
Low-Friction Engine Surface Finishing: Insights from ... · Prof. EL MANSORI Monday, May 4th, 2015...
37
Prof. EL MANSORI Monday, May 4th, 2015 Low-Friction Engine Surface Finishing: Insights from Tribology and Manufacturing Prof. Mohamed EL MANSORI [email protected] Mechanics, Surfaces & Material Processing Laboratory www.msmp.eu Arts et Métiers ParisTech France
Transcript of Low-Friction Engine Surface Finishing: Insights from ... · Prof. EL MANSORI Monday, May 4th, 2015...

Prof. EL MANSORI Monday, May 4th, 2015
Low-Friction Engine Surface Finishing: Insights from Tribology and Manufacturing
Prof. Mohamed EL MANSORI
Mechanics, Surfaces & Material Processing Laboratory
www.msmp.eu
Arts et Métiers ParisTech
France
Prof. EL MANSORI Monday, May 4th, 2015
CONTENTS
Introduction
Process-Surface-Functionality (PSF) methodology
Industrial surface textures
Low friction innovative textures
Conclusion & perspectives

Prof. EL MANSORI Monday, May 4th, 2015
Materials
Material behavior, Damage Mechanics,
Tribological behavior, etc.
Products
Residual stress, Surface finish,
Microstructures, Fatigue, etc.
Processes
Micro-joining Machining, Additive
manufacturing, Coating etc.
☄ Approach : Through-process Modeling Vision
☄ Methodology :
Concept of Multiscale Process Signature:
Manufacture by function
EL Mansori et al., On concept of process signature analysis of multistage
surface formation, Surface Engineering 26 (3), 2010, pp.216-223
We are seeking the links between :
Philosophy in Current Multiscale Manufacturing Research

Prof. EL MANSORI Monday, May 4th, 2015
Nano- scale
< 1µm
Macro
>10 mm WAVELENGTHS RANGE
Wide range of measurement lengths scale
Atomic Force Microscope
Dimension Edge (Bruker)
Interferometer
Wyko NT3300 (Veeco)
Tactile profilometer
(SurfaScan)
Form measurement
MarForm (Mahr)
Nanosignature : Surface features at the resolution of the atomic scale (0,1-
100nm)
Scale of surface features

Prof. EL MANSORI Monday, May 4th, 2015
Manufactured surfaces in Functionalised Auto Engine Bores

METHODOLOGY INDUSTRIAL TEXTURES INNOVATIVE TEXTURES CONCLUSIONS INTRODUCTION
6
Sao Paulo - Brazil 04/05/2015
Euro 6b, Sept. 1st 2015
Honed surface
texture
Cylinder liner
Piston
Top compression ring
Intermediate ring
Oil control ring
Ecological and economic
context
Mechanical losses in a combustion
engine
Holmberg et al., 2011
INTRODUCTION
General trends of engine functional
performances
Years
Fu
ncti
on
nali
ty
Industrial context

METHODOLOGY INDUSTRIAL TEXTURES INNOVATIVE TEXTURES CONCLUSIONS INTRODUCTION
7
Ring Cylinder surface
Communicating grooves
Piston motion
Valve Stems
Re-aspiration / Decantation
Pistons / Rings / Cylinder
Rings
Cylinder
Piston Oil film
Honed surface
The main source of oil consumption
The running-in duration (wear resistance)
The lubrication between the piston rings
The oil retention capacity (HL & BL)
The friction losses
…
Functions of Cylinder Surface of A Combustion Engine ??

METHODOLOGY INDUSTRIAL TEXTURES INNOVATIVE TEXTURES CONCLUSIONS INTRODUCTION
8
Sao Paulo - Brazil 04/05/2015
Abrasive honing
Schmid et al, 2009
Tomanik et al, 2008
Dobrica, Fillon, 2008
Goeldel et al, 2012
Sabri et al, 2011 Plateau-honed surface Slide-honed surface
Groove width/depth ratio :
λD ~ 9-27
Which process generates a surface with the best functional performances ?
1mm 1mm
Laser texturing
Tomanik, 2008
Etsion, Sher, 2009
Schmid et al, 2009
Laser surface texturing
Groove width/depth ratio :
λD ~ 5 – 300 (generally around 20)
Laser honing
Mechanical honing is more interesting in terms of manufacturing costs
INTRODUCTION
Thermal spray coating
Bobzin et al., 2008
Howell-Smith, 2014
Groove width/depth ratio :
λD ~ 2
Other techniques
UV Laser
• UV Laser
• Etching
• Brush honing, etc.
Schmid et al, 2009
Petterson, Jacobson, 2007
Suh et al., 2010
Groove width/depth ratio :
λD ~ 20-80 for UV laser
λD ~ 10-200 for etching

METHODOLOGY INDUSTRIAL TEXTURES INNOVATIVE TEXTURES CONCLUSIONS INTRODUCTION
9
Sao Paulo - Brazil 04/05/2015
Which process generates a surface with the best functional performances ?
Industrial abrasive honing processes for lamellar cast-iron liner
INTRODUCTION
3D topography
2D roughness profile θ Ra Rpk/Rvk λD
Slide Honing (SH) Dimkowski et al, 2012 Tomanik, 2008 Haasis, Weigmann, 1999
40-50 ~0,2 0,75 ~ 17-27
Plateau Honing (PH) Goeldel et al, 2012 Sabri et al, 2011 Pawlus et al,, 2009
40-50 ~0,4 0,55 ~ 9-19
Helical Slide Honing (HSH) Schmid et al, 2009 Mezghani et al, 2012 Haasis, Weigmann, 1999
120-140 ~0,25 ~0,7 ~ 11-18
(µm)
(mm)
(µm)
(mm)
(µm)
(mm)

METHODOLOGY INDUSTRIAL TEXTURES INNOVATIVE TEXTURES CONCLUSIONS INTRODUCTION
10
Sao Paulo - Brazil 04/05/2015
Problem ?
Which honing process generates the cross-hatch texture of
cylinder surface with the best functional performances ?
INTRODUCTION
Plateau-honed
Slide-honed
Helical-slide-honed
Surfaces textures Honing process
Process variables
Axial velocity
Rotation speed
Expansion speed
Contact pressure
Honing duration, etc.
Honing Head
Functional performances
Friction losses
Oil consumption
Wear
Sealing
Load admission, etc.
Functionality
Engine cycle

METHODOLOGY INDUSTRIAL TEXTURES INNOVATIVE TEXTURES CONCLUSIONS INTRODUCTION
11
Sao Paulo - Brazil 04/05/2015
The methodology is based on:
Honed surface production at the industrial scale
Advanced surface characterization methods
Numerical and experimental RPC contact analysis
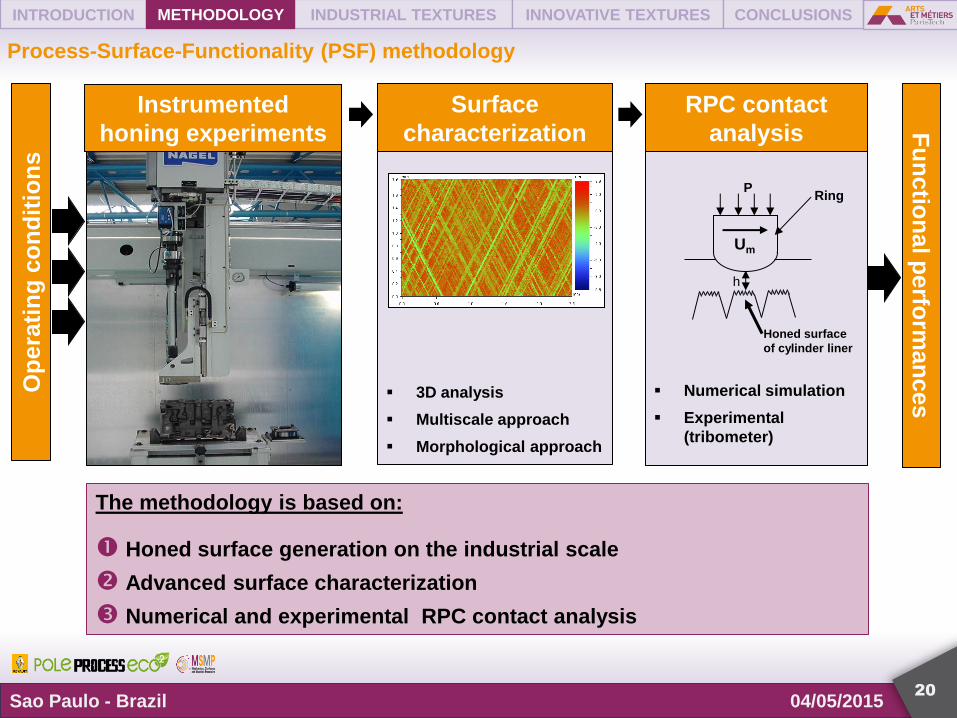
Process-Surface-Functionality (PSF) methodology
METHODOLOGY
Instrumented
honing experiments
RPC contact
analysis
Um
h
Ring P
Honed surface
of cylinder liner
Fu
nctio
nal p
erfo
rman
ces
Numerical simulation
Experimental validation
(tribometer)
3D analysis
Multiscale approach
Morphological approach
Surface
characterization
Op
era
tin
g c
on
dit
ion
s
INTRODUCTION

METHODOLOGY INDUSTRIAL TEXTURES INNOVATIVE TEXTURES CONCLUSIONS INTRODUCTION
12
Sao Paulo - Brazil 04/05/2015
Va Va
Vr tan(α/2)=Va/Vr
Vr α
Vexp
Honed surface generation on the
industrial scale
Honing process
METHODOLOGY
Rough honing
Finish honing
Plateau honing
Plateau honing
Slide honing
Turning operation
Rough honing
Finish honing
Superfinish honing
Helical slide
honing
Turning operation

METHODOLOGY INDUSTRIAL TEXTURES INNOVATIVE TEXTURES CONCLUSIONS INTRODUCTION
13
Sao Paulo - Brazil 04/05/2015
Honed surface production at the industrial scale
METHODOLOGY
Grit size
Expansion pressure
Honing kinematics
3rd stage honing cycle
Groove width
Groove depth
Groove cross hatch-angle
Smoothness
Plateauness
Honing process Process variables Surface characteristics
Description of honing process variables in terms of pattern characteristics

METHODOLOGY INDUSTRIAL TEXTURES INNOVATIVE TEXTURES CONCLUSIONS INTRODUCTION
14
Sao Paulo - Brazil 04/05/2015
Advanced surface characterization methods
Surface texture
characteristics
Groove depth : Svq
Plateau amplitude:
Spq
Smoothness :
Spq+Svq
Plateauness : Spq/Svq
Anisotropy: Ө°
METHODOLOGY
Functionality
Friction
Lubrication
Morphological decomposition
into plateau and valley
Plateau
component Valley
component
Spq Svq

METHODOLOGY INDUSTRIAL TEXTURES INNOVATIVE TEXTURES CONCLUSIONS INTRODUCTION
15
Sao Paulo - Brazil 04/05/2015
Numerical and experimental RPC contact analysis
TDC MC
rings
Pis
ton
𝐒 =𝛍𝐃 × 𝐯
𝐅𝐍𝐥𝐲
• 𝝁𝑫 : dynamic viscosity
• 𝒗 : sliding velocity
• 𝑭𝑵 : normal load
• 𝒍𝒚 : contact width
METHODOLOGY
Co
eff
icie
nt
of
fric
tio
n
Toward BDC
𝐒
TDC MC
Co
eff
icie
nt
of
fric
tio
n
Toward BDC
rings
Pis
ton

METHODOLOGY INDUSTRIAL TEXTURES INNOVATIVE TEXTURES CONCLUSIONS INTRODUCTION
16
Sao Paulo - Brazil 04/05/2015
Inputs
METHODOLOGY
Sliding speed, U
Normal load, W
3D surface
topography
Viscosity
Contact geometry
Ring-liner numerical transient deterministic model
Reynolds equation
Film thickness equation
),,(),,(2
),,(2
0 TYXZTYXX
HTYXH h
Load balance equation
C
dXdYYXPW ),(
Equations
T
H
X
H
Y
PH
YX
PH
XYX
33
where (Eyring model) )sinh(111
m
m
Ring
W
Surface
u2
u1
P1 P2
P(x,y) h(x,y)
Numerical and experimental RPC contact analysis
Outputs
Oil film thickness, H
Hydrodynamic
pressure, P
Friction coefficient
W
dxdydxdyC C
ec
f

METHODOLOGY INDUSTRIAL TEXTURES INNOVATIVE TEXTURES CONCLUSIONS INTRODUCTION
17
Sao Paulo - Brazil 04/05/2015
Liner holder
METHODOLOGY
Parameters Values
Engine rotating velocity 50 – 300 rpm
Sliding average velocity 0.14 – 0.8 m/s
Lubricant PW40, viscosity of 0.075 Pa.s at 40°C
Normal force 50 – 200 N
Ring-liner reciprocating tribometer
Ring and ring holder
and liner specimen
Lift table with strain
gauges
Rotating slider crank
mechanism
Electrical motor
Normal force clamping
system
Ring-liner system
Numerical and experimental RPC contact analysis

METHODOLOGY INDUSTRIAL TEXTURES INNOVATIVE TEXTURES CONCLUSIONS INTRODUCTION
18
Sao Paulo - Brazil 04/05/2015
Liner surface texture
Normal load FN
Engine rotation
velocity
Lubricant
Temperature
Ring
Inputs
Friction coefficient
Worn surface
Outputs
METHODOLOGY
Sommerfeld number :
1.0x10-6 < S < 1.0x10-4 𝑆 =𝜇𝐷 × 𝑣
𝐹𝑁𝑙𝑦
Experimental RPC contact analysis
Numerical and experimental RPC contact analysis

METHODOLOGY INDUSTRIAL TEXTURES INNOVATIVE TEXTURES CONCLUSIONS INTRODUCTION
19
Sao Paulo - Brazil 04/05/2015
Numerical validation Experimental validation
N. Ren, D. Zhu, W.W. Chen, Y. Liu, Q.J. Wang, A Three-Dimensional Deterministic Model for Rough Surface Line-
Contact EHL Problems, J. Tribol. 131 (2009) 011501
Y. Hu, D. Zhu, A Full Numerical Solution to the Mixed Lubrication in Point Contacts, Trans. of the ASME 122 (2000) 1–9
METHODOLOGY
Numerical and experimental RPC contact analysis : model validation
0
0,05
0,1
0,15
0,2
4E-06 4E-05C
oe
ffic
ien
t o
f fr
icti
on
S
Numerical model
Poly. (Tribometer)Essais tribomètre
METHODOLOGY INDUSTRIAL TEXTURES INNOVATIVE TEXTURES CONCLUSIONS INTRODUCTION
20
Sao Paulo - Brazil 04/05/2015
Process-Surface-Functionality (PSF) methodology
METHODOLOGY
Instrumented
honing experiments
RPC contact
analysis
Um
h
Ring P
Honed surface
of cylinder liner
Fu
nc
tion
al p
erfo
rman
ces
Numerical simulation
Experimental
(tribometer)
Op
era
tin
g c
on
dit
ion
s
3D analysis
Multiscale approach
Morphological approach
Surface
characterization
The methodology is based on:
Honed surface generation on the industrial scale
Advanced surface characterization
Numerical and experimental RPC contact analysis

METHODOLOGY INDUSTRIAL TEXTURES INNOVATIVE TEXTURES CONCLUSIONS INTRODUCTION
21
Sao Paulo - Brazil 04/05/2015
PSF Methodology
Surface texture
Process scales Functional scales
Groove width
Groove depth
Anisotropy
Plateauness
Smoothness
Honing Process
METHODOLOGY
Functionality

METHODOLOGY INDUSTRIAL TEXTURES INNOVATIVE TEXTURES CONCLUSIONS INTRODUCTION
22
Sao Paulo - Brazil 04/05/2015
Effect of groove depth and width
INDUSTRIAL TEXTURES
180µm
Vexp
Honing Head
Pc(plateau)
40µm
At finish step
Expansion velocity
Gri
t s
ize
Process variables
Gro
ove
wid
th
Groove depth
Surface topography Friction performances
0.0244
0.0245
0.0245
0.0245
0.0246
0.02
46
0.0247
0.0247
0.0247
0.0248
0.0248
0.025
0.025
0.0252 0.0252
0.0252
0.0254
0.0254
Vexp(µm/s)
d(µ
m)
Coefficient de frottement
2 3 4 5 6 7 840
60
80
100
120
140
160
180
0.0244
0.0246
0.0248
0.025
0.0252
0.0254
Coefficient of friction
Process variables coupling enable to obtain the optimal friction coefficient range
Groove width contributes more on friction reduction than groove depth
METHODOLOGY

METHODOLOGY INDUSTRIAL TEXTURES INNOVATIVE TEXTURES CONCLUSIONS INTRODUCTION
23
Sao Paulo - Brazil 04/05/2015
Mutual effect of groove size and anisotropy
Groove size
Gro
ove
orie
nta
tion
(θ2
)
• Grit size
• Expansion pressure
Kin
em
ati
cs
: V
a a
nd
Vr
Cro
ss
-hatc
h a
ng
le (
°)
Groove depth (µm)
Process variables Surface topography Friction performances
Grit size
Va Va
Vr tan(α/2)=Va/Vr
Vr α
Vexp
θ2
θ1
Direction de glissement
θ2
θ1
Direction de glissement
Sliding direction
θ2
θ1
Sliding direction
θ2
θ1
INDUSTRIAL TEXTURES
Texture with lower groove size (generated with lower expansion pressure)
contributes to reduce friction
θ2 = [30 - 50°] and [120 - 130°] are the best groove orientations
θ2 = [120 - 130°] is less sensitive to groove depth

METHODOLOGY INDUSTRIAL TEXTURES INNOVATIVE TEXTURES CONCLUSIONS INTRODUCTION
24
Sao Paulo - Brazil 04/05/2015
PSF Methodology
Surface texture
Process scales Functional scales
Groove width
Groove depth
Anisotropy
Plateauness
Smoothness
Honing Process
METHODOLOGY
Functionality

METHODOLOGY INDUSTRIAL TEXTURES INNOVATIVE TEXTURES CONCLUSIONS INTRODUCTION
25
Sao Paulo - Brazil 04/05/2015
Effect of plateauness and smoothness
3rd step honing
duration
Expansion pressure
Process variables Surface topography Friction performances
Number of strokes
Pla
tea
u h
on
ing
pre
ss
ure
(B
ar)
5 10 15
3
4
5
6
7
8
9
10
0.02
0.04
0.06
0.08
0.1
0.12
0.14
Zone (2)
Zone (1)
INDUSTRIAL TEXTURES
Zone (2)
Zone (1)
Spq/Svq
Smoothing mechanism (compared to plateauing mechanism) contributes the most
to improve frictional performances

METHODOLOGY INDUSTRIAL TEXTURES INNOVATIVE TEXTURES CONCLUSIONS INTRODUCTION
26
Sao Paulo - Brazil 04/05/2015
Effect of plateauness and smoothness : PH/SH and HSH comparison
3rd step honing
duration
Kinematics
Process variables Friction performances
0,04
0,06
0,08
0,1
0,12
0,14
0,16
1,00E-06 1,00E-05
Co
eff
icie
nt
of
fric
tio
n
S
0 honing strokes5 honing strokes14 honing strokes18 honing strokes
PH
0,04
0,06
0,08
0,1
0,12
0,14
0,16
1,00E-06 1,00E-05
Co
eff
icie
nt
of
fric
tio
n
S
0 honing strokes5 honing strokes10 honing strokes15 honing strokes18 honing strokes
HSH
Fri
cti
on
co
eff
icie
nt Sz=5µm
Film
th
ickn
ess
Sz=5µm
INDUSTRIAL TEXTURES
The final honing step (particularly plateauness) has a lower influence on surface
functionality for HSH surfaces
Lower film thickness obtained with HSH anisotropy
Surface topography
PH/SH
HSH
Sliding direction

METHODOLOGY INDUSTRIAL TEXTURES INNOVATIVE TEXTURES CONCLUSIONS INTRODUCTION
27
Sao Paulo - Brazil 04/05/2015
SPF methodology enabled to define both optimal process variables and
surface patterns for functional improvement
Summary
INDUSTRIAL TEXTURES
It highlighted the most influent surface characteristic on functionality:
o smooth texture with lower groove size; not necessarily plateaued surface
o 130° cross-hatched textures : lower contribution of roughness on friction
reduction
Honing industrial processes :
o set-up tool for the choice of process parameters
o 3rd honing step can be avoided for HSH process

METHODOLOGY INDUSTRIAL TEXTURES INNOVATIVE TEXTURES CONCLUSIONS INTRODUCTION
28
Sao Paulo - Brazil 04/05/2015
Strategy for low-friction textures generation
INNOVATIVE TEXTURES
Generate innovative textures
Circles
Ellipses
Undulatory textures
Sliding direction
Yu et al, 2010
Ren et al., 2007
Wang et al., 2005
Optimize existing textures Dir
ection
de gli
sseme
nt
TDC
BDC
MC
rings
Piston
- Inversion grooves at TDC and BDC
- Homogeneous texture at MC
Optimized trajectory
Mixed textures
Kovalchenko et al, 2011
INDUSTRIAL TEXTURES
METHODOLOGY INDUSTRIAL TEXTURES INNOVATIVE TEXTURES CONCLUSIONS INTRODUCTION
29
Sao Paulo - Brazil 04/05/2015
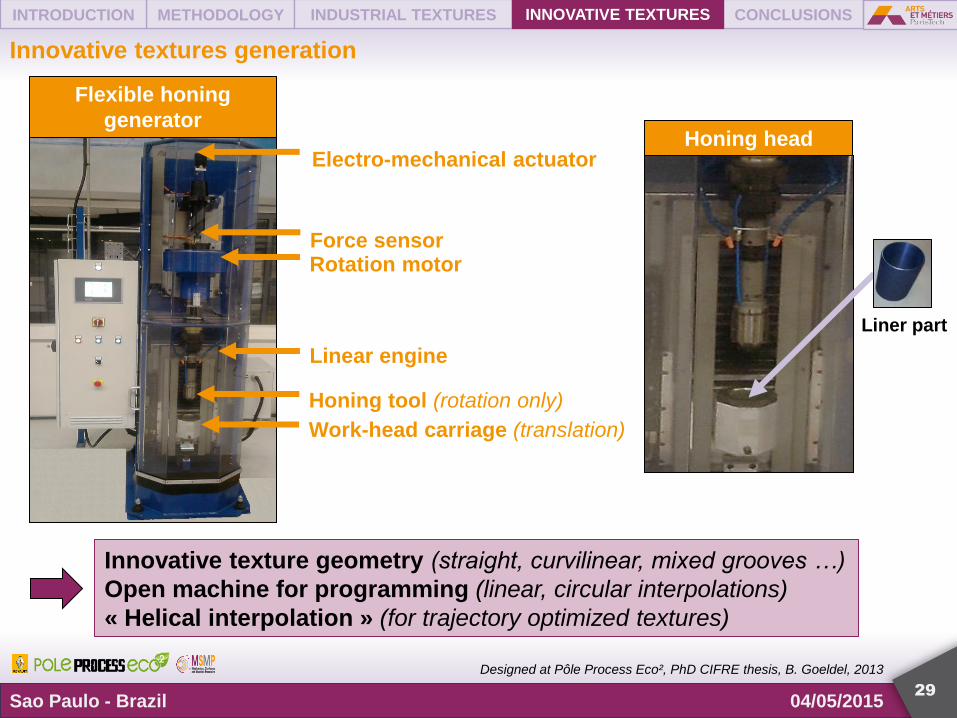
Innovative textures generation
Designed at Pôle Process Eco², PhD CIFRE thesis, B. Goeldel, 2013
INNOVATIVE TEXTURES
Flexible honing
generator
Work-head carriage (translation)
Rotation motor
Linear engine
Electro-mechanical actuator
Force sensor
Honing tool (rotation only)
Liner part
Honing head
Innovative texture geometry (straight, curvilinear, mixed grooves …)
Open machine for programming (linear, circular interpolations)
« Helical interpolation » (for trajectory optimized textures)

METHODOLOGY INDUSTRIAL TEXTURES INNOVATIVE TEXTURES CONCLUSIONS INTRODUCTION
30
Sao Paulo - Brazil 04/05/2015
Honing experiments
Fu
nctio
nal p
erfo
rman
ces
O
pe
rati
ng
co
nd
itio
ns
Innovative textures: PSF methodology
Friction trials
INNOVATIVE TEXTURES
The methodology is based on:
Honed surface generation
Advanced surface characterization
Experimental RPC contact analysis
Similar 3D roughness (Sk, Spk,Svk)
Different anisotropy
Surface texture

METHODOLOGY INDUSTRIAL TEXTURES INNOVATIVE TEXTURES CONCLUSIONS INTRODUCTION
31
Sao Paulo - Brazil 04/05/2015
Trajectory optimized textures
Conventional Helical Slide Honing (HSH)
Trajectory assisted Helical Slide Honing (HSHAT)
Dir
ect
ion
de
glis
sem
en
tS
lidin
g d
irection
HSH
Dir
ecti
on d
e gl
isse
men
tS
lidin
g d
irection
HSHAT
Direction de glissementSliding direction
BDC
Direction de glissementSliding direction
MC
Direction de glissementSliding direction
TDC
Direction de glissementSliding direction
BDC
Direction de glissementSliding direction
MC
Direction de glissementSliding direction
TDC
INNOVATIVE TEXTURES Lin
er
heig
ht
(mm
)
80
160
Liner circumference (°) 180 360 0
Lin
er
heig
ht (m
m)
80
160
Liner circumference (°) 180 360 0
Honing trajectory Texture aspect Groove observations
Honing trajectory Texture aspect Groove observations
Deletion of inversion grooves with HSHAT

METHODOLOGY INDUSTRIAL TEXTURES INNOVATIVE TEXTURES CONCLUSIONS INTRODUCTION
32
Sao Paulo - Brazil 04/05/2015
a = 0,24 mm
a = 0,48 mm
Trajectory assisted Helical Slide Honing (HSHAT) D
irec
tio
n d
e gl
isse
men
tS
lidin
g d
irection
HSH
Dir
ecti
on d
e gl
isse
men
tS
lidin
g d
irection
HSHAT
0
0,02
0,04
0,06
0,08
0,1
0,12
0,14
0,16
1,00E-06 1,00E-05
Fric
tio
n c
oef
fici
ent
S
HSH
HSHAT
INNOVATIVE TEXTURES
Friction improvement with HSHAT textures in all the studied lubrication
conditions
Compared textures Comparative Stribeck curves

METHODOLOGY INDUSTRIAL TEXTURES INNOVATIVE TEXTURES CONCLUSIONS INTRODUCTION
33
Sao Paulo - Brazil 04/05/2015
Strategy for low-friction textures generation
INNOVATIVE TEXTURES
Generate innovative textures
Circles
Ellipses
Undulatory textures
Sliding direction
Yu et al, 2010
Ren et al., 2007
Wang et al., 2005
Optimize existing textures Dir
ection
de gli
sseme
nt
TDC
BDC
MC
rings
Piston
- Inversion grooves at TDC and BDC
- Homogeneous texture at MC
Optimized trajectory
Mixed textures
Kovalchenko et al, 2011

METHODOLOGY INDUSTRIAL TEXTURES INNOVATIVE TEXTURES CONCLUSIONS INTRODUCTION
34
Sao Paulo - Brazil 04/05/2015
Strategy for low-friction textures generation
INNOVATIVE TEXTURES
Generate innovative textures
Circles
Ellipses
Undulatory textures
Sliding direction
Yu et al, 2010
Ren et al., 2007
Wang et al., 2005
Optimize existing textures Dir
ection
de gli
sseme
nt
TDC
BDC
MC
rings
Piston
- Inversion grooves at TDC and BDC
- Homogeneous texture at MC
Optimized trajectory
Mixed textures
Kovalchenko et al, 2011

METHODOLOGY INDUSTRIAL TEXTURES INNOVATIVE TEXTURES CONCLUSIONS INTRODUCTION
35
Sao Paulo - Brazil 04/05/2015
Conclusions
PSF INNOVATIVE METHODOLOGY
Robust link between process and functionality through surface characterization.
CONCLUSIONS INNOVATIVE TEXTURES
Different process optimizations were proposed for HSH process concerning
particularly kinematics and manufacturing costs
SURFACE PATTERNS IMPROVING FRICTIONAL PERFORMANCES
o Lower groove size (abrasive grit size and expansion pressure)
o Smoothness (3rd honing step cycle and expansion pressure)
o Anisotropy (kinematics)
Plateauness has a low contribution on friction reduction compared to smoothness
o A plateau step using a hydraulic expansion for peak clipping is not necessary
Kinematics honing improvements (HSHAT or mixed honing) can be solutions for low
emission engine manufacturing

METHODOLOGY INDUSTRIAL TEXTURES INNOVATIVE TEXTURES CONCLUSIONS INTRODUCTION
36
Sao Paulo - Brazil 04/05/2015
Perspectives
Low-friction innovative textures:
o Mixed 45-130-45 improvements : texturation zones and transition zones
o Circular – elliptical textures : use of longitudinal ellipses
CONCLUSIONS
Fire engine experiments : confirm friction reduction and evaluate oil
consumption, seizure , wear…
Combination of best topography patterns and low-friction anisotropies to
look for the « ideal surface »
Potential transfert to other abrasive process : belt finishing, grinding …

Prof. EL MANSORI Monday, May 4th, 2015
THANK YOU FOR YOUR ATTENTION









![LABORATORY MANUALstaffweb.wilkes.edu/perwez.kalim/me323/FMlabmanual19.pdf · 4 Discharge from Venturimeter [3, 4, 7, 8, 11] 38 5 Minor Friction Losses in Fittings. ... After finishing](https://static.fdocuments.net/doc/165x107/5e237082e9dc9d715d5c0cc2/laboratory-4-discharge-from-venturimeter-3-4-7-8-11-38-5-minor-friction-losses.jpg)





![A review on magnetically assisted abrasive finishing and ...functional properties such as wear resistance and power loss due to friction [8]. ... For the optical surfaces like lens](https://static.fdocuments.net/doc/165x107/5e89ccb4fb3153001f245fa5/a-review-on-magnetically-assisted-abrasive-finishing-and-functional-properties.jpg)

