Managing Mutagenic Impurity Risks in Pharmaceutical Products … · – Impurities can be formed...
46
Managing Mutagenic Impurity Risks in Pharmaceutical Products GSK Case studies Mike Urquhart May 2019
Transcript of Managing Mutagenic Impurity Risks in Pharmaceutical Products … · – Impurities can be formed...

Managing Mutagenic Impurity Risks in Pharmaceutical Products
GSK Case studies
Mike Urquhart
May 2019

Today’s presentation
– Retrospective evaluation of pre-ICH M7 GSK projects can be valuable as case studies to inform control for
potential mutagenic impurities (P)MIs
– Analytical data generally aligns to dose aligned TTC – can’t show magnitude of the “actual” purge
– Two case studies involve a low dose clinical asset and a higher dose second generation process to a marketed asset
– Scientifically based purge rationales (ICH M7 Option 4 control strategy) can be used in lieu of analytical
data:
– Can apply to (P)MIs included close to drug substance if science allows
– Demonstrates conservativism of the Teasdale purge approach
– Discussion how “available” lab data can be easily used to validate purge rationales
– Inclusion of what a regulatory submission articulating an ICH M7 mutagenic impurity control could look like
Presentation title 2

Note on Impurities
Pharma develop small molecule products to deliver benefit to the patient. It is known that the reactive
chemistry used to manufacture medicines will also produce impurities
– Impurities do not add any benefit to the patient and in some cases could cause harm i.e. mutagenic
impurities
– Impurities can be formed from degradation of drug products, both in and ex vivo, and from the manufacture
of drug product
– Metabolites can’t be considered impurities as they are intrinsic to the medicinal products performance in vivo.
– There are two basic ways of managing impurities within pharmaceutical products and these are:
1. Avoidance – change process to obviate their formation
2. Instigate appropriate controls – to ensure impurities are maintained below acceptable levels
– This presentation will discuss formation of impurities within the synthetic processes to GW641597X and
Atovaquone and how these were either avoided or controlled
Presentation title 3

Evaluation of a low dose compound – GW641597
Presentation title 4

Background
Activation of the Peroxisome Proliferator-Activated Receptor alpha (PPAR-) in animal models had been shown to
raise HDL, lower LDL and TG
PPAR- agonists were being developed for treatment of dyslipidemia and one such GSK product was GW641597X
– Anticipated maximum daily dose 600 mcg (chronic treatment)
– Dose aligned TTC as per ICH M7 is 2500 mcg per g (0.25%)
17.9 Million people die each year from cardiovascular disease (CVD)
Dyslipidemia increases risk of CVD (stroke and peripheral artery disease):• Occurs when blood lipid levels are abnormally low, or high
• Can be an increase in low density lipoprotein (LDL), plasma cholesterol and
triglycerides (TG) or decrease in high density lipoprotein (HDL)
• LDL and TG are both recognised risk factors for CVDHDL believed to play role with
reverse cholesterol transport and benefit stabilisation and regression of
atherosclerosis plaques
• Statins (Fluvastatin or Pitavastatin) are treatments but aren’t universally effective
• Cardiovascular and coronary heart disease statistics are available from the WHO and Health knowledge UK respectively
• Heart and CVD image taken from health.harvard.edu

Synthetic Flow for Phase 2 supply (route A3) and implications from GSK
Computational Toxicology Assessment for Process
Ester (P)MI-1
alerts in-silico;
(P)MI-1 Ames
positive but reactive
and soluble in
downstream process
(P)MI-4 alerts in-silico tested
negative in HTFT assay but
was not tested in Ames.
Assume Class 1 for mono-
functional alkyl chloride and
close to final product
Hydroxylamine Ames –ve
but carcinogenic in rats.
Volatile as free base and
soluble – expected to
purge in downstream
process

Mutagenic Impurity discussion
There are three materials of concern from route A3 for GW641597X which are:
– Ethyl bromoisobutyrate (P)MI-1
– Hydroxylamine hydrochloride (ADI = 23 mcg* per day)
– Alkyl chloride (P)MI-4 (10 x staged TTC for mono-functional alkyl chloride)
* J.P. Bercu et al. Reg. Tox. and Pharmacol.; 2018, 94, 172 to 182 7

From an ICH M7 perspective…
4 control strategies appropriate for mutagenic and potentially mutagenic impurities (P)MIs …
Option 1: Include a test within the API for the (P)MI with acceptance criteria at, or below, the
acceptable daily intake (ADI)
Option 2: Include a test within a SM / intermediate for the (P)MI with acceptance criteria at, or below,
the ADI
Option 3: Include a test within a SM / intermediate for the (P)MI with acceptance criteria above the ADI
which is justified with appropriate purge spiking data
Option 4: A control strategy that relies on process controls in lieu of analytical testing can be
appropriate if the process chemistry and process parameters that impact levels of
mutagenic impurities are understood
A scientific risk assessment can be used to justify (P)MI purging i.e. Purge tool *
Assessment and Control of DNA Reactive (Mutagenic) Impurities in Pharmaceuticals to Limit Potential Carcinogenic Risk
* Teasdale A et al. (2013). Risk Assessment of Genotoxic Impurities (GTIs) in New Chemical Entities: Strategies to Demonstrate Control. Org Process Res Dev 17:221-
230.

Purge numbers and agreed Consortium Regulatory Framework†
Required purge
– Accurate number based on how much (P)MI is
present either at point of introduction, or point of last
measurement, and how much this needs to reduce in
order to achieve the required API threshold of
toxicological concern (TTC)
Predicted purge
– Hypothetical number based on knowledge / intuition
of the (P)MIs solubility, reactivity, volatility, ionisability
and physical parameter properties
– Conservative relative to “actual” purge
Purge number ratio = predicted vs required purge
– The larger the number the more confidence the
(P)MI has been purged
Measured purge
– Analytical data to show the (P)MI has purged below
a certain threshold at a given processing stage
9† Chris Barber et al.; Regulatory Toxicology and Pharmacology; 2017, 90, 22 to 28.
Select ICH M7
Option 1,2 or 3
commercial
strategy, as
appropriate
Impurity requires management as (P)MI
Determine Purge Ratio (PR) in current API route for (P)MI
Predicted purge factor for (P)MI
Purge Ratio = ------------------------------------------------
Required purge factor @TTC or PDE for (P)MI
Select ICH
M7 Option 4
commercial
strategy Yes No
Select initial ICH M7 control strategy for (P)MI during
development based on Purge Ratio. Implement recommended
supporting experimental data collection and regulatory reporting
strategies based upon guidance in Table 1
Does final data
package support
commercial ICH
M7 Option 4
strategy ?

Agreed Consortium Decision Tree / Table (Cont.)
10
If PR > 1000x If PR > 100x and <1000x If PR < 100x
Data Collection Recommendations
Collection of additional experimental data not
recommended for non-commercial or
commercial API routes to support scientific
rationale
Collection of additional non-trace experimental
data (solubility, reactivity, and volatility)
recommended for both non-commercial and
commercial . API routes to support scientific
rationale. Collection of additional trace (P)MI
analysis not necessary for non-commercial or
commercial API routes to support scientific
rationale
For non-commercial API routes,
experimentally measure (P)MI purging, including
trace (P)MI analyses as appropriate, to support
scientific rationale. Note: additional data are
expected to support an Option 4 control strategy
when (P)MI Purge Ratio <<100x. For
commercial API routes, detailed experimental
fate & purge studies are expected for all (P)MI
to support a commercial Option 4 control
strategy
Regulatory Reporting Recommendations
Report “unlikely to persist” or cumulative
predicted purge factor and Purge Ratio for non-
commercial API routes in regulatory
submissions. Replace with summary of key
elements of predicted purge factor calculations
and Purge Ratio for commercial API routes in
regulatory submissions
Report the cumulative predicted purge factor
and Purge Ratio for non-commercial API
routes in regulatory submissions. Replace with
summary of key elements of predicted purge
factor calculations, Purge Ratio, and supporting
non-trace data on purge properties for
commercial API routes in regulatory
submissions
Report summary of key elements of predicted
purge factor calculations, Purge Ratio, and
supporting non-trace & trace data for non-
commercial API routes in regulatory
submissions. Replace with complete summary
of predicted purge factor calculations, Purge
Ratio, supporting trace and non-trace fate &
purge data for commercial API routes in
regulatory submissions
† Chris Barber et al.; Regulatory Toxicology and Pharmacology; 2017, 90, 22 to 28.

A note on input levels – assessment for “Commercial” product
– (P)MI-1 is input into Stage 1a at 2.9 equivalents (1.9 eq. excess):
– Significant polymerisation of this reagent occurs and the polymeric by-product is removed via filtration
– (P)MI-1 needs to be controlled within GW641597X to 2,500 mcg per gram (based on 1.5 mcg per day with a 600 mcg daily dose):
– Required purge = excess reagent used in mcg / control of mutagen per gram = 1.9 x 106 / 0.0025 x 106 = 760
– 2.5 equivalents of hydroxylamine hydrochloride is input into the Stage 2 process (1.5 eq. excess):
– Excess required to achieve an appropriate rate of reaction and to drive the reaction to completion
– Boiling point for hydroxylamine (NH2OH) is quite low (58ºC) and solubility high therefore significant purge anticipated
– Needs to be controlled within GW641597X to 38333 mcg per g (based on 23 mcg per day with a 600 mcg daily dose)
– Required purge = 1.5 x 106 / 0.0383 x 106 = 39.1
– 1.15 equivalents of (P)MI-4 are used within the Stage 4 process (0.15 eq. excess):
– Excess required to drive the reaction to completion
– Needs to be controlled within GW641597X to 25,000 mcg per gram (15 mcg per day – as per ICH M7 Note 5 for mono-functional alkyl
chlorides):
– Required purge = 0.15 x 106 / 0.025 x 106 = 6
Presentation title 11

Purge Factor Calculation – (P)MI-1 (Required Purge = 760)
Stage Reactivity Solubility Volatility Total Rationale
1a 1 1 1 1 2.9 Equivalents used where 1 equivalent used to prepare ester 3. No isolation
and assume no additional reactivity therefore 1.9 eq. remains at the end of this
stage (conservative).
1b 1 1 1 1 No reactivity or solubility calculated from Stage 1b.
4a 10 1 1 10 Expected to react with the phenolate from 4 during Stage 4a, potential
etherification with solvent (EtOH) and polymerisation.
4b 100 10 1 1000 Will react with the aqueous base through hydrolysis, polymerisation and
potential etherification during stage 4b. (P)MI-1 is an oil and highly soluble in
the isolation solvent
5 1 10 1 10 (P)MI-1 is an oil and highly soluble in the isolation solvent.
Predicted Purge Factor 1x105
Predicted / Required Purge Ratio = 132
Collection of non-trace data required to justify an ICH M7 option 4 control

When Purge Ratios <100x
13
Data Collection Recommendations
For non-commercial API routes, experimentally measure (P)MI purging, including trace (P)MI
analyses as appropriate, to support scientific rationale.
Note: Additional data are expected to support an Option 4 control strategy when (P)MI Purge
Ratio <<100x. For commercial API routes, detailed experimental fate & purge studies are
expected to support a commercial Option 4 control strategy.
Regulatory Reporting Recommendations
Report summary of key elements of predicted purge factor calculations, Purge Ratio, and
supporting non-trace or trace data for non-commercial API routes in regulatory submissions.
Replace with complete summary of predicted purge factor calculations, Purge Ratio, supporting
trace and non-trace fate and purge data for commercial API routes in regulatory submissions
Option 4 possible with strong data package,
otherwise Options 1, 2, or 3 are recommended

1.01.52.02.53.03.54.04.55.05.56.06.57.07.58.08.5 ppm
14
Free data – closer inspection of “isolated” Stage 1a product
4.7 % m/m

1.01.52.02.53.03.54.04.55.05.56.06.57.07.58.08.5 ppm
Free data – closer inspection of “isolated” Stage 1b product
15
4.5 % m/m
Typical levels of (P)MI-1 observed in the Stage 1b
product are < 5.0%

Purge Factor Calculation – (P)MI-1 (Required Purge = 20)
Stage Reactivity Solubility Volatility Total Rationale
4a 10 1 1 10 Expected to react with the phenolate from 4 during Stage 4a, potential
etherification with solvent (EtOH) and polymerisation.
4b 100 10 1 1000 Expected to react with the aqueous base through hydrolysis, polymerisation
and potential etherification during stage 4b. (P)MI-1 is an oil and highly soluble
in the processing solvent anticipated
5 1 10 1 10 (P)MI-1 is an oil and likely to be highly soluble in the processing solvent.
Predicted Purge Factor 1x105
Predicted / Required Purge Ratio = 5000 (Option 4)
(P)MI-1 “unlikely to persist”?
– (P)MI-1 was determined as typically being present within the Stage 1b product 4 at approx. 5% (50,000 mcg)
– Required purge (from stage 1b product) = 50,000 / 2500 = 20

Purge Factor Calculation – Hydroxylamine (Required Purge = 39)
Stage Reactivity Solubility Volatility Total Rationale
2 1 10 1 10 2.5 Equivalents used in Stage 2 – anticipate 1 equivalent would react.
Hydroxylamine anticipated to be highly soluble in the isolation solvent (aq.
EtOH). Volatility during isolation and drying expected but not included within
the prediction
3 100 10 1 1000 Expected to react with chloroacetyl chloride. Anticipated solubility in the
extraction process (aqueous acid). Volatility during “put and take” drying
process expected but not included within the prediction
4 100 10 1 1000 Would react with (P)MI-4 and be soluble within isolation solvents (aq. EtOH)
Volatility during isolation and drying expected but not included within the
prediction
5 1 10 1 10 Anticipated solubility within the crystallisation / isolation solvent (EtOH and
MeOH).
Volatility during isolation and drying expected but not included within the
prediction
Predicted Purge Factor 1x108
Predicted / Required Purge Ratio = 2.56 x 106 (Option 4)
NH2OH “unlikely to persist”
NH2OH

Observations on reactivity of (P)MI-4
Impurities from use of NaOEt and NaOH hydrolysis of the alkyl chloride – neither a mutagenic concern but
affects yield with a potential to affect purity. Levels of 6 and 2% for ether 8 and alcohol 9 typically observed
from the Stage 5 process:
18

Purge Factor Calculation – (P)MI-4 (Required Purge = 6)
Stage Reactivity Solubility Volatility Total Rationale
4a 1 1 1 1 1 eq reacts with phenolate from 4 which has been reflected in starting
equivalents. Anticipated reactivity to form ether 8 and hydrolysis product 9 –
not included in the prediction
4b 10 10 1 100 Excess (P)MI-4 anticipated to react to form ether 8, hydrolysis product 9 and
symmetrical ether 15. Anticipated to be soluble within isolation solvents ( aq.
EtOH)
5 1 10 1 10 Solubility expected within the crystallisation / isolation solvent (EtOH and
MeOH).
Predicted Purge Factor 1000
Predicted / Required Purge Ratio = 167
Collection of non-trace data required to justify an ICH M7 Option 4 control

1.01.52.02.53.03.54.04.55.05.56.06.57.07.58.08.5 ppm
Free data – NMR of GW641597 (DMSO-d6, Stage 4b product)
20
Not observed0.2 % m/m

1.01.52.02.53.03.54.04.55.05.56.06.57.07.58.08.5 ppm
Free data – NMR of GW641597 (CDCl3, Stage 5 product) to confirm absence of
(P)MI-1 and (P)MI-4
21
Not observedNot observed

Synthetic Route A3 to GW641597X

What to submit within a late phase regulatory submission?
23
Impurity Point of Potential Formation / Introduction and Summary of Rationale for Impurity PurgingRequired Purge &
Predicted PurgeControl
Starting material in Stage 1a (2.9 eq.), 4 steps from DS
Consumed to low level (<5%) in stage 1b; reactive during processing (Stage 4); soluble in isolation
solvents (Stages 4 and 5)
Required Purge = 20
Predicted Purge = 1.0 x 105
Purge ratio = 5000
Option 4 - Controlled through chemical
reactivity and physical processing.
NH2OHReagent in Stage 2 (2.5 eq.), 4 steps from DS
Reactive during processing (Stages 2, 3 and 4), highly soluble in isolation solvents (Stages 2, 3, 4
and 5)
Required Purge = 39
Predicted Purge = 1.0 x 108
Purge ratio = 2.56 x 106
Option 4 - Controlled through chemical
reactivity and physical processing.
Starting material in stage 4, 2 steps from DS
Confirmed at low level (c. 0.2%) within Stage 4b product following additional reactivity with aqueous
base used within the process and solubility within the isolation solvent. Additional solubility
anticipated in Stage 5 isolation solvent
Required Purge = 6
Predicted Purge =1000
Purge ratio = 167
Measured purge = 75 (Stage 4b)
Measured purge ≥ 150 (Stage 4b
and 5)
Option 4 - Controlled through chemical
reactivity and physical processing.
Route also assessed using Mirabilis in silico software

Evaluation of a high dose compound – GR151218X
Presentation title 24

Background
– Atovaquone (GR151218X) used to treat malaria (Malarone – tablets, since 1992) and
PCP infections in HIV / AIDS patients (Mepron – suspension since 1999):
– Mepron has treated approximately 2.5 million patients
– Maximum daily dose 1.5 g (Mepron) up to one month
– Dose aligned TTC as per ICH M7 is 80 mcg per g (0.008%)
– Second generation route** developed by GSK (2009-2012):
– Retrospective assessment versus requirements of ICH M7 conducted
About 214 million people suffer from malaria each year
90% malaria cases occur in Sub-Saharan Africa
Over 480,000 people die from malaria each year, mostly
children under 5 years old*
* Malaria statistics from Unicef
** M. Urquhart et al. “Discovery and Development of an Efficient Process to Atovaquone”; Organic Process Research and Development; 2012, 16 (10), pp 1607–1617.

From an ICH M7 perspective…
– Retrospective assessment of marketed assets not required
– Post approval changes warrant a re-assessment of safety relative to mutagenic impurities
– Changes need to be assessed as per ICH M7…
“Post-approval submissions involving the drug substance chemistry, manufacturing, and controls should
include an evaluation of the potential risk impact associated with mutagenic impurities from changes to the
route of synthesis, reagents, solvents, or process conditions after the starting material. Specifically, changes
should be evaluated to determine if the changes result in any new mutagenic impurities or higher acceptance
criteria for existing mutagenic impurities”
Assessment and Control of DNA Reactive (Mutagenic) Impurities in Pharmaceuticals to Limit Potential Carcinogenic Risk

Synthetic Flow (route C1) and implications from GSK Computational
Toxicology Assessment for Process
(P)MI-2 and (P)MI-3 alert in
silico - highly susceptible to
hydrolysis
Q Strategy – do they need
to be Ames tested if there is
a strong purge rationale ?
Bromoalkanes
alerted in-
silico; (P)MI-1
Ames
negative
Non-isolated aldehyde
alerted in-silico (non-
mutagenic toxicity)
confirmed Ames negative
Product alerted in-silico
(non-mutagenic toxicity)
confirmed Ames negative
EHS Worker Safety
Positive in MLA
Product did not
alert (Derek /
Leadscope)
EHS Worker
Safety
Ames positive†
Negative in
MLA and rat
micronucleus
† S. Araya, E. Lovsin-Barle and S. Glowienke; Regul. Toxicol. Pharmacol.; 2015 Nov., 73, 215 to 220

Purge Factor Calculation – (P)MI-2 (Required Purge = 1.25x104)
Stage Reactivity Solubility Volatility Total Rationale
2b 100 10 1 1000 Not detected in isolated Int-2 (<0.05%) and expected to be soluble in the
predominantly organic isolation solvents
3c 100 10 1 1000 Expected to react with water during work up isolation and soluble in isolation
solvents (ethyl acetate / AcOH and IPA cake wash)
4 100 10 1 1000 Expected to react with water during work-up and soluble in the predominantly
organic isolation solvents
5 100 10 1 1000 Expected to react with potassium hydroxide / water during processing and
soluble in the predominantly organic isolation solvents.
Predicted Purge Factor 1x1012
Predicted / Required Purge Ratio = 8 x 107 (Option 4)
(P)MI-2 “unlikely to persist”

Purge Factor Calculation – (P)MI-3 (Required Purge = 1.25x104)
Stage Reactivity Solubility Volatility Total Rationale
3b 100 1 1 100 Consumed to low level (<1%) in Rosenmund chemistry (Stage 3b)
3c 100 10 1 1000 Would react with isobutylamine (Stage 3c) and during cake washing (Stage 3c
– IPA)
Anticipated to be soluble in work-up solvent (AcOH and IPA)
4 100 10 1 1000 Reacts with sodium methoxide and methanol as well as with water during
work-up. Anticipated to be soluble in work-up solvent (Methanol and AcOH).
5 100 10 1 1000 Reacts with potassium hydroxide and methanol as well as with water during
processing. Anticipated to be soluble in work-up solvent (Methanol and AcOH).
Predicted Purge Factor 1x1011
Predicted / Required Purge Ratio = 8 x 106 (Option 4)
(P)MI-3 “unlikely to persist”

Purge Factor Calculation – Int-2 (Required Purge = 1.25x104)
Stage Reactivity Solubility Volatility Total Rationale
3c 10 10 1 100 Consumed to low level in aldol condensation (Stage 3c) and soluble in isolation
solvent.
4 100 10 1 1000 Int-2 demonstrates base instability so anticipated to react with the sodium
methoxide in stage 4 and soluble in isolation solvent.
5 100 10 1 1000 Int-2 demonstrates base instability therefore anticipated to react with potassium
hydroxide and anticipated to be soluble within isolation solvents.
Predicted Purge Factor 1x108
Predicted / Required Purge Ratio = 8000 (Option 4)
Int-2 “unlikely to persist”
(Development work conducted pre-ICH M7 – (P)MI control to 1.5 mcg per day required in 2012)

Purge Factor Calculation – (P)MI-5 (Required Purge = 1.25x104)
Stage Reactivity Solubility Volatility Total Rationale
4 100 1 1 100 Consumed to low levels in methoxide mediated rearrangement to prepare
crude atovaquone (Stage 4)
5 100 1 1 100 (P)MI-5 unstable to base therefore anticipated to react with potassium
hydroxide and methanol as well as with water during processing.
Predicted Purge Factor 1x104
Predicted / Required Purge Ratio = 0.8 (Informs Option 1)

When Purge Ratios <100x
32
Data Collection Recommendations
For non-commercial API routes, experimentally measure (P)MI purging, including trace (P)MI
analyses as appropriate, to support scientific rationale.
Note: Additional data are expected to support an Option 4 control strategy when (P)MI Purge
Ratio <<100x. For commercial API routes, detailed experimental fate & purge studies are
expected to support a commercial Option 4 control strategy.
Regulatory Reporting Recommendations
Report summary of key elements of predicted purge factor calculations, Purge Ratio, and
supporting non-trace or trace data for non-commercial API routes in regulatory submissions.
Replace with complete summary of predicted purge factor calculations, Purge Ratio, supporting
trace and non-trace fate and purge data for commercial API routes in regulatory submissions
Option 4 possible with strong data package,
otherwise Options 1, 2, or 3 are recommended

Experimental observations
1,4-Isochromandione (Int-2)
– Starting material in Stage 3c
– Consumed to low levels in the Stage 4 preparation of (P)MI-5 (typical levels are 0.2% area)
– Decomposition during Stages 4 and 5 (Base instability)
– Int-2 not observed in stage 4 product (method LOQ < 0.05% area by HPLC UV)
Vinyl ketone (P)MI-5
– Starting material in Stage 4
– Consumed during Stage 4 (LOQ < 0.03% w/w by NMR)
– Complete degradation to non-alerting acid / acetal (Int-3) when exposed to stage 5 conditions

Use of Selective excitation NMR to analyse Int-2 in DS to 1 mcg per g
– Trace NMR technique (selective excitation) developed:
– Method to determine 1 mcg per g level of Int-2 within DS validated
– Batches of Stage 4 IG GR151218X were analysed:
– Lab prepared Stage 4 product (IG GR151218X)
– Lab prepared Stage 4 product where 10 mol % (4.7% by weight) Int-2 spiked into the Stage 4 process
– Predicted purge for Int-2 within the stage 4 process was 1000 therefore:
– 2 mcg per g should be present in standard lab batch (based on < 0.2% in (P)MI-5 reducing to <0.0002% in IG GR151218X)
– 47 mcg per g should be present in spiked batch (based on 4.7% in (P)MI-5 reducing to <0.0047% in IG GR151218X)
– Both batches of stage 4 GR151218X were confirmed to have < 1 mcg per g Int-2:
– Measured purge for standard batch for stage 4 alone is > 2000
– Measured purge for spiked batch for stage 4 alone is > 47000
– Predicted purge is more conservative than measured and no risk for residual Int-2 being present within DS:
– Levels of Int-2 are controlled to << 30% of the dose aligned TTC by stage 4 (80 mcg per g)
– Additional purge predicted within stage 5 (1000)

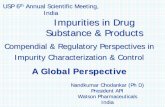
Visualisation of the results
– 700 MHz selective-excitation 1H NMR spectra of two
batches of atovaquone, “standard” and “spiked” and
corresponding 1 mcg / g recovery samples
– The Signal to Noise (S/N) ratio for the Int-2 signal in the
recovery samples was 25:1, well above the S/N criterion
for the limit of detection (LOD) (4:1)
– ‘x’ indicates trace-level impurities other than Int-2
a
b
X
X
X
X
Int-2
c
d
X
X
X
X
X
X
X
X
X
XX
Int-2
Spiked batch of atovaquone
Spiked batch of atovaquone
1 ppm Int-2 recovery sample
Standard lab batch of atovaquone
Standard lab batch of atovaquone
1 ppm Int-2 recovery sample
Int-2
X X

Purge Factor Calculation – Int-2 (Required Purge = 1.25x104)
Stage Reactivity Solubility Volatility Total Measured Rationale
3c 10 10 1 100 500 Consumed to low level in aldol condensation (10 to 15%) and
further removed during isolation (Stage 3c – 0.2%)
4 100 10 1 1000 47000 Int-2 demonstrates base instability so anticipated to react with the
sodium methoxide in stage 4. Spiking and trace 1H NMR
experiment confirms measured purge
5 100 10 1 1000 Int-2 demonstrates base instability therefore anticipated to react
with potassium hydroxide and anticipated to be soluble within
isolation solvents.
Predicted Purge Factor (Stages 3c to 5)
Measured Purge Factor (Stages 3c and 4)
1 x 108
2.3x107
Predicted / Required Purge Ratio = 8000 (Informs Option 4)
Measured / Required Purge Ratio = 1880 (Confirms Option 4)
Int-2 “unlikely to persist”

Confirmatory NMR data for (P)MI-5 purging
– A less sensitive NMR method was also developed for (P)MI-5 in GR151218X drug substance
– A spike of 10 mol % (P)MI-5 was input into the stage 5 recrystallization:
– (P)MI-5 was confirmed as < 300 ppm by NMR (not detected and LOD is 0.03 w/w%) therefore measured purge for Stage 5 = 333
compared to 100 for predicted
– Given that (P)MI-5 has been shown to be routinely observed at <0.03% (w/w) in stage 4 product (IG GR151218X) then the
above spiking information informs control to 0.9 mcg per g which is << 30% of the dose aligned TTC (80 mcg per g)
– Measured / Required purge ratio > 88.9 therefore ICH M7 Option 4 control strategy is appropriate

1H NMR – (P)MI-5 Spiked into GR151218X IG at 0.03%w/w
Presentation title38
6.06.57.07.58.0 ppm
8.5 8.0 7.5 7.0 6.5 6.0 5.5 5.0 4.5 4.0 3.5 3.0 2.5 2.0 1.5 1.0 0.5 ppm
(P)MI-5 spiked into GR151218X at 0.03% w/w
(P)MI-5 in GR151218X after being spiked into stage 5 at 10% w/w

Purge Factor Calculation – (P)MI-5 (Required Purge = 1.25x104)
Stag
eReactivity Solubility Volatility Total Measured Rationale
4 100 1 1 100 3333 Consumed to low levels (routinely <0.03%) in methoxide
mediated rearrangement to prepare crude atovaquone (Stage 4)
5 100 1 1 100 333 (P)MI-5 unstable to base therefore anticipated to react with
potassium hydroxide and methanol as well as with water during
processing. Spiking and trace 1H NMR experiment confirms
measured purge
Predicted Purge Factor
Measured Purge Factor
1x104
1.1x106
Predicted / Required Purge Ratio = 0.8 (Informs Option 1)
Measured / Required Purge Ratio = 88.9 (Informs Option 4)
(P)MI-5 “unlikely to persist”

Synthetic Flow sheet, Route C1

What to disclose within a regulatory submission?
41
Impurity Point of Potential Formation / Introduction and Summary of Rationale for Impurity PurgingRequired Purge &
Predicted PurgeControl
Non isolated intermediate in Stage 2a, 4 steps from DS
Consumed to low level in stage 2b; reactive during processing (Stages 3c, 4 and 5); soluble in
isolation solvents (Stages 3c, 4 and 5)
Required Purge = 1.25 x 104
Predicted Purge = 1.0 x 1012
Purge ratio = 8 x 107
Option 4 - Controlled through chemical
reactivity and physical processing.
Non isolated intermediate in Stage 3b, 4 steps from DS
Consumed to low level in stage 3b; reactive during processing (Stages 3c, 4 and 5); soluble in
isolation solvents (Stages 3c, 4 and 5)
Required Purge = 1.25 x 104
Predicted Purge = 1.0 x 1011
Purge ratio = 8 x 106
Option 4 - Controlled through chemical
reactivity and physical processing.
Starting material in Stage 3c, 3 steps from DS
Reactive during processing (Stage 3c, 4 and 5); soluble in isolation solvents (Stage 3c, 4 and 5)
Required Purge = 1.25 x 104
Predicted Purge = 1.0 x 108
Purge ratio = 8,000
Option 4 - Controlled through chemical
reactivity and physical processing.
Starting material in stage 4, 2 steps from DS
Consumed to low level within Stage 4; reactive during processing (Stage 5); soluble in isolation
solvents (Stages 4 and 5)
Measured Purge justification
Routinely observed at <0.03% in isolated stage 4 product providing a purge of > 3,333 (from
1,000,000 / 300)
Spiking confirms that 10% in stage 4 starting material would reduce to <0.03% within the stage 5
product providing a purge for that stage of >333 (from 100,000 / 300)
Total measured purge = 3,333 x 333 = 1.1 x 106
Required Purge = 1.25 x 104
Predicted Purge = 1 x 104
Purge ratio = 0.8
Measured Purge = 1.1 x106
Measured / Required purge ratio =
88.9
Option 4 - Controlled through chemical
reactivity and physical processing.

Conclusions
✓ Process understanding and optimisation is the key to
impurity avoidance / control
✓ An ICH M7 Option 4 approach can be appropriate
even where purging predictions are less strong if
accompanying scientific rationale to confirm purging is
robust
✓ Non trace analytical data very useful to justify ICH M7
purge rationales
✓ The Teasdale approach for predicting (P)MI purging is
conservative
Acknowledgements
Chemistry Bernie Choudary, Steve Etridge,
Steve Moore, Mike Sasse, Steve Smith, Neil
Stevenson, Nick Wooster
Analytical Fiona King, Claire Lesurf, Clare
McKinley, Robert Reid
Spectroscopy Ben Bardsley, Andy Edwards,
Tran Pham, Andy Roberts, Alec Simpson
Computational Toxicology Amanda Giddings,
Jim Harvey, Angela White
Occupational Toxicology William Hawkins
Lhasa for opportunity to present today
42
Insights from Managing Mutagenicity Risks in Pharmaceutical Products – GSK Case studies
GSK Case studies

Back-up slides
Presentation title 43

Use of Mirabilis for Purge Assessments
44

Benefits of Mirabilis over existing paper approaches
45
Standardisation
– Mirabilis helps avoid errors by providing standardised approach
– Harmonises industry best practices
Clarity
– Mirabilis provides a detailed report with full explanation – easily connects to regulatory submission
– Enhanced transparency to build trust with regulators
– Mirabilis uses same scoring approach as paper-based approach, ensuring conservatism is retained
Science-based
– All users access the same peer-reviewed knowledge
– Combined knowledge across Pharma will provide a greater understanding
Innovative
– Mirabilis developed and being refined through collaborative efforts within the consortium
– Aligns with expert systems used across a range of applications

Mirabilis – Headline from using the in silico tool
GSK is part of the Lhasa Mirabilis Pharmaceutical consortium and we used the Mirabilis in silico tool to
evaluate the purging for this synthetic route.
Mirabilis is very simple to use (route assessed within 1 to 1.5 h). Some observations:
– System recognises some reaction types, impurity classes and assigns reactivity:
– Allows for predictions to be made based on supporting data within knowledge base
– Automatically works out the required purge
– Predicted reactivity for (P)MI-4 within stages 4 and 5
– Under predicts compared to observed experimental purge which confirms conservative nature of the system
– Can revert to manual input where recognition is unsuccessful
46