
Machinability Studies on Precipitation Hardened Stainless...
7
Journal of Scientific & Industrial Research Vol. 78, April 2019, pp. 216-222 Machinability Studies on Precipitation Hardened Stainless Steel using Cryo-Treated Textured Carbide Inserts D Arulkirubakaran 1 , K Balasubramanian 2 , R Raju 3 *, D Palanisamy 4 and N Manikandan 5 1, 4 Dr APJ Abdul Kalam Research Center, Adhi College of Engg. and Tech., Kanchipuram Tamil Nadu-631605, India 2 Dept. of Mech. Engg., Government College of Technology, Coimbatore, TN- 641 013, India 3 Dept. of Mech. Engg., Santhiram Engineering College, Nandyal, AP-518501, India 5 Micro machining Research Center, Department of Mechanical Engineering, Sree Vidyanikethan Engineering College, Tirupati, AP-517 102, India Received 04 May 2018; revised 15 October 2018; accepted 13 January 2019 Precipitation hardened stainless steel 17Cr-4Ni is martensitic steel posing high strength and excellent resistance against corrosion. Precipitation Hardened steel is considered as more difficult to machine materials and, consequently must be machined using different procedures. Response Surface Methodology (RSM) is applied to analyze the machinability characteristics of 17-4 PH steel using textured cryo-treated tungsten carbide inserts. The characteristics such as main cutting force, vibration acceleration in three axes and surface roughness R a were taken as responses in dry turning of PH steel. Mathematical models were developed and validated using ANOVA. The optimal parameters were identified using graphical and numerical methods and the interactive effect of input parameters were also studied using three-dimensional surface plots. Keywords: Cryogenic Treatment, Hardened Stainless Steel, Surface Roughness, Cutting Force, Vibration Acceleration, Analysis Of Variance. Introduction Precipitation hardened (PH) 17-4 martensitic steel is typically treated with solid solution hardening treatment and ageing has been extensively utilized in the food processing, aerospace, paper, chemical, petrochemical, and general metalworking industries because of its very good combination of corrosion resistance, toughness, strength, and easiness of fabrication 1 . 17-4 PH steel is difficult-to-cut material owing to its high ductile with low thermal conductive property. During machining operation formation of built-up edge (BUE), work hardening, chip breakage, control of chip, edge chipping and abrasive wear of the cutting insert are imperative issues which impart the machinable property of 17-4 PH martensitic steel 2-4 . The cutting force variation during machining of aged PH stainless steel highly depends on the ageing condition. The air cooled condition had a higher hardness after ageing treatment than the as- received material 5 . Experimental techniques It was established that the machining performance of hard steel improved by the use of cryogenic liquid nitrogen as cutting fluid or bilayer coated inserts which reduces cutting forces, tool wear and improve surface finish 6, 7 . The surface integrity and fatigue performance on 17-4 PH steel after the cutting operation was observed. The effect of surface roughness depended on the feed marks generated during the cutting operation and fatigue performance improved with cuttingparameters 8 . The 17-4 PH steel machining with different lubricant condition shown that the cryogenic coolant machining exhibits better performance in various machining output measures (Cutting temperature, surface roughness and Chip morphology) and the cryogenic lubricant technique was seems to be clean manufacturing technique than the other considered coolant conditions 9 . The comparison of cryo-treated and peak aged 15.5 PH steel machining with TiAlN coated carbide tool was investigated. It was noticed that surface roughness and cutting forces were observed to be less at larger cutting speed and minimum feed and the surface finish criterion was deduced to be good in cryo- treated with aged samples 10 . Palanisamy and Senthil examined 17-4 PH steel machining under different lubricant condition (Cryogenic, Minimum Quantity lubrication (MQL), ————— Author for Correspondence E-mail: [email protected]
Transcript of Machinability Studies on Precipitation Hardened Stainless...

Journal of Scientific & Industrial Research Vol. 78, April 2019, pp. 216-222
Machinability Studies on Precipitation Hardened Stainless Steel using Cryo-Treated Textured Carbide Inserts
D Arulkirubakaran1, K Balasubramanian2, R Raju3*, D Palanisamy4 and N Manikandan5 1, 4 Dr APJ Abdul Kalam Research Center, Adhi College of Engg. and Tech., Kanchipuram Tamil Nadu-631605, India
2 Dept. of Mech. Engg., Government College of Technology, Coimbatore, TN- 641 013, India 3Dept. of Mech. Engg., Santhiram Engineering College, Nandyal, AP-518501, India
5Micro machining Research Center, Department of Mechanical Engineering, Sree Vidyanikethan Engineering College, Tirupati, AP-517 102, India
Received 04 May 2018; revised 15 October 2018; accepted 13 January 2019
Precipitation hardened stainless steel 17Cr-4Ni is martensitic steel posing high strength and excellent resistance against corrosion. Precipitation Hardened steel is considered as more difficult to machine materials and, consequently must be machined using different procedures. Response Surface Methodology (RSM) is applied to analyze the machinability characteristics of 17-4 PH steel using textured cryo-treated tungsten carbide inserts. The characteristics such as main cutting force, vibration acceleration in three axes and surface roughness Ra were taken as responses in dry turning of PH steel. Mathematical models were developed and validated using ANOVA. The optimal parameters were identified using graphical and numerical methods and the interactive effect of input parameters were also studied using three-dimensional surface plots.
Keywords: Cryogenic Treatment, Hardened Stainless Steel, Surface Roughness, Cutting Force, Vibration Acceleration, Analysis Of Variance.
Introduction Precipitation hardened (PH) 17-4 martensitic steel is
typically treated with solid solution hardening treatment and ageing has been extensively utilized in the food processing, aerospace, paper, chemical, petrochemical, and general metalworking industries because of its very good combination of corrosion resistance, toughness, strength, and easiness of fabrication1. 17-4 PH steel is difficult-to-cut material owing to its high ductile with low thermal conductive property. During machining operation formation of built-up edge (BUE), work hardening, chip breakage, control of chip, edge chipping and abrasive wear of the cutting insert are imperative issues which impart the machinable property of 17-4 PH martensitic steel2-4. The cutting force variation during machining of aged PH stainless steel highly depends on the ageing condition. The air cooled condition had a higher hardness after ageing treatment than the as-received material5.
Experimental techniques It was established that the machining performance
of hard steel improved by the use of cryogenic liquid
nitrogen as cutting fluid or bilayer coated inserts which reduces cutting forces, tool wear and improve surface finish6, 7. The surface integrity and fatigue performance on 17-4 PH steel after the cutting operation was observed. The effect of surface roughness depended on the feed marks generated during the cutting operation and fatigue performance improved with cuttingparameters8. The 17-4 PH steel machining with different lubricant condition shown that the cryogenic coolant machining exhibits better performance in various machining output measures (Cutting temperature, surface roughness and Chip morphology) and the cryogenic lubricant technique was seems to be clean manufacturing technique than the other considered coolant conditions9. The comparison of cryo-treated and peak aged 15.5 PH steel machining with TiAlN coated carbide tool was investigated. It was noticed that surface roughness and cutting forces were observed to be less at larger cutting speed and minimum feed and the surface finish criterion was deduced to be good in cryo-treated with aged samples10.
Palanisamy and Senthil examined 17-4 PH steel machining under different lubricant condition (Cryogenic, Minimum Quantity lubrication (MQL),
————— Author for Correspondence E-mail: [email protected]

RAJU et al.: MACHINABILITY STUDIES ON PRECIPITATION HARDENED STAINLESS STEEL
217
dry). It was observed that cryogenic lubricant condition exhibits a higher reduction in temperature and tool wear than other two lubricant conditions. Also, functional performance was improved with cryogenic condition11.The machining effects on surface treated stainless steel with cryo treated inserts were examined. It was observed that cryogenically treated inserts exhibited better performance than uncoated inserts due to the high wear resistance and low thermal conductivity inserts. This was ensured with microstructure, micro-hardness and X-ray diffraction aspects12,13. The machining effect of annealed stainless steel, Ti-6Al-4Vand Inconel 718 were investigated using different lubricant machining conditions (dry, wet and cryogenic) were investigated for evaluation of surface roughness and power consumption. It was found that the combination of both minimum quantity lubrication and cryogenic condition were the key success in enhancing the environmental and machining aspects14-16.Multi-response optimisation and mathematical models have been developed using RSM with integration of desirability function for the different machining conditions during the turning process17-19. From the literature review, it is evidently revealed that the high-speed dry machining application in difficult-to-cut materials such as 17-4 PH steel deserves deep analyses on machinability characteristics during cylindrical turning and has rarely been reported so far. Moreover, it is essential to perform a well organised study on different characteristics of machinable characteristics and also to evaluate the use of cryo treated inserts. In this present work, experiments were conducted to investigate the surface roughness, machining force, and tool wear in machining of 17-4PH steel with textured cryo treated tungsten carbide inserts. The specimens were prepared from the as-received 17-4PH steel and the chemical composition (wt.%) 0.046C, 16.76 Cr, 3.78 Ni, 3.07 Cu, 0.16 Nb, 0.67 Si,0.75 Mo, and balance Fe was used. The turning experiments were performed at 7.5 KW spindle powered LEADWELL CNC turning centre using PCLNL1616H12 tool holder and CNMA 120408-tungsten carbide inserts. The insert is machined to produce textures on the rake face parallel to the chip flow direction by using Wire-Electrical Discharge (Wire-EDM). The cryogenic treatment was conducted for the inserts in a cryogenic cooling chamber in which the inserts are placed at -196ºC for 24 hours and then tempered at 200ºC for 2 hours.
Tri-axial piezoelectric dynamometer model 9257 B is used for measuring the cutting force components in three axes. SJ 410 roughness tester was used for measuring surface roughness parameters. Surface profilometry measurements were performed using white light interferometer (R-Tec instruments) for evaluating 3D surface profile. Tri-axial piezoelectric accelerometer (model 608A) used for measuring vibration acceleration in three axes during machining. Based on the literature, the turning process parameters three levels used for the experiments: cutting speed (100, 150, 200 m/min), feed (0.05, 0.10 and 0.15 mm/rev) and depth of cut (0.3, 0.6 and 0.9 mm) were selected as process parameters. The experiments for all the combinations of machining parameters in which a total of 27 experiments were conducted. Data acquisition system is used for acquiring the data from dynamometer and accelerometer sensors, the processed data is used for further analyses. The acquired data such as main cutting force (Fc), surface roughness Ra and vibration in terms of acceleration in three axes (Vx, Vy and Vz) were tabulated in Table 1. ANOVA and RSM methods were used for validating and analysing the data.This study also intends to determine optimal parameter combinations for the given range of input parameters for minimising the responses. Results and Discussion
Analysis of Variance (ANOVA), a parametric statistical technique was employed to measure the effect of input machining factors and interactions on the machining responses such as cutting force Fc, surface roughness Ra and vibration (Vx, Vy and Vz). The ANOVA results for surface roughness Ra of machined surface is given in Table 2.The F-value of the model 19.22 denotes model significance and only 0.01% chance that the ‘Model F-value’ this large could happened due to interaction disturbance. The ‘p-value’ less than 0.05 denotes model significance and insignificant model terms considered as the value greater than 0.1. The model terms A, B, C, and interactions AB and AC are significant and the values in remarks column giving approximate quantification in percentage. In this case, the input parameter depth of cut followed by cutting speed isthe most important factors for surface roughness. Further, it is seen that the determination coefficient R2 value is 0.9105 which specifies the proportional amount of variation in the response variable ‘Y’ as explained reasonably by the

J SCI IND RES VOL 78 APRIL 2019
218
independent variables in the linear regression model. The predicted R2 value 0.7728 is in good compliance with R2 (adj) value 0.8631. In addition to the above, the numerical value of adequate precision is 14.87 which is greater than 4 and it indicates a sufficient signal. Similar analysis was made on cutting force (Fc) and
vibration responses (Vx, Vy and Vz). It was observed that during machining with cryo treated textured inserts, cutting speed is the most influencing factor followed by the depth of cut for vibration Vx and Vy. However, the input parameter depth of cut is the most influential parameter followed by the depth of cut for vibration Vz.
Table 1 — Experimental run and measured responses
Std Run Cutting speed Feed Depth of Cut Cutting Force
Surface roughness
Vibration Vx
Vibration Vy
Vibration Vz
(m/min) (mm/rev) (mm) N µm m/s2 m/s2 m/s2
Std Run Speed Feed DOC Fc Ra Vx Vy Vz 24 1 200 0.15 0.9 184.82 1.31 11.15 34.38 18.92 17 2 150 0.2 0.6 196.83 1.65 14.27 29.38 17.98 14 3 150 0.15 0.6 228.41 2.12 13.74 31.29 19.28 8 4 150 0.2 0.3 195.28 1.59 14.52 18.24 16.91 2 5 150 0.1 0.3 210.78 1.44 13.79 27.03 16.38
15 6 200 0.15 0.6 165.42 1.44 10.68 26.92 18.67 12 7 200 0.1 0.6 179.84 2.03 13.36 22.06 16.81 13 8 100 0.15 0.6 225.43 2.18 14.62 42.42 22.05 22 9 100 0.15 0.9 256.11 2.46 16.58 44.95 25.36 7 10 100 0.2 0.3 224.30 1.65 15.63 28.29 16.05 6 11 200 0.15 0.3 168.42 1.47 9.18 20.31 13.72
25 12 100 0.2 0.9 245.84 2.65 17.98 36.09 26.32 11 13 150 0.1 0.6 211.42 2.36 15.23 31.59 21.64 26 14 150 0.2 0.9 223.73 1.81 15.04 23.71 27.19 23 15 150 0.15 0.9 232.41 2.28 16.10 29.74 18.19 16 16 100 0.2 0.6 232.42 2.26 16.68 42.72 23.39 20 17 150 0.1 0.9 218.32 2.45 17.53 31.55 25.45 18 18 200 0.2 0.6 182.08 1.36 15.17 30.28 17.03 21 19 200 0.1 0.9 194.12 2.11 16.32 23.42 16.35 9 20 200 0.2 0.3 160.73 1.13 9.84 19.90 12.72
10 21 100 0.1 0.6 212.30 1.90 15.49 43.28 20.39 5 22 150 0.15 0.3 212.42 1.44 13.37 29.29 16.04 4 23 100 0.15 0.3 220.42 1.54 12.82 32.10 14.73
19 24 100 0.1 0.9 221.35 2.18 18.39 46.62 21.96 3 25 200 0.1 0.3 162.43 1.73 11.66 16.32 17.97 1 26 100 0.1 0.3 200.40 1.45 12.88 34.89 16.99
27 27 200 0.2 0.9 193.26 1.10 12.91 32.47 18.39
Table 2 — ANOVA for Surface Roughness
Source Sum of Squares df Mean Square F-value p-value Remarks
Model 4.59 9 0.5096 19.22 < 0.0001 Significant A-cutting speed 1.17 1 1.17 43.98 < 0.0001 23.2% B-Feed 0.3361 1 0.3361 12.68 0.0024 6.7% C-Depth of Cut 1.34 1 1.34 50.36 < 0.0001 26.6% AB 0.919 1 0.919 34.66 < 0.0001 18.2% AC 0.5078 1 0.5078 19.15 0.0004 10.1% BC 0.0735 1 0.0735 2.77 0.1142 1.5% A² 0.1003 1 0.1003 3.78 0.0685 2.0% B² 0.0025 1 0.0025 0.0926 0.7646 0.0% C² 0.1458 1 0.1458 5.5 0.0314 2.9% Residual 0.4507 17 0.0265 8.9% Cor Total 5.04 26 100% R2 0.9105 Predicted R2 0.7728 Adjusted R2 0.8631 Adeq precision 14.8741

RAJU et al.: MACHINABILITY STUDIES ON PRECIPITATION HARDENED STAINLESS STEEL
219
Evolution of mathematical models In turning process the output responses are the
function of machining variables such as cutting speed feed and depth of cut including some error which is generally distributed in the observed performance measures. The second order polynomial equation for the output responses such as cutting force (Fc), surface roughness (Ra) and vibration (Vx, Vy and Vz) can be perceived as a combination of the input machining parameters. The general second order response surface equation has been fitted using RSM for all the response variables (Fc, Ra, Vx, Vy and Vz) arein equation (1).
Y= Ɛ0+ Ɛ1A + Ɛ2B+ Ɛ3C + Ɛ4AB+ Ɛ5AC+ Ɛ6BC+ Ɛ7A
2+ Ɛ8 B2
+Ɛ9C2 … (1)
Where ‘Y’ is the corresponding performance measure, Ɛ0 is error and Ɛ1, Ɛ2 and so on are a regression coefficient with respect to main effects. This is a multiple regression analysis models with three input process variables. The regression coefficient for tangential force, roughness and vibration responses were presented in Table 3. The mathematical equation is formed based on the general regression model equation.
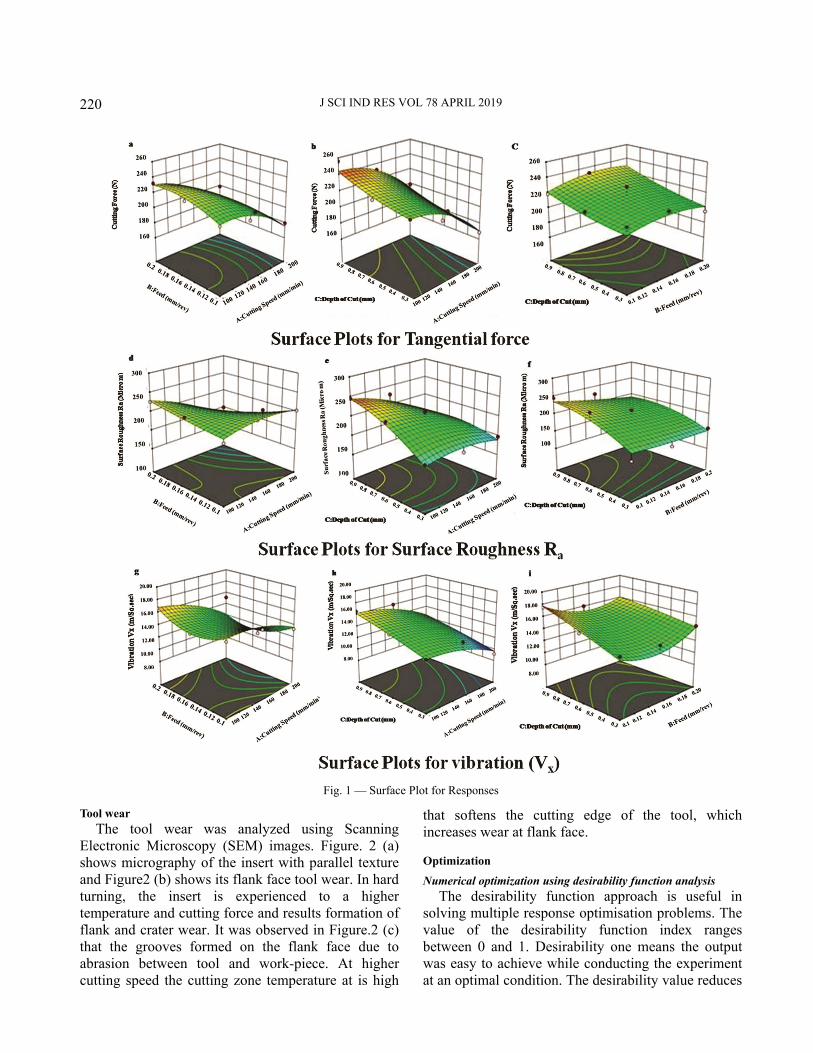
Effect of machining parameters on responses using cryo treated tools
The surface graphs were generated to analyze the effect of machining variables on responses based on the regression model equations displayed in Figure 1(a-i).It is noticed from Figure 1 (a-c) that cutting speed has significant influence on cutting force and at higher cutting speed reduces tangential force due to the shear strength drop in the cutting zone as the temperature rises with increasing cutting speed.It is observed that cutting force almost linearly increase with an increase in the depth of cut and feed.
This is due to the fact that the effective cross-sectional shear area increases with increase in depth of cut and feed which require more cutting energy. The interactive influences of machining variables on surface roughness Rawere studied. The 3D surface plots were created based on the developed mathematical equations and depicted in Figure 1 (d-f). Since the model has agreeable level of R2 value, the 3D response surface graphs are applied for assessing the values of roughness for the appropriate set of the selected input machining variables. It is observed from Figure1 (d-f) that the higher cutting speed produces a better surface finish. It is also observed that the combination of higher cutting speed and lower depth of cut resultsin better surface finish. Higher machining speed reduces tangential forces thus surface roughness is improved and moreover, high tangential force is produced at low speeds which reduce surface quality. It is also observed that the depth of cut has significant influence on surface roughness Ra. The 3D surface graphs for Vibration Vx is presented in Fig. 1(g-i). It is observed that the lower machining speed and higher feed induces more vibration. This is due to the more intermittent tangential force obtained at lower cutting speed and consequently results increase in vibration. It is also noticed that higher depth of cut induces more vibration. Moreover, cryo treated textured cutting tool reduces the vibration due to the increase in hardness of tool, reduction in tool-chip interface contact length and it provides intermittent cutting with textured grooves for the considered machining speed condition. Similar analyses were made for vibration Vy and Vz. It is observed that the cutting speed has considerable effect on vibrationVy while depth cut has significant influence on vibration Vz. Higher feed and higher depth of cut induce more vibration Vz.
Table 3 — Regression coefficients
Description Coefficient Cutting force Fc
Surface Roughness Ra
Vibration Vx
Vibration Vy
Vibration Vz
Error Ɛ0 57.792 -3.176 12.660 76.803 5.419 A Ɛ1 1.369 0.035 0.113 -0.828 0.197 B Ɛ2 1133.189 14.575 -143.115 81.369 -103.536 C Ɛ3 -22.985 5.826 15.548 63.267 23.830 A*B Ɛ4 -2.294 -0.111 -0.231 1.284 -0.314 A*C Ɛ5 0.014 -0.014 -0.011 0.008 -0.092 B*C Ɛ6 124.148 -5.218 -44.262 13.768 76.704 A2 Ɛ7 -0.0051 -0.0001 -0.0004 0.0016 -0.0005 B2 Ɛ8 -2717.320 8.090 671.557 -999.099 356.107 C2 Ɛ9 35.086 -1.732 -1.734 -43.582 -9.159
J SCI IND RES VOL 78 APRIL 2019
220
Tool wear The tool wear was analyzed using Scanning
Electronic Microscopy (SEM) images. Figure. 2 (a) shows micrography of the insert with parallel texture and Figure2 (b) shows its flank face tool wear. In hard turning, the insert is experienced to a higher temperature and cutting force and results formation of flank and crater wear. It was observed in Figure.2 (c) that the grooves formed on the flank face due to abrasion between tool and work-piece. At higher cutting speed the cutting zone temperature at is high
that softens the cutting edge of the tool, which increases wear at flank face. Optimization
Numerical optimization using desirability function analysis The desirability function approach is useful in
solving multiple response optimisation problems. The value of the desirability function index ranges between 0 and 1. Desirability one means the output was easy to achieve while conducting the experiment at an optimal condition. The desirability value reduces
Fig. 1 — Surface Plot for Responses

RAJU et al.: MACHINABILITY STUDIES ON PRECIPITATION HARDENED STAINLESS STEEL
221
from the value one to some extent means the accuracy levels will vary for the corresponding input responses. Figure. 3 (a) displaysa bar-chart for the desirability of each parameter and response. Here, the process parameters have the desirability value as 1 and the responses desirability value ranges from 0.4476 to 1. The overall desirability value is 0.8323, hence it can be concluded that the developed equations give better output for the range of machining variables. The outcome of the graphicaloptimization is the overlay plot which is presented in Figure. 3(b). The yellow coloured area specifies the final optimal factor settings. From the overlay plot, the optimal values of machining parameters are machining speed 200 m/min, Feed per revolution 0.178 mm, machining depth 0.3 mm and yields better surface finish. The regression models were validated through confirmation tests. Three tests were carried out, each
made with three observations, and the average values of the observation results were considered. Comparison results showed that projected values for each response were near to the obtained experimental data, and hence it is inferred that the evolved empirical relation will be capable to forecast the responses in the selected range of factors. Conclusion
This experimental investigation presents the impact of the input machining process parameters on measured responses using cryo-treated textured tungsten carbide inserts while machining 17-4 PH steel. The following conclusions were obtained from this work: The most influential parameter for cutting force
and surface roughness Ra are found to be cutting speed. Also, the higherdepth of cut produces more cutting force and worsens surface roughness Ra.
Fig. 2 — Tool pattern and its wear behaviours
Fig. 3 — Desirability Graph and Overlay plot

J SCI IND RES VOL 78 APRIL 2019
222
It is observed that the factor cutting speed has a considerableimpact on vibration Vy while depth cut has significant influence on vibration Vz.
Abrasive wear on the flank face is the major wear mechanism observed during machining PH steel.
The confirmation test results proved that the developed mathematical models for the responses are well fitted and the projected values are near to the experimental results.
Cryo treated textured tool reduces the tangential forces, surface roughness and vibration for the considered machining speed condition.
References 1 Mei F & Chen P, VAR Analysis of the Factors Influencing
Overcapacity in the Iron and Steel Industry, J Sci Ind Res, 77 (2018), 566-569.
2 Manohar, Srujan Rao M V N, Rama Y S & Sandilya N Material Characterization on Dissimilar Weldments of AISI 316l/317l Austenitic Stainless Steels with Inconel 825 Alloy, J Sci Ind Res, 77 (2018), 533-536.
3 Subrammanian A, Jabaraj D B & Jayaprakash, J, Multi-objective Optimization of Resistance Spot Welding of AISI 409M Ferritic Stainless Steel, J Sci Ind Res, 77 (2018), 271-275.
4 Parveen K, Singh G, Jain V & Gupta D, Optimization of process parameters for improving drilling quality and machining performance of abrasive assisted drilling on AISI D2 steel, J Sci Ind Res, 25 (2018), 33-41.
5 Vijay A I & Chockalingam K, Impact of post processing parameter on mechanical properties and surface roughness of selective laser sintered sand mold casting part, J Sci Ind Res, 25 (2018), 78-84.
6 Palanisamy D, Senthil P & Senthilkumar V, The effect of aging on machinability of 15Cr–5Ni precipitation hardened stainless steel, Arch Civil & Mech Engg, 16 (2016), 53-63.
7 Munish K G & Sood P K, Optimization of machining parameters for turning AISI 4340 steel using Taguchi based grey analysis, Indian J Eng Mat Sci, 22 (2015), 678-685.
8 Sampath K T, Balasivanandha P S & Sorna K T, Comparative evaluation on the performance of nanostructured TiAlN, AlCrN, TiAlN/AlCrN coated and uncoated carbide cutting tool on turning En24 alloy steel, Indian J Eng Mat Sci, 23 (2016), 45-59.
9 Dileep B P & Sridhar B R, A comparative study on mechanical properties of heat treated steel EN24 and its MMC with SiC, Indian J Eng Mat Sci, 25 (2018), 291-294.
10 Mohan C B , Venkatesh K & Anand P, Influence of Oil Groove Shapes on Frictional Properties of Slide Ways, J Sci Ind Res, 77 (2018), 188-190.
11 Palanisamy D & Senthil P, A comparative study on machinability of cryo-treated and peak aged 15Cr-5Ni precipitation hardened stainless steel, Measurement, 116 (2018), 162-169.
12 Singh T P, Singh J & Singh K, Enhancing the Abrasive Wear Resistance of Rotary Blade Material (AISI 30MnCrB4) by Cryogenic Treatment, J Sci Ind Res, 77 (2018), 92-97.
13 Palanisamy D & Senthil P, Machinability Study of Laser Surface Treated 15-5 PH Stainless Steel, Mat and Manuf proc, 31 (2016), 1755-1762.
14 Girinath B, Mathew A, Babu J, Thanikachalam J & Bose S S, Improvement of Surface Finish and Reduction of Tool Wear during Hard Turning of AISI D3 using Magnetorheological Damper, J Sci Ind Res, 77 (2018), 35-40.
15 Vikas G & Puri Y M, Multi-objective optimization of material removal rate and surface roughness in electrical discharge turning of titanium alloy (Ti-6Al-4V), Indian J Eng Mat Sci, 24 (2017), 429-436.
16 Amit B, Sunny Z & Suneet, Influence of heat treatment on microstructure and mechanical properties of Inconel-625 clad deposited on mild steel , Indian J Eng Mat Sci, 24 (2017), 477-483.
17 Sadineni R R & Padmanabhan G, Optimization of multiple-machining criteria in electrochemical machining of aluminium composites using design of experiments, J Sci Ind Res, 73 (2014), 251- 257.
18 Nataraj N & Balasubramanian K, Experimental Investigations on Machinability Measures of LM6, J Sci Ind Res, 77 (2018), 318- 324.
19 Hamed H P, Reza V B & Vahid M K, Elucidating the effect of electrical discharge machining parameters on the surface roughness of AISI D6 tool steel using response surface method, Indian J Eng Mat Sci, 24 (2017), 83-90.


















