elección del instrumento de corte.
Corte con lezna o buril
Tratándose de planchas finas, estas pueden cortarse de igual manera que un vidrio. Con una lezna o buril se hace una incisión profunda en la plancha. Apoyándola firmemente sobre un borde recto, y con fuerte presión se quiebra a lo largo de la marca realizada.
Los cortes rectos en una plancha de cualquier espesor, se deben realizar con sierras circulares. Los tipos de sierras son similares a los empleados en la industria maderera, pueden ser de acero rápido, acero al carbono o sierras de widia. Las sierras de acero rápido y al carbono, se emplean en espesores finos de hasta 5mm, y las de widia en espesores mayores. Las sierras de acero al carbono, si bien deben afilarse más seguido que las de acero rápido, tienen la ventaja de poder trabar sus dientes para facilitar la descarga del material. Esto da como resultado un corte más limpio y evita, además, el sobrecalentamiento del material. Las sierras de widia son apropiadas para trabajos pesados, tales como el corte de espesores. Su afinación no es frecuente, su facetado y ángulo de corte resuelven el problema de la descarga de material. El desperdicio de material por corte es mayor que con los otros tipos de sierra. El diámetro mas comúnmente empelado en sierras de acero al carbono es de 25 cm, con 220 dientes. La velocidad lineal de corte oscilara en aproximadamente 10/35 mt/min para una velocidad de rotación de 3000 a 6000 rpm. El avance del material durante el proceso de corte deberá ser continuo y adecuado para la velocidad de rotación de la sierra. Las sierras de widia, de acuerdo al tipo de máquina, variarán su diámetro entre 20 cm y 35 cm, con 60 y 84 dientes respectivamente.Perfiles y ángulos de corte de sierras de widia y acero al carbono:
Observaciones:Es de gran importancia el correcto afilado de las sierras para obtener cortes limpios y sin astilladuras, y para evitar que se eleve la temperatura y se dañe el material. También es importante lubricar las sierras para que no se sobrecalienten; de esta manera se evita que el material se ablande y se pegue a las mismas.
Corte con sierras Sierras sin fin y router (tupi):
Se utiliza la sierra sin fin cuando hay necesidad de hacer cortes curvos en planchas o piezas finas. Sin embrago, los elementos mas adecuados son los routers portátiles o fijos, eléctricos o neumáticos.
Los routers no sólo se emplean como elementos de corte, sino también como herramientas para terminación de bordes; lográndose así perfiles acordes con la geometría del router.
Características del router CNC:- tiene la capacidad de grabar y efectuar cortes 3D.- favorece el tratamiento de piezas de muy reducido tamaño (milímetros) o grandes dimensiones, gracias a una amplia superficie de corte (3 m × 2 m)- realiza fresados y desbastes.- posibilita la realización de trabajos en una sola pieza, sin empalmes.- consigue un acabado excelente, sin rebabas ni afección térmica, aunque es necesario un pulido posterior.- alcanza una altísima precisión en el corte (±0,025 mm según el espesor)- ofrece gran versatilidad, sin perder precisión, lo que permite la realización de los más complicados diseños
Corte y grabado laser.
El proceso de corte en láser es de gran utilidad en la actualidad ya que sus costos no son altos y la terminacion es perfecta, realiza cortes planos (2D) asi también los grabados.
El grabado en láser se produce al hacer incidir el haz de luz del láser sobre cualquier material volatilizando ó produciendo un cambio de color.
El proceso consiste en grabar materiales duros o blandos con el objetivo de dejar una marca, ya sea profunda o superficial, para personalizar o adornar. Se pueden hacer bajo relieve o alto relieve y sus principales aplicaciones son: personalización de objetos, manualidades, señalización, publicidad.
El acrílico es uno de los materiales más utilizados para corte y grabado láser, principalmente por la alta calidad de corte y por no requerir acabados.
Sierras manuales:
Para obtener resultados similares a los anteriores con una sierra manual, se requiere un entrenamiento especial de los operadores.Este elemento solo es recomendable para hobbystas o artesanos.
SISTEMAS DE CORTE
7manual de uso
SISTEMAS DE CORTE
6manual de uso
PRESENTACIÓN
5manual de uso
TABLA DE PROPIEDADES
4manual de uso
INTRODUCCIÓN
3manual de uso
INDICE
2manual de uso
Introducciónpropiedades
Tabla de propiedades
Presentaciónalmacenajeestibajeseguridad
Sistemas de cortecorte con lezna o burilcorte con sierrassierras sin fin y routerrouter CNCcorte y grabado lásersierras manualesagujereadocaladofresado y torneado
Termoformado
Medios de calefacciónhornos de aireparrillas calefactoras
Transformacióndobladotermoformado libretermoformado por presión de aire y vacíotermoformado con combinación de los métodos anteriores
Moldeomoldeo por vacío
33
4
5555
6667777888
9
101010
11111111
12
1313
14
151515
151616161617
171717
1818191919
Guía practica de moldeo por termoformado
Acabadopulido mecánicolimpieza
Pegadopreparaciónpegado por inmersiónaplicación con jeringa hipodérmicacemento autopolimerizableprecauciones para el pegado
Pintadopintado a sopleteserigrafía
Montaje e Instalaciónespesores recomendables de instalacióncurvado en fríosistemas de instalaciónfijación con tornillos o pernos
SISTEMAS DE CORTE
8manual de uso
Agujereado
Cualquier agujereadora de pie es adecuada para horadar acrílico, y permite mayor precisión y control que una agujereadora portátil.
Observaciones:
a) Las mechas pueden tener algunas de las geometrías sugeridas a continuación, y deben permanecer constantemente bien afiladas para evitar astilladuras en las planchas acrílicas.
b) El vértice de la mecha deberá emerger de la cara opuesta, después de que la base del cono de la herramienta haya penetrado en el material.
c) Para espesores de hasta 4 mm, no es necesario recurrir a la lubricación. Para espesores mayores, la lubricación se hace indispensable, ya que el trabajo mecánico eleva la temperatura de la pieza provocando los siguientes inconvenientes: el sobrecalentamiento genera tensiones internas, que aumentan el riesgo de rotura si la pieza se somete a una sobrecarga o presión. Las mismas tensiones inducen muy rápidamente a un acentuado crazing por exposición a la luz y al calor.
Generalmente, una pieza manufacturada sin lubricación presenta, por los efectos de la temperatura, paredes con alto grado de distorsión, debido al arrastre de material y a la irregularidad superficial. Una correcta lubricación reduce o elimina dichos problemas. Se recomienda el uso de aceites solubles.
Calado
El calado se puede hacer con sierras caladoras, que deberán tener un brazo suficientemente grande como para barrer amplias superficies.
Las sierras, en estos casos, consisten en “varillas” metálicas con dientes finos a las que, al imprimirle un movimiento de vaivén vertical a través de la plancha, cortan según un modelo deseado.
Fresado y Torneado
Haciendo extensiva la asimilación del acrílico a la madera, desde el punto de vista del mecanizado, podemos decir que las operaciones de fresado y torneado son similares a las de la industria maderera o metalúrgica.
Como en estas operaciones la generación de calor por el mecanizado es importante, resulta indispensable que ellas se realicen con intensa lubricación, para evitar sobrecalentamientos que debilitan a la pieza por generación de tensiones internas.
TERMOFORMADO
9manual de uso
Las planchas ACRILICOPAOLINI® son termoplásticas; de ahí que una vez calentadas uniformemente, y a una temperatura adecuada, adquieren flexibilidad y elasticidad. Bajo ese estado, es posible moldearlas por doblado o estiramiento sobre un molde. Una vez que la pieza se enfría, mantendrá la forma adquirida en la matriz. Para un correcto termoformado deben tenerse en cuenta las siguientes precauciones:
1) Las planchas tendrán una contracción de aproximadamente el 2%, si estas son calentadas libremente, y su espesor incrementara proporcionalmente un 4%.
2) La temperatura de moldeo deberá estar comprendida entre 150° y 180°C. Los tiempos necesarios para alcanzar dicha temperatura dependerán del tipo de fuente calefactora, espesor y color de la plancha.
3) Un excesivo calentamiento de la plancha a moldear se manifiesta primero por la aparición de burbujas en la superficie, y luego en la masa, cuando éste es más acentuado.
4) Si la temperatura desciende por debajo del límite inferior de moldeo, la pieza se conformará mal o se romperá.
Una vez lograda la forma sobre el molde, la pieza se dejará enfriar lenta y uniformemente y se retirará aun tibia (40-50°C). De esta forma se evitan las tensiones internas que incrementan la fragilidad del producto.
GRAFICOS
Temp. Máx de Servicio
Máxima Elongación
Rango de Temp. de Termoformado
Principio de deterioro con elevada humedad absorbida
Temperatura de Descomposición
0º C 80º C 110º C 150º C 180º C 200º C
rango deTERMOFORMADO
Man
ual
de
uso
del
acr
ílico
MEDIOS DE CALEFACCIÓN
10manual de uso
Hornos de Aire
Los hornos de aire con circulación forzada son el medio más idóneo para el calentamiento de las planchas a termoformar, ya que un buen control térmico evita el sobrecalentamiento, independientemente del tiempo y la cantidad de las mismas en el proceso.Sim embargo, debe tenerse en cuenta que la velocidad del aire no puede ser inferior a 12 m/min.
Parrillas calefactoras
Las parrillas calefactoras pueden ser eléctricas o a gas, y resuelven los problemas operativos con mayor facilidad que en el caso anterior; pues la plancha es calentada sobre el molde en su respectivo marco.Una calefacción superior e inferior minimiza el tiempo y uniforma la temperatura de la plancha en forma casi óptima.
Diagrama de calefacción de una plancha acrílica (tiempo en función del espesor).
1) Intercambiador2) Turbina3) Plancha acrílica.4) Corriente de aire5) Pinzas de sujeción6) Termostato
5
3
4
6
4
12
1) Horno de aire por convección.2) Calefacción por radiación sobre una cara.3) Calefacción por radiación sobre ambas cara.
TRANSFORMACIÓN
11manual de uso
Parrillas calefactoras
Las parrillas calefactoras pueden ser eléctricas o a gas, y resuelven los problemas operativos con mayor facilidad que en el caso anterior; pues la plancha es calentada sobre el molde en su respectivo marco.Una calefacción superior e inferior minimiza el tiempo y uniforma la temperatura de la plancha en forma casi óptima.
Diagrama de calefacción de una plancha acrílica (tiempo en función del espesor).
Doblado
El doblado es una transformación común en los materiales termoplásticos, y suele hacerse con resistencias planas, tubos de cuarzo eléctricos o alambres.Calentando correctamente el área de doblado logramos ángulos y esquinas brillantes. Los equipos son de una gran sencillez.
Termoformado por presión de aire y por vacío
Las planchas ACRILICOPAOLINI® pueden ser termoformadas con ayuda de aire a presión o vacío, aun sin molde. La forma de la pieza esta determinada por la geometría de la base de sujeción. El sistema de termoformado por presión de aire y vacio, permite hacer domos de base circular, cuadrada o rectangular. De esta forma se confeccionan cúpulas para aviones y helicópteros.
Termoformado libre
Es el método más sencillo y consiste en extender sobre el molde la plancha ACRILICOPAOLINI® a temperatura de termoformado. Para evitar que por el contacto plancha- molde la pieza presente marcas en su superficie, se suele pegar una franela sobre este.
1) plancha de acrílico2) molde frío3) resistencia eléctrica4) zona de calentamiento
12
34
Term
ofor
mad
o po
r pr
esió
n de
aire
y p
or v
acío
Termoformado a presión mecánica
1) calefactor2) cierre rápido3) platina4) plancha acrílica5) cámara de presión
En este proceso, el molde puede ser simplemente hecho por perfilería metálica, la que solo toma contacto con la plancha acrílica al definir sus aristas. La pieza final tiene muy buena calidad óptica.
TRANSFORMACIÓN
12manual de uso
Termoformado con combinación de los métodos anteriores
a) Soplado y embutido seguido de evacuación de aire.Este método se emplea especialmente cuando se desean piezas con espesores de paredes más uniformes.
b) Soplado, embutido, seguido de vacío en el sistema.
MOLDEO
13manual de uso
Los moldes a emplear en la confección de artículos acrílicos, especialmente cuando se trabajan planchas transparentes, deben hacerse con perfilería metálica bien pulida y preferentemente cromada. De esta forma, el contacto de la plancha con el molde sólo ocurre a lo largo de las aristas del modelo, de modo tal que los planos permanecen inalterados, conservando el brillo y superficie original.
Es de hacer notar que, al tomar contacto el acrílico con el molde, el primero, quedará marcado en forma irregular, independientemente de la calidad del pulido de la matriz.Un ejemplo ampliamente difundido de este sistema de moldeo, es el termoformado de bañeras, lavatorios, inodoros y bidets con ACRILICOPAOLINI® para uso sanitario. Así, se logran piezas de gran belleza y funcionalidad.Todos los artefactos tienen contornos suaves y superficies brillantes, que se obtienen fácilmente mediante el sistema por vacío. Durante el proceso, deben guardarse condiciones de extrema limpieza.Dado el tamaño y la calidad requerida por estas piezas se recurre generalmente a prensas con un mediano nivel de automatización y control. Para este moldeo se utilizan moldes tipo “Hembra”.
Moldeo por vacío
El moldeo por vacío es similar al de cualquier otro material termoplástico, y en el diseño del molde deben considerarse los radios y ángulos de la pieza, por la menor definición del acrílico.
1) calefactores2) marco de sujeción3) cámara de vacío4) portamolde5) molde6) tanque de vacío7) bomba de vacío
1
2
3
4
12
3
4
56 7
GUIA PRÁCTICA DE MOLDEO POR TERMOFORMADO
14manual de uso
ACABADO
15manual de uso
Cuando las planchas ACRILICOPAOLINI® son cortadas, independientemente del método empleado, presentan una superficie irregular. Esto no permite pegar una plancha o pieza en forma prolija, y tampoco puede ser presentado dicho corte como trabajo definitivo en cualquier pieza manufacturada.
Las operaciones a seguir, para poder restaurar la superficie, son las siguientes:
1) Se puede recurrir a un rasqueteado con un fleje metálico de bordes curvos que, aplicándolo con fuerza sobre la superficie, arrastrará virutas uniformando el plano.
2) A continuación, también manualmente, y con movimiento de vaivén, se desplazará un taco de madera revestido con lija al agua, empleando granulometrías decrecientes comenzando con 120- 400- 600.Finalizada la última aplicación, la pieza está en condiciones de ser pulida.
Contando con lijadoras planetarias o de banda, estas operaciones pueden realizarse en muy breve tiempo.Las lijadoras de banda son las más recomendadas por su velocidad de trabajo y permiten, además, trabajar en húmedo. Con ello, la operación es mas limpia y las temperaturas de trabajo no inducen tensiones.
Pulido mecánico
La superficie lijada, y sin marcas superficiales, se encuentra lista para ser pulida. Así, se restaurará el brillo del plano mecanizado y éste alcanzará el mismo aspecto que la superficie de las planchas.
Se utilizan en esta operación (pulido) exclusivamente discos de franela suaves, evitándose la mezcla con tejido sintético. El diámetro de dichos discos será de aproximadamente 30 cm Y el grosor de 7 cm.
Una amoladora de 2,0 a 2,5 HP con 2.800 v.p.m es suficiente como para operar el disco de franela anteriormente descripto.
Como agente abrasivo se emplean pastas de pulido que se aplican a la rueda de franela de movimiento. Luego se apoya la pieza a pulir, imprimiéndole un movimiento de vaivén sin demasiada presión, para evitar sobrecalentamientos que puedan deformar la pieza por fusión incipiente, amén de las tensiones que en ella generan.
Todos los materiales plásticos tienen una acentuada tendencia a cargarse estáticamente, por ello se adhiere el polvillo del ambiente sobre los mismos. Una manera de evitar este inconveniente es aplicar sobre la superficie una fina película de antiestático, y así mantenerla limpia.
PEGADO
Las planchas ACRILICOPAOLINI® pueden ser pegadas entre ellas y con otros plásticos. Sin embrago, deben cuidarse otros aspectos para obtener un trabajo satisfactorio.
En principio, el adhesivo a emplear deberá elegirse en función del material (acrílico) u otros materiales que deseen pegarse a él.
El adhesivo debe atacar ligeramente al acrílico a pegar, y a su vez ser eliminado del medio por una ligera corriente de aire, para evitar concentraciones elevadas que pueden atacar la pieza.Es importante tener en cuenta este último punto. Especialmente cuando las piezas a pegar, han sido mecanizadas sin observar las recomendaciones referidas a los sobrecalentamientos.
Los adhesivos pueden ser:1) Solventes puros, con mayor o menor velocidad de evaporación.2) Soluciones de solvente/polímero.3) Soluciones autopolimerizables.
La elección del método dependerá del tipo de trabajo y de la habilidad del operador.
Limpieza
Si la pieza una vez terminada se debiera limpiar por haberse manchado con polvos, ceras, etc., durante el proceso de transformación, se lavará con agua, detergente y una franela o esponja, siempre húmeda, hasta remover la suciedad o materiales ligeramente adheridos.
1) acrílico2) banda de esmeril3) cilindro motor3’) polea libreA) nivel de agua
PEGADO
16manual de uso
Preparación
Independientemente del adhesivo y del método empleado, las piezas a unir deben ser mecanizadas perfectamente para evitar irregularidades superficiales, pues desniveles en las mismas separan las superficies y, en las zonas circundantes aparecen oclusiones de aire que desmerecen la calidad del pegado. Este inconveniente que se pone de manifiesto claramente cuando el adhesivo es sólo un solvente, disminuye en el caso de adhesivo solvente/polímero por el aporte de sólidos a la soldadura.Cuando se emplean cementos autopolimerizables, donde el solvente es reactivo, este fenómeno puede llegar a pasar desapercibido.
Pegado por inmersión
Este es un método de buen resultado y fácil aplicación. Consiste en sumergir el borde de la pieza a pegar en un recipiente de poca profundidad, o bien sobre una almohadilla con solventes puros. Pocos minutos son suficientes para que se ablande el borde. Una vez escurrido el solvente, se aplica la pieza sobre la superficie a pegar con ligera presión durante unos segundos, y luego se abandona la pieza hasta que se evapore el solvente.
Aplicación con jeringa hipodérmica
El proceso es simple y basta aplicar el adhesivo sobre la unión de las piezas, permitiendo que éste se difunda por capilaridad.El adhesivo solvente, el adhesivo solvente/polímero o el cemento autopolimerizable, pueden ser aplicados con jeringa hipodérmica.En estos casos es conveniente limitar, con cinta autoadhesiva, el escurrimiento del adhesivo sobre la superficie.
Cemento autopolimerizable
a) Cinta autoadhesiva para contener el desborde de polímero fraguante.b) Polímero fraguante.c) Pieza acrílica mecanizada a 20º. .
Cuando se empela cemento, autopolimerizable, debe evitarse la incorporación de burbujas de aire durante la aplicación. Los tiempos que deberán dejarse abandonadas las piezas, antes de mecanizarlas, dependerán del tipo de adhesivo o cemento empleado, y de las condiciones ambientales.Los adhesivos solventes sueldan rápidamente los planos acrílicos. La resistencia mecánica de la unión es aceptable, aunque baja cuando estas uniones son expuestas a la intemperie.Los adhesivos solvente/polímero y cemento son, en orden creciente, los medios recomendados para la unión de piezas acrílicas por su resistencia mecánica y resistencia a la intemperie.Algunas de las uniones o juntas más adecuadas cuando se trata de pegar láminas acrílicas:
a
a
b
c
Incorrecto
Bueno
Excelente
PINTADO
17manual de uso
Precauciones para el pegado:
La mayoría de los solventes y cementos empleados como adhesivos son altamente inflamables, ligeramente tóxicos e irritantes de la piel y los ojos.Debido a estas circunstancias, deben tomarse un mínimo de precauciones tales como:1) Trabajar en lugares bien ventilados.2) Evitar la presencia de llamas.3) No dejar que los adhesivos entren en contacto con piel y ojos.
La calidad de los pigmentos y/o colorantes también debe ser adecuada al uso.
Ya en vía operativa, debe cuidarse extremadamente la limpieza de la superficie, pues los aceites y grasas impedirán un correcto pintado. La remoción debe hacerse sin alterar la superficie de ahí que el solvente no debe atacarlo.
A esto le seguirá un lavado con agua que luego deberá ser eliminada perfectamente, cuidando en esta operación de eliminar el polvo que puede depositarse por carga estática.
Serigrafía
La serigrafía es una técnica de impresión empleada en el método de reproducción de documentos e imágenes sobre cualquier material, y consiste en transferir una tinta a través de una gasa tensada en un marco, el paso de la tinta se bloquea en las áreas donde no habrá imagen mediante una emulsión o barniz, quedando libre la zona donde pasará la tinta.
El sistema de impresión es repetitivo, esto es, que una vez que el primer modelo se ha logrado, la impresión puede ser repetida cientos y hasta miles de veces sin perder definición.
Se sitúa la malla, unida a un marco para mantenerla tensa, sobre el soporte a imprimir y se hace pasar la tinta a través de ella, aplicándole una presión moderada con un rasero, generalmente de caucho.
La impresión se realiza a través de una tela de trama abierta, enmarcada en un marco, que se emulsiona con UN (material foto sensible). Por contacto, el original, se expone a la luz, para endurecer las partes libres de imagen. Por el lavado con agua se diluye la parte no expuesta, dejando esas partes libres en la tela.
El soporte a imprimir se coloca bajo el marco, dentro del cual se coloca la tinta, que se extiende sobre toda la tela por medio de una regla de goma. La tinta pasa a través de la malla en la parte de la imagen y se deposita en el papel o tela. El marco de madera se ajusta a una mesa, llamada pulpo por medio de bisagras o brazos, que permiten subirlo y bajarlo para colocar y retirar los pliegos impresos.
Pintado a soplete
Las planchas ACRILICOPAOLINI® no agotan sus posibilidades con el simple moldeo o armado de piezas, ya que pueden ser pintadas y con ello tener aplicación en el campo publicitario o decorativo.
El pintar una plancha ACRILICOPAOLINI® exige guardar una serie de simples normas para obtener un buen resultado. Las recomendaciones siguientes son las generales para este tipo de labores.
En primer lugar, la elección de la pintura es la clave de un trabajo correcto siendo recomendada especialmente la de base acrílica, por su compatibilidad y resistencia a la luz solar, más aún cuando se trata de aplicaciones al exterior.
Los solventes de la pintura no deberán atacar excesivamente al material, pues ese fenómeno termina por degradar el área tratada, produciendo fisuras que debilitan las propiedades mecánicas de la pieza (crazing).
a
b c
d
ea) maniguetab) pinturac) screend) marco de sustentacióne) acrílico
Serigrafía
Pintado a soplete
PEGADO MONTAJE E INSTALACIÓN
18manual de uso
Debido a un elevado coeficiente de dilatación comparado con acero, madera, hormigón o vidrio, el montaje e instalación de planchas y paneles acrílicos moldeados requiere de algunas precauciones. Es por ello que deben tenerse en consideración los posibles cambios dimensionales.
Coeficientes de dilatación térmica de diversos materiales cm x cm x ºC
Espesores recomendables de instalación
Espesores mínimos en mm para paneles planos en fachadas exteriores de acuerdo a sus dimensiones superficiales.
ACRILICOPAOLINI® 0.000070
Plomo 0.000027Aluminio 0.000020Cobre 0.000015Acero 0.000010Vidrio 0.000008Hormigón 0.000006
Medidas
(cm)
30 45 60 80 120 150 180 210
30 3,2
45 3,2 5
60 3,2 5 6
90 3,2 5 6 8
120 3,2 5 6 8 10
150 3,2 5 6 8 10 12
180 3,2 5 6 8 10 12 12
210 3,2 5 6 8 10 12 12 12
MONTAJE E INSTALACIÓN
19manual de uso
Curvado en frío
Las planchas ACRILICOPAOLINI® pueden curvarse en frío.
El radio no debe ser inferior a mínimo 180 veces el espesor de la plancha. Este valor límite puede ser alcanzado sin que se pongan de manifiesto tensiones.
Deberá cuidarse que el apoyo perimetral de la plancha sea liso y permita el deslizamiento de la misma por efecto de la dilatación
Sistemas de instalación
Sistema flotante
El burlete puede ser de caucho, silicona o cualquier material que permita el libre movimiento de la plancha ACRILICOPAOLINI® en su alojamiento, y su espesor de 1.5 mm debe soportar sin desgarrarse las contracciones y dilataciones de la plancha acrílica.
Sistema de retén cementado
Fijación con tornillos o pernos
Este tipo de instalaciones son más conflictivas, porque el anclaje es más severo que el de las descripciones anteriores. Debido a esto, el orificio pasante en la lámina deber ser de mayor diámetro que el tornillo o remache, para evitar el apoyo de éste sobre las caras internas, pues una tensión grande puede inducir la rotura a partir de dicho orificio.
A) Perfilería metálica.B) Burlete mínimo 1,5 mm de ancho.C) Plancha ACRILICOPAOLINI®D) Huelgo de expansión 3mm/m lineal de plancha acrílica.E) Embutido mínimo 10 mm.Perfilería Metálica.
A) Perfilería metálica.B) Burlete de fijación mínimo de 1,5 mm.C) Plancha ACRILICOPAOLINI® D) Huelgo de expansión mínimo 3 mm/m lineal de chapa.E) Embutido de plancha ACRILICOPAOLINI®
Aquí, en la mecanización del agujero, son válidos todos los razonamientos dichos en el caso de agujereado de acrílico.
A) Perfilería metálica.B) Burlete de fijación (mínimo de 1,5 mm)C) Plancha ACRILICOPAOLINI®D) Huelgo de expansión (mínimo 3 mm/m lineal de plancha)E) Embutido de plancha.F) Arandela de goma.
Ante cualquier requerimiento especial, consulte con el Departamento Técnico de Paolini S.A.I.C
EC 01Vigencia: 30/07/2008
7 RECICLABLE Ninguna parte de este manual puede ser reproducida sin la expresa autorización de PAOLINI S.A.I.C
Propiedades ópticas Índice de refracción Transmitancia Nubosidad (Haze)
% %
D-542 D-791 D-1003
1,49 92 1
1,49 92 1
1,50 92 1
1,49 90 4
Propiedades químicas Resistencia a la intemperie Resistencia a los ácidos débiles Resistencia a los ácidos fuertes Resistencia a los alcais débiles Resistencia a los alcais fuertes Ácidos Oxidantes
Excelente No es atacado No es atacado No es atacado
Es atacado Es atacado
Excelente No es atacado No es atacado No es atacado
Es atacado Es atacado
Amarillea No es atacado No es atacado No es atacado
Es atacado Es atacado
Excelente No es atacado No es atacado No es atacado
Es atacado Es atacado
Propiedades mecánicas
Unidades Normas
Astm ACRILICOPAOLINI®
Colado
Acrílico Extruído
Ignífugo
Extruído Alto Impacto
Tracción Resistencia en el límite elástico Resistencia a la rotura Elongación a la rotura Modulo de la elasticidad
Kg/cm2 Kg/cm2
% Kg/cm2
D-638 D-638 D-638 D-638
-
562-773 4,5
24.600-31.000
-
492-773 5,0
23.000-31.000
-
562-878 5,0
26.600-33.700
-
386 - -
Flexión Resistencia en el límite elástico o rotura Módulo de elasticidad
Kg/cm2 Kg/cm2
D-790 D-790
840-1.190
27.500-33.400
740-1.300
22.800-32.300
840-1.250
24.600-31.600
562
17.500
Compresión Resistencia a la compresión (ruptura) Módulo de compresión
Kg/cm2 Kg/cm2
D-695 D-695
773-1.330
27.500-33.300
740-1260
26.000-32.300
773-840 31.000
- -
Impacto Resistencia al impacto IZOD
Kg/cm/cm
D-256 A
1,9
2,4
1,9
6,52
Dureza Rockwell Barcol
D-795 D-2583
M-80- M-100
50
M-68- M105
50
M-61- M-100
45
R-99 35
Propiedades Térmicas Coeficiente de dilatación lineal Temperatura de deflexión bajo carga Conductibilidad térmica Calor especifico
cm/cm°C 18´6 kg/cm
10 -4cal cm/sec cm2 °C Cal/g/°C
D-696 D-648 C-177
6,0 x 10-5 86°C
4,0-6,0 0,35
1,3 x 10-5 74-99°C 4,0- 6,0
0,35
1,3 x 10-5 68-96°C 4,0-6,0 0,35
82°C
- 0.35
Propiedades físicas Peso especifico Absorción de agua
g/cm3
% D-792 D-570
1,19-1,20 0,2-0,4
1,19-1,20 0,1-0,4
1,23 0,63
1,15 0,4
Propiedades eléctricas Resistencia eléctrica Rigidez dieléctrica
Ohm/cm Kv/mm
D-257 D-149
>106
19 >106
17 >106 16
- -
DEFECTO PROBABLE CAUSA POSIBLES CORRECCIONES Burbujas en la chapa.
Plancha demasiado caliente.
Reducir tiempo de calentamiento. Reducir la potencia de los calefactores. Alejar los calefactores. Emplear un tejido metálico como pantalla (sombra)
Formato incompleto. Definición pobre.
Plancha demasiado fría. Vacío insuficiente. Baja presión de aire.
Incrementar la temperatura de la plancha. Verificar posibles pérdidas del sistema. Aumentar la reserva de vacío. Aumentar el diámetro de los orificios de vacío en el molde. Aumentar la presión del aire.
Fondos y esquinas finas de bajo espesor.
Técnica de moldeo pobre. Plancha demasiado fría. Moldeo demasiado rápido. Molde no adecuado.
Cambiar el ciclo de moldeo, ya sea por soplado o compresión. Rediseñar el molde. Usar pantalla metálica para controlar perfil de temperatura. Reducir la velocidad de moldeo.
Variación extrema de espesores. Pieza combinada.
Plancha mal calentada. Molde demasiado frío. Plancha que se desliza sobre el molde. Plancha muy caliente.
Controlar perfil de temperatura. Controlar los calefactores. Ajustar el marco con mayor presión. Reducir tiempo o temperatura.
Pozos, hoyos, granos y marcas Plancha que se pega al molde.
Orificios de vacío demasiado grandes. Excesiva suciedad en el molde o plancha. Molde rugoso.
Reducir el diámetro de los orificios. Disminuir la depresión. Limpiar molde y/o plancha. Pulir molde.
Plancha que se pega al molde
Molde demasiado rugoso. Dibujos demasiado profundos.
Rediseño del molde.
Pieza con distorsión. Remoción de la pieza demasiado caliente. Mala calefacción. Enfriamiento no uniforme.
Aumentar el tiempo de enfriamiento, colocando la pieza desmoldada en molde frío. Controlar perfil de temperaturas. Corregir el molde.
Roturas de piezas ya formadas.
Mal diseño del molde. Calentamiento insuficiente. Molde muy frío.
Incrementar los radios. Controlar temperaturas y/o tiempode calefacción.
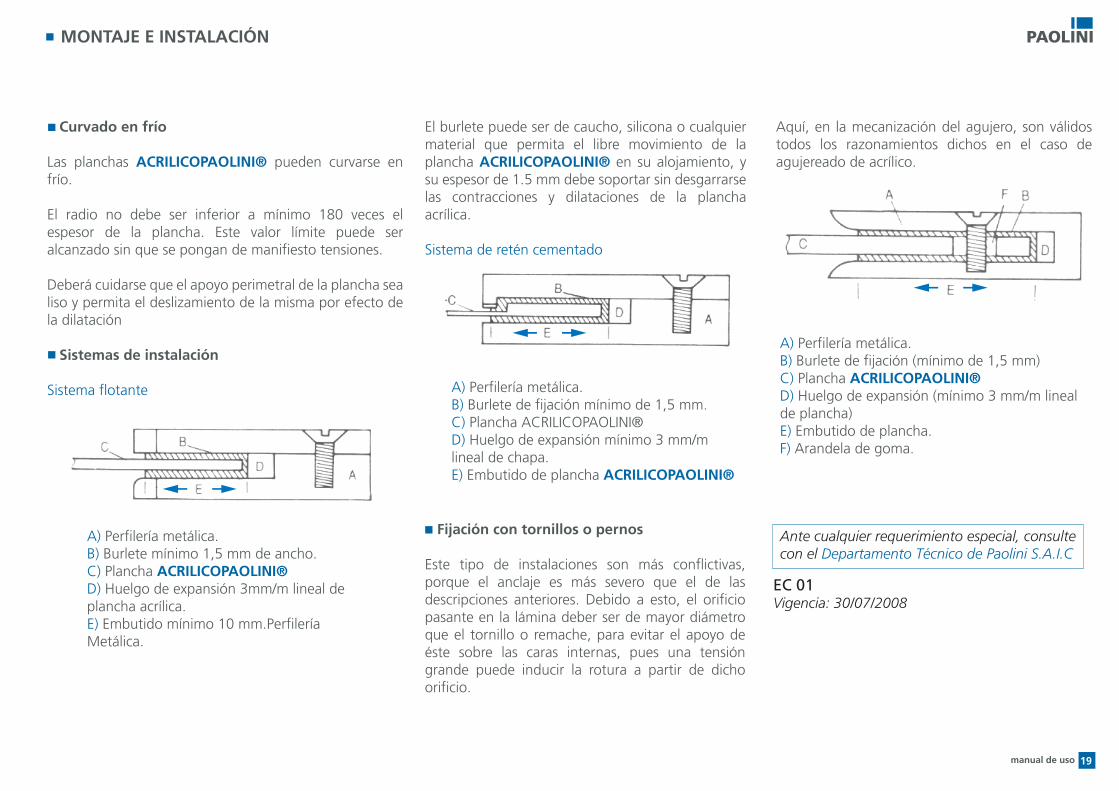
3
ACRILICOPAOLINI® es la marca que identifica al “POLIMETRACRILATO DE METILO” en forma de planchas por el método de colada en celda, producido y comercializado por PAOLINI S. A. I. C.
Propiedades
La elección de ACRILICOPAOLINI® como material apto para las más diversas aplicaciones, deviene de la suma de propiedades que hacen de él un material de gran versatilidad.
Las características más destacables de este material termoplástico son:
- Resistencia espontánea a la luz solar (luz U.V.) y agentes atmosféricos.- Buenas propiedades mecánicas y eléctricas.- Bajo peso específico. - Buena dureza y relativa resistencia al rayado.- El material cristal incoloro, transmite el 92% de la luz incidente.- Buena superficie y alto brillo.- Resistente a la mayoría de las más comunes sustancias químicas.- Resistencia a la intemperie y a los rayos U.V.- Aislante térmico y acústico.- Fácil de maquinar.- Gran capacidad de termoformado.- Apto para repulido de la superficie.- Reciclable.- Fácil limpieza.- Amplia gama de colores.- Buena resistencia a la flexión.
Este conjunto de propiedades permite su aplicación con éxito en la industria de la construcción, cartelería y señalización al exterior, artículos para el hogar, publicidad, regalos, iluminación, blindajes, bañeras, incubadoras, dispositivos para laboratorios y equipamiento hospitalario.
El ACRILICOPAOLINI® se ofrece en diversos grados, con características especiales para el uso especifico tales como material para uso sanitario, uso aeronáutico, naval, automotriz, ignífugo o con absorción especifica de radiación U.V., protección para museos, camas solares.
Las planchas de ACRILICOPAOLINI® se entregan con una protección de polietileno autoadhesivo en ambas caras, para evitar que durante el transporte, almacenaje y transformación, se dañe su brillante superficie.El film protector es fácilmente removible, quedando la superficie de la plancha absolutamente limpia, una vez que éste es retirado.Se debe evitar la exposición de las planchas ACRILICOPAOLINI® a la luz solar directa durante períodos prolongados, mientras estén protegidas por el film, ya que la luz solar degrada el polietileno y la película adhesiva puede ser transferida al acrílico dificultando la remoción de esta.
Almacenaje
Durante el almacenaje deben observarse ciertas condiciones básicas: los depósitos deben ser frescos, evitándose en ellos hornos, líneas de vapor, recipientes calientes y/o radiadores. Pues dichas fuentes de calor pueden deformar las láminas. Además deben ser ventilados, especialmente en las áreas circundantes hay acumulación de solventes. Siendo el ACRILICOPAOLINI® un material combustible, deberán considerarse las medidas de seguridad propias de un material de estas características, evitándose el contacto con las llamas. En su combustión no hay emisión de humos.
Estibaje
Las planchas de ACRILICOPAOLINI® deben ser estibadas lo mas verticalmente posible, debiendo tomar contacto unas con otras en la totalidad de su superficie, con el fin de conservarlas planas.
Seguridad
No es conveniente almacenar las planchas horizontalmente; ya que, por su peso, estas pueden sufrir deformaciones especialmente si las superficies no toman contacto entre ellas en toda su extensión.
Las planchas de ACRILICOPAOLINI® se pueden cortar con herramientas de corte manuales o eléctricas similares a las que se empelan en la industria de la madera, dependiendo del tipo de trabajo la elección del instrumento de corte.
Corte con lezna o buril
Tratándose de planchas finas, estas pueden cortarse de igual manera que un vidrio. Con una lezna o buril se hace una incisión profunda en la plancha. Apoyándola firmemente sobre un borde recto, y con fuerte presión se quiebra a lo largo de la marca realizada.
Los cortes rectos en una plancha de cualquier espesor, se deben realizar con sierras circulares. Los tipos de sierras son similares a los empleados en la industria maderera, pueden ser de acero rápido, acero al carbono o sierras de widia. Las sierras de acero rápido y al carbono, se emplean en espesores finos de hasta 5mm, y las de widia en espesores mayores. Las sierras de acero al carbono, si bien deben afilarse más seguido que las de acero rápido, tienen la ventaja de poder trabar sus dientes para facilitar la descarga del material. Esto da como resultado un corte más limpio y evita, además, el sobrecalentamiento del material. Las sierras de widia son apropiadas para trabajos pesados, tales como el corte de espesores. Su afinación no es frecuente, su facetado y ángulo de corte resuelven el problema de la descarga de material. El desperdicio de material por corte es mayor que con los otros tipos de sierra. El diámetro mas comúnmente empelado en sierras de acero al carbono es de 25 cm, con 220 dientes. La velocidad lineal de corte oscilara en aproximadamente 10/35 mt/min para una velocidad de rotación de 3000 a 6000 rpm. El avance del material durante el proceso de corte deberá ser continuo y adecuado para la velocidad de rotación de la sierra. Las sierras de widia, de acuerdo al tipo de máquina, variarán su diámetro entre 20 cm y 35 cm, con 60 y 84 dientes respectivamente.Perfiles y ángulos de corte de sierras de widia y acero al carbono:
Observaciones:Es de gran importancia el correcto afilado de las sierras para obtener cortes limpios y sin astilladuras, y para evitar que se eleve la temperatura y se dañe el material. También es importante lubricar las sierras para que no se sobrecalienten; de esta manera se evita que el material se ablande y se pegue a las mismas.
Corte con sierras Sierras sin fin y router (tupi):
Se utiliza la sierra sin fin cuando hay necesidad de hacer cortes curvos en planchas o piezas finas. Sin embrago, los elementos mas adecuados son los routers portátiles o fijos, eléctricos o neumáticos.
Los routers no sólo se emplean como elementos de corte, sino también como herramientas para terminación de bordes; lográndose así perfiles acordes con la geometría del router.
Características del router CNC:- tiene la capacidad de grabar y efectuar cortes 3D.- favorece el tratamiento de piezas de muy reducido tamaño (milímetros) o grandes dimensiones, gracias a una amplia superficie de corte (3 m × 2 m)- realiza fresados y desbastes.- posibilita la realización de trabajos en una sola pieza, sin empalmes.- consigue un acabado excelente, sin rebabas ni afección térmica, aunque es necesario un pulido posterior.- alcanza una altísima precisión en el corte (±0,025 mm según el espesor)- ofrece gran versatilidad, sin perder precisión, lo que permite la realización de los más complicados diseños
Corte y grabado laser.
El proceso de corte en láser es de gran utilidad en la actualidad ya que sus costos no son altos y la terminacion es perfecta, realiza cortes planos (2D) asi también los grabados.
El grabado en láser se produce al hacer incidir el haz de luz del láser sobre cualquier material volatilizando ó produciendo un cambio de color.
El proceso consiste en grabar materiales duros o blandos con el objetivo de dejar una marca, ya sea profunda o superficial, para personalizar o adornar. Se pueden hacer bajo relieve o alto relieve y sus principales aplicaciones son: personalización de objetos, manualidades, señalización, publicidad.
El acrílico es uno de los materiales más utilizados para corte y grabado láser, principalmente por la alta calidad de corte y por no requerir acabados.
Sierras manuales:
Para obtener resultados similares a los anteriores con una sierra manual, se requiere un entrenamiento especial de los operadores.Este elemento solo es recomendable para hobbystas o artesanos.
SISTEMAS DE CORTE
7manual de uso
SISTEMAS DE CORTE
6manual de uso
PRESENTACIÓN
5manual de uso
TABLA DE PROPIEDADES
4manual de uso
INTRODUCCIÓN
3manual de uso
INDICE
2manual de uso
Introducciónpropiedades
Tabla de propiedades
Presentaciónalmacenajeestibajeseguridad
Sistemas de cortecorte con lezna o burilcorte con sierrassierras sin fin y routerrouter CNCcorte y grabado lásersierras manualesagujereadocaladofresado y torneado
Termoformado
Medios de calefacciónhornos de aireparrillas calefactoras
Transformacióndobladotermoformado libretermoformado por presión de aire y vacíotermoformado con combinación de los métodos anteriores
Moldeomoldeo por vacío
33
4
5555
6667777888
9
101010
11111111
12
1313
14
151515
151616161617
171717
1818191919
Guía practica de moldeo por termoformado
Acabadopulido mecánicolimpieza
Pegadopreparaciónpegado por inmersiónaplicación con jeringa hipodérmicacemento autopolimerizableprecauciones para el pegado
Pintadopintado a sopleteserigrafía
Montaje e Instalaciónespesores recomendables de instalacióncurvado en fríosistemas de instalaciónfijación con tornillos o pernos
SISTEMAS DE CORTE
8manual de uso
Agujereado
Cualquier agujereadora de pie es adecuada para horadar acrílico, y permite mayor precisión y control que una agujereadora portátil.
Observaciones:
a) Las mechas pueden tener algunas de las geometrías sugeridas a continuación, y deben permanecer constantemente bien afiladas para evitar astilladuras en las planchas acrílicas.
b) El vértice de la mecha deberá emerger de la cara opuesta, después de que la base del cono de la herramienta haya penetrado en el material.
c) Para espesores de hasta 4 mm, no es necesario recurrir a la lubricación. Para espesores mayores, la lubricación se hace indispensable, ya que el trabajo mecánico eleva la temperatura de la pieza provocando los siguientes inconvenientes: el sobrecalentamiento genera tensiones internas, que aumentan el riesgo de rotura si la pieza se somete a una sobrecarga o presión. Las mismas tensiones inducen muy rápidamente a un acentuado crazing por exposición a la luz y al calor.
Generalmente, una pieza manufacturada sin lubricación presenta, por los efectos de la temperatura, paredes con alto grado de distorsión, debido al arrastre de material y a la irregularidad superficial. Una correcta lubricación reduce o elimina dichos problemas. Se recomienda el uso de aceites solubles.
Calado
El calado se puede hacer con sierras caladoras, que deberán tener un brazo suficientemente grande como para barrer amplias superficies.
Las sierras, en estos casos, consisten en “varillas” metálicas con dientes finos a las que, al imprimirle un movimiento de vaivén vertical a través de la plancha, cortan según un modelo deseado.
Fresado y Torneado
Haciendo extensiva la asimilación del acrílico a la madera, desde el punto de vista del mecanizado, podemos decir que las operaciones de fresado y torneado son similares a las de la industria maderera o metalúrgica.
Como en estas operaciones la generación de calor por el mecanizado es importante, resulta indispensable que ellas se realicen con intensa lubricación, para evitar sobrecalentamientos que debilitan a la pieza por generación de tensiones internas.
TERMOFORMADO
9manual de uso
Las planchas ACRILICOPAOLINI® son termoplásticas; de ahí que una vez calentadas uniformemente, y a una temperatura adecuada, adquieren flexibilidad y elasticidad. Bajo ese estado, es posible moldearlas por doblado o estiramiento sobre un molde. Una vez que la pieza se enfría, mantendrá la forma adquirida en la matriz. Para un correcto termoformado deben tenerse en cuenta las siguientes precauciones:
1) Las planchas tendrán una contracción de aproximadamente el 2%, si estas son calentadas libremente, y su espesor incrementara proporcionalmente un 4%.
2) La temperatura de moldeo deberá estar comprendida entre 150° y 180°C. Los tiempos necesarios para alcanzar dicha temperatura dependerán del tipo de fuente calefactora, espesor y color de la plancha.
3) Un excesivo calentamiento de la plancha a moldear se manifiesta primero por la aparición de burbujas en la superficie, y luego en la masa, cuando éste es más acentuado.
4) Si la temperatura desciende por debajo del límite inferior de moldeo, la pieza se conformará mal o se romperá.
Una vez lograda la forma sobre el molde, la pieza se dejará enfriar lenta y uniformemente y se retirará aun tibia (40-50°C). De esta forma se evitan las tensiones internas que incrementan la fragilidad del producto.
GRAFICOS
Temp. Máx de Servicio
Máxima Elongación
Rango de Temp. de Termoformado
Principio de deterioro con elevada humedad absorbida
Temperatura de Descomposición
0º C 80º C 110º C 150º C 180º C 200º C
rango deTERMOFORMADO
Man
ual
de
uso
del
acr
ílico
MEDIOS DE CALEFACCIÓN
10manual de uso
Hornos de Aire
Los hornos de aire con circulación forzada son el medio más idóneo para el calentamiento de las planchas a termoformar, ya que un buen control térmico evita el sobrecalentamiento, independientemente del tiempo y la cantidad de las mismas en el proceso.Sim embargo, debe tenerse en cuenta que la velocidad del aire no puede ser inferior a 12 m/min.
Parrillas calefactoras
Las parrillas calefactoras pueden ser eléctricas o a gas, y resuelven los problemas operativos con mayor facilidad que en el caso anterior; pues la plancha es calentada sobre el molde en su respectivo marco.Una calefacción superior e inferior minimiza el tiempo y uniforma la temperatura de la plancha en forma casi óptima.
Diagrama de calefacción de una plancha acrílica (tiempo en función del espesor).
1) Intercambiador2) Turbina3) Plancha acrílica.4) Corriente de aire5) Pinzas de sujeción6) Termostato
5
3
4
6
4
12
1) Horno de aire por convección.2) Calefacción por radiación sobre una cara.3) Calefacción por radiación sobre ambas cara.
TRANSFORMACIÓN
11manual de uso
Parrillas calefactoras
Las parrillas calefactoras pueden ser eléctricas o a gas, y resuelven los problemas operativos con mayor facilidad que en el caso anterior; pues la plancha es calentada sobre el molde en su respectivo marco.Una calefacción superior e inferior minimiza el tiempo y uniforma la temperatura de la plancha en forma casi óptima.
Diagrama de calefacción de una plancha acrílica (tiempo en función del espesor).
Doblado
El doblado es una transformación común en los materiales termoplásticos, y suele hacerse con resistencias planas, tubos de cuarzo eléctricos o alambres.Calentando correctamente el área de doblado logramos ángulos y esquinas brillantes. Los equipos son de una gran sencillez.
Termoformado por presión de aire y por vacío
Las planchas ACRILICOPAOLINI® pueden ser termoformadas con ayuda de aire a presión o vacío, aun sin molde. La forma de la pieza esta determinada por la geometría de la base de sujeción. El sistema de termoformado por presión de aire y vacio, permite hacer domos de base circular, cuadrada o rectangular. De esta forma se confeccionan cúpulas para aviones y helicópteros.
Termoformado libre
Es el método más sencillo y consiste en extender sobre el molde la plancha ACRILICOPAOLINI® a temperatura de termoformado. Para evitar que por el contacto plancha- molde la pieza presente marcas en su superficie, se suele pegar una franela sobre este.
1) plancha de acrílico2) molde frío3) resistencia eléctrica4) zona de calentamiento
12
34
Term
ofor
mad
o po
r pr
esió
n de
aire
y p
or v
acío
Termoformado a presión mecánica
1) calefactor2) cierre rápido3) platina4) plancha acrílica5) cámara de presión
En este proceso, el molde puede ser simplemente hecho por perfilería metálica, la que solo toma contacto con la plancha acrílica al definir sus aristas. La pieza final tiene muy buena calidad óptica.
TRANSFORMACIÓN
12manual de uso
Termoformado con combinación de los métodos anteriores
a) Soplado y embutido seguido de evacuación de aire.Este método se emplea especialmente cuando se desean piezas con espesores de paredes más uniformes.
b) Soplado, embutido, seguido de vacío en el sistema.
MOLDEO
13manual de uso
Los moldes a emplear en la confección de artículos acrílicos, especialmente cuando se trabajan planchas transparentes, deben hacerse con perfilería metálica bien pulida y preferentemente cromada. De esta forma, el contacto de la plancha con el molde sólo ocurre a lo largo de las aristas del modelo, de modo tal que los planos permanecen inalterados, conservando el brillo y superficie original.
Es de hacer notar que, al tomar contacto el acrílico con el molde, el primero, quedará marcado en forma irregular, independientemente de la calidad del pulido de la matriz.Un ejemplo ampliamente difundido de este sistema de moldeo, es el termoformado de bañeras, lavatorios, inodoros y bidets con ACRILICOPAOLINI® para uso sanitario. Así, se logran piezas de gran belleza y funcionalidad.Todos los artefactos tienen contornos suaves y superficies brillantes, que se obtienen fácilmente mediante el sistema por vacío. Durante el proceso, deben guardarse condiciones de extrema limpieza.Dado el tamaño y la calidad requerida por estas piezas se recurre generalmente a prensas con un mediano nivel de automatización y control. Para este moldeo se utilizan moldes tipo “Hembra”.
Moldeo por vacío
El moldeo por vacío es similar al de cualquier otro material termoplástico, y en el diseño del molde deben considerarse los radios y ángulos de la pieza, por la menor definición del acrílico.
1) calefactores2) marco de sujeción3) cámara de vacío4) portamolde5) molde6) tanque de vacío7) bomba de vacío
1
2
3
4
12
3
4
56 7
GUIA PRÁCTICA DE MOLDEO POR TERMOFORMADO
14manual de uso
ACABADO
15manual de uso
Cuando las planchas ACRILICOPAOLINI® son cortadas, independientemente del método empleado, presentan una superficie irregular. Esto no permite pegar una plancha o pieza en forma prolija, y tampoco puede ser presentado dicho corte como trabajo definitivo en cualquier pieza manufacturada.
Las operaciones a seguir, para poder restaurar la superficie, son las siguientes:
1) Se puede recurrir a un rasqueteado con un fleje metálico de bordes curvos que, aplicándolo con fuerza sobre la superficie, arrastrará virutas uniformando el plano.
2) A continuación, también manualmente, y con movimiento de vaivén, se desplazará un taco de madera revestido con lija al agua, empleando granulometrías decrecientes comenzando con 120- 400- 600.Finalizada la última aplicación, la pieza está en condiciones de ser pulida.
Contando con lijadoras planetarias o de banda, estas operaciones pueden realizarse en muy breve tiempo.Las lijadoras de banda son las más recomendadas por su velocidad de trabajo y permiten, además, trabajar en húmedo. Con ello, la operación es mas limpia y las temperaturas de trabajo no inducen tensiones.
Pulido mecánico
La superficie lijada, y sin marcas superficiales, se encuentra lista para ser pulida. Así, se restaurará el brillo del plano mecanizado y éste alcanzará el mismo aspecto que la superficie de las planchas.
Se utilizan en esta operación (pulido) exclusivamente discos de franela suaves, evitándose la mezcla con tejido sintético. El diámetro de dichos discos será de aproximadamente 30 cm Y el grosor de 7 cm.
Una amoladora de 2,0 a 2,5 HP con 2.800 v.p.m es suficiente como para operar el disco de franela anteriormente descripto.
Como agente abrasivo se emplean pastas de pulido que se aplican a la rueda de franela de movimiento. Luego se apoya la pieza a pulir, imprimiéndole un movimiento de vaivén sin demasiada presión, para evitar sobrecalentamientos que puedan deformar la pieza por fusión incipiente, amén de las tensiones que en ella generan.
Todos los materiales plásticos tienen una acentuada tendencia a cargarse estáticamente, por ello se adhiere el polvillo del ambiente sobre los mismos. Una manera de evitar este inconveniente es aplicar sobre la superficie una fina película de antiestático, y así mantenerla limpia.
PEGADO
Las planchas ACRILICOPAOLINI® pueden ser pegadas entre ellas y con otros plásticos. Sin embrago, deben cuidarse otros aspectos para obtener un trabajo satisfactorio.
En principio, el adhesivo a emplear deberá elegirse en función del material (acrílico) u otros materiales que deseen pegarse a él.
El adhesivo debe atacar ligeramente al acrílico a pegar, y a su vez ser eliminado del medio por una ligera corriente de aire, para evitar concentraciones elevadas que pueden atacar la pieza.Es importante tener en cuenta este último punto. Especialmente cuando las piezas a pegar, han sido mecanizadas sin observar las recomendaciones referidas a los sobrecalentamientos.
Los adhesivos pueden ser:1) Solventes puros, con mayor o menor velocidad de evaporación.2) Soluciones de solvente/polímero.3) Soluciones autopolimerizables.
La elección del método dependerá del tipo de trabajo y de la habilidad del operador.
Limpieza
Si la pieza una vez terminada se debiera limpiar por haberse manchado con polvos, ceras, etc., durante el proceso de transformación, se lavará con agua, detergente y una franela o esponja, siempre húmeda, hasta remover la suciedad o materiales ligeramente adheridos.
1) acrílico2) banda de esmeril3) cilindro motor3’) polea libreA) nivel de agua
PEGADO
16manual de uso
Preparación
Independientemente del adhesivo y del método empleado, las piezas a unir deben ser mecanizadas perfectamente para evitar irregularidades superficiales, pues desniveles en las mismas separan las superficies y, en las zonas circundantes aparecen oclusiones de aire que desmerecen la calidad del pegado. Este inconveniente que se pone de manifiesto claramente cuando el adhesivo es sólo un solvente, disminuye en el caso de adhesivo solvente/polímero por el aporte de sólidos a la soldadura.Cuando se emplean cementos autopolimerizables, donde el solvente es reactivo, este fenómeno puede llegar a pasar desapercibido.
Pegado por inmersión
Este es un método de buen resultado y fácil aplicación. Consiste en sumergir el borde de la pieza a pegar en un recipiente de poca profundidad, o bien sobre una almohadilla con solventes puros. Pocos minutos son suficientes para que se ablande el borde. Una vez escurrido el solvente, se aplica la pieza sobre la superficie a pegar con ligera presión durante unos segundos, y luego se abandona la pieza hasta que se evapore el solvente.
Aplicación con jeringa hipodérmica
El proceso es simple y basta aplicar el adhesivo sobre la unión de las piezas, permitiendo que éste se difunda por capilaridad.El adhesivo solvente, el adhesivo solvente/polímero o el cemento autopolimerizable, pueden ser aplicados con jeringa hipodérmica.En estos casos es conveniente limitar, con cinta autoadhesiva, el escurrimiento del adhesivo sobre la superficie.
Cemento autopolimerizable
a) Cinta autoadhesiva para contener el desborde de polímero fraguante.b) Polímero fraguante.c) Pieza acrílica mecanizada a 20º. .
Cuando se empela cemento, autopolimerizable, debe evitarse la incorporación de burbujas de aire durante la aplicación. Los tiempos que deberán dejarse abandonadas las piezas, antes de mecanizarlas, dependerán del tipo de adhesivo o cemento empleado, y de las condiciones ambientales.Los adhesivos solventes sueldan rápidamente los planos acrílicos. La resistencia mecánica de la unión es aceptable, aunque baja cuando estas uniones son expuestas a la intemperie.Los adhesivos solvente/polímero y cemento son, en orden creciente, los medios recomendados para la unión de piezas acrílicas por su resistencia mecánica y resistencia a la intemperie.Algunas de las uniones o juntas más adecuadas cuando se trata de pegar láminas acrílicas:
a
a
b
c
Incorrecto
Bueno
Excelente
PINTADO
17manual de uso
Precauciones para el pegado:
La mayoría de los solventes y cementos empleados como adhesivos son altamente inflamables, ligeramente tóxicos e irritantes de la piel y los ojos.Debido a estas circunstancias, deben tomarse un mínimo de precauciones tales como:1) Trabajar en lugares bien ventilados.2) Evitar la presencia de llamas.3) No dejar que los adhesivos entren en contacto con piel y ojos.
La calidad de los pigmentos y/o colorantes también debe ser adecuada al uso.
Ya en vía operativa, debe cuidarse extremadamente la limpieza de la superficie, pues los aceites y grasas impedirán un correcto pintado. La remoción debe hacerse sin alterar la superficie de ahí que el solvente no debe atacarlo.
A esto le seguirá un lavado con agua que luego deberá ser eliminada perfectamente, cuidando en esta operación de eliminar el polvo que puede depositarse por carga estática.
Serigrafía
La serigrafía es una técnica de impresión empleada en el método de reproducción de documentos e imágenes sobre cualquier material, y consiste en transferir una tinta a través de una gasa tensada en un marco, el paso de la tinta se bloquea en las áreas donde no habrá imagen mediante una emulsión o barniz, quedando libre la zona donde pasará la tinta.
El sistema de impresión es repetitivo, esto es, que una vez que el primer modelo se ha logrado, la impresión puede ser repetida cientos y hasta miles de veces sin perder definición.
Se sitúa la malla, unida a un marco para mantenerla tensa, sobre el soporte a imprimir y se hace pasar la tinta a través de ella, aplicándole una presión moderada con un rasero, generalmente de caucho.
La impresión se realiza a través de una tela de trama abierta, enmarcada en un marco, que se emulsiona con UN (material foto sensible). Por contacto, el original, se expone a la luz, para endurecer las partes libres de imagen. Por el lavado con agua se diluye la parte no expuesta, dejando esas partes libres en la tela.
El soporte a imprimir se coloca bajo el marco, dentro del cual se coloca la tinta, que se extiende sobre toda la tela por medio de una regla de goma. La tinta pasa a través de la malla en la parte de la imagen y se deposita en el papel o tela. El marco de madera se ajusta a una mesa, llamada pulpo por medio de bisagras o brazos, que permiten subirlo y bajarlo para colocar y retirar los pliegos impresos.
Pintado a soplete
Las planchas ACRILICOPAOLINI® no agotan sus posibilidades con el simple moldeo o armado de piezas, ya que pueden ser pintadas y con ello tener aplicación en el campo publicitario o decorativo.
El pintar una plancha ACRILICOPAOLINI® exige guardar una serie de simples normas para obtener un buen resultado. Las recomendaciones siguientes son las generales para este tipo de labores.
En primer lugar, la elección de la pintura es la clave de un trabajo correcto siendo recomendada especialmente la de base acrílica, por su compatibilidad y resistencia a la luz solar, más aún cuando se trata de aplicaciones al exterior.
Los solventes de la pintura no deberán atacar excesivamente al material, pues ese fenómeno termina por degradar el área tratada, produciendo fisuras que debilitan las propiedades mecánicas de la pieza (crazing).
a
b c
d
ea) maniguetab) pinturac) screend) marco de sustentacióne) acrílico
Serigrafía
Pintado a soplete
PEGADO MONTAJE E INSTALACIÓN
18manual de uso
Debido a un elevado coeficiente de dilatación comparado con acero, madera, hormigón o vidrio, el montaje e instalación de planchas y paneles acrílicos moldeados requiere de algunas precauciones. Es por ello que deben tenerse en consideración los posibles cambios dimensionales.
Coeficientes de dilatación térmica de diversos materiales cm x cm x ºC
Espesores recomendables de instalación
Espesores mínimos en mm para paneles planos en fachadas exteriores de acuerdo a sus dimensiones superficiales.
ACRILICOPAOLINI® 0.000070
Plomo 0.000027Aluminio 0.000020Cobre 0.000015Acero 0.000010Vidrio 0.000008Hormigón 0.000006
Medidas
(cm)
30 45 60 80 120 150 180 210
30 3,2
45 3,2 5
60 3,2 5 6
90 3,2 5 6 8
120 3,2 5 6 8 10
150 3,2 5 6 8 10 12
180 3,2 5 6 8 10 12 12
210 3,2 5 6 8 10 12 12 12
MONTAJE E INSTALACIÓN
19manual de uso
Curvado en frío
Las planchas ACRILICOPAOLINI® pueden curvarse en frío.
El radio no debe ser inferior a mínimo 180 veces el espesor de la plancha. Este valor límite puede ser alcanzado sin que se pongan de manifiesto tensiones.
Deberá cuidarse que el apoyo perimetral de la plancha sea liso y permita el deslizamiento de la misma por efecto de la dilatación
Sistemas de instalación
Sistema flotante
El burlete puede ser de caucho, silicona o cualquier material que permita el libre movimiento de la plancha ACRILICOPAOLINI® en su alojamiento, y su espesor de 1.5 mm debe soportar sin desgarrarse las contracciones y dilataciones de la plancha acrílica.
Sistema de retén cementado
Fijación con tornillos o pernos
Este tipo de instalaciones son más conflictivas, porque el anclaje es más severo que el de las descripciones anteriores. Debido a esto, el orificio pasante en la lámina deber ser de mayor diámetro que el tornillo o remache, para evitar el apoyo de éste sobre las caras internas, pues una tensión grande puede inducir la rotura a partir de dicho orificio.
A) Perfilería metálica.B) Burlete mínimo 1,5 mm de ancho.C) Plancha ACRILICOPAOLINI®D) Huelgo de expansión 3mm/m lineal de plancha acrílica.E) Embutido mínimo 10 mm.Perfilería Metálica.
A) Perfilería metálica.B) Burlete de fijación mínimo de 1,5 mm.C) Plancha ACRILICOPAOLINI® D) Huelgo de expansión mínimo 3 mm/m lineal de chapa.E) Embutido de plancha ACRILICOPAOLINI®
Aquí, en la mecanización del agujero, son válidos todos los razonamientos dichos en el caso de agujereado de acrílico.
A) Perfilería metálica.B) Burlete de fijación (mínimo de 1,5 mm)C) Plancha ACRILICOPAOLINI®D) Huelgo de expansión (mínimo 3 mm/m lineal de plancha)E) Embutido de plancha.F) Arandela de goma.
Ante cualquier requerimiento especial, consulte con el Departamento Técnico de Paolini S.A.I.C
EC 01Vigencia: 30/07/2008
7 RECICLABLE Ninguna parte de este manual puede ser reproducida sin la expresa autorización de PAOLINI S.A.I.C
Propiedades ópticas Índice de refracción Transmitancia Nubosidad (Haze)
% %
D-542 D-791 D-1003
1,49 92 1
1,49 92 1
1,50 92 1
1,49 90 4
Propiedades químicas Resistencia a la intemperie Resistencia a los ácidos débiles Resistencia a los ácidos fuertes Resistencia a los alcais débiles Resistencia a los alcais fuertes Ácidos Oxidantes
Excelente No es atacado No es atacado No es atacado
Es atacado Es atacado
Excelente No es atacado No es atacado No es atacado
Es atacado Es atacado
Amarillea No es atacado No es atacado No es atacado
Es atacado Es atacado
Excelente No es atacado No es atacado No es atacado
Es atacado Es atacado
Propiedades mecánicas
Unidades Normas
Astm ACRILICOPAOLINI®
Colado
Acrílico Extruído
Ignífugo
Extruído Alto Impacto
Tracción Resistencia en el límite elástico Resistencia a la rotura Elongación a la rotura Modulo de la elasticidad
Kg/cm2 Kg/cm2
% Kg/cm2
D-638 D-638 D-638 D-638
-
562-773 4,5
24.600-31.000
-
492-773 5,0
23.000-31.000
-
562-878 5,0
26.600-33.700
-
386 - -
Flexión Resistencia en el límite elástico o rotura Módulo de elasticidad
Kg/cm2 Kg/cm2
D-790 D-790
840-1.190
27.500-33.400
740-1.300
22.800-32.300
840-1.250
24.600-31.600
562
17.500
Compresión Resistencia a la compresión (ruptura) Módulo de compresión
Kg/cm2 Kg/cm2
D-695 D-695
773-1.330
27.500-33.300
740-1260
26.000-32.300
773-840 31.000
- -
Impacto Resistencia al impacto IZOD
Kg/cm/cm
D-256 A
1,9
2,4
1,9
6,52
Dureza Rockwell Barcol
D-795 D-2583
M-80- M-100
50
M-68- M105
50
M-61- M-100
45
R-99 35
Propiedades Térmicas Coeficiente de dilatación lineal Temperatura de deflexión bajo carga Conductibilidad térmica Calor especifico
cm/cm°C 18´6 kg/cm
10 -4cal cm/sec cm2 °C Cal/g/°C
D-696 D-648 C-177
6,0 x 10-5 86°C
4,0-6,0 0,35
1,3 x 10-5 74-99°C 4,0- 6,0
0,35
1,3 x 10-5 68-96°C 4,0-6,0 0,35
82°C
- 0.35
Propiedades físicas Peso especifico Absorción de agua
g/cm3
% D-792 D-570
1,19-1,20 0,2-0,4
1,19-1,20 0,1-0,4
1,23 0,63
1,15 0,4
Propiedades eléctricas Resistencia eléctrica Rigidez dieléctrica
Ohm/cm Kv/mm
D-257 D-149
>106
19 >106
17 >106 16
- -
DEFECTO PROBABLE CAUSA POSIBLES CORRECCIONES Burbujas en la chapa.
Plancha demasiado caliente.
Reducir tiempo de calentamiento. Reducir la potencia de los calefactores. Alejar los calefactores. Emplear un tejido metálico como pantalla (sombra)
Formato incompleto. Definición pobre.
Plancha demasiado fría. Vacío insuficiente. Baja presión de aire.
Incrementar la temperatura de la plancha. Verificar posibles pérdidas del sistema. Aumentar la reserva de vacío. Aumentar el diámetro de los orificios de vacío en el molde. Aumentar la presión del aire.
Fondos y esquinas finas de bajo espesor.
Técnica de moldeo pobre. Plancha demasiado fría. Moldeo demasiado rápido. Molde no adecuado.
Cambiar el ciclo de moldeo, ya sea por soplado o compresión. Rediseñar el molde. Usar pantalla metálica para controlar perfil de temperatura. Reducir la velocidad de moldeo.
Variación extrema de espesores. Pieza combinada.
Plancha mal calentada. Molde demasiado frío. Plancha que se desliza sobre el molde. Plancha muy caliente.
Controlar perfil de temperatura. Controlar los calefactores. Ajustar el marco con mayor presión. Reducir tiempo o temperatura.
Pozos, hoyos, granos y marcas Plancha que se pega al molde.
Orificios de vacío demasiado grandes. Excesiva suciedad en el molde o plancha. Molde rugoso.
Reducir el diámetro de los orificios. Disminuir la depresión. Limpiar molde y/o plancha. Pulir molde.
Plancha que se pega al molde
Molde demasiado rugoso. Dibujos demasiado profundos.
Rediseño del molde.
Pieza con distorsión. Remoción de la pieza demasiado caliente. Mala calefacción. Enfriamiento no uniforme.
Aumentar el tiempo de enfriamiento, colocando la pieza desmoldada en molde frío. Controlar perfil de temperaturas. Corregir el molde.
Roturas de piezas ya formadas.
Mal diseño del molde. Calentamiento insuficiente. Molde muy frío.
Incrementar los radios. Controlar temperaturas y/o tiempode calefacción.

3
ACRILICOPAOLINI® es la marca que identifica al “POLIMETRACRILATO DE METILO” en forma de planchas por el método de colada en celda, producido y comercializado por PAOLINI S. A. I. C.
Propiedades
La elección de ACRILICOPAOLINI® como material apto para las más diversas aplicaciones, deviene de la suma de propiedades que hacen de él un material de gran versatilidad.
Las características más destacables de este material termoplástico son:
- Resistencia espontánea a la luz solar (luz U.V.) y agentes atmosféricos.- Buenas propiedades mecánicas y eléctricas.- Bajo peso específico. - Buena dureza y relativa resistencia al rayado.- El material cristal incoloro, transmite el 92% de la luz incidente.- Buena superficie y alto brillo.- Resistente a la mayoría de las más comunes sustancias químicas.- Resistencia a la intemperie y a los rayos U.V.- Aislante térmico y acústico.- Fácil de maquinar.- Gran capacidad de termoformado.- Apto para repulido de la superficie.- Reciclable.- Fácil limpieza.- Amplia gama de colores.- Buena resistencia a la flexión.
Este conjunto de propiedades permite su aplicación con éxito en la industria de la construcción, cartelería y señalización al exterior, artículos para el hogar, publicidad, regalos, iluminación, blindajes, bañeras, incubadoras, dispositivos para laboratorios y equipamiento hospitalario.
El ACRILICOPAOLINI® se ofrece en diversos grados, con características especiales para el uso especifico tales como material para uso sanitario, uso aeronáutico, naval, automotriz, ignífugo o con absorción especifica de radiación U.V., protección para museos, camas solares.
Las planchas de ACRILICOPAOLINI® se entregan con una protección de polietileno autoadhesivo en ambas caras, para evitar que durante el transporte, almacenaje y transformación, se dañe su brillante superficie.El film protector es fácilmente removible, quedando la superficie de la plancha absolutamente limpia, una vez que éste es retirado.Se debe evitar la exposición de las planchas ACRILICOPAOLINI® a la luz solar directa durante períodos prolongados, mientras estén protegidas por el film, ya que la luz solar degrada el polietileno y la película adhesiva puede ser transferida al acrílico dificultando la remoción de esta.
Almacenaje
Durante el almacenaje deben observarse ciertas condiciones básicas: los depósitos deben ser frescos, evitándose en ellos hornos, líneas de vapor, recipientes calientes y/o radiadores. Pues dichas fuentes de calor pueden deformar las láminas. Además deben ser ventilados, especialmente en las áreas circundantes hay acumulación de solventes. Siendo el ACRILICOPAOLINI® un material combustible, deberán considerarse las medidas de seguridad propias de un material de estas características, evitándose el contacto con las llamas. En su combustión no hay emisión de humos.
Estibaje
Las planchas de ACRILICOPAOLINI® deben ser estibadas lo mas verticalmente posible, debiendo tomar contacto unas con otras en la totalidad de su superficie, con el fin de conservarlas planas.
Seguridad
No es conveniente almacenar las planchas horizontalmente; ya que, por su peso, estas pueden sufrir deformaciones especialmente si las superficies no toman contacto entre ellas en toda su extensión.
Las planchas de ACRILICOPAOLINI® se pueden cortar con herramientas de corte manuales o eléctricas similares a las que se empelan en la industria de la madera, dependiendo del tipo de trabajo la elección del instrumento de corte.
Corte con lezna o buril
Tratándose de planchas finas, estas pueden cortarse de igual manera que un vidrio. Con una lezna o buril se hace una incisión profunda en la plancha. Apoyándola firmemente sobre un borde recto, y con fuerte presión se quiebra a lo largo de la marca realizada.
Los cortes rectos en una plancha de cualquier espesor, se deben realizar con sierras circulares. Los tipos de sierras son similares a los empleados en la industria maderera, pueden ser de acero rápido, acero al carbono o sierras de widia. Las sierras de acero rápido y al carbono, se emplean en espesores finos de hasta 5mm, y las de widia en espesores mayores. Las sierras de acero al carbono, si bien deben afilarse más seguido que las de acero rápido, tienen la ventaja de poder trabar sus dientes para facilitar la descarga del material. Esto da como resultado un corte más limpio y evita, además, el sobrecalentamiento del material. Las sierras de widia son apropiadas para trabajos pesados, tales como el corte de espesores. Su afinación no es frecuente, su facetado y ángulo de corte resuelven el problema de la descarga de material. El desperdicio de material por corte es mayor que con los otros tipos de sierra. El diámetro mas comúnmente empelado en sierras de acero al carbono es de 25 cm, con 220 dientes. La velocidad lineal de corte oscilara en aproximadamente 10/35 mt/min para una velocidad de rotación de 3000 a 6000 rpm. El avance del material durante el proceso de corte deberá ser continuo y adecuado para la velocidad de rotación de la sierra. Las sierras de widia, de acuerdo al tipo de máquina, variarán su diámetro entre 20 cm y 35 cm, con 60 y 84 dientes respectivamente.Perfiles y ángulos de corte de sierras de widia y acero al carbono:
Observaciones:Es de gran importancia el correcto afilado de las sierras para obtener cortes limpios y sin astilladuras, y para evitar que se eleve la temperatura y se dañe el material. También es importante lubricar las sierras para que no se sobrecalienten; de esta manera se evita que el material se ablande y se pegue a las mismas.
Corte con sierras Sierras sin fin y router (tupi):
Se utiliza la sierra sin fin cuando hay necesidad de hacer cortes curvos en planchas o piezas finas. Sin embrago, los elementos mas adecuados son los routers portátiles o fijos, eléctricos o neumáticos.
Los routers no sólo se emplean como elementos de corte, sino también como herramientas para terminación de bordes; lográndose así perfiles acordes con la geometría del router.
Características del router CNC:- tiene la capacidad de grabar y efectuar cortes 3D.- favorece el tratamiento de piezas de muy reducido tamaño (milímetros) o grandes dimensiones, gracias a una amplia superficie de corte (3 m × 2 m)- realiza fresados y desbastes.- posibilita la realización de trabajos en una sola pieza, sin empalmes.- consigue un acabado excelente, sin rebabas ni afección térmica, aunque es necesario un pulido posterior.- alcanza una altísima precisión en el corte (±0,025 mm según el espesor)- ofrece gran versatilidad, sin perder precisión, lo que permite la realización de los más complicados diseños
Corte y grabado laser.
El proceso de corte en láser es de gran utilidad en la actualidad ya que sus costos no son altos y la terminacion es perfecta, realiza cortes planos (2D) asi también los grabados.
El grabado en láser se produce al hacer incidir el haz de luz del láser sobre cualquier material volatilizando ó produciendo un cambio de color.
El proceso consiste en grabar materiales duros o blandos con el objetivo de dejar una marca, ya sea profunda o superficial, para personalizar o adornar. Se pueden hacer bajo relieve o alto relieve y sus principales aplicaciones son: personalización de objetos, manualidades, señalización, publicidad.
El acrílico es uno de los materiales más utilizados para corte y grabado láser, principalmente por la alta calidad de corte y por no requerir acabados.
Sierras manuales:
Para obtener resultados similares a los anteriores con una sierra manual, se requiere un entrenamiento especial de los operadores.Este elemento solo es recomendable para hobbystas o artesanos.
SISTEMAS DE CORTE
7manual de uso
SISTEMAS DE CORTE
6manual de uso
PRESENTACIÓN
5manual de uso
TABLA DE PROPIEDADES
4manual de uso
INTRODUCCIÓN
3manual de uso
INDICE
2manual de uso
Introducciónpropiedades
Tabla de propiedades
Presentaciónalmacenajeestibajeseguridad
Sistemas de cortecorte con lezna o burilcorte con sierrassierras sin fin y routerrouter CNCcorte y grabado lásersierras manualesagujereadocaladofresado y torneado
Termoformado
Medios de calefacciónhornos de aireparrillas calefactoras
Transformacióndobladotermoformado libretermoformado por presión de aire y vacíotermoformado con combinación de los métodos anteriores
Moldeomoldeo por vacío
33
4
5555
6667777888
9
101010
11111111
12
1313
14
151515
151616161617
171717
1818191919
Guía practica de moldeo por termoformado
Acabadopulido mecánicolimpieza
Pegadopreparaciónpegado por inmersiónaplicación con jeringa hipodérmicacemento autopolimerizableprecauciones para el pegado
Pintadopintado a sopleteserigrafía
Montaje e Instalaciónespesores recomendables de instalacióncurvado en fríosistemas de instalaciónfijación con tornillos o pernos
SISTEMAS DE CORTE
8manual de uso
Agujereado
Cualquier agujereadora de pie es adecuada para horadar acrílico, y permite mayor precisión y control que una agujereadora portátil.
Observaciones:
a) Las mechas pueden tener algunas de las geometrías sugeridas a continuación, y deben permanecer constantemente bien afiladas para evitar astilladuras en las planchas acrílicas.
b) El vértice de la mecha deberá emerger de la cara opuesta, después de que la base del cono de la herramienta haya penetrado en el material.
c) Para espesores de hasta 4 mm, no es necesario recurrir a la lubricación. Para espesores mayores, la lubricación se hace indispensable, ya que el trabajo mecánico eleva la temperatura de la pieza provocando los siguientes inconvenientes: el sobrecalentamiento genera tensiones internas, que aumentan el riesgo de rotura si la pieza se somete a una sobrecarga o presión. Las mismas tensiones inducen muy rápidamente a un acentuado crazing por exposición a la luz y al calor.
Generalmente, una pieza manufacturada sin lubricación presenta, por los efectos de la temperatura, paredes con alto grado de distorsión, debido al arrastre de material y a la irregularidad superficial. Una correcta lubricación reduce o elimina dichos problemas. Se recomienda el uso de aceites solubles.
Calado
El calado se puede hacer con sierras caladoras, que deberán tener un brazo suficientemente grande como para barrer amplias superficies.
Las sierras, en estos casos, consisten en “varillas” metálicas con dientes finos a las que, al imprimirle un movimiento de vaivén vertical a través de la plancha, cortan según un modelo deseado.
Fresado y Torneado
Haciendo extensiva la asimilación del acrílico a la madera, desde el punto de vista del mecanizado, podemos decir que las operaciones de fresado y torneado son similares a las de la industria maderera o metalúrgica.
Como en estas operaciones la generación de calor por el mecanizado es importante, resulta indispensable que ellas se realicen con intensa lubricación, para evitar sobrecalentamientos que debilitan a la pieza por generación de tensiones internas.
TERMOFORMADO
9manual de uso
Las planchas ACRILICOPAOLINI® son termoplásticas; de ahí que una vez calentadas uniformemente, y a una temperatura adecuada, adquieren flexibilidad y elasticidad. Bajo ese estado, es posible moldearlas por doblado o estiramiento sobre un molde. Una vez que la pieza se enfría, mantendrá la forma adquirida en la matriz. Para un correcto termoformado deben tenerse en cuenta las siguientes precauciones:
1) Las planchas tendrán una contracción de aproximadamente el 2%, si estas son calentadas libremente, y su espesor incrementara proporcionalmente un 4%.
2) La temperatura de moldeo deberá estar comprendida entre 150° y 180°C. Los tiempos necesarios para alcanzar dicha temperatura dependerán del tipo de fuente calefactora, espesor y color de la plancha.
3) Un excesivo calentamiento de la plancha a moldear se manifiesta primero por la aparición de burbujas en la superficie, y luego en la masa, cuando éste es más acentuado.
4) Si la temperatura desciende por debajo del límite inferior de moldeo, la pieza se conformará mal o se romperá.
Una vez lograda la forma sobre el molde, la pieza se dejará enfriar lenta y uniformemente y se retirará aun tibia (40-50°C). De esta forma se evitan las tensiones internas que incrementan la fragilidad del producto.
GRAFICOS
Temp. Máx de Servicio
Máxima Elongación
Rango de Temp. de Termoformado
Principio de deterioro con elevada humedad absorbida
Temperatura de Descomposición
0º C 80º C 110º C 150º C 180º C 200º C
rango deTERMOFORMADO
Man
ual
de
uso
del
acr
ílico
MEDIOS DE CALEFACCIÓN
10manual de uso
Hornos de Aire
Los hornos de aire con circulación forzada son el medio más idóneo para el calentamiento de las planchas a termoformar, ya que un buen control térmico evita el sobrecalentamiento, independientemente del tiempo y la cantidad de las mismas en el proceso.Sim embargo, debe tenerse en cuenta que la velocidad del aire no puede ser inferior a 12 m/min.
Parrillas calefactoras
Las parrillas calefactoras pueden ser eléctricas o a gas, y resuelven los problemas operativos con mayor facilidad que en el caso anterior; pues la plancha es calentada sobre el molde en su respectivo marco.Una calefacción superior e inferior minimiza el tiempo y uniforma la temperatura de la plancha en forma casi óptima.
Diagrama de calefacción de una plancha acrílica (tiempo en función del espesor).
1) Intercambiador2) Turbina3) Plancha acrílica.4) Corriente de aire5) Pinzas de sujeción6) Termostato
5
3
4
6
4
12
1) Horno de aire por convección.2) Calefacción por radiación sobre una cara.3) Calefacción por radiación sobre ambas cara.
TRANSFORMACIÓN
11manual de uso
Parrillas calefactoras
Las parrillas calefactoras pueden ser eléctricas o a gas, y resuelven los problemas operativos con mayor facilidad que en el caso anterior; pues la plancha es calentada sobre el molde en su respectivo marco.Una calefacción superior e inferior minimiza el tiempo y uniforma la temperatura de la plancha en forma casi óptima.
Diagrama de calefacción de una plancha acrílica (tiempo en función del espesor).
Doblado
El doblado es una transformación común en los materiales termoplásticos, y suele hacerse con resistencias planas, tubos de cuarzo eléctricos o alambres.Calentando correctamente el área de doblado logramos ángulos y esquinas brillantes. Los equipos son de una gran sencillez.
Termoformado por presión de aire y por vacío
Las planchas ACRILICOPAOLINI® pueden ser termoformadas con ayuda de aire a presión o vacío, aun sin molde. La forma de la pieza esta determinada por la geometría de la base de sujeción. El sistema de termoformado por presión de aire y vacio, permite hacer domos de base circular, cuadrada o rectangular. De esta forma se confeccionan cúpulas para aviones y helicópteros.
Termoformado libre
Es el método más sencillo y consiste en extender sobre el molde la plancha ACRILICOPAOLINI® a temperatura de termoformado. Para evitar que por el contacto plancha- molde la pieza presente marcas en su superficie, se suele pegar una franela sobre este.
1) plancha de acrílico2) molde frío3) resistencia eléctrica4) zona de calentamiento
12
34
Term
ofor
mad
o po
r pr
esió
n de
aire
y p
or v
acío
Termoformado a presión mecánica
1) calefactor2) cierre rápido3) platina4) plancha acrílica5) cámara de presión
En este proceso, el molde puede ser simplemente hecho por perfilería metálica, la que solo toma contacto con la plancha acrílica al definir sus aristas. La pieza final tiene muy buena calidad óptica.
TRANSFORMACIÓN
12manual de uso
Termoformado con combinación de los métodos anteriores
a) Soplado y embutido seguido de evacuación de aire.Este método se emplea especialmente cuando se desean piezas con espesores de paredes más uniformes.
b) Soplado, embutido, seguido de vacío en el sistema.
MOLDEO
13manual de uso
Los moldes a emplear en la confección de artículos acrílicos, especialmente cuando se trabajan planchas transparentes, deben hacerse con perfilería metálica bien pulida y preferentemente cromada. De esta forma, el contacto de la plancha con el molde sólo ocurre a lo largo de las aristas del modelo, de modo tal que los planos permanecen inalterados, conservando el brillo y superficie original.
Es de hacer notar que, al tomar contacto el acrílico con el molde, el primero, quedará marcado en forma irregular, independientemente de la calidad del pulido de la matriz.Un ejemplo ampliamente difundido de este sistema de moldeo, es el termoformado de bañeras, lavatorios, inodoros y bidets con ACRILICOPAOLINI® para uso sanitario. Así, se logran piezas de gran belleza y funcionalidad.Todos los artefactos tienen contornos suaves y superficies brillantes, que se obtienen fácilmente mediante el sistema por vacío. Durante el proceso, deben guardarse condiciones de extrema limpieza.Dado el tamaño y la calidad requerida por estas piezas se recurre generalmente a prensas con un mediano nivel de automatización y control. Para este moldeo se utilizan moldes tipo “Hembra”.
Moldeo por vacío
El moldeo por vacío es similar al de cualquier otro material termoplástico, y en el diseño del molde deben considerarse los radios y ángulos de la pieza, por la menor definición del acrílico.
1) calefactores2) marco de sujeción3) cámara de vacío4) portamolde5) molde6) tanque de vacío7) bomba de vacío
1
2
3
4
12
3
4
56 7
GUIA PRÁCTICA DE MOLDEO POR TERMOFORMADO
14manual de uso
ACABADO
15manual de uso
Cuando las planchas ACRILICOPAOLINI® son cortadas, independientemente del método empleado, presentan una superficie irregular. Esto no permite pegar una plancha o pieza en forma prolija, y tampoco puede ser presentado dicho corte como trabajo definitivo en cualquier pieza manufacturada.
Las operaciones a seguir, para poder restaurar la superficie, son las siguientes:
1) Se puede recurrir a un rasqueteado con un fleje metálico de bordes curvos que, aplicándolo con fuerza sobre la superficie, arrastrará virutas uniformando el plano.
2) A continuación, también manualmente, y con movimiento de vaivén, se desplazará un taco de madera revestido con lija al agua, empleando granulometrías decrecientes comenzando con 120- 400- 600.Finalizada la última aplicación, la pieza está en condiciones de ser pulida.
Contando con lijadoras planetarias o de banda, estas operaciones pueden realizarse en muy breve tiempo.Las lijadoras de banda son las más recomendadas por su velocidad de trabajo y permiten, además, trabajar en húmedo. Con ello, la operación es mas limpia y las temperaturas de trabajo no inducen tensiones.
Pulido mecánico
La superficie lijada, y sin marcas superficiales, se encuentra lista para ser pulida. Así, se restaurará el brillo del plano mecanizado y éste alcanzará el mismo aspecto que la superficie de las planchas.
Se utilizan en esta operación (pulido) exclusivamente discos de franela suaves, evitándose la mezcla con tejido sintético. El diámetro de dichos discos será de aproximadamente 30 cm Y el grosor de 7 cm.
Una amoladora de 2,0 a 2,5 HP con 2.800 v.p.m es suficiente como para operar el disco de franela anteriormente descripto.
Como agente abrasivo se emplean pastas de pulido que se aplican a la rueda de franela de movimiento. Luego se apoya la pieza a pulir, imprimiéndole un movimiento de vaivén sin demasiada presión, para evitar sobrecalentamientos que puedan deformar la pieza por fusión incipiente, amén de las tensiones que en ella generan.
Todos los materiales plásticos tienen una acentuada tendencia a cargarse estáticamente, por ello se adhiere el polvillo del ambiente sobre los mismos. Una manera de evitar este inconveniente es aplicar sobre la superficie una fina película de antiestático, y así mantenerla limpia.
PEGADO
Las planchas ACRILICOPAOLINI® pueden ser pegadas entre ellas y con otros plásticos. Sin embrago, deben cuidarse otros aspectos para obtener un trabajo satisfactorio.
En principio, el adhesivo a emplear deberá elegirse en función del material (acrílico) u otros materiales que deseen pegarse a él.
El adhesivo debe atacar ligeramente al acrílico a pegar, y a su vez ser eliminado del medio por una ligera corriente de aire, para evitar concentraciones elevadas que pueden atacar la pieza.Es importante tener en cuenta este último punto. Especialmente cuando las piezas a pegar, han sido mecanizadas sin observar las recomendaciones referidas a los sobrecalentamientos.
Los adhesivos pueden ser:1) Solventes puros, con mayor o menor velocidad de evaporación.2) Soluciones de solvente/polímero.3) Soluciones autopolimerizables.
La elección del método dependerá del tipo de trabajo y de la habilidad del operador.
Limpieza
Si la pieza una vez terminada se debiera limpiar por haberse manchado con polvos, ceras, etc., durante el proceso de transformación, se lavará con agua, detergente y una franela o esponja, siempre húmeda, hasta remover la suciedad o materiales ligeramente adheridos.
1) acrílico2) banda de esmeril3) cilindro motor3’) polea libreA) nivel de agua
PEGADO
16manual de uso
Preparación
Independientemente del adhesivo y del método empleado, las piezas a unir deben ser mecanizadas perfectamente para evitar irregularidades superficiales, pues desniveles en las mismas separan las superficies y, en las zonas circundantes aparecen oclusiones de aire que desmerecen la calidad del pegado. Este inconveniente que se pone de manifiesto claramente cuando el adhesivo es sólo un solvente, disminuye en el caso de adhesivo solvente/polímero por el aporte de sólidos a la soldadura.Cuando se emplean cementos autopolimerizables, donde el solvente es reactivo, este fenómeno puede llegar a pasar desapercibido.
Pegado por inmersión
Este es un método de buen resultado y fácil aplicación. Consiste en sumergir el borde de la pieza a pegar en un recipiente de poca profundidad, o bien sobre una almohadilla con solventes puros. Pocos minutos son suficientes para que se ablande el borde. Una vez escurrido el solvente, se aplica la pieza sobre la superficie a pegar con ligera presión durante unos segundos, y luego se abandona la pieza hasta que se evapore el solvente.
Aplicación con jeringa hipodérmica
El proceso es simple y basta aplicar el adhesivo sobre la unión de las piezas, permitiendo que éste se difunda por capilaridad.El adhesivo solvente, el adhesivo solvente/polímero o el cemento autopolimerizable, pueden ser aplicados con jeringa hipodérmica.En estos casos es conveniente limitar, con cinta autoadhesiva, el escurrimiento del adhesivo sobre la superficie.
Cemento autopolimerizable
a) Cinta autoadhesiva para contener el desborde de polímero fraguante.b) Polímero fraguante.c) Pieza acrílica mecanizada a 20º. .
Cuando se empela cemento, autopolimerizable, debe evitarse la incorporación de burbujas de aire durante la aplicación. Los tiempos que deberán dejarse abandonadas las piezas, antes de mecanizarlas, dependerán del tipo de adhesivo o cemento empleado, y de las condiciones ambientales.Los adhesivos solventes sueldan rápidamente los planos acrílicos. La resistencia mecánica de la unión es aceptable, aunque baja cuando estas uniones son expuestas a la intemperie.Los adhesivos solvente/polímero y cemento son, en orden creciente, los medios recomendados para la unión de piezas acrílicas por su resistencia mecánica y resistencia a la intemperie.Algunas de las uniones o juntas más adecuadas cuando se trata de pegar láminas acrílicas:
a
a
b
c
Incorrecto
Bueno
Excelente
PINTADO
17manual de uso
Precauciones para el pegado:
La mayoría de los solventes y cementos empleados como adhesivos son altamente inflamables, ligeramente tóxicos e irritantes de la piel y los ojos.Debido a estas circunstancias, deben tomarse un mínimo de precauciones tales como:1) Trabajar en lugares bien ventilados.2) Evitar la presencia de llamas.3) No dejar que los adhesivos entren en contacto con piel y ojos.
La calidad de los pigmentos y/o colorantes también debe ser adecuada al uso.
Ya en vía operativa, debe cuidarse extremadamente la limpieza de la superficie, pues los aceites y grasas impedirán un correcto pintado. La remoción debe hacerse sin alterar la superficie de ahí que el solvente no debe atacarlo.
A esto le seguirá un lavado con agua que luego deberá ser eliminada perfectamente, cuidando en esta operación de eliminar el polvo que puede depositarse por carga estática.
Serigrafía
La serigrafía es una técnica de impresión empleada en el método de reproducción de documentos e imágenes sobre cualquier material, y consiste en transferir una tinta a través de una gasa tensada en un marco, el paso de la tinta se bloquea en las áreas donde no habrá imagen mediante una emulsión o barniz, quedando libre la zona donde pasará la tinta.
El sistema de impresión es repetitivo, esto es, que una vez que el primer modelo se ha logrado, la impresión puede ser repetida cientos y hasta miles de veces sin perder definición.
Se sitúa la malla, unida a un marco para mantenerla tensa, sobre el soporte a imprimir y se hace pasar la tinta a través de ella, aplicándole una presión moderada con un rasero, generalmente de caucho.
La impresión se realiza a través de una tela de trama abierta, enmarcada en un marco, que se emulsiona con UN (material foto sensible). Por contacto, el original, se expone a la luz, para endurecer las partes libres de imagen. Por el lavado con agua se diluye la parte no expuesta, dejando esas partes libres en la tela.
El soporte a imprimir se coloca bajo el marco, dentro del cual se coloca la tinta, que se extiende sobre toda la tela por medio de una regla de goma. La tinta pasa a través de la malla en la parte de la imagen y se deposita en el papel o tela. El marco de madera se ajusta a una mesa, llamada pulpo por medio de bisagras o brazos, que permiten subirlo y bajarlo para colocar y retirar los pliegos impresos.
Pintado a soplete
Las planchas ACRILICOPAOLINI® no agotan sus posibilidades con el simple moldeo o armado de piezas, ya que pueden ser pintadas y con ello tener aplicación en el campo publicitario o decorativo.
El pintar una plancha ACRILICOPAOLINI® exige guardar una serie de simples normas para obtener un buen resultado. Las recomendaciones siguientes son las generales para este tipo de labores.
En primer lugar, la elección de la pintura es la clave de un trabajo correcto siendo recomendada especialmente la de base acrílica, por su compatibilidad y resistencia a la luz solar, más aún cuando se trata de aplicaciones al exterior.
Los solventes de la pintura no deberán atacar excesivamente al material, pues ese fenómeno termina por degradar el área tratada, produciendo fisuras que debilitan las propiedades mecánicas de la pieza (crazing).
a
b c
d
ea) maniguetab) pinturac) screend) marco de sustentacióne) acrílico
Serigrafía
Pintado a soplete
PEGADO MONTAJE E INSTALACIÓN
18manual de uso
Debido a un elevado coeficiente de dilatación comparado con acero, madera, hormigón o vidrio, el montaje e instalación de planchas y paneles acrílicos moldeados requiere de algunas precauciones. Es por ello que deben tenerse en consideración los posibles cambios dimensionales.
Coeficientes de dilatación térmica de diversos materiales cm x cm x ºC
Espesores recomendables de instalación
Espesores mínimos en mm para paneles planos en fachadas exteriores de acuerdo a sus dimensiones superficiales.
ACRILICOPAOLINI® 0.000070
Plomo 0.000027Aluminio 0.000020Cobre 0.000015Acero 0.000010Vidrio 0.000008Hormigón 0.000006
Medidas
(cm)
30 45 60 80 120 150 180 210
30 3,2
45 3,2 5
60 3,2 5 6
90 3,2 5 6 8
120 3,2 5 6 8 10
150 3,2 5 6 8 10 12
180 3,2 5 6 8 10 12 12
210 3,2 5 6 8 10 12 12 12
MONTAJE E INSTALACIÓN
19manual de uso
Curvado en frío
Las planchas ACRILICOPAOLINI® pueden curvarse en frío.
El radio no debe ser inferior a mínimo 180 veces el espesor de la plancha. Este valor límite puede ser alcanzado sin que se pongan de manifiesto tensiones.
Deberá cuidarse que el apoyo perimetral de la plancha sea liso y permita el deslizamiento de la misma por efecto de la dilatación
Sistemas de instalación
Sistema flotante
El burlete puede ser de caucho, silicona o cualquier material que permita el libre movimiento de la plancha ACRILICOPAOLINI® en su alojamiento, y su espesor de 1.5 mm debe soportar sin desgarrarse las contracciones y dilataciones de la plancha acrílica.
Sistema de retén cementado
Fijación con tornillos o pernos
Este tipo de instalaciones son más conflictivas, porque el anclaje es más severo que el de las descripciones anteriores. Debido a esto, el orificio pasante en la lámina deber ser de mayor diámetro que el tornillo o remache, para evitar el apoyo de éste sobre las caras internas, pues una tensión grande puede inducir la rotura a partir de dicho orificio.
A) Perfilería metálica.B) Burlete mínimo 1,5 mm de ancho.C) Plancha ACRILICOPAOLINI®D) Huelgo de expansión 3mm/m lineal de plancha acrílica.E) Embutido mínimo 10 mm.Perfilería Metálica.
A) Perfilería metálica.B) Burlete de fijación mínimo de 1,5 mm.C) Plancha ACRILICOPAOLINI® D) Huelgo de expansión mínimo 3 mm/m lineal de chapa.E) Embutido de plancha ACRILICOPAOLINI®
Aquí, en la mecanización del agujero, son válidos todos los razonamientos dichos en el caso de agujereado de acrílico.
A) Perfilería metálica.B) Burlete de fijación (mínimo de 1,5 mm)C) Plancha ACRILICOPAOLINI®D) Huelgo de expansión (mínimo 3 mm/m lineal de plancha)E) Embutido de plancha.F) Arandela de goma.
Ante cualquier requerimiento especial, consulte con el Departamento Técnico de Paolini S.A.I.C
EC 01Vigencia: 30/07/2008
7 RECICLABLE Ninguna parte de este manual puede ser reproducida sin la expresa autorización de PAOLINI S.A.I.C
Propiedades ópticas Índice de refracción Transmitancia Nubosidad (Haze)
% %
D-542 D-791 D-1003
1,49 92 1
1,49 92 1
1,50 92 1
1,49 90 4
Propiedades químicas Resistencia a la intemperie Resistencia a los ácidos débiles Resistencia a los ácidos fuertes Resistencia a los alcais débiles Resistencia a los alcais fuertes Ácidos Oxidantes
Excelente No es atacado No es atacado No es atacado
Es atacado Es atacado
Excelente No es atacado No es atacado No es atacado
Es atacado Es atacado
Amarillea No es atacado No es atacado No es atacado
Es atacado Es atacado
Excelente No es atacado No es atacado No es atacado
Es atacado Es atacado
Propiedades mecánicas
Unidades Normas
Astm ACRILICOPAOLINI®
Colado
Acrílico Extruído
Ignífugo
Extruído Alto Impacto
Tracción Resistencia en el límite elástico Resistencia a la rotura Elongación a la rotura Modulo de la elasticidad
Kg/cm2 Kg/cm2
% Kg/cm2
D-638 D-638 D-638 D-638
-
562-773 4,5
24.600-31.000
-
492-773 5,0
23.000-31.000
-
562-878 5,0
26.600-33.700
-
386 - -
Flexión Resistencia en el límite elástico o rotura Módulo de elasticidad
Kg/cm2 Kg/cm2
D-790 D-790
840-1.190
27.500-33.400
740-1.300
22.800-32.300
840-1.250
24.600-31.600
562
17.500
Compresión Resistencia a la compresión (ruptura) Módulo de compresión
Kg/cm2 Kg/cm2
D-695 D-695
773-1.330
27.500-33.300
740-1260
26.000-32.300
773-840 31.000
- -
Impacto Resistencia al impacto IZOD
Kg/cm/cm
D-256 A
1,9
2,4
1,9
6,52
Dureza Rockwell Barcol
D-795 D-2583
M-80- M-100
50
M-68- M105
50
M-61- M-100
45
R-99 35
Propiedades Térmicas Coeficiente de dilatación lineal Temperatura de deflexión bajo carga Conductibilidad térmica Calor especifico
cm/cm°C 18´6 kg/cm
10 -4cal cm/sec cm2 °C Cal/g/°C
D-696 D-648 C-177
6,0 x 10-5 86°C
4,0-6,0 0,35
1,3 x 10-5 74-99°C 4,0- 6,0
0,35
1,3 x 10-5 68-96°C 4,0-6,0 0,35
82°C
- 0.35
Propiedades físicas Peso especifico Absorción de agua
g/cm3
% D-792 D-570
1,19-1,20 0,2-0,4
1,19-1,20 0,1-0,4
1,23 0,63
1,15 0,4
Propiedades eléctricas Resistencia eléctrica Rigidez dieléctrica
Ohm/cm Kv/mm
D-257 D-149
>106
19 >106
17 >106 16
- -
DEFECTO PROBABLE CAUSA POSIBLES CORRECCIONES Burbujas en la chapa.
Plancha demasiado caliente.
Reducir tiempo de calentamiento. Reducir la potencia de los calefactores. Alejar los calefactores. Emplear un tejido metálico como pantalla (sombra)
Formato incompleto. Definición pobre.
Plancha demasiado fría. Vacío insuficiente. Baja presión de aire.
Incrementar la temperatura de la plancha. Verificar posibles pérdidas del sistema. Aumentar la reserva de vacío. Aumentar el diámetro de los orificios de vacío en el molde. Aumentar la presión del aire.
Fondos y esquinas finas de bajo espesor.
Técnica de moldeo pobre. Plancha demasiado fría. Moldeo demasiado rápido. Molde no adecuado.
Cambiar el ciclo de moldeo, ya sea por soplado o compresión. Rediseñar el molde. Usar pantalla metálica para controlar perfil de temperatura. Reducir la velocidad de moldeo.
Variación extrema de espesores. Pieza combinada.
Plancha mal calentada. Molde demasiado frío. Plancha que se desliza sobre el molde. Plancha muy caliente.
Controlar perfil de temperatura. Controlar los calefactores. Ajustar el marco con mayor presión. Reducir tiempo o temperatura.
Pozos, hoyos, granos y marcas Plancha que se pega al molde.
Orificios de vacío demasiado grandes. Excesiva suciedad en el molde o plancha. Molde rugoso.
Reducir el diámetro de los orificios. Disminuir la depresión. Limpiar molde y/o plancha. Pulir molde.
Plancha que se pega al molde
Molde demasiado rugoso. Dibujos demasiado profundos.
Rediseño del molde.
Pieza con distorsión. Remoción de la pieza demasiado caliente. Mala calefacción. Enfriamiento no uniforme.
Aumentar el tiempo de enfriamiento, colocando la pieza desmoldada en molde frío. Controlar perfil de temperaturas. Corregir el molde.
Roturas de piezas ya formadas.
Mal diseño del molde. Calentamiento insuficiente. Molde muy frío.
Incrementar los radios. Controlar temperaturas y/o tiempode calefacción.