
Luận văn Thiết kế quy trình công nghệ gia công chi tiết- Ổ đỡ trục.pdf
53
Luận văn Thiết kế quy trình công nghệ gia công chi tiết: đỡ trục
-
Upload
docphantom -
Category
Documents
-
view
224 -
download
3
Transcript of Luận văn Thiết kế quy trình công nghệ gia công chi tiết- Ổ đỡ trục.pdf

Luận văn
Thiết kế quy trình công nghệ
gia công chi tiết: đỡ trục

Đồ Án Công Nghệ Chế Tạo Máy GVHD: NGUYỄN PHI TRUNG
2
SVTH: NGUYỄN CHÍ TRUNG MSSV:09203063
BỘ GIÁO DỤC VÀ ĐÀO TẠO CỘNG HÒA XÃ HỘI CHỦ NGHĨA VIỆT NAM
Trường Đại Học Sư Phạm Kỹ Thuật Độc Lập – Tự Do – Hạnh Phúc
------------*** ----------- -------------o0o-------------
KHOA CƠ KHÍ MÁY – BỘ MÔN CHẾ TẠO MÁY
NHIỆM VỤ ĐỒ ÁN MÔN HỌC CÔNG NGHỆ CHẾ TẠO MÁY
Họ và tên: NGUYỄN CHÍ TRUNG MSSV : 09203063
Ngành : Cơ khí chế tạo máy Niên Khoá : 2009-2013
Tên đề tài: Thiết kế quy trình công nghệ gia công chi tiết: đỡ trục
I. Số liệu cho trước:
Sản lượng: 100000 chiếc/năm
Điều kiện thiết bị: Đầy đủ.
Nội dung thiết kế :
1.Tìm hiểu chi tiết gia công: Điều kiện làm việc, kết cấu, độ chính xác.v.v…
2.Xác định dạng sản xuất : hàng khối
3.Chọn phôi và phương pháp tạo phôi,tra lượng dư cho các bề mặt gia công
4.Lập tiến trình công nghệ: thứ tự gia công, phương pháp gá đặt, so sánh các phương án.
5.Thiết kế nguyên công.
Vẽ sơ đồ gá đặt có ký hiệu định vị, kẹp chặt, dụng cụ cắt ở vị trí cuối cùng,chỉ rõ
phương chiều chuyển động. Ghi kích thước,độ bóng,dung sai các nguyên công đang
thực hiện.
Chọn máy,kết cấu dao
Trình bày các bước : Chọn dao (loại dao và vật liệu làm dao), tra các chế độ cắt : n,s,t ;
tra lượng dư cho các bước và tính thời gian gia công cơ bản cho từng bước .
Tính lượng dư gia công cho nguyên công 3: Phay mặt đầu
Tính toán chế độ cắt cho nguyên công 3: Phay mặt đầu.
6. Thiết kế đồ gá cho nguyên công 5: Khoan lỗ 10:
Vẽ sơ đồ nguyên lý cho đồ gá. Chọn kết cấu đồ gá,trình bày nguyên lý làm việc của đồ
gá.
Tính lực kẹp cần thiết, lực kẹp cho cơ cấu kẹp.
Tính sai số chuẩn và so sánh với dung sai của nguyên công đang thực hiện trên đồ gá
đó.
Tính sức bền cho các chi tiết chịu lực.
II. Các bản vẽ:
Bản vẽ chi tiết : 1 bản A3.
Bản vẽ chi tiết lồng phôi : 1 bản A3.
Tập bản vẽ sơ đồ nguyên công : 4 bản A3.
Bản vẽ thiết kế đồ gá: (vẽ bút chì) 1 bản A1.
III. Ngày giao nhiệm vụ:
IV. Ngày hoàn thành nhiệm vụ:
V. Giáo viên hướng dẫn: NGUYỄN PHI TRUNG
Giáo Viên Hướng Dẫn
Ký tên
NHẬN XÉT CỦA GIÁO VIÊN HƯỚNG DẪN

Đồ Án Công Nghệ Chế Tạo Máy GVHD: NGUYỄN PHI TRUNG
3
SVTH: NGUYỄN CHÍ TRUNG MSSV:09203063
............................................................................................................................
............................................................................................................................
............................................................................................................................
............................................................................................................................
............................................................................................................................
............................................................................................................................
............................................................................................................................
............................................................................................................................
............................................................................................................................
............................................................................................................................
............................................................................................................................
............................................................................................................................
............................................................................................................................
............................................................................................................................
............................................................................................................................
............................................................................................................................
............................................................................................................................
............................................................................................................................
............................................................................................................................
............................................................................................................................
Giáo viên hướng dẫn
NGUYỄN PHI TRUNG
NHẬN XÉT CỦA GIÁO VIÊN PHẢN BIỆN

Đồ Án Công Nghệ Chế Tạo Máy GVHD: NGUYỄN PHI TRUNG
4
SVTH: NGUYỄN CHÍ TRUNG MSSV:09203063
............................................................................................................................
............................................................................................................................
............................................................................................................................
............................................................................................................................
............................................................................................................................
............................................................................................................................
............................................................................................................................
............................................................................................................................
............................................................................................................................
............................................................................................................................
............................................................................................................................
............................................................................................................................
............................................................................................................................
............................................................................................................................
............................................................................................................................
............................................................................................................................
............................................................................................................................
............................................................................................................................
............................................................................................................................
............................................................................................................................
............................................................................................................................
............................................................................................................................
Giáo viên phản biện

Đồ Án Công Nghệ Chế Tạo Máy GVHD: NGUYỄN PHI TRUNG
5
SVTH: NGUYỄN CHÍ TRUNG MSSV:09203063
MỤC LỤC
Trang
Lời nói đầu
Chương I : Phân tích chi tiết gia công 6
Chương II : Xác định dạng sản xuất 8
Chương III : Chọn dạng phôi và phương pháp chế tạo phôi 10
Chương IV : Chọn phương pháp gia công và lập quy trình công nghệ 12
Chương V : Thiết kế nguyên công 17
Chương VI : Xác định lượng dư gia công 41
Chương VII : Xác định chế độ cắt 44
Chương VIII : Tính toán và thiết kế đồ gá 48
Kết luận
LỜI NÓI ĐẦU

Đồ Án Công Nghệ Chế Tạo Máy GVHD: NGUYỄN PHI TRUNG
6
SVTH: NGUYỄN CHÍ TRUNG MSSV:09203063
Đồ án môn học Công Nghệ Chế Tạo Máy là một môn học mang tính tổng hợp các kiến
thức đã học có liên quan tới công nghệ chế tạo máy (như các môn học Cơ Sở Công Nghệ Chế
Tạo Máy, Công Nghệ Và Thiết Bị Tạo Phôi, Các Phương Pháp Gia Công Kim Loại,…) để chế
tạo được một chi tiết máy nhằm bảo đảm được các yêu cầu về kỹ thuật và tính kinh tế trong
sản xuất, phù hợp với điều kiện công nghệ hiện tại, với thời gian và phương pháp gia công tối
ưu… Muốn đạt được tất cả các điều trên thì ta phải thiết kế được một quy trình công nghệ gia
công hợp lý.
Trong quá trình thực hiện Đồ án người sinh viên phải nắm vững các kiến thức về các
phương pháp tạo phôi, các phương pháp gia công, định vị, gá đặt, đo lường,… và biết cách lựa
chọn ra phương pháp tối ưu, hợp lý nhất. Một quy trình công nghệ hợp lý là áp dụng được
những công nghệ, máy móc phù hợp với điều kiện trong nước, thời gian gia công ngắn, chi phí
cho gia công thấp nhưng chi tiết vẫn đảm bảo được kích thước và dung sai đúng với yêu cầu
kỹ thuật đặt ra, có giá thành rẻ đáp ứng được nhu cầu của xã hội.
Các số liệu, thông số do tra bảng hoặc tính toán đều dựa vào các tài liệu và kinh nghiệm
của thầy hướng dẫn .
Tuy nhiên, trong quá trình hiện đồ án Thiết Kế Quy Trình Công Nghệ do trình độ và năng
lực còn nhiều hạn chế nên không thể tránh khỏi những sai sót trong quá trình tính toán cũng
như chọn các số liệu. Chúng em rất mong thầy cô góp ý, để chúng em bổ sung kiến thức của
mình được hoàn thiện hơn .
Đặc biệt, em xin chân thành cảm ơn thầy NGUYỄN PHI TRUNG– thầy là người trực tiếp
hướng dẫn em trong quá trình thực hiện đồ án này. Nhờ sự hướng dẫn tận tình của thầy
mà em tự nhận ra được những yếu kém, những hạn chế của bản thân không chỉ về kiến
thức chuyên môn mà cả về thực tế cuộc sống. Mặc dù đồ án công nghệ chế tạo máy do
sinh viên tự làm nhưng theo em nó mang đậm hình bóng người thầy.
Sinh viên thực hiện
CHƯƠNG I. PHÂN TÍCH CHI TIẾT GIA CÔNG

Đồ Án Công Nghệ Chế Tạo Máy GVHD: NGUYỄN PHI TRUNG
7
SVTH: NGUYỄN CHÍ TRUNG MSSV:09203063
I. Chức năng : Chi tiết thân đỡ trục là một chi tiết thường gặp trong các hệ thống cơ khí.
Chi tiết dạng ổ đỡ trục thường có chức năng như một ổ bi để định vị hoặc cữ chặn
cho các trục.
Gồm: lỗ Φ40 lắp ổ bi.
Trên đế có lỗ Ф10 để cố định ổ đỡ.
II. Yêu cầu kỹ thuật :
1. Đối với lỗ Ф40: là bề mặt làm việc chính của chi tiêt.
Yêu cầu : Lỗ phải định tâm tốt.
Lỗ có cấp chính xác kích thước là cấp 7.
Kích thước lỗ là Ф40+0,025
(bảng 2-8; 61; [3]).
Theo (bảng 2.33; 96; [3] )ta có cấp chính xác kích thước là cấp 7 ta tra được cấp chính
xác về hình dáng (cấp độ nhám) là cấp 7.Suy ra :
Độ nhám bề mặt lỗ là Ra=1,6 (bảng 2.29 ; 113 ; [8])
Độ đồng tâm của lổ là 0.03 (bảng 2.35; 101; [3])
Độ không vuông góc với mặt đầu là 0.016 (bảng 2.36; 102; [3])
Dung sai khoảng cách 2 tâm lỗ theo chiều dài:60 0.05 (bảng 2-37 ; 103 ; [3]).
2. Đối với mặt đế:
Yêu cầu: Mặt đế phải phẳng, thẳng, vuông góc với đường tâm của lỗ Φ40.
Trị số dung sai kích thước này không yêu cầu cao δ = Rz / (5-10)%. Chọn Rz = 25
3. Lỗ 10 vuông góc mặt đế:
Lỗ dùng lắp ghép bulong. Chọn cấp chính xác của lỗ và mặt trên lỗ là cấp 12
Độ nhám bề mặt lỗ là Rz =25 (khoan)
Độ nhám bề mặt của gờ trên lỗ là Rz =25 (phay)
Dung sai khoảng cách 2 tâm lỗ theo chiều dài:50 0.05 (bảng 2-37 ; 103 ; [3]).
4. Đối với lỗ 10 + rãnh
Lỗ dùng lắp ghép bulong. Chọn cấp chính xác của lỗ và mặt trên lỗ là cấp 12
Độ nhám bề mặt lỗ là Rz =25 (khoan + phay)
Độ nhám bề mặt của gờ trên lỗ là Rz =25 (phay)
Dung sai khoảng cách 2 tâm lỗ theo chiều dài: 60 0.05 bảng (2-37 ; 103 ; [3]).
Dung sai khoảng cách 2 tâm lỗ theo chiều rộng: 20 0.04 bảng (2-37 ; 103 ; [3]).
III. Vật liệu:
Vật liệu chế tạo thân đỡ trục số là: Gang Xám 15 – 32
Độ cứng HB: 160…194
Gang xám là hợp kim chủ yếu Sắt với Cacbon và có chứa một số nguyên tố khác
như (0.54.5)% Si, (0.40.6)% Mn, 0.8% P, 0.12% S và một số nguyên tố không
đáng kể như: Cr, Ni, Cu, Al …
Gang xám có độ bền nén cao, chịu mài mòn, tính đúc tốt, có độ bền trung bình, dễ gia
công có tính làm giảm rung động nên được sử dụng nhiều trong ngành chế tạo máy.
CHƯƠNG II. XÁC ĐỊNH DẠNG SẢN XUẤT

Đồ Án Công Nghệ Chế Tạo Máy GVHD: NGUYỄN PHI TRUNG
8
SVTH: NGUYỄN CHÍ TRUNG MSSV:09203063
Trong sản xuất nguời ta chia ra làm ba dạng chính:
Sản xuất đơn chiếc
Sản xuất hàng lọat( nhỏ, vừa, lớn)
Sản xuất hàng khối
Việc phân biệt dạng sản xuất phụ thuộc vào nhiều yếu tố và mang tính tương đối.
Dưới đây là một trong những cách phân lọai phổ biến :
Dạng sản xuất
Q1 – Trọng lượng chi tiết
> 200 kg 4 – 200 kg < 4kg
Sản lượng hàng năm ( chiếc/năm )
Đơn chiếc < 5 < 10 < 100
Hàng lọat nhỏ 10 – 55 10 – 200 100 – 500
Hàng lọat vừa 100 – 300 200 – 500 500 – 5000
Hàng lọat lớn 300 – 1000 500 – 1000 5000 – 50.000
Hàng khối > 1000 > 5000 > 50.000
I. Trọng lượng chi tiết:
Trọng luợng chi tiết đuợc xác định theo công thức: Q1 = V. (kg ).
Q1: trọng lượng chi tiết (kg).
V: thể tích chi tiết (dm3).
: trọng luợng riêng của vật liệu chế tạo chi tiết (gang xám 6,8 ÷ 7,2).
Chọn = 7.2kg/dm3.
Kiểm tra V trong phần mềm Pro/Creo Parametric 1.0 ta được :
V= 1.0922115.105 mm
3 = 0.10922115dm
3
Suy ra Q1 = 0,10922115.7,2 = 0.78kg.

Đồ Án Công Nghệ Chế Tạo Máy GVHD: NGUYỄN PHI TRUNG
9
SVTH: NGUYỄN CHÍ TRUNG MSSV:09203063
II. Sản lượng hàng năm:
Sản lượng hàng năm tính theo công thức:
1. (1 )
100N N m
N: số chi tiết sản xuất trong một năm.
N1: số sản phẩm ( chi tiết máy, máy…) sản xuất trong một năm.
m: số chi tiết trong một sản phẩm.
β: số chi tiết đuợc chế tạo thêm để dự trữ (β=5% ÷ 7% )
α: phế phẩm chủ yếu trong các phân xuởng đúc và rèn,
α = (3% ÷ 6% )
Vậy sản lượng hàng năm là: N= 111000)100
561.(1.100000
N
(chiếc/năm)
Căn cứ vào bảng số liệu trên thì dạng sản xuất là sản xuất hàng khối.

Đồ Án Công Nghệ Chế Tạo Máy GVHD: NGUYỄN PHI TRUNG
10
SVTH: NGUYỄN CHÍ TRUNG MSSV:09203063
CHƯƠNG III. CHỌN PHÔI VÀ PHƯƠNG PHÁP TẠO PHÔI
I. Chọn phôi: Chi tiết làm việc trong điều kiện rung động nhẹ, không có va đập, tải trọng nhẹ và trung
bình, dạng sản xuất hàng khối… chọn vật liệu là gang xám, có chi phí thấp mà vẫn đảm bảo
điều kiện làm việc. Mác gang là GX 15 - 32.
Cơ tính:
Mác gang
Độ bền
Độ cứng HB
Kéo Uốn
GX15 – 32 15 32 160 – 194
II. Phương pháp tạo phôi: Phôi đúc:
Vật liệu là gang xám có tính đúc cao ( tính chảy lỏng cao, độ co thấp, có thể đúc những
chi tiết phức tạp…) điều kiện sản xuất hàng khối nên chọn đúc trong khuôn cát, mẫu kim loại.
Tra lượng dư cho phôi đúc:
Chi tiết đúc cấp chính xác I. ( 168; [3] ) , cấp chính xác kích thước IT15- IT19
bảng (3.14; 185; [3])
Độ nhám bề mặt đạt Rz80 bảng (3.13; 185; [3]).
Góc thoát khuôn của phần trụ và phần đế là 1000’ bảng (3.7; 177; [3]).
Dạng sản xuất là hàng khối nên các Ф40 đúc rổng.
Dung sai kích thước chi tiết đúc (bề mặt không gia công) bảng (3.11; 182; [3])

Đồ Án Công Nghệ Chế Tạo Máy GVHD: NGUYỄN PHI TRUNG
11
SVTH: NGUYỄN CHÍ TRUNG MSSV:09203063
Bản vẽ khuôn đúc :
A AT
D
T
D
1 2 3 4 5
6

Đồ Án Công Nghệ Chế Tạo Máy GVHD: NGUYỄN PHI TRUNG
12
SVTH: NGUYỄN CHÍ TRUNG MSSV:09203063
CHƯƠNG IV. CHỌN PHƯƠNG PHÁP GIA CÔNG VÀ LẬP QUY TRÌNH
CÔNG NGHỆ
Chọn chuẩn là một việc làm có ý nghĩa quan trọng. Mục đích của việc chọn chuẩn để
đảm bảo 2 yêu cầu sau:
Chất lượng chi tiết trong quá trình gia công
Đảm bảo năng suất và giảm giá thành
I. Chọn chuẩn thô : cần chú ý đến những yêu cầu sau :
Phân phối đủ lượng dư cho các bề mặt tiếp theo
Bảo đảm độ chính xác cần thiết về vị trí tương quan giữa các bề mặt không gia công
với các bề mặt gia công
Với yêu cầu trên ta chọn mặt bên (kích thước Ø60 mm) làm chuẩn thô để gia công ở nguyên
công đầu tiên
II. Chọn chuẩn tinh :
Cố gắng chọn chuẩn tinh là chuẩn tinh chính
Chọn chuẩn công nghệ trùng chuẩn thiết kế để sai số chuẩn là bằng 0
Chọn chuẩn sao cho khi gia công chi tiết không bị biến dạng do lực cắt, lực kẹp. Mặt
chuẩn phải đủ diện tích định vị.
Cố gắng chọn chuẩn thống nhất.
Từ những nguyên tắc trên ta chọn chuẩn tinh thống nhất là mặt Ø40, chuẩn tinh chính là lỗ
Ø40, chuẩn tinh phụ là mặt 1.

Đồ Án Công Nghệ Chế Tạo Máy GVHD: NGUYỄN PHI TRUNG
13
SVTH: NGUYỄN CHÍ TRUNG MSSV:09203063
III. Các phương án gia công:
1 98
10 11
3
5
27 6
4
12

Đồ Án Công Nghệ Chế Tạo Máy GVHD: NGUYỄN PHI TRUNG
14
SVTH: NGUYỄN CHÍ TRUNG MSSV:09203063
IV.Các phương án gia công:
Phương Án 1
Phương Án 2
Nguyên công 1: Tiện mặt 1, 3, 4
Nguyên công 1: Tiện mặt 5, 6, 8, 2
Nguyên công 2: Tiện mặt 5, 6, 8, 2
Nguyên công 2: Tiện mặt 1, 3, 4
S
S
Z
Y
X
o
Z Z YY
n
X
S
S
n
Z
Y
X
o
W
Z Z YY X
W
S
S
n
Z
Y
X
o
W
Z Z YY X
W
S
S
Z
Y
X
o
Z Z YY
n
X

Đồ Án Công Nghệ Chế Tạo Máy GVHD: NGUYỄN PHI TRUNG
15
SVTH: NGUYỄN CHÍ TRUNG MSSV:09203063
Nguyên công 3: Phay mặt 10
Nguyên công 3: Phay mặt 10
Nguyên công 4: Phay mặt 11
Nguyên công 4: Phay mặt 11
Nguyên công 5: hoan lỗ 10 (9)
Nguyên công 5: hoan lỗ 10 (9)
Sn
W
Z
Y
X
o
Z Z YY X X
Sn
W
Z
Y
X
o
Z Z YY X X
Sn
W
Z
Y
X
o
Z Z YY X X
Sn
W
Z
Y
X
o
Z Z YY X X
W
n
Z
Y
X
o Z Z YY X X
W
n
Z
Y
X
o Z Z YY X X

Đồ Án Công Nghệ Chế Tạo Máy GVHD: NGUYỄN PHI TRUNG
16
SVTH: NGUYỄN CHÍ TRUNG MSSV:09203063
Nguyên công 6: Khoan lỗ 10 (8)
Nguyên công 6: : Khoan lỗ 10 (8)
Nguyên công 7: Phay r nh
Nguyên công 7: Phay r nh
Trong hai phương án nêu trên thì phương án 1 sử dụng chuẩn tinh thống nhất do đó xét
về mặt năng xuất và đảm bảo về độ chính xác kích thước cũng như độ bóng cao.Vì vậy, chọn
phương án gia công 1.
W
n
Z
Y
X
o
Z Z YY X X
W
n
Z
Y
X
o
Z Z YY X X
W
nZ
Y
X
o
Z Z YY X X
W
nZ
Y
X
o
Z Z YY X X

Đồ Án Công Nghệ Chế Tạo Máy GVHD: NGUYỄN PHI TRUNG
17
SVTH: NGUYỄN CHÍ TRUNG MSSV:09203063
CHƯƠNG V. THIẾT Ế NGUYÊN CÔNG
1 98
10 11
3
5
27 6
4
12
I.Nguyên công 1 : Tiện mặt 1, 3, 4.
1. Sơ đồ gá đặt :
Các bước nguyên công :
Bước 1 Tiện thô mặt 1, 3, Ø38 đạt cấp chính xác 12, Rz=40 µm
Bước 2 Tiện tinh mặt 1, 3, 4, Ø38 đạt cấp chính xác 7, Ra= 1.6 µm
S
S
Z
Y
X
o
Z Z YY
n
X

Đồ Án Công Nghệ Chế Tạo Máy GVHD: NGUYỄN PHI TRUNG
18
SVTH: NGUYỄN CHÍ TRUNG MSSV:09203063
Định vị :
Để gia công mặt (1) ta sử dụng chuẩn thô cần khống chế các bậc tự do sau:
Dùng mâm cặp 3 chấu tự định tâm khống chế 5 bậc tự do.
Phương án kẹp chặt :
Mâm cặp kẹp chặc.
Sai số chuẩn: c
c = 0 (chuẩn định vị trùng gốc kích thước).
2.Chọn máy:
-Chọn máy Tiện T616 (trang 216; [6])
Thông số máy:
Đặc tính kỹ thuật Thông số
Chiều cao tâm (mm) 160
Khoảng cách giữa 2 tâm (mm) 750
Đường kính trục chính (mm) 35
Côn mooc số 5
Số vòng quay trục chính (v/p) 44-66-91-120-173-240-350-503-723-
958-1380-1980.
Công suất động cơ( kw ) 4.5
3.Chọn dụng cụ cắt:
Dao tiện ngoài gắn mảnh hợp kim cứng BK8 (bảng 4 –6; 297; [3])
Dao tiện rãnh gắn mảnh hợp kim cứng BK8 (bảng 4 –8; 298; [3])
Dao tiện lỗ gắn mảnh hợp kim cứng BK8 (bảng 4 –14; 302; [3])
4.1 Tiện thô:
Tiện mặt 1.
- Chiều sâu cắt: t = 1.9 mm.
- Lượng chạy dao S=0.6-0.9 mm/v.(bảng 5-60; 52; [4] .Theo thuyết minh máy : chọn Sd
= 0.61 mm/v
- Tốc độ cắt : v = 195 ( m/phút ) (Bảng 5-65; 57; [4])
- Số vòng quay : 56411014.3
19510001000
D
Vn
(vòng/phút)
Theo TMM: chọn n =503 v/ph
Vận tốc thực tế : V= 1731000
503.110.
1000
..
maynD (mm/phút)

Đồ Án Công Nghệ Chế Tạo Máy GVHD: NGUYỄN PHI TRUNG
19
SVTH: NGUYỄN CHÍ TRUNG MSSV:09203063
Tiện 38.
- Chiều sâu cắt: t = 1.9 mm.
- Lượng chạy dao S=0.12-0.16 mm/v.(bảng 5-61; 52; [4] .Theo thuyết minh máy : chọn
Sd = 0.15 mm/v
- Tốc độ cắt : v = 177 ( m/phút ) (Bảng 5-65 ; 57; [4])
- Số vòng quay : 14833814.3
17710001000
D
Vn
(vòng/phút)
Theo TMM: chọn n =1380 v/ph
Vận tốc thực tế : V= 1651000
1380.38.
1000
..
maynD (mm/phút)
Tiện mặt 3.
- Chiều sâu cắt: t = 1 mm.
- Lượng chạy dao S=0.12-0.16 mm/v.(bảng 5-61; 52; [4] .Theo thuyết minh máy : chọn
Sd = 0.15 mm/v
- Tốc độ cắt : v = 177 ( m/phút ) (Bảng 5-65 ; 57; [4])
- Số vòng quay : 14094014.3
17710001000
D
Vn
(vòng/phút)
Theo TMM: chọn n =1380 v/ph
Vận tốc thực tế : V= 1731000
1380.40.
1000
..
maynD (mm/phút)
Tiện mặt 4.
- Chiều sâu cắt: t = 2.1 mm.
- Lượng chạy dao S=0.12-0.16 mm/v.(bảng 5-61; 52; [4] .Theo thuyết minh máy : chọn
Sd = 0.15 mm/v
- Tốc độ cắt : v = 177 ( m/phút ) (Bảng 5-65 ; 57; [4])
- Số vòng quay : 12814414.3
17710001000
D
Vn
(vòng/phút)
Theo TMM: chọn n =1380 v/ph
Vận tốc thực tế : V= 1911000
1380.44.
1000
..
maynD (mm/phút)
4.2 Tiện tinh:
Tiện mặt 1.
- Chiều sâu cắt: t = 0.1 mm.
- Lượng chạy dao S=0.15-0.25 mm/v.(bảng 5-60; 52; [4] .Theo thuyết minh máy : chọn
Sd = 0.22 mm/v
- Tốc độ cắt : v = 314 ( m/phút ) (Bảng 5-65; 57; [4])

Đồ Án Công Nghệ Chế Tạo Máy GVHD: NGUYỄN PHI TRUNG
20
SVTH: NGUYỄN CHÍ TRUNG MSSV:09203063
- Số vòng quay : 90911014.3
31410001000
D
Vn
(vòng/phút)
Theo TMM: chọn n =958 v/ph
Vận tốc thực tế : V= 3311000
958.110.
1000
..
maynD (mm/phút)
Tiện 38.
- Chiều sâu cắt: t = 0.1 mm.
- Lượng chạy dao S=0.12-0.16 mm/v.(bảng 5-61; 52; [4] .Theo thuyết minh máy : chọn
Sd = 0.15 mm/v
- Tốc độ cắt : v = 177 ( m/phút ) (Bảng 5-65 ; 57; [4])
- Số vòng quay : 14833814.3
17710001000
D
Vn
(vòng/phút)
Theo TMM: chọn n =1380 v/ph
Vận tốc thực tế : V= 1651000
1380.38.
1000
..
maynD (mm/phút)
Tiện mặt 3.
- Chiều sâu cắt: t = 0.1 mm.
- Lượng chạy dao S=0.12-0.16 mm/v.(bảng 5-61; 52; [4] .Theo thuyết minh máy : chọn
Sd = 0.15 mm/v
- Tốc độ cắt : v = 177 ( m/phút ) (Bảng 5-65 ; 57; [4])
- Số vòng quay : 14094014.3
17710001000
D
Vn
(vòng/phút)
Theo TMM: chọn n =1380 v/ph
Vận tốc thực tế : V= 1731000
1380.40.
1000
..
maynD (mm/phút)
5.Thời gian nguyên công:
5.1.Tiện thô:
inS
LLLT .
.
210
(phút)
Trong đó: L : chiều dài bề mặt gia công (mm).
L1 : chiều dài ăn dao (mm).
L2 : chiều dài thoát dao (mm).
S : lượng chạy dao vòng (mm/vòng).
n : số vòng quay hoặc hành trình kép trong một phút

Đồ Án Công Nghệ Chế Tạo Máy GVHD: NGUYỄN PHI TRUNG
21
SVTH: NGUYỄN CHÍ TRUNG MSSV:09203063
i : số lần cắt trong 1 nguyên công
- Do tiện 1 lần hết lượng dư 1.9 mm nên i = 1
Vậy:
16.050361.0
31235.
.
2101
xnS
LLLt
2.0138015.0
3338.
.
2102
xnS
LLLt
1.0138015.0
317.
.
103
xnS
LLt
1.0138015.0
32.
.
104
xnS
LLt
T0 = t01 + t02 + t03 + t04 =0.56 (phút)
Thời gian thực hiện:
tnpvpTC TTTTT 0 (phút)
Trong đó Ttc: thời gian từng chiếc (thời gian nguyên công)
T0: Thời gian cơ bản biến đổi trực tiếp hình dáng chi tiết
Tp:Thời gian phụ, tính gần đúng Tp = 10% T0
Tpv: Thời gian phục vụ gồm thời gian phục vụ kỹ thuật
(Tpvkt = 8%T0) và thời gian phục vụ tổ chức (Tpvtc = 3%T0)
Ttn: Thời gian nghĩ ngơi tự nhiên của công nhân (Ttn = 5% T0)
00000 %5%3%8%10 TTTTTTTC
7056,056,0%.556,0%.356,0%.856.0%.1056,0 TCT phút
5.2 Tiện tinh:
inS
LLLT .
.
210
(phút)
- Do tiện 1 lần hết lượng dư 0,1 mm nên i = 1
Vậy:
2.095822.0
3335.
.
2101
xnS
LLLt
21.0138015.0
3338.
.
2102
xnS
LLLt

Đồ Án Công Nghệ Chế Tạo Máy GVHD: NGUYỄN PHI TRUNG
22
SVTH: NGUYỄN CHÍ TRUNG MSSV:09203063
1.0138015.0
317.
.
103
xnS
LLt
T0 = t01 + t02 + t03 =0.51 (phút)
Vậy thời gian tiện tinh là:
00000 %5%3%8%10 TTTTTTTC
6426,051,0%.551,0%.351,0%.851.0%.1051,0 TCT phút
Thời gian nguyên công là: 348,16426,07056,0 tientinhtientho TTT phút
Bảng tổng kết:
II. Nguyên công 2: Tiện mặt 2, 5, 6, 7.
1. Sơ đồ gá đặt :
Các bước nguyên công :
Bước 1 Tiện thô mặt 2, 5, 6, 7 đạt cấp chính xác 12, Rz=40 µm
S
S
n
Z
Y
X
o
W
Z Z YY X
W
Bước
Mặt gia công t (mm) s (mm/v) v (mm/ph) n(v/ph) T (ph)
Tiện thô -Mặt 1
- Ø38
-Mặt 3
-Mặt 4
1.9
1.9
1.9
1.9
0.61
0.15
0.15
0.15
173
165
173
191
503
1380
1380
1380
0,7056
Tiện tinh -Mặt 1
- Ø38
-Mặt 3
0.1
0.1
0.1
0.22
0.15
0.15
331
165
173
958
1380
1380
0,6426

Đồ Án Công Nghệ Chế Tạo Máy GVHD: NGUYỄN PHI TRUNG
23
SVTH: NGUYỄN CHÍ TRUNG MSSV:09203063
Bước 2 Tiện tinh mặt 2, 5 đạt cấp chính xác 7, Ra= 1.6 µm
Định vị :
Để gia công mặt (5) ta sử dụng chuẩn tinh chính cần khống chế các bậc tự do sau:
Dùng đồ gá bung khống chế 5 bậc tự do.
Phương án kẹp chặt :
Đồ gá bung vừa định vị vừa kẹp chặt.
Sai số chuẩn: c
c = 0 (chuẩn định vị trùng gốc kích thước).
2.Chọn máy:
-Chọn máy Tiện T616 (trang 216; [6])
Thông số máy:
Đặc tính kỹ thuật Thông số
Chiều cao tâm (mm) 160
Khoảng cách giữa 2 tâm (mm) 750
Đường kính trục chính (mm) 35
Côn mooc số 5
Số vòng quay trục chính (v/p) 44-66-91-120-173-240-350-503-723-
958-1380-1980.
Công suất động cơ( kw ) 4.5
3.Chọn dụng cụ cắt:
Dao tiện ngoài gắn mảnh hợp kim cứng BK8 (bảng 4 –6; 297; [3])
Dao tiện rãnh gắn mảnh hợp kim cứng BK8 (bảng 4 –8; 298; [3])
Dao tiện lỗ gắn mảnh hợp kim cứng BK8 (bảng 4 –14; 302; [3])
4.1 Tiện thô:
Tiện mặt 2.
- Chiều sâu cắt: t = 1.9 mm.
- Lượng chạy dao S=0.6-0.9 mm/v.(bảng 5-60; 52; [4] .Theo thuyết minh máy : chọn Sd
= 0.61 mm/v
- Tốc độ cắt : v = 195 ( m/phút ) (Bảng 5-65; 57; [4])
- Số vòng quay : 56411014.3
19510001000
D
Vn
(vòng/phút)
Theo TMM: chọn n =503 v/ph
Vận tốc thực tế : V= 1731000
503.110.
1000
..
maynD (mm/phút)

Đồ Án Công Nghệ Chế Tạo Máy GVHD: NGUYỄN PHI TRUNG
24
SVTH: NGUYỄN CHÍ TRUNG MSSV:09203063
Tiện mặt 5.
- Chiều sâu cắt: t = 0.9 mm.
- Lượng chạy dao S=0.12-0.16 mm/v.(bảng 5-61; 52; [4] .Theo thuyết minh máy : chọn
Sd = 0.15 mm/v
- Tốc độ cắt : v = 177 ( m/phút ) (Bảng 5-65 ; 57; [4])
- Số vòng quay : 14094014.3
17710001000
D
Vn
(vòng/phút)
Theo TMM: chọn n =1380 v/ph
Vận tốc thực tế : V= 1731000
1380.40.
1000
..
maynD (mm/phút)
Tiện mặt 6.
- Chiều sâu cắt: t = 2 mm.
- Lượng chạy dao S=0.12-0.16 mm/v.(bảng 5-61; 52; [4] .Theo thuyết minh máy : chọn
Sd = 0.15 mm/v
- Tốc độ cắt : v = 177 ( m/phút ) (Bảng 5-65 ; 57; [4])
- Số vòng quay : 12814414.3
17710001000
D
Vn
(vòng/phút)
Theo TMM: chọn n =1380 v/ph
Vận tốc thực tế : V= 1911000
1380.44.
1000
..
maynD (mm/phút)
Tiện mặt 7.
- Chiều sâu cắt: t = 1 mm.
- Lượng chạy dao S=0.6-0.9 mm/v.(bảng 5-60; 52; [4] .Theo thuyết minh máy : chọn Sd
= 0.61 mm/v
- Tốc độ cắt : v = 195 ( m/phút ) (Bảng 5-65; 57; [4])
- Số vòng quay : 10356014.3
19510001000
D
Vn
(vòng/phút)
Theo TMM: chọn n =958 v/ph
Vận tốc thực tế : V= 1801000
958.60.
1000
..
maynD (mm/phút)
4.2 Tiện tinh:
Tiện mặt 2.
- Chiều sâu cắt: t = 0.1 mm.
- Lượng chạy dao S=0.15-0.25 mm/v.(bảng 5-60; 52; [4] .Theo thuyết minh máy : chọn
Sd = 0.22 mm/v

Đồ Án Công Nghệ Chế Tạo Máy GVHD: NGUYỄN PHI TRUNG
25
SVTH: NGUYỄN CHÍ TRUNG MSSV:09203063
- Tốc độ cắt : v = 314 ( m/phút ) (Bảng 5-65; 57; [4])
- Số vòng quay : 90911014.3
31410001000
D
Vn
(vòng/phút)
Theo TMM: chọn n =958 v/ph
Vận tốc thực tế : V= 3311000
958.110.
1000
..
maynD (mm/phút)
Tiện mặt 5.
- Chiều sâu cắt: t = 0.1 mm.
- Lượng chạy dao S=0.12-0.16 mm/v.(bảng 5-61; 52; [4] .Theo thuyết minh máy : chọn
Sd = 0.15 mm/v
- Tốc độ cắt : v = 177 ( m/phút ) (Bảng 5-65 ; 57; [4])
- Số vòng quay : 14094014.3
17710001000
D
Vn
(vòng/phút)
Theo TMM: chọn n =1380 v/ph
Vận tốc thực tế : V= 1731000
1380.40.
1000
..
maynD (mm/phút)
5.Thời gian nguyên công:
5.1.Tiện thô:
inS
LLLT .
.
210
(phút)
Trong đó: L : chiều dài bề mặt gia công (mm).
L1 : chiều dài ăn dao (mm).
L2 : chiều dài thoát dao (mm).
S : lượng chạy dao vòng (mm/vòng).
n : số vòng quay hoặc hành trình kép trong một phút
i : số lần cắt trong 1 nguyên công
- Do tiện 1 lần hết lượng dư 1.9 mm nên i = 1
Vậy:
16.050361.0
31235.
.
2101
xnS
LLLt
1.0138015.0
317.
.
102
xnS
LLt
1.0138015.0
32.
.
103
xnS
LLt

Đồ Án Công Nghệ Chế Tạo Máy GVHD: NGUYỄN PHI TRUNG
26
SVTH: NGUYỄN CHÍ TRUNG MSSV:09203063
07.095861.0
35.01.
.
2104
xnS
LLLt
T0 = t01 + t02 + t03 + t04 =0.43 (phút)
Thời gian thực hiện:
tnpvpTC TTTTT 0 (phút)
Trong đó Ttc: thời gian từng chiếc (thời gian nguyên công)
T0: Thời gian cơ bản biến đổi trực tiếp hình dáng chi tiết
Tp:Thời gian phụ, tính gần đúng Tp = 10% T0
Tpv: Thời gian phục vụ gồm thời gian phục vụ kỹ thuật
(Tpvkt = 8%T0) và thời gian phục vụ tổ chức (Tpvtc = 3%T0)
Ttn: Thời gian nghĩ ngơi tự nhiên của công nhân (Ttn = 5% T0)
00000 %5%3%8%10 TTTTTTTC
54,043,0%.543,0%.343,0%.843.0%.1043,0 TCT phút
5.2 Tiện tinh:
inS
LLLT .
.
210
(phút)
- Do tiện 1 lần hết lượng dư 0,1 mm nên i = 1
Vậy:
2.095822.0
3335.
.
2101
xnS
LLLt
1.0138015.0
317.
.
102
xnS
LLt
T0 = t01 + t02 =0.3 (phút)
Vậy thời gian tiện tinh là:
00000 %5%3%8%10 TTTTTTTC
378,03,0%.53,0%.33,0%.83.0%.103,0 TCT phút
Thời gian nguyên công là: 918,0378,054,0 tientinhtientho TTT phút
Bảng tổng kết:
Bước
Mặt gia công t (mm) s (mm/v) v (mm/ph) n(v/ph) T (ph)

Đồ Án Công Nghệ Chế Tạo Máy GVHD: NGUYỄN PHI TRUNG
27
SVTH: NGUYỄN CHÍ TRUNG MSSV:09203063
III. Nguyên công 3: Phay mặt 10.
1. Sơ đồ gá đặt :
Các bước nguyên công :
Bước 1 phay thô mặt 10, 11 đạt cấp chính xác 12, Rz=40 µm
Bước 2 phay bán tinh mặt 10, 11 đạt cấp chính xác 10, Rz=25 µm
Định vị :
Dùng phiến t định vị vào mặt đáy 1 khống chế 3 bậc tự do.
Dùng chốt trụ ngắn định vị vào bề mặt trụ Ø40 khống chế 2 bậc tự do
Phương án kẹp chặt :
Dùng cơ cấu kẹp liên động kẹp vào mặt 2 chi tiết theo phương hướng về phiến t .
Sai số chuẩn: c
c = 0 (chuẩn định vị trùng gốc kích thước).
2.Chọn máy:
-Chọn máy phay đứng 6H12 (trang 221; [6])
Thông số máy:
Đặc tính kỹ thuật Thông số
Sn
W
Z
Y
X
o
Z Z YY X X
Tiện thô -Mặt 2
-Mặt 5
-Mặt 6
-Mặt 7
1.9
0.9
2
1
0.61
0.15
0.15
0.61
173
173
191
180
503
1380
1380
958
0,54
Tiện tinh -Mặt 2
-Mặt 5
0.1
0.1
0.22
0.15
331
165
958
1380
0,378

Đồ Án Công Nghệ Chế Tạo Máy GVHD: NGUYỄN PHI TRUNG
28
SVTH: NGUYỄN CHÍ TRUNG MSSV:09203063
Bề mặt làm việc bàn máy (mm2) 320x1250
Hiệu suất máy Ƞ = 0,75
Số vòng quay trục chính (v/p)
30-37; 5-4; 75-60-75-95-118-150-190-
235-300-375-475-600-753-950-1180-
1500.
Công suất động cơ( kw ) 7
Bước tiến của bàn ( mm/ph) 30-37;5-47;5-60-75-95-118-150-190-
235-300-375-475-600-750-960-1500.
3.Chọn dụng cụ cắt:
Dao phay mặt đầu răng chắp mảnh hợp kim cứng BK8, D = 100 Z = 8 (bảng 4 – 95;
376; [3])
4.1 Phay thô:
- Chiều sâu cắt: t = 2 mm.
- Lượng chạy dao Sz = 0,29 mm/răng ( bảng 5 – 125; 113; [4])
- D = 100 mm
- Z = 8 răng
- S = Sz.Z = 0,29.8 = 2,32 mm/vòng
- Vận tốc cắt: V = 158 m/ph (bảng 5 – 127; 115; [4])
- 503100.14,3
158.10001000
D
Vn
vòng/phút. Chọn theo vòng quay của máy 475 vòng/phút.
-Lượng chạy dao phút là: 1102475.8.29,0.. nZSS zph mm/ph. Chọn theo thông số
máy Sph = 960 mm/ph.
-Vận tốc cắt thực tế là: 1491000
475.100.14,3
1000
..
nDVtt
m/phút
-Nc = 3,3 kw (bảng 5-130; 118; [4])
4.2 Phay bán tinh:
- Chiều sâu cắt: t = 0.5 mm,
- Lượng chạy dao Sz = 0,24 mm/răng ( bảng 5 – 125; 113; [4])
- D = 100 mm
- Z = 8 răng
- S = Sz.Z = 0,24.8 = 1,92 mm/vòng

Đồ Án Công Nghệ Chế Tạo Máy GVHD: NGUYỄN PHI TRUNG
29
SVTH: NGUYỄN CHÍ TRUNG MSSV:09203063
- Vận tốc cắt: V = 158 m/ph (bảng 5 – 127; 115; [4])
- 503100.14,3
158.10001000
D
Vn
vòng/phút. Chọn theo vòng quay của máy 475 vòng/phút.
-Lượng chạy dao phút là: 912475.8.24,0.. nZSS zph mm/ph. Chọn theo thông số
máy Sph = 750 mm/ph.
-Vận tốc cắt thực tế là: 1491000
475.100.14,3
1000
DnVtt
m/phút
-Nc = 1,6 kw (bảng 5-130; 118; [4])
5.Thời gian nguyên công:
5.1.Phay thô:
inS
LLLT .
.
210
(phút)
Trong đó: L : chiều dài bề mặt gia công (mm).
L1 : chiều dài ăn dao (mm).
L2 : chiều dài thoát dao (mm).
S : lượng chạy dao vòng (mm/vòng).
n : số vòng quay hoặc hành trình kép trong một phút
i : số lần cắt trong 1 nguyên công
- Do phay 1 lần hết lượng dư 2 mm nên i = 1
)35,0()(1 tDtL mm
35,0210021 L mm = 17 mm
mmL 522
Vậy:
047,0475.32,2
517300
T phút
Thời gian thực hiện:
tnpvpTC TTTTT 0 (phút)
Trong đó Ttc: thời gian từng chiếc (thời gian nguyên công)
T0: Thời gian cơ bản biến đổi trực tiếp hình dáng chi tiết
Tp:Thời gian phụ, tính gần đúng Tp = 10% T0

Đồ Án Công Nghệ Chế Tạo Máy GVHD: NGUYỄN PHI TRUNG
30
SVTH: NGUYỄN CHÍ TRUNG MSSV:09203063
Tpv: Thời gian phục vụ gồm thời gian phục vụ kỹ thuật
(Tpvkt = 8%T0) và thời gian phục vụ tổ chức (Tpvtc = 3%T0)
Ttn: Thời gian nghĩ ngơi tự nhiên của công nhân (Ttn = 5% T0)
00000 %5%3%8%10 TTTTTTTC
15,0047,0%.5047,0%.3047,0%.8047.0%.10047,0 TCT phút
5.2 Phay tinh:
inS
LLLT .
.
210
(phút)
- Do phay 1 lần hết lượng dư 0,5 mm nên i = 1
)35,0()(1 tDtL mm
35,05,01005,01 L mm = 10,05 mm
mmL 522
Vậy:
049,0475.92,1
505,10300
T phút
Vậy thời gian phay bán tinh là:
00000 %5%3%8%10 TTTTTTTC
06,0049,0%.5049,0%.3049,0%.8049.0%.10049,0 TCT phút
Thời gian nguyên công là: 21,015,006,0 phaythôphaytinh TTT phút
Bảng tổng kết:
IV. Nguyên công 4: Phay mặt 11.
2. Sơ đồ gá đặt :
Bước
t (mm) s (mm/ph) v (m/ph) n(v/ph) T (ph)
Phay thô 2 960 149 475 0,15
Phay bán tinh 0,5 750 149 475 0,06

Đồ Án Công Nghệ Chế Tạo Máy GVHD: NGUYỄN PHI TRUNG
31
SVTH: NGUYỄN CHÍ TRUNG MSSV:09203063
Các bước nguyên công :
Bước 1 phay thô mặt 10, 11 đạt cấp chính xác 12, Rz=40 µm
Bước 2 phay bán tinh mặt 10, 11 đạt cấp chính xác 10, Rz=25 µm
Định vị :
Dùng phiến t định vị vào mặt đáy 1 khống chế 3 bậc tự do.
Dùng chốt trụ ngắn định vị vào bề mặt trụ Ø40 khống chế 2 bậc tự do
Phương án kẹp chặt :
Dùng cơ cấu kẹp liên động kẹp vào mặt 2 chi tiết theo phương hướng về phiến t .
Sai số chuẩn: c
c = 0 (chuẩn định vị trùng gốc kích thước).
2.Chọn máy:
-Chọn máy phay đứng 6H12 (trang 221; [6])
Thông số máy:
Đặc tính kỹ thuật Thông số
Bề mặt làm việc bàn máy (mm2) 320x1250
Hiệu suất máy Ƞ = 0,75
Số vòng quay trục chính (v/p)
30-37; 5-4; 75-60-75-95-118-150-190-
235-300-375-475-600-753-950-1180-
1500.
Công suất động cơ( kw ) 7
Bước tiến của bàn ( mm/ph) 30-37;5-47;5-60-75-95-118-150-190-
235-300-375-475-600-750-960-1500.
3.Chọn dụng cụ cắt:
Dao phay mặt đầu răng chắp mảnh hợp kim cứng BK8, D = 100 Z = 8 (bảng 4 – 95;
376; [3])
Sn
W
Z
Y
X
o
Z Z YY X X

Đồ Án Công Nghệ Chế Tạo Máy GVHD: NGUYỄN PHI TRUNG
32
SVTH: NGUYỄN CHÍ TRUNG MSSV:09203063
4.1 Phay thô:
- Chiều sâu cắt: t = 2 mm.
- Lượng chạy dao Sz = 0,29 mm/răng ( bảng 5 – 125; 113; [4])
- D = 100 mm
- Z = 8 răng
- S = Sz.Z = 0,29.8 = 2,32 mm/vòng
- Vận tốc cắt: V = 158 m/ph (bảng 5 – 127; 115; [4])
- 503100.14,3
158.10001000
D
Vn
vòng/phút. Chọn theo vòng quay của máy 475 vòng/phút.
-Lượng chạy dao phút là: 1102475.8.29,0.. nZSS zph mm/ph. Chọn theo thông số
máy Sph = 960 mm/ph.
-Vận tốc cắt thực tế là: 1491000
475.100.14,3
1000
..
nDVtt
m/phút
-Nc = 3,3 kw (bảng 5-130; 118; [4])
4.2 Phay bán tinh:
- Chiều sâu cắt: t = 0.5 mm,
- Lượng chạy dao Sz = 0,24 mm/răng ( bảng 5 – 125; 113; [4])
- D = 100 mm
- Z = 8 răng
- S = Sz.Z = 0,24.8 = 1,92 mm/vòng
- Vận tốc cắt: V = 158 m/ph (bảng 5 – 127; 115; [4])
- 503100.14,3
158.10001000
D
Vn
vòng/phút. Chọn theo vòng quay của máy 475 vòng/phút.
-Lượng chạy dao phút là: 912475.8.24,0.. nZSS zph mm/ph. Chọn theo thông số
máy Sph = 750 mm/ph.
-Vận tốc cắt thực tế là: 1491000
475.100.14,3
1000
DnVtt
m/phút
-Nc = 1,6 kw (bảng 5-130; 118; [4])
5.Thời gian nguyên công:
5.1.Phay thô:
inS
LLLT .
.
210
(phút)

Đồ Án Công Nghệ Chế Tạo Máy GVHD: NGUYỄN PHI TRUNG
33
SVTH: NGUYỄN CHÍ TRUNG MSSV:09203063
Trong đó: L : chiều dài bề mặt gia công (mm).
L1 : chiều dài ăn dao (mm).
L2 : chiều dài thoát dao (mm).
S : lượng chạy dao vòng (mm/vòng).
n : số vòng quay hoặc hành trình kép trong một phút
i : số lần cắt trong 1 nguyên công
- Do phay 1 lần hết lượng dư 2 mm nên i = 1
)35,0()(1 tDtL mm
35,0210021 L mm = 17 mm
mmL 522
Vậy:
047,0475.32,2
517300
T phút
Thời gian thực hiện:
tnpvpTC TTTTT 0 (phút)
Trong đó Ttc: thời gian từng chiếc (thời gian nguyên công)
T0: Thời gian cơ bản biến đổi trực tiếp hình dáng chi tiết
Tp:Thời gian phụ, tính gần đúng Tp = 10% T0
Tpv: Thời gian phục vụ gồm thời gian phục vụ kỹ thuật
(Tpvkt = 8%T0) và thời gian phục vụ tổ chức (Tpvtc = 3%T0)
Ttn: Thời gian nghĩ ngơi tự nhiên của công nhân (Ttn = 5% T0)
00000 %5%3%8%10 TTTTTTTC
15,0047,0%.5047,0%.3047,0%.8047.0%.10047,0 TCT phút
5.2 Phay tinh:
inS
LLLT .
.
210
(phút)
- Do phay 1 lần hết lượng dư 0,5 mm nên i = 1
)35,0()(1 tDtL mm
35,05,01005,01 L mm = 10,05 mm

Đồ Án Công Nghệ Chế Tạo Máy GVHD: NGUYỄN PHI TRUNG
34
SVTH: NGUYỄN CHÍ TRUNG MSSV:09203063
mmL 522
Vậy:
049,0475.92,1
505,10300
T phút
Vậy thời gian phay bán tinh là:
00000 %5%3%8%10 TTTTTTTC
06,0049,0%.5049,0%.3049,0%.8049.0%.10049,0 TCT phút
Thời gian nguyên công là: 21,015,006,0 phaythôphaytinh TTT phút
Bảng tổng kết:
V. Nguyên công 5: Khoan lỗ (9)
1.Sơ đồ gá đặt :
Phương án gia công:
Khoan lỗ Ø10 đạt cấp chính xác 12, Rz= 25
Định vị :
Dùng 2 phiếm t định vị mặt đầu (1) khống chế 3 bậc tự do.
Mặt trụ trong (3) khống chế 2 bật tự do bằng chốt trụ ngắn.
Mặt bên khống chế 1 bật tự do bằng chốt trụ chõm cầu.
Phương án kẹp chặt :
Dùng cơ cấu kẹp liên động kẹp vào mặt 2 chi tiết theo phương hướng về phiến t .
Sai số chuẩn: c
W
n
Z
Y
X
o Z Z YY X X
Bước
t (mm) s (mm/ph) v (m/ph) n(v/ph) T (ph)
Phay thô 2 960 149 475 0,15
Phay bán tinh 0,5 750 149 475 0,06

Đồ Án Công Nghệ Chế Tạo Máy GVHD: NGUYỄN PHI TRUNG
35
SVTH: NGUYỄN CHÍ TRUNG MSSV:09203063
c = 0 (chuẩn định vị trùng gốc kích thước).
2.Chọn máy:
-Chọn máy khoan đứng 2A135 (trang 220; [6])
Thông số máy:
Đặc tính kỹ thuật Thông số
Đường kính lớn nhất khoan được (mm) Ø35
Hiệu suất máy Ƞ = 0,8
Số vòng quay trục chính (v/p) 68; 100; 140; 195; 275; 400; 530; 750;
1100.
Công suất động cơ( kw ) 6
Bước tiến của bàn ( mm/v) 0,11- 0,15- 0,20- 0,25- 0,32- 0,43-
0,57- 0,72- 0,96- 1,22- 1,6.
3.Chọn dụng cụ cắt:
- Mũi khoan ruột gà thép gió đuôi trụ loại trung bình D10 L180 l100 (bảng 4-40; 319;
[3])
4.Chế độ cắt:
- - Chiều sâu cắt: 52
10
2
Dt mm
- Lượng chạy dao: S = 0,25 mm/vòng ( bảng 5- 25; 21; [4]), chọn theo thông số máy S
= 0,25 mm/vòng
- Vận tốc cắt: V = 28 m/vòng ( bảng 5-90; 86; [4])
- 59515.14,3
28.1000
.
.1000
D
Vn
vòng/phút. Chọn theo vòng quay của máy 530 vòng/phút.
-Vận tốc cắt thực tế là: 251000
530.15.14,3
1000
..
nDVtt
m/phút = 25000 mm/phút
-Nc = 1,5 kw (bảng 5-92; 87; [4])
5.Thời gian nguyên công:
inS
LLLT .
.
210
mmD
L o 5,4260cos.5)25,0(cos2
1
mmL 312
Đồ Án Công Nghệ Chế Tạo Máy GVHD: NGUYỄN PHI TRUNG
36
SVTH: NGUYỄN CHÍ TRUNG MSSV:09203063
Vậy:
15,01.530.25,0
35,4120
T phút
Thời gian thực hiện:
tnpvpTC TTTTT 0 (phút)
00000 %5%3%8%10 TTTTTTTC
2,015,0%.515,0%.315,0%.815,0%.1015,0 TCT phút.
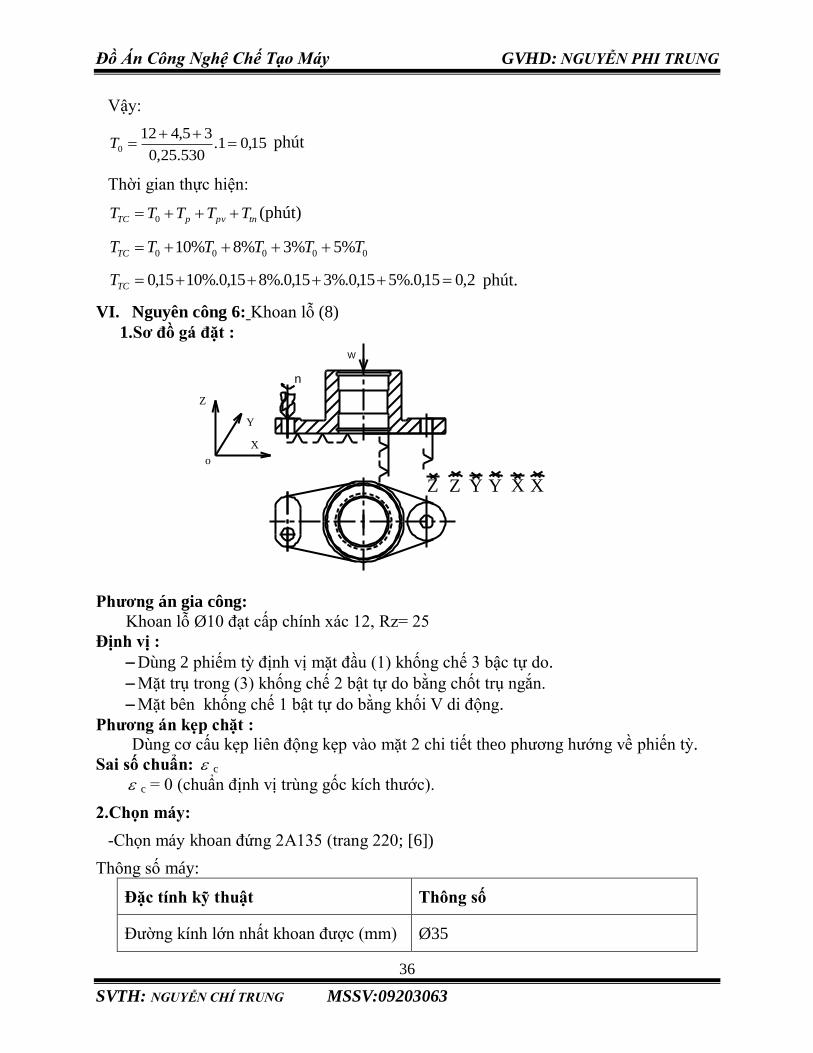
VI. Nguyên công 6: Khoan lỗ (8)
1.Sơ đồ gá đặt :
Phương án gia công:
Khoan lỗ Ø10 đạt cấp chính xác 12, Rz= 25
Định vị :
Dùng 2 phiếm t định vị mặt đầu (1) khống chế 3 bậc tự do.
Mặt trụ trong (3) khống chế 2 bật tự do bằng chốt trụ ngắn.
Mặt bên khống chế 1 bật tự do bằng khối V di động.
Phương án kẹp chặt :
Dùng cơ cấu kẹp liên động kẹp vào mặt 2 chi tiết theo phương hướng về phiến t .
Sai số chuẩn: c
c = 0 (chuẩn định vị trùng gốc kích thước).
2.Chọn máy:
-Chọn máy khoan đứng 2A135 (trang 220; [6])
Thông số máy:
Đặc tính kỹ thuật Thông số
Đường kính lớn nhất khoan được (mm) Ø35
W
n
Z
Y
X
o
Z Z YY X X

Đồ Án Công Nghệ Chế Tạo Máy GVHD: NGUYỄN PHI TRUNG
37
SVTH: NGUYỄN CHÍ TRUNG MSSV:09203063
Hiệu suất máy Ƞ = 0,8
Số vòng quay trục chính (v/p) 68; 100; 140; 195; 275; 400; 530; 750;
1100.
Công suất động cơ( kw ) 6
Bước tiến của bàn ( mm/v) 0,11- 0,15- 0,20- 0,25- 0,32- 0,43-
0,57- 0,72- 0,96- 1,22- 1,6.
3.Chọn dụng cụ cắt:
- Mũi khoan ruột gà thép gió đuôi trụ loại trung bình D10 L180 l100 (bảng 4-40; 319;
[3])
4.Chế độ cắt:
- - Chiều sâu cắt: 52
10
2
Dt mm
- Lượng chạy dao: S = 0,25 mm/vòng ( bảng 5- 25; 21; [4]), chọn theo thông số máy S
= 0,25 mm/vòng
- Vận tốc cắt: V = 28 m/vòng ( bảng 5-90; 86; [4])
- 59515.14,3
28.1000
.
.1000
D
Vn
vòng/phút. Chọn theo vòng quay của máy 530 vòng/phút.
-Vận tốc cắt thực tế là: 251000
530.15.14,3
1000
..
nDVtt
m/phút = 25000 mm/phút
-Nc = 1,5 kw (bảng 5-92; 87; [4])
5.Thời gian nguyên công:
inS
LLLT .
.
210
mmD
L o 5,4260cos.5)25,0(cos2
1
mmL 312
Vậy:
15,01.530.25,0
35,4120
T phút
Thời gian thực hiện:
tnpvpTC TTTTT 0 (phút)
00000 %5%3%8%10 TTTTTTTC

Đồ Án Công Nghệ Chế Tạo Máy GVHD: NGUYỄN PHI TRUNG
38
SVTH: NGUYỄN CHÍ TRUNG MSSV:09203063
2,015,0%.515,0%.315,0%.815,0%.1015,0 TCT phút.
VII. Nguyên công 7: Phay rãnh 8.
3. Sơ đồ gá đặt :
Các bước nguyên công :
Bước 1 phay thô rãnh 8 đạt cấp chính xác 12, Rz=40 µm
Định vị :
Dùng phiến t định vị vào mặt đáy 1 khống chế 3 bậc tự do.
Dùng chốt trụ ngắn định vị vào bề mặt trụ Ø40 khống chế 2 bậc tự do
Chốt trám khống chế 1 bậc tự do.
Phương án kẹp chặt :
Dùng cơ cấu kẹp liên động kẹp vào mặt 2 chi tiết theo phương hướng về phiến t .
Sai số chuẩn: c
c = 0 (chuẩn định vị trùng gốc kích thước).
2.Chọn máy:
-Chọn máy phay đứng 6H12 (trang 221; [6])
Thông số máy:
Đặc tính kỹ thuật Thông số
Bề mặt làm việc bàn máy (mm2) 320x1250
Hiệu suất máy Ƞ = 0,75
Số vòng quay trục chính (v/p)
30-37; 5-4; 75-60-75-95-118-150-190-
235-300-375-475-600-753-950-1180-
1500.
Công suất động cơ( kw ) 7
W
nZ
Y
X
o
Z Z YY X X

Đồ Án Công Nghệ Chế Tạo Máy GVHD: NGUYỄN PHI TRUNG
39
SVTH: NGUYỄN CHÍ TRUNG MSSV:09203063
Bước tiến của bàn ( mm/ph) 30-37;5-47;5-60-75-95-118-150-190-
235-300-375-475-600-750-960-1500.
3.Chọn dụng cụ cắt:
Dao phay ngón hợp kim cứng BK8, D = 10 Z = 4 (bảng 4 – 71; 360; [3])
4.1 Phay thô:
- Chiều sâu cắt: t = 2 mm.
- Lượng chạy dao Sz = 0,29 mm/răng ( bảng 5 – 125; 113; [4])
- D = 100 mm
- Z = 8 răng
- S = Sz.Z = 0,29.8 = 2,32 mm/vòng
- Vận tốc cắt: V = 158 m/ph (bảng 5 – 127; 115; [4])
- 503100.14,3
158.10001000
D
Vn
vòng/phút. Chọn theo vòng quay của máy 475 vòng/phút.
-Lượng chạy dao phút là: 1102475.8.29,0.. nZSS zph mm/ph. Chọn theo thông số
máy Sph = 960 mm/ph.
-Vận tốc cắt thực tế là: 1491000
475.100.14,3
1000
..
nDVtt
m/phút
-Nc = 3,3 kw (bảng 5-130; 118; [4])
5.Thời gian nguyên công:
5.1.Phay thô:
inS
LLLT .
.
210
(phút)
Trong đó: L : chiều dài bề mặt gia công (mm).
L1 : chiều dài ăn dao (mm).
L2 : chiều dài thoát dao (mm).
S : lượng chạy dao vòng (mm/vòng).
n : số vòng quay hoặc hành trình kép trong một phút
i : số lần cắt trong 1 nguyên công
- Do phay 1 lần hết lượng dư 2 mm nên i = 1
)35,0()(1 tDtL mm

Đồ Án Công Nghệ Chế Tạo Máy GVHD: NGUYỄN PHI TRUNG
40
SVTH: NGUYỄN CHÍ TRUNG MSSV:09203063
35,0210021 L mm = 17 mm
mmL 522
Vậy:
047,0475.32,2
517300
T phút
Thời gian thực hiện:
tnpvpTC TTTTT 0 (phút)
Trong đó Ttc: thời gian từng chiếc (thời gian nguyên công)
T0: Thời gian cơ bản biến đổi trực tiếp hình dáng chi tiết
Tp:Thời gian phụ, tính gần đúng Tp = 10% T0
Tpv: Thời gian phục vụ gồm thời gian phục vụ kỹ thuật
(Tpvkt = 8%T0) và thời gian phục vụ tổ chức (Tpvtc = 3%T0)
Ttn: Thời gian nghĩ ngơi tự nhiên của công nhân (Ttn = 5% T0)
00000 %5%3%8%10 TTTTTTTC
15,0047,0%.5047,0%.3047,0%.8047.0%.10047,0 TCT phút
Bảng tổng kết:
Bước
t (mm) s (mm/ph) v (m/ph) n(v/ph) T (ph)
Phay thô 2 960 149 475 0,15

Đồ Án Công Nghệ Chế Tạo Máy GVHD: NGUYỄN PHI TRUNG
41
SVTH: NGUYỄN CHÍ TRUNG MSSV:09203063
CHƯƠNG VI. XÁC ĐỊNH LƯỢNG DƯ GIA CÔNG
Tính lượng dư nguyên công 1: phay mặt 10.
- Bề mặt chi tiết sau gia công phải đạt Rz25 tương đương cấp nhẵn bóng là cấp
5(bảng hướng dẫn đồ án)
- Cấp chính xác kích thước là cấp 10 (bảng hướng dẫn đồ án).
- Gia công chi tiết bằng máy phay đứng dùng dao phay mặt đầu.
- Để đạt được cấp chính xác 10 và độ nhẵn bóng cấp 5 cần phải qua gia công bán
tinh (bảng hướng dẫn đồ án).
- vật liệu là gang xám nên sau bước thứ nhất = 0.(trang21; [10])
- Áp dụng công thức Kovan
- : chiều cao nhấp nhô do nguyên công hay bước sát trước để lại.
- : chiều sâu lớp hư hỏng do nguyên công hay buớc sát trước để lại.
- : sai lệch về vị trí không gian do nguyên công hay buớc sát trước để lại.
- : sai số gá đặt do nguyên công hay bước đang thực hiện. Bước công nghệ, độ nhám và cấp chính xác như sau:
- Tạo phôi: do là phôi đúc nên Rza +Ta = 400 ( ). Cấp cx I. (3_65; 235; [3]).
- Do mặt đế là mặt trên(vị trí rót kim lọai) nên cộng thêm vào ( Rza + Ta ) = 900
(trang 235, [3]).
- Phay thô: sau phay thô có được Rz = (bảng hướng dẫn đồ án). Ta = 0.
- Phay tinh: sau phay tinh có thể đạt giá trị Rz = 25 (bảng 3-69; 237; [3]). và Ta =
0.
- Sai số kẹp = 90(bảng 24; 50; [12])
- Sai số chuẩn =0 μm.
1. Phay thô
+ IT 12
+ 1zR =50, 1aT = 0
2. Phay tinh
Sn
W
Z
Y
X
o
Z Z YY X X

Đồ Án Công Nghệ Chế Tạo Máy GVHD: NGUYỄN PHI TRUNG
42
SVTH: NGUYỄN CHÍ TRUNG MSSV:09203063
+ IT 9
+ 2zR =10, 2aT = 0
Vì vật liệu là gang xám nên chiều sâu lớp biến cứng sau bước gia công đầu tiên là không
có 1aT = 2aT = 0
Sai lệch không gian tổng cộng
22
0 cmcv
Trong đó:
cm = 0
cv = k.l :sai số do cong vênh của bề mặt gia công ( m )
(với k = 1 ( m/mm) (Bảng 3-67; 236; [3])
l chiều dài lớn nhất của chi tiết, l= 115
cv = 1x115= 115 m
Vậy sai lệch không gian tổng cộng của phôi là:
0 115 ( m)
Sai lệch không gian khi phay thô:
01 05.0 = 5.75 m
Sai lệch không gian khi phay tinh:
02 04.0 = 4.6 m
Lượng dư gia công:
iiizii TRZ 111min
Lượng dư cho phay thô:
1000min1 az TRZ
= 500 +115 = 615 m
Lượng dư cho phay tinh:
2111min2 az TRZ
= 50 + 5.75 = 55.75 m
-Kích thước tính toán:
2D = 12 – 0.02 = 11.98 mm
1D = 11.98 + 0.05575 = 12.0357 mm
0D = 12.0357 + 0.615 = 12.6507 mm
Dung sai kích thước trung gian ( bảng 3-98; 253; [3])
+ Dung sai phôi: 0 = 0.8 mm (cấp chính xác 15)
+ Dung sai kích thước sau bước phay thô: 1 = 0.46 mm (cấp chính xác 13)
+ Dung sai kích thước sau bước phay tinh: 2 = 0.04 mm (cấp chính xác 8)
Quy tròn kích thước lớn nhất và tính kích thước nhỏ nhất:

Đồ Án Công Nghệ Chế Tạo Máy GVHD: NGUYỄN PHI TRUNG
43
SVTH: NGUYỄN CHÍ TRUNG MSSV:09203063
Kích thước lớn nhất và nhỏ nhất của chi tiết:
2minD = 11.98 mm
2mazD = 11.98 + 0.04 = 12.02 mm
Kích thước lớn nhất và nhỏ nhất của phôi trước khi phay tinh:
1minD = 12.0357 mm
1maxD = 12.0357 + 0.46 = 12.4957 mm
Kích thước lớn nhất và nhỏ nhất của phôi trước khi phay thô:
0minD = 12.65 mm
0maxD = 12.65 + 0.8 = 13.45 mm
Lượng dư trung gian lớn nhất và bé nhất của chi tiết:
Bước phay thô: 1min0min1min DDZ =12.65 – 12.04= 0.61 mm
101 mazmazmaz DDZ = 13.45 – 12.5= 0.95 mm
Bước phay tinh: 2min1min2min DDZ = 12.04 – 11.98= 0.06 mm
212 mazmazmaz DDZ = 12.5 – 12.02= 0.48 mm
Lượng dư tổng cộng:
max0Z = 1.43 mm
min0Z = 0.67 mm
Thử lại:
min00 ZZ maz = 1.43 – 0.67 = 0.76 mm
ctphôi = 0.8 – 0.04= 0.76 mm
Bảng tính lượng dư:
Trình
tự
các
bước
công
nghệ
Các yếu tố của lượng
dư
Lượng
dư tính
toán
Zbmin
Kích
thước
tính
toán
mm
Dung
sai
mm
Kích thước
giới hạn
mm
Lượng dư
giới hạn
mm
Rza
Ta a b
max min Zbmin Zbmax
Phôi 900 115 12.65 0.8 13.45 12.65
Phay
thô 50
5.75 0 615 12.04 0,46 12.5 12.04 0.61 0.95
Phay
tinh 25 4.6 0 55.75 11.98 0,04 12.02 11.98 0.06 0.48
Tổng 0.67 1.43

Đồ Án Công Nghệ Chế Tạo Máy GVHD: NGUYỄN PHI TRUNG
44
SVTH: NGUYỄN CHÍ TRUNG MSSV:09203063
CHƯƠNG VII. XÁC ĐỊNH CHẾ ĐỘ CẮT
Chọn máy: máy phay đứng 6H12, công suất 7kW
Định vị:mặt phẳng hạn chế 3 bậc tự do,mặt trụ Ø40 hạn chế 2 bậc tự do
ẹp chặt: từ trên xuống bằng 2 mỏ kẹp tự định tâm
Chọn dao: dao phay mặt đầu có gắn mảnh hợp kim cứng BK6, D = 100 mm. Số răng Z
= 10 răng(bảng 4-96; 377; [3] )
1/ Phay thô
a/ Chiều sâu cắt t, chiều rộng phay B
t=2 mm, B= 30mm
b/ Lượng chạy dao s:
Ta có
Trong đó:
n: số vòng quay của dao phay (vòng/phút)
Z: số răng của dao phay
SZ: lượng chạy dao răng (mm/răng)
S: lượng chạy dao vòng (mm/vòng)
Sph: lượng chạy dao phút (mm/phút)
Sz=0,24 mm/răng (bảng 5-125: 113; [4])
mm/vòng
c/ Tốc độ cắt:
(trang 117 ; [6])
Trong đó:
Cv; m; x; y; u; q v p: l hệ số v (bảng 5-39; 33; [4])
Sn
W
Z
Y
X
o
Z Z YY X X

Đồ Án Công Nghệ Chế Tạo Máy GVHD: NGUYỄN PHI TRUNG
45
SVTH: NGUYỄN CHÍ TRUNG MSSV:09203063
T: chu k bền của dao cho (bảng 5-40;34 ; [4])
Hệ số điều chỉnh chung cho tốc độc cắt phụ thuộc vào các điều kiện cắt cụ thể:
Trong đó:
: hệ số phụ thuộc do chất lượng của vật liệu gia công cho (bảng 5-1,5-4)
: hệ số phụ thuộc do trạng thi bề mặt của phôi bảng 5-5
: hệ số phụ thuộc do vật liệu của dụng cụ cắt bảng 5-6
Tra bảng ta có:
Cv=445;q= 0,2; x= 0,15;y= 0,35; u=0,2 ;p=0; m=0,32
T=180 ph
kMV=1, (bảng 5-1 và 5-2 ; 6 ; [4]
knv= 0,85, (bảng 5-5 ; 8 ; [4])
kuv=1 (bảng 5-6 ; 8 ; [4])
Số vòng quay trục chính l:
*1000* * 160*1000
509 v ng / phut1000 * 3.14*100
tt
Vn DV n ò
D
Theo thông số của máy ta chọn: nm = 600 (vòng/phut)
=0,24*10*600=1440(mm/phut)
Vận tốc cắt thực tế l: Vtt = 3,14*100*600
1881000
(m/pht )
d/ Lực cắt Pz,N
Lực cắt được tính theo công thức:
(trang 28; [4]).
Trong đó: Z- số răng dao phay.
n- số vòng quay của dao, vòng/ph.
và các số mũ cho trong (bảng 5-41).
- hệ số điều chỉnh cho chất lượng của vật liệu gia công đối với thép và
gang cho trong (bảng 5-9).
Giá trị các lực cắt thành phần khác (hình 5-5 và hình 5-6); lực ngang (lực chạy dao) ;
lực thẳng đứng ; lực hướng kính ; lực hướng trục ; được xác định từ quan hệ lực cắt
chính theo (bảng 5-42):
Tra bảng ta có ; x=0,9; y=0,74; u=1; q=1,15; w= 0 (bảng 5-41; 35; [4])
532 (N)

Đồ Án Công Nghệ Chế Tạo Máy GVHD: NGUYỄN PHI TRUNG
46
SVTH: NGUYỄN CHÍ TRUNG MSSV:09203063
e/ Mômen xoắn trục chính của máy
Ở đây: D- đường kính dao phay, mm
g/ Công suất cắt gọt
So sánh với công suất của máy
Nc ≤ Nm
Nghĩa là : 1.63< 7*0,75
Vậy máy 6H12 đủ công suất để phay mặt phẳng.
2/ Phay tinh
a/ Chiều sâu cắt t, chiều rộng phay B
t=0,5mm, B=30mm
b/ Lượng chạy dao s:
Ta có
Trong đó:
n: số vòng quay của dao phay (vong/phut)
Z: số răng của dao phay
SZ: lượng chạy dao răng (mm/răng)
S: lượng chạy dao vịng (mm/vòng)
Sph: lượng chạy dao phút (mm/phút)
Sz=0.19 ( bảng 5-125;113 ; [4])
Sv=Sz.z=0.19*10=1.9 mm/v
c/ Tốc độ cắt:
rong đó:
Tra bảng ta có:
Cv=445;q= 0,2; x= 0,15;y= 0,35; u=0,2 ;p=0; m=0,32 theo (bảng 5-39; 33; [4]) tra
Số vòng quay trục chính l:
16.382100*14,3
1000*55.120
*
1000*
1000
**
D
Vn
DnV t
t
(vòng/pht)
Theo thông số của máy ta chọn: nm = 375 (vòng/pht)
=0,19*10*375=712.5(mm/pht)
Vận tốc cắt thực tế l: Vtt = 75,1171000
375*100*14,3 (m/pht )

Đồ Án Công Nghệ Chế Tạo Máy GVHD: NGUYỄN PHI TRUNG
47
SVTH: NGUYỄN CHÍ TRUNG MSSV:09203063
d/ Lực cắt Pz,N
Lực cắt được tính theo công thức:
Tra bảng ta có ; x=0,9; y=0,74; u=1; q=1,15; w= 0 (bảng 5-41; 33; [4])
Kmp=1 ( bảng 5-9; 9; [4])
233.4(N)
e/ Mơmen xoắn trục chính của máy
Ở đây: D- đường kính dao phay, mm
g/ Công suất cắt gọt
So sánh với công suất của máy
Nc ≤ Nm
Nghĩa l: 0,38< 7*0,75
Vậy máy 6H12 đủ công suất để phay mặt phẳng.

Đồ Án Công Nghệ Chế Tạo Máy GVHD: NGUYỄN PHI TRUNG
48
SVTH: NGUYỄN CHÍ TRUNG MSSV:09203063
Chương VIII. TÍNH TOÁN VÀ THIẾT Ế ĐỒ GÁ
Thiết kế đồ gá cho nguyên công 4 : khoan lỗ 10
Nhiệm vụ thiết kế đồ gá :
- Trong nguyên công gia công lỗ Ø10, nhằm đảm bảo được yêu cầu kỹ thuật cho chi
tiết là độ vuông góc giữa đường tâm lỗ Ø10 với mặt đầu, sai số vị trí của tâm lỗ
Ø10 và độ song song giữa đường tâm lỗ Ø10 với đường tâm lỗ Ø40 nên ta cần
thiết kế đổ gá khoan.
- Việc thiết kế đồ gá cho nguyên công này còn nhằm đạt độ chính xác gia công, tăng
năng suất của nguyên công cũng như gia công toàn bộ chi tiết, giảm chi phí sản
xuất, từ đó làm giảm giá thành sản phẩm.
1.Sơ đồ nguyên lý:
2. Nguyên lý hoạt động:
- Chi tiết gia công được đặt lên 2 phiến t khống chế 3 bậc tự do, chốt trụ ngắn lồng vào
lỗ 40 của chi tiết khống chế 2 bậc tự do, khối V di động khống chế xoay quanh trục z.
- Lực kẹp W lên chi tiết được tạo ra bằng cơ cấu đòn kẹp liên động
- Thân đồ gá được định vị lên bàn máy thông qua hai then dẫn hướng
- Khi gia công dao thực hiện chuyển động quay tại chỗ nm, bàn máy mang đồ gá và chi
tiết thực hiện chuyển động chạy dao S.
- Với nguyên tắc hoạt động như vậy thì đồ gá cần thiết kế phải tạo ra đủ lực kẹp khi gia
công, đồng thời phải đạt được độ chính xác để thực hiện được độ chính xác yêu cầu của
nguyên công.
3. Tính lực kẹp cần thiết khi khoét:
- Ta có các phương trình cân bằng moment sau:
2. W ct .a.f = K.M
W
n
Z
Y
X
o Z Z YY X X
W
Ma

Đồ Án Công Nghệ Chế Tạo Máy GVHD: NGUYỄN PHI TRUNG
49
SVTH: NGUYỄN CHÍ TRUNG MSSV:09203063
2
ct
K MW
f a
f: là hệ số ma sát , lấy f = 0.4 (Bảng 34; 91;[12]).
a :Là khoảng cách từ tâm mũi khoét đến tâm mõ kẹp a = 0.5m.
Trong đó :K = K0.K1.K2.K3.K4.K5.K6 (K: hệ số an toàn chọn K=2,6 ).( 65; [10])
Với K0 : Hệ số chung trong các trường hợp
K1 : Hệ số trong trường hợp gia công thô
K2 : Hệ số tính đến mòn dao
K3 : Hệ số tính đến gia công gián đoạn
K4 : Hệ số tính đến khi kẹp bằng tay
K5 : Hệ số tính đến thuận tiện khi kẹp
K6 : Hệ số tính đến định vị trên phiến t , vì đã xét đến trường hợp lật
M = 53 N.m ( tính ở phần chế độ cắt )
-Lực kẹp cần thiết khi gia công:
=> W ct =af
MK
2=
2,6 1,97128
2 0.4 0.05
(Kg) = 1280 (N)
4. Tính toán đường kính Bulông
Sử dụng cơ cấu đòn kẹp liên động
abQ
wA - AA - A

Đồ Án Công Nghệ Chế Tạo Máy GVHD: NGUYỄN PHI TRUNG
50
SVTH: NGUYỄN CHÍ TRUNG MSSV:09203063
1 . .a b
Q Wctb
(486; [4])
Kích thước đòn kẹp lấy theo (bảng 8-38; 438; [4]).
Tỷ lệ chung của đòn kẹp là : 2,65a b
b
Vậy, lực kẹp trên Bulông sẽ là:
Q1 = 1280 2,65 = 3392 (N) = 339,2 (KG)
11
339,2. 1,4 8,15
10b
Qd C
mm. (Tr 79; [10])
Trong đó: Q1 : là lực kẹp yêu cầu
C = 1.4 với ren hệ mét
σ : ứng suất kéo (nén)
Chọn bulong dbl = 10 mm
Tra bảng 8-51/ 469 sổ tay CNCTM2: Lực kẹp Q1 đối với các loại đai ốc dùng cờ lê vặn
bulông M8 có:
. Bán kính trung bình: rtb = 4.5 mm
. Chiều dài tay vặn: L = 120 mm
. Lực kẹp: Q = 3392 (N) > Q1 = 3150 (N ). Đạt yêu cầu.
. Lực tác động vào tay vặn: P= 45 N = 4,5 Kg
5. iểm tra bền theo ứng suất tương đương:
2 1 339,2
5.2 100 5.2 56[ ] 3.14 10
Qd
mm
2.
Vậy bulong M8 đủ bền.
6. Tính sai số cho phép của đồ gá:
Các thành phần của sai số gá đặt của kích thước 0.015
010 :
dcmctkcdcgkcgd
Ở đây : +εgđ : sai số gá đặt.
+εc : sai số chuẩn.
+εk : sai số kẹp.
+εct : sai số chế tạo.
+εm : sai số mòn.
+εđc : sai số điều chỉnh.
Sai số chuẩn εc: do chuẩn điều chỉnh không trùng với chuẩn kích thước :
Ở đây, sai số chuẩn phát sinh là do sai lệch giữa lỗ 40+0,021
và chốt định vị (H7/h6)

Đồ Án Công Nghệ Chế Tạo Máy GVHD: NGUYỄN PHI TRUNG
51
SVTH: NGUYỄN CHÍ TRUNG MSSV:09203063
max2. 2.(21 16) 10( )c m
Trong đó: max là độ hở lớn nhất giữ lỗ và chốt trụ định vị
Sai số kẹp εk : do lực kẹp vuông góc với phương chạy dao
εk = 0
Sai số mòn εm : do đồ gá khi bị mòn gây ra.
Sai số mòn được tính theo công thức : m N m
+β : hệ số phụ thuộc vào kết cấu đồ định vị.
chọn β = 0,2
+N : Số lượng chi tiết được gia công trên đồ gá.
N = 20000 chi tiết.
=> 0,2 20000 28( )m m
Sai số điều chỉnh εđc : sinh ra trong quá trình lắp ráp và điều chỉnh đồ gá.Chọn εđc = 10
µm
Sai số gá đặt cho phép: 1 1
150 503 3
gđ m
với δ = 150 m : dung sai kích thước chi tiết.
Sai số chế tạo cho phép của đồ gá
2 2 2 2 2 2 2 2 2[ ] [ ] 50 10 28 10kct gđ c m đc
39ct m
Sai số gá đặt:
2 2 2 210 39 10 10 43gđ m
Nhỏ hơn dung sai bước thực hiện δ = 0,15 mm
7 .Yêu cầu kỹ thuật của đồ gá: Từ kết quả tính toán sai số chế tạo cho phép ta đưa ra các yêu cầu kỹ thuật của đồ gá
:
- Độ không song song giữa mặt đáy của thân đồ gá và mặt của phiếm t là:
0.039mm.

Đồ Án Công Nghệ Chế Tạo Máy GVHD: NGUYỄN PHI TRUNG
52
SVTH: NGUYỄN CHÍ TRUNG MSSV:09203063
- Độ không song song giữa tâm của chốt trụ ngắn và đường tâm của bạc dẫn hướng đồ gá
là: 0.039 mm.
- Độ không vuông góc giữa tâm của chốt trụ ngắn và mặt đáy của thân đồ gá: 0,039mm
ẾT LUẬN
Qua môn học đồ án công nghệ chế tạo máy này ,chúng em đã học tập được rất
nhiều điều bổ ích. Một là củng cố lại toàn bộ kiến thức trong các môn công nghệ chế tạo
máy. Hai là chúng em đã tiếp thu được rất nhiều kinh nghiệm do thầy NGUYỄN PHI TRUNG
truyền đạt .Và hơn hết là chúng em đã học tập được ở thầy một cách làm việc có hiệu
quả và kiểu tư duy đối với vấn đề cần phải giải quyết .
Tuy nhiên, vì đây là lần đầu tiên chúng em thực tập làm quen với việc lập qui trình
gia công chi tiết cụ thể. Mặt khác trong hoàn cảnh kinh nghiệm còn non nớt , kiến thức
còn hạn chế và một phần do phương pháp làm việc trong giai đoạn đầu của đồ án chưa
hiệu quả. Do đó , đồ án này chắc chắn còn nhiều điều thiếu sót. Chúng em kính mong quý
Thầy tận tình phân tích các sai sót và chỉ dạy thêm để chúng em ngày càng hoàn thiện
kiến thức về việc lập qui trình công nghệ gia công các sản phẩm cơ khí.
Trong quá trình thực hiện đồ án này, chúng em đã được thầy NGUYỄN PHI TRUNG
tận tình hướng dẫn. Xin chân thành cảm ơn thầy đã nhiệt tình giúp đỡ chúng em hoàn
thành úng hạn môn học đồ án quan trọng này.

Đồ Án Công Nghệ Chế Tạo Máy GVHD: NGUYỄN PHI TRUNG
53
SVTH: NGUYỄN CHÍ TRUNG MSSV:09203063
TÀI LIỆU THAM HẢO
1) Thiết kế đồ án Công nghệ Chế tạo máy - GS.TS Trần Văn Địch - Nhà xuất bản
Khoa học và Kỹ thuật Hà Nội 2008 [1]
2) Giáo trình Công nghệ kim loại – Nguyễn Tác Ánh – Đại học Sư phạm Kỹ thuật
thành phố Hồ Chí Minh [2]
3) Sổ tay công nghệ chế tạo máy cuốn 1– GS.TS Nguyễn Đắc Lộc – Nhà xuất bản
Khoa học và Kỹ thuật [3]
4) Sổ tay công nghệ chế tạo máy cuốn 2– GS.TS Nguyễn Đắc Lộc – Nhà xuất bản
Khoa học và Kỹ thuật [4]
5) Sổ tay công nghệ chế tạo máy cuốn 3 – GS.TS Nguyễn Đắc Lộc – Nhà xuất bản
Khoa học và Kỹ thuật [5]
6) Chế độ cắt gia công cơ khí – Nguyễn Ngọc Đào, Đỗ Viết Bình – Nhà xuất bản Đà
Nẵng [6]
7) Sổ tay thiết kế cơ khí tập 1 – PGS.TS Hà Văn Vui – Nhà xuất bản Khoa học và
Kỹ thuật 2006 [7]
8) Dung sai kỹ thuật đo – Trần Quốc Hùng – Trường đại học Sư phạm Kỹ thuật
thành phố Hồ Chí Minh [8]
9) Atlas đồ gá - GS.TS Trần Văn Địch – Nhà xuất bản Khoa học và Kỹ thuật Hà Nội
2006 [9]
10) Công nghệ chế tạo máy – Hồ Viết Bình – Nguyễn Ngọc Đào - Trường đại học Sư
phạm Kỹ thuật thành phố Hồ Chí Minh. [10]
11) Sổ tay dung sai lắp ghép – Hà Văn Vui. [11]
12) Thiết kế đồ án Công Nghệ Chế Tạo Máy - GS.TS Trần Văn Địch – Nhà xuất bản
Khoa học và Kỹ thuật Hà Nội 2008 [12]


















