M14-Didik-Petra
5
Seminar Nasional Teknik Mesin IV 30 Juni 2009, Surabaya, Indonesia STUDI KASUS PENINGKATAN OVERALL EQUIPMENT EFFECTIVENESS (OEE) MELALUI IMPLEMENTASI TOTAL PRODUCTIVE MAINTENANCE (TPM) Didik Wahjudi , Soejono Tjitro, Rhismawati Soeyono Jurusan Teknik Mesin Universitas Kristen Petra Jl. Siwalankerto 121-131, Surabaya 60236. Indonesia E-mail: [email protected], [email protected] ABSTRAK P.T. X merasa perlu untuk mempertahankan keunggulannya sebagai produsen kemasan plastik yang bermutu dan harganya bersaing. Namun hal ini tidak mudah tercapai. Kondisi yang saat ini perlu diperbaiki adalah sering terjadinya gangguan pada proses produksi. Pada umumya, penyebab gangguan proses produksi dapat dikategorikan menjadi tiga, yaitu faktor manusia, mesin, dan lingkungan. Faktor terpenting dari kondisi di atas adalah performance mesin produksi yang digunakan. Mesin b low molding di P.T. X sering mengalami perbaikan karena kerusakan maupun untuk preventive mantenance. Jika mesin sampai mengalami kerusakan mendadak karena keadaan mesin yang kurang terpelihara dengan baik, maka kualitas produk akan terganggu dan prodtiktifitas akan menurun. Hal di atas dapat dilihat dari nilai OEE (overall equipment effectiveness) yang masih rendah. Untuk tahun 2005 nilai OEE mesin-mesin yang ada di divisi BM I adalah 67.76%. Untuk itu, P.T. X ingin meningkatkan overall equipment effectiveness perlatannya melalui implementasi total productive maintenance. Langkah pertama yang penulis lakukan adalah mengumpulkan data mengenai waktu breakdown, waktu produksi, waktu setup dan adjustment, kecepatan aktual mesin, jumlah produksi, dan jumlah reject. Data tersebut diperlukan untuk menghitung availability rate, performance rate, dan total yield, yang selanjutnya diperlukan untuk menghitung enam kerugian utama (six big losses) awal. Langkah berikutnya adalah melakukan kajian kondisi apa saja yang dapat diperbaiki dengan megimplementasikan TPM pada tiga mesin yang dipilih sesuai permintaan perusahaan. Hal ini dikarenakan mesin-mesin blow molding P.T. X mempunyai 3 jenis karakteristik yang berbeda. Terakhir, penulis menghitung OEE yang bisa dicapai dengan menjalankan TPM dan membandingkannya dengan OEE awal. Melalui penerapan TPM nilai OEE di P.T. X dapat ditingkatkan dari 67.76% menjadi 81.88%. Keberhasilan implementasi TPM di P.T. X sangat tergantung pada perubahan paradigma para pekerja dalam menjalankan jadwal preven tive maintenance, sebagai bagian dari implementasi TPM. Kata kunci: overall equipment effectiveness, total productive maintenance. 1. Pendahuluan Pada umumnya penyebab gangguan produksi dapat dikategorikan menjadi tiga, yaitu faktor manusia, mesin, dan lingkungan. Faktor terpenting dari kondisi di atas adalah performance mesin produksi yang digunakan. Mesin blow molding sering mengalami perbaikan karena kerusakan maupun untuk preventive maintenance. Jika mesin mengalami kerusakan mendadak karena kurang terpelihara, kualitas produk dan produktifitas makin menurun. Hal di atas terlihat dari nilai OEE (overall equipment effectiveness) yang rendah. Untuk tahun 2005 nilai OEE mesin-mesin yang ada di BM 1 adalah 67.76% (Tabel 7). Implementasi preventive maintenance di PT X belum optimal karena mesin-mesin masih sering mengalami perbaikan corrective maintenance. Mesin yang mengalami corrective maintenance harus dimati- kan hingga perbaikan selesai. Tindakan ini menyebab- kan peningkatan biaya produksi karena perbaikan dila- kukan ketika produksi berjalan, sehingga membuang waktu produktif. Departemen Pemeliharaan di PT X bertanggung jawab mengatasi masalah kerusakan ringan dan berat, sehingga tugas mereka menjadi sangat berat. Hal ini dapat mengakibatkan mesin harus menunggu untuk dilakukan preventive maintenance. Pada akhirnya, hal ini akan menghambat produktifitas. Kondisi di atas bisa diperbaiki dengan menerapkan Total Productive Maintenance (TPM) yang melibatkan semua operator dalam proses pemeliharaan. Penelitian ini bertujuan untuk menerapkan Total Productive Maintenance (TPM) sebagai sarana untuk meningkatkan OEE di divisi blow molding PT X. Implementasi TPM pada production engineering
Transcript of M14-Didik-Petra

5/11/2018 M14-Didik-Petra - slidepdf.com
http://slidepdf.com/reader/full/m14-didik-petra 1/5
Seminar Nasional Teknik Mesin IV
30 Juni 2009, Surabaya, Indonesia
STUDI KASUS PENINGKATAN OVERALL EQUIPMENT EFFECTIVENESS (OEE)
MELALUI IMPLEMENTASI TOTAL PRODUCTIVE MAINTENANCE (TPM)
Didik Wahjudi , Soejono Tjitro, Rhismawati SoeyonoJurusan Teknik Mesin Universitas Kristen Petra
Jl. Siwalankerto 121-131, Surabaya 60236. Indonesia
E-mail: [email protected], [email protected]
ABSTRAK
P.T. X merasa perlu untuk mempertahankan keunggulannya sebagai produsen kemasan plastik yang
bermutu dan harganya bersaing. Namun hal ini tidak mudah tercapai. Kondisi yang saat ini perlu
diperbaiki adalah sering terjadinya gangguan pada proses produksi. Pada umumya, penyebab
gangguan proses produksi dapat dikategorikan menjadi tiga, yaitu faktor manusia, mesin, dan
lingkungan. Faktor terpenting dari kondisi di atas adalah performance mesin produksi yang
digunakan. Mesin blow molding di P.T. X sering mengalami perbaikan karena kerusakan maupun
untuk preventive mantenance. Jika mesin sampai mengalami kerusakan mendadak karena keadaan
mesin yang kurang terpelihara dengan baik, maka kualitas produk akan terganggu dan prodtiktifitas
akan menurun. Hal di atas dapat dilihat dari nilai OEE (overall equipment effectiveness) yang masih
rendah. Untuk tahun 2005 nilai OEE mesin-mesin yang ada di divisi BM I adalah 67.76%. Untuk itu,
P.T. X ingin meningkatkan overall equipment effectiveness perlatannya melalui implementasi total productive maintenance.
Langkah pertama yang penulis lakukan adalah mengumpulkan data mengenai waktu breakdown,
waktu produksi, waktu setup dan adjustment, kecepatan aktual mesin, jumlah produksi, dan jumlah
reject. Data tersebut diperlukan untuk menghitung availability rate, performance rate, dan total
yield, yang selanjutnya diperlukan untuk menghitung enam kerugian utama (six big losses) awal.
Langkah berikutnya adalah melakukan kajian kondisi apa saja yang dapat diperbaiki dengan
megimplementasikan TPM pada tiga mesin yang dipilih sesuai permintaan perusahaan. Hal ini
dikarenakan mesin-mesin blow molding P.T. X mempunyai 3 jenis karakteristik yang berbeda.
Terakhir, penulis menghitung OEE yang bisa dicapai dengan menjalankan TPM dan
membandingkannya dengan OEE awal.
Melalui penerapan TPM nilai OEE di P.T. X dapat ditingkatkan dari 67.76% menjadi 81.88%.
Keberhasilan implementasi TPM di P.T. X sangat tergantung pada perubahan paradigma para
pekerja dalam menjalankan jadwal preventive maintenance, sebagai bagian dari implementasi TPM.
Kata kunci: overall equipment effectiveness, total productive maintenance.
1. PendahuluanPada umumnya penyebab gangguan produksi dapat
dikategorikan menjadi tiga, yaitu faktor manusia,
mesin, dan lingkungan. Faktor terpenting dari kondisi di
atas adalah performance mesin produksi yang
digunakan. Mesin blow molding sering mengalami
perbaikan karena kerusakan maupun untuk preventive
maintenance. Jika mesin mengalami kerusakanmendadak karena kurang terpelihara, kualitas produk
dan produktifitas makin menurun. Hal di atas terlihat
dari nilai OEE (overall equipment effectiveness) yang
rendah. Untuk tahun 2005 nilai OEE mesin-mesin yang
ada di BM 1 adalah 67.76% (Tabel 7).
Implementasi preventive maintenance di PT X
belum optimal karena mesin-mesin masih sering
mengalami perbaikan corrective maintenance. Mesin
yang mengalami corrective maintenance harus dimati-
kan hingga perbaikan selesai. Tindakan ini menyebab-
kan peningkatan biaya produksi karena perbaikan dila-
kukan ketika produksi berjalan, sehingga membuang
waktu produktif.
Departemen Pemeliharaan di PT X bertanggung
jawab mengatasi masalah kerusakan ringan dan berat,
sehingga tugas mereka menjadi sangat berat. Hal ini
dapat mengakibatkan mesin harus menunggu untuk dilakukan preventive maintenance. Pada akhirnya, hal
ini akan menghambat produktifitas.
Kondisi di atas bisa diperbaiki dengan menerapkan
Total Productive Maintenance (TPM) yang melibatkan
semua operator dalam proses pemeliharaan.
Penelitian ini bertujuan untuk menerapkan Total
Productive Maintenance (TPM) sebagai sarana untuk
meningkatkan OEE di divisi blow molding PT X.
Implementasi TPM pada production engineering
5/11/2018 M14-Didik-Petra - slidepdf.com
http://slidepdf.com/reader/full/m14-didik-petra 2/5
Seminar Nasional Teknik Mesin IV
30 Juni 2009, Surabaya, Indonesia
section divisi blow molding di PT X diharapkan dapat
mengurangi breakdown, meningkatkan produktifitas,
dan meningkatkan lifetime mesin.TPM merupakan suatu sistem perawatan mesin
yang melibatkan operator produksi dan semua
departemen termasuk produksi, pengembangan produk,
pemasaran, dan administrasi. Operator tidak hanyabertugas menjalankan mesin, tetapi juga merawat mesin
sebelum dan sesudah pemakaian.
Implementasi TPM dapat diklasifikasikan menjadi
2 tahap, yaitu tahap implementasi awal dan tahap
implementasi penuh. Pada tahap implementasi awal,
perusahaan mengimplementasikan TPM pada salah satu
mesin untuk proyek percontohan. OEE dari mesin
tersebut dihitung sebelum dan dibandingkan denganOEE sesudah implementasi TPM.
Six big losses dihitung untuk mengetahui overall
equipment effectiveness (OEE) dari suatu peralatan agar
dapat diambil langkah-langkah untuk perbaikan mesin
tersebut. Six big losses dapat dikategorikan menjadi tiga
macam, yaitu availability rate, performance rate, dan
total yield.
Availabilty rate dipengaruhi 2 komponen, yaitu
breakdown losses dan set up and adjustment losses
serta dihitung dengan rumus berikut (Stephens, 2004):
( ) %100% ×−
=
load time
timedowntimeload ratety Availabili
Performance rate memiliki 2 komponen, yaitu idling
and minor stoppage losses dan speed losses. Besarnya
performance rate dihitung dengan rumus:
( ) %100
% ×
×
=
timeoperating
output timecycleoptimalrateePerformanc
Total yield didukung 2 komponen, yaitu quality defectsand rework required losses dan yield losses. Besarnyatotal yield dihitung dengan rumus:
( ) %100% ×−
=
input
reject input yield Total
Sedangkan overall equipment effectiveness (OEE)
adalah besarnya efektifitas yang dimiliki oleh peralatan
atau mesin, dapat dihitung dengan rumus (Stephens,
2004):
( ) yield TotalratePerformrate AvailOEE ..% ××=
2. Metodologi
Langkah-langkah yang dilakukan untuk mencapaitujuan penelitian adalah sebagai berikut:
a. Menganalisa kondisi umum perusahaan dan sistem
pemeliharaan
b. Mengumpulkan data 6 kerugian utama sebelum
implementasi TPM
Data-data yang perlu dikumpulkan untuk
implementasi TPM adalah waktu breakdown,
waktu produksi, waktu set up and adjustment ,
kecepatan aktual mesin, jumlah produksi, dan
jumlah reject.
c. Mengolah data overall equipment effectiveness
(OEE) sebelum implementasi TPMMesin yang memiliki OEE terendah akan
digunakan untuk proyek percontohan.
d. Mengkaji implementasi TPM sesuai dengan
kondisi perusahaane. Memilih objek mesin
f. Mengolah dan menganalisa data overall equipment
effectiveness (OEE) sesudah implementasi TPM
g. Membandingkan kondisi sebelum dan sesudah
implementasi TPM
h. Membuat kesimpulan dan saran untuk perusahaan
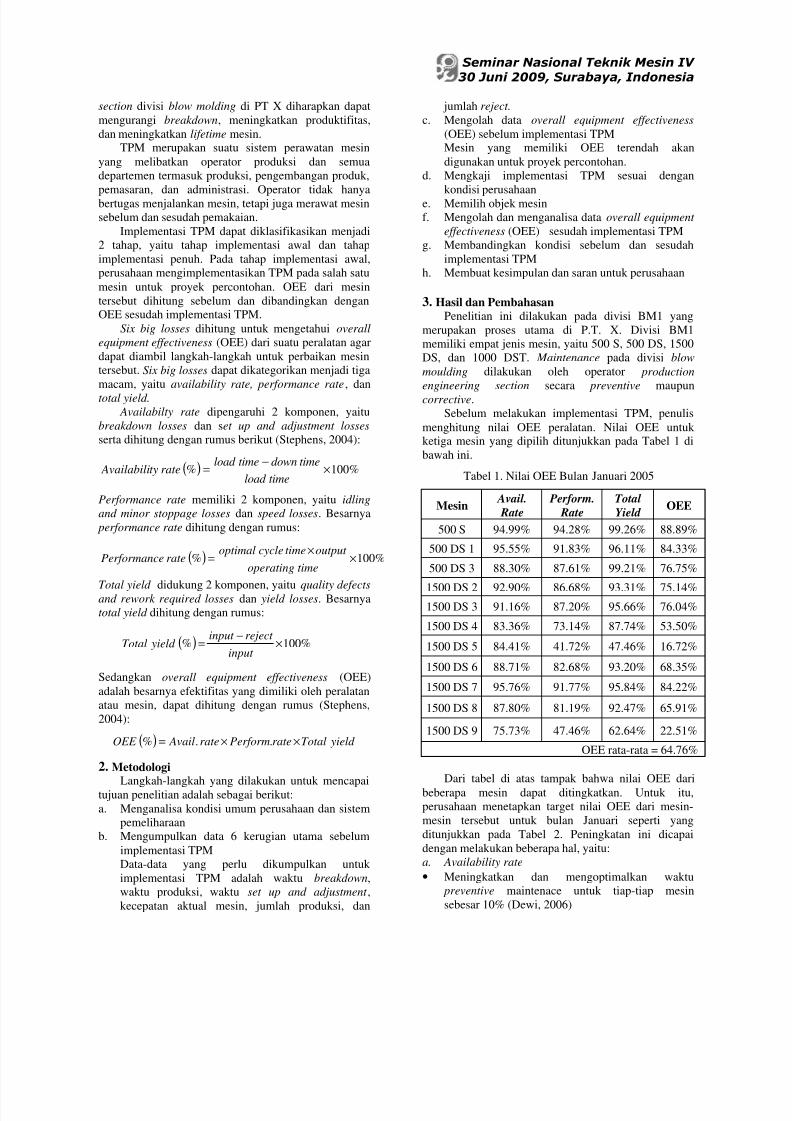
3. Hasil dan Pembahasan Penelitian ini dilakukan pada divisi BM1 yang
merupakan proses utama di P.T. X. Divisi BM1
memiliki empat jenis mesin, yaitu 500 S, 500 DS, 1500
DS, dan 1000 DST. Maintenance pada divisi blow
moulding dilakukan oleh operator production
engineering section secara preventive maupuncorrective.
Sebelum melakukan implementasi TPM, penulis
menghitung nilai OEE peralatan. Nilai OEE untuk ketiga mesin yang dipilih ditunjukkan pada Tabel 1 di
bawah ini.
Tabel 1. Nilai OEE Bulan Januari 2005
Mesin Avail.
Rate
Perform.
Rate
Total
Yield OEE
500 S 94.99% 94.28% 99.26% 88.89%
500 DS 1 95.55% 91.83% 96.11% 84.33%
500 DS 3 88.30% 87.61% 99.21% 76.75%
1500 DS 2 92.90% 86.68% 93.31% 75.14%
1500 DS 3 91.16% 87.20% 95.66% 76.04%
1500 DS 4 83.36% 73.14% 87.74% 53.50%
1500 DS 5 84.41% 41.72% 47.46% 16.72%
1500 DS 6 88.71% 82.68% 93.20% 68.35%
1500 DS 7 95.76% 91.77% 95.84% 84.22%
1500 DS 8 87.80% 81.19% 92.47% 65.91%
1500 DS 9 75.73% 47.46% 62.64% 22.51%
OEE rata-rata = 64.76%
Dari tabel di atas tampak bahwa nilai OEE daribeberapa mesin dapat ditingkatkan. Untuk itu,
perusahaan menetapkan target nilai OEE dari mesin-
mesin tersebut untuk bulan Januari seperti yang
ditunjukkan pada Tabel 2. Peningkatan ini dicapai
dengan melakukan beberapa hal, yaitu:a. Availability rate
• Meningkatkan dan mengoptimalkan waktu preventive maintenace untuk tiap-tiap mesin
sebesar 10% (Dewi, 2006)

5/11/2018 M14-Didik-Petra - slidepdf.com
http://slidepdf.com/reader/full/m14-didik-petra 3/5
Seminar Nasional Teknik Mesin IV
30 Juni 2009, Surabaya, Indonesia
• Mencegah kerusakan mesin sehingga waktu
downtime untuk machine trouble tidak terjadi,
misalnya dengan melakukan pelumasan sesuai
dengan jadwal dan kondisi mesin itu sendiri.
• Mencegah mesin tidak berproduksi kecuali mesin
dalam keadaan no order .
b. Performance Rate
• Meningkatkan commercial hours dengan cara
menurunkan waktu downtime.
• Mengoptimalkan jumlah cavity actualnya sesuai
dengan cavity standard nya, sehingga output yang
dihasilkan meningkat. Misalnya dari 2 cavity
menjadi 4 cavity untuk mesin 500 DS 6.
c. Total Yield
• Meningkatkan output netto dengan cara
meminimalkan reject .
Tabel 2. Target Nilai OEE bulan Januari 2005
Mesin Avail. Rate Perform.
Rate
Total
Yield OEE
500 S 94.99% 94.28% 99.26% 88.89%
500 DS 1 95.55% 91.83% 96.11% 84.33%
500 DS 3 94.65% 94.65% 99.22% 88.88%
1500 DS 2 92.90% 86.68% 99.31% 75.14%
1500 DS 3 91.16% 87.20% 95.61% 76.04%
1500 DS 4 93.05% 93.05% 99.01% 85.73%
1500 DS 5 93.14% 59.05% 99.01% 54.46%
1500 DS 6 96.12% 96.12% 99.01% 91.47%
1500 DS 7 95.76% 91.77% 95.84% 84.22%
1500 DS 8 94.77% 94.78% 99.01% 88.93%
1500 DS 9 85.52% 85.83% 99.01% 72.67%
OEE rata-rata = 80.98%
Setelah itu, penulis melakukan analisa six big
losses pada mesin yang menjadi obyek utama
penelitian, yaitu 500 S, 500 DS 1, dan 1500 DS 7.
Berikut adalah analisa six big losses pada mesin 500 S,
500 DS 1, dan 1500 DS 7 selama bulan Januari sampai
Desember 2005, kemudian dianalisa peluang
perbaikannya melalui implementasi TPM. Analisa six
big losses untuk ketiga mesin tersebut adalah sebagai
berikut:
a. Availabilty rate
• Breakdown losses
Pada semua objek mesin didapati beberapa hari
yang tidak berproduksi sama sekali karena mesin
mengalami kerusakan, spare part tidak tersedia, spare
part sudah tidak standar, kondisi mesin menurun
dikarenakan usia mesin. Sedangkan faktor tenaga kerja
juga berperan karena skill operator yang kurang
memahami kondisi dan karakteristik mesin. Selain itu,
perbaikan untuk kerusakan sederhana terpaksa
menunggu personil pemeliharaan ( production
engineering section).
Solusi TPM- Melakukan preventive maintenance terencana
untuk mengembalikan kondisi mesin agar tidak sering rusak.
- Membuat prosedur penanganan kerusakan
sederhana dan melatih para operator agar mampu
melakukan tindakan perbaikan kerusakan
sederhana.
- Mendukung pelaksanaan autonomous maintenance
dengan menciptakan lingkungan kerja yang sehat,
nyaman dan aman, memberikan penghargaan, sertamemberikan pelatihan kepada operator.
• Set up and adjustment losses
Terjadi waktu penyetelan yang berbeda-beda pada
setiap mesin. Hal ini disebabkan oleh kondisi mesin
yang berbeda-beda, jenis order yang terlalu beragam,
dan seringnya berganti order. Dari segi tenaga kerja,
kondisi yang menyebabkan adanya setup and
adjustment losess adalah skill dan metode kerja operator
tidak seragam. Selain itu, toolset untuk set up mesin
kadang belum tersedia sehingga membutuhkan waktu
yang lama.
Solusi TPM- Mengaplikasikan group technolgy sehingga jenis
order yang dikerjakan pada setiap mesin berkurang.
- Memberikan pelatihan tentang prosedur perbaikan
yang standar.- Menyediakan toolset agar operator mempunyai
toolset sendiri-sendiri.
Hasil availability rate (Tabel 3) pada mesin obyek
untuk bulan Januari sampai Desember 2005 dapat
dianalisa sebagai berikut:
- Mesin 500S memiliki availability rate terendah di
bulan Mei 2005 sebesar 59.88% dan dapat
ditingkatkan menjadi 81.12%
- Mesin 500DS 1 memiliki availability rate terendah
di bulan Agustus 2005 dan dapat ditingkatkan
menjadi 57.52%
- Mesin 1500DS 7 memiliki availability rate
terendah di bulan bulan Mei 2005 dan dapat
ditingkatkan menjadi 91.38%
Tabel 3. Analisa availability rate tahun 2005
Mesin BulanSebelum
implementasi
Sesudah
implementasi
500 S
500 DS 1
1500 DS 7
Mei
Agustus
Mei
59.88 %
47.58 %
89.13 %
81.12 %
57.52 %
91.38 %b. Performance rate
• Minor stoppage losses
Waktu menganggur dan penghentian-penghentian
5/11/2018 M14-Didik-Petra - slidepdf.com
http://slidepdf.com/reader/full/m14-didik-petra 4/5
Seminar Nasional Teknik Mesin IV
30 Juni 2009, Surabaya, Indonesia
kecil dimasukkan ke dalam speed losses, maka tidak
dilakukan perhitungan khusus untuk minor stoppage
losses.
• Speed losses
Utilisasi mesin aktual ditentukan oleh departemen
product development , logistik dan produksi. Nilai inisudah termasuk toleransi untuk waktu menganggur dan
penghentian-penghentian kecil. Hal yang
mempengaruhi speed losses adalah kondisi mesin,
jumlah operator yang masuk kerja, dan ketersediaan
bahan baku.
Solusi TPM- Melakukan preventive maintenance terencana
untuk mengembalikan kondisi mesin agar tidak
sering rusak.
- Menjaga ketersediaan bahan baku melalui
penjadwalan produksi yang baik.
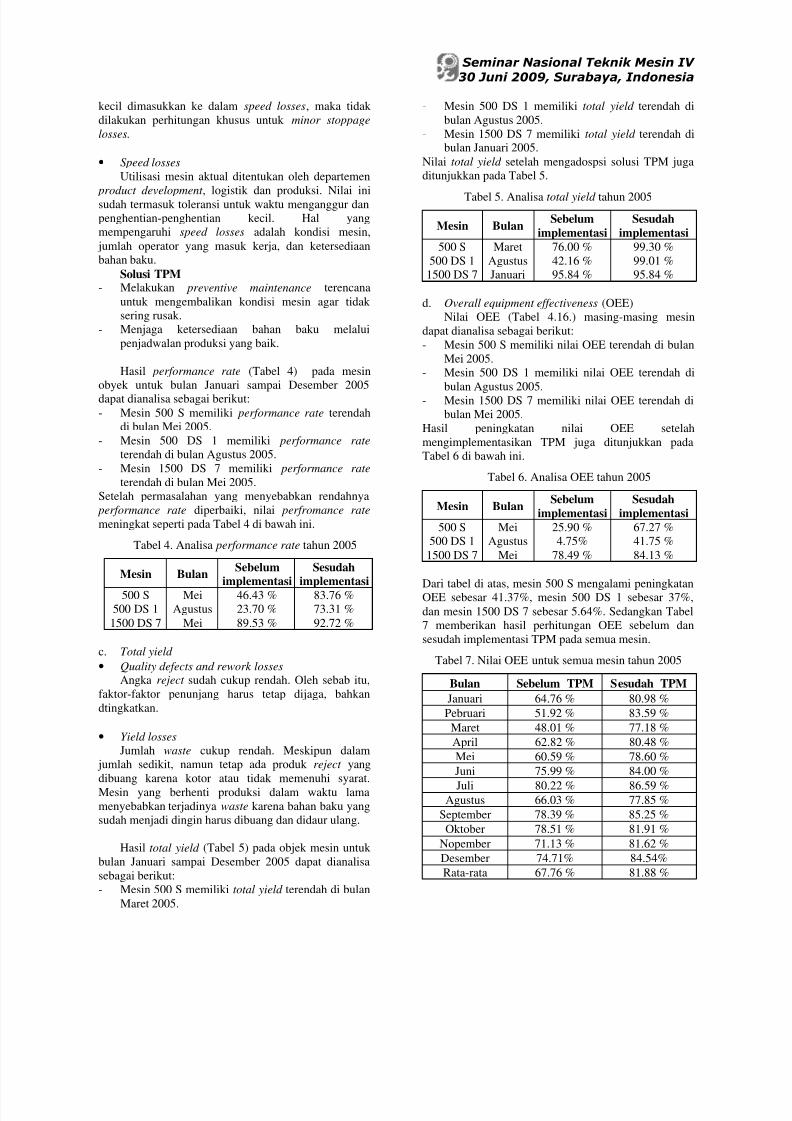
Hasil performance rate (Tabel 4) pada mesin
obyek untuk bulan Januari sampai Desember 2005
dapat dianalisa sebagai berikut:
- Mesin 500 S memiliki performance rate terendah
di bulan Mei 2005.
- Mesin 500 DS 1 memiliki performance rate
terendah di bulan Agustus 2005.
- Mesin 1500 DS 7 memiliki performance rate
terendah di bulan Mei 2005.
Setelah permasalahan yang menyebabkan rendahnya
performance rate diperbaiki, nilai perfromance rate
meningkat seperti pada Tabel 4 di bawah ini.
Tabel 4. Analisa performance rate tahun 2005
Mesin BulanSebelum
implementasi
Sesudah
implementasi500 S
500 DS 1
1500 DS 7
Mei
Agustus
Mei
46.43 %
23.70 %
89.53 %
83.76 %
73.31 %
92.72 %
c. Total yield
• Quality defects and rework losses
Angka reject sudah cukup rendah. Oleh sebab itu,
faktor-faktor penunjang harus tetap dijaga, bahkan
dtingkatkan.
• Yield losses
Jumlah waste cukup rendah. Meskipun dalam
jumlah sedikit, namun tetap ada produk reject yang
dibuang karena kotor atau tidak memenuhi syarat.Mesin yang berhenti produksi dalam waktu lama
menyebabkan terjadinya waste karena bahan baku yang
sudah menjadi dingin harus dibuang dan didaur ulang.
Hasil total yield (Tabel 5) pada objek mesin untuk
bulan Januari sampai Desember 2005 dapat dianalisa
sebagai berikut:
- Mesin 500 S memiliki total yield terendah di bulan
Maret 2005.
- Mesin 500 DS 1 memiliki total yield terendah di
bulan Agustus 2005.
- Mesin 1500 DS 7 memiliki total yield terendah dibulan Januari 2005.
Nilai total yield setelah mengadospsi solusi TPM juga
ditunjukkan pada Tabel 5.
Tabel 5. Analisa total yield tahun 2005
Mesin BulanSebelum
implementasi
Sesudah
implementasi
500 S
500 DS 1
1500 DS 7
Maret
Agustus
Januari
76.00 %
42.16 %
95.84 %
99.30 %
99.01 %
95.84 %
d. Overall equipment effectiveness (OEE)
Nilai OEE (Tabel 4.16.) masing-masing mesin
dapat dianalisa sebagai berikut:
- Mesin 500 S memiliki nilai OEE terendah di bulan
Mei 2005.
- Mesin 500 DS 1 memiliki nilai OEE terendah di
bulan Agustus 2005.- Mesin 1500 DS 7 memiliki nilai OEE terendah di
bulan Mei 2005.
Hasil peningkatan nilai OEE setelah
mengimplementasikan TPM juga ditunjukkan pada
Tabel 6 di bawah ini.
Tabel 6. Analisa OEE tahun 2005
Mesin BulanSebelum
implementasi
Sesudah
implementasi
500 S
500 DS 1
1500 DS 7
Mei
Agustus
Mei
25.90 %
4.75%
78.49 %
67.27 %
41.75 %
84.13 %
Dari tabel di atas, mesin 500 S mengalami peningkatanOEE sebesar 41.37%, mesin 500 DS 1 sebesar 37%,
dan mesin 1500 DS 7 sebesar 5.64%. Sedangkan Tabel
7 memberikan hasil perhitungan OEE sebelum dan
sesudah implementasi TPM pada semua mesin.
Tabel 7. Nilai OEE untuk semua mesin tahun 2005
Bulan Sebelum TPM Sesudah TPM
Januari 64.76 % 80.98 %
Pebruari 51.92 % 83.59 %
Maret 48.01 % 77.18 %
April 62.82 % 80.48 %
Mei 60.59 % 78.60 %
Juni 75.99 % 84.00 %
Juli 80.22 % 86.59 %Agustus 66.03 % 77.85 %
September 78.39 % 85.25 %
Oktober 78.51 % 81.91 %
Nopember 71.13 % 81.62 %
Desember 74.71% 84.54%
Rata-rata 67.76 % 81.88 %
5/11/2018 M14-Didik-Petra - slidepdf.com
http://slidepdf.com/reader/full/m14-didik-petra 5/5
Seminar Nasional Teknik Mesin IV
30 Juni 2009, Surabaya, Indonesia
4. Kesimpulan
• Nilai OEE tahun 2005 untuk semua mesin
meningkat dari 67.76% menjadi 81.88% setelah
mengimplementasikan TPM.
5. Daftar Pustaka
1.
Corder, Anthony, ”Teknik ManajemenPemeliharaan”, Erlangga, Jakarta. 1996.
2. Dewi, Purnama, “Perancangan Jadwal Preventive
Maintenance Yang Optimal Pada Divisi Blow
Molding Di PT X”, Tugas Akhir No:
01041119/IND/2006, Jurusan Teknik Industri,
Universitas Kristen Petra, Surabaya, 2006.
3. Productivity & Quality Management Consultants,
“Pelatihan Dua Hari Total Productive
Maintenance”, Productivity & Quality
Management, Surabaya, 2002.
4. Stephens, Matthew P., “Productivity And
Reliability-Based Maintenance Management”,
Pearson Education Inc., New Jersey, 2004.
5. Dillon, Andrew P., “Autonomous Maintenance For
Operators”, Productivity Press, Portland, OR, 1997.
6. Wireman, Terry, “Total Productive Maintenance”,
2nd
ed., Industrial Press, New York, 2004.