
LIST OF FIGURES - University of Wisconsin–Madison Papers/2015 - Florida.pdf · hand-in-hand with...
25
Transcript of LIST OF FIGURES - University of Wisconsin–Madison Papers/2015 - Florida.pdf · hand-in-hand with...

Executive Summary................................................................................................................................................................ii Project Management................................................................................................................................................................1
Organization Chart…………...................................................................................................................................................2
Hull Design and Structural Analysis.......................................................................................................................................3
Development and Testing........................................................................................................................................................5
Construction………….............................................................................................................................................................8
Project Schedule………….....................................................................................................................................................10
Design Drawing…………......................................................................................................................................................11
LIST OF FIGURES
Figure 1: ForeverGlades Person-Hours...................................................................................................................................1
Figure 2: Transom Stern Flow Separation………...................................................................................................................3
Figure 3: Free Body Diagram for Men’s Sprint……...............................................................................................................4
Figure 4: Free Body Diagram for Lateral Analysis..................................................................................................................4
Figure 5: Iterative Process of Concrete Mix Design................................................................................................................5
Figure 6: Third-Point Flexure Test on Composite Panel……………………………………………………………..….......5
Figure 7: Neoprene Caps for Compression Test……..………………………………………………………………………7
Figure 8: Cross Sections Supported and Bolted to Beam...........................................................................………………….8
Figure 9: Structural Rib Form………………………............................................................................................................8
Figure 10: Initial Curing with Heated Soaker Hose………………………………………………………………………….9
Figure 11: Aesthetic Alligator in Practice Canoe…………………………………………………………….………………9
LIST OF TABLES
Table 1: ForeverGlades Concrete Properties...........................................................................................................................ii
Table 2: ForeverGlades Concrete Properties Compared to AcceleGator................................................................................7
LIST OF APPENDICES
Appendix A: References…………. ....................................................................................................................................A-1
Appendix B: Mixture Proportions…………........................................................................................................................B-1
Appendix C: Bill of Materials………..................................................................................................................................C-1
Appendix D: Example Structural Calculation…………………………………………………………………………….D-1

Encompassing the nation’s largest subtropical
wetland, Everglades National Park provides
sanctuary for thirty-six protected animal species
across nearly 1.5 million grassy acres in south
Florida. The natural, pulsing surface water flow of
the larger Everglades basin has been increasingly
disrupted due to land development since the late
1800s. While it was human intervention that
originally altered the flow balance, today, a more
holistic engineering mentality is employed to
remedy past oversights. The Comprehensive
Everglades Restoration Plan (CERP) leads the effort
to protect and preserve the water resources of the
Everglades. Located several hundred miles to the
north in Gainesville, the University of Florida (UF)
has created research and extension programs to
address these pressing issues. These programs aim
to enhance the quality of the ecosystem and
improve the abundance and diversity of native
species, while also accommodating urban and
agricultural water demands.
As one of the most comprehensive and
academically diverse public universities in the
nation, UF serves more than 50,000 students
annually with 16 colleges and more than 150
research centers and institutes (University of Florida
(a) 2014). The UF Concrete Canoe Team,
competing in one of the largest ASCE conferences,
has placed 1st in the Southeast Region the last three
years and finished 12th
(AcceleGator, 2014), 3rd
(ConquistaGator, 2013), and 5th
(VindiGator, 2012)
at the national level.
The UF Team began its season by moving
production from a satellite facility to an on-campus
research laboratory. The space proved to be
effective for recruitment purposes, drawing in a
larger, younger team than in previous years. With
youth came inexperience, prompting captains, with
the help of team veterans, to formally draft best
management practices to guide future teams.
Proximity to numerous active research projects
allowed the team to better utilize university
resources. With the move, many construction and
mix design techniques were improved in order to
meet space constraints and ensure safety of the team
members.
Outside of the lab, the paddling team was
committed to kneeling in all five races in an effort
to maximize its competitive advantage. Accordingly,
the hull design was developed to enhance paddler
stability without impeding maneuverability. The
concrete mix design focused on improving tensile
strengths while incorporating new materials to
create a low density mix. In an effort to improve
upon previous teams’ final product scores, a
schedule was created which dedicated more time to
construction planning and visual display fabrication.
Emphasis was placed on uniform gunwale thickness
when designing the canoe form. To enhance
aesthetic quality, the team integrated a three-
dimensional cast concrete alligator, both an
Everglades native and the UF mascot, into the
canoe’s interior surface.
To pay tribute to this marvel of nature and bring
awareness to the effort to preserve the diverse
ecosystem of the Everglades, UF proudly captures
the beauty of this “river of grass” with its 2015
canoe: ForeverGlades.
Maximum
Length 22.0 ft.
Maximum
Width 26.0 in.
Maximum
Height 13.5 in.
Average
Thickness 0.375 in.
Weight 178 lb
Colors Blue, Green, Tan, Yellow
Reinforcement Carbon Fiber Mesh with
Kevlar® Weave
Inner
Lay
er Wet Unit Weight 50.5 pcf
Oven Dried Unit Weight 40.6 pcf
Compressive Strength 1,512 psi
Tensile Strength 196 psi
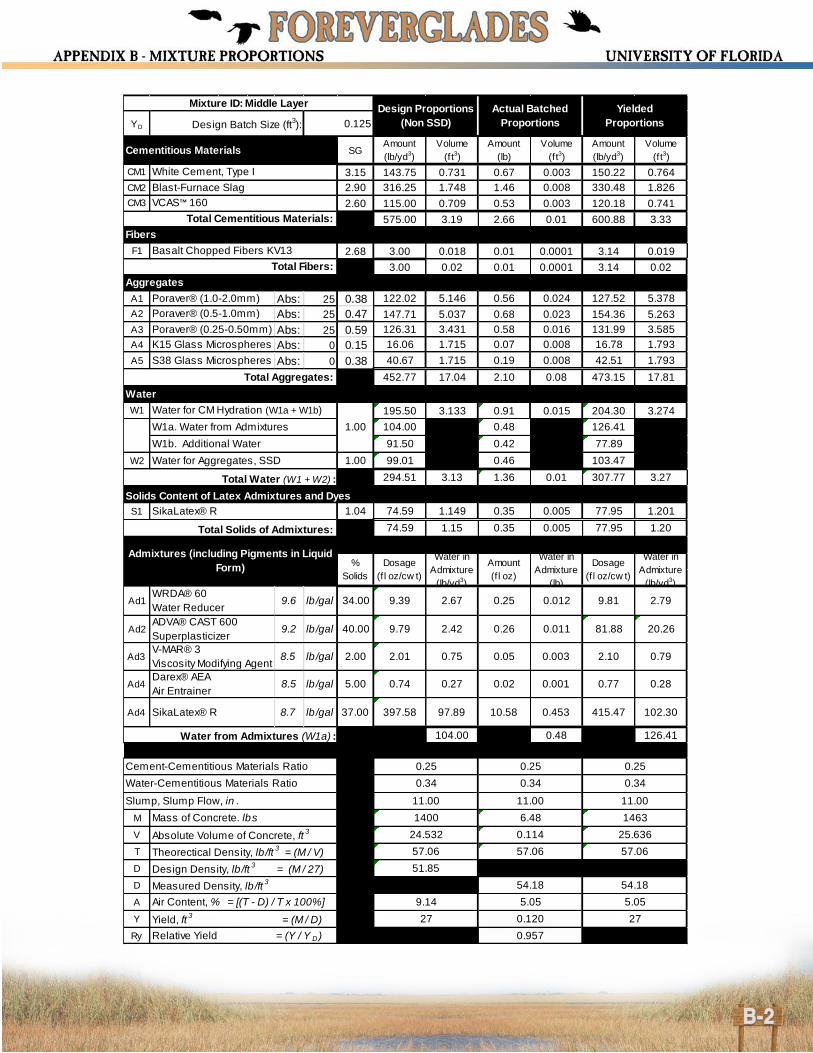
Mid
dle
Lay
er Wet Unit Weight 54.2 pcf
Oven Dried Unit Weight 50.3 pcf
Compressive Strength 2,148 psi
Tensile Strength 282 psi
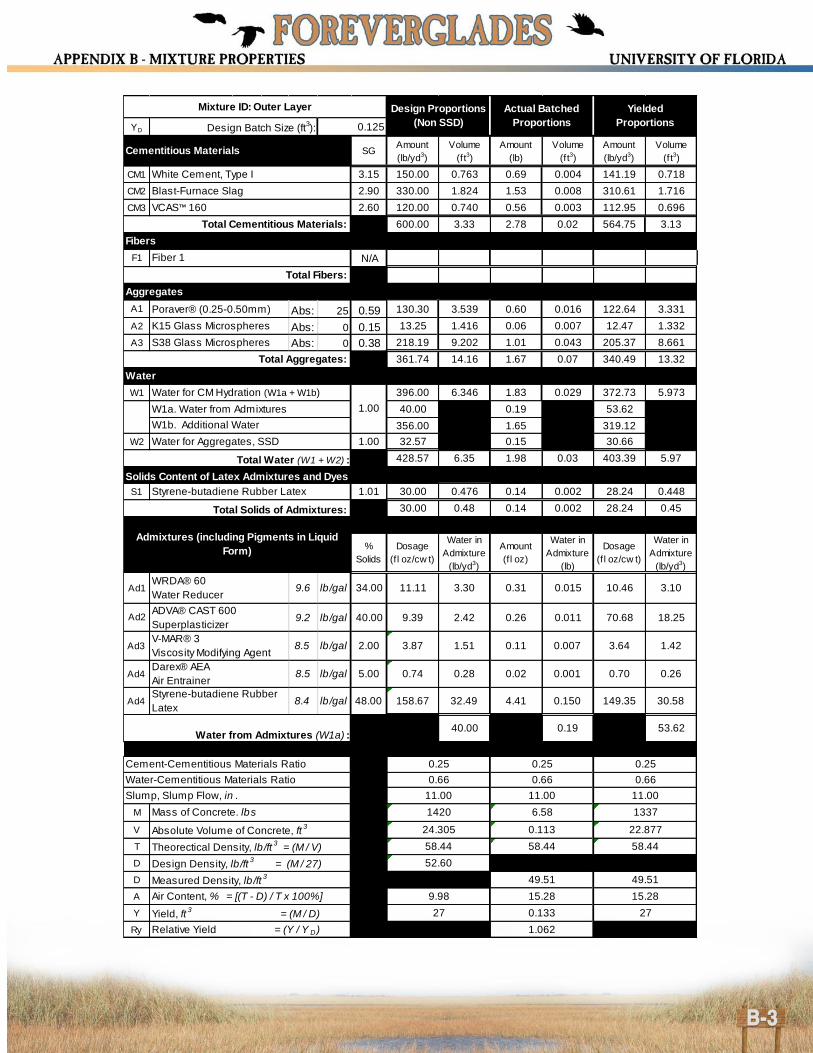
Ou
ter
Lay
er Wet Unit Weight 49.5 pcf
Oven Dried Unit Weight 40.7 pcf
Compressive Strength 1,350 psi
Tensile Strength 129 psi
Composite Flexural Strength 1,272 psi
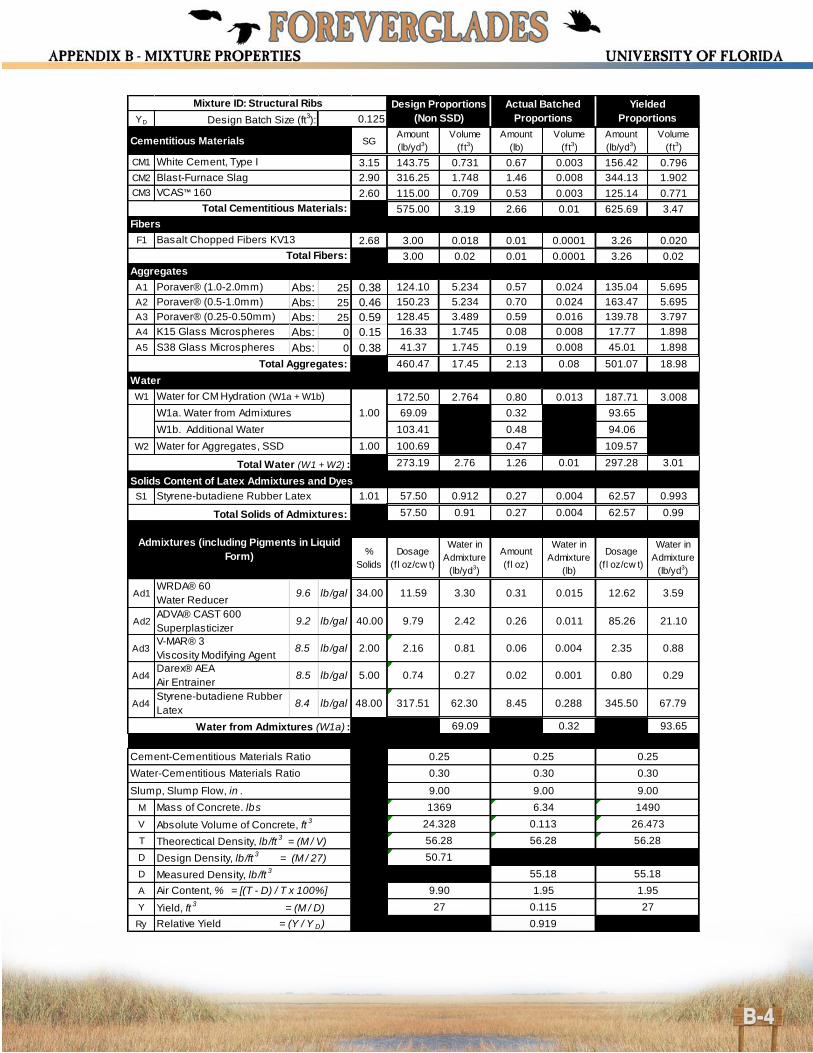
Str
uct
ura
l
Rib
s
Wet Unit Weight 55.2 pcf
Oven Dried Unit Weight 52.7 pcf
Compressive Strength 1,666 psi
Tensile Strength 271 psi
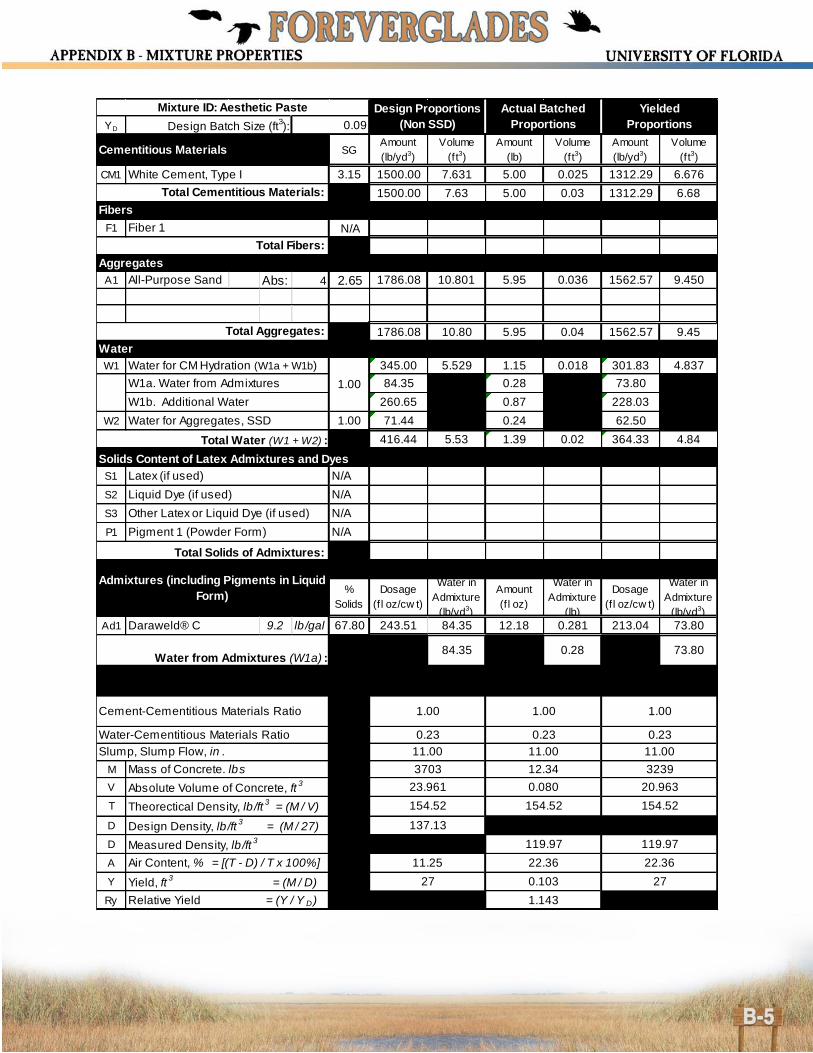
Aes
thet
ic
Pas
te
Wet Unit Weight 120.0 pcf
Oven Dried Unit Weight 105.8 pcf
Compressive Strength N/A
Tensile Strength N/A
Table 3 Table 1 Table 2
Table 1: ForeverGlades Concrete Properties

A single head captain, acting as the project
manager, took on the tasks of recruitment,
budgeting, scheduling, and delegating for the
ForeverGlades team. To complete the team, five
captains were selected as project engineers to lead
concrete mix design, hull design/structural analysis,
visual design, construction, and paddling.
Similar to that used by CERP, an adaptive
management approach allowed the team to monitor
progress and make the appropriate changes required
to meet prescribed goals. Risk management was
ensured by pairing veterans with inexperienced
team members for construction processes, and
quality control was supplemented by using external
resources to help critique the design paper. Quality
assurance was provided throughout the project by
requiring the captains to submit progress reports
and schedules at the beginning of each week to
ensure that tasks followed the master schedule
created by the project manager
Using this master schedule, captains adhered to a
critical path rooted in team historical data and
planned improvements. This critical path included
hull design selection, mold completion, practice
canoe completion, and competition canoe
completion. Major milestones not included on the
critical path consisted of mix design finalization,
selection of the paddling team, and completion of
the design paper. These milestones were determined
based on past experience and accomplished through
clear and constant communication as well as
timeline awareness among all captains.
The ForeverGlades team understood the benefits
that fabricating both a practice and a competition
canoe would provide for quality assurance and
educating a young team. In order to ensure there
was sufficient time to design, place, and cure two
concrete canoes, the schedule for structural analysis,
hull design, mold construction, and mix design was
rigorous and closely followed. With the donation of
nearly all concrete materials and admixtures,
creating a second canoe added a minimal cost of
$600 to the ForeverGlades budget. The practice
canoe allowed 18 newly-recruited members to
become familiar with the precision required during
the placement process. Additionally, the team had
the opportunity to test new construction and mix
design techniques to mitigate errors before the
competition canoe placement one month later.
Efficiency in time management and the donation of
a second shotcrete gun allowed for a reduction of 75
person-hours from the placement of the practice
canoe to the competition canoe. Overall, the team
put in over 2,800 person-hours designing, testing,
and constructing ForeverGlades (Figure 1).
Before using the lab, each team member was
required to attend an informative, concrete canoe-
specific safety training session, as well as complete
12 hours of online safety courses through the
University. After the initial session, the team was
instructed on each tool used in the lab to ensure
competence and safety at all times. Those working
with concrete materials were required to read
material safety data sheets for the materials and
personal protective equipment was required and
supplied in all areas of the lab. The team worked
hand-in-hand with the laboratory staff to guarantee
appropriate handling of tools and materials.
The operational budget for all necessary material
procurement and construction processes of the
canoe was set at $4,800. Since no financial
assistance is received from the University itself, the
team sought to fundraise through engineering firms
and UF Concrete Canoe alumni directly. Since the
team was fortunate enough to receive several
material donations for the concrete mix design as
well as colored sealer, construction and visual
display components were left to bear the brunt of
the canoe completion cost. Over $9000 was raised
during the year to cover project expenses, travel
costs, and registration fees which allowed for a
substantial sum to be allocated to the future team.
Finally, a strict paddling regimen was overseen,
incorporating two gym sessions and two mandatory
lake practices per week beginning in the fall. The
team benefitted immensely from the opportunity to
practice in the chosen hull design (the practice
canoe) in the months leading up to the competition.
Figure 1: ForeverGlades Person-Hours


The ForeverGlades hull design team drew upon
well documented and successful hull forms from
past years to maintain a tradition of excellence in
design. Obtaining feedback from last year’s
paddlers and using AcceleGator as a baseline, the
team focused on refining the hull for improved race
performance. Design goals were geared toward
balancing straight-line speed and maneuverability,
while improving stability in order to accommodate
the kneeling paddling style.
The design team sought to increase straight line
speed by reducing the hull’s wave-making
resistance. This can be achieved by maximizing
waterline length; however, with the canoe length
constrained at 22 ft. (ASCE/NCCC 2015), other
parameters had to be altered. The bow rocker was
decreased from 5.5 in. to 4 in. This decrease in
curvature reduced maneuverability which, in turn,
increased tracking. To compensate, the rocker
curvature was maintained along the hull bottom,
providing less lateral resistance and promoting
boundary layer cohesion. This combination
maintained sufficient maneuverability while
minimizing wave-making resistance (Winters 2006).
The continued use of a transom stern this year
also helped to maximize waterline length. This
truncation allows flow to continue as if the canoe
actually extended out to a point as shown in Figure
2. The increased effective waterline length results in
a decrease in
form resistance.
Proper separation
was achieved
through correct
sizing of the
truncation by
maintaining the
Froude numbers
of at least 2.0
(Maki et al. 2005).
The ForeverGlades hull profile was flattened
slightly, which enhanced the initial stability of the
canoe (Gullion 1994). The need for improved
stability was expressed by paddlers in order to more
comfortably and effectively deliver power while
kneeling. Wave-making resistance tends to increase
with a larger surface area; however, with a flatter
bottom, the sanding process can be carried out more
accurately, giving the hull a smoother finish and
reducing friction drag when compared with
AcceleGator (University of Florida (b) 2014). A 15
degree raked bow, added for aesthetic purposes,
decreased the amount of deadwood in the bow,
further reducing wetted surface area and friction
drag. From previous years’ scale model test data,
this bow angle was determined to be the most
efficient (University of Florida 2007).
Hulls were designed using FREE!ship
(Timoshenko 2013) and compared using the fluid
dynamics program, Mitchlet (Lazauskas 2013). This
was done to accurately determine the designs with
the least wave resistance. Resistance was analyzed
for hull speeds ranging from 1 to 6 knots (1.69 to
10.12 ft./s), the estimated maximum speed during
the co-ed sprint race. From these results, 4 final
designs were tested for straight-line speed and
maneuverability. Scale models at 1:6 size were
milled using a computer numerical controlled (CNC)
machine at an on-campus fabrication center. This
scale was chosen to best maintain model similitude,
matching Froude numbers while remaining in an
acceptable range of Reynolds number.
Based on design criteria and scale model test
performance which balanced speed and turning, a
final hull was selected with a shallow arch bottom,
22-ft. length, 26-in. beam, and 2-in. transom stern.
ForeverGlades improves upon last year’s straight-
line speed while maintaining comparable turning
ability and meeting all design goals.
Structural analysis was performed with the
purpose of determining the critical tensile and
compressive strengths required for the hull to
undergo various predetermined loading cases. The
loading conditions considered included the two-
male loading, four person loading, and the
demolding, transportation, and display of the canoe.
Analysis was performed longitudinally along the
length of the canoe and laterally along the beam of
the hull to obtain critical values. For each
orientation of analysis, the canoe was assumed to be
a two-dimensional beam.
Figure 2: Transom Stern Flow
Separation
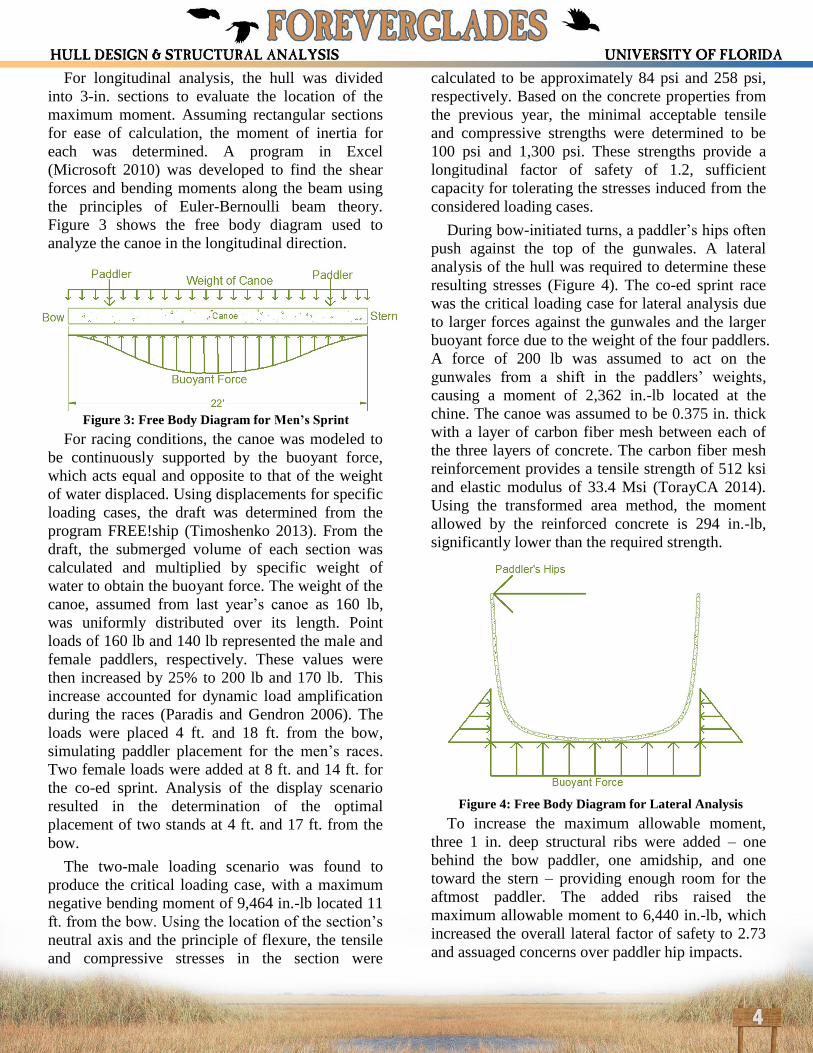
Figure 4: Free Body Diagram for Lateral Analysis
For longitudinal analysis, the hull was divided
into 3-in. sections to evaluate the location of the
maximum moment. Assuming rectangular sections
for ease of calculation, the moment of inertia for
each was determined. A program in Excel
(Microsoft 2010) was developed to find the shear
forces and bending moments along the beam using
the principles of Euler-Bernoulli beam theory.
Figure 3 shows the free body diagram used to
analyze the canoe in the longitudinal direction.
For racing conditions, the canoe was modeled to
be continuously supported by the buoyant force,
which acts equal and opposite to that of the weight
of water displaced. Using displacements for specific
loading cases, the draft was determined from the
program FREE!ship (Timoshenko 2013). From the
draft, the submerged volume of each section was
calculated and multiplied by specific weight of
water to obtain the buoyant force. The weight of the
canoe, assumed from last year’s canoe as 160 lb,
was uniformly distributed over its length. Point
loads of 160 lb and 140 lb represented the male and
female paddlers, respectively. These values were
then increased by 25% to 200 lb and 170 lb. This
increase accounted for dynamic load amplification
during the races (Paradis and Gendron 2006). The
loads were placed 4 ft. and 18 ft. from the bow,
simulating paddler placement for the men’s races.
Two female loads were added at 8 ft. and 14 ft. for
the co-ed sprint. Analysis of the display scenario
resulted in the determination of the optimal
placement of two stands at 4 ft. and 17 ft. from the
bow.
The two-male loading scenario was found to
produce the critical loading case, with a maximum
negative bending moment of 9,464 in.-lb located 11
ft. from the bow. Using the location of the section’s
neutral axis and the principle of flexure, the tensile
and compressive stresses in the section were
calculated to be approximately 84 psi and 258 psi,
respectively. Based on the concrete properties from
the previous year, the minimal acceptable tensile
and compressive strengths were determined to be
100 psi and 1,300 psi. These strengths provide a
longitudinal factor of safety of 1.2, sufficient
capacity for tolerating the stresses induced from the
considered loading cases.
During bow-initiated turns, a paddler’s hips often
push against the top of the gunwales. A lateral
analysis of the hull was required to determine these
resulting stresses (Figure 4). The co-ed sprint race
was the critical loading case for lateral analysis due
to larger forces against the gunwales and the larger
buoyant force due to the weight of the four paddlers.
A force of 200 lb was assumed to act on the
gunwales from a shift in the paddlers’ weights,
causing a moment of 2,362 in.-lb located at the
chine. The canoe was assumed to be 0.375 in. thick
with a layer of carbon fiber mesh between each of
the three layers of concrete. The carbon fiber mesh
reinforcement provides a tensile strength of 512 ksi
and elastic modulus of 33.4 Msi (TorayCA 2014).
Using the transformed area method, the moment
allowed by the reinforced concrete is 294 in.-lb,
significantly lower than the required strength.
To increase the maximum allowable moment,
three 1 in. deep structural ribs were added – one
behind the bow paddler, one amidship, and one
toward the stern – providing enough room for the
aftmost paddler. The added ribs raised the
maximum allowable moment to 6,440 in.-lb, which
increased the overall lateral factor of safety to 2.73
and assuaged concerns over paddler hip impacts.
Figure 3: Free Body Diagram for Men’s Sprint

As the 2014-2015 campaign began, the mix
design team resolved to further build upon the
success achieved in the previous year. To this end,
the ForeverGlades team looked to improve the
compressive, tensile, and flexural strengths of the
canoe, while simultaneously recapturing the low
unit weights and smooth outer finishes of years past.
In doing so, the team was able to create mixes
which surpassed calculated structural requirements
by a large degree.
The mix design used in the inner layer of the
previous year’s canoe, AcceleGator, was recreated
as a baseline for the mix design process as it
achieved high strength and aesthetic appeal. With
14-day compressive and composite flexural
strengths of 1,638 and 1,194 psi, respectively, the
control mix performed satisfactorily with a wet unit
weight of 47.7 pcf and a water-to-cementitious
materials ratio (w/cm) of 0.40 (University of
Florida (b) 2014). Nonetheless, ForeverGlades’ mix
design team set out to make substantial
improvements, designing, testing, and analyzing
over four dozen mixes through the process shown in
Figure 5. After initially curing at room temperature
for three days, the specimens were placed in a
105ºF limewater bath for an additional 11 days.
This 14-day period was chosen to maintain the
timeframe desired for the number of tests to be
completed during the development stage.
After curing, 2 in. by 4 in. cylindrical specimens
were tested in compression in general accordance
with ASTM C39. Tensile briquette specimens were
created and tested in accordance with ASTM C307,
and composite panels were tested in third-point
flexure using a modified version of ASTM C78
(Figure 6). This modified technique was employed
since the panels were too thin to conform to the
exact requirement of the standard.
In order to maintain workability while improving
upon AcceleGator’s strength-to-weight ratio, the
ForeverGlades team focused primarily upon
cementitious materials and proportions. Given the
lack of limitations on the proportion of portland
cement in this year’s competition, complete
replacement of this material was considered.
Portland cement content was lowered in steady
increments until it constituted zero percent of the
cementitious material. However, once the
proportion of portland
cement fell below 25% of the
mix’s total cementitious
material, relative strength and
bond properties were
drastically reduced.
Decreasing the amount of
portland cement required the
mix to utilize ground blast
furnace slag. Ground blast
furnace slag’s propensity for
strength gains under elevated
curing temperatures
contributed to strength
increases observed during
testing (Ferraro 2009).
The team introduced two new cementitious
materials, VCAS™ 160 and white portland cement
to the mix design regimen for consideration. Often
considered very similar to gray portland cement,
white portland cement was a novel addition for
ForeverGlades’ mix team due to its light color and
its high potential for reactivity with pozzolans,
which stems from its low ferrite content (Lubeck et
al. 2011). VCAS™ 160, a recycled glass powder,
was tested for its ability to lower water demand
which allows for the pozzolanic material to be used
in concrete with low w/cm (Hossain et al. 2008).
Ultimately, VCAS™ 160 was selected over two
alternatives, Class F fly ash and metakaolin. The
three alternatives were extensively tested in several
variations and the highest compressive strength
resulted from a complete replacement of metakaolin
and fly ash with VCAS™ 160. Furthermore, its
white color made it an attractive candidate for the
ForeverGlades team, as neither the off-white
metakaolin nor the gray fly ash could foster lighter-Figure 5: Iterative Process for Concrete Mix Design
Figure 6: Third-
Point Flexure Test
on Composite Panel

tinted mixes; which was part of the team’s aesthetic
strategy of creating a lighter-colored canoe for
sealing purposes.
Of significant concern noticed by the
AcceleGator team was the continued propagation of
cracks on the hull, an issue which arose late in the
2014 season. In order to increase tensile strength,
the ForeverGlades team employed basalt fibers.
Basalt fibers are lightweight fibers made from
molten rock with a tenacity higher than that of steel.
They improve flexural strength, do not absorb water,
and have the same coefficient of thermal expansion
as concrete (Cheng Concrete 2014). Although basalt
fibers have a lower clumping risk when mixed, they
still leave the shotcrete gun vulnerable to clogging.
To offset this risk and remain in accordance with
ASTM C1116, the well-staffed ForeverGlades team
dedicated hundreds of hours to the separation of
fibers from one another. Several methods, including
the use of compressed air, were tested to increase
the efficiency of separating fibers, but hand
separation proved most effective. As a result of
separation, the individual fibers assimilated
themselves more fluidly into the mix, and issues
with clumping and workability were largely
overcome. Furthermore, the fibers lent significant
tensile strength to the specimens tested, providing
increases of up to 137% over control mixes.
SikaLatex® R was used in previous years as a
polymer modifier. Styrene-butadiene rubber (SBR)
latex, a newly-donated material, was tested as a
potential replacement for SikaLatex® R due to its
popularity with other successful teams. A direct
replacement of SBR latex for SikaLatex® R in a
control mix led to higher workability and a lower
water demand, both of which were desirable
properties. However, SikaLatex® R was still used
for the middle layer of ForeverGlades for its air-
entraining ability; further air entrainment was
achieved through the use of Darex® AEA. This
middle layer mix provided desirable strengths and
unit weights for this year’s team. Unfortunately,
SikaLatex® R introduced voids and an undesirable
finish. For this reason, it was replaced with SBR
latex in the visible layers and structural ribs.
To achieve the level of workability necessary for
shotcreting, ADVA® Cast 600, a superplasticizer,
was used in conjunction with WRDA® 60, a mid-
range water reducer. Varying levels of these
plasticizers were employed in each layer,
accounting for differences in placement method,
aggregate gradation, and fiber content. Efforts to
prevent drying of mixes prior to placement were
aided by the use of V-MAR® 3, a rheology-
modifying admixture.
AcceleGator’s aggregate blend, developed from
rigorous testing, was adopted by the ForeverGlades
team in order to focus its efforts on changes in
cementitious materials, fibers, and admixtures. The
five aggregates, – three sizes of Poraver®, S38 and
K15 glass microspheres – allowed for superior
gradation and strength-to-weight ratios. For the two
surface layers, increased quantities of S38 and K15
were utilized in lieu of the largest-sized Poraver®,
creating a smooth, lightweight mix.
Aiming to control quality and consistency of test
results, the mix team decided to forgo the traditional
compaction method of hand tamping specimens,
employing a vibrating table during casting. Control
mixes, which were produced by both manual and
mechanical compaction, showed a stark contrast
between the methods. Specimens created using the
vibrating table, including both cylinders and
briquettes, saw significant decreases in void
quantity and size, leading to increased tensile and
compressive strengths. Most importantly, the use of
the vibration table also standardized the samples
made by eliminating human error introduced by
tamping previously observed. This produced better
comparisons between mixes and a more accurate
representation of the final concrete product used in
the canoe.
After setting, demolding, and curing for 14 days,
the bearing surfaces of the cylindrical specimens
were lightly sanded using a belt sander to remove
large deformations. New for this year, unbonded
neoprene caps per the specifications of ASTM 1232
were used during the compressive strength testing
(Figure 7). These caps allowed for consistent
comparisons between specimens by creating a
smooth, parallel bearing surface perpendicular to
the applied axial load during compressive strength
testing (NRMCA 2014).
Figure 5: Iterative Process for Concrete Mix Design

A new procedure for mixing fresh concrete was
undertaken this year to increase slump and prevent
mixes from drying out too quickly on long
placement days. As suggested by UF faculty, all wet
materials were added to the mixing bowl after dry
mixing for 45 seconds, as
opposed to adding water
reducers after an initial
wet mixing period. Fresh
mixes were noticeably
more workable, showing
an increase in slump.
Actual unit weights also
proved more consistent
with predicted unit
weights, suggesting that
Darex® AEA was most
efficacious when added
alongside the other wet
materials.
The ForeverGlades team was determined to
incorporate sustainability into every aspect of the
project. In the past, cleaning of mixing equipment
was done with a hose in a constantly draining basin
using at least 5,000 gallons of water per placement
day. As part of this year’s effort, shop towels were
replaced with cloth towels, and water usage was
closely monitored and limited on both placement
days. A basin containing 45 gallons of water was
used for cleaning large equipment while a five
gallon bucket was used to clean syringes, small
buckets, and other small batching tools. It was
determined that merely 140 gallons of water were
used for cleaning on each placement day.
The glass particles constituting all sizes of
Poraver® aggregate are recycled, providing a level
of environmental sustainability mirrored by the
recycled glass powder of VCAS™ 160. Ground
blast furnace slag represents another sustainable
material, as its use in concrete precludes its
environmentally-harmful disposal as an industrial
by-product. Substantial donations were secured for
many of the materials, including white portland
cement, slag, S38, K15, and all admixtures, save
SikaLatex® R. Economic sustainability was thereby
maximized for the mix design phase of the project.
Like many of its predecessors, ForeverGlades
includes three layers of concrete. In previous years,
the larger-sized aggregates would become dislodged
during troweling, producing a rough surface. This
year, a mix excluding larger-sized aggregates was
used for both the inner and outer layers, rather than
just the outermost layer of the canoe, as was the
case in AcceleGator. This omission allowed for an
increase in surface area and decrease in void
quantity, ultimately creating a more aesthetically-
pleasing canoe with decreased drag. The mix design
including all sizes of Poraver® proved to be
strongest in tension and compression; it was
therefore used in the middle layer and structural ribs
to provide flexural support throughout the canoe.
Finally, the inner two layers and the ribs contain
basalt fibers to aid in tension and flexure. Kevlar®-
impregnated carbon fiber mesh was used as
structural reinforcement and was embedded
between each layer of the canoe. Strips of the mesh
were also placed in between two lifts of concrete
when hand-placing the structural ribs. The final
mixes employed in ForeverGlades (shown in Table
2) developed strengths that exceeded the
requirements set by the structural anaylsis while
meeting goals set for hue and unit weight.
Figure 7: Neoprene Caps
for Compression Test
*Strengths Taken at
14 Days
Inner
Layer
Middle
Layer
Outer
Layer
Structural
Ribs
Aesthetic
Paste
AcceleGator
Inner Layers
AcceleGator
Outer Layer
Wet Unit Weight 50.5 pcf 54.2 pcf 49.5 pcf 55.2 pcf 120.0 pcf 47.7 pcf 49.3 pcf
Dry Unit Weight 40.6 pcf 50.3 pcf 40.7 pcf 52.7 pcf 105.8 pcf 36.1 pcf 35.2 pcfw/cm 0.66 0.34 0.66 0.30 0.23 0.4 0.7
Compressive Strength* 1,512 psi 2,148 psi 1,350 psi 1,666 psi N/A 1,638 psi 1,339 psi
Tensile Strength* 196 psi 282 psi 129 psi 271 psi N/A 121 psi 101 psi
Basalt Chopped Fibers Yes Yes No Yes No No NoLatex SBR SikaLatex®R SBR SBR No SikaLatex®R SikaLatex®R
Flexural Strength* N/A N/A1,272 psi 1,194 psi
Concrete Properties
Table 2: ForeverGlades Concrete Properties Compared to AcceleGator

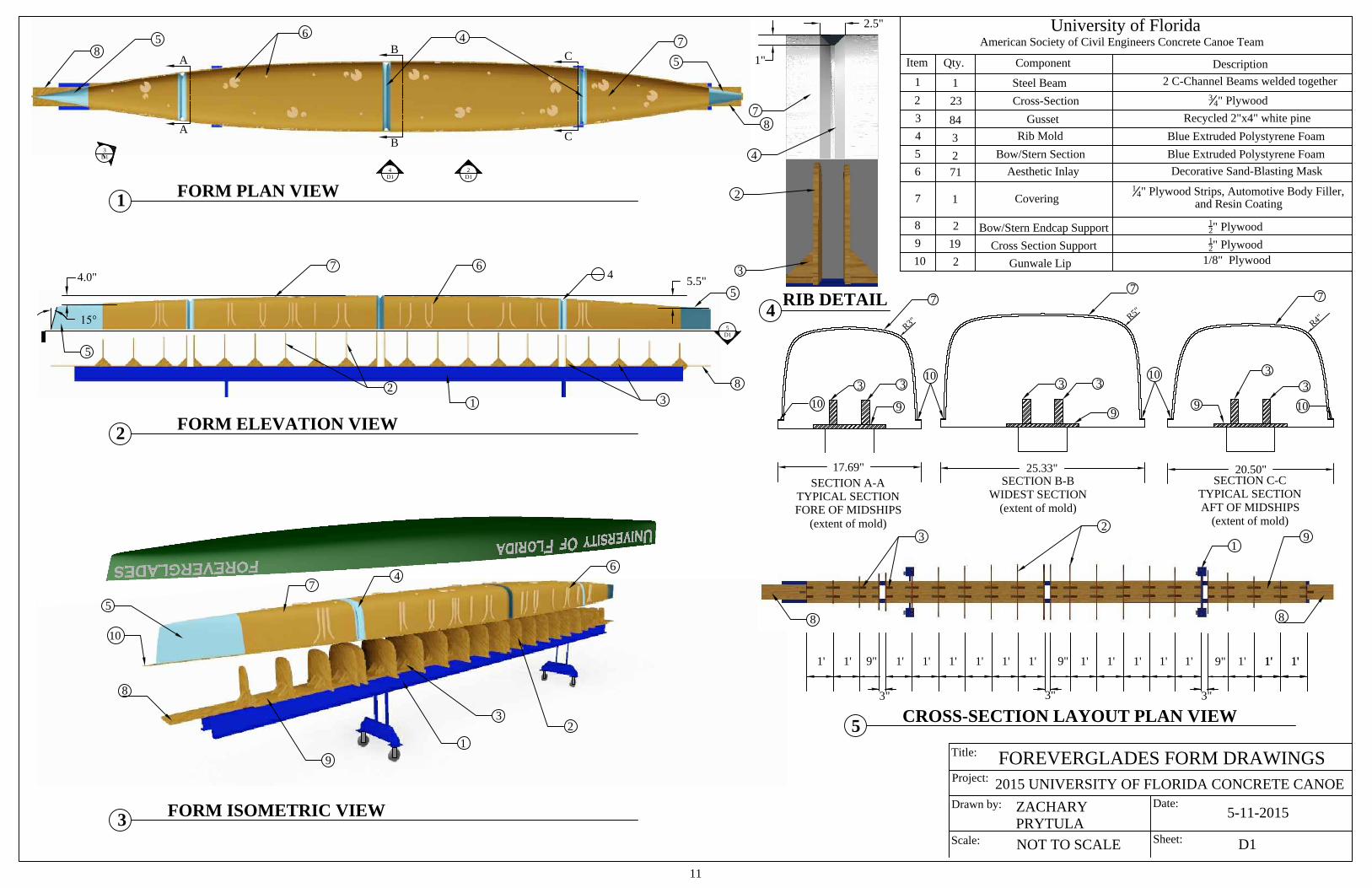
With the move to an on-campus facility, the
ForeverGlades team had to make several
adjustments in order to better operate in the new
space. The major change involved making the canoe
form mobile in order to reduce spatial and logistical
problems within the lab. This meant eliminating the
table on which the form had been built in the past
and constructing the form directly on a steel beam.
Heavy-duty casters were attached to the beam,
allowing it to be easily maneuvered. Eliminating the
table surface also cut this year’s plywood use in half.
The form’s mobility allowed sanding to be done
outside of the lab, reducing respiratory concerns
within the team’s confined area. Additionally, this
enabled the team to accommodate the ever-
changing research projects within the shared lab
space.
Based on the team’s experience level and the
ability to better regulate layer thickness while
shotcreting, a male form was chosen for
ForeverGlades. Rather than having it CNC milled,
the form was crafted by hand. This method allowed
the team to stay within its budget and familiarize
newer team members with the level of precision that
would later be required during placement. Instead of
foam, the team chose to use wood as the primary
material for constructing the form. This choice was
motivated by the sustainable harvesting of the
available lumber and the ability to reuse pieces of
the previous year’s form.
Cross sections at 1 ft. increments were obtained
from the design software, then printed and cut from
¾ in. plywood. The cross sections were cut with an
added rectangular piece at their bases, allowing
them to fit directly into the beam and included a lip
at the gunwales. This lip
was designed at the
desired thickness of the
canoe to ensure
uniformity when
troweling on placement
day. The steel beam
contains holes every 4 in.
on-center, enabling
better accuracy in
placing the sections at 1
ft. increments. The
rigidity of the beam also
aided in keeping the
cross sections aligned. Plywood spacers and
wooden triangles braced each side of the sections
and were bolted to the beam (Figure 8). Once every
section was in place, a transit level was used to
align each one along the hull’s centerline.
The construction team nailed ½ in. wide plywood
strips to the edges of the cross sections, connecting
them and forming the canoe’s curved shape. A 5/16
in. thickness was chosen for these strips because it
provided enough flexibility to follow the hull’s
contours but enough rigidity to resist deflection
during sanding. Once completed, the team used a
belt sander to make an initial pass over the entire
form before applying Bondo® to fill in gaps and
depressions. Repeated sanding and Bondo®
applications resulted in a smooth, even form
surface. The entire form was then coated in a
laminating resin to waterproof the wood. When the
resin was completely cured, precut adhesive foam
designs were applied to the form in order to create
an inlaid effect on the concrete.
Insulation foam was used instead of wood to
create the finer details of the hull’s shape. The bow
and stern sections of the hull were sculpted from
layered foam using a variable speed orbital sander
to achieve the shape prescribed by the FREE!ship
(Timoshenko 2013) file. The three structural rib
sections were carefully hand-
sanded to achieve roughly
the desired profile. A
meticulous application of
Bondo® provided the
freedom to create the
preferred trapezoidal shape
(Figure 9). The chamfered
design was implemented to
ease demolding and mitigate
stress concentrations by
reducing sharp inside
corners.
The ForeverGlades team made it a priority to
optimize the lengthy placement day process where
possible. The practice placement day was
scrutinized by team captains, and changes were
implemented for competition placement day.
Competition placement day proved to be more
efficient as a second shotcrete gun was donated and
twice as many trowelers were trained to smooth the
Figure 8: Cross Sections
Supported and Bolted to
Beam
Figure 9: Structural Rib
Form

fresh concrete. This allowed the team to work on
larger sections of the canoe more efficiently and
finish troweling before the concrete became
unworkable.
The team began placement day by thoroughly
applying vegetable oil to the form as a natural
release agent. Next, two layers of concrete were
hand-placed in each rib, with a strip of carbon fiber
mesh reinforcement embedded between them.
Immediately thereafter, the first layer was
shotcreted and troweled to a ruled thickness of 1/8
in.; marked pins were used by trowelers to ensure a
consistent thickness throughout each layer. Once
complete, carbon fiber mesh was placed over the
entire canoe and embedded into the first layer by
hand. The next layer was also applied at 1/8 in.,
after which a second sheet of carbon fiber was
embedded into the canoe. Layer thickness was
carefully monitored at the gunwale lip.
A thicker, final layer was applied at 3/16 in. to
allow the team to more effectively sand away
exterior imperfections while maintaining the final
thickness of 3/8 in. On this layer, the gunwale lip
allowed team members to trowel straight up from its
edge, ensuring regularity along the length of the
canoe. Extra care was taken in finishing the outer
layer to minimize the amount of time needed later
for sanding. The canoe was then covered in plastic
for the next three days to retain moisture as the
concrete set.
A new, modular curing tank was constructed to
maximize the efficiency of the team’s limited lab
space. Since the tank could be easily disassembled,
the side panel was removed
and the entire form was
rolled into the tank, while
still attached to the beam. A
water heater and soaker
hose were used over the
entire canoe to recirculate
water infused with calcium
hydroxide to aid in the
curing process (Figure 10).
A double layer of burlap
ensured that the canoe’s
surface remained moist.
With the tank acting as a
catch basin, there was minimal water loss during
this phase of curing. At the end of the initial 14-day
curing, the form was removed from the tank, and
the canoe was demolded. This time frame simulates
the strength and age at which specimens were tested
during the design phase. Compressed air was
employed for the first time this year to separate the
concrete from the form, several team members were
able to lift the canoe off of the wooden form. The
foam sections used to shape the bow and stern were
left in the canoe as flotation. The curing tank was
then reassembled, filled with limewater, and the
canoe was submerged for an additional two weeks
at 135 ºF to complete curing. This system was able
to achieve a higher temperature than first
anticipated, allowing greater opportunity for
strength gain than test specimens (NRMCA 2006).
At the conclusion of the curing process, the canoe
was removed from the tank, and concrete was hand-
placed to cover the flotation at the bow and stern.
Minor air voids in the hull’s interior were also filled
in at this time. The interior and exterior of the canoe
were carefully hand sanded
to remove imperfections
and create the optimum
surface for applying sealer.
Long, wooden sanding
blocks were used to
mitigate “waviness” along
the outside walls of the
canoe. Incrementally
moving from 100 to 300
grit sandpaper helped the
team achieve the finest
finish for sealer.
To better integrate this year’s theme into the
construction of ForeverGlades, the team decided to
incorporate a three-dimensional alligator on the
interior of the hull (Figure 11). The three portions of
the alligator’s body were sculpted from clay, and a
corn starch and silicone mixture was used to create
flexible molds. To maintain continuity with the
canoe, the fine, inner layer mix was used to cast the
alligator. A special mix was created to bond it to the
hull. The alligator was then strategically placed in
the canoe based upon aesthetics and paddler safety.
ForeverGlades was then thoroughly cleaned before
carefully applying colored sealer.
Figure 10: Initial Curing
with Heated Soaker Hose
Figure 11: Aesthetic
Alligator in Practice
Canoe

ID Task Name Baseline Start Baseline Finish Actual Start Actual Finish
1 Project Management Mon 8/25/14 Fri 3/20/15 Sat 8/16/14 Sun 3/22/152 Rules & Regulations Released Mon 9/1/14 Mon 9/1/14 Wed 9/10/14 Wed 9/10/143 Create Budget Mon 8/18/14 Mon 8/25/14 Sat 8/16/14 Mon 8/25/144 Project Scheduling Mon 8/25/14 Thu 8/28/14 Thu 8/21/14 Fri 8/29/145 Fundraising Mon 8/25/14 Sat 3/21/15 Wed 10/1/14 Sun 3/22/156 Theme Development Thu 9/18/14 Fri 10/17/14 Wed 9/17/14 Fri 11/14/147 Canoe Development Fri 8/29/14 Wed 3/18/15 Mon 8/25/14 Wed 3/18/158 Mix Design Fri 8/29/14 Tue 11/18/14 Mon 8/25/14 Wed 11/26/149 Procure Materials Fri 8/29/14 Thu 10/16/14 Mon 8/25/14 Fri 10/10/14
10 Test Cementitious Materials Tue 9/16/14 Sat 10/11/14 Fri 10/10/14 Fri 10/24/1411 Test Fibers Fri 10/10/14 Fri 10/24/14 Mon 10/27/14 Fri 10/31/1412 Adjust w/cm Mon 10/27/14Mon 11/3/14 Sat 11/1/14 Fri 11/7/1413 Test Final Mix Choices Mon 11/17/14Fri 11/21/14 Fri 11/21/14 Fri 11/21/1414 Select Final Mix Design Mon 11/24/14Mon 11/24/14Wed 11/26/14 Wed 11/26/1415 Structural Analysis Mon 9/1/14 Sun 10/12/14 Wed 10/1/14 Fri 11/14/1416 Research 2-D Methods Wed 10/1/14 Sat 10/25/14 Wed 10/1/14 Sat 10/25/1417 Develop Analysis Method Wed 10/1/14 Sat 10/25/14 Wed 10/1/14 Sat 10/25/1418 Complete Analysis Sat 10/25/14 Sun 11/23/14 Sat 10/25/14 Fri 11/14/1419 Hull Design Mon 8/18/14 Sun 10/12/14 Mon 8/25/14 Mon 10/6/1420 Research Hull Design Mon 8/18/14 Thu 9/25/14 Mon 8/25/14 Thu 9/4/1421 Software Modeling Mon 8/18/14 Tue 9/30/14 Thu 9/11/14 Tue 9/23/1422 CNC Scale Models Tue 9/30/14 Wed 10/1/14 Wed 9/24/14 Thu 9/25/1423 Test Scale Models Fri 10/3/14 Sun 10/5/14 Fri 9/26/14 Sat 9/27/1424 Hull Selection Mon 10/6/14 Mon 10/6/14 Sat 10/4/14 Mon 10/6/1425 Hull Form Construction Mon 8/25/14 Sat 12/6/14 Mon 9/1/14 Sun 1/11/1526 Determine Construction Methods Mon 9/1/14 Fri 10/17/14 Mon 9/1/14 Tue 10/14/1427 Procure Materials Mon 8/25/14 Thu 1/8/15 Mon 9/1/14 Sun 1/11/1528 Cut and Install Cross-Sections Tue 10/21/14 Sat 10/25/14 Tue 10/28/14 Tue 11/4/1429 Install Wood Strips Tue 10/28/14 Sat 11/1/14 Wed 11/5/14 Wed 11/12/1430 Construct Bow and Stern Sections Tue 10/14/14 Sat 10/25/14 Tue 11/11/14 Mon 12/1/1431 Apply Automotive Body Filler Tue 11/4/14 Sat 11/15/14 Wed 11/12/14 Mon 12/1/1432 Apply Fiberglass Resin Mon 12/8/14 Mon 12/8/14 Mon 12/8/14 Mon 12/8/1433 Form Complete Wed 12/10/14Wed 12/10/14Wed 12/10/14 Wed 12/10/1434 Practice Canoe Pour Mon 11/17/14Thu 12/11/14 Mon 12/1/14 Fri 1/30/1535 Batch Dry Mix Materials Mon 11/17/14Fri 12/5/14 Mon 12/1/14 Wed 12/10/1436 Pre-Pour Day Meeting Sun 12/7/14 Sun 12/7/14 Sun 12/7/14 Sun 12/7/1437 Pour Practice Canoe Thu 12/11/14 Thu 12/11/14 Thu 12/11/14 Thu 12/11/1438 Soaker Hose Curing Sun 12/14/14 Sat 12/27/14 Sun 12/14/14 Sun 12/28/1439 Remove From Form Sat 12/27/14 Sat 12/27/14 Sun 12/28/14 Sun 12/28/1440 Cure Practice Canoe Sun 12/14/14 Sat 1/11/14 Sun 12/14/14 Wed 1/21/1541 Sand Practice Canoe Mon 1/12/15 Fri 1/16/15 Thu 1/22/15 Tue 1/27/1542 Seal and Stain Concrete Mon 1/19/15 Fri 1/23/15 Tue 1/27/15 Wed 1/28/1543 Practice Canoe Complete Sun 1/11/15 Sun 1/11/15 Thu 1/29/15 Thu 1/29/1544 Transport Practice Canoe to Lake Sun 1/25/15 Sun 1/25/15 Fri 1/30/15 Fri 1/30/1545 Competition Canoe Pour Tue 1/6/15 Sat 1/17/15 Tue 1/6/15 Sat 1/17/1546 Refurbish Mold Mon 1/5/15 Thu 1/15/15 Tue 1/6/15 Fri 1/16/1547 Apply Inlays Thu 1/15/15 Thu 1/15/15 Fri 1/16/15 Fri 1/16/1548 Batch Dry Mix Materials Tue 1/6/15 Fri 1/16/15 Tue 1/6/15 Fri 1/16/1549 Apply Mold Release Sat 1/17/15 Sat 1/17/15 Sat 1/17/15 Sat 1/17/1550 Cut Carbon Fiber Sat 1/17/15 Sat 1/17/15 Sat 1/17/15 Sat 1/17/1551 Pour Competition Canoe Sat 1/17/15 Sat 1/17/15 Sat 1/17/15 Sat 1/17/1552 Pour Samples for Testing and SubmittalSat 1/17/15 Sat 1/17/15 Sat 1/17/15 Sat 1/17/1553 Finish Competition Canoe Sat 1/10/15 Wed 3/18/15 Tue 1/20/15 Wed 3/18/1554 Soaker Hose/Wet Burlap Curing Tue 1/20/15 Sat 1/31/15 Tue 1/20/15 Sat 1/31/1555 Remove From Form Sun 2/1/15 Sun 2/1/15 Sun 2/1/15 Tue 2/3/1556 Heated Water Tank Curing Sun 2/1/15 Sun 2/15/15 Wed 2/4/15 Wed 2/18/1557 Hull Exterior Sanding Mon 2/16/15 Mon 2/23/15 Thu 2/19/15 Fri 2/27/1558 Stain and Seal Concrete Tue 2/24/15 Sat 3/14/15 Tue 3/3/15 Sun 3/15/1559 Competition Canoe Complete Sat 3/14/15 Sat 3/14/15 Wed 3/18/15 Wed 3/18/1560 Display Fri 10/17/14 Mon 2/9/15 Mon 11/17/14 Sat 3/14/1561 Design Display Fri 10/17/14 Fri 1/30/15 Mon 11/17/14 Mon 3/2/1562 Build Canoe Stands Fri 10/17/14 Sun 2/1/15 Mon 12/1/14 Fri 3/13/1563 Build Table Display Fri 10/17/14 Fri 1/30/15 Mon 1/12/15 Wed 2/25/1564 Build Cutaway Section Mon 1/26/15 Sat 3/14/15 Fri 2/20/15 Sat 3/14/1565 Academics Sun 12/14/14 Wed 3/18/15 Sat 12/20/14 Wed 3/18/1566 Design Paper Fri 12/19/14 Fri 2/13/15 Sat 12/20/14 Thu 2/26/1567 Write Rough Draft Sun 12/14/14 Sat 1/17/15 Sat 12/20/14 Mon 1/5/1568 Edit Rough Draft Sat 1/17/15 Tue 2/10/15 Tue 1/6/15 Wed 2/25/1569 Print Paper Thu 2/12/15 Thu 2/12/15 Wed 2/25/15 Wed 2/25/1570 Submit Paper Mon 2/23/15 Mon 2/23/15 Thu 2/26/15 Thu 2/26/1571 Oral Presentation Sat 2/14/15 Thu 3/19/15 Sun 1/18/15 Wed 3/18/1572 Write Script Sat 2/14/15 Sat 2/28/15 Sun 1/18/15 Fri 3/6/1573 Know Script and Study Questions Mon 3/2/15 Thu 3/19/15 Wed 3/4/15 Wed 3/18/1574 Create Presentation Sun 1/18/15 Fri 2/27/15 Sun 1/25/15 Fri 3/6/1575 Rehearsal Sat 2/28/15 Thu 3/19/15 Sat 3/7/15 Wed 3/18/1576 Athletics Sun 9/7/14 Sun 3/23/14 Sun 9/7/14 Sun 3/15/1577 Paddling Practice Sun 9/7/14 Sun 11/9/14 Sun 9/7/14 Sun 11/9/1478 Select Paddling Team Sun 11/9/14 Sun 11/9/14 Mon 11/10/14 Mon 11/10/1479 Team Practice Mon 11/3/14 Sun 3/15/15 Sat 11/15/14 Sun 3/15/1580 Southeast Regional Conference Thu 3/19/15 Sat 3/21/15 Thu 3/19/15 Sat 3/21/1581 Preparation for NCCC Mon 3/23/15 Thu 6/18/15 Sat 4/4/15 Thu 6/18/1582 Revise Design Paper Mon 3/30/15 Fri 5/15/15 Mon 4/6/15 Tue 5/12/1583 Submit Design Paper Tue 5/12/15 Fri 5/15/15 Tue 5/12/15 Tue 5/12/1584 Practice Oral Presentation Mon 3/23/15 Thu 6/18/15 Thu 4/9/15 Thu 6/18/1585 Modify Display Materials Mon 3/30/15 Thu 6/18/15 Mon 4/6/15 Thu 6/18/1586 Team Paddling Practice Sat 4/4/15 Thu 6/18/15 Sat 4/4/15 Sun 6/14/1587 National Concrete Canoe Competition Sat 6/20/15 Mon 6/22/15 Sat 6/20/15 Mon 6/22/15
8/3 8/17 8/31 9/14 9/28 10/12 10/26 11/9 11/23 12/7 12/21 1/4 1/18 2/1 2/15 3/1 3/15 3/29 4/12 4/26 5/10 5/24 6/7 6/21August 1 September 1 October 1 November 1 December 1 January 1 February 1 March 1 April 1 May 1 June 1 July 1
Task Task Milestone Baseline Baseline Milestone Critical Critical Milestone
10
Project: ForeverGladesDate: 07 May 2015 Team: University of Florida
You created this PDF from an application that is not licensed to print to novaPDF printer (http://www.novapdf.com)
ForeverGlades Schedule ScheduleForeverGlades Schedule
10
1
2 FORM ELEVATION VIEW
3 FORM ISOMETRIC VIEW
5 CROSS-SECTION LAYOUT PLAN VIEW
FOREVERGLADES FORM DRAWINGS2015 UNIVERSITY OF FLORIDA CONCRETE CANOE
NOT TO SCALE D1
5-11-2015
Title:
Project:
Drawn by:
Scale: Sheet:
Date:
University of FloridaAmerican Society of Civil Engineers Concrete Canoe Team
Item Qty. Component Description12 23 Cross-Section 3
4" Plywood3 84 Gusset Recycled 2"x4" white pine4 Rib Mold Blue Extruded Polystyrene Foam5 Bow/Stern Section Blue Extruded Polystyrene Foam
71 Aesthetic Inlay Decorative Sand-Blasting Mask
Covering1
4" Plywood Strips, Automotive Body Filler,and Resin Coating
2D1
3D1
5D1
7
8
65
8
7
5
4
4
12
3
5
1
32
7
32
9
A
A
B C
B C
4 RIB DETAIL
7
4
2
3
4D1
SECTION A-ATYPICAL SECTIONFORE OF MIDSHIPS
(extent of mold)
SECTION B-BWIDEST SECTION
(extent of mold)
SECTION C-CTYPICAL SECTIONAFT OF MIDSHIPS
(extent of mold)
3 3
9
3 3
9
33
77
7
R3"R5"
R4"
4.0"
1"
2.5"
ZACHARYPRYTULA
11
10
64
32
25.33" 20.50"17.69"
2 Bow/Stern Endcap Support
1 Steel Beam 2 C-Channel Beams welded together
6
7
8
1
Cross Section Support9 19
Gunwale Lip10
12" Plywood
12" Plywood
1/8" Plywood2
1'1' 1'1' 1'1' 1'1' 1'1' 1' 1'1' 1'1' 1'1'1'
10 9
10 10
10
58
1
8 8
15°
8
9
6
5
5.5"
9" 9" 9"
3"3" 3"
FORM PLAN VIEW
PR
OD
UC
ED
B
Y A
N A
UT
OD
ES
K E
DU
CA
TIO
NA
L P
RO
DU
CT
PRODUCED BY AN AUTODESK EDUCATIONAL PRODUCTP
RO
DU
CE
D B
Y A
N A
UT
OD
ES
K E
DU
CA
TIO
NA
L P
RO
DU
CT
PRODUCED BY AN AUTODESK EDUCATIONAL PRODUCT
1111

ASCE/NCCC. (2015). “2015 American Society of Civil Engineers National Concrete Canoe Competition.
Rules and Regulations.”
<http://www.asce.org/uploadedFiles/Membership_and_Communities/Student_Chapters/Concrete_Canoe/Conte
nt_Pieces/nccc-rules-and-regulations.pdf> (Feb. 18, 2015).
ASTM (2010). “Standard Specifications for Air-Entraining Admixtures for Concrete.” C260/C260M – 10a,
West Conshohocken, PA.
ASTM (2010). “Standard Specification for Fiber-Reinforced Concrete.” C1116/C1116M-10a. West
Conshohocken, PA.
ASTM (2010). “Standard Test Method for Flexural Strength of Concrete (Using Simple Beam with Third-Point
Loading).” C78/C78M-10el, West Conshohocken, PA.
ASTM (2012). “Standard Specifications for Coal Fly Ash and Raw or Calcined Natural Pozzolan for Use in
Concrete.” C618 – 12a, West Conshohocken, PA.
ASTM (2012). “Standard Specification for Portland Cement.” C150/C150M – 12, West Conshohocken, PA.
ASTM (2012). “Standard Test Method for Density, Relative Density (Specific Gravity), and Absorption of Fine
Aggregates.” C128 – 12, West Conshohocken, PA.
ASTM (2012). “Standard Test Method for Tensile Strength of Chemical-Resistant Mortar, Grouts, and
Monolithic Surfacings.” C307-03(2012), West Conshohocken, PA.
ASTM (2013). “Standard Specification for Chemical Admixtures for Concrete.” C494/C494M – 13, West
Conshohocken, PA.
ASTM (2013). “Standard Specification for Concrete Aggregate.” C33/ C33M - 13, West Conshohocken, PA.
ASTM (2013). “Standard Specification for Latex and Powder Polymer Modifiers for use in Hydraulic Cement
Concrete and Mortar.” C1428 – 13, West Conshohocken, PA.
ASTM (2013). “Standard Specification for Slag Cement for Use in Concrete and Mortars.” C989/C989M – 13,
West Conshohocken, PA.
ASTM (2013). “Standard Terminology Relating to Concrete and Concrete Aggregates.” C125 – 13b,West
Conshohocken, PA.
ASTM (2013). “Standard Test Method for Density (Unit Weight), Yield, and Air Content (Gravimetric) of
Concrete.” C138/C138M – 13a, West Conshohocken, PA.
ASTM (2014). “Standard Practice for Use of Unbonded Caps in Determination of Compressive Strength of
Hardened Concrete Cylinders.” C1231/C1231M-14. West Conshohocken, PA.
ASTM (2014). “Standard Test Method for Compressive Strength of Cylindrical Concrete Specimens.”
C39/C39M-14, West Conshohocken, PA.

Cheng Concrete (2014). “Cheng Concrete Exchange: Chopped Basalt Fiber.”
<http://store.concreteexchange.com/CHENG-Concrete-Online-Store_5/Concrete-Additives-Fibers-and-
Rebar/Chopped-Basalt-Fiber> (Dec 3, 2015).
Ferraro, Christopher C. (2009). “Determination of Test Methods for the Prediction of the Behavior of Mass
Concrete.” Doctoral Dissertation, University of Florida, Gainesville, FL.
Gray Line (n.d.). “Allow Your Imagination to go Wild in the Everglades.” Digital image.
<http://www.grayline.com/tours/miami/everglades-airboat-adventure-with-transportation-biscayne-boat-tour-
5864_13/>. (Feb . 20, 2015).
Gullion, L (1994). Canoeing. Human Kinetics Publishers, Champaign, IL, 25-26.
Hossain, A.B., Shirazi, S.A., Persun, J., Neithalath, N. (2008). “Properties of Concrete Containing Vitreous
Calcium Aluminosilicate Pozzolan.” Transportation Research Record No. 2070. Washington D.C.
Laine. (2011). Everglades Open Field. The Camp Host. Digital image.
<http://thecamphost.blogspot.com/2011/02/paynes-prairie.html?m=1>. (Feb. 20, 2015).
Lazauskas, L. (2013) Michlet. [Software] <http://www.cyberiad.net/michlet.htm> (Sep. 27, 2014).
Lubeck, A., Gastaldini, A.L.G., Barin, D.S., Siqueira, H.C. (2011). “Compressive Strength and Electrical
Properties of Concrete with White Portland Cement and Blast-furnace Slag.” Federal Univeristy of Santa Maria.
Rio Grande do Sul, Brazil.
Maki, K. J., Doctors, L. J., Beck, R. F., & Troesch, A. W. (2006). “Transom-stern Flow for High-speedcraft.”
Australian Journal of Mechanical Engineering, 3(2), 191.
Marcellini, P. (n.d.). “Blue and Orange.” Personal Photograph <http://www.paulmarcellini.com/photo/orange-
and-blue/> (Feb 20, 2015).
Microsoft. (2010). Microsoft Excel [Software]. Redmond, Washington: Microsoft. (Oct. 21, 2014).
National Ready Mixed Concrete Association (NRMCA) (2006). “CIP 39-Maturity Methods to Estimate
Concrete Strength.” < http://www.nrmca.org/aboutconcrete/cips/39p.pdf> (Feb. 18, 2015).
National Ready Mixed Concrete Association (NRMCA) (2014). “Technology in Practice.” <
http://www.nrmca.org/aboutconcrete/downloads/Tip5.pdf> (Feb. 20, 2015).
National Park Service. (2015). “Everglades National Park (U.S. National Park Service).”
<http://www.nps.gov/ever/index.htm> (Feb. 23, 2015).
Paradis, R. and Gendron, G. (2006) “Structural Behavior Analysis of a Concrete Canoe.” Concrete Canoe
Magazine, Vol. 1, No.1, Spring 2006, pp 18 – 26.
Timoshenko, V. F. (2013). FREE!Ship Plus (Version 3.41) [Software]. < http://freeshipplus.
pisem.su/indexEN.html> (Aug. 3, 2014).
TorayCA (2014). T300 Data Sheet. Toray Carbon Fiber America. Santa Ana, CA.
University of Florida (a). (2014). “Facts and Rankings.” < http://www.ufl.edu/about-uf/facts-and-rankings/>
(Feb. 7, 2015).
University of Florida. (2007) Gladigator. NCCC Design Paper, University of Florida, Gainesville, Florida.
University of Florida (b). (2014) AcceleGator. NCCC Design Paper, University of Florida, Gainesville, Florida.
Winters, J. (2006). “The Shape of the Canoe.” Green Valley Boat Works (CD-ROM), Ontario, Canada.

YD
SGAmount
(lb/yd3)
Volume
(ft3)
Amount
(lb)
Volume
(ft3)
Amount
(lb/yd3)
Volume
(ft3)
CM1 3.15 150.00 0.763 0.69 0.004 142.54 0.725
CM2 2.90 330.00 1.824 1.53 0.008 313.59 1.733
CM3 2.60 120.00 0.740 0.56 0.003 114.03 0.703
600.00 3.33 2.78 0.02 570.17 3.16
F1 2.68 3.00 0.018 0.01 0.0001 2.85 0.017
3.00 0.02 0.01 0.0001 2.85 0.02
A1 Poraver® (0.25-0.50mm) Abs: 25 0.59 130.30 3.539 0.60 0.016 123.82 3.363
A2 Abs: 0 0.15 13.25 1.416 0.06 0.007 12.59 1.345
A3 Abs: 0 0.38 218.19 9.202 1.01 0.043 207.34 8.744
361.74 14.16 1.67 0.07 343.75 13.45
W1 396.00 6.346 1.83 0.029 376.31 6.031
41.50 0.19 60.30
354.50 1.64 316.01
W2 1.00 32.57 0.15 30.95
428.57 6.35 1.98 0.03 407.26 6.03
S1 1.01 30.00 0.476 0.14 0.002 28.51 0.452
30.00 0.48 0.14 0.002 28.51 0.45
Ad1 9.6 lb /gal 34.00 13.76 4.08 0.38 0.019 13.07 3.88
Ad2 9.2 lb /gal 40.00 12.15 3.14 0.34 0.015 92.34 23.84
Ad3 8.5 lb /gal 2.00 3.87 1.51 0.11 0.007 3.68 1.44
Ad4 8.5 lb /gal 5.00 0.74 0.28 0.02 0.001 0.70 0.27
Ad4 8.4 lb /gal 48.00 158.67 32.49 4.41 0.150 150.78 30.87
41.50 0.19 60.30
M
V
T
D
D
A
Y
Ry
Mixture ID: Inner LayerDesign Proportions
(Non SSD)
Actual Batched
Proportions
Yielded
ProportionsDesign Batch Size (ft3): 0.125
Total Aggregates:
Cementitious Materials
White Cement, Type I
Blast-Furnace Slag
VCAS™ 160
Total Cementitious Materials:
Fibers
Basalt Chopped Fibers KV13
Total Fibers:
Aggregates
K15 Glass Microspheres
S38 Glass Microspheres
Styrene-butadiene Rubber Latex
Water
Water for CM Hydration (W1a + W1b)
1.00W1a. Water from Admixtures
W1b. Additional Water
Water for Aggregates, SSD
Total Water (W1 + W2) :
Solids Content of Latex Admixtures and Dyes
V-MAR® 3
Viscosity Modifying Agent
Total Solids of Admixtures:
Admixtures (including Pigments in Liquid
Form)%
Solids
Dosage
(fl oz/cw t)
Water in
Admixture
(lb)
Dosage
(fl oz/cw t)
Water in
Admixture
(lb/yd3)
WRDA® 60
Water Reducer
ADVA® CAST 600
Superplasticizer
Water in
Admixture
(lb/yd3)
Amount
(f l oz)
Darex® AEA
Air Entrainer
Styrene-butadiene Rubber
Latex
Water from Admixtures (W1a) :
Cement-Cementitious Materials Ratio 0.25 0.25
Water-Cementitious Materials Ratio 0.66 0.66 0.66
0.25
Slump, Slump Flow, in . 11.0 11.0 11.0
Mass of Concrete. lbs 1423 6.59 1353
Absolute Volume of Concrete, ft3 24.323 0.113 23.114
Theorectical Density, lb /ft3 = (M / V) 58.52 58.52 58.52
Design Density, lb /ft3 = (M / 27) 52.72
Measured Density, lb /ft3 50.09 50.09
Relative Yield = (Y / Y D ) 1.052
Air Content, % = [(T - D) / T x 100%] 9.91 14.40 14.40
Yield, ft3
= (M / D) 27 0.132 27
YD
SGAmount
(lb/yd3)
Volume
(ft3)
Amount
(lb)
Volume
(ft3)
Amount
(lb/yd3)
Volume
(ft3)
CM1 3.15 143.75 0.731 0.67 0.003 150.22 0.764
CM2 2.90 316.25 1.748 1.46 0.008 330.48 1.826
CM3 2.60 115.00 0.709 0.53 0.003 120.18 0.741
575.00 3.19 2.66 0.01 600.88 3.33
F1 2.68 3.00 0.018 0.01 0.0001 3.14 0.019
3.00 0.02 0.01 0.0001 3.14 0.02
A1 Poraver® (1.0-2.0mm) Abs: 25 0.38 122.02 5.146 0.56 0.024 127.52 5.378
A2 Abs: 25 0.47 147.71 5.037 0.68 0.023 154.36 5.263
A3 Abs: 25 0.59 126.31 3.431 0.58 0.016 131.99 3.585
A4 Abs: 0 0.15 16.06 1.715 0.07 0.008 16.78 1.793
A5 Abs: 0 0.38 40.67 1.715 0.19 0.008 42.51 1.793
452.77 17.04 2.10 0.08 473.15 17.81
W1 195.50 3.133 0.91 0.015 204.30 3.274
104.00 0.48 126.41
91.50 0.42 77.89
W2 1.00 99.01 0.46 103.47
294.51 3.13 1.36 0.01 307.77 3.27
S1 1.04 74.59 1.149 0.35 0.005 77.95 1.201
74.59 1.15 0.35 0.005 77.95 1.20
Ad1 9.6 lb /gal 34.00 9.39 2.67 0.25 0.012 9.81 2.79
Ad2 9.2 lb /gal 40.00 9.79 2.42 0.26 0.011 81.88 20.26
Ad3 8.5 lb /gal 2.00 2.01 0.75 0.05 0.003 2.10 0.79
Ad4 8.5 lb /gal 5.00 0.74 0.27 0.02 0.001 0.77 0.28
Ad4 8.7 lb /gal 37.00 397.58 97.89 10.58 0.453 415.47 102.30
104.00 0.48 126.41
M
V
T
D
D
A
Y
Ry Relative Yield = (Y / Y D ) 0.957
Air Content, % = [(T - D) / T x 100%] 9.14 5.05 5.05
Yield, ft3
= (M / D) 27 0.120 27
Design Density, lb /ft3 = (M / 27) 51.85
Measured Density, lb /ft3 54.18 54.18
Absolute Volume of Concrete, ft3 24.532 0.114 25.636
Theorectical Density, lb /ft3 = (M / V) 57.06 57.06 57.06
Slump, Slump Flow, in . 11.00 11.00 11.00
Mass of Concrete. lbs 1400 6.48 1463
0.25
Water-Cementitious Materials Ratio 0.34 0.34 0.34
Water from Admixtures (W1a) :
Cement-Cementitious Materials Ratio 0.25 0.25
WRDA® 60
Water Reducer
ADVA® CAST 600
Superplasticizer
V-MAR® 3
Viscosity Modifying Agent
Darex® AEA
Air Entrainer
SikaLatex® R
Water in
Admixture
(lb/yd3)
Amount
(f l oz)
Water in
Admixture
(lb)
Dosage
(fl oz/cw t)
Water in
Admixture
(lb/yd3)
SikaLatex® R
Total Solids of Admixtures:
Admixtures (including Pigments in Liquid
Form)%
Solids
Dosage
(fl oz/cw t)
W1b. Additional Water
Water for Aggregates, SSD
Total Water (W1 + W2) :
Solids Content of Latex Admixtures and Dyes
Water for CM Hydration (W1a + W1b)
1.00W1a. Water from Admixtures
Poraver® (0.25-0.50mm)
K15 Glass Microspheres
S38 Glass Microspheres
Total Aggregates:
Water
Fibers
Basalt Chopped Fibers KV13
Total Fibers:
Aggregates
Poraver® (0.5-1.0mm)
Cementitious Materials
White Cement, Type I
Blast-Furnace Slag
VCAS™ 160
Total Cementitious Materials:
Mixture ID: Middle LayerDesign Proportions
(Non SSD)
Actual Batched
Proportions
Yielded
ProportionsDesign Batch Size (ft3): 0.125
YD
SGAmount
(lb/yd3)
Volume
(ft3)
Amount
(lb)
Volume
(ft3)
Amount
(lb/yd3)
Volume
(ft3)
CM1 3.15 150.00 0.763 0.69 0.004 141.19 0.718
CM2 2.90 330.00 1.824 1.53 0.008 310.61 1.716
CM3 2.60 120.00 0.740 0.56 0.003 112.95 0.696
600.00 3.33 2.78 0.02 564.75 3.13
F1 N/A
A1 Poraver® (0.25-0.50mm) Abs: 25 0.59 130.30 3.539 0.60 0.016 122.64 3.331
A2 Abs: 0 0.15 13.25 1.416 0.06 0.007 12.47 1.332
A3 Abs: 0 0.38 218.19 9.202 1.01 0.043 205.37 8.661
361.74 14.16 1.67 0.07 340.49 13.32
W1 396.00 6.346 1.83 0.029 372.73 5.973
40.00 0.19 53.62
356.00 1.65 319.12
W2 1.00 32.57 0.15 30.66
428.57 6.35 1.98 0.03 403.39 5.97
S1 1.01 30.00 0.476 0.14 0.002 28.24 0.448
30.00 0.48 0.14 0.002 28.24 0.45
Ad1 9.6 lb /gal 34.00 11.11 3.30 0.31 0.015 10.46 3.10
Ad2 9.2 lb /gal 40.00 9.39 2.42 0.26 0.011 70.68 18.25
Ad3 8.5 lb /gal 2.00 3.87 1.51 0.11 0.007 3.64 1.42
Ad4 8.5 lb /gal 5.00 0.74 0.28 0.02 0.001 0.70 0.26
Ad4 8.4 lb /gal 48.00 158.67 32.49 4.41 0.150 149.35 30.58
40.00 0.19 53.62
M
V
T
D
D
A
Y
Ry
1.00
Water in
Admixture
(lb/yd3)
Darex® AEA
Air Entrainer
S38 Glass Microspheres
K15 Glass Microspheres
Styrene-butadiene Rubber Latex
W1b. Additional Water
Dosage
(fl oz/cw t)
Total Solids of Admixtures:
Water
Water for CM Hydration (W1a + W1b)
Admixtures (including Pigments in Liquid
Form)
W1a. Water from Admixtures
Total Aggregates:
Yield, ft3
= (M / D)
Measured Density, lb /ft3
Air Content, % = [(T - D) / T x 100%]
Relative Yield = (Y / Y D )
Actual Batched
ProportionsDesign Batch Size (ft
3):
Cementitious Materials
White Cement, Type I
Blast-Furnace Slag
Fiber 1
Mixture ID: Outer Layer
0.125
VCAS™ 160
Design Proportions
(Non SSD)
0.25
0.66
Yielded
Proportions
Total Fibers:
Aggregates
Total Cementitious Materials:
Fibers
270.133
15.28 15.28
49.51
9.98
27
49.51
1.062
11.00
Dosage
(fl oz/cw t)
Water in
Admixture
(lb/yd3)
%
Solids
V-MAR® 3
Viscosity Modifying Agent
Water from Admixtures (W1a) :
WRDA® 60
Water Reducer
Styrene-butadiene Rubber
Latex
0.66
ADVA® CAST 600
Superplasticizer
Amount
(f l oz)
0.66
Cement-Cementitious Materials Ratio 0.25
Water-Cementitious Materials Ratio
Total Water (W1 + W2) :
Water for Aggregates, SSD
52.60Design Density, lb /ft3 = (M / 27)
58.44
1420
Solids Content of Latex Admixtures and Dyes
0.25
Water in
Admixture
(lb)
0.113
58.44
1337
22.877
58.44
6.58
11.00
Theorectical Density, lb /ft3 = (M / V)
Absolute Volume of Concrete, ft3
Slump, Slump Flow, in . 11.00
24.305
Mass of Concrete. lbs
YD
SGAmount
(lb/yd3)
Volume
(ft3)
Amount
(lb)
Volume
(ft3)
Amount
(lb/yd3)
Volume
(ft3)
CM1 3.15 143.75 0.731 0.67 0.003 156.42 0.796
CM2 2.90 316.25 1.748 1.46 0.008 344.13 1.902
CM3 2.60 115.00 0.709 0.53 0.003 125.14 0.771
575.00 3.19 2.66 0.01 625.69 3.47
F1 2.68 3.00 0.018 0.01 0.0001 3.26 0.020
3.00 0.02 0.01 0.0001 3.26 0.02
A1 Poraver® (1.0-2.0mm) Abs: 25 0.38 124.10 5.234 0.57 0.024 135.04 5.695
A2 Abs: 25 0.46 150.23 5.234 0.70 0.024 163.47 5.695
A3 Abs: 25 0.59 128.45 3.489 0.59 0.016 139.78 3.797
A4 Abs: 0 0.15 16.33 1.745 0.08 0.008 17.77 1.898
A5 Abs: 0 0.38 41.37 1.745 0.19 0.008 45.01 1.898
460.47 17.45 2.13 0.08 501.07 18.98
W1 172.50 2.764 0.80 0.013 187.71 3.008
69.09 0.32 93.65
103.41 0.48 94.06
W2 1.00 100.69 0.47 109.57
273.19 2.76 1.26 0.01 297.28 3.01
S1 1.01 57.50 0.912 0.27 0.004 62.57 0.993
57.50 0.91 0.27 0.004 62.57 0.99
Ad1 9.6 lb /gal 34.00 11.59 3.30 0.31 0.015 12.62 3.59
Ad2 9.2 lb /gal 40.00 9.79 2.42 0.26 0.011 85.26 21.10
Ad3 8.5 lb /gal 2.00 2.16 0.81 0.06 0.004 2.35 0.88
Ad4 8.5 lb /gal 5.00 0.74 0.27 0.02 0.001 0.80 0.29
Ad4 8.4 lb /gal 48.00 317.51 62.30 8.45 0.288 345.50 67.79
69.09 0.32 93.65
M
V
T
D
D
A
Y
Ry
27
Relative Yield = (Y / Y D ) 0.919
Air Content, % = [(T - D) / T x 100%] 9.90 1.95 1.95
Yield, ft3
= (M / D) 27 0.115
Design Density, lb /ft3 = (M / 27) 50.71
Measured Density, lb /ft3 55.18 55.18
Absolute Volume of Concrete, ft3 24.328 0.113 26.473
Theorectical Density, lb /ft3 = (M / V) 56.28 56.28 56.28
Slump, Slump Flow, in . 9.00 9.00 9.00
Mass of Concrete. lbs 1369 6.34 1490
0.25 0.25
Water-Cementitious Materials Ratio 0.30 0.30 0.30
Cement-Cementitious Materials Ratio 0.25
V-MAR® 3
Viscosity Modifying Agent
Darex® AEA
Air Entrainer
Styrene-butadiene Rubber
Latex
Water from Admixtures (W1a) :
Amount
(f l oz)
Water in
Admixture
(lb)
Dosage
(fl oz/cw t)
Water in
Admixture
(lb/yd3)
WRDA® 60
Water Reducer
Dosage
(fl oz/cw t)
Water in
Admixture
(lb/yd3)
ADVA® CAST 600
Superplasticizer
Styrene-butadiene Rubber Latex
Total Solids of Admixtures:
Admixtures (including Pigments in Liquid
Form)%
Solids
Poraver® (0.5-1.0mm)
Poraver® (0.25-0.50mm)
Solids Content of Latex Admixtures and Dyes
S38 Glass Microspheres
Total Aggregates:
Water
Water for CM Hydration (W1a + W1b)
1.00W1a. Water from Admixtures
K15 Glass Microspheres
W1b. Additional Water
Water for Aggregates, SSD
Total Water (W1 + W2) :
Fibers
Basalt Chopped Fibers KV13
Total Fibers:
Aggregates
Mixture ID: Structural Ribs
Cementitious Materials
White Cement, Type I
Blast-Furnace Slag
VCAS™ 160
Total Cementitious Materials:
Design Proportions
(Non SSD)
Actual Batched
Proportions
Yielded
ProportionsDesign Batch Size (ft3): 0.125
YD
SGAmount
(lb/yd3)
Volume
(ft3)
Amount
(lb)
Volume
(ft3)
Amount
(lb/yd3)
Volume
(ft3)
CM1 3.15 1500.00 7.631 5.00 0.025 1312.29 6.676
1500.00 7.63 5.00 0.03 1312.29 6.68
F1 N/A
A1 All-Purpose Sand Abs: 4 2.65 1786.08 10.801 5.95 0.036 1562.57 9.450
1786.08 10.80 5.95 0.04 1562.57 9.45
W1 345.00 5.529 1.15 0.018 301.83 4.837
84.35 0.28 73.80
260.65 0.87 228.03
W2 1.00 71.44 0.24 62.50
416.44 5.53 1.39 0.02 364.33 4.84
S1 N/A
S2 N/A
S3 N/A
P1 N/A
Ad1 9.2 lb /gal 67.80 243.51 84.35 12.18 0.281 213.04 73.80
84.35 0.28 73.80
M
V
T
D
D
A
Y
Ry Relative Yield = (Y / Y D ) 1.143
Air Content, % = [(T - D) / T x 100%] 11.25 22.36 22.36
Yield, ft3
= (M / D) 27 0.103 27
Design Density, lb /ft3 = (M / 27) 137.13
Measured Density, lb /ft3 119.97 119.97
Absolute Volume of Concrete, ft3 23.961 0.080 20.963
Theorectical Density, lb /ft3 = (M / V) 154.52 154.52 154.52
Slump, Slump Flow, in . 11.00 11.00 11.00
Mass of Concrete. lbs 3703 12.34 3239
Cement-Cementitious Materials Ratio 1.00 1.00 1.00
Water-Cementitious Materials Ratio 0.23 0.23 0.23
Water in
Admixture
(lb)
Dosage
(fl oz/cw t)
Water in
Admixture
(lb/yd3)
Daraweld® C
Water from Admixtures (W1a) :
Water in
Admixture
(lb/yd3)
Amount
(f l oz)
Total Solids of Admixtures:
Admixtures (including Pigments in Liquid
Form)%
Solids
Dosage
(fl oz/cw t)
Pigment 1 (Powder Form)
1.00W1a. Water from Admixtures
Total Water (W1 + W2) :
Solids Content of Latex Admixtures and Dyes
Latex (if used)
Liquid Dye (if used)
Other Latex or Liquid Dye (if used)
W1b. Additional Water
Water for Aggregates, SSD
Water for CM Hydration (W1a + W1b)
Aggregates
Total Aggregates:
Water
Total Fibers:
Mixture ID: Aesthetic Paste Design Proportions
(Non SSD)
Actual Batched
Proportions
Yielded
ProportionsDesign Batch Size (ft3): 0.09
Cementitious Materials
White Cement, Type I
Total Cementitious Materials:
Fibers
Fiber 1

Material Quantity Unit Cost Total Price
White Cement, Type I 25.74 lb $0.76/lb $19.57
Slag (Grade 100) 56.64 lb $0.02/lb $1.13
VCAS™ 160 20.60 lb $0.76/lb $15.65
Quikrete® All-Purpose Sand 5.92 lb $0.10/lb $0.59
Poraver® 0.25 - 0.5 mm 22.47 lb $0.70/lb $15.73
Poraver® 0.5 - 1.0 mm 9.35 lb $0.70/lb $6.54
Poraver® 1.0 - 2.0 mm 7.72 lb $0.70/lb $5.40
S38® Glass Bubbles 24.75 lb $11.98/lb $296.46
K15® Glass Bubbles 1.67 lb $12.50/lb $20.88
High-Range Water-Reducer
(ADVA® Cast 600) 10.98 fl. oz. $0.12/lb. $1.32
Water Reducer (WRDA® 60) 10.98 fl. oz. $0.04/fl. oz. $0.44
Rheology-Modifying Admixture
(V-MAR® 3)2.94 fl. oz. $0.15/fl. oz. $0.44
Air-Entraining Admixture
(DAREX®AEA)0.67 fl. oz. $0.04/fl. oz. $0.03
Bonding Agent (Daraweld® C) 12.18 fl. oz. $0.06/fl. oz. $0.73
Latex (SikaLatex® R) 0.90 gal. $11.87/gal. $10.69
Latex (Styrene-Butadiene Rubber) 0.82 gal. $25.60/gal. $20.96
Carbon Fiber Reinforcement
(TORAYCA® T300)180 sq. ft. $2.40/sq. ft. $432.00
Fibers (Basalt KV13 Chopped) 0.34 lb. $7.82/lb. $2.68
Adhesive Foam Inlays 3 sq. ft. $8.00/sq. ft. $24.00
Foam Flotation 1 sheet $12.98/sheet $12.98
Sealer/Stain 1 gal. $45.00/gal. $45.00
Canoe Mold Lump Sum $293.09 $293.09
$1,226.31Total Production Cost
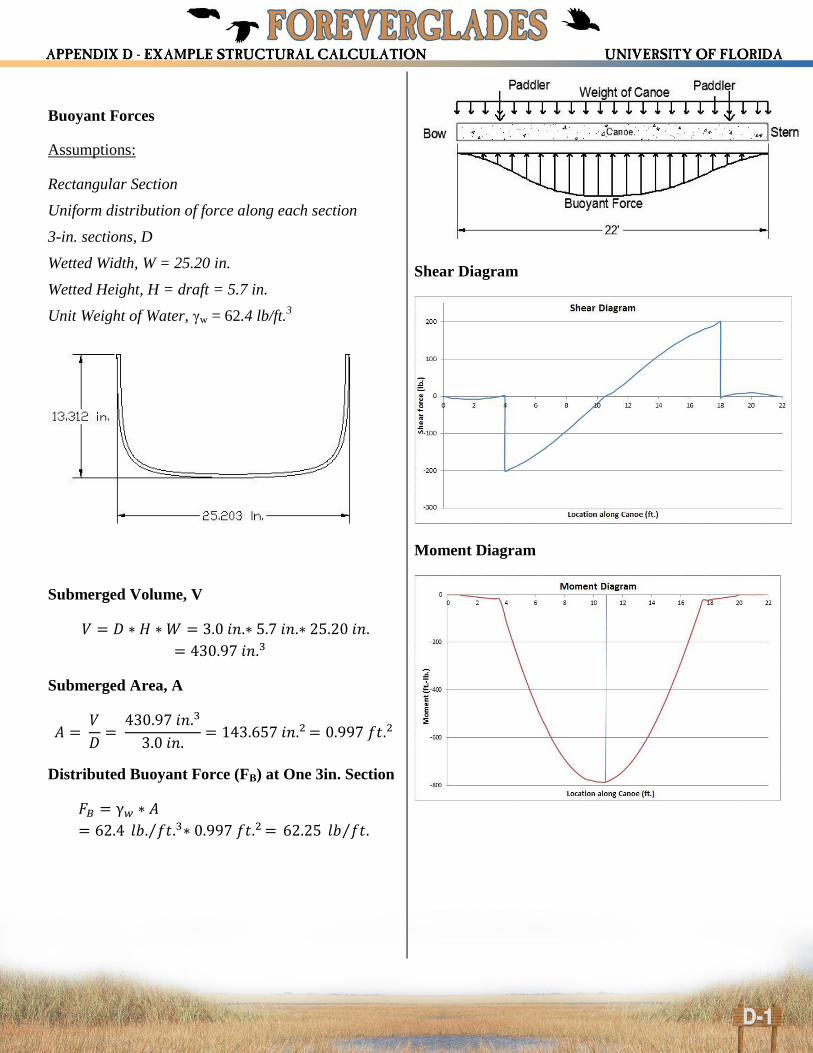
Buoyant Forces
Assumptions:
Rectangular Section
Uniform distribution of force along each section
3-in. sections, D
Wetted Width, W = 25.20 in.
Wetted Height, H = draft = 5.7 in.
Unit Weight of Water, γw = 62.4 lb/ft.3
Submerged Volume, V
𝑉 = 𝐷 ∗ 𝐻 ∗ 𝑊 = 3.0 𝑖𝑛.∗ 5.7 𝑖𝑛.∗ 25.20 𝑖𝑛.
= 430.97 𝑖𝑛.3
Submerged Area, A
𝐴 = 𝑉
𝐷=
430.97 𝑖𝑛.3
3.0 𝑖𝑛.= 143.657 𝑖𝑛.2 = 0.997 𝑓𝑡.2
Distributed Buoyant Force (FB) at One 3in. Section
𝐹𝐵 = γ𝑤 ∗ 𝐴
= 62.4 𝑙𝑏. 𝑓𝑡.3∗ 0.997 𝑓𝑡.2 = ⁄ 62.25 𝑙𝑏 𝑓𝑡.⁄
Shear Diagram
Moment Diagram
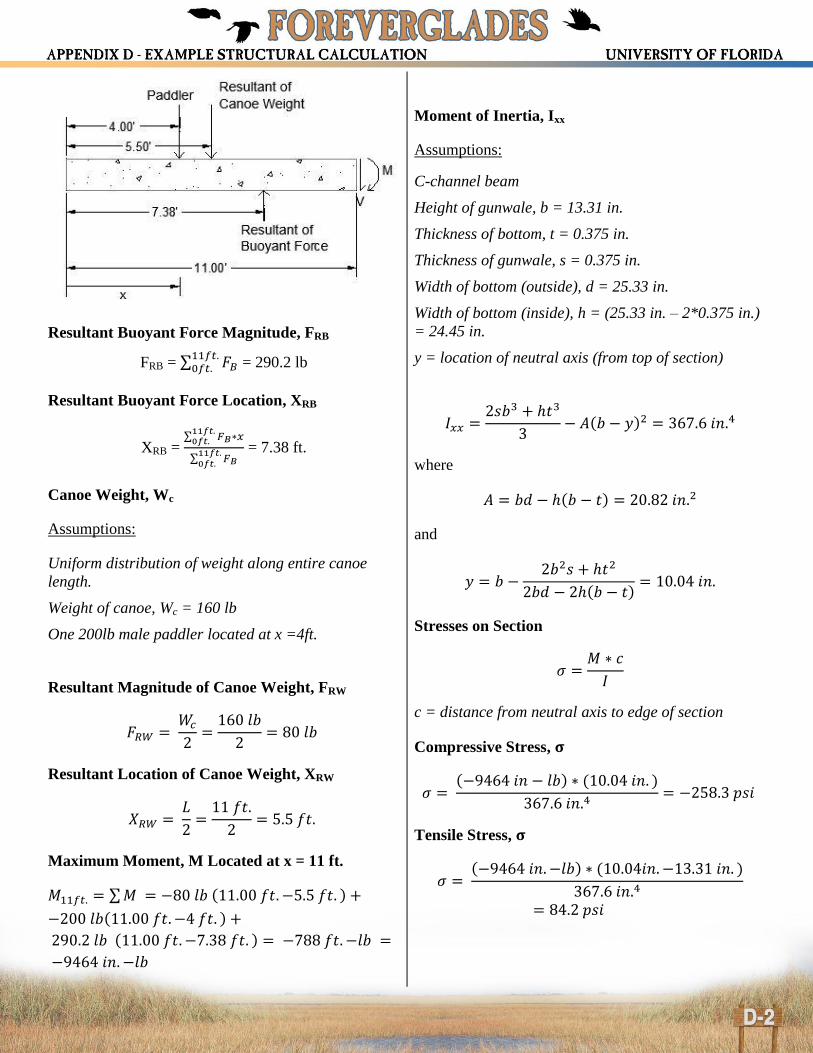
Resultant Buoyant Force Magnitude, FRB
FRB = ∑ 𝐹𝐵11𝑓𝑡.0𝑓𝑡. = 290.2 lb
Resultant Buoyant Force Location, XRB
XRB = ∑ 𝐹𝐵∗𝑥
11𝑓𝑡.0𝑓𝑡.
∑ 𝐹𝐵11𝑓𝑡.0𝑓𝑡.
= 7.38 ft.
Canoe Weight, Wc
Assumptions:
Uniform distribution of weight along entire canoe
length.
Weight of canoe, Wc = 160 lb
One 200lb male paddler located at x =4ft.
Resultant Magnitude of Canoe Weight, FRW
𝐹𝑅𝑊 = 𝑊𝑐
2=
160 𝑙𝑏
2= 80 𝑙𝑏
Resultant Location of Canoe Weight, XRW
𝑋𝑅𝑊 = 𝐿
2=
11 𝑓𝑡.
2= 5.5 𝑓𝑡.
Maximum Moment, M Located at x = 11 ft.
𝑀11𝑓𝑡. = ∑ 𝑀 = −80 𝑙𝑏 (11.00 𝑓𝑡. −5.5 𝑓𝑡. ) +
−200 𝑙𝑏(11.00 𝑓𝑡. −4 𝑓𝑡. ) +
290.2 𝑙𝑏 (11.00 𝑓𝑡. −7.38 𝑓𝑡. ) = −788 𝑓𝑡. −𝑙𝑏 =
−9464 𝑖𝑛. −𝑙𝑏
Moment of Inertia, Ixx
Assumptions:
C-channel beam
Height of gunwale, b = 13.31 in.
Thickness of bottom, t = 0.375 in.
Thickness of gunwale, s = 0.375 in.
Width of bottom (outside), d = 25.33 in.
Width of bottom (inside), h = (25.33 in. – 2*0.375 in.)
= 24.45 in.
y = location of neutral axis (from top of section)
𝐼𝑥𝑥 =2𝑠𝑏3 + ℎ𝑡3
3− 𝐴(𝑏 − 𝑦)2 = 367.6 𝑖𝑛.4
where
𝐴 = 𝑏𝑑 − ℎ(𝑏 − 𝑡) = 20.82 𝑖𝑛.2
and
𝑦 = 𝑏 −2𝑏2𝑠 + ℎ𝑡2
2𝑏𝑑 − 2ℎ(𝑏 − 𝑡)= 10.04 𝑖𝑛.
Stresses on Section
𝜎 =𝑀 ∗ 𝑐
𝐼
c = distance from neutral axis to edge of section
Compressive Stress, 𝛔
𝜎 = (−9464 𝑖𝑛 − 𝑙𝑏) ∗ (10.04 𝑖𝑛. )
367.6 𝑖𝑛.4= −258.3 𝑝𝑠𝑖
Tensile Stress, 𝛔
𝜎 = (−9464 𝑖𝑛. −𝑙𝑏) ∗ (10.04𝑖𝑛. −13.31 𝑖𝑛. )
367.6 𝑖𝑛.4
= 84.2 𝑝𝑠𝑖


















