Lotul de Fabricatie -Managementul Operational

of 31
Transcript of Lotul de Fabricatie -Managementul Operational
-
8/10/2019 Lotul de Fabricatie -Managementul Operational
1/31
1
CAPITOLUL 7
7.1 TIPUL DE PRODUCIE I INFLUENA SA ASUPRAMANAGEMENTULUI OPERAIONAL AL PRODUCIEI
7.2 LOTUL DE FABRICAIE NORMATIV IMPORTANT ALMANAGEMENTULUI OPERATIONAL
7.1 TIPUL DE PRODUCIE I INFLUENA SA ASUPRAMANAGEMENTULUI OPERAIONAL AL PRODUCIEI
Managementul operaional al produciei este ntr-o mare msur influenat detipul de producie existent n cadrul fiecrei verigi structurale de fabricaie. Acest lucruimpune determinarea tipului de producie pentru fiecare loc de munc, atelier sausecie pentru a alege metoda de management cea mai eficient.
n literatura de specialitate sunt formulate mai multe metode, care pot figrupate n metode cantitative i metode calitativ-cantitative.
O metod cantitativ de apreciere a tipului de producie este i aceea care sebazeaz pe indicatorul numrul de obiecte - operaie (No)ce se execut la un locde munc. n raport cu mrimea acestui indicator, determinat n mod experimental,
tipul de producie este apreciat astfel:
No = 1 - tip de producie de mas;2 No 6 - tip de producie de serie mare;6 < No 10 - tip de producie de serie mijlocie;
10< No 20 - tip de producie de serie mic;No > 20 - tip de producie individual.
Un astfel de indicator msoar exact tipul de producie numai n dou cazuri: cnd la un loc de munc se execut continuu un singur obiect-operaie;
cnd la un loc de munc se execut mai multe obiecte-operaie ale crorvolume de munc sunt repartizate uniform n fondul su de timp maxim disponibil.
n afara acestor dou cazuri, n practic poate fi ntlnit i cazul referitor laexecutarea pe un loc de munc a mai multor obiecte-operaii, ale cror volume demunc sunt repartizate neuniform n fondul su de timp maxim disponibil. n acestesituaii, cu o mai mare frecven n practic, indicatorul numr de obiecte -operaienu maipermite o apreciere exact a tipului de producie.
nlturarea acestor deficiene impune utilizarea unui indicator sintetic, care,incluznd toate cazurile particulare, s permit o caracterizare unitar a tipului de
producie. n acest context, un astfel de indicator trebuie s ndeplineasc urmtoarele
cerine:
-
8/10/2019 Lotul de Fabricatie -Managementul Operational
2/31
2
s nregistreze o valoare minim cnd fondul de timp necesar executrii uneioperaii, la un reper, ocup ntregul fond de timp disponibil al unui loc de munc; valoarea indicatorului s depind de ponderea timpului necesar executrii volumuluifizic (programului de producie) din fiecare repern fondul de timp maxim disponibilal unui loc de munc; valoarea indicatorului s creasc corelat cu numrul obiectelor-operaie care seexecut la un loc de munc.
Un asemenea indicator, care ntrunete aceste cerine, poate fi stabilit dacfundamentarea lui se face pe baza relaiei de calcul a entropiei informaionale,introdus pentru prima dat de ctre Claude Shannon n anul 1948.
Pentru cazul concret al stabilirii tipului de producie, indicatorul poate fiprezentat sub forma urmtoarei relaii:
n
i
iitp ppK
1
2log ;
n
i
ip
1
1 (7.1)
unde:
tpK - reprezint coeficientultipului de producie;
pi -ponderea timpului necesar executrii volumului fizic (programului deproducie) al reperului i n fondul de timp disponibil maxim al loculuide munc;
n - numrul de repere care se execut la un loc de munc.Ponderea timpului necesar executrii programului de producie al reperului in
fondul de timp maxim disponibil al locului de munc se determin cu relaia:
maxFd
qtp iii
(7.2)
unde:tireprezint durata normat de execuie a operaiei reperului i ,
minute/bucat;qivolumul produciei reperului i, buci;
Fd maxfondul de timp maxim disponibil al locului de munc, n minute.
Pentru determinarea tipului de producie la nivel de atelier i secie poate fiutilizat coeficientul mediu al tipului de producie ( jKtp ), calculat ca o medie
aritmetic conform relaiei:
m
i
ij
m
i
ijij
j
Fd
FdKtp
tpK
1
1
max
max
, mj ,1 (7.3)
unde:
-
8/10/2019 Lotul de Fabricatie -Managementul Operational
3/31
3
Ktpij - reprezint coeficientul tipului de producie al locului de munc idin atelierul (secia)j;
Fd maxijfondul de timp maxim disponibil al locului de munc idin atelierul(secia)j;
mnumrul locurilor de munc din atelierul (secia)j.Determinarea tipului de producie se face n funcie de limitelecoeficientului tipului de producie determinat cu relaiile de mai sus, astfel:
0,0000 Ktp< 0,2864 - tip de producie de mas;0,2864 Ktp< 2,5872 - tip de producie de serie mare;2,5872 Ktp< 3,3220 - tip de producie de serie mijlocie;3,3220 Ktp< 4,3220 - tip de producie de serie mic;
Ktp> 4,3220 - tip de producie individual.
n continuare, s urmrim modul cum au fost stabilite limitele pentru tipul deproducie n masi de serie mare, pentru celelalte tipuri de producie ele fiind stabilitentr-un mod similar.
Astfel, n cazul tipului de producie de mas Ktp=0, deoarece 01log 2 .Dac se are n vedere c n tipul de producie de mas poate fi ncadrat i cazulexecutrii la un loc de munc a dou obiecte-operaie, n care un reper deine 95% iaral doilea 5% din fondul de timp maxim disponibil, atunci se poate lua ca limitsuperioar pentru tipul produciei de mas valoarea entropiei care corespunderepartiiei p1 = 0,95 i p2 = 0,05. n acest caz, coeficientul tipului de producie seobine astfel:
Ktp = - 0,95 log20,95 - 0,05 log20,05
Logaritmii n baza 2 pot fi rezolvai utiliznd formula de schimbare a bazeilogaritmului, astfel:
b
c
a
ca
blog
loglog
Aadar, 07397,030103,002227,0
2lg
95,0lg95,0log 2
, iar
32192,430103,0
30103,1
2lg
05,0lg05,0log 2
Deci, 2864,021609,007027,032192,405,007397,095,0 Ktp
Aceast valoare a coeficientului Ktp va constitui i limita inferioar a tipului deproducie de serie mare. Limita superioar a acestui tip de producie va fi dat de cazul
-
8/10/2019 Lotul de Fabricatie -Managementul Operational
4/31
4
unei reparaii a ase obiecte-operaie pentru care coeficientul tipului de producie esteegal cu 2,5872 .n timp, tipul de producie se poate schimba, datorit creterii volumului de produse
care deplaseaz tipul de producie spre cel de mas,ct i datorit scderii timpilor deoperaie, ca urmare a specializrii utilajelor, introducerii tehnicilor noi, etc., careacioneaz n sensul deplasrii tipului de producie ctre producia de serie mic.
Din acest motiv, periodic, este necesar recalcularea tipului de producie, pentrua alege formele i metodele adecvate de organizare a produciei i pentru a modificautilajele, echipamentele tehnologice, regimurile de lucru, etc.
Determinarea corect a tipului de producie are o importan deosebit, ntructdatele furnizate sunt folosite de organele de specialitate i cele de decizie, att nstabilirea unor elemente tehnice, ct i n organizarea produciei.
n ceea ce privete influena tipului de producie asupra managementuluioperaional al produciei,aceasta se realizeaz prin nomenclatura de fabricaie i formade organizare spaial a fabricaiei.
Analiznd nomenclatura de fabricaie, se pot evidenia urmtoarele aspecte:- n condiiile produciei de mas, de serie mare i mijlocie, managementul
operaionalare un grad de complexitate mai redus, datorit faptului c stabilireanomenclaturii sortimentelor i organizarea produselor, sub raport constructiv itehnologic, creeaz posibilitatea organizrii produciei dup principiul liniei defabricaie n flux i a elaborrii unor grafice standard de programare a produciei;
- pentru producia individual i de serie mic, managementul operaional estefoarte complex mai ales n condiiile individuale, n care fiecare loc de munc sencarc cu diverse repere a cror execuie nu se mai repet la intervale de timpneregulate.
Problemele care trebuie rezolvate n acest caz se refer la ncrcarea locurilor demunc, stabilirea secvenelor optime de prelucrare i determinarea prioritilor pentruintroducerea n execuie a diferitelor comenzi.
n ceea ce privete forma de organizare spaial a fabricaiei este necesar a seavea n vedere urmtoarele aspecte:- n seciile i atelierele de producie n care utilajele sunt amplasate pe grupe de
maini, unde fiecare grup are de executat un numr relativ mare de repere iproduse fa de liniile tehnologice asemntoare, managementul produciei estecomplex. Problemele care se cer a fi soluionate vizeaz ndeosebi corelareacapacitii grupelor de maini cu ncrcarea i sincronizarea activitii grupelor demaini cu termenele de ncepere i ncheiere ale executrii operaiilor tehnologice,n vederea predrii la timp a semifabricatelor i reperelor la secia urmtoare;
- n cazul amplasrii utilajelor n ordinea fluxului tehnologic, cnd fiecare reper seexecut n totalitate pe o linie tehnologic i unde e necesar un singur consum detimp de pregtire a lansrii n fabricaie, execuia i asigurarea urmririindeplinirii programului se reduce simitor, fapt care simplific n mare msurmunca de programare a produciei.
-
8/10/2019 Lotul de Fabricatie -Managementul Operational
5/31
5
3.2 LOTUL DE FABRICAIE NORMATIV IMPORTANT ALMANAGEMENTULUI OPERAIONAL AL PRODUCIEI DE SERIE
3.2.1 Lotul de fabricaienoiune,factori care influeneaz mrimea sa
Lotul de fabricaie reprezint cantitatea de produse identice (semifabricate,piese, subansamble, ansamble etc.) lansate simultan n fabricaie, care se prelucreazpe aceleai locuri de munc i care consum un singur timp de pregtire ncheiere.
Un loc esenial n desemnarea categoriei de lot de fabricaie l ocup timpul depregtire ncheiere, al crui coninut const n: timpul pentru emiterea documentaiei de lansare; timpul pentru aprovizionarea executanilor cu cele necesare produciei ( piese,
semifabricate, S.D.V.uri ); timpul pentru instruirea muncitorilor sau pentru studierea de ctre acetia a
documentaiei tehnice; timpul necesar pentru reglarea utilajelor i montarea pe acestea a unor noidispozitive;
timpul pentru executarea uneia sau mai multor piese de prob; timpul pentru predarea lucrrilor executate i pentru aducerea locului de munc la
starea iniial a fabricaiei.Aceast categorie de timp genereaz o serie de cheltuieli de pregtire
ncheiere a fabricaiei, a cror cuantificare este strict necesar pentru determinarealotului de fabricaie. n cadrul acestora se includ: cheltuielile cu salariile reglorilor,care dein ponderea cea mai mare n totalul cheltuielilor de pregtire ncheiere a
fabricaiei, cheltuielile aferente lansatorilor, considerate convenional - constante nraport cu mrimea lotului, i cheltuielile generate de emiterea i multiplicareadocumentaiei de lansare, determinate prin observri instantanee.
Importana i locul determinrii mrimii loturilor de fabricaie rezid, nprincipal, din urmtoarele aspecte:- n funcie de mrimea lotului de fabricaie se stabilesc toi ceilali parametri ai
managementului activitii de producie, cum sunt: durata ciclului de fabricaie,mrimea medie a stocurilor de producie neterminat din cadrul seciilor iintersecii, mrimea perioadei de repetare a loturilor de fabricaie;
- mrimea loturilor condiioneaz gradul de folosire a capacitilor de producie,
viteza de rotaie a mijloacelor circulante i eficiena folosirii lor;- lucrul pe baz de loturi reprezint o necesitate obiectiv pentru producia de serie,determinat de devansarea ritmului de consum sau de livrare de ctre timpul defabricaie, de respectarea principiului paralelismului n execuie i cerineleeficienei economice. Lotizarea permite, de asemenea, asigurarea beneficiarilor nmod ritmic i continuu cu produsele cerute;
- lotizarea fabricaiei este posibil n condiiile celor trei tipuri de producie. Astfel,n cazul produciei individuale, lotizarea apare innd cont de faptul c un singur
produs cuprinde mai multe repere identice sau repere identice ce se folosesc laproduse diferite, iar n cazul produciei de serie mare lotizarea este determinat de
numrul relativ mare de sortimente care se fabric n cantiti mari. Dar producia
-
8/10/2019 Lotul de Fabricatie -Managementul Operational
6/31
6
de serie mijlocie constituie domeniul tipic al lotizrii fabricaiei, n condiiileproducerii unor sortimente variate n cantiti relativ mari .
Asupra mrimii loturilor de fabricaie acioneaz factori cu tendinecontradictorii, structurai astfel: factori externi ntreprinderii i factori internintreprinderii .
n grupa factorilor externintreprinderiise includ aceia care se refer la: realizarea unui volum de producie ntr-o perioad determinat, potrivit cerinelor
pieei; situaia aprovizionrii tehnico materiale.
Factorii care acioneaz n cadrul celei de-a doua grupe se pot clasificaastfel: factori de natur tehnic(procese tehnologice folosite, complexitatea constructiv
a proceselor etc.); factori de natur organizatoric (gradul de organizare a fluxului de fabricaie,
capacitatea utilizat a utilajelor etc.); factori de natur financiar(nivelul mijloacelor circulante imobilizate , pierderilecauzate de imobilizrietc.).
n general, factorii de natur tehnic au tendina de a crete mrimea lotului defabricaie, pe cnd cei de natur financiar au tendina de a reduce mrimea lotului defabricaie.
Dac se face abstracie de natura factorilor care acioneaz asupra mrimiiloturilor, acetia se mai pot grupa astfel: factori care cer mrirea loturilor de fabricaie, cum sunt: reducerea cheltuielilor de
pregtire ncheiere a fabricaiei pe unitatea de produs, folosirea raional a
capacitilor de producie, creterea productivitii muncii i mbuntirea calitiiproduselor; factori care cer reducerea mrimii lotului de fabricaie, referitori la: reducerea
ciclului de fabricaie, reducerea imobilizrilor, livrarea produselor ctre beneficiarila intervale mici i n cantiti reduse;
factori care dimensioneaz strict mrimea lotului de fabricaie, care includ: duratade folosin a S.D.V.- urilor ntre dou reascuiri succesive, capacitatea mijloacelorde transport, precum i capacitatea de producie de care dispune secia, atelierul saulocul de munc.
3.2.2. Lotul optim n cazul produselor care parcurg mai multe stadii deprelucrare
n determinarea mrimii optime a loturilor de fabricaie se pot utiliza mai multecriterii, printre care: criteriul economic, criteriul tehnico economic, criteriuldisponibil sau n condiiile n care utilizarea unuia din criteriile anterioare nuconduce la efecte economice suficient de favorabile pentru ntreprindere se poateapela i la criterii ce vor fi prezentate ulterior.
-
8/10/2019 Lotul de Fabricatie -Managementul Operational
7/31
7
Criteriul economic
Dimensionarea loturilor de fabricaie dup criteriul economic const nstabilirea mrimii optime a acestora, ce conduce la un cost unitar minim. n modelul deoptimizare a mrimii lotului sunt evideniai numai factorii care au un rol important nevoluia costurilor, el evideniind principalele corelaii dintre acetia.
Dup acest criteriu, se consider c asupra mrimii loturilor acioneazurmtorii factori:- cheltuielile de pregtire ncheiere a fabricaiei;- cheltuielile cu imobilizarea mijloacelor circulante;- programul de producie.
a) Cheltuielile de pregtire ncheiere a fabricaiei (b )
Aceste cheltuieli au caracterul i influena cheltuielilor convenional constante,urmrirea lor fcndu-se prin corelarea cu volumul produciei.
Cheltuielile de pregtire ncheiere a fabricaiei pe unitate de produs ( y ) seexprim astfel:
L
by (7.4)
unde: L reprezint mrimea lotului de fabricaie.
Grafic, evoluia cheltuielilor de pregtire ncheiere a fabricaiei pe unitatea deprodus are loc dup o hiperbol echilateral (fig.7.1).
Fig.7.1 Evoluia cheltuielilor de pregtire ncheiere unitare
n cazul a dou mrimi ale lotului de fabricaie 1L i 2L ( 1L < 2L ) cheltuielile depregtire ncheiere a fabricaiei pe unitatea de produs sunt:
0
10
20
30
40
50
60
70
0 10 20 30 40 50 60 70L
Y
L1 L2
y1
y2
-
8/10/2019 Lotul de Fabricatie -Managementul Operational
8/31
8
1
1L
by
(7.5)
2
2
L
by ,
iar economia unitar din adoptarea fabricaiei pe loturi de mrimi 2L este:
21 yye (7.6)
sau
21
11
LLbe (7.7)
adic, la o majorare a lotului de fabricaie, de laL1laL2, se nregistreaz o economie lacheltuieli cu lucrrile de pregtire - ncheiere.
Economia total va fi:
21
11
LLbNeNE (7.8)
unde: Nreprezint cantitatea de produse din programul anual al ntreprinderii.
b) Cheltuielile cu imobilizarea mijloacelor circulante
Perioada de imobilizare a mijloacelor circulante genereaz cheltuieli specificecare acioneaz ca pierderi pentru procesul de producie .
Cheltuielile cu imobilizarea mijloacelor circulante sunt direct proporionale cumrimea lotului de fabricaie ,dup cum se observ n fig.7.2
0
10
20
30
40
50
60
0 10 20 30 40 50 60
L
y'
L1 L2 L
y
y2
Pierderi dinimobilizareaunei unitide produs
y=ax
y
Fig.7.2 Evoluia cheltuielilor cu imobilizarea
mijloacelor circulante
-
8/10/2019 Lotul de Fabricatie -Managementul Operational
9/31
9
n figura de mai sus, areprezint coeficientul unghiular al dreptei pierderilor.Pierderea din imobilizarea unui lot de producie va fi:
TVu (7.9)
unde: V - reprezint valoarea mijloacelor circulante imobilizate;T- durata medie a imobilizrilor (ore, zile etc.); -pierderea care rezult din imobilizarea unei uniti
monetare pe o perioad de 1 an.
Mrimea V se determin astfel:
bc
cLV p
2
(7.10)
unde: c - reprezint costul unei uniti de produs pn la intrarea n fabricaie;
pc - costul prelucrrii (salarii directe plus cheltuieli indirecte, exclusiv
cheltuielile de pregtire ncheiere a fabricaiei ).
Mrimea Tse determin dup relaia:
N
LT (7.11)
Rezult c pierderea u va fi dat de relaia:
N
Lb
ccLu
p
2 (7.12)
Dac inem seama c ntr-un an se fabric Ln loturi
L
N
nL , (7.13)
rezult c pierderea total aferent produciei fabricat pe un an este:
L
N
N
Lb
ccLU
p
2 (7.14)
-
8/10/2019 Lotul de Fabricatie -Managementul Operational
10/31
10
sau
b
ccLU
p
2 (7.15)
Lucrnd cu dou loturi de mrimi 1L i 2L , pierderile care se nregistreaz sunt:
b
ccLU
p
211 (7.16)
b
c
cLU
p
222 (3.17)
Economia, ca urmare a reducerii mrimii lotului la 1L va fi:
22121
pccLLUUU (7.18)
n baza acestor calcule preliminare, referitoare la cheltuielile de pregtire
ncheiere a fabricaiei i la pierderile care rezult din imobilizarea mijloacelorcirculante, se poate aprecia c pentru obinerea unei uniti de produs se facurmtoarele cheltuieli:
N
bc
cL
L
brSCY
p
m
2
(7.19)
unde: mC reprezint cheltuiala cu materia prim/produs;S- salariul pe unitatea de produs;r- cheltuieli de regie unitare.
Derivnd funcia Y, care cuantific costul unei uniti de produs n funcie demrimea lotului L , i egalnd rezultatul cu zero, se obine valoarea minim acheltuielilor de producie:
-
8/10/2019 Lotul de Fabricatie -Managementul Operational
11/31
11
22
2
N
Nc
c
L
b
L
Y
p
(7.20)
sau
02
2
N
cc
L
b
L
Y
p
(7.21)
adic:
N
cc
L
b
p
2
2,
de unde rezult mrimea optim a lotului defabricaie optL :
2
p
optc
c
NbL (7.22)
n cazul n care pentru unele repere durata de fabricaie este mic, ca n cazulpieselor mrunte executate pe maini de mare randament,funcia Yeste:
N
bp
L
L
brSCY m
2
(7.23)
unde: p reprezint costul unei uniti de produs i include cheltuielile iniiale i cele
de prelucrare.n aceste condiii, procednd n mod asemntor pentru calculul mrimii optime alotului de fabricaie, se obine:
22
2
N
Np
L
b
L
Y
sau
-
8/10/2019 Lotul de Fabricatie -Managementul Operational
12/31
12
02
2
N
p
L
b
L
Y
astfel c mrimea lotului optim va fi:
p
NbLopt
2 (7.24)
Cnd fabricaia unui produs este concentrat ntr-un semestru sau trimestru,formulele de optimizare devin:
p
Nb
Lopt
4
, (7.25)
respectiv:
p
NbLopt
8 (7.26)
Aceste modificri aduse relaiei de calcul se explic prin faptul c factorul ireduce valoarea la
2
, respectiv4
.
n afar de metoda analitic de determinare a mrimii optime a lotului defabricaie, se poate utiliza i metoda grafic,reprezentat n fig.7.3.
Fig.7.3 Determinarea mrimii optime a lotului
-
8/10/2019 Lotul de Fabricatie -Managementul Operational
13/31
13
Curbele din fig.3.3 au urmtoarele semnificaii: mC reprezint costul materiei prime pe produs;
Ssalariul pe unitatea de produs; rcheltuieli indirecte (regie) pe produs, exclusiv cheltuielile de pregtire
ncheiere a fabricaiei;
L
b- cheltuielile cu pregtirea ncheierea fabricaiei pe unitatea de produs;
xay - pierderea din imobilizarea mijloacelor circulante;
Yrezultanta, care cumuleaz toate curbele de mai sus.
Pentru determinarea, n mod operativ, pe cale grafic a mrimii loturilor defabricaie se folosesc nomogramele.
Factorii care au fost analizai n determinarea mrimii loturilor de fabricaieconstituie numai o parte a celor care dimensioneaz mrimea acesteia.De aceea, n
modelele de determinare a mrimii loturilor se mai pot include i urmtorii factori:- numrul de loturi care se gsesc simultan n fabricaie ( )
n condiiile n care mrimea ciclului de fabricaie este apreciabil, lund nconsideraie i acest factor, formula de optimizaredevine:
2
popt c
c
bNL (7.27)
- diferena ntre ritmul de fabricaie i ritmul de livrarectre unitile urmtoareale ntreprinderii, care pentru produsele care urmeaz a fi livrate ctreurmtoarele faze tehnologicenecesit crearea de suprafee speciale de depozitarei, implicit, creterea considerabil a timpului de ateptare.
Formula de optimizare n acest caz devine:
dc
c
bNLp
opt
2
(7.28)
unde: dreprezint cheltuielile de depozitare pe o unitate de valoare/zi.Includerea lui dn cadrul formulei de optimizare pornete de la faptul c acesta are oaciune asemntoare cu factorul , deci contribuie la sporirea imobilizrilor;- cheltuielile de depozitare
Prin includerea cheltuielilor de depozitare n cadrul metodelor de optimizare s-
au constituit metodele tipice acestor cheltuieli.
-
8/10/2019 Lotul de Fabricatie -Managementul Operational
14/31
14
Considernd C funcia care cuantific mrimea cheltuielilor pentru obinereaunei uniti de produs, expresia sa va fi:
dLbL
NCC p
2
1 (7.29)
unde: pC reprezint mrimea cheltuielilor necesare pentru fabricarea unei uniti
de produs, care nu sunt influenate de mrimea lotului de fabricaie;
d- cheltuielile de depozitare ( uniti monetare / zi buc);-perioada de timp programat.
Conform cu metoda general de determinare a mrimii loturilor se aflextremul funciei C, dat de derivata n raport cu L :
dbL
N
L
C
2
12
Egalnd cu zero mrimea obinut i determinnd pe L rezult:
02
12
dbL
N
sau
dbL
N
2
12
rezult
d
NbLopt
2 (7.30)
Criteriul tehnico-economic
Acest criteriu se utilizeaz n fabricaia acelor produse pentru care timpul depregtire ncheiere nregistreaz valori ridicate. Este cazul prelucrrii produselor lamainile automate i semiautomate, cazul matririi la prese prevzute cu matriecomplicate etc.
Esena acestui criteriu const n stabilirea unor raporturi ntre timpul depregtire ncheiere i timpul de lucru al utilajului.
Mrimea lotului dat de acest criteriu se determin prin formula:
-
8/10/2019 Lotul de Fabricatie -Managementul Operational
15/31
15
fu
p
optKt
tL
(7.31)
unde: pt reprezint timpul de pregtire ncheiere pentru executarea lotului;
ut - timpul unitar la operaiunea conductoare;fK - coeficient care depinde de condiiile de fabricaie, lund valori ntre
0,03 i 0,15.Operaiunea conductoare se consider aceea care maximizeaz raportul:
maxt
t
u
p (7.32)
Criteriul disponibil
Determinarea mrimii loturilor de fabricaie dup acest criteriu se aplic ncazul produselor care necesit un timp de pregtire ncheiere i de lansare nfabricaie relativ redus.
Mrimea lotului cerut de acest criteriu este aceea care respect n modcumulativ urmtoarele condiii:- numrul de produse din lot este un multiplu al normei de producie pe schimb;- numrul produselor din lot este un multiplu al programului lunar de producie;- periodicitatea lansrii n fabricaie s asigure ritmicitatea lucrului n seciile
urmtoare.
Alte criterii
n condiiile n care utilizarea unuia din criteriile care au fost analizate nuconduce la efecte economice suficient de favorabile pentru ntreprindere, se va folosiunul din urmtoarele criterii:a) criteriul tehnologic, folosit pentru producia de serie mare i de mas, dup care
mrimea lotului este egal cu numrul de produse prelucrate ntre dou reascuiri
succesive ale sculelor;b) criteriul financiar, aplicabil oricrui tip de producie, ntreprinderea stabilind prin
planul su financiar cota de mijloace care poate fi imobilizat, dup care se vadetermina periodicitatea loturilor care va menine imobilizarea sub o cot stabilit;
c) criteriul fondului de timp, aplicabil acelor produse care se fabric pe utilaje imaini cu un numr strict de ore de funcionare. ntreprinderea studiaz timpii de
pregtire ncheiere a fabricaiei i apoi determin o perioad de repetare nfabricaie suficient de mare, n scopul asigurrii fondului de timp necesar mplinirii
programelor de producie. Pe baza periodicitii se determin mrimea lotului;d) criteriul perioadei contabile, dup care mrimea lotului este egal cu cantitatea de
produse ce se poate fabrica ntr-o perioad contabil (lun, trimestru, semestru);
-
8/10/2019 Lotul de Fabricatie -Managementul Operational
16/31
16
e) criteriul periodicitii, recomandat n cazul acelei producii care se livreaz i seconsum cu o ritmicitate prestabilit, presupune ca dimensiunea lotului s fie egalcu cantitatea de produse ce se execut n intervalul de timp dat de perioada derepetare n fabricaie;
f) criteriul seriilor standard, aplicabil produciei repetitive de serie mic, dup caremrimea loturilor este egal cu o fraciune fix (1/1;1/2;1/4;1/8 etc.) din planul de
producie anual;g) criteriul transferului, n conformitate cu care loturile de fabricaie se numesc
loturi ciclice, putnd fi prelucrate n mod succesiv la un numr de operaiitehnologice.
7.2.3 Lotul optim n cazul produselor care parcurg un singur stadiu de prelucrare
Principala caracteristic a fabricaiei n unele verigi de producie, cum suntateliere de presaj, de prelucrare mecanic etc., dotate cu utilaje automate sausemiautomate, o constituie executarea unui nomenclator relativ larg de produse, cugabarit mic i volum redus al prelucrrii. Astfel de produse se execut n ntregime laun singur loc de munc, utilaj sau instalaie.
Pentru aceste produse analiza structurii duratelor de execuie evideniaz opondere nsemnat a timpului necesar efecturiilucrrilor de pregtire ncheiere. Deaceea, minimizarea numrului de reglri ale utilajelor, instalaiilor i implicit reducereaduratei lucrrilor de pregtire ncheiere trebuie s reprezinte factorul de baz ndeterminarea mrimii loturilor de fabricaie.
O metod de calcul a mrimii loturilor de fabricaie, pentru cazul producieiunde cota parte a duratei lucrrilor de pregtire ncheiere deine o ponderensemnat n durata prelucrrii unui produs, este aceea care are la baz coeficientullucrrilor de pregtire -ncheiere.
Pentru un anumit produs coeficientul lucrrilor de pregtire ncheiere exprimraportul ntre durata lucrrilor de pregtire ncheiere i durata total de execuie alotului de fabricaie, astfel:
tLtp
tpkp
, (7.33)
n care:kp - reprezint coeficientul lucrrilor de pregtire ncheiere;tp- durata lucrrilor de pregtire ncheiere a unui lot de produse; Lmrimea lotului de fabricaie;tdurata de execuie propriu-zis a unui produs.
Relaia (3.33) ne permite s observm c mrimea optim a lotului de fabricaie
pentru un anumit produs, utiliznd coeficientul lucrrilor de pregtire ncheiere, poatefi determinat dup cum urmeaz:
-
8/10/2019 Lotul de Fabricatie -Managementul Operational
17/31
17
i
i
itkp
tpkpLopt
)1(, (7.34)
n care:
iLopt - reprezint mrimea optim a lotului de fabricaie pentru produsul i;itp - durata lucrrilor de pregtire-ncheiere a unui lot de produse i;
it - durata de execuie propriu-zis a unui produs i.
Datele referitoare la itp i it sunt prevzute n fia tehnologic a produsului,
document ntlnit n evidena oricrui agent economic.Analiznd relaia (3.34) se poate observa, pe de o parte, existena unui cerc
vicios n determinarea mrimilor iLopt i kp, iar pe de alt parte,principala problem
a dimensionrii mrimii loturilor de fabricaie, de care depinde calitatea calculelor de
optimizare, o constituie modul de fundamentare a coeficientului lucrrilor depregtire-ncheiere.Eliminarea cercului vicios n determinarea mrimilor iLopt i kpeste posibil
apreciaz cei mai muli cercettori - dac se procedeaz la calculul coeficientuluilucrrilor de pregtire ncheiere pe ateliere sau secii de producie, folosind datelestatistice referitoare la fabricaia dintr-o perioad precedent. n acest sens,coeficientul lucrrilor de pregtire-ncheiere poate fi calculat conform relaiei:
n
i
n
i
ii
n
i
i
tefLeftpef
tpef
kp
1 1
1 , (7.35)
n care:ni ,1 - reprezint nomenclatorul produselor executate n atelier sau secie
ntr-o perioad precedent;
itpef- durata efectiv a lucrrilor de pregtire-ncheiere a unui lot de
produse i;itef - durata efectiv de execuie propriu-zis a unui produs i;
Lef- mrimea medie efectiv a unui lot de fabricaie.Mrimea medie efectiv a lotului de fabricaie se determin cu relaia:
n
Lef
Lef
n
i
i 1 , (7.36)
unde: iLef reprezint mrimea efectiv a lotului de fabricaie a produsului i.
-
8/10/2019 Lotul de Fabricatie -Managementul Operational
18/31
18
Coeficientul lucrrilor de pregtire-ncheiere, stabilit cu relaia (3.35),reflect numai situaia efectiv a produciei, ceea ce poate conduce la o deformare acalculelor de optimizare. De aceea, n calculele de optimizare a mrimii loturilor defabricaie se recomandutilizarea unui coeficient kp, stabilit cu relaia (3.35), numai
pentru valori mai mici de 0,03 sau cel mult egale cu 0,03. n calculele de optimizare amrimii loturilor de fabricaie poate fi adoptat ca normativ un coeficient kp 03,0 ,deoarece rezult c modificarea mrimii coeficientului kpn intervalul 0,010,03 nuconduce la modificri importante asupra mrimii loturilor de fabricaie.
Dac valoarea coeficientului lucrrilor de pregtire-ncheiere, rezultat dinaplicarea relaiei (3.35), este mai mare de 0,03, rigoarea calculelor de optimizare amrimii loturilor de fabricaieeste influenat de justa fundamentare a coeficientuluikp.Pentru aceste condiii de fabricaie trebuie aduse unele corecii de calcul n alegerea
coeficientului kp, ca valoare normat. n esen, operaiile de corecie constau nefectuarea urmtoarelor calcule:
- se determin, pentru fiecare atelier sau secie de producie, raportul r:
n
i
i
n
i
i
tpef
tef
r
1
1 , (7.37)
- se introduce raportul rn relaia (3.35), caz n care kpeste egal cu:
kp =efLr1
1 (7.38)
- se calculeaz derivata relaiei (3.38) n raport cu Lef, pentru a stabili rapiditatea
modificrii coeficientului lucrrilor de pregtire-ncheiere n funcie de variaiamrimii lotului de fabricaie:
kp=2)1( efLr
r
(7.39)
- se alege mrimea optim a coeficientului lucrrilor de pregtire-ncheiere kp* nfuncie de criteriul minimului rapiditii modificrii relaiei kp:
kp*
2)1(min efLr
r
(7.40)
-
8/10/2019 Lotul de Fabricatie -Managementul Operational
19/31
19
Coeficientul kp*, rezultat din interpretarea cerinei formulat n relaia (3.40), esteutilizat pentru determinarea mrimii optime a loturilor de fabricaie, conform relaiei(3.34).
i
ii
tkp
tpkpLopt
*
* )1(
(7.41)
7.2.4. Lotul optim n cazul n care perioada de consum este sensibil mai maredect perioada de fabricaie
Sunt firme industriale care fabric articole (piese i repere) de dimensiunimici,cum sunt arcuri,uruburi,flane,rondele,a cror perioad de consum este mult mai
mare dect perioada de fabricaie.Atunci cnd durata de prelucrare a lotului este mult mai mic dect durata de
consum, iar lucrrile de pregtire ncheiere au o pondere mic n durata de execuie areperelor, lotul economic se determin pe baza ecuaiei cheltuielilor de produciedependente de mrimea lotului.
Dac lucrrile de pregtire ncheiere au o pondere mare n durata deprelucrare a pieselor mrunte, atunci lotul economic este indicat s se determine nfuncie de coeficientul lucrrilor de pregtire ncheiere. i n aceast situaie
perioada de consum este mult mai mare dect perioada de producie.
Construirea ecuaiei cheltuielilor de producie aferente unui obiect din lot trebuie sin seama de aspectele specifice ale fabricaiei i consumului articolelor mrunte, careconstau n urmtoarele:
- se lanseaz n fabricaie cantiti mari;- ciclul de fabricaie are durate mici;- perioada de consum nregistreaz valori mari (luni sau sptmni).
Datorit acestor considerente, n ecuaia cheltuielilor de producie aferenteunui lot trebuie s se ia n considerare cheltuielile de stocaren locul cheltuielilor cuimobilizarea capitalului circulant.
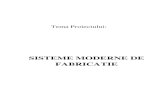
Mecanismul consumrii i refacerii stocului de piese mrunte n magaziaseciei productoare este reprezentat n fig.7.4.
Se observ c stocul de piese nregistreaz un nivel maxim (S m ax ), egal cumrimea lotului de fabricaie (L), n momentul sosirii n magazia seciei a unui nou lot.
-
8/10/2019 Lotul de Fabricatie -Managementul Operational
20/31
20
m axS
cP cP cP
cT cfD cfD cfD
cT cT
L
Stocul scade treptat i ajunge la sfritul perioadei de consum (Tc) la un nivelegal cu zero pe msur ce magazia seciei efectueaz livrri. Cnd nivelul stoculuiajunge la punctul comenzii (Pc), magazia informeaz secia c trebuie s lanseze i sexecute un nou lot de piese mrunte.
Timpul necesar seciei productoare pentru lansare, execuie i livrare lamagazie a unui nou lot reprezint tocmai durata ciclului de fabricaie (D cf).
Cheltuielile totale (Ct) sunt date de relaia:
Ct= Cs+ Ctp+ Cp
Cheltuielile de stocare totale aferente unui lot (Cs) pe perioada de timp (T)sunt date de relaia :
ss cTL
C 2
(7.42)
unde csreprezintcheltuielile de stocare pe unitatea de reper i unitatea de timp.Numrul loturilor ce se vor produce n perioada T va fi:
L
NnL
Cheltuielile totale de pregtire ncheiere legate de fabricaia unui lot (Ctp), pentreaga durat de programare T, vor fi:
lplpLltp C
L
NCnC
(7.43)
Fig. 7.4 Schema consumrii i refacerii stocului n magazia secieiroductoare
-
8/10/2019 Lotul de Fabricatie -Managementul Operational
21/31
21
undelp
C
reprezintcheltuielile de pregtire-ncheiere pentru fabricaia unui lot.
Notnd cu cpcostul prelucrrii unui reper, rezult costul total de prelucrare Cp:
pp cNC (7.44)
Relaia de calcul a cheltuielilor totale (Ct) determinate de fabricarea tuturorloturilor n perioada T va fi:
slppsltppt cT
LC
L
NcNCCCC
2
(7.45)
Pentru a afla lotul care minimizeaz cheltuielile totale se anuleaz derivataacestei funcii n raport cu lotul L. Deoarece cheltuielile de prelucrare Cpnu depindde mrimea lotului, se obine:
02
12
slp cTCL
Q,
de unde rezult c relaia de calcul a lotului optim (Lopt) este:
s
lp
optcT
CNL
2
(7.46)
Dac variaia lotului n timp se face dup o funcie neliniar exist uncoeficient de neuniformitate k 2, iar formula lotului optim devine:
s
lp
optcT
CNkL
(7.47)
7.2.5. Lotul oprim lund n considerare cheltuielile de stocaj sau de posesie iritmul zilnic al vnzrilor
Acest caz este identic cu cel prezentat la pct.3.2.4, adic perioada de consumeste mult mai mare de ct perioada de fabricaie. Deosebirile constau n apariiaunui nou parametru, anume ritmul zilnic de vnzare, i n ecuaia general acosturilor.
Se introduc notaiile:Cf costurile fixe aferente unui lot sau unei serii (costurile de pregtire
ncheiere sau costurile de lansare), exprimate n lei/lot;
-
8/10/2019 Lotul de Fabricatie -Managementul Operational
22/31
22
vC costurile de producie proporionale cu numrul de uniti din lot saucosturile variabile, lei/bucat;
Lnumrul unitilor de produs dintr-un lot sau dintr-o serie;cscostul de stocaj pe unitatea de cantitate i de timp (zi);
rvritmul mediu zilnic al vnzrilor sau al cifrei de afaceri (buci/zi sau lei/zi).
Costurile globale de producie ale unei serii sau lot se pot scrie sub forma:
stg CCC , (7.48)
iar costurile totale sunt date de relaia:
LcCLCCCCC pfvfvft
(7.49)
Dac Teste durata de stocaj vom avea:
CA
L
r
LT
v
(7.50)
n aceast abordare a seriei economice se presupune c vnzarea este
constant pe unitatea de timp (vitez de vnzare sau vnzare constant), iar stocurilesunt imediat aprovizionate pe ansamblul produciei de serie (vitez de producieinfinit).
n aceste condiii, stocul mediu de produse fabricate este egal cu jumtateaunui lot, adic:
2
LSm
Costurile de stocaj pe perioada unui stocaj T vor fi date de relaia:
s
v
ss cr
LLcT
LC
22 (7.51)
Costurile globale de producie Cg devin:
v
s
pf
v
svfg
r
cLLcC
r
cLLCCC
22
22
-
8/10/2019 Lotul de Fabricatie -Managementul Operational
23/31
23
Dac notm cu
gC costurile globale unitare, atunci acestea sunt date de
relaia:
v
s
p
f
g r
cL
cL
C
L
Cg
C 2
(7.52)
Dup derivarea acestei ecuaii i egalarea cu zero se obine:
02
)(2
v
sfg
r
c
L
C
dL
Cd
Lotul optim va fi:
s
vf
optc
rCL
2 (7.53)
sau
s
f
optc
CAC
L
2
(7.54)
7.2.6. Lotul optim n cazul fabricaiei de piese necesare montajului de produsefinite
n lotizarea pieselor necesare montajului produsului, pentru orice secie defabricaie, termenul de comparaie trebuie s-l reprezinte lotul optim al produsuluifinit, care echilibreaz la nivel de ntreprindere influena cheltuielilor cu lucrrile
de pregtire ncheiere i a celor de imobilizare a resurselor bneti.ntruct lotul optim al produsului finit reprezint, pentru ntreprinderea
industrial, lotul optim de lansare la montaj al produsului respectiv, lansrile nfazele care preced montajul trebuie corelate cu necesitile acestuia. Aceastcerin este satisfcut dac pentru un tip de pies (i), necesar fabricrii
produsului finit, mrimea lotului de fabricaie (Li)este dat de relaia:
ioptii LnL (7.55)
n care: nireprezint numrul de piese de tip inecesare executrii produsului finit;
Lopt i mrimea optim a lotului de fabricaie la nivel de produs finit.
-
8/10/2019 Lotul de Fabricatie -Managementul Operational
24/31
24
Este posibil ca pentru anumite piese loturile optime din punct de vedere economics se abat foarte mult de la cerinele corelrii cu lotul optim la montaj al
produsului finit, astfel:
a) Lopt < Li, caz n care pentru piesa ise va adapta un lot de fabricaie (Lai) ct
mai apropiat de Lopt, cu condiia:
ii LakL (7.56)
unde kreprezint numrul de lansri n fabricaie a piesei i
b) Lopt > Li, ceea ce nseamn c dup ce s-au satisfcut cerinele la montajrmne o cantitate de piese (qi) egal cu:
iopt LLq i (7.57)
ntruct cantitatea q va fi folositla o nou lansare a produsului finit, rezult c unanumit timp trebuie depozitat, fiind necesare cheltuieli de stocare.
Ecuaia cheltuielilor Y trebuie completat cu cheltuielile de stocare pe produs dinlot, astfel:
N
cL
N
b
c
cL
L
brSCY
p
m2
)2( *
(7.58)
Cheltuielile de stocare sunt:
*2
1cLCs ,
unde c* reprezint costul unui produs, mai puin cota-parte cu lucrrile depregtire - ncheiere.
Minimul funciei Y se obine cnd derivata n raport cuLeste nul, adic:
02
*20
2
N
c
N
cc
L
b
L
Y
p
-
8/10/2019 Lotul de Fabricatie -Managementul Operational
25/31
25
N
cc
c
L
b
N
c
N
cc
L
b
pp
2
*2
2
2
*222
Rezult c lotul optim va fi dat de relaia:
*2
2
2
cc
c
NbL
p
opt (7.59)
7.2.7 Determinarea frecvenei optime a lansrii loturilor n fabricaie
n vederea determinrii frecvenei optime a lansrii loturilor n fabricaie, pentruntreprinderile care execut nproduse, se utilizeaz urmtorultabel:
Tabelul 7.1
Tabel pentru determinarea frecvenei optime
Cheltuielile pentru fabricarea produselor (Y) se determin astfel:
Y=
n
i
n
i
n
i
iii
i
i
iiI dp
Lb
L
NPN
1 1 1
)(2
(7.60)
n care:Lireprezint mrimea lotului; pierderea care rezult din imobilizarea unei uniti monetare pe o
perioad de 1 an.
Produse Cheltuieli
depregtire-ncheiere
(bi)
Costul
produsului(pi)
Cheltuieli de
depozitare(di)
Cantitatea de
produse(Ni)
1
2
3
.
.
.
n
-
8/10/2019 Lotul de Fabricatie -Managementul Operational
26/31
26
Frecvena lansrii loturilor n fabricaie (K) este egal cu:
K=L
N (7.61)
Atunci formula (3.60) devine :
Y=
n
i
n
i
n
i
iii
ii dpK
NbKpNi
1 1 1
)(2
(7.62)
Cheltuielile Ysunt minime atunci cnd :
0
K
Y
K
Y
= 0)(
21 12
n
i
n
i
iii
i dpK
Nb
Rezult c frecvena lansrii loturilor n fabricaie (K) va fi :
K=
n
i
i
i
n
i
ii
b
dpN
1
1
2
)(
(7.63)
7.2.8 Periodicitatea lansrii loturilor n fabricaie
n condiiile produciei de serie, cu repetarea regulat a execuiei unor loturide produse , baza de calcul a termenilor de lansare o constituie periodicitatealansrilor.
Periodicitatea lansrilor, denumit si perioada de repetare a lotului nfabricaie, este definit ca fiind intervalul de timp dintre dou lansriconsecutive aleunui anumit produs.
Calculul periodicitii lansrii loturilor n fabricaie este precedat de stabilireanumrului de loturi (nL), determinat cu relaia :
opt
LL
Nn (7.64)
unde :N-reprezint programul anual pentru produsul cruia i calculmperiodicitatea;
optL -mrimea optim a lotului de fabricaie.
Periodicitatea lansrii loturilor n fabricaie (R) se determin cu relaia :
-
8/10/2019 Lotul de Fabricatie -Managementul Operational
27/31
27
Ln
TR (7.65)
unde: T- reprezint fondul de timp aferent producerii loturilor .
Relaia (3.65) nu corespunde tuturor condiiilor de producie. Acest lucru poatefi pus n eviden dac se analizeaz legturadintre perioada de repetare a lotului (R)i durata ciclului sau de fabricaie ( cfD ).
Aceti doi parametri se pot afla ntr-un raport de egalitate sau de inegalitate, astfel:
a) Perioada de repetare a lotului este egala cu durata ciclului de fabricaie(R = cfD )
b) Perioada de repetare a lotului este mai mare dect durata cicluluide fabricaie (R > cfD )
c) Perioada de repetare a lotului este mai mic dect durata ciclului de
fabricaie (R
-
8/10/2019 Lotul de Fabricatie -Managementul Operational
28/31
28
Exemplu numeric. Considerm cazul unei ntreprinderi n care N = 1000produse i mrimea Lopt = 200 produse .Calculm numrul de loturi (nL) iperioada de repetare a lotului (R) i rezult :
nL= 5200
1000
optL
N
R = zilen
T
L
735
365
Lum n studiu urmtoarele cazuri:
Cazul 1o. R = Dcf= 73 zile
-
8/10/2019 Lotul de Fabricatie -Managementul Operational
29/31
29
Cazul 2o.R>Dcf (R= 73 zile ,Dcf= 60 zile )
n acest caz , ultimul lot nregistreaz un devans de 13 zile .
Cazul 3o. R
-
8/10/2019 Lotul de Fabricatie -Managementul Operational
30/31
30
Pe baza celor artate mai sus , prezentm n continuare corelarea perioadei derepetare a lotului (R) cu durata ciclului de fabricaie (Dcf) i cu durata de consum aloturilor (Dcons), evideniindu-se urmtoarele situaii :
DcfDconsDcf= 0 , iarDconsare mrimi apreciabile
Lum in discuie prima situaie :Dcf Dcf i producerea lotului urmtor lui OA are loc dup dreapta O2A2. Dac
nu se produce un alt sortiment n intervalul O1O2 , atunci apare un gol defabricaie ;
c) R < Dcf i producerea lotului urmtor lui OA are loc dup dreapta O3A3 ; n
aceast situaie se afl concomitent n procesul de fabricaie dou sau mai multeloturi .
-
8/10/2019 Lotul de Fabricatie -Managementul Operational
31/31
Pentru situaia n care Dcf=Dconsavem urmtoarea reprezentare grafic :
Cnd Dcf>Dconssituaia se prezint grafic astfel :
Situaia n care Dcf =0, iar Dcons are mrimi apreciabile (aceast ultim situaieconstituie aprovizionarea cu materiale care intr direct n producie pe loturi.) se
prezint astfel :