
LINEAMIENTOS PARA LA OPTIMIZACIÓN DEL DISEÑO, …files.conagua.gob.mx/transparencia/6 SGAPDyS Pot...
213
LINEAMIENTOS PARA LA OPTIMIZACIÓN DEL DISEÑO, CONSTRUCCIÓN Y OPERACIÓN DE LA TECNOLOGÍA PARA REMOCIÓN DE HIERRO Y MANGANESO EN AGUA POTABLE (CNA-SGAPDS-CONVENIO-015/2013) México, 2013 INFORME FINAL LINEAMIENTOS PARA LA OPTIMIZACIÓN DEL DISEÑO, CONSTRUCCIÓN Y OPERACIÓN DE LA TECNOLOGÍA PARA REMOCIÓN DE HIERRO Y MANGANESO EN AGUA POTABLE (TC-1365.3) CONVENIO IMTA - CONAGUA CNA-SGAPDS-CONVENIO-015/2013 Martín Piña Soberanis María de Lourdes Rivera Huerta
Transcript of LINEAMIENTOS PARA LA OPTIMIZACIÓN DEL DISEÑO, …files.conagua.gob.mx/transparencia/6 SGAPDyS Pot...

LINEAMIENTOS PARA LA OPTIMIZACIÓN DEL DISEÑO, CONSTRUCCIÓN Y OPERACIÓN DE
LA TECNOLOGÍA PARA REMOCIÓN DE HIERRO Y MANGANESO EN AGUA POTABLE
(CNA-SGAPDS-CONVENIO-015/2013)
México, 2013
INFORME FINAL
LINEAMIENTOS PARA LA OPTIMIZACIÓN DEL DISEÑO, CONSTRUCCIÓN Y OPERACIÓN DE LA TECNOLOGÍA PARA REMOCIÓN DE HIERRO Y
MANGANESO EN AGUA POTABLE
(TC-1365.3)
CONVENIO IMTA - CONAGUA
CNA-SGAPDS-CONVENIO-015/2013
Martín Piña Soberanis
María de Lourdes Rivera Huerta

LINEAMIENTOS PARA LA OPTIMIZACIÓN DEL DISEÑO, CONSTRUCCIÓN Y OPERACIÓN DE
LA TECNOLOGÍA PARA REMOCIÓN DE HIERRO Y MANGANESO EN AGUA POTABLE
(CNA-SGAPDS-CONVENIO-015/2013)
México, 2013
RESUMEN EJECUTIVO
En el presente estudio se llevó a cabo una revisión del estado actual que guardan las plantas potabilizadoras que utilizan la tecnología para remoción de hierro (Fe) y manganeso (Mn) desarrollada por el IMTA y al mismo tiempo se determinaron los componentes de los diseños de las mismas que son susceptibles de mejorarse. Con base en esto se establecieron recomendaciones útiles para el diseño y la construcción de futuras plantas y para la mejora de las ya construidas. La tecnología de remoción de Fe y Mn que se menciona consiste en un sistema de adsorción-oxidación en continuo empleando zeolita natural granular.
Para la revisión se visitaron cinco de ocho plantas existentes en el país con esta tecnología: “Ramal Peñón Texcoco”, en el estado de México, “Los Horcones”, “La Platanera” y “Los Pinos” en Sinaloa, así como la de Cd. Camargo en Chihuahua, las cuales se diseñaron para tratar un caudal de 630, 1,500, 40, 60 y 60 litros por segundo respectivamente. Las dos primeras con filtros a gravedad y las tres últimas con filtros a presión.
En el caso de la planta del “Ramal Peñón Texcoco” se llevó a cabo una evaluación de los procesos que conforman el sistema de tratamiento de la planta potabilizadora, para que junto con las observaciones realizadas en las otras plantas, se obtuviera la información necesaria para elaborar los diseños funcionales de un sistema de dosificación de polímero para mejorar el proceso de sedimentación de lodos, y de un sistema apropiado para la extracción y secado de lodos. La información también se empleó para determinar metodologías para el control del crecimiento del material adsorbente y para conocer el periodo de vida útil del material adsorbente.
Durante la evaluación de la planta del “Ramal Peñón Texcoco” se analizó el desempeño de los filtros en la remoción del manganeso y el proceso de retrolavado incluyendo su secuencia y eficiencia, la tasa de retrolavado, la expansión del medio adsorbente y la maduración del lecho después de un retrolavado, así como los efectos en los filtros de la recirculación del agua sedimentada. También se determinó el volumen de lodos producidos, su disposición y los beneficios del tratamiento del lodo mediante acondicionamiento químico.
Se observó que el principal problema en las plantas es el manejo y disposición de los lodos, producto de los retrolavados de filtros, ya que en todos los casos, a pesar de contar con un sistema de deshidratación (filtro prensa), éste no se opera debido a que los sistemas mecánicos no se diseñaron adecuadamente, además de la falta de mantenimiento.
En todos los casos los lodos se disponen al drenaje municipal o son enviados a un terreno natural. Tanto en la planta de Texcoco como en la de Mazatlán (Los Horcones) los filtros prensa son de una capacidad inferior a la que se requiere para manejar adecuadamente el volumen de lodos producidos.

LINEAMIENTOS PARA LA OPTIMIZACIÓN DEL DISEÑO, CONSTRUCCIÓN Y OPERACIÓN DE
LA TECNOLOGÍA PARA REMOCIÓN DE HIERRO Y MANGANESO EN AGUA POTABLE
(CNA-SGAPDS-CONVENIO-015/2013)
México, 2013
En la planta de Camargo, la capacidad del filtro prensa es adecuada, pero el sistema de tratamiento de lodos no funciona por falta de mantenimiento. Los bajos drenes de los filtros se encuentran colapsados.
Durante la evaluación de la planta de Texcoco y en estudios previos (IMTA-TC-0201.4) se demostró que el agua de retrolavado de filtros (lodos) puede acondicionarse con polímeros, lo que resulta muy favorable para hacer más eficiente el proceso de sedimentación. Además, se demostró que los lodos de Fe y Mn ofrecen resistencias a la filtración muy inferiores a las de un lodo de sulfato de aluminio, debido a que su contenido de agua se encuentra en forma libre y se libera fácilmente durante la filtración.
En la planta de Texcoco se analizaron datos históricos de la eficiencia en la remoción de Mn, y se encontró un alto desempeño de la planta potabilizadora, ya que desde su arranque, en octubre de 2001, se observó una remoción de Mn mayor al 96%. Se revisaron los datos de remoción de Mn desde enero del año 2005 hasta junio del 2012 y se encontró que hasta diciembre del año 2011, la planta potabilizadora del ramal Peñón-Texcoco cumplió con los límites permisibles que establece la NOM-127-SSA1-1994 (modificación año 2000), y durante su evaluación (septiembre-2013), se observaron remociones del Mn mayores al 90%, cumpliendo ampliamente con la citada norma.
En enero del año 2012 se observó claramente la disminución de la eficiencia de la planta debido a que se colapsaron los bajos drenes, situación que fue muy evidente por la formación de “borbollones” de agua durante los retrolavados.
Se reportó que los bajos drenes de 4 filtros (F1, F2, F5 y F6) fueron sustituidos por nuevos y los 4 restantes (F3, F4, F7 y F8) fueron reparados reciclando el material retirado (falso fondo Leopold), volviendo a operar adecuadamente la planta potabilizadora. A pesar de esto, se recomendó reparar nuevamente el bajo dren de los filtros 3, 4, 7 y 8 con material nuevo, ya que se observaron “borbollones” en los mismos durante los retrolavados, indicativo de una mala distribución del agua y aire por posibles colapsos o fallas en los bajos drenes.
Por otro lado el IMTA cuenta con registros de la evolución del tamaño de la zeolita empacada en los filtros desde el arranque de la planta, hasta el año 2009, donde se encontró un crecimiento del 432% en el diámetro efectivo del material granular. También se ha observado que al incrementarse el tamaño de los granos de zeolita, el medio se expande durante el retrolavado hasta niveles donde el material se pierde debido a que alcanza las canaletas.
Se observó que los operadores han modificado la operación de la planta, las carreras de operación las fijaron en 48 horas y retrolavan 4 filtros en forma consecutiva por las mañanas, enviando los 4 retrolavados al sedimentador.
También se observó una limpieza adecuada de los filtros utilizando solo 3 bombas de retrolavado durante 3 minutos, ya que los operadores temen que los bajos drenes se dañen nuevamente si operan la cuarta bomba, además de
LINEAMIENTOS PARA LA OPTIMIZACIÓN DEL DISEÑO, CONSTRUCCIÓN Y OPERACIÓN DE
LA TECNOLOGÍA PARA REMOCIÓN DE HIERRO Y MANGANESO EN AGUA POTABLE
(CNA-SGAPDS-CONVENIO-015/2013)
México, 2013
que con un caudal de lavado mayor no puede enviar al sedimentador el agua de 4 retrolavados a la vez. La tasa de retrolavado es de 60 m3/m2h (tres bombas), adecuada para un sistema convencional de filtración, pero baja para la tecnología de adsorción de Fe y Mn.
La evacuación de los lodos del sedimentador la hacen cada 5 días vertiendo los lodos directamente en el suelo en las inmediaciones de la planta. Esto debido a la falta de mantenimiento en los equipos de bombeo y del filtro prensa, cuya capacidad es menor a la requerida.
De las pruebas de sedimentabilidad del agua de retrolavado en columna, se estima una producción diaria de lodos de 5 m3 en la planta, por lo tanto, están tirando 25 m3 de lodos cada 5 días en los alrededores de la planta. También se observó que la sedimentación del agua de retrolavado no mejora significativamente después de 60 minutos, los operadores dejan sedimentando el agua durante 24 horas por comodidad en la operación, para hacer los retrolavados de cuatro filtros cada mañana (primer turno).
Durante los retrolavados aplican 15 minutos de aire para frenar el crecimiento de la zeolita (indicación del IMTA).
En las visitas realizadas a las plantas potabilizadoras para remoción de Mn, se encontró lo siguiente:
La planta “La Platanera” se encuentra operando adecuadamente por la Junta Municipal de Agua Potable y Alcantarillado de Culiacán (JAPAC), removiendo más del 97% de Mn, cumpliendo ampliamente con el límite de 0.15 mg Mn/L que establece la NOM-127, pero se tira el agua de los retrolavados, lo que lleva a una pérdida de agua del 3 al 4%.
La planta “Los Pinos” se encuentra fuera de operación, solo operó durante un año debido a la mala administración de la Junta Municipal de Agua Potable y Alcantarillado de Navolato (JAPAN).
La planta “Los Horcones” operada por Junta Municipal de Agua Potable y Alcantarillado de Mazatlán (JUMAPAM), de los 24 filtros, 12 tratan agua subterránea para remover Fe y Mn, el resto filtran agua superficial proveniente de una presa. El Fe y Mn se remueven de forma adecuada, cumpliendo con la NOM-127, pero no se está recuperando el agua de los retrolavados, debido a problemas de extracción de lodos del sedimentador y a la limitada capacidad del filtro prensa.
La planta de Camargo, Chihuahua (operada por la JMAS) presenta un importante deterioro por falta de mantenimiento, los bajos drenes presentan fugas de zeolita, nunca han monitoreado la calidad del agua de la planta, pero se tiene conocimiento que la remoción de Mn es ineficiente, no tratan los retrolavados por fallas en los filtros, esto es, que debido a que los bajos drenes

LINEAMIENTOS PARA LA OPTIMIZACIÓN DEL DISEÑO, CONSTRUCCIÓN Y OPERACIÓN DE
LA TECNOLOGÍA PARA REMOCIÓN DE HIERRO Y MANGANESO EN AGUA POTABLE
(CNA-SGAPDS-CONVENIO-015/2013)
México, 2013
de los filtros se han colapsado, el agua de retrolavados no logra subir al sedimentador. El segundo módulo lleva 3 años construido y nunca ha operado.
De todo lo observado en campo se concluye en general, que la falta de mantenimiento lleva a las plantas a operar de forma inapropiada, a pesar de que en algunos casos se cumple con el cometido de remover el Fe y Mn en el agua, pero no se le ha prestado interés al tratamiento de los lodos y al mantenimiento de las plantas.
Finalmente se realizó el diseño funcional del sistema de dosificación de polímero para mejorar el proceso de sedimentación de los lodos, el cual consiste en la colocación de un mezclador estático (cuando el G < 500 s-1 en la tubería) bridado en la tubería del agua de retrolavado de filtros que va al sedimentador, para aplicar un polímero preparado al 0.1% y propiciar el mezclado. La aplicación del polímero debe ser intermitente, cada vez que se presente un retrolavado. La dosis se deberá calcular mediante un equipo de jarras y una muestra representativa del agua de retrolavado (lodo), y el volumen de polímero aplicado estará en función del caudal del agua de retrolavado que fluye por la tubería y se aplicará mediante bombeo.
Con relación al diseño funcional para un sistema de extracción y secado de lodos se recomienda la extracción por gravedad más bombeo, y utilizar un método mecánico (filtro prensa o banda) para separar el agua de la fase sólida, para que se obtenga una torta con aproximadamente el 70% de humedad, esto con la finalidad de facilitar su manejo para enviarse a un relleno sanitario, ya que los lodos de Fe y Mn no se consideran un residuo peligroso de acuerdo al análisis CRETIB (2004). Tanto el filtro prensa o banda se debe calcular en función de la frecuencia y el volumen de lodos que se extraen del sedimentador.
Por último se propone un procedimiento para el control del crecimiento del grano del adsorbente empacado en los filtros, que se basa en el incremento de tiempo del lavado del lecho con aire a medida que el tamaño de partícula del adsorbente aumenta. Para implementar el procedimiento propuesto se requiere el análisis periódico de la granulometría del medio adsorbente de cada filtro. Ésto mismo brinda información para determinar el tiempo de vida útil del adsorbente.
LINEAMIENTOS PARA LA OPTIMIZACIÓN DEL DISEÑO, CONSTRUCCIÓN Y OPERACIÓN DE
LA TECNOLOGÍA PARA REMOCIÓN DE HIERRO Y MANGANESO EN AGUA POTABLE
(CNA-SGAPDS-CONVENIO-015/2013)
México, 2013
CONTENIDO
1 ANTECEDENTES GENERALES ................................................................................................................ 14
1.1 QUÍMICA DEL HIERRO Y MANGANESO EN AGUA ....................................................................................................... 15 1.1.1 Química del hierro....................................................................................................................................... 15
1.1.1.1 Oxidación del hierro con oxígeno ................................................................................................................ 17 1.1.1.2 Oxidación del Fe(II) con otros agentes químicos ................................................................................. 17
1.1.2 Química del manganeso ............................................................................................................................ 18 1.1.2.1 Oxidación del manganeso con oxígeno...................................................................................................... 19 1.1.2.2 Oxidación del Mn(II) con otros agentes químicos. .............................................................................. 20
1.2 PROCESOS DE REMOCIÓN DE HIERRO Y MANGANESO ............................................................................................. 21 1.2.1 Aireación- filtración ................................................................................................................................... 21 1.2.2 Cloración – filtración ................................................................................................................................. 22 1.2.3 Procesos de filtración con medios específicos (*Sommerfeld, 1999) ....................................... 22
1.2.3.1 Manganese Greensand (arena verde de manganeso)* ...................................................................... 22 1.2.3.2 Birm (Burgess Iron Removal Method) “Método de remoción de hierro Burgess”* ............ 23 1.2.3.3 Anthrasand (antracita - arena)* ................................................................................................................... 24 1.2.3.4 Pirolusita* ................................................................................................................................................................ 24 1.2.3.5 Remoción de Fe y Mn mediante zeolita natural tipo clinoptilolita recubierta con óxidos de manganeso, tecnología IMTA.............................................................................................................................................. 25
1.2.4 Filtración directa con la aplicación de sustancias químicas ...................................................... 27 1.2.5 Tecnologías alternativas .......................................................................................................................... 28
1.2.5.1 Remoción de Fe y Mn por ablandamiento ............................................................................................... 28 1.2.5.2 Ablandamiento con zeolita .............................................................................................................................. 28 1.2.5.3 Ablandamiento con cal/carbonato de sodio ........................................................................................... 28 1.2.5.4 Agentes secuestrantes ....................................................................................................................................... 28 1.2.5.5 Métodos biológicos para la remoción de hierro y manganeso ...................................................... 29 1.2.5.6 Remoción de hierro y manganeso In-Situ ................................................................................................ 29
1.3 TRATAMIENTO DE LOS LODOS DE PLANTAS POTABILIZADORAS ........................................................................... 30 1.3.1 Espesamiento por gravedad .................................................................................................................... 30 1.3.2 Acondicionamiento ..................................................................................................................................... 30 1.3.3 Deshidratación ............................................................................................................................................. 30 1.3.4 Lechos de secado de arena ....................................................................................................................... 31
1.4 FACTORES QUE AFECTAN LA DESHIDRATACIÓN DE LOS LODOS ............................................................................ 31 1.4.1 Características físicas ................................................................................................................................ 31
1.4.1.1 Resistencia específica a la filtración (REF) .............................................................................................. 32 1.4.1.2 Tiempo de succión capilar (TSC) .................................................................................................................. 34 1.4.1.3 Tiempo a la filtración (TF) ............................................................................................................................... 34 1.4.1.4 Compresibilidad ................................................................................................................................................... 35
1.4.2 Características químicas .......................................................................................................................... 36 1.4.2.1 Humedad libre ....................................................................................................................................................... 38 1.4.2.2 Humedad ligada .................................................................................................................................................... 38
1.5 TÉCNICAS DE ANÁLISIS QUÍMICO DE LOS LODOS (FASE SÓLIDA).......................................................................... 39 1.5.1 Microscopio Electrónico de Barrido (MEB) ...................................................................................... 39
1.5.1.1 Preparación de la muestra .............................................................................................................................. 40 1.5.2 Difracción por rayos-X ............................................................................................................................... 42
1.5.2.1 Técnicas de preparación de arcillas ............................................................................................................ 43 1.6 PRINCIPALES USOS DEL HIERRO Y MANGANESO ...................................................................................................... 43
1.6.1 Del hierro ........................................................................................................................................................ 43 1.6.2 Del manganeso ............................................................................................................................................. 44
1.6.2.1 Usos “no metalúrgicos” de los óxidos de manganeso ......................................................................... 44 1.6.2.2 Usos de los compuestos de manganeso .................................................................................................... 44
1.7 EFECTOS A LA SALUD DEL HIERRO Y MANGANESO .................................................................................................. 45 1.7.1 Del hierro ........................................................................................................................................................ 45 1.7.2 Del manganeso ............................................................................................................................................. 46
1.8 MÉTODOS DE DISPOSICIÓN FINAL DE LOS LODOS .................................................................................................... 48

LINEAMIENTOS PARA LA OPTIMIZACIÓN DEL DISEÑO, CONSTRUCCIÓN Y OPERACIÓN DE
LA TECNOLOGÍA PARA REMOCIÓN DE HIERRO Y MANGANESO EN AGUA POTABLE
(CNA-SGAPDS-CONVENIO-015/2013)
México, 2013
1.9 RESULTADOS DE ESTUDIOS PREVIOS SOBRE EL TRATAMIENTO DE LOS LODOS PRODUCIDOS EN EL PROCESO
DE REMOCIÓN DE HIERRO Y MANGANESO (IMTA-TC-0201.4). .................................................................................... 49 1.9.1 Objetivos .......................................................................................................................................................... 49 1.9.2 Obtención del lodo ....................................................................................................................................... 50 1.9.3 Pruebas para determinar las propiedades físicas y químicas de los lodos ........................... 51
1.9.3.1 Velocidad de sedimentación ........................................................................................................................... 52 1.9.3.2 Resistencia específica a la filtración (REF) .............................................................................................. 52 1.9.3.3 Tiempo a la filtración (TF) ............................................................................................................................... 55 1.9.3.4 Porcentaje de humedad .................................................................................................................................... 55 1.9.3.5 Concentración de sólidos ................................................................................................................................. 57 1.9.3.6 Filtrabilidad en medios granulares (lechos de secado). ................................................................... 57 1.9.3.7 Acondicionamiento químico del lodo mediante la aplicación de polímeros .......................... 59 1.9.3.8 Composición química del lodo por difracción de rayos-X y microscopía electrónica de barrido 59 1.9.3.9 Composición química del lodo, vía húmeda (por absorción atómica) ....................................... 60
1.9.4 Resultados ...................................................................................................................................................... 60 1.9.4.1 Obtención del lodo representativo .............................................................................................................. 60
1.9.5 Acondicionamiento químico del “lodo del sedimentador” empleando polímeros.............. 68 1.9.5.1 Polímero catiónico (XP-4800) ....................................................................................................................... 68 1.9.5.2 Polímero catiónico (Bufloc 5368) ................................................................................................................ 70 1.9.5.3 Polímero no iónico (VT-N300) ...................................................................................................................... 71
1.9.6 Concentración de sólidos en los lodos estudiados ........................................................................... 73 1.9.6.1 Concentración de sólidos en el agua de retrolavado .......................................................................... 73
1.9.7 Resistencia Específica a la Filtración (REF) ..................................................................................... 75 1.9.7.1 Lodo del Sedimentador (LS) ........................................................................................................................... 75 1.9.7.2 Lodo del Sedimentador Espesado (LSE) ................................................................................................... 82 1.9.7.3 Lodo del Sedimentador Acondicionado (LSA) con XP-4800........................................................... 86 1.9.7.4 Lodo del Sedimentador Acondicionado (LSA) con Bufloc-5368 ................................................... 90 1.9.7.5 Lodo del Sedimentador Acondicionado (LSA) con VT-N300 .......................................................... 94
1.9.8 Análisis de la Resistencia Específica a la Filtración (REF) .......................................................... 99 1.9.9 Tiempo a la filtración (TF) .................................................................................................................... 102 1.9.10 Sedimentabilidad de los lodos ........................................................................................................ 103 1.9.11 Filtrabilidad en medios granulares (lechos de secado) ........................................................ 107
1.9.11.1 Pruebas en Culiacán, Sinaloa ....................................................................................................................... 107 1.9.11.2 Pruebas en el laboratorio de Potabilización del IMTA ................................................................... 110
1.9.12 Composición química del lodo por difracción de rayos-X y microscopía electrónica de barrido 114
1.9.12.1 Resultados por difracción de rayos-X ..................................................................................................... 114 1.9.13 Composición química del lodo vía húmeda (por absorción atómica) ............................ 117
2 PLANTAS CONSTRUIDAS QUE APLICAN LA TECNOLOGÍA DEL IMTA PARA REMOVER HIERRO Y MANGANESO .................................................................................................................................. 118
3 OBJETIVO ................................................................................................................................................... 120
4 METODOLOGÍA ........................................................................................................................................ 120
4.1 EVALUACIÓN DE LA OPERACIÓN DEL PROCESO DE ADSORCIÓN ......................................................................... 120 4.2 EVALUACIÓN DE LA OPERACIÓN DEL PROCESO DE RETROLAVADO DE FILTROS .............................................. 121 4.3 EVALUACIÓN DE LA OPERACIÓN DEL PROCESO DE SEDIMENTACIÓN ................................................................ 121 4.4 EVALUACIÓN DE LA OPERACIÓN DEL PROCESO DE EXTRACCIÓN DE LODOS DEL SEDIMENTADOR ............... 121 4.5 EVALUACIÓN DEL CRECIMIENTO DE LA ZEOLITA EN LOS FILTROS .................................................................... 121 4.6 INFORME FINAL ......................................................................................................................................................... 121
5 RESULTADOS ............................................................................................................................................ 123
5.1 COMPORTAMIENTO HISTÓRICO DEL PROCESO DE ADSORCIÓN (PTA. TEXCOCO) ........................................... 123 5.2 CRECIMIENTO HISTÓRICO DE LA ZEOLITA EN LOS FILTROS (PTA. TEXCOCO) ................................................. 131 5.3 CRECIMIENTO DE LA ZEOLITA EN LA PLANTA “CAMPIÑA” (CULIACÁN, SINALOA) ........................................ 132 5.4 EVALUACIÓN DE LA OPERACIÓN DEL PROCESO DE ADSORCIÓN (PTA. TEXCOCO) ........................................... 133 5.5 EVALUACIÓN DE LA OPERACIÓN DEL PROCESO DE RETROLAVADO DE FILTROS (PTA. TEXCOCO) ............... 140

LINEAMIENTOS PARA LA OPTIMIZACIÓN DEL DISEÑO, CONSTRUCCIÓN Y OPERACIÓN DE
LA TECNOLOGÍA PARA REMOCIÓN DE HIERRO Y MANGANESO EN AGUA POTABLE
(CNA-SGAPDS-CONVENIO-015/2013)
México, 2013
5.5.1 Secuencia del retrolavado ...................................................................................................................... 140 5.5.2 Eficiencia del retrolavado ...................................................................................................................... 143 5.5.3 Recirculación del agua sedimentada ................................................................................................. 148
5.5.3.1 Bombas sumergibles para recirculación de agua sedimentada ................................................. 150 5.5.4 Tasa de retrolavado ................................................................................................................................. 151 5.5.5 Expansión del medio adsorbente ......................................................................................................... 153 5.5.6 Maduración del medio ............................................................................................................................. 153
5.6 EVALUACIÓN DE LA OPERACIÓN DEL PROCESO DE SEDIMENTACIÓN (PTA. TEXCOCO) .................................. 155 5.6.1 Lodos producidos ....................................................................................................................................... 158
5.7 EVALUACIÓN DE LA OPERACIÓN DEL PROCESO DE EXTRACCIÓN DE LODOS DEL SEDIMENTADOR (PTA. TEXCOCO) .............................................................................................................................................................................. 160
5.7.1 Disposición final de los lodos ................................................................................................................ 160 5.8 ACONDICIONAMIENTO QUÍMICO DE LOS LODOS ................................................................................................... 166
5.8.1 Resultados del acondicionamiento químico ................................................................................... 166 5.9 EVALUACIÓN DEL CRECIMIENTO DE LA ZEOLITA ................................................................................................. 175
5.9.1 Granulometría de los 8 filtros ............................................................................................................... 175
6 VISITAS DE CAMPO ................................................................................................................................ 184
6.1 PLANTA “LA CAMPIÑA” ........................................................................................................................................... 184 6.2 PLANTA “LA PLATANERA” ...................................................................................................................................... 184 6.3 PLANTA “LOS PINOS” ............................................................................................................................................... 187 6.4 PLANTA “LOS HORCONES” ...................................................................................................................................... 188
6.4.1 Tratamiento de lodos ............................................................................................................................... 194 6.5 PLANTA DE CAMARGO, CHIHUAHUA ...................................................................................................................... 198
7 DISEÑO FUNCIONAL DE UN SISTEMA DE DOSIFICACIÓN DE POLÍMERO PARA MEJORAR EL PROCESO DE SEDIMENTACIÓN DE LODOS ......................................................................................... 200
7.1 TIPO DE POLÍMERO ................................................................................................................................................... 200 7.2 METODOLOGÍA PARA APLICACIÓN DE POLÍMEROS .............................................................................................. 200
7.2.1 Equipo y material de laboratorio........................................................................................................ 200 7.2.2 Procedimiento para determinar la dosis optima .......................................................................... 200 7.2.3 Gradiente de mezcla en jarras cuadradas de 2 litros .................................................................. 201 7.2.4 Inyección del polímero en la tubería ................................................................................................. 202
7.3 CÁLCULO DEL GRADIENTE DE MEZCLA EN TUBERÍA ............................................................................................ 203
8 DISEÑO FUNCIONAL DE UN SISTEMA APROPIADO PARA LA EXTRACCIÓN Y SECADO DE LODOS ................................................................................................................................................................... 205
9 METODOLOGÍA DE RETROLAVADO DE FILTROS PARA CONTROL DEL CRECIMIENTO DEL MATERIAL ADSORBENTE ............................................................................................................................... 207
10 METODOLOGÍA PARA DETERMINAR EL PERIODO DE VIDA ÚTIL DEL MATERIAL ADSORBENTE ..................................................................................................................................................... 208
11 CONCLUSIONES Y RECOMENDACIONES .......................................................................................... 209
11.1 CONCLUSIONES .................................................................................................................................................... 209 11.2 RECOMENDACIONES ........................................................................................................................................... 210
12 BIBLIOGRAFÍA ......................................................................................................................................... 211

LINEAMIENTOS PARA LA OPTIMIZACIÓN DEL DISEÑO, CONSTRUCCIÓN Y OPERACIÓN DE
LA TECNOLOGÍA PARA REMOCIÓN DE HIERRO Y MANGANESO EN AGUA POTABLE
(CNA-SGAPDS-CONVENIO-015/2013)
México, 2013
ÍNDICE DE FIGURAS
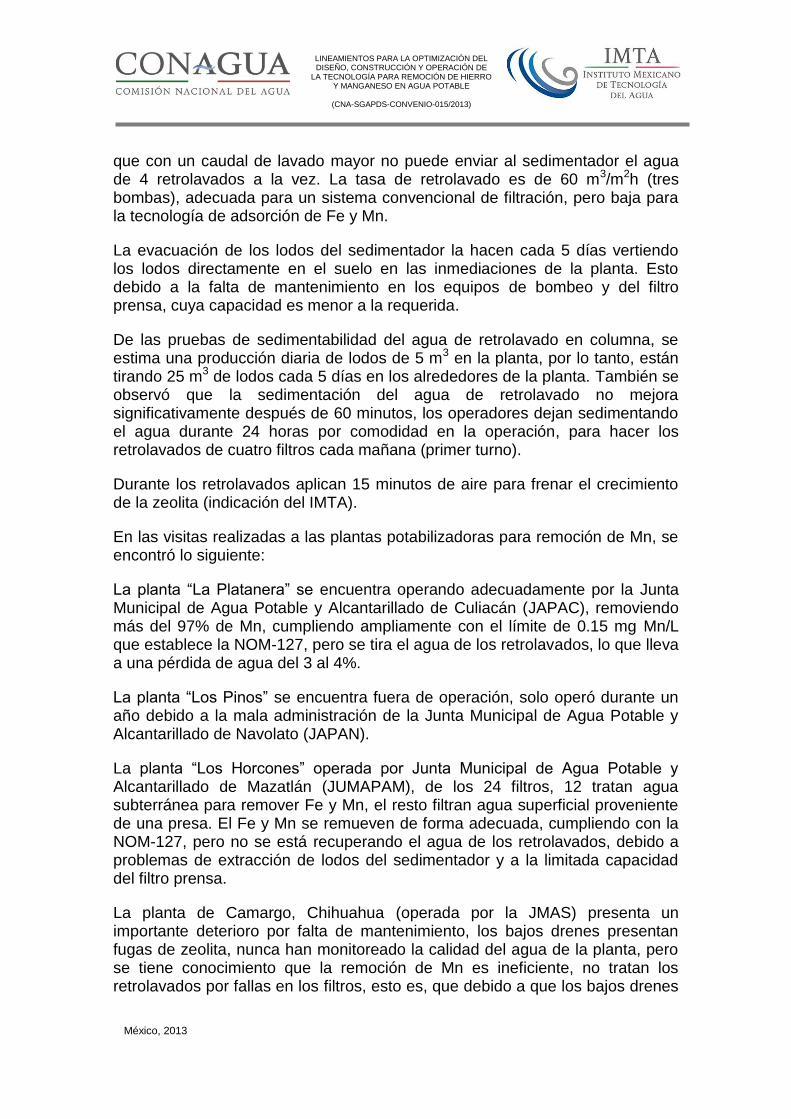
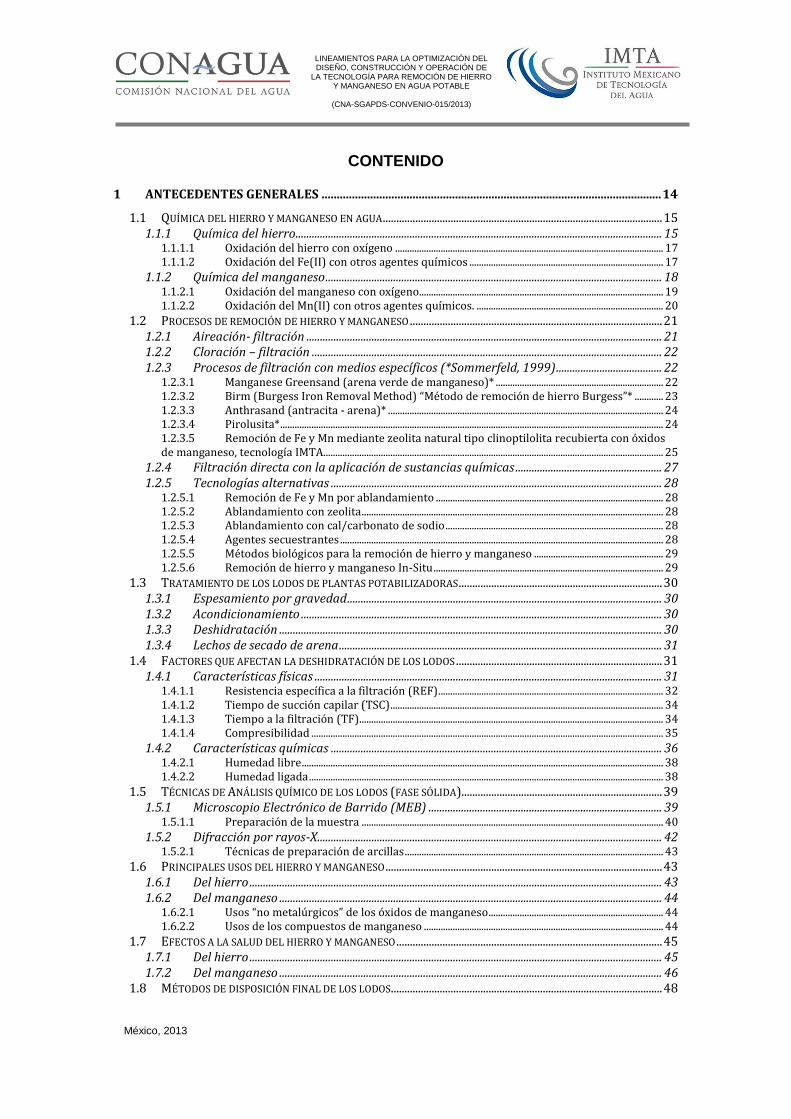
FIGURA 1-1. PRECIPITADOS DE HIERRO Y MANGANESO ......................................................................................................... 15 FIGURA 1-2. DIAGRAMA EH-PH DE ESPECIES DE HIERRO EN MEDIO ACUOSO .................................................................... 16 FIGURA 1-3 DIAGRAMA EH-PH DE ESPECIES DE MANGANESO EN MEDIO ACUOSO ............................................................ 19 FIGURA 1-4. DIAGRAMA DE FLUJO DEL PROCESO DE REMOCIÓN DE FE Y MN ..................................................................... 26 FIGURA 1-5 ETAPAS DEL PROCESO DE FORMACIÓN DE LA CAPA DE ÓXIDOS DE MANGANESO .......................................... 26 FIGURA 1-6 CURVA DE SECADO PARA IDENTIFICAR LOS CUATRO TIPOS DIFERENTES DE HUMEDAD EN EL LODO
(TSANG, ET AL., 1990) ...................................................................................................................................................... 38 FIGURA 1-7. SECUENCIA PARA EL ANÁLISIS DE MUESTRAS SÓLIDAS Y NO SÓLIDAS ........................................................... 41 FIGURA 1-8 TRATAMIENTO DE LAS MUESTRAS PARA SU ANÁLISIS EN EL MEB ................................................................. 42 FIGURA 1-9. AGUA DE RETROLAVADO COLOCADA EN EMBUDOS DE SEPARACIÓN .............................................................. 50 FIGURA 1-10. OBTENCIÓN DE LOS LODOS DE FE Y MN .......................................................................................................... 51 FIGURA 1-11. MEDICIÓN DE LA VELOCIDAD DE SEDIMENTACIÓN DE LOS LODOS .............................................................. 52 FIGURA 1-12. DISPOSITIVO PARA DETERMINAR LA REF (CORNWELL, ET AL., 1987) .................................................... 53 FIGURA 1-13. MEDICIÓN DE LA REF ........................................................................................................................................ 54 FIGURA 1-14. GRÁFICO DE T/V EN FUNCIÓN DE V PARA LA OBTENCIÓN DE LA PENDIENTE B ........................................ 55 FIGURA 1-15 BALANZA DE HUMEDAD CON MUESTRA SECA DE LODOS ................................................................................ 56 FIGURA 1-16 LECHOS DE SECADO DE ARENA CON DIFERENTE TAMAÑO DE GRANO .......................................................... 58 FIGURA 1-17. CURVA DE EVAPORACIÓN DEL LODO OBTENIDO EN EL RETROLAVADO DEL FILTRO 2 ............................. 62 FIGURA 1-18. CURVA DE EVAPORACIÓN DEL LODO OBTENIDO EN EL RETROLAVADO DEL FILTRO 3 ............................. 63 FIGURA 1-19. CURVA DE EVAPORACIÓN DEL LODO OBTENIDO EN EL RETROLAVADO DEL FILTRO 4 ............................. 65 FIGURA 1-20 COLECTA DE LODOS DEL SEDIMENTADOR EN TAMBOS DE 200 LITROS ....................................................... 65 FIGURA 1-21. CURVA DE EVAPORACIÓN DEL “LODO ORIGINAL” .......................................................................................... 66 FIGURA 1-22. CURVA DE EVAPORACIÓN DEL “LODO DEL SEDIMENTADOR ........................................................................ 67 FIGURA 1-23. CURVAS DE EVAPORACIÓN DEL LODO DE ÓXIDOS DE MANGANESO .............................................................. 68 FIGURA 1-24. CURVA DE EVAPORACIÓN DEL “LODO DEL SEDIMENTADOR” ACONDICIONADO CON EL POLÍMERO
CATIÓNICO XP-4800 ........................................................................................................................................................ 70 FIGURA 1-25. CURVA DE EVAPORACIÓN DEL “LODO DEL SEDIMENTADOR” ACONDICIONADO CON EL POLÍMERO
CATIÓNICO BUFLOC 5368 ............................................................................................................................................... 71 FIGURA 1-26. CURVA DE EVAPORACIÓN DEL “LODO DEL SEDIMENTADOR” ACONDICIONADO CON EL POLÍMERO NO
IÓNICO VT-N300 .............................................................................................................................................................. 73 FIGURA 1-27. PENDIENTE DE LA CURVA DEL ENSAYO 1 DEL “LS” ....................................................................................... 76 FIGURA 1-28. PENDIENTE DE LA CURVA DEL ENSAYO 2 DEL “LS” ....................................................................................... 77 FIGURA 1-29. PENDIENTE DE LA CURVA DEL ENSAYO 3 DEL “LS” ....................................................................................... 78 FIGURA 1-30. PENDIENTE DE LA CURVA DEL ENSAYO 1 DEL “LSE” .................................................................................... 83 FIGURA 1-31. PENDIENTE DE LA CURVA DEL ENSAYO 2 DEL “LSE” .................................................................................... 84 FIGURA 1-32. PENDIENTE DE LA CURVA DEL ENSAYO 3 DEL “LSE” .................................................................................... 85 FIGURA 1-33. PENDIENTE DE LA CURVA DEL ENSAYO 1 DEL “LSA” CON XP-4800 ........................................................ 87 FIGURA 1-34. PENDIENTE DE LA CURVA DEL ENSAYO 2 DEL “LSA” CON XP-4800 ........................................................ 88 FIGURA 1-35. PENDIENTE DE LA CURVA DEL ENSAYO 3 DEL “LSA” CON XP-4800 ........................................................ 89 FIGURA 1-36. PENDIENTE DE LA CURVA DEL ENSAYO 1 DEL “LSA” CON BUFLOC-5368................................................ 91 FIGURA 1-37. PENDIENTE DE LA CURVA DEL ENSAYO 2 DEL “LSA” CON BUFLOC-5368................................................ 92 FIGURA 1-38. PENDIENTE DE LA CURVA DEL ENSAYO 3 DEL “LSA” CON BUFLOC-5368................................................ 93 FIGURA 1-39. PENDIENTE DE LA CURVA DEL ENSAYO 1 DEL “LSA” CON VT-N300........................................................ 95 FIGURA 1-40. PENDIENTE DE LA CURVA DEL ENSAYO 2 DEL “LSA” CON VT-N300........................................................ 96 FIGURA 1-41. PENDIENTE DE LA CURVA DEL ENSAYO 1 DEL “LSA” CON VT-N300........................................................ 97 FIGURA 1-42. VARIACIONES DE LA REF Y DE LOS ST EN EL LODO ...................................................................................... 99 FIGURA 1-43. COMPARACIÓN DE LA REF DE LODOS DE ALUMINIO Y DE ÓXIDOS DE FE Y MN ..................................... 101 FIGURA 1-44. COMPARACIÓN DE LOS ST DE LODOS DE ALUMINIO Y DE ÓXIDOS DE FE Y MN ...................................... 101 FIGURA 1-45. COMPORTAMIENTO DEL TF DE LOS LODOS ANALIZADOS .......................................................................... 102 FIGURA 1-46. VELOCIDAD DE SEDIMENTACIÓN DEL “LODO DEL SEDIMENTADOR” ....................................................... 104 FIGURA 1-47. VELOCIDAD DE SEDIMENTACIÓN DEL “LODO DEL SEDIMENTADOR” DILUIDO AL 100% .................... 105 FIGURA 1-48. VELOCIDAD DE SEDIMENTACIÓN DEL “LODO ORIGINAL” .......................................................................... 106 FIGURA 1-49. VELOCIDAD DE SEDIMENTACIÓN DEL “LODO ORIGINAL” .......................................................................... 107

LINEAMIENTOS PARA LA OPTIMIZACIÓN DEL DISEÑO, CONSTRUCCIÓN Y OPERACIÓN DE
LA TECNOLOGÍA PARA REMOCIÓN DE HIERRO Y MANGANESO EN AGUA POTABLE
(CNA-SGAPDS-CONVENIO-015/2013)
México, 2013
FIGURA 1-50 PASO DEL LODO A TRAVÉS DE LOS LECHOS DE ARENA ................................................................................. 107 FIGURA 1-51 FILTRADO DEL LODO EN EL LECHO DE SECADO DE 0.5 A 1.0 MM DE TAMAÑO DE ARENA..................... 108 FIGURA 1-52. COMPORTAMIENTO DE LA HUMEDAD EN LODO APLICADO AL LECHO DE SECADO .................................. 110 FIGURA 1-53. CURVA DE EVAPORACIÓN DEL LODO PREPARADO EN EL LABORATORIO DEL IMTA ............................. 112 FIGURA 1-54. COMPORTAMIENTO DE LA HUMEDAD DEL “LODO IMTA” DURANTE SU EXPOSICIÓN AL SOL .............. 113 FIGURA 1-55 ESPECTRO DE LOS ELEMENTOS CONSTITUYENTES DEL LODO POR MEB ................................................. 114 FIGURA 1-56. ELEMENTOS CONSTITUYENTES DEL LODO SIN O Y C (MEB) .................................................................... 115 FIGURA 1-57. ELEMENTOS CONSTITUYENTES DEL LODO CON O Y C (MEB) .................................................................. 116 FIGURA 1-58. COMPOSICIÓN QUÍMICA DEL LODO (ABSORCIÓN ATÓMICA) ...................................................................... 117 FIGURA 5-1. REMOCIÓN DE MN DURANTE EL ARRANQUE DE LA PLANTA (OCTUBRE-2001) ...................................... 124 FIGURA 5-2. REMOCIÓN DE MN EN EL AÑO 2005 (PLANTA RAMAL PEÑÓN-TEXCOCO) .............................................. 125 FIGURA 5-3. REMOCIÓN DE MN EN EL AÑO 2006 (PLANTA RAMAL PEÑÓN-TEXCOCO) .............................................. 125 FIGURA 5-4. REMOCIÓN DE MN EN EL AÑO 2007 (PLANTA RAMAL PEÑÓN-TEXCOCO) .............................................. 126 FIGURA 5-5. REMOCIÓN DE MN EN EL AÑO 2008 (PLANTA RAMAL PEÑÓN-TEXCOCO) .............................................. 126 FIGURA 5-6. REMOCIÓN DE MN EN EL AÑO 2009 (PLANTA RAMAL PEÑÓN-TEXCOCO) .............................................. 127 FIGURA 5-7. REMOCIÓN DE MN EN EL AÑO 2010 (PLANTA RAMAL PEÑÓN-TEXCOCO) .............................................. 128 FIGURA 5-8. REMOCIÓN DE MN EN EL AÑO 2011 (PLANTA RAMAL PEÑÓN-TEXCOCO) .............................................. 128 FIGURA 5-9. REMOCIÓN DE MN EN EL AÑO 2012 (PLANTA RAMAL PEÑÓN-TEXCOCO) .............................................. 129 FIGURA 5-10. CANALIZACIONES DEL AGUA DEBIDO AL COLAPSO DEL BAJO DREN EN EL FILTRO ................................. 129 FIGURA 5-11. REMOCIÓN DE MN PROMEDIO MENSUAL EN EL PERIODO DEL 2005 AL 2012 ..................................... 130 FIGURA 5-12. CONSUMO DE CLORO EN EL AÑO 2005 CONSIDERANDO UN CAUDAL DE 680 L/S ................................ 131 FIGURA 5-13. GRANULOMETRÍAS DE ZEOLITA DEL FILTRO 1 (PLANTA RAMAL PEÑÓN-TEXCOCO) ............................ 132 FIGURA 5-14. MUESTRAS DE ZEOLITA CRECIDA DURANTE EL CAMBIO DE LOS FALSOS FONDOS .................................. 133 FIGURA 5-15. ZEOLITA CRECIDA DE LA PLANTA “CAMPIÑA” EN CULIACÁN, SINALOA .................................................. 133 FIGURA 5-16. CONCENTRACIÓN DE MN EN LOS EFLUENTES DE LOS FILTROS (10-SEP-2013) .................................. 138 FIGURA 5-17. CONCENTRACIÓN DE MN EN LOS EFLUENTES DE LOS FILTROS (11-SEP-2013) .................................. 138 FIGURA 5-18. CONCENTRACIÓN DE MN EN LOS EFLUENTES DE LOS FILTROS (12-SEP-2013) .................................. 139 FIGURA 5-19. CONCENTRACIÓN DE MN EN LOS EFLUENTES DE LOS FILTROS (13-SEP-2013) .................................. 139 FIGURA 5-20. RETROLAVADO DE FILTROS (IZQ. APLICACIÓN DE AIRE, DER. SOLO AGUA) ............................................ 140 FIGURA 5-21. MUESTREO DE AGUA DE RETROLAVADO UTILIZANDO UNA CUBETA ........................................................ 141 FIGURA 5-22. MUESTREO DE AGUA DE RETROLAVADO EMPLEANDO UNA ESCALERA .................................................... 141 FIGURA 5-23. EVALUACIÓN DEL RETROLAVADO DE FILTROS MEDIANTE EL COLOR (10-SEP-2013) ........................ 143 FIGURA 5-24. COMPORTAMIENTO DE LA TURBIEDAD Y EL COLOR EN EL RETROLAVADO DEL FILTRO 3 .................... 144 FIGURA 5-25. COMPORTAMIENTO DEL COLOR EN EL RETROLAVADO DE FILTROS (11-SEP-2013) ........................... 146 FIGURA 5-26. COMPORTAMIENTO DEL COLOR EN EL RETROLAVADO DE FILTROS (12-SEP-2013) ........................... 147 FIGURA 5-27. SEDIMENTADOR LLENO CON AGUA DE 4 RETROVADOS DE FILTROS ......................................................... 148 FIGURA 5-28. NIVEL DE AGUA EN EL SEDIMENTADOR AL FINAL DE LA RECIRCULACIÓN ............................................... 148 FIGURA 5-29. NIVEL DE AGUA AL FINAL DE LA RECIRCULACIÓN (INICIO DE LA PENDIENTE) ....................................... 149 FIGURA 5-30. DESPLAZAMIENTO DE LAS BOMBAS SUMERGIBLES AL CENTRO DEL SEDIMENTADOR ........................... 150 FIGURA 5-31. BORBOLLONES DE AGUA EN LOS FILTROS DURANTE SU RETROLAVADO .................................................. 152 FIGURA 5-32. BAJO DREN EN MALAS CONDICIONES ............................................................................................................. 152 FIGURA 5-33. DISPOSITIVO PARA MEDIR LA EXPANSIÓN DEL MEDIO FILTRANTE ........................................................... 153 FIGURA 5-34. COMPORTAMIENTO DEL MN Y COLOR DURANTE LA MADURACIÓN DEL FILTRO 6 ................................. 154 FIGURA 5-35. SEDIMENTACIÓN DEL AGUA DE RETROLAVADO EN COLUMNA DE ACRÍLICO (T = 0 MIN) ..................... 156 FIGURA 5-36. SEDIMENTACIÓN EN COLUMNA (T = 1,096 MIN) ....................................................................................... 156 FIGURA 5-37. SEDIMENTACIÓN EN COLUMNA A 4 ALTURAS .............................................................................................. 157 FIGURA 5-38. VOLUMEN DE LODOS GENERADOS EN EL RETROLAVADO DE FILTROS ...................................................... 159 FIGURA 5-39. DISPOSICIÓN DE LODOS A CIELO ABIERTO .................................................................................................... 160 FIGURA 5-40. VACIADO DE LODOS DEL SEDIMENTADOR A CIELO ABIERTO ..................................................................... 161 FIGURA 5-41. VERTIDO DE LODOS A CIELO ABIERTO ........................................................................................................... 161 FIGURA 5-42. PROCESO DE EVACUACIÓN DE LODOS DEL SEDIMENTADOR ....................................................................... 163 FIGURA 5-43. EVACUACIÓN DE LODOS DE LA TOLVA DEL SEDIMENTADOR ...................................................................... 164 FIGURA 5-44. EVACUACIÓN DE LODOS E INICIO DE LLENADO CON AGUA DE RETROLAVADO DE FILTROS ................... 165 FIGURA 5-45. EQUIPO DE JARRAS PARA EL ACONDICIONAMIENTO QUÍMICO ................................................................... 166 FIGURA 5-46. COMPORTAMIENTO DEL COLOR Y TURBIEDAD CON EL POLÍMERO BULAB 5274 ................................ 167

LINEAMIENTOS PARA LA OPTIMIZACIÓN DEL DISEÑO, CONSTRUCCIÓN Y OPERACIÓN DE
LA TECNOLOGÍA PARA REMOCIÓN DE HIERRO Y MANGANESO EN AGUA POTABLE
(CNA-SGAPDS-CONVENIO-015/2013)
México, 2013
FIGURA 5-47. COMPORTAMIENTO DEL COLOR Y TURBIEDAD CON EL POLÍMERO C-496 .............................................. 168 FIGURA 5-48. COMPORTAMIENTO DEL COLOR Y TURBIEDAD CON EL POLÍMERO BL5368 .......................................... 169 FIGURA 5-49. COMPORTAMIENTO DEL COLOR Y TURBIEDAD CON EL POLÍMERO PAX-XL60S ................................... 170 FIGURA 5-50. COMPORTAMIENTO DEL COLOR Y TURBIEDAD CON EL POLÍMERO SUPERFLOC A-100HMW........ 171 FIGURA 5-51. COMPORTAMIENTO DEL COLOR Y TURBIEDAD CON EL POLÍMERO SUPERFLOC C494 ..................... 172 FIGURA 5-52. ETAPA DE SEDIMENTACIÓN DURANTE EL ACONDICIONAMIENTO QUÍMICO (BAJA EFICIENCIA) .......... 173 FIGURA 5-53. ETAPA DE SEDIMENTACIÓN DURANTE EL ACONDICIONAMIENTO QUÍMICO (ALTA EFICIENCIA) ......... 174 FIGURA 5-54. CURVA GRANULOMÉTRICA DE LA ZEOLITA DEL FILTRO 1 (PTA. TEXCOCO) ........................................... 176 FIGURA 5-55. CURVA GRANULOMÉTRICA DE LA ZEOLITA DEL FILTRO 2 (PTA. TEXCOCO) ........................................... 177 FIGURA 5-56. CURVA GRANULOMÉTRICA DE LA ZEOLITA DEL FILTRO 3 (PTA. TEXCOCO) ........................................... 178 FIGURA 5-57. CURVA GRANULOMÉTRICA DE LA ZEOLITA DEL FILTRO 4 (PTA. TEXCOCO) ........................................... 179 FIGURA 5-58. CURVA GRANULOMÉTRICA DE LA ZEOLITA DEL FILTRO 5 (PTA. TEXCOCO) ........................................... 180 FIGURA 5-59. CURVA GRANULOMÉTRICA DE LA ZEOLITA DEL FILTRO 6 (PTA. TEXCOCO) ........................................... 181 FIGURA 5-60. CURVA GRANULOMÉTRICA DE LA ZEOLITA DEL FILTRO 7 (PTA. TEXCOCO) ........................................... 182 FIGURA 5-61. CURVA GRANULOMÉTRICA DE LA ZEOLITA DEL FILTRO 8 (PTA. TEXCOCO) ........................................... 183 FIGURA 6-1. PLANTA POTABILIZADORA “LA PLATANERA” ................................................................................................ 186 FIGURA 6-2. PLANTA POTABILIZADORA “LOS PINOS” ......................................................................................................... 187 FIGURA 6-3. SISTEMA DE CLARIFICACIÓN CONVENCIONAL “LOS HORCONES” (OBRA DE TOMA) ................................. 188 FIGURA 6-4. SISTEMA DE CLARIFICACIÓN CONVENCIONAL “LOS HORCONES” ................................................................ 189 FIGURA 6-5. LLEGADA DEL AGUA DE POZOS .......................................................................................................................... 190 FIGURA 6-6. LLEGADA DEL AGUA SUPERFICIAL SEDIMENTADA ......................................................................................... 190 FIGURA 6-7. FILTROS PARA FE Y MN Y RETROLAVADO DE UN FILTRO ............................................................................. 191 FIGURA 6-8. CISTERNA DE AGUA TRATADA (MEZCLADA AGUA SUPERFICIAL Y DE POZOS)............................................ 192 FIGURA 6-9. CURVA GRANULOMÉTRICA DE LA ZEOLITA DE UN FILTRO DE LA PLANTA “LOS HORCONES” ................. 193 FIGURA 6-10. AGUA DE RETROLAVADOS DE FILTROS .......................................................................................................... 194 FIGURA 6-11. TUBERÍAS DE EXTRACCIÓN DE LODOS Y ALIMENTACIÓN EN EL SEDIMENTADOR ................................... 195 FIGURA 6-12. TUBERÍAS Y TOLVAS EN EL SEDIMENTADOR ................................................................................................ 196 FIGURA 6-13. LODOS EN EL SEDIMENTADOR, SU EXTRACCIÓN Y FILTRO PRENSA .......................................................... 197 FIGURA 6-14. PLANTA POTABILIZADORA PARA REMOCIÓN DE FE Y MN EN CAMARGO, CHIHUAHUA ........................ 199 FIGURA 7-1. APLICACIÓN DEL POLÍMERO .............................................................................................................................. 202 FIGURA 8-1. EXTRACCIÓN DE LODOS ...................................................................................................................................... 205 FIGURA 8-2. SISTEMA DE EXTRACCIÓN DE LODOS (TEXCOCO) .......................................................................................... 206 FIGURA 8-3. SISTEMA DE EXTRACCIÓN DE LODOS (MAZATLÁN) ....................................................................................... 206 FIGURA 9-1. GRANULOMETRÍA DE LA ZEOLITA EN FUNCIÓN DEL TIEMPO DE APLICACIÓN DE AIRE EN EL
RETROLAVADO DE FILTROS ........................................................................................................................................... 207 FIGURA 10-1. APROXIMACIÓN DE LA VIDA ÚTIL DE LA ZEOLITA EN FUNCIÓN DE LA CONCENTRACIÓN DE MANGANESO
(FILTROS A PRESIÓN) ..................................................................................................................................................... 208

LINEAMIENTOS PARA LA OPTIMIZACIÓN DEL DISEÑO, CONSTRUCCIÓN Y OPERACIÓN DE
LA TECNOLOGÍA PARA REMOCIÓN DE HIERRO Y MANGANESO EN AGUA POTABLE
(CNA-SGAPDS-CONVENIO-015/2013)
México, 2013
ÍNDICE DE TABLAS
TABLA 1-1. REACCIONES DE HIDRÓLISIS DEL HIERRO ............................................................................................................ 15 TABLA 1-2 REACCIONES DE FE(II) CON ALGUNOS OXIDANTES Y LA CANTIDAD TEÓRICA PARA OXIDAR 1.0 MG/L DE
FE ......................................................................................................................................................................................... 18 TABLA 1-3 REACCIONES DE MN(II) CON ALGUNOS OXIDANTES Y LA CANTIDAD TEÓRICA PARA OXIDAR 1.0 MG/L DE
MN. ...................................................................................................................................................................................... 20 TABLA 1-4 CLASIFICACIÓN DE LA DISTRIBUCIÓN DE LA HUMEDAD EN LOS LODOS ............................................................ 37 TABLA 1-5. VOLUMEN DE LODO OBTENIDO DEL AGUA DE RETROLAVADO DEL FILTRO 2 ................................................. 61 TABLA 1-6 PORCIENTO DE HUMEDAD Y SÓLIDOS DEL LODO DEL RETROLAVADO DEL FILTRO 2..................................... 61 TABLA 1-7 VOLUMEN DE LODO OBTENIDO DEL AGUA DE RETROLAVADO DEL FILTRO 3 .................................................. 62 TABLA 1-8 PORCIENTO DE HUMEDAD Y SÓLIDOS DEL LODO DEL RETROLAVADO DEL FILTRO 3..................................... 63 TABLA 1-9. VOLUMEN DE LODO OBTENIDO DEL AGUA DE RETROLAVADO DEL FILTRO 4 ................................................ 64 TABLA 1-10. PORCIENTO DE HUMEDAD Y SÓLIDOS DEL LODO DEL RETROLAVADO DEL FILTRO 4 ................................. 64 TABLA 1-11 PORCIENTO DE HUMEDAD Y SÓLIDOS DEL “LODO ORIGINAL”. ........................................................................ 66 TABLA 1-12 PORCIENTO DE HUMEDAD Y SÓLIDOS DEL “LODO DEL SEDIMENTADOR”. ..................................................... 67 TABLA 1-13 DOSIS ÓPTIMA DEL POLÍMERO CATIÓNICO XP-4800...................................................................................... 69 TABLA 1-14 PORCIENTO DE HUMEDAD Y SÓLIDOS DEL “LODO DEL SEDIMENTADOR” ACONDICIONADO CON EL
POLÍMERO CATIÓNICO XP-4800 .................................................................................................................................... 69 TABLA 1-15 DOSIS ÓPTIMA DEL POLÍMERO CATIÓNICO BUFLOC 5368 ............................................................................. 70 TABLA 1-16 PORCIENTO DE HUMEDAD Y SÓLIDOS DEL “LODO DEL SEDIMENTADOR” ACONDICIONADO CON EL
POLÍMERO CATIÓNICO BUFLOC 5368 ............................................................................................................................ 71 TABLA 1-17 DOSIS ÓPTIMA DEL POLÍMERO NO IÓNICO VT-N300...................................................................................... 72 TABLA 1-18 PORCIENTO DE HUMEDAD Y SÓLIDOS DEL “LODO DEL SEDIMENTADOR” ACONDICIONADO CON EL
POLÍMERO NO IÓNICO VT-N300 .................................................................................................................................... 72 TABLA 1-19 SÓLIDOS TOTALES EN LOS LODOS ESTUDIADOS (MÉTODO GRAVIMÉTRICO)................................................ 74 TABLA 1-20 SÓLIDOS TOTALES PRESENTES EN EL AGUA DE RETROLAVADO DE FILTROS ................................................ 74 TABLA 1-21 ENSAYO 1 DE LA FILTRACIÓN DEL “LS” ............................................................................................................. 75 TABLA 1-22 ENSAYO 2 DE LA FILTRACIÓN DEL “LS” ............................................................................................................. 76 TABLA 1-23 ENSAYO 3 DE LA FILTRACIÓN DEL “LS” ............................................................................................................. 77 TABLA 1-24 RESULTADOS DE LA REF DEL “LODO DEL SEDIMENTADOR” ......................................................................... 82 TABLA 1-25 ENSAYO 1 DE LA FILTRACIÓN DEL “LSE” .......................................................................................................... 83 TABLA 1-26 ENSAYO 2 DE LA FILTRACIÓN DEL “LSE” .......................................................................................................... 84 TABLA 1-27 ENSAYO 3 DE LA FILTRACIÓN DEL “LSE” .......................................................................................................... 85 TABLA 1-28 RESULTADOS DE LA REF DEL “LODO DEL SEDIMENTADOR ESPESADO” ...................................................... 86 TABLA 1-29 ENSAYO 1 DE LA FILTRACIÓN DEL “LSA” CON XP-4800 ................................................................................ 87 TABLA 1-30 ENSAYO 2 DE LA FILTRACIÓN DEL “LSA” CON XP-4800 ................................................................................ 88 TABLA 1-31 ENSAYO 3 DE LA FILTRACIÓN DEL “LSA” CON XP-4800 ................................................................................ 89 TABLA 1-32 RESULTADOS DE LA REF DEL “LSA” CON XP-4800 ...................................................................................... 90 TABLA 1-33 ENSAYO 1 DE LA FILTRACIÓN DEL “LSA” CON BUFLOC-5368 ....................................................................... 91 TABLA 1-34 ENSAYO 2 DE LA FILTRACIÓN DEL “LSA” CON BUFLOC-5368 ....................................................................... 92 TABLA 1-35 ENSAYO 3 DE LA FILTRACIÓN DEL “LSA” CON BUFLOC-5368 ....................................................................... 93 TABLA 1-36 RESULTADOS DE LA REF DEL “LSA” CON BUFLOC-5368 .............................................................................. 94 TABLA 1-37 ENSAYO 1 DE LA FILTRACIÓN DEL “LSA” CON VT-N300 ............................................................................... 95 TABLA 1-38 ENSAYO 2 DE LA FILTRACIÓN DEL “LSA” CON VT-N300 ............................................................................... 96 TABLA 1-39 ENSAYO 3 DE LA FILTRACIÓN DEL “LSA” CON VT-N300 ............................................................................... 97 TABLA 1-40 RESULTADOS DE LA REF DEL “LSA” CON VT-N300 ...................................................................................... 98 TABLA 1-41 REF DE LOS LODOS ANALIZADOS ..................................................................................................................... 100 TABLA 1-42 REF Y ST DE LODOS DE ALUMINIO Y DE ÓXIDOS DE FE Y MN ...................................................................... 102 TABLA 1-43 TIEMPO A LA FILTRACIÓN (TF) DE LOS LODOS ANALIZADOS ...................................................................... 103 TABLA 1-44 TIEMPO Y ALTURA DE LA SEDIMENTACIÓN DEL “LODO DEL SEDIMENTADOR” ........................................ 104 TABLA 1-45 TIEMPO Y ALTURA DE LA SEDIMENTACIÓN DEL “LS” DILUIDO AL 100% ................................................. 105 TABLA 1-46 TIEMPO Y ALTURA DE LA SEDIMENTACIÓN DEL “LODO ORIGINAL” ........................................................... 106 TABLA 1-47 PORCIENTO DE HUMEDAD DEL LODO APLICADO AL LECHO DE SECADO ..................................................... 108 TABLA 1-48 MONITOREO DE LA HUMEDAD DE LA TORTA DE LODO EN EL LECHO DE SECADO ..................................... 109

LINEAMIENTOS PARA LA OPTIMIZACIÓN DEL DISEÑO, CONSTRUCCIÓN Y OPERACIÓN DE
LA TECNOLOGÍA PARA REMOCIÓN DE HIERRO Y MANGANESO EN AGUA POTABLE
(CNA-SGAPDS-CONVENIO-015/2013)
México, 2013
TABLA 1-49 CONCENTRACIÓN DE SÓLIDOS EN EL “LODO DE CULIACÁN” ....................................................................... 110 TABLA 1-50 CONCENTRACIÓN DE ST DEL “LODO IMTA” ................................................................................................. 111 TABLA 1-51 PORCIENTO DE HUMEDAD Y SÓLIDOS EN EL “LODO IMTA” ........................................................................ 111 TABLA 1-52 PÉRDIDA DE HUMEDAD DEL “LODO IMTA” POR EXPOSICIÓN AL SOL........................................................ 113 TABLA 1-53 ELEMENTOS CONSTITUYENTES DEL LODO SIN O Y C (MEB) ...................................................................... 115 TABLA 1-54 ELEMENTOS CONSTITUYENTES DEL LODO CON O Y C (MEB) .................................................................... 116 TABLA 1-55 ELEMENTOS CONSTITUYENTES DEL LODO ANALIZADOS POR ABSORCIÓN ATÓMICA ................................ 117 TABLA 2-1. PLANTAS POTABILIZADORAS QUE APLICAN LA TECNOLOGÍA DEL IMTA (FE Y MN) ................................ 118 TABLA 5-1. RESULTADOS DEL PROCESO DE ADSORCIÓN (10-SEP-2013) ...................................................................... 135 TABLA 5-2.- RESULTADOS DEL PROCESO DE ADSORCIÓN (11-SEP-2013) ..................................................................... 136 TABLA 5-3. RESULTADOS DEL PROCESO DE ADSORCIÓN (12-SEP-2013) ...................................................................... 137 TABLA 5-4. RESULTADOS DEL PROCESO DE ADSORCIÓN (13-SEP-2013) ...................................................................... 137 TABLA 5-5. RETROLAVADO DE LOS FILTROS 4, 7 Y 8 .......................................................................................................... 143 TABLA 5-6. RETROLAVADO DEL FILTRO 3............................................................................................................................. 144 TABLA 5-7. RETROLAVADOS DE LOS FILTROS 1, 2, 5 Y 6 (11-SEP-2013) ..................................................................... 146 TABLA 5-8. RETROLAVADOS DE LOS FILTROS 3, 4, 7 Y 8 (12-SEP-2013) ..................................................................... 147 TABLA 5-9. AFORO DE LAS BOMBAS SUMERGIBLES DE RECIRCULACIÓN DE AGUA SEDIMENTADA ............................... 149 TABLA 5-10. TASA DE RETROLAVADO UTILIZANDO 3 BOMBAS ......................................................................................... 151 TABLA 5-11. MADURACIÓN DEL FILTRO 6 (PTA. TEXCOCO) ............................................................................................. 154 TABLA 5-12. CAMBIO EN LA CONCENTRACIÓN DE MN EN 21 HORAS DE SEDIMENTACIÓN .......................................... 155 TABLA 5-13. SEDIMENTABILIDAD DEL AGUA DE RETROLAVADOS EN COLUMNA (4 ALTURAS) ................................... 157 TABLA 5-14. MUESTRAS SEDIMENTADAS DE 24 HORAS .................................................................................................... 158 TABLA 5-15. SÓLIDOS SEDIMENTADOS EN COLUMNA (LODOS PRODUCIDOS). PRIMERA PRUEBA ............................... 158 TABLA 5-16. SÓLIDOS SEDIMENTADOS EN COLUMNA (LODOS PRODUCIDOS). SEGUNDA PRUEBA ............................... 159 TABLA 5-17. VOLUMEN DE LODOS GENERADOS EN LA PLANTA DE TEXCOCO CADA 24 HORAS ................................... 160 TABLA 5-18. POLÍMERO: BULAB 5274, DILUCIÓN 0.05% (0.5MG/ML) .................................................................... 167 TABLA 5-19. POLÍMERO: C-496 (0.5 MG/ML) ................................................................................................................... 168 TABLA 5-20. POLÍMERO: BL5368 (0.5 MG/ML) ............................................................................................................... 169 TABLA 5-21. POLÍMERO: PAX-XL60S (1%) ..................................................................................................................... 170 TABLA 5-22. POLÍMERO: SUPERFLOC A-100HMW (POLIACRILAMIDA-KEMIRA) 0.5G/L ................................ 171 TABLA 5-23. POLÍMERO: SUPERFLOC C494 (0.5G/L-KEMIRA) .............................................................................. 172 TABLA 5-24. GRANULOMETRÍA DEL FILTRO 1 (PTA. TEXCOCO) ...................................................................................... 176 TABLA 5-25. GRANULOMETRÍA DEL FILTRO 2 (PTA. TEXCOCO) ...................................................................................... 177 TABLA 5-26. GRANULOMETRÍA DEL FILTRO 3 (PTA. TEXCOCO) ...................................................................................... 178 TABLA 5-27. GRANULOMETRÍA DEL FILTRO 4 (PTA. TEXCOCO) ...................................................................................... 179 TABLA 5-28. GRANULOMETRÍA DEL FILTRO 5 (PTA. TEXCOCO) ...................................................................................... 180 TABLA 5-29. GRANULOMETRÍA DEL FILTRO 6 (PTA. TEXCOCO) ...................................................................................... 181 TABLA 5-30. GRANULOMETRÍA DEL FILTRO 7 (PTA. TEXCOCO) ...................................................................................... 182 TABLA 5-31. GRANULOMETRÍA DEL FILTRO 8 (PTA. TEXCOCO) ...................................................................................... 183 TABLA 6-1. REMOCIÓN DE MN EN LA PLANTA “LA PLATANERA” (ENERO-ABRIL-2013) ........................................... 185 TABLA 6-2. REMOCIÓN DE MN EN LA PLANTA “LA PLATANERA” (MAYO-AGOSTO-2013) .......................................... 185 TABLA 6-3. REMOCIÓN DE MN EN LA PLANTA “LA PLATANERA” (AGOSTO-NOVIEMBRE-2013) ............................... 185 TABLA 6-4. GRANULOMETRÍA DE LA ZEOLITA DE UN FILTRO (PTA. “LOS HORCONES”) ............................................... 193

LINEAMIENTOS PARA LA OPTIMIZACIÓN DEL DISEÑO, CONSTRUCCIÓN Y OPERACIÓN DE
LA TECNOLOGÍA PARA REMOCIÓN DE HIERRO Y MANGANESO EN AGUA POTABLE
(CNA-SGAPDS-CONVENIO-015/2013)
México, 2013 Página 14 de 213
1 ANTECEDENTES GENERALES
El hierro (Fe) y el manganeso (Mn) son el cuarto y decimoséptimo elementos más abundantes en el planeta y constituyen respectivamente el 4.5 y el 0.1% de la litosfera (ASCE, 1990). Ambos se presentan en rocas y minerales de la corteza terrestre. El hierro ocurre en minerales de sílice de rocas ígneas; mientras el manganeso con mayor frecuencia en rocas sedimentarias y metamórficas. Ambos son encontrados mayoritariamente como carbonatos, óxidos, silicatos y sulfuros (O’Connor, citado en AWWA, 1971). También se localizan en arcillas, suelos y sedimentos.
El hierro y el manganeso pueden presentarse en aguas subterráneas y superficiales; aunque el problema es más agudo y común en fuentes subterráneas.
El agua subterránea, la cual tiene frecuentemente una concentración alta de dióxido de carbono y baja en oxígeno disuelto, disuelve los minerales de hierro y manganeso del subsuelo, transformándolos a hierro ferroso Fe2+ e ion manganoso Mn2+.
El dióxido de carbono contenido en el agua subterránea probablemente es originado por la descomposición de la materia orgánica del suelo. El hierro férrico, un constituyente de muchos minerales, es reducido a hierro ferroso a través de la acción de microorganismos en el ambiente anaeróbico de un pozo profundo. De forma similar, hay evidencia de que los minerales de manganeso de valencia mayor a 2 son reducidos a Mn2+ a través de la acción de los microorganismos de ambientes anaeróbicos.
El hierro favorece también el desarrollo de “bacterias de hierro” que obtienen su energía de la oxidación que transforma el hierro ferroso en hierro férrico y, durante el proceso, depositan un revestimiento viscoso en las tuberías.
El agua natural que contiene hierro y manganeso al ser bebida no produce efectos a la salud. Tales aguas cuando se exponen al aire se vuelven turbias, coloreadas y altamente inaceptables desde el punto de vista estético, debido a la oxidación del hierro y del manganeso a Fe(III) y Mn(IV) los cuales forman precipitados coloidales. Las velocidades de oxidación no son rápidas y así las formas reducidas pueden persistir por algún tiempo en aguas aireadas. Esto es especialmente cierto cuando el pH es menor de 6 para la oxidación de hierro y debajo de 9 en la oxidación de manganeso. Además, el hierro y el manganeso pueden formar complejos estables con sustancias húmicas en agua que pueden ser aún más resistentes a la oxidación que las especies inorgánicas. Ambos, el hierro y el manganeso, provocan manchas en la ropa cuando se lava con agua contaminada con estos elementos, manchan los muebles de baño y causan obstrucción en los sistemas de distribución de agua (ver Figura 1-1). El hierro también imparte sabor al agua el cual es detectable a muy bajas concentraciones. Las razones antes expuestas son la base para que la

LINEAMIENTOS PARA LA OPTIMIZACIÓN DEL DISEÑO, CONSTRUCCIÓN Y OPERACIÓN DE
LA TECNOLOGÍA PARA REMOCIÓN DE HIERRO Y MANGANESO EN AGUA POTABLE
(CNA-SGAPDS-CONVENIO-015/2013)
México, 2013 Página 15 de 213
normatividad mexicana a través de la Modificación del año 2000 de la NOM-127-SSA1-1994 haya limitado la concentración de estos elementos en agua para uso y consumo humano en 0.3 mg/L para el hierro y en 0.15 mg/L para el manganeso.
Figura 1-1. Precipitados de hierro y manganeso
La contaminación de las fuentes de agua potable con hierro y manganeso es un problema frecuente a lo largo del territorio mexicano, al que tienen que hacer frente tanto los técnicos encargados de la potabilización y acondicionamiento del agua para la industria, como los consumidores de la misma. Las concentraciones características de estos contaminantes en dichas fuentes son de 0.15 a 2 mg/L de manganeso y de 0.5 a 10 mg/L de hierro.
1.1 Química del hierro y manganeso en agua
1.1.1 Química del hierro
En la naturaleza el hierro existe en dos estados de oxidación, Fe(II) (ferroso) y Fe(III) (férrico). En solución acuosa estos iones se hidrolizan produciendo varias especies (Tabla 1-1). Estas reacciones son altamente dependientes del pH; a un pH<6.0 las especies predominantes son de carga positiva.
Tabla 1-1. Reacciones de hidrólisis del hierro
Reacciones: Fe(III) Hidrólisis
Fe+3 + H2O Fe(OH)+2 + H+
Fe+3 + 2H2O Fe(OH)2+ + 2H+
Fe+3 + 3H2O Fe(OH)3 + 3H+
Fe+3 + 4H2O Fe(OH)4- + 4H+
2Fe+3 + 2H2O Fe2(OH)2+4 + 2H+
Reacciones: Fe(II) Hidrólisis
Fe+2 + H2O Fe(OH)+1 + H+
Fe+2 + 2H2O Fe(OH)2 + 2H+
Fe+2 + 3H2O Fe(OH)3- + 3H+
Fe+2 + 4H2O Fe(OH)4-2 + 4H+
3Fe+2 + 4H2O Fe3(OH)4+2 + 4H+
Fuente: Knocke et. al., 1990

LINEAMIENTOS PARA LA OPTIMIZACIÓN DEL DISEÑO, CONSTRUCCIÓN Y OPERACIÓN DE
LA TECNOLOGÍA PARA REMOCIÓN DE HIERRO Y MANGANESO EN AGUA POTABLE
(CNA-SGAPDS-CONVENIO-015/2013)
México, 2013 Página 16 de 213
En aguas naturales el hierro puede presentarse formando complejos con materia orgánica e inorgánica. Con sustancias orgánicas el hierro férrico establece complejos más fuertes que con el hierro ferroso y también forma complejos con fluoruros, cloruros, sulfatos y fosfatos. El hidróxido férrico coloidal se encuentra comúnmente en aguas superficiales. En partes profundas de lagos o ríos el agua puede contener pequeñas cantidades de oxígeno y alcanzar un potencial redox bajo; en tales aguas pueden presentarse concentraciones altas de hierro ferroso disuelto. El hierro ferroso es la forma más común de hierro disuelto en agua subterránea.
Las principales variables que afectan la solubilidad de hierro incluyen el pH, el potencial redox (Eh), las concentraciones de dióxido de carbono y especies de azufre.
La Figura 1-2 muestra el diagrama de estabilidad Eh-pH de las especies de hierro en medio acuoso. Un diagrama de este tipo da los límites en los cuales una especie iónica dada es estable o predominante. El diagrama también se usa para determinar las condiciones de Eh-pH bajo las cuales el Fe(II) es oxidado a Fe(III), con O2 (g) como aceptor de electrones, y subsecuentemente precipitado como Fe(OH)3 (s).
Figura 1-2. Diagrama Eh-pH de especies de hierro en medio acuoso
-0.8
-0.6
-0.4
-0.2
0
+0.2
+0.4
+0.6
+0.8
+1.0
+1.2
0 2 4 6 8 10 12 14
Agua con poder oxidativo
Agua con poder reductivo
Fe2+
Fe3+
FeOH2+
Fe(OH)2+
Fe(OH)3
Fe(OH)2
FeOH+
Eh
, volts
pH

LINEAMIENTOS PARA LA OPTIMIZACIÓN DEL DISEÑO, CONSTRUCCIÓN Y OPERACIÓN DE
LA TECNOLOGÍA PARA REMOCIÓN DE HIERRO Y MANGANESO EN AGUA POTABLE
(CNA-SGAPDS-CONVENIO-015/2013)
México, 2013 Página 17 de 213
1.1.1.1 Oxidación del hierro con oxígeno
El trabajo inicial de oxidación de hierro en el tratamiento de agua ha involucrado el uso de oxígeno disuelto, O2(ac) como agente oxidante. La reacción es extremadamente dependiente del pH de la solución, incrementándose un 100% la velocidad de reacción por unidad en el incremento de pH.
Las ecuaciones de velocidad de oxidación del hierro con oxígeno son del tipo diferencial de primer orden respecto a la concentración inicial de hierro, primer orden respecto al oxígeno, segundo orden respecto al ion hidroxil y 0.5 respecto a la capacidad amortiguadora del agua. Cuando se usa aireación, los precipitados producidos pueden ser FeCO3 más que Fe(OH)3, sobre todo en plantas de tratamiento de aguas duras (Olson, et. al., 1975).
Las investigaciones mencionadas fueron realizadas con aguas que contenían cantidades mínimas de materia orgánica disuelta, es decir, son estudios sobre la habilidad del O2(ac) para oxidar Fe(II) no complejado. Sin embargo muchas aguas superficiales contienen cantidades significantes de compuestos complejos de hierro con materia orgánica y son capaces de mantener hierro en solución por tiempo indefinido después de la aireación.
1.1.1.2 Oxidación del Fe(II) con otros agentes químicos
Ya que algunas veces es difícil oxidar el hierro mediante aireación se ha investigado el uso de otros oxidantes para removerlo efectivamente. Estos incluyen el cloro, el permanganato de potasio, el dióxido de cloro, el ozono y el peróxido de hidrógeno. La Tabla 1-2 muestra las reacciones de Fe(II) con algunos oxidantes y la estequiometría de las mismas.
El cloro libre es mucho más eficiente que el O2(ac) para oxidar el Fe(II). La reacción se lleva a cabo en el intervalo de 10 a 15 segundos aún en condiciones de pH=5.0. El cloro libre no es capaz de promover la oxidación de Fe(II) cuando éste se encuentra formando complejos con ácidos fúlvicos o húmicos.
Por otro lado, la oxidación de Fe(II) mediante permanganato de potasio es instantánea a pesar de la temperatura de la solución para condiciones de pH mayor o igual a 5.5. Por su parte la oxidación de Fe(II) con dióxido de cloro es extremadamente rápida; la reacción es instantánea en condiciones de temperatura ambiente y valores de pH arriba de 5.5.
La formación de compuestos complejos de Fe(II) y materia orgánica disuelta inhibe en gran medida la habilidad de cualquiera de los oxidantes sobre el Fe(II) y por lo tanto, de su remoción subsecuente como Fe(OH)3.

LINEAMIENTOS PARA LA OPTIMIZACIÓN DEL DISEÑO, CONSTRUCCIÓN Y OPERACIÓN DE
LA TECNOLOGÍA PARA REMOCIÓN DE HIERRO Y MANGANESO EN AGUA POTABLE
(CNA-SGAPDS-CONVENIO-015/2013)
México, 2013 Página 18 de 213
Tabla 1-2 Reacciones de Fe(II) con algunos oxidantes y la cantidad teórica para oxidar 1.0 mg/L de Fe
Reacción
2Fe+2 + ½O2(ac) + 5H2O 2Fe(OH)3(s)+ 4H+
2Fe+2 + O3(ac) + 5H2O 2Fe(OH)3(s)+ O2(ac) + 4H+
2Fe+2 + HOCl + 5H2O 2Fe(OH)3(s)+ Cl- + 5H+
2Fe+2 + ClO2 + 3H2O Fe(OH)3(s)+ ClO2- + 3H+
3Fe+2 + MnO4- + 7H2O 3Fe(OH)3(s)+ MnO2(s) + 5H+
Oxidante Cantidad estequiométrica teórica
O2(ac) 0.14 mg O2/mg Fe
O3(ac) O2(ac) 0.43 mg O3/mg Fe
HOCl 0.64 mg HOCl/mg Fe
ClO2 1.2 mg ClO2/mg Fe
KMnO4 0.94 mg KMnO4/mg Fe
Fuente: Knocke et. al., 1990
1.1.2 Química del manganeso
El manganeso tiene ocho estados de oxidación (0):Mn, (II):Mn2+, (2.67):Mn3O4(s), (III):Mn2O3(s), (IV):MnO2(s), (V):MnO4
3-, (VI):MnO42-, y
(VII):MnO4-. No todos son relevantes en el campo del tratamiento de agua (O’Connor, 1971). El Mn(II) ocupa una gran porción del régimen Eh-pH asociado con aguas naturales. En la Figura 1-3 se muestran las condiciones de estabilidad de las especies de manganeso, presentes en agua.

LINEAMIENTOS PARA LA OPTIMIZACIÓN DEL DISEÑO, CONSTRUCCIÓN Y OPERACIÓN DE
LA TECNOLOGÍA PARA REMOCIÓN DE HIERRO Y MANGANESO EN AGUA POTABLE
(CNA-SGAPDS-CONVENIO-015/2013)
México, 2013 Página 19 de 213
Figura 1-3 Diagrama Eh-pH de especies de manganeso en medio acuoso
1.1.2.1 Oxidación del manganeso con oxígeno
La secuencia de reacciones que se muestra a continuación ha sido sugerida por Morgan, (1964) para describir la oxidación de Mn(II) por O2 (ac):
Mn(II) + 0.5 O2 MnO2(s)
Mn(II) + MnO2(s) Mn(II)MnO2(s)
Mn(II) MnO2(s) + 0.5 O2 MnO2(s)
La remoción de Mn(II) de soluciones que contienen O2(ac) no sigue la estequiometría de las ecuaciones anteriores, indicando un modelo autocatalítico. En soluciones ligeramente alcalinas cantidades significativas de Mn(II) son adsorbidas sobre óxidos más altos de manganeso. Los productos de la reacción entre Mn(II) y O2 molecular son no estequiométricos y varían en grado de oxidación desde MnO1.3(s) a MnO2(s) (30 a 90% MnO2).
0
-1.6
-1.2
-0.8
-0.4
0
+0.4
+0.8
+1.2
+1.6
0 2 4 6 8 10 12 14
Mn (s)
[Mn]t = 10-6 M
Agua con poder oxidativo
Agua con poder reductivo
Mn2+
MnO2(s)
Mn2O
3(s)
Mn3O
4(s)
Mn(OH)2(s)
pH
Eh
, vo
lts

LINEAMIENTOS PARA LA OPTIMIZACIÓN DEL DISEÑO, CONSTRUCCIÓN Y OPERACIÓN DE
LA TECNOLOGÍA PARA REMOCIÓN DE HIERRO Y MANGANESO EN AGUA POTABLE
(CNA-SGAPDS-CONVENIO-015/2013)
México, 2013 Página 20 de 213
1.1.2.2 Oxidación del Mn(II) con otros agentes químicos.
Las reacciones de manganeso con oxígeno son frecuentemente lentas y dependientes del pH, por lo que se emplean otros compuestos para oxidarlo eficientemente. Estos compuestos son cloro, permanganato de potasio, dióxido de cloro y ozono. La Tabla 1-3 muestra las reacciones de Mn(II) con algunos oxidantes y la estequiometría teórica de las reacciones.
El manganeso presenta mayor dificultad que el hierro para ser oxidado. Por muchos años ha sido una práctica común controlar el Mn(II) adicionando cloro bajo condiciones alcalinas. Recientemente se ha comprobado que el cloro libre es relativamente no efectivo para la oxidación de Mn(II) a menos que el pH de la solución esté arriba de 8.0-8.5.
En el caso de KMnO4, aunque con mayor costo que el cloro, ha sido utilizado en sistemas de filtración por gravedad para remoción de Mn(II). Para ayudar a la reducción de costos, el KMnO4 se usa frecuentemente en combinación con cloro. La reacción de KMnO4 con Mn(II) es rápida y completa en un intervalo de pH de 5.5 a 9.0, aunque la presencia de carbón orgánico incrementa el requerimiento de oxidante (Wong, 1984).
Tabla 1-3 Reacciones de Mn(II) con algunos oxidantes y la cantidad teórica para oxidar 1.0 mg/L de Mn.
Reacción
Mn+2 + ½O2(ac) + H2O MnO2(s)+ 2H+
Mn+2 + O3(ac) + H2O MnOH2(s)+ O2(ac) + 2H+
Mn+2 + HOCl + H2O MnO2(s)+ Cl- + 3H+
Mn+2 + 2ClO2 + 2H2O MnO2(s)+ 2ClO2- + 4H+
3Mn+2 + 2KMnO4 + 2H2O 5MnO2(s) + 4H+
Oxidante Cantidad estequiométrica teórica
O2(ac) 0.29 mg O2/mg Mn
O3(ac) O2(ac) 0.88 mg O3/mg Mn
HOCl 1.3 mg HOCl/mg Mn
ClO2ClO2- 2.45 mg ClO2/mg Mn
KMnO4 1.92 mg KMnO4/mg Mn
Fuente: Knocke et. al., 1990

LINEAMIENTOS PARA LA OPTIMIZACIÓN DEL DISEÑO, CONSTRUCCIÓN Y OPERACIÓN DE
LA TECNOLOGÍA PARA REMOCIÓN DE HIERRO Y MANGANESO EN AGUA POTABLE
(CNA-SGAPDS-CONVENIO-015/2013)
México, 2013 Página 21 de 213
Por su parte, la aplicación de dióxido de cloro (ClO2) es benéfica en los sistemas de tratamiento de agua debido a sus propiedades desinfectantes; así como para el control de sabores y olores, la reducción de precursores de trihalometanos y la oxidación de Mn(II).
El ozono es un oxidante extremadamente fuerte que es usado comúnmente en Europa como desinfectante, para el control de algas y para la remoción de hierro y manganeso; tiene las ventajas de producir agua con olor y sabor mejorados, además de generar menor cantidad de lodos. Las principales limitantes del uso de ozono son la ausencia residual de la aplicación y los costos asociados con la generación de ozono.
1.2 Procesos de remoción de hierro y manganeso
Cuando el hierro y el manganeso se encuentran en el agua en estado oxidado y precipitado se eliminan usando tratamientos clásicos de separación como sedimentación y filtración. Los problemas se agudizan cuando el hierro y el manganeso se encuentran en forma soluble. Las plantas de tratamiento generalmente remueven estos metales reducidos usando un proceso de oxidación seguido por coagulación, sedimentación y/o filtración de los precipitados resultantes. Existen también otros procesos de remoción que incluyen los procesos de oxidación y adsorción sobre óxidos de manganeso, intercambio iónico, procesos biológicos y tratamiento en la fuente de abastecimiento. A continuación se describen algunos de ellos.
1.2.1 Aireación- filtración
El proceso de aireación-filtración se recomienda para agua con alta concentración de hierro (mayor de 5 mg/L) con el fin de disminuir los costos en reactivos. El equipo usado en este proceso incluye comúnmente un aireador, un tanque de retención y filtros. El oxígeno de la atmósfera reacciona con el hierro y el manganeso del agua cruda para producir óxidos relativamente insolubles de estos elementos. La velocidad de reacción depende del pH de la solución, siendo más rápida a valores de pH altos. Ya que el manganeso tiene una velocidad de oxidación muy lenta vía el O2 (ac) esta técnica no es muy efectiva para la remoción de Mn(II), excepto a valores mayores de 9.5. Para disminuir las concentraciones de manganeso al nivel deseado, frecuentemente se requiere de un tiempo de reacción y tratamiento químico adicionales.
Por otra parte, en la aireación se desprende CO2 (presente como ácido carbónico en el agua subterránea) lo que promueve la transformación de bicarbonato a carbonato de hierro; este último es un precipitado fácilmente separable del agua. Dependiendo de las características del agua cruda puede ser necesario un tiempo de reacción hasta de algunas horas después de la aireación. Si las concentraciones de hierro y manganeso total son altas, algunas veces se usan tanques de sedimentación con dispositivos de colección

LINEAMIENTOS PARA LA OPTIMIZACIÓN DEL DISEÑO, CONSTRUCCIÓN Y OPERACIÓN DE
LA TECNOLOGÍA PARA REMOCIÓN DE HIERRO Y MANGANESO EN AGUA POTABLE
(CNA-SGAPDS-CONVENIO-015/2013)
México, 2013 Página 22 de 213
y remoción de lodos en vez de tanques de retención simples. Se prefieren filtros a presión con medio dual antracita-arena. Las principales desventajas del proceso de aireación-filtración son el costo inicial alto y el requerimiento de un tiempo de retención y tratamiento químico adicionales si la concentración de Mn soluble del agua a tratar es mayor a 1 mg/L.
1.2.2 Cloración – filtración
El proceso de cloración-filtración consiste normalmente de un sistema de dosificación de productos químicos y filtros. Algunas veces se requiere un tanque de retención y un sistema de ajuste de pH con hidróxido de sodio (NaOH), hidróxido de calcio o cal hidratada Ca(OH)2 o carbonato de sodio (Na2CO3). Como agentes oxidantes pueden usarse gas cloro o hipoclorito. Tanto el hierro como el manganeso pueden removerse eficientemente por el proceso de cloración-filtración a un pH mayor o igual a 8.4
1.2.3 Procesos de filtración con medios específicos (*Sommerfeld, 1999)
Los medios filtrantes específicos para remover hierro y manganeso son de naturaleza similar y su desempeño para llevar a cabo los fenómenos de oxidación, adsorción y filtración depende de la distribución de tamaño de partícula, de su forma y de los precipitados de óxidos de manganeso [MnO2(s)] en su superficie.
1.2.3.1 Manganese Greensand (arena verde de manganeso)*
La greensand ha sido utilizada por varias décadas en Estados Unidos, en la mayoría de los casos para remover Fe y Mn. Es un medio filtrante granular de color violeta a negro que se produce a partir de arena de glauconita, la cual se recubre sintéticamente con una delgada capa de MnO2(s) y algunas partículas quedan con un color verde, debido al color original del material.
Para ser usada en el tratamiento de agua la glauconita se acondiciona artificialmente, utilizando sus propiedades como intercambiador iónico, lo que permite que al ser puesta en contacto con una solución de sal de manganeso sature sus sitios de intercambio con iones Mn(II), posteriormente se sumerge en una solución de un oxidante fuerte, la cual transforma los iones manganeso a su forma insoluble de MnO2(s).
La proporción de MnO2(s) en la cubierta es de aproximadamente 4.0 mg por cada gramo de greensand, es decir, cerca del 0.4 por ciento. Como los MnO2(s) son negros, las partículas que no se recubrieron o quedaron parcialmente recubiertas son fácilmente identificadas por el color verdusco de la glauconita.

LINEAMIENTOS PARA LA OPTIMIZACIÓN DEL DISEÑO, CONSTRUCCIÓN Y OPERACIÓN DE
LA TECNOLOGÍA PARA REMOCIÓN DE HIERRO Y MANGANESO EN AGUA POTABLE
(CNA-SGAPDS-CONVENIO-015/2013)
México, 2013 Página 23 de 213
La greensand se utiliza con un tamaño efectivo de 0.30 a 0.35 mm, un coeficiente de uniformidad menor de 1.60 y su gravedad específica es de aproximadamente 2.4.
La manera común de operación de la greensand consiste de una etapa de preoxidación seguida de filtración. Esta secuencia es llamada regeneración continua, es decir, se adiciona previamente al filtro un oxidante fuerte como el KMnO4. En teoría, mediante la preoxidación continua el Fe y Mn se llevan a su forma insoluble (particulados) y son removidos mediante filtración a través del medio. El Fe y Mn que no fueron oxidados se adsorben por los MnO2(s) que cubren la superficie de las partículas del lecho. Posteriormente, los sólidos acumulados en el filtro se eliminan durante la etapa del retrolavado, en donde se recomienda la aplicación de aire.
Una segunda forma de operación de la greensand es mediante la remoción de Fe oxidado por filtración y del Mn por adsorción, es decir, se aplica aireación al agua cruda para oxidar el Fe (que en su mayoría se remueve en la capa superior del filtro constituido por antracita) y el Mn disuelto remanente se remueve por adsorción a través de las partículas de la greensand recubiertas con MnO2(s) recién regeneradas. Esta secuencia se denomina regeneración intermitente.
Para mantener una remoción constante de Fe y Mn, en cualquiera de las dos formas de operación, se requiere de la aplicación de un regenerante al medio. Para aguas en las que el objetivo principal es remover Fe y donde el Mn puede o no estar presente se recomienda la regeneración en continuo. Este método consiste en la alimentación de KMnO4 y/o Cloro (Cl2) suficiente para satisfacer toda la demanda, incluyendo la regeneración de los sitios de adsorción de los MnO2(s) que recubren el material para la adsorción de Fe y Mn. Por otro lado, la regeneración intermitente se recomienda para aguas que contienen únicamente Mn o en las que se tiene Mn y bajas concentraciones de Fe. El procedimiento consiste en la adición de una cantidad determinada de KMnO4 o Cl2 en solución aplicada al lecho de greensand después de cierto volumen de agua tratada. La compañía manufacturera recomienda llevar a cabo este procedimiento tanto en la regeneración intermitente como antes del uso de la greensand por primera vez: sumergir la greensand durante no menos de una hora en una solución que contenga 2.1 g de permanganato de potasio (KMnO4) por cada litro de medio filtrante; o durante varias horas en una solución que contenga cerca de 100 mg/L de cloro.
1.2.3.2 Birm (Burgess Iron Removal Method) “Método de remoción de hierro Burgess”*
El medio Birm está hecho a base de una cubierta de MnO2(s) en arena (silicato de aluminio) el cual es tratado con sales de manganeso cerca del punto de saturación y posteriormente los iones de manganeso se oxidan a MnO2(s) con

LINEAMIENTOS PARA LA OPTIMIZACIÓN DEL DISEÑO, CONSTRUCCIÓN Y OPERACIÓN DE
LA TECNOLOGÍA PARA REMOCIÓN DE HIERRO Y MANGANESO EN AGUA POTABLE
(CNA-SGAPDS-CONVENIO-015/2013)
México, 2013 Página 24 de 213
permanganato, de manera similar a como se prepara la greensand. El Birm es más ligero que la greensand ya que pesa de 1,000 a 1,150 Kg/m3; mientras que la greensand pesa 1,925 Kg/m3, siendo todavía más ligero que la antracita y la pirolusita, por lo que se debe tener un estricto control con las velocidades del retrolavado.
En el proceso de operación se recomienda la aplicación de aire como único oxidante antes de la filtración. El medio actúa como un catalizador entre el oxígeno y los compuestos solubles de Fe y Mn y al llevarse a cabo la reacción se producen precipitados de hidróxidos férricos y mangánicos que se eliminan por filtración, para finalmente ser removidos mediante el retrolavado del filtro. Se ha demostrado que la capacidad de adsorción y oxidación de la superficie del medio compuesta por MnO2(s) se agota sin la alimentación continua o intermitente de algún oxidante para regenerar el medio.
1.2.3.3 Anthrasand (antracita - arena)*
La anthrasand es otro medio de filtración similar a la greensand. La base del material es antracita estándar y arena sílica, con distribución de tamaños igual al de un medio dual convencional, recubiertas con una capa delgada de MnO2(s). Una diferencia básica entre la anthrasand y la greensand es el método utilizado para formar el recubrimiento de MnO2(s). La anthrasand se coloca en el filtro, posteriormente se sumerge en una solución de sal de manganeso por un tiempo determinado antes de agregarle KMnO4 con el propósito de oxidar los iones manganeso a MnO2(s). Este proceso se conoce como la formación de dióxido de manganeso in–situ.
Se recomienda iniciar la operación dosificando KMnO4 en el agua cruda que alimenta al filtro para oxidar el Fe y Mn y removerlos por filtración. Cualquier cantidad de Fe y Mn que no alcance a oxidarse se adsorbe por la superficie de MnO2(s). Debe dosificarse suficiente KMnO4 para asegurar las condiciones de regeneración de la superficie de MnO2(s).
1.2.3.4 Pirolusita*
La pirolusita es un mineral natural constituido de MnO2(s). Los filtros de pirolusita son relativamente nuevos en Norte América, pero el material ha sido el medio elegido en el Reino Unido para la remoción de Fe y Mn durante varias décadas.
La pirolusita se produce a partir de un mineral de MnO2(s) en los Estados Unidos, Australia, Brasil y Sudáfrica. El mineral se tritura hasta obtener el tamaño de partícula requerido para los procesos de filtración de agua potable, eliminando la necesidad de recubrir artificialmente el material con MnO2(s), como es el caso de la greensand, el BIRM y la anthrasand.

LINEAMIENTOS PARA LA OPTIMIZACIÓN DEL DISEÑO, CONSTRUCCIÓN Y OPERACIÓN DE
LA TECNOLOGÍA PARA REMOCIÓN DE HIERRO Y MANGANESO EN AGUA POTABLE
(CNA-SGAPDS-CONVENIO-015/2013)
México, 2013 Página 25 de 213
Un arreglo típico del medio filtrante es mezclando la pirolusita con arena, por lo que se requiere la aplicación de aire para distribuir las partículas de pirolusita en todo el lecho de arena. La relación de pirolusita/arena varía de 10 a 50 por ciento en volumen, dependiendo de la concentración de Fe y Mn en el agua cruda y del programa de tratamiento. Los procesos con regeneración continua, requieren cantidades relativamente pequeñas de pirolusita con el fin de proveer los sitios de adsorción necesarios en el tratamiento de agua con bajas concentraciones de manganeso. Los medios que contienen una mezcla mayor del 50 por ciento de pirolusita se utilizan en circunstancias especiales para el tratamiento de agua con altos niveles de Fe y Mn. En cualquier caso se recomienda hacer pruebas piloto para encontrar las condiciones apropiadas de los requerimientos de pirolusita.
Se requieren altas velocidades de retrolavado con la aplicación de aire sin importar la posible reducción de superficie de la pirolusita. El único efecto de un retrolavado enérgico es el desgaste de la superficie de los granos de pirolusita y la consecuente exposición de una superficie fresca de MnO2(s). Comúnmente no se utiliza el KMnO4 como oxidante, pero puede ser aplicado. Normalmente el agua cruda se airea para remover algunos gases indeseables como el sulfuro de hidrógeno y para oxidar el Fe, el cual se remueve por filtración mediante una capa de antracita que se coloca sobre el lecho de pirolusita/arena. También puede agregarse algún coagulante antes del filtro para formar flóculos. El manganeso se remueve por adsorción.
Una forma de mantener las condiciones de regeneración de la pirolusita es mediante la aplicación de cloro al agua antes del filtro. En el caso de agua cuya calidad haga necesario evitar la formación de compuestos clorados no deseados, el cloro se aplica en forma intermitente al lecho, seguido de un retrolavado.
1.2.3.5 Remoción de Fe y Mn mediante zeolita natural tipo clinoptilolita recubierta con óxidos de manganeso, tecnología IMTA.
El Instituto Mexicano de Tecnología del Agua (IMTA) ha desarrollado una tecnología para la remoción de hierro y manganeso disueltos, la cual se basa en la adsorción del manganeso disuelto sobre zeolita natural tipo clinoptilolita recubierta con óxidos de manganeso.
La técnica consiste en la combinación de tres procesos que se llevan a cabo en un sistema de filtración simple, que puede operar a gravedad o a presión (ver Figura 1-4): 1) intercambio iónico como fase inicial, donde el manganeso disuelto se fija en la superficie de la zeolita, 2) la posterior oxidación del manganeso sobre la superficie del medio, la cual permite la formación de una
película de óxidos MnOx(s) sobre el grano del material y 3) la remoción del manganeso disuelto en el agua por adsorción sobre la película de óxidos, formada sobre el grano del material. La Figura 1-5 ilustra este proceso.
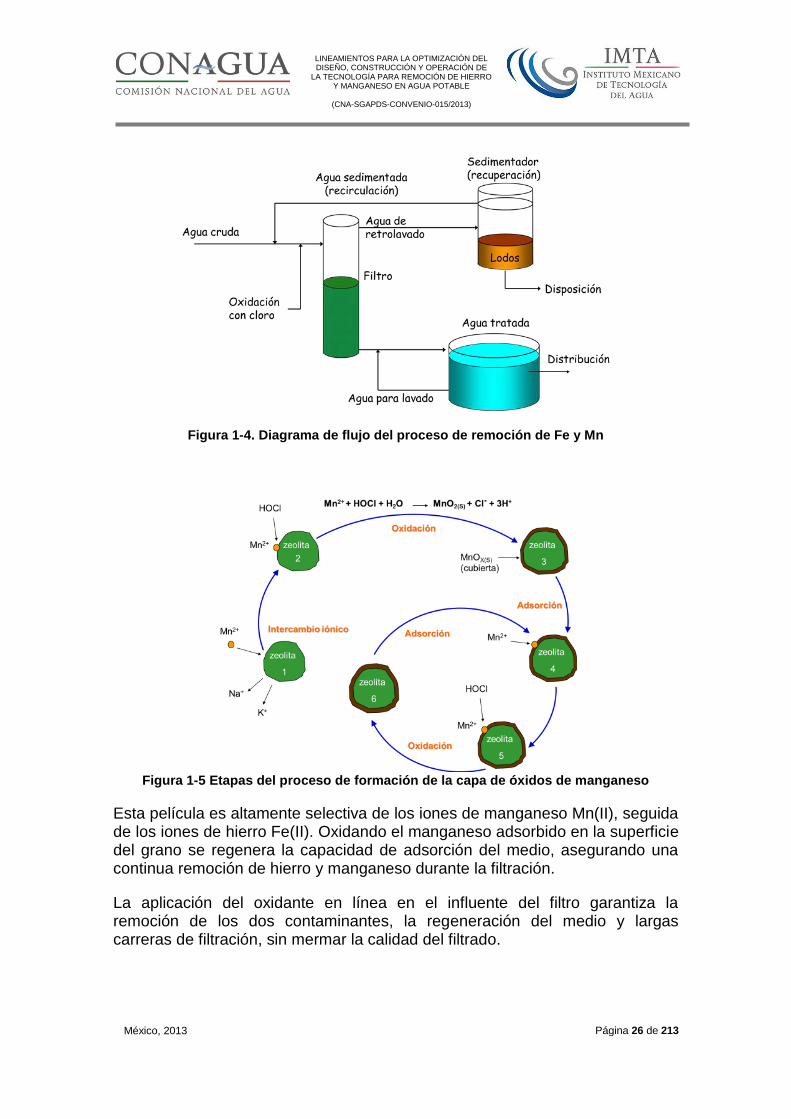
LINEAMIENTOS PARA LA OPTIMIZACIÓN DEL DISEÑO, CONSTRUCCIÓN Y OPERACIÓN DE
LA TECNOLOGÍA PARA REMOCIÓN DE HIERRO Y MANGANESO EN AGUA POTABLE
(CNA-SGAPDS-CONVENIO-015/2013)
México, 2013 Página 26 de 213
Figura 1-4. Diagrama de flujo del proceso de remoción de Fe y Mn
Figura 1-5 Etapas del proceso de formación de la capa de óxidos de manganeso
Esta película es altamente selectiva de los iones de manganeso Mn(II), seguida de los iones de hierro Fe(II). Oxidando el manganeso adsorbido en la superficie del grano se regenera la capacidad de adsorción del medio, asegurando una continua remoción de hierro y manganeso durante la filtración.
La aplicación del oxidante en línea en el influente del filtro garantiza la remoción de los dos contaminantes, la regeneración del medio y largas carreras de filtración, sin mermar la calidad del filtrado.

LINEAMIENTOS PARA LA OPTIMIZACIÓN DEL DISEÑO, CONSTRUCCIÓN Y OPERACIÓN DE
LA TECNOLOGÍA PARA REMOCIÓN DE HIERRO Y MANGANESO EN AGUA POTABLE
(CNA-SGAPDS-CONVENIO-015/2013)
México, 2013 Página 27 de 213
Dicha tecnología presenta diversos aspectos positivos tales como largas carreras de operación debido a que la adsorción genera pocas pérdidas de carga; el proceso se regenera en continuo con la aplicación de cloro, permitiendo que siempre se mantenga una alta capacidad de adsorción del hierro y manganeso disuelto; el material adsorbente se acondiciona en el lugar (in-situ) sin la necesidad de adicionar otras sustancias químicas; además de la alta disponibilidad de la zeolita en México.
Criterios de diseño (tecnología IMTA)
Tiempo de contacto: 2 a 3 minutos
Tamaño de grano: 0.3 a 1.0 mm
Tasa de filtración: 10 a 15 m3/m2h
Aplicación de cloro: entrada de filtros
Dosis de cloro: demanda + 0.5 a 1.5 mg/L
Retención en el sedimentador: 1 a 2 horas
Tasa de retrolavado: 90 m3/m2h
1.2.4 Filtración directa con la aplicación de sustancias químicas
Si el Fe y Mn una vez oxidados presentan tamaños muy pequeños que no se retienen en los medios granulares de los filtros, se requiere de la aplicación de sustancias químicas (coagulantes y floculantes) para aglomerar las partículas oxidadas y formar flóculos lo suficientemente grandes para ser filtrados.
Los medios filtrantes granulares deben retener sólidos suspendidos (incluyendo
el Fe y Mn oxidados) con tamaño mayor a 10 m. Un lecho filtrante diseñado adecuadamente y operando en condiciones óptimas es capaz de remover la
mayoría de las partículas con tamaños de 5 a 10 m. Las partículas menores a
5 m normalmente pasan a través del filtro, dando como resultado concentraciones residuales de Fe y Mn en el agua filtrada.
Los coagulantes son sustancias químicas utilizadas para neutralizar/desestabilizar las cargas eléctricas superficiales del material particulado, para permitir que se lleve a cabo una floculación. Los floculantes son químicos que crean flóculos compuestos por los mismos floculantes y otros agregados como resultado de un gran número de colisiones entre las partículas coaguladas. Los flóculos formados pueden ser removidos por sedimentación o filtración. Estos químicos se utilizan frecuentemente combinados, para obtener una función dual de coagulación y floculación.
Algunos polímeros orgánicos que se utilizan para remover Fe y Mn actúan como coagulantes, floculantes o como ambos y pueden ser aniónicos, catiónicos o no iónicos.

LINEAMIENTOS PARA LA OPTIMIZACIÓN DEL DISEÑO, CONSTRUCCIÓN Y OPERACIÓN DE
LA TECNOLOGÍA PARA REMOCIÓN DE HIERRO Y MANGANESO EN AGUA POTABLE
(CNA-SGAPDS-CONVENIO-015/2013)
México, 2013 Página 28 de 213
1.2.5 Tecnologías alternativas
1.2.5.1 Remoción de Fe y Mn por ablandamiento
El Fe y Mn pueden ser removidos efectivamente, junto con la dureza, ya sea por ablandamiento con zeolita o como parte del ablandamiento con cal o con cal/carbonato de sodio.
1.2.5.2 Ablandamiento con zeolita
La zeolita utilizada para ablandamiento remueve concentraciones altas de Fe y Mn. El agua cruda se bombea a un filtro a presión empacado con zeolita seleccionada, la cual remueve la dureza incluidos los cationes de Fe y Mn. Los iones de Fe y Mn son atrapados por la zeolita debido a su capacidad de intercambio catiónico. La regeneración se lleva a cabo mediante el retrolavado del medio con una solución de salmuera preparada con una solución de cloruro de sodio (NaCl). Los iones de Fe y Mn se separan de la zeolita durante el retrolavado debido a que son reemplazados por los iones de sodio. Finalmente, el medio se lava con agua limpia antes de continuar operando.
Una restricción del proceso es que no debe aplicarse ningún tipo de oxidante en el agua, ya que los iones de Fe y Mn pueden oxidarse.
1.2.5.3 Ablandamiento con cal/carbonato de sodio
Cuando se aplica un ablandamiento con cal/carbonato de sodio, como beneficio adicional se obtiene una remoción completa de Fe y Mn. Si se desea remover únicamente el calcio del agua, se debe aplicar la cal o el carbonato de sodio hasta que el agua alcance un pH de 10. Si además de la dureza se pretende remover el Fe y Mn, se debe incrementar el pH arriba de 11 para que los iones ferroso y manganoso se precipiten como hidróxidos de hierro y manganeso. El precipitado formado se remueve junto con los lodos de carbonato de calcio. En este proceso, el Fe y Mn se oxidan por acción del O2 a Fe+3 y Mn+4 (o especies de Mn+3) antes del ablandamiento. Durante el ablandamiento con cal o carbonato de sodio pueden quedar concentraciones insignificantes de Fe y Mn que no requieren de un tratamiento adicional.
1.2.5.4 Agentes secuestrantes
Los agentes secuestrantes son productos químicos. Normalmente, tanto el silicato de sodio como los polifosfatos se utilizan para secuestrar Fe y los polifosfatos para secuestrar Mn. Muchos polifosfatos modernos tienen una larga cadena lineal de fosfatos; el arreglo de las moléculas a lo largo de la cadena protege de ataques al material secuestrado y los sujetan durante cierto periodo de tiempo o hasta que algún otro factor rompa los enlaces.

LINEAMIENTOS PARA LA OPTIMIZACIÓN DEL DISEÑO, CONSTRUCCIÓN Y OPERACIÓN DE
LA TECNOLOGÍA PARA REMOCIÓN DE HIERRO Y MANGANESO EN AGUA POTABLE
(CNA-SGAPDS-CONVENIO-015/2013)
México, 2013 Página 29 de 213
Los agentes secuestrantes no remueven al Fe y Mn, solo evitan que precipiten; requieren de poca inversión ya que se utilizan pequeños sistemas de dosificación, similares a los que se utilizan para dosificar el hipoclorito; son de fácil operación y mantenimiento. Se recomienda su aplicación sólo para sistemas pequeños.
1.2.5.5 Métodos biológicos para la remoción de hierro y manganeso
El hierro y manganeso también pueden ser removidos biológicamente. Estos procesos han sido usados de manera exitosa principalmente en plantas de tratamiento de Europa y África. Los tratamientos biológicos siempre requieren de calidades y condiciones específicas del agua cruda y no todas las aguas subterráneas o superficiales son económicamente factibles de ser tratadas. Los tratamientos biológicos pueden emplearse cuando los costos de inversión y operación son menores que los de un proceso físico-químico.
Ciertos tipos de bacterias tienen la facilidad de absorber/adsorber Fe y Mn disueltos mediante una acción enzimática/catalítica. Los procesos biológicos fomentan el crecimiento de tales bacterias y mantienen grandes colonias, comúnmente dentro del filtro para actuar con el Fe y Mn. La acción de las bacterias es oxidar el Fe y Mn para que los precipitados resultantes sean retenidos en el filtro. Estos procesos son generalmente muy rápidos, con velocidades de filtración sustancialmente mayores a las de un proceso fisicoquímico, pero para lograr buenos resultados se deben de mantener condiciones específicas del medio ambiente dentro del filtro que permitan un apropiado crecimiento de bacterias y mantengan una colonia fuerte. Además, se requiere de una biofiltración para el Fe y otra para el Mn.
1.2.5.6 Remoción de hierro y manganeso In-Situ
La remoción in-situ implica la remoción de Fe y Mn directamente en el manto acuífero para obtener un agua de buena calidad. Este proceso es relativamente nuevo y solo existen algunas instalaciones en operación en Europa y en los Estados Unidos. Consiste en disolver oxígeno atmosférico en el agua que se utiliza para la recarga del acuífero, para posteriormente ser inyectada. El agua de recarga rica en oxidante (oxígeno) causa que el Fe y Mn formen una superficie de óxidos hidratados alrededor del acuífero, creando una zona de tratamiento. Cuando se termina la recarga, el agua subterránea rica en Fe y Mn pasa a través de esta zona por efecto de la extracción por bombeo. Las superficies de óxidos hidratados adsorben los iones de Fe y Mn, reduciendo las concentraciones de Fe y Mn disueltos. Cuando la zona de tratamiento se agota (se pierde la capacidad de adsorción de Fe y Mn) se reactiva nuevamente inyectando agua oxigenada de recarga. Los ciclos de recarga y extracción se repiten cuantas veces sea necesario. La duración de los ciclos está en función del agua extraída antes de que los niveles de Fe y Mn rebasen las concentraciones deseadas.

LINEAMIENTOS PARA LA OPTIMIZACIÓN DEL DISEÑO, CONSTRUCCIÓN Y OPERACIÓN DE
LA TECNOLOGÍA PARA REMOCIÓN DE HIERRO Y MANGANESO EN AGUA POTABLE
(CNA-SGAPDS-CONVENIO-015/2013)
México, 2013 Página 30 de 213
1.3 Tratamiento de los lodos de plantas potabilizadoras
El tratamiento de los lodos generados en las plantas potabilizadoras consiste en eliminar parcial o totalmente su contenido de agua para disminuir su volumen y así facilitar su transporte y disposición final.
Los tratamientos más comunes empleados para reducir el volumen de los lodos mediante la eliminación del agua son los siguientes: espesamiento, acondicionamiento y deshidratación. A continuación se da una breve descripción de cada uno de estos procesos.
1.3.1 Espesamiento por gravedad
Es un método de separación de las fases sólido-líquido empleado para incrementar el contenido de sólidos y reducir el volumen de los lodos sin mayor consumo de energía. Por este proceso se pueden concentrar los lodos provenientes del sedimentador (0.5 a 5.0 %) hasta un 15% después de ser espesados.
1.3.2 Acondicionamiento
Aún espesados, los lodos contienen una gran proporción de agua, del 80 al 90 % si están constituidos básicamente de minerales pesados y granulosos. Por ello, es necesario acondicionar el lodo por medios físicos o químicos a fin de mejorar sus características de deshidratación, de tal manera que sea drenable, filtrable o centrifugable.
1.3.3 Deshidratación
El objetivo de la deshidratación es incrementar la concentración de sólidos en el lodo mediante la remoción de la porción líquida, se pueden utilizar medios naturales o mecánicos para reducir el contenido de humedad presente en el lodo por las siguientes razones:
La disposición de los lodos es más adecuada cuanto mayor sea su deshidratación.
El lodo deshidratado es más fácil de manipular.
Los costos de transporte del lodo hasta el lugar de su disposición final son notablemente menores cuando se reduce su volumen (contenido de agua).
La selección del método de deshidratación está en función del tipo de lodo y de la disponibilidad de área.

LINEAMIENTOS PARA LA OPTIMIZACIÓN DEL DISEÑO, CONSTRUCCIÓN Y OPERACIÓN DE
LA TECNOLOGÍA PARA REMOCIÓN DE HIERRO Y MANGANESO EN AGUA POTABLE
(CNA-SGAPDS-CONVENIO-015/2013)
México, 2013 Página 31 de 213
1.3.4 Lechos de secado de arena
Se usa para la deshidratación de los lodos espesados o acondicionados, reduciendo el contenido de humedad hasta un 70%. En este proceso actúan dos mecanismos:
a) Filtración del agua a través del lecho de arena. La proporción de agua eliminada por este mecanismo es del 20 al 55%, dependiendo del contenido inicial y características de los sólidos en el lodo y del volumen aplicado en los lechos. La filtración suele completarse de uno a tres días, resultando en una concentración de sólidos del 15 al 25%.
b) Evaporación del agua de la superficie del sólido a través de los mecanismos de radiación y convección. La velocidad de evaporación es más lenta que la filtración y depende de la temperatura, la humedad relativa y la velocidad del aire.
Después de que el agua ha sido filtrada y evaporada, el lodo queda con un contenido de humedad en equilibrio con la atmósfera.
1.4 Factores que afectan la deshidratación de los lodos
Existen varios factores que influyen en la deshidratación de los lodos, (Dick y Ball, 1980), los cuales se pueden clasificar en tres categorías:
(a) Propiedades de los fluidos: contenido de agua ligada, viscosidad, fuerza iónica y densidad.
(b) Propiedades de la partícula: distribución del tamaño y forma, potencial y área superficial y densidad.
(c) Propiedades del lodo: concentración de sólidos, permeabilidad, resistencia a la filtración y propiedades electrocinéticas (Lotito et al., 1993).
Cornwell, et al., (1987) han clasificado estos factores en características físicas y químicas. A continuación se detallan cada una de éstas.
1.4.1 Características físicas
Knocke ha dividido las propiedades físicas de los lodos dentro de macropropiedades y micropropiedades. Las primeras incluyen parámetros como la resistencia específica a la filtración (REF), la velocidad de sedimentación y la concentración de sólidos; dentro de las micropropiedades están la distribución del tamaño de partícula y la densidad (Cornwell, et al., 1987).

LINEAMIENTOS PARA LA OPTIMIZACIÓN DEL DISEÑO, CONSTRUCCIÓN Y OPERACIÓN DE
LA TECNOLOGÍA PARA REMOCIÓN DE HIERRO Y MANGANESO EN AGUA POTABLE
(CNA-SGAPDS-CONVENIO-015/2013)
México, 2013 Página 32 de 213
Las pruebas que definen las macropropiedades del lodo pueden ser usadas como ayuda en la selección de un proceso de deshidratación y así determinar la relativa facilidad de filtración, además, pueden ser útiles como herramientas operacionales para determinar las dosis de acondicionamiento. Las cuatro pruebas principales son: la resistencia específica a la filtración, el tiempo de succión capilar, el tiempo a la filtración y la compresibilidad. A continuación se detallan cada una de éstas (Cornwell, et al., 1987; Tosun, et al., 1993).
1.4.1.1 Resistencia específica a la filtración (REF)
Esta prueba es de gran utilidad para comparar las características de filtración de distintos lodos provenientes de plantas potabilizadoras y determinar las necesidades de tratamiento para producir un lodo que ofrezca mínima resistencia a la filtración y optimizar el funcionamiento de la deshidratación del lodo (Bishop, et al., 1987; Ramalho, 1993).
La resistencia específica es una magnitud esencial representativa del lodo, por lo tanto, un proceso de acondicionamiento (físico o químico) tendrá por objeto reducir esta resistencia, de forma que se acelere la filtración (Barraqué, 1987).
En el laboratorio, la prueba consiste en la filtración de un volumen (V) dado de lodo bajo una presión de vacío (P) hasta que la torta es formada y no se puede filtrar más; posteriormente se quiebra como resultado de una caída de presión
(P). Comúnmente se usa un aparato sencillo que consiste de un embudo Büchner y un recipiente graduado para determinar la REF. Primeramente se coloca el papel filtro dentro del embudo y se vacía sobre éste un volumen de 100-300 ml de lodo, posteriormente se aplica una presión de vacío y el filtrado es colectado dentro de un recipiente calibrado donde el volumen de filtrado es registrado como una función del tiempo (t), los datos obtenidos de la prueba se grafican como t/V versus V. El tiempo requerido para alcanzar el rompimiento de la torta es frecuentemente tomado como una medida de la filtrabilidad del lodo (Coackley y Jones, 1956; Semon, 1987; Cornwell, et al., 1987; Tosun, et al., 1993).
La REF tiene ventajas sobre otras pruebas para la medición de la deshidratabilidad de los lodos. Una de ellas es la independencia de la concentración de los sólidos suspendidos en el lodo y otra es la facilidad de aplicación a cualquier tipo de lodo (Christensen y Dick, 1985).
El cálculo de la resistencia específica se basa en la ley de Poiseuille-D´Arcy, de la cual se obtiene la ecuación básica de filtración (Cornwell, et al., 1987; Ramalho, 1993):
)(
2
ARrcV
PA
dt
Vd
m
Ecuación 1-1

LINEAMIENTOS PARA LA OPTIMIZACIÓN DEL DISEÑO, CONSTRUCCIÓN Y OPERACIÓN DE
LA TECNOLOGÍA PARA REMOCIÓN DE HIERRO Y MANGANESO EN AGUA POTABLE
(CNA-SGAPDS-CONVENIO-015/2013)
México, 2013 Página 33 de 213
Dónde:
V = Volumen de filtrado t = Tiempo de filtración P = Presión de vacío aplicado A = Área de filtración
= Viscosidad del filtrado r = Resistencia específica de la torta al paso del filtrado c = Concentración de sólidos depositados por unidad de volumen de filtrado Rm= Resistencia inicial del medio filtrante (generalmente despreciable)
La integración y ordenación de la Ecuación 1-1 permite el cálculo de la resistencia específica (r), obteniendo:
AP
R
PA
r c
V
t m +V
2 2
Ecuación 1-2
De la Ecuación 1-2 se deriva que el gráfico de t/V en función de V daría una línea recta del tipo y = bx + a, donde:
22PA
r cb
y
PA
Ra
m
Si se considera despreciable la resistencia del medio filtrante y a b como la pendiente, la resistencia específica a la filtración está dada por:
c
bPAr
2 2
Ecuación 1-3
Dónde:
r = Resistencia específica del lodo (cm/g) P = Presión de vacío aplicada (dinas/cm2 = g/cm.s2) A = Área del filtro (cm2) b = Pendiente (s/cm6)
= Viscosidad del filtrado (poise = g/cm.s) c = Concentración de sólidos totales por volumen de filtrado (g/cm3), ver Ecuación 1-7
Los requerimientos de la prueba de filtración son:

LINEAMIENTOS PARA LA OPTIMIZACIÓN DEL DISEÑO, CONSTRUCCIÓN Y OPERACIÓN DE
LA TECNOLOGÍA PARA REMOCIÓN DE HIERRO Y MANGANESO EN AGUA POTABLE
(CNA-SGAPDS-CONVENIO-015/2013)
México, 2013 Página 34 de 213
1. El área del filtro, la cual puede ser determinada por medición directa. 2. La presión, la cual se mantiene constante uniendo el recipiente a la bomba
de vacío. 3. La tasa de filtración, obtenida por medición del tiempo a volúmenes de
filtrado prefijados desde el comienzo de la prueba de filtración. 4. La tasa c debe ser determinada (cantidad de sólidos asociados con 1 ml de
filtrado) 5. La viscosidad del filtrado (esta puede, excepto en el caso de un trabajo muy
exacto, ser tomada como la del agua a la misma temperatura) (Coackley y Jones, 1956).
1.4.1.2 Tiempo de succión capilar (TSC)
El tiempo de succión capilar (ASTM 2710-6) es una técnica cuantitativa que determina la velocidad de liberación del agua de un lodo. Los resultados pueden ser usados como ayuda en los procesos de deshidratación, para evaluar el acondicionamiento y dosis de reactivos químicos aplicados en los lodos o cuando se usa el procedimiento de prueba de jarras y sedimentación de sólidos para evaluar los efectos de la coagulación en la velocidad de liberación del agua de los lodos (Tiller, et al., 1990; Greenbert, et al., 1992).
Es una prueba simple y rápida la cual consiste en colocar una capa delgada de lodo en un pequeño cilindro sobre un papel filtro de cromatografía. El papel extrae el líquido del lodo mediante acción capilar. El tiempo requerido para que el líquido recorra una distancia especificada es registrado automáticamente monitoreando el cambio de conductividad ocurrida en dos puntos prefijados y en contacto con el papel. Este tiempo, reportado en segundos, es indicativo de la velocidad del agua drenada (Carberry, 1983; Semon, 1987; Tiller, et al., 1990; Greenbert, et al., 1992).
1.4.1.3 Tiempo a la filtración (TF)
Una simplificación de la prueba de REF es el tiempo a la filtración, éste se realiza con el mismo equipo utilizado en la REF. Los únicos datos que se registran son el volumen inicial y el tiempo requerido para que se filtre la mitad del volumen utilizado, el tamaño de la muestra es muy importante para obtener una comparación de resultados (Bishop, et. al., 1987).
La prueba consiste en colocar una muestra de lodo en un embudo Büchner con un papel filtro como soporte, aplicando vacío y midiendo el tiempo requerido para reducir el volumen al 50 % de la muestra inicial (Greenbert, et al., 1992).
El tiempo a la filtración (ASTM 2710-H) está en correlación con el tiempo de succión capilar y es similar a la resistencia específica a la filtración si el contenido de sólidos en el lodo y la viscosidad del filtrado no varían entre las muestras comparadas. Los datos obtenidos de esta prueba pueden ayudar en

LINEAMIENTOS PARA LA OPTIMIZACIÓN DEL DISEÑO, CONSTRUCCIÓN Y OPERACIÓN DE
LA TECNOLOGÍA PARA REMOCIÓN DE HIERRO Y MANGANESO EN AGUA POTABLE
(CNA-SGAPDS-CONVENIO-015/2013)
México, 2013 Página 35 de 213
la operación diaria del proceso de deshidratación del lodo o para evaluar el efecto del tipo y dosis de polímero sobre el acondicionamiento de un lodo (Greenbert, et al., 1992).
Aunque es similar a la REF, la prueba de TF es superior en simplicidad, rapidez y facilidad de realización. No obstante, la concentración de sólidos suspendidos en el lodo tiene un efecto significante en los resultados. En la evaluación de lodos acondicionados, los datos son comparables cuando las concentraciones iniciales de sólidos suspendidos son semejantes. Sin embargo, se puede realizar una corrección aproximada para concentraciones diferentes de sólidos dividiendo el valor del tiempo de filtrado por la concentración de sólidos correspondientes (Greenbert, et al., 1992).
1.4.1.4 Compresibilidad
Esta prueba consiste en medir la resistencia específica a la filtración (r) a diferentes presiones (P) hasta obtener la deshidratación por aplastamiento de la torta de lodos. Al aumentar la presión diferencial se produce un cierre de los poros de la torta, lo que da una resistencia mayor a la filtración (Barraqué, 1979).
La mayoría de los lodos forman tortas compresibles para las cuales la tasa o velocidad de filtración y la resistencia específica están en función de la pérdida de carga o diferencia de presión a través de la torta. Este efecto se representa por la siguiente ecuación (Ramalho, 1993):
SPrr Ecuación 1-4
En donde S es el coeficiente de compresión de la torta. A mayores valores de S más compresible es la torta. Para S = 0, la resistencia específica es independiente de la presión y la torta es incompresible. Los valores de S y r´ se obtienen escribiendo la Ecuación 1-4 en forma lineal:
log r = log r´+ S log P
Tanto la constante de la torta r´, como el coeficiente de compresibilidad S, se pueden determinar a partir de una gráfica logarítmica de la resistencia específica, r, en función de P. El coeficiente de compresibilidad es la pendiente de la línea recta generada mientras que la constante de la torta es la ordenada al origen donde P = 1. Los valores de r se determinan de acuerdo con los ensayos con el aparato de Büchner para cada presión. El coeficiente varía de 0.6 a 0.8 para lodos de hidróxido de aluminio (Ramalho, 1993).

LINEAMIENTOS PARA LA OPTIMIZACIÓN DEL DISEÑO, CONSTRUCCIÓN Y OPERACIÓN DE
LA TECNOLOGÍA PARA REMOCIÓN DE HIERRO Y MANGANESO EN AGUA POTABLE
(CNA-SGAPDS-CONVENIO-015/2013)
México, 2013 Página 36 de 213
1.4.2 Características químicas
Una disposición adecuada de los lodos provenientes de plantas de tratamiento implica el conocimiento de los constituyentes químicos de los lodos. El mayor constituyente de cualquier lodo es el agua; las cantidades del agua influyen en los requerimientos de energía específica para la separación de sólidos. Es importante tener conocimiento de estas características para una selección razonable del proceso más efectivo de deshidratación con respecto al costo para la reducción del volumen de lodos (Smollen, 1990; Tsang y Vesilind, 1990).
En la búsqueda de un tratamiento para la eliminación de agua es importante conocer las diferentes formas en las que se encuentra constituida. Pyper (1985) distingue tres clasificaciones del agua en matrices sólidas. La primera y la más simple es la “definición operacional”, que se basa en hipótesis arbitrarias, en la cual, Riley (1983) separa el agua dentro de cuatro tipos dependiendo de su evolución a diferentes rangos de temperatura. La segunda clasificación es la “definición energética”, en este contexto, Catalano (1969) define una interacción de energía necesaria para romper la ligadura del agua en la partícula sólida y describe el estado del agua en el sólido como “agua ligada con X kcal/mol”. La tercera clasificación es la “definición estructural”, la cual depende del tipo de ligaduras que existen entre el agua y las partículas sólidas (Colín y Gazbar, 1995).
Aunque los nombres dados a las fracciones del agua (a la cual se le denomina también como humedad) en un lodo pueden ser diferentes (como se muestra en la Tabla 1-4), la clasificación más frecuentemente usada es la operacional (Colín y Gazbar, 1995).
De acuerdo a la clasificación anterior, el contenido de humedad en un lodo es separada en dos categorías: humedad libre (no asociada con los sólidos), removible con bastante facilidad y humedad ligada. Rolf y Halde (1979) distinguen tres tipos de humedad ligada: mecánicamente ligada (intersticial), físicamente ligada (superficial) y químicamente ligada. Para la liberación de la humedad ligada se necesita de un tratamiento más avanzado. La proporción de humedad libre y ligada es determinante en la deshidratación de un lodo (Tsang y Vesilind, 1990; Robinson y Knocke, 1992; Lotito, et al., 1993; Colín y Gazbar, 1995).
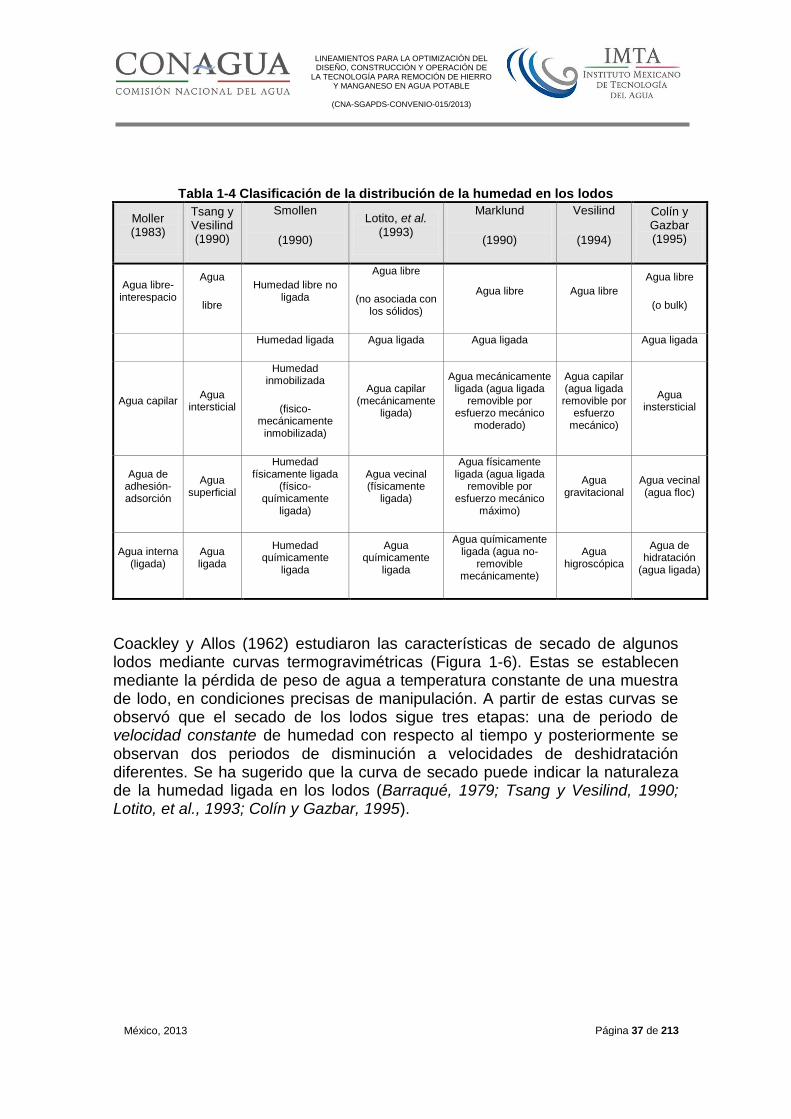
LINEAMIENTOS PARA LA OPTIMIZACIÓN DEL DISEÑO, CONSTRUCCIÓN Y OPERACIÓN DE
LA TECNOLOGÍA PARA REMOCIÓN DE HIERRO Y MANGANESO EN AGUA POTABLE
(CNA-SGAPDS-CONVENIO-015/2013)
México, 2013 Página 37 de 213
Tabla 1-4 Clasificación de la distribución de la humedad en los lodos
Moller (1983)
Tsang y Vesilind (1990)
Smollen
(1990)
Lotito, et al. (1993)
Marklund
(1990)
Vesilind
(1994)
Colín y Gazbar (1995)
Agua libre-interespacio
Agua
libre
Humedad libre no ligada
Agua libre
(no asociada con los sólidos)
Agua libre Agua libre
Agua libre
(o bulk)
Humedad ligada Agua ligada Agua ligada Agua ligada
Agua capilar Agua
intersticial
Humedad inmobilizada
(fisico-mecánicamente
inmobilizada)
Agua capilar (mecánicamente
ligada)
Agua mecánicamente ligada (agua ligada
removible por esfuerzo mecánico
moderado)
Agua capilar (agua ligada removible por
esfuerzo mecánico)
Agua instersticial
Agua de adhesión-adsorción
Agua superficial
Humedad físicamente ligada
(físico-químicamente
ligada)
Agua vecinal (físicamente
ligada)
Agua físicamente ligada (agua ligada
removible por esfuerzo mecánico
máximo)
Agua gravitacional
Agua vecinal (agua floc)
Agua interna (ligada)
Agua ligada
Humedad químicamente
ligada
Agua químicamente
ligada
Agua químicamente ligada (agua no-
removible mecánicamente)
Agua higroscópica
Agua de hidratación
(agua ligada)
Coackley y Allos (1962) estudiaron las características de secado de algunos lodos mediante curvas termogravimétricas (Figura 1-6). Estas se establecen mediante la pérdida de peso de agua a temperatura constante de una muestra de lodo, en condiciones precisas de manipulación. A partir de estas curvas se observó que el secado de los lodos sigue tres etapas: una de periodo de velocidad constante de humedad con respecto al tiempo y posteriormente se observan dos periodos de disminución a velocidades de deshidratación diferentes. Se ha sugerido que la curva de secado puede indicar la naturaleza de la humedad ligada en los lodos (Barraqué, 1979; Tsang y Vesilind, 1990; Lotito, et al., 1993; Colín y Gazbar, 1995).

LINEAMIENTOS PARA LA OPTIMIZACIÓN DEL DISEÑO, CONSTRUCCIÓN Y OPERACIÓN DE
LA TECNOLOGÍA PARA REMOCIÓN DE HIERRO Y MANGANESO EN AGUA POTABLE
(CNA-SGAPDS-CONVENIO-015/2013)
México, 2013 Página 38 de 213
Figura 1-6 Curva de secado para identificar los cuatro tipos diferentes de humedad en el lodo (Tsang, et al., 1990)
Smollen (1990) usa el procedimiento de termogravimetría y encuentra una correlación entre el contenido de agua ligada y la concentración de sólidos en la torta. Sin embargo, no hay correlaciones aparentes con otros parámetros de deshidratación. Tsang y Vesilind (1990) muestran que el acondicionamiento con polímero no afecta significativamente las fracciones de agua superficial y la químicamente ligada; mientras que el contenido de agua libre puede ser reducida con altas dosis de polímero. Robinson y Knocke (1990) también observan que la fracción de agua químicamente ligada no es afectada por el acondicionamiento con polímero (Lotito, et al., 1993).
1.4.2.1 Humedad libre
Representa la mayor parte del lodo, termodinámicamente se comporta como agua pura y se define como la cantidad de agua removida durante el periodo de velocidad constante de secado. Esta humedad no está asociada con las partículas de sólidos e incluye agua que no es afectada por fuerzas de capilaridad. De acuerdo con Smollen (1986, 1988) este tipo de humedad puede ser eliminada por espesamiento, acondicionamiento o por aplicación de una tensión mecánica frágil (Barraqué, 1979; Vesilind, et al., 1986; Cornwell, et al., 1987; Smollen, 1990; Tsang y Vesilind, 1990; Colín y Gazbar, 1995).
1.4.2.2 Humedad ligada
Generalmente representa una muy pequeña proporción del agua total contenida en el lodo (menos de la tercera parte). Sin embargo, en términos de
Hu
med
ad
qu
ímic
am
ente
lig
ad
a
Peso de la muestra
Vel
oci
dad
de
ev
apo
ració
n
(g/m
2-h
r)
Sóli
dos
Hu
med
ad
su
perf
icia
l
Hu
med
ad
in
terst
icia
l
Hu
med
ad
lib
re
0

LINEAMIENTOS PARA LA OPTIMIZACIÓN DEL DISEÑO, CONSTRUCCIÓN Y OPERACIÓN DE
LA TECNOLOGÍA PARA REMOCIÓN DE HIERRO Y MANGANESO EN AGUA POTABLE
(CNA-SGAPDS-CONVENIO-015/2013)
México, 2013 Página 39 de 213
masa, usualmente es más grande que la fase sólida. En un lodo, la humedad ligada imparte diferentes propiedades al agua pura (Colín y Gazbar, 1995).
1.4.2.2.1 Humedad intersticial
Es la humedad removida durante el primer periodo de disminución de la velocidad. Este tipo de agua está ligada dentro de la estructura del flóculo y puede convertirse en humedad libre si éste es destruido. El ligamento se da por tensión superficial y fuerzas de atracción, el lodo está en suspensión y existe el fenómeno de capilaridad cuando se forma la torta. Este tipo de humedad puede estar fijada en los poros después de la cristalización o en la aglomeración de las partículas y es removida por compactación y deformación de los flóculos (Cornwell, et al., 1987; Lotito, et al., 1990; Tsang y Vesilind, 1990; Vesilind, 1994; Colín y Gazbar, 1995).
1.4.2.2.2 Humedad superficial
Es la humedad removida durante el segundo periodo de disminución de la velocidad. Múltiples capas de moléculas de agua están sujetas a la superficie de la partícula por adsorción y adhesión y puede ser removida por deshidratación mecánica. La mayor diferencia entre la humedad superficial y la intersticial es que la última es libre de moverse, mientras que la humedad superficial no está libre de moverse porque se adhiere a la superficie de la partícula sólida (Cornwell, 1987; Marklund, 1990; Tsang y Vesilind, 1990; Vesilind, 1994; Colín y Gazbar, 1995).
1.4.2.2.3 Humedad químicamente ligada
Esta humedad se fija a los sólidos por ligamentos químicos; para su liberación se necesita una energía bastante fuerte, por ello, solo puede separarse con la aplicación de elevadas temperaturas, tales como acondicionamiento térmico, secado o incineración (Cornwell, et al., 1987; Vesilind, 1994; Colín y Gazbar, 1995).
1.5 Técnicas de Análisis químico de los lodos (fase sólida)
Para identificar la composición química de los lodos en fase sólida, se puede utilizar la microscopia electrónica y la difracción por rayos X.
1.5.1 Microscopio Electrónico de Barrido (MEB)
El MEB consiste de una columna óptica y una consola electrónica. La primera cuenta con una cámara a alto vacío (aproximadamente 2x10-6 torr) donde se coloca la muestra que se va a analizar. La imagen del microscopio es formada por un haz de electrones dirigido hacia la muestra, dicho haz es generado a partir de un cañón electrónico, el cual tiene como cátodo un filamento de tungsteno que se calienta mediante un sistema de emisión termoiónica a una

LINEAMIENTOS PARA LA OPTIMIZACIÓN DEL DISEÑO, CONSTRUCCIÓN Y OPERACIÓN DE
LA TECNOLOGÍA PARA REMOCIÓN DE HIERRO Y MANGANESO EN AGUA POTABLE
(CNA-SGAPDS-CONVENIO-015/2013)
México, 2013 Página 40 de 213
temperatura que excede los 2,700ºK, este filamento emite electrones en abundancia que producen un alto potencial negativo con respecto al ánodo, que son rápidamente acelerados hacia el mismo a través de la columna electrónica. El haz de electrones pasa por dos o tres lentes condensadores electromagnéticos cuya función es disminuir el diámetro del haz (250,000 a 500,000 Å) hasta 50 a 100 Å y en algunos casos se reduce a 10 Å en los equipos más modernos (Reyes, 1997).
El haz pasa a través de tres orificios de diferente apertura que controlan su diámetro y minimizan las desviaciones. La característica principal del microscopio son las bobinas deflectoras o de barrido, las cuales desvían el haz electrónico primario para hacerlo incidir en forma secuencial sobre la muestra permitiendo el “barrido” o rastreo; un detector captura los electrones secundarios de baja energía dados desde cada punto sobre la superficie. Al mismo tiempo, un par de bobinas están conectadas también a un tubo de rayos catódicos (TRC).
El objetivo del microanálisis en el MEB es obtener análisis químicos de una pequeña cantidad de material del orden de un micrómetro cúbico. Cuando la materia es bombardeada por electrones de alta energía, los átomos de cada elemento emiten un espectro característico de rayos X. Con los detectores adecuados se pueden obtener análisis cualitativos y cuantitativos; éstos últimos, comparando las intensidades de cada elemento de la muestra desconocida con intensidades de elementos de referencia (estándares).
Existen dos técnicas de rayos X usadas en el microanálisis: Espectrofotometría de energía dispersiva (EED) y Espectrofotometría de longitud de onda dispersiva (ELOD). La diferencia fundamental entre éstas técnicas está en los detectores usados para medir la intensidad de rayos X.
1.5.1.1 Preparación de la muestra
Debido a que existe una gran variedad de campos de aplicación del MEB, hay muchos tipos de muestras que pueden ser observadas. Por lo tanto, se han desarrollado diversas técnicas de preparación que dependen del objetivo de la investigación. En general, las muestras a analizar por MEB son relativamente fáciles de preparar, uno de los requerimientos es el tamaño, que puede ser desde muy pequeño hasta 7 cm o tres veces más en los equipos más modernos. Sin embargo, para cada caso se deben tomar en consideración tres aspectos importantes:
a) La muestra debe estar limpia y seca b) Se debe mantener la morfología original c) La muestra no debe tener cargas electrostáticas (conductivas)

LINEAMIENTOS PARA LA OPTIMIZACIÓN DEL DISEÑO, CONSTRUCCIÓN Y OPERACIÓN DE
LA TECNOLOGÍA PARA REMOCIÓN DE HIERRO Y MANGANESO EN AGUA POTABLE
(CNA-SGAPDS-CONVENIO-015/2013)
México, 2013 Página 41 de 213
Todas las técnicas de secado causan cambios dimensionales pudiendo alterar la construcción original de la muestra. El agua puede ser removida por secado al aire o a pasos graduales. El daño puede ser reducido si el agua es reemplazada por un fluido volátil que tenga una superficie de tensión menor a la del agua.
Congelado-secado y secado a punto crítico son los métodos más importantes de remoción de humedad hasta el momento y son utilizados principalmente en materiales biológicos, arcillas y zeolitas, con la finalidad de conservar la microestructura (Figura 1-7).
Si se requiere observar una muestra sin alteraciones, se deben fijar los componentes que contienen agua (especímenes biológicos) mediante métodos físicos o químicos para conservar su forma y posteriormente sea deshidratada. Estos procedimientos de preparación se muestran en la Figura 1-8.
Finalmente, la muestra se adhiere a una cinta de carbón y se fija a un soporte con pasta de plata, después se cubre con un metal como oro, aluminio, plata o carbón mediante una ionizadora o evaporadora. Este procedimiento es necesario para obtener una imagen clara.
Figura 1-7. Secuencia para el análisis de muestras sólidas y no sólidas
Muestra
SólidoNo sólido
(incluye líquidos)
Puede secarse No puede secarse
Preparación de
muestras biológicas
Baja humedad Alta humedad
Bajo vacío Alto vacío
Observación de
superficie
Conductiva No conductiva
Alto vacío
Alto voltaje
Alto vacío
Bajo voltaje
Recubrimiento metálico:
• Muestra conductiva
• Produce electrones
secundarios
Morfología:
• Recubrimiento con Au, Pt
Análisis elemental:
• Recubrimiento con C

LINEAMIENTOS PARA LA OPTIMIZACIÓN DEL DISEÑO, CONSTRUCCIÓN Y OPERACIÓN DE
LA TECNOLOGÍA PARA REMOCIÓN DE HIERRO Y MANGANESO EN AGUA POTABLE
(CNA-SGAPDS-CONVENIO-015/2013)
México, 2013 Página 42 de 213
Figura 1-8 Tratamiento de las muestras para su análisis en el MEB
1.5.2 Difracción por rayos-X
Las primeras investigaciones de estructura cristalina se limitaron a los elementos y compuestos más simples. Con los nuevos métodos y técnicas avanzadas, junto con los conocimientos que se han conseguido reunir sobre las relaciones químico-cristalinas, es posible determinar las estructuras de los cristales de composición química compleja y de baja simetría (Kraus, et al., 1965).
Los datos de estructura cristalina han sido de gran valor para confirmar y corregir las fórmulas de algunos minerales. Los análisis con rayos X se están usando en la investigación y en la industria, en el estudio de la estructura, composición y propiedades de muchas sustancias, como los metales, aleaciones, fibras textiles, materiales cerámicos, cementos, pigmentos, semiconductores, silicones, goma, jabones, grasas y muchas otras sustancias orgánicas complejas. Como consecuencia, se ha conseguido un conocimiento mayor de las propiedades fundamentales de la materia (Kraus, et al., 1965).
La imperfección cristalina natural de los materiales presenta diversos patrones de difracción de rayos X, que se representan en forma de bandas o líneas que al ser medidas con exactitud dan información acerca de los defectos estructurales (Brindley y Brown, 1980).
La selección del tipo de radiación depende de la composición de la muestra y el objetivo del estudio. Para el análisis de difracción por rayos X normalmente se utilizan radiaciones de Cu, Co, Fe y Cr, cada uno de ellos tiene diferente poder de difracción al poseer longitudes de onda características, donde las de Cu son las más utilizadas en análisis de arcillas (Brindley y Brown, 1980).
Extracción de
la muestra
FijaciónDeshi-
dratación
Fracturación
en congelación
Método
Físico-químico
Método
químicoFijación Deshidratación
Secado
con aire
Punto crítico
de secado
Secado con
congelación
(alcohol
t-butil)
Observación
a bajo vacío
Observación
a alto vacío
Recubri-
mientoMontura
en bloque
Sin
tratamiento
Método
físico
Método
de
congelación
Método de
secado por
congelación
Congelación
rápida
Congelación
rápida
Sublimación
del agua por
vacío
Congelador

LINEAMIENTOS PARA LA OPTIMIZACIÓN DEL DISEÑO, CONSTRUCCIÓN Y OPERACIÓN DE
LA TECNOLOGÍA PARA REMOCIÓN DE HIERRO Y MANGANESO EN AGUA POTABLE
(CNA-SGAPDS-CONVENIO-015/2013)
México, 2013 Página 43 de 213
1.5.2.1 Técnicas de preparación de arcillas
El grado de preparación que debe recibir una arcilla antes de ser analizada por rayos X depende de su naturaleza. Todas las técnicas de preparación pueden modificar su estructura cristalina, aún con tratamientos aparentemente suaves como el de mantener una muestra sumergida en el agua durante mucho tiempo. Por lo tanto, se debe cuidar que el tratamiento sea mínimo y lo menos severo posible (Brindley y Brown, 1980).
Un aspecto relevante que debe considerarse para el estudio de los materiales arcillosos es el tamaño de los cristales. Mediante pretratamientos se deben
remover los contaminantes de mayor tamaño (1 a 2 m) como el cuarzo y algunas veces feldespatos, carbonatos y posiblemente otros minerales (Brindley y Brown, 1980).
1.6 Principales usos del hierro y manganeso
1.6.1 Del hierro
El uso más extenso del hierro es para la obtención de aceros estructurales. También se producen grandes cantidades de hierro fundido y de hierro forjado.
Entre otros usos del hierro y de sus compuestos se tienen la fabricación de imanes, tintes (tintas, papel para heliográficas, pigmentos pulidores) y abrasivos (colcótar).
Los óxidos de hierro naturales son pigmentos que el hombre ha utilizado desde la antigüedad para pintar sus cuerpos y para decorar sus cuevas y viviendas. Actualmente se usan como pigmento en muy distintas aplicaciones industriales.
Tanto el óxido de hierro natural como el óxido de hierro sintético pueden ser utilizados en diversas aplicaciones:
Industria del cemento: Para pigmentar cualquier tipo de cemento, mortero, lechada, pavimentos, terrazos, tejas, bloques, estucos, etc.
Pinturas: En imprimaciones, impermeabilizantes, esmaltes, pintura de decoración, recubrimientos, etc.
Plásticos: Masterbatch, PVC, etc.
Industria del papel: Para el cartoncillo, la boquilla para cigarros, etc.
Además de utilizarse en las industrias del vidrio, fundición y cerámica.
En abrasivos, comida para animales, cosmética, fertilización, pieles de caucho, asfalto, etc.

LINEAMIENTOS PARA LA OPTIMIZACIÓN DEL DISEÑO, CONSTRUCCIÓN Y OPERACIÓN DE
LA TECNOLOGÍA PARA REMOCIÓN DE HIERRO Y MANGANESO EN AGUA POTABLE
(CNA-SGAPDS-CONVENIO-015/2013)
México, 2013 Página 44 de 213
1.6.2 Del manganeso 1.6.2.1 Usos “no metalúrgicos” de los óxidos de manganeso
Compuesto Aplicación
Óxido de manganeso (II)
Técnico Fertilizante.
Alta pureza Ferritas de alta calidad; cerámica; intermediario para sales de alta pureza Mn (II) como Mn(H2PO4)2; acetato de manganeso.
Trióxido de dimanganeso Tetraóxido de trimanganeso
Alta pureza Usado en la producción de ferritas, termistores y en otras aplicaciones electrónicas.
Dióxidos de manganeso Colorante en la fabricación de ladrillo y teja.
Mineral natural
Colorante en la fabricación de vidrio; materia prima de muchos otros compuestos de manganeso; hidrometalurgia de uranio; hidrometalurgia de zinc; barras para soldadura y fundentes; baterías secas; oxidante en los procesos químicos; absorbente para H2S y SO2; ferritas (bajo grado).
CMD Baterías secas (Tipo M, Permanox, Manganit); oxidante en síntesis orgánica; MnO2 de alta pureza para ferritas y termistores; componente catalizador en oxidación.
EMD Baterías secas; ferritas.
Fuente: Kirk-Othmer
1.6.2.2 Usos de los compuestos de manganeso
Compuesto Aplicación
SALES DE ÁCIDOS INORGÁNICOS
Carbonato Intermediario en la síntesis de otras sales de manganeso, como fosfato, gluconato, acetato, nitrato; para la manufactura de ferritas y barras de soldadura; como catalizador de hidrogenación.
Cloruro Metalurgia de magnesio; síntesis de MMT; como colorante de ladrillos; colorante textil; baterías secas; catalizador de cloración.
Trifluoruro Agente de fluorización.
Hipofosfito Manufactura o delustrador de fibras policondensadas; por ejemplo, nylon.
Nitrato Intermediario en la fabricación de óxidos de manganeso de alta pureza; en la producción de capacitores de tantalio.
Fosfato (monobásico) Reducción de desgaste en partes móviles de metal (cojinetes, etc).
Pirofosfato Colorante textil.
SALES DE ÁCIDOS ORGÁNICOS
Acetato Catalizador oxidante en la fabricación de ácidos dibásicos para fibras sintéticas; también como catalizador en la polimerización.
Acetylacetonato Catalizador.
Ethylenebis (dithiocarbamato) (Maneb)
Fungicida.
Lactato Medicina.
Jabones (1) Secador en la tinta de impresión.
Quelatos de manganeso (complejos con EDTA,
lignosulfonatos, ácidos dibásicos de azúcar, ácido glucónico)
Fertilizantes líquidos.
Metalorgánico, metilciclopentadienil-tricarbonil de manganeso (MMT, CI-2)
Aditivo antidetonante del combustible para motor, mejorador de la combustión para combustibles espesos
(1) Borato, linoleato, naftenato, oxalato, ftalato, resinato, estearato, talato, neodecanoato, octoato
Fuente: Kirk-Othmer

LINEAMIENTOS PARA LA OPTIMIZACIÓN DEL DISEÑO, CONSTRUCCIÓN Y OPERACIÓN DE
LA TECNOLOGÍA PARA REMOCIÓN DE HIERRO Y MANGANESO EN AGUA POTABLE
(CNA-SGAPDS-CONVENIO-015/2013)
México, 2013 Página 45 de 213
Los usos de los compuestos de manganeso alcanzan una gran variedad de industrias, como se ilustra en las tablas anteriores; por ejemplo, el manganeso (como metal o aleación) es un ingrediente esencial del acero. Entre los óxidos de manganeso, el dióxido es por mucho el más importante, algunos de sus usos se basan en su disponibilidad o en el oxígeno activo. Por ello, el dióxido de manganeso es un componente esencial en baterías secas y carbón-zinc, cloruro de zinc y celdas alcalinas. Aunque aún hace falta una amplia definición de la actividad de las baterías, se sabe que las características: estructura cristalina, grado de composición no estequiométrica, porosidad, adsorción e intercambio iónico son factores determinantes de la conveniencia del MnO2 para los propósitos en baterías (Kirk-Othmer).
Las fuentes de exposición al manganeso incluyen la extracción y refinamiento del mineral, la fabricación de aleaciones diversas (acero), el uso de óxidos de manganeso para fabricación de pinturas, barnices, tintas, esmaltes, fertilizantes y desinfectantes, así como para la fabricación de vidrio y cerámicas, la fabricación de pilas secas y el envejecimiento de las tejas. Las concentraciones ambientales de manganeso han ido aumentando en los últimos años debido a la sustitución total o parcial del tetraetilplomo como antidetonante en las gasolinas por compuestos orgánicos de manganeso como aditivo en las denominadas gasolinas sin plomo (Calera, 2000).
1.7 Efectos a la salud del hierro y manganeso
1.7.1 Del hierro
El hierro puede estar presente en el agua de bebida debido a la corrosión de las tuberías de acero y hierro fundido durante el proceso de distribución (OMS, 1995).
Como precaución contra la acumulación de un volumen excesivo de hierro en el organismo, el Comité Mixto FAO/OMS de Expertos en Aditivos Alimentarios estableció en 1983 una ingesta diaria tolerable máxima provisional (IDTMP) de 0.8 mg/kg de peso corporal, que se aplica al hierro de todas las fuentes con excepción de los óxidos de hierro utilizados como colorantes y los suplementos de hierro administrados durante el embarazo y la lactancia o por razones clínicas concretas. La asignación del 10% de esta IDTMP al agua potable proporciona un valor de unos 2 mg/L, que no representan un riesgo para la salud. Por lo general, concentraciones inferiores afectan ya al sabor y la apariencia del agua.
Las aguas subterráneas anaeróbicas pueden contener hierro ferroso en concentraciones de hasta varios miligramos por litro sin que el agua, cuando se bombea directamente de un pozo, esté coloreada o turbia. Sin embargo, al quedar expuesto a la atmósfera, el hierro ferroso se oxida, transformándose en hierro férrico, que da al agua un color marrón rojizo desagradable (OMS, 1995).

LINEAMIENTOS PARA LA OPTIMIZACIÓN DEL DISEÑO, CONSTRUCCIÓN Y OPERACIÓN DE
LA TECNOLOGÍA PARA REMOCIÓN DE HIERRO Y MANGANESO EN AGUA POTABLE
(CNA-SGAPDS-CONVENIO-015/2013)
México, 2013 Página 46 de 213
El hierro favorece también el desarrollo de «bacterias del hierro» que obtienen su energía de la oxidación que transforma el hierro ferroso en hierro férrico y, durante el proceso, depositan un revestimiento viscoso en las tuberías (OMS, 1995).
En concentraciones superiores a 0.3 mg/L, el hierro mancha la ropa lavada y las instalaciones de fontanería. Cuando la concentración es inferior a 0.3 mg/L, el sabor no suele ser perceptible, aunque el agua puede enturbiarse y colorearse. Las personas que beben agua de pozo anaeróbica pueden considerar aceptables niveles de 1 a 3 mg/L (OMS, 1995).
De acuerdo con las Guías para la calidad del agua potable de la Organización Mundial de la Salud, no se propone un valor guía basado en criterios sanitarios para el hierro presente en el agua potable.
El Informe anual del programa de precipitaciones ácidas en la Zona Metropolitana de la Ciudad de México(ZMCM) -1998 menciona que los posibles efectos a la salud humana por contacto con polvo que contenga hierro consisten en irritación de la piel y ojos; efectos crónicos por largas exposiciones pueden provocar irritación en pulmones, nariz, tráquea, ojos y piel. En los suelos, el exceso de hierro puede provocar una deficiente absorción de nutrientes en plantas.
1.7.2 Del manganeso
El manganeso por lo general se presenta junto con el hierro. En presencia de oxígeno, el manganeso formará óxidos insolubles que pueden provocar la aparición de depósitos no deseables y causar problemas de color en los sistemas de distribución. La ingesta diaria de manganeso procedente de los alimentos es de 2 a 9 miligramos para los adultos (OMS, 1995).
El manganeso es un oligoelemento indispensable, del que, según las
estimaciones, se necesitan diariamente de 30 a 50 g/kg de peso corporal (OMS, 1995).
Se ha observado que el manganeso puede ser neurotóxico para los mineros, tras una prolongada exposición al polvo que lo contiene. No hay datos convincentes que indiquen la aparición de efectos tóxicos en los seres humanos debido al consumo de manganeso en el agua de bebida, pero sólo se dispone de estudios limitados (OMS, 1995).
Alfonso Calera, (2000) en su artículo “Enfermedad de Parkinson y riesgos laborales” presenta la problemática en la refinería de “REPSOL” en Cartagena donde a tres trabajadores se les diagnosticó la enfermedad de Parkinson. Los niveles de zinc y de manganeso detectados en los análisis de sangre y orina de estos trabajadores y una historia de exposición a una gran variedad de
LINEAMIENTOS PARA LA OPTIMIZACIÓN DEL DISEÑO, CONSTRUCCIÓN Y OPERACIÓN DE
LA TECNOLOGÍA PARA REMOCIÓN DE HIERRO Y MANGANESO EN AGUA POTABLE
(CNA-SGAPDS-CONVENIO-015/2013)
México, 2013 Página 47 de 213
productos tóxicos desde los años 60 hacen sospechar el origen laboral de la enfermedad.
La llamada enfermedad de Parkinson, es un trastorno del sistema nervioso central que acaba incapacitando progresivamente a quienes la sufren. Sin embargo, puede no ser invalidante durante muchos años.
Se han relacionado casos de esta enfermedad con algunas actividades laborales, por ejemplo con la agricultura, la metalurgia, la industria química (petroquímicas, disolventes orgánicos), la cerámica o la fabricación de pilas. Entre los productos tóxicos que pueden causar la enfermedad de Parkinson se han identificado metales como el manganeso, disolventes orgánicos como el disulfuro de carbono, el monóxido de carbono y otros compuestos como los cromatos de zinc o algunos plaguicidas (Calera, 2000).
El Informe anual del programa de precipitaciones ácidas en la ZMCM-1998 indica que algunos estudios concluyeron que es difícil que se presenten efectos por exposición al Mn en la salud humana, aunque a altas concentraciones puede producir daño al sistema nervioso central y al sistema respiratorio.
La ingesta de manganeso puede llegar a 20 miligramos diarios sin efectos perjudiciales aparentes. Con una ingesta de 12 miligramos diarios, un adulto que pese 60 kg recibirá 0.2 mg diarios/kg de peso corporal. Si se asigna el 20 % de la ingesta al agua potable y se aplica un factor de incertidumbre de 3 para tener en cuenta el posible aumento de la biodisponibilidad del manganeso procedente del agua, se obtiene un valor de 0.4 mg/L (OMS, 1995).
Aunque no existe ningún estudio que permita por sí solo calcular un valor guía, el conjunto de los datos obtenidos de la ingesta diaria efectiva y de estudios realizados con animales de laboratorio a los que se administró manganeso en el agua, con la consiguiente aparición de efectos neurotóxicos y otros efectos tóxicos, apoya la idea de que un valor guía provisional basado en criterios sanitarios de 0.5 mg/L debería ser suficiente para proteger la salud pública (OMS, 1995).
En concentraciones superiores a 0.1 mg/L, el manganeso contenido en el agua mancha las instalaciones de fontanería y la ropa lavada y da a las bebidas un sabor desagradable. Como en el caso del hierro, la presencia de manganeso en el agua potable puede hacer que se acumulen depósitos en el sistema de distribución. Incluso una concentración de 0.2 mg/L ocasiona con frecuencia la aparición en las tuberías de un revestimiento que puede desprenderse en forma de un precipitado negro. Además, ciertos organismos de efectos molestos concentran el manganeso, lo cual hace que el agua distribuida presente problemas de sabor, olor y turbiedad (OMS, 1995).

LINEAMIENTOS PARA LA OPTIMIZACIÓN DEL DISEÑO, CONSTRUCCIÓN Y OPERACIÓN DE
LA TECNOLOGÍA PARA REMOCIÓN DE HIERRO Y MANGANESO EN AGUA POTABLE
(CNA-SGAPDS-CONVENIO-015/2013)
México, 2013 Página 48 de 213
Aunque las concentraciones inferiores a 0.1 mg/L suelen ser aceptables para los consumidores, esto puede variar según las circunstancias locales. El valor guía provisional basado en criterios sanitarios que se ha establecido para el manganeso de acuerdo con las Guías para la calidad del agua potable de la OMS es cinco veces superior al umbral de 0.1 mg/L indicado para la aceptación de este elemento (OMS, 1995).
1.8 Métodos de disposición final de los lodos
En general, los lodos, como subproductos de los procesos de potabilización del agua, no se consideran residuos peligrosos, ya que no presentan características del CRETIB (análisis realizado por CONAGUA el 29 de julio del 2004).
A pesar de lo anterior, una inadecuada disposición de los lodos generados en los procesos de potabilización (“lodos químicos”) ocasiona serios daños al medio ambiente.
Por ejemplo, los lodos más comunes son los que se generan con el empleo de sulfato de aluminio como coagulante (“lodos de aluminio”), los cuales generalmente se disponen sin tratamientos previos, enviándolos al sistema de alcantarillado municipal, afectando los sistemas de tratamiento de aguas residuales.
En algunas ocasiones, se disponen en terrenos o lagunas, dañando las raíces de las plantas y ocasionando su muerte. Además del daño que produce a los animales y humanos.
Aunado a lo anterior, existe contaminación de las fuentes de abastecimiento subterráneas y superficiales por infiltración y arrastre ocasionado por las lluvias.
Por los motivos anteriormente expuestos, todo tipo de lodos generados en los procesos de potabilización debe recibir un tratamiento y destinarle algún uso o disponerlos en confinamientos controlados.
Los tratamientos más comunes empleados a los “lodos químicos” consisten básicamente en reducir a lo más posible su contenido de agua, para facilitar su manejo, para lo cual se pueden emplear diversos sistemas de deshidratación, iniciando invariablemente por una sedimentación a gravedad y una posterior filtración, ya sea empleando filtros o lechos de secado.
Para el caso de los lodos de hierro y manganeso, una vez deshidratados, se pueden utilizar como materia prima en la industria metalúrgica como aleación en los procesos de fundición del acero o en la fabricación de pilas secas.
LINEAMIENTOS PARA LA OPTIMIZACIÓN DEL DISEÑO, CONSTRUCCIÓN Y OPERACIÓN DE
LA TECNOLOGÍA PARA REMOCIÓN DE HIERRO Y MANGANESO EN AGUA POTABLE
(CNA-SGAPDS-CONVENIO-015/2013)
México, 2013 Página 49 de 213
1.9 Resultados de estudios previos sobre el tratamiento de los lodos producidos en el proceso de remoción de hierro y manganeso (IMTA-TC-0201.4).
1.9.1 Objetivos
General Establecer un método de tratamiento y disposición final de los lodos producidos en los procesos de remoción de hierro y manganeso del agua
Específico Mediante el estudio de las propiedades fisicoquímicas de los lodos generados en los procesos de remoción de hierro y manganeso del agua por adsorción-oxidación, se propondrá un mecanismo para su deshidratación y disposición final
Se trabajó con los lodos producidos en la planta potabilizadora “Campiña”, operada en su momento por la Junta Municipal de Agua Potable y Alcantarillado de Culiacán (JAPAC). Actualmente dicha planta se encuentra fuera de servicio debido a que la JAPAC abastece la zona con agua de una planta potabilizadora de clarificación convencional.
La planta “Campiña” inició su operación en junio de 2001 y removía el 98% del manganeso presente en la mezcla del agua de dos pozos, que variaban de 1.5 a 1.8 mg Mn/L, cuya suma de gastos era de 55 L/s y estaba constituida por seis filtros a presión que operaban totalmente automatizados. Los datos de la planta eran:
Gasto de diseño: 55 L/s proveniente de dos pozos.
Concentración de Mn: 1.5 a 1.8 mg/L en la mezcla.
Tasa de filtración: 12.8 m3/m2h.
Área total de filtración: 15.44 m2.
Bajo dren de filtros: 45 toberas (15 tubos de 2” con tres toberas cada uno).
Alimentación de filtros: arreglo de 16 tubos de 2” de diámetro interno.
Lecho filtrante: zeolita natural color blanca tipo clinoptilolita de las minas de Culiacán, Sin., con una profundidad de lecho de 0.70 m.
Material de soporte: grava de sílice.
Sistema de retrolavado: lavado con agua, con un gasto de 65.18 L/s (tasa = 90 m3/m2h) para obtener una expansión del lecho del 50% por un tiempo máximo de diez minutos.
Sedimentador: de geometría circular para una capacidad máxima de 39.8 m3.
Evacuación de los lodos del sedimentador al drenaje municipal.
La metodología de la experimentación fue la siguiente:

LINEAMIENTOS PARA LA OPTIMIZACIÓN DEL DISEÑO, CONSTRUCCIÓN Y OPERACIÓN DE
LA TECNOLOGÍA PARA REMOCIÓN DE HIERRO Y MANGANESO EN AGUA POTABLE
(CNA-SGAPDS-CONVENIO-015/2013)
México, 2013 Página 50 de 213
1.9.2 Obtención del lodo
El lodo en estudio se obtuvo de los retrolavados de los filtros de la planta potabilizadora de remoción de hierro (Fe) y manganeso (Mn) “La Campiña”.
Para conocer el volumen real de lodo producido durante un retrolavado y su concentración de sólidos, se tomaron muestras representativas de los mismos, es decir, en la tubería que conduce el agua de retrolavado de los filtros se colocó una derivación y se tomó el agua durante todo el tiempo que duró el retrolavado, obteniendo así, una muestra con las mismas características del volumen total del agua del retrolavado.
El volumen de la muestra fue de aproximadamente 18 litros, la cual se homogenizó y se colocaron 500 ml en tres embudos de separación, dejándolos sedimentar hasta obtener el máximo volumen posible de lodo, que fue en un tiempo de 3.3 horas (ver Figura 1-9) para de esta forma, encontrar el volumen real de lodo producido y su concentración de sólidos por cada retrolavado, ya que debido a la falta de control en la válvula de drenado, las características del lodo que se obtiene directamente del sedimentador de la planta varían durante la purga.
Este procedimiento se repitió por triplicado en los retrolavados de diferentes filtros para obtener un resultado confiable.
Figura 1-9. Agua de retrolavado colocada en embudos de separación
Se midió el volumen del lodo obtenido en los embudos de separación y se les determinó el porcentaje de humedad y la concentración de sólidos.
Se procedió a preparar un cierto volumen de lodo que se apegara a las características determinadas anteriormente para estudiarse en el laboratorio. El procedimiento de preparación se detalla a continuación:

LINEAMIENTOS PARA LA OPTIMIZACIÓN DEL DISEÑO, CONSTRUCCIÓN Y OPERACIÓN DE
LA TECNOLOGÍA PARA REMOCIÓN DE HIERRO Y MANGANESO EN AGUA POTABLE
(CNA-SGAPDS-CONVENIO-015/2013)
México, 2013 Página 51 de 213
Se colocaron tres recipientes de 200 litros cada uno, se llenaron con los lodos provenientes de las purgas del sedimentador, se dejaron sedimentar durante aproximadamente 24 horas y se decantaron aplicando un sifón, como se muestra en la Figura 1-10.
Figura 1-10. Obtención de los lodos de Fe y Mn
Al lodo obtenido se le determinó la concentración de sólidos y el porciento de humedad y se le nombró “lodo original”, el cual, debido a su alta concentración de sólidos, se utilizó para preparar un lodo con características similares a las del lodo obtenido en los embudos de separación.
Al lodo que se obtiene de los retrolavados de los filtros empleando embudos de separación se le denominará “lodo del sedimentador”, siendo este lodo el representativo para todos los estudios realizados.
1.9.3 Pruebas para determinar las propiedades físicas y químicas de los lodos
Las pruebas realizadas para determinar las propiedades físicas y químicas de los lodos fueron las siguientes:
1. Velocidad de sedimentación de los sólidos en columna. 2. Resistencia Específica a la Filtración (REF) de los lodos, mediante un
proceso de filtración con aplicación de vacío. 3. Tiempo a la Filtración (TF), mediante la medición del tiempo que tarda en
filtrarse la mitad del volumen de lodo aplicado durante el análisis de la REF. 4. Porciento de humedad, se analizó por un método gravimétrico utilizando
una balanza de humedad y por evaporación del agua directamente en un horno de secado a 105ºC.
5. Concentración de sólidos, que se determinó mediante gravimetría. 6. Filtrabilidad en medios granulares (lechos de secado).

LINEAMIENTOS PARA LA OPTIMIZACIÓN DEL DISEÑO, CONSTRUCCIÓN Y OPERACIÓN DE
LA TECNOLOGÍA PARA REMOCIÓN DE HIERRO Y MANGANESO EN AGUA POTABLE
(CNA-SGAPDS-CONVENIO-015/2013)
México, 2013 Página 52 de 213
7. Acondicionamiento químico de los lodos, mediante la aplicación de dos polímeros catiónicos y uno no iónico.
8. Composición química de los lodos, por difracción de rayos-X y microscopía electrónica de barrido.
1.9.3.1 Velocidad de sedimentación
Se midió la velocidad de sedimentación empleando una probeta graduada de un litro y un cronómetro. Se marcó la probeta de 0 a 36 centímetros (ver Figura 1-11).
La velocidad de sedimentación de los lodos se requiere para conocer el tiempo óptimo de sedimentación, es decir, el tiempo en que la mayor cantidad de sólidos se sedimentan. Posteriormente se determina el volumen de lodos y su periodo de compactación.
Se determinó la velocidad de sedimentación al “lodo del sedimentador”, al “lodo del sedimentador diluido al 100%” y al “lodo original” para observar la influencia del contenido de sólidos.
Figura 1-11. Medición de la velocidad de sedimentación de los lodos
Se realizaron gráficos de tiempo versus distancia, de los tres tipos de lodos
1.9.3.2 Resistencia específica a la filtración (REF)
Para estudiar los mecanismos de deshidratación en el lodo, se seleccionó la resistencia específica a la filtración y el porciento de humedad (distribución de la humedad en el lodo) para conocer su filtrabilidad y evaporación del agua retenida en el lodo, quedando implícito el análisis de concentración de sólidos.

LINEAMIENTOS PARA LA OPTIMIZACIÓN DEL DISEÑO, CONSTRUCCIÓN Y OPERACIÓN DE
LA TECNOLOGÍA PARA REMOCIÓN DE HIERRO Y MANGANESO EN AGUA POTABLE
(CNA-SGAPDS-CONVENIO-015/2013)
México, 2013 Página 53 de 213
El tiempo a la filtración se mide durante el análisis de la REF, siendo éste el tiempo que tarda en filtrarse la mitad del volumen del lodo, como se mencionó en el apartado 1.4.1.3.
Equipo
1. Aparato de REF montado como se muestra en la Figura 1-12. Consta principalmente de un embudo Büchner de 9 cm de diámetro y una probeta graduada de 250 ml.
2. Bomba de vacío. 3. Papel filtro de celulosa (Whatman No. 1 o equivalente), con una retención de
8 m (tamaño de poro). 4. Cronómetro.
Figura 1-12. Dispositivo para determinar la REF (Cornwell, et al., 1987)
Procedimiento
1. Determinar los sólidos totales (ST) de la muestra inicial de lodo. 2. Determinar el porciento de humedad del lodo (ci) con la siguiente ecuación:
% de humedad del lodo (ci)= (1000-ST)/1000*100 Ecuación 1-5
3. Pesar el papel filtro que se utilizará para cada prueba.
Conexión
para vacío
Probeta
graduada
de 250 ml
Adaptador
Embudo BuchnerPapel filtro
250
Bomba de vacío
Indicador de presión
110
130
150
170
190
230
210
30
50
90
70

LINEAMIENTOS PARA LA OPTIMIZACIÓN DEL DISEÑO, CONSTRUCCIÓN Y OPERACIÓN DE
LA TECNOLOGÍA PARA REMOCIÓN DE HIERRO Y MANGANESO EN AGUA POTABLE
(CNA-SGAPDS-CONVENIO-015/2013)
México, 2013 Página 54 de 213
4. Colocar el papel filtro dentro del embudo Büchner y humedecerlo. 5. Ajustar la presión de la bomba de 400 a 500 mm de Hg. 6. Medir un volumen dado de lodo (generalmente 100 ml) y vaciar la muestra
cuidadosamente. Al mismo tiempo se inicializa el registro del tiempo de filtración utilizando un cronómetro (ver Figura 1-13).
7. Registrar el tiempo a volúmenes de filtrado prefijados y la presión aplicada hasta observar que la torta empieza a quebrarse.
Figura 1-13. Medición de la REF
8. Realizar un gráfico con los resultados obtenidos de la relación tiempo/volumen de filtrado (t/V) en función del volumen de filtrado (Figura 1-14) y obtener la pendiente (b).
9. Determinar el porciento de humedad (cf) en los sólidos retenidos en el papel filtro (torta) de la siguiente manera:
% humedad de la torta (cf)= (STH-STS)/STH*100 Ecuación 1-6
Dónde:
STH = Sólidos en la torta húmeda STS = Sólidos en la torta seca

LINEAMIENTOS PARA LA OPTIMIZACIÓN DEL DISEÑO, CONSTRUCCIÓN Y OPERACIÓN DE
LA TECNOLOGÍA PARA REMOCIÓN DE HIERRO Y MANGANESO EN AGUA POTABLE
(CNA-SGAPDS-CONVENIO-015/2013)
México, 2013 Página 55 de 213
10.Calcular el parámetro c mediante la siguiente ecuación:
f
f
i
i
c
c
c
cc
100100
1
Ecuación 1-7
11. Calcular r a partir de los datos anteriores utilizando la Ecuación 1-3.
Figura 1-14. Gráfico de t/V en función de V para la obtención de la pendiente b
1.9.3.3 Tiempo a la filtración (TF)
El tiempo a la filtración se determina directamente durante el análisis de la REF; solo se requiere conocer el tiempo que tarda en filtrarse la mitad de la muestra de lodo aplicada.
1.9.3.4 Porcentaje de humedad Equipo:
Especificaciones:
Balanza de humedad: Marca Ohaus Rango de temperatura: 35 a 205°C Variación de temperatura: ± 1°C Intervalo de medición: 0 a 100 % Rango de tiempo: 0 a 180 minutos Capacidad: 200 g
Pendiente
b = 0.0085
y = 0.0085x + 0.2861
R2 = 0.998
0.0
0.2
0.4
0.6
0.8
1.0
1.2
1.4
1.6
1.8
0 10 20 30 40 50 60 70 80 90 100 110
V (cm3)
t/V
(s
/cm
3)
LINEAMIENTOS PARA LA OPTIMIZACIÓN DEL DISEÑO, CONSTRUCCIÓN Y OPERACIÓN DE
LA TECNOLOGÍA PARA REMOCIÓN DE HIERRO Y MANGANESO EN AGUA POTABLE
(CNA-SGAPDS-CONVENIO-015/2013)
México, 2013 Página 56 de 213
Precisión: ± 0.007 g
Procedimiento
1. Colocar el platillo de aluminio dentro de la balanza y tarar a cero gramos. Transferir al platillo una muestra de lodo (15 a 20 g).
2. La muestra es secada a una temperatura constante (103 a 105C) durante tres horas (ver Figura 1-15).
Figura 1-15 Balanza de humedad con muestra seca de lodos
3. Registrar el peso del lodo a intervalos de 5 minutos hasta evaporar toda el agua. Se define como tiempo de secado al tiempo en que no hay pérdida de masa.
4. Calcular el porcentaje de humedad con la siguiente ecuación:
(Pi -Pt/Pi ) 100
Dónde:
Pi = Peso inicial de la muestra de lodo Pt = Peso del lodo a cada intervalo de tiempo
5. Realizar un gráfico de % de humedad versus tiempo de secado.

LINEAMIENTOS PARA LA OPTIMIZACIÓN DEL DISEÑO, CONSTRUCCIÓN Y OPERACIÓN DE
LA TECNOLOGÍA PARA REMOCIÓN DE HIERRO Y MANGANESO EN AGUA POTABLE
(CNA-SGAPDS-CONVENIO-015/2013)
México, 2013 Página 57 de 213
1.9.3.5 Concentración de sólidos Equipo
1. Cápsulas de porcelana para 50 mililitros de muestra 2. Horno de secado (estufa) para operar a 105°C 3. Probeta graduada de 50 ml 4. Balanza analítica 5. Desecador 6. Pinzas para las cápsulas
Procedimiento
1. Se ponen a peso constante las cápsulas de porcelana, colocándolas en la estufa durante 4 horas y posteriormente pesándolas (una vez que alcanzaron la temperatura ambiente en un desecador), hasta que no se registren variaciones significativas en sus pesos.
2. Colocar la cápsula en la estufa. 3. Homogenizar perfectamente la muestra del lodo. 4. Medir 50 ml de muestra y vaciarlos en una cápsula (nunca tocar con las
manos la cápsula). 5. Agregar un poco de agua destilada en la probeta para limpiar las paredes y
verterla en la cápsula. 6. Permitir que se evapore toda el agua de la muestra durante 24 horas. 7. Retirar la cápsula de la estufa y colocarla en un desecador hasta alcanzar la
temperatura ambiente. 8. Pesar la cápsula en una balanza analítica. 9. El contenido de sólidos (g/L) se calcula de la siguiente manera:
1000xmuestraml
cápsulaPesomuestracápsulaPeso
) () (
1.9.3.6 Filtrabilidad en medios granulares (lechos de secado).
Se fabricaron tres modelos de lechos de secado de arena en acrílico, cuyas dimensiones son 30 cm de ancho por 40 cm de largo y 20 cm de altura. Se les colocó una base con una pendiente del 2% de las paredes de 30 cm hacia el centro, que finaliza con un orificio para drenar el agua filtrada.

LINEAMIENTOS PARA LA OPTIMIZACIÓN DEL DISEÑO, CONSTRUCCIÓN Y OPERACIÓN DE
LA TECNOLOGÍA PARA REMOCIÓN DE HIERRO Y MANGANESO EN AGUA POTABLE
(CNA-SGAPDS-CONVENIO-015/2013)
México, 2013 Página 58 de 213
Los lechos se empacaron con 4 cm de grava y aproximadamente 6 cm de arena sílica, variando el tamaño de los granos de arena en cada lecho.
Al primer lecho se le colocó arena con un diámetro de 0.5 a 1.0 mm, al segundo de 1.0 a 1.5 mm y al tercero de 1.5 a 1.7 milímetros (Figura 1-16).
Figura 1-16 Lechos de secado de arena con diferente tamaño de grano
Una vez empacado el material se lavó con agua del grifo del laboratorio hasta obtener un efluente claro.
A cada lecho se le aplicaron 5 litros de “lodo del sedimentador” y se observó su capacidad de filtración. Se midió el tiempo de filtración, el volumen, la turbiedad del agua filtrada y la pérdida de humedad de la torta por evaporación.
La pérdida de humedad por evaporación se evaluó de la siguiente manera:
Se midió el tiempo en el que se filtró toda el agua.
Se tomó una muestra de la torta de lodo superficial del lecho mediante el raspado con una espátula, cuidando de no tomar arena.
Se pesó la muestra húmeda y se colocó en una estufa a 105° C por un periodo de 4 a 6 horas.
Se pesó la muestra seca.
El contenido de humedad se calculó restando el peso de la torta húmeda al peso de la torta seca.
LINEAMIENTOS PARA LA OPTIMIZACIÓN DEL DISEÑO, CONSTRUCCIÓN Y OPERACIÓN DE
LA TECNOLOGÍA PARA REMOCIÓN DE HIERRO Y MANGANESO EN AGUA POTABLE
(CNA-SGAPDS-CONVENIO-015/2013)
México, 2013 Página 59 de 213
1.9.3.7 Acondicionamiento químico del lodo mediante la aplicación de polímeros
Se realizó una prueba de jarras con el “lodo del sedimentador” para determinar la dosis óptima de tres polímeros.
La dosis óptima fue aquella con la que se obtuvo la turbiedad más baja en el sobrenadante con la menor cantidad de polímero aplicado.
Los polímeros se prepararon a una concentración de 0.5 mg/mililitro.
El volumen de lodo utilizado en cada jarra fue de 500 mililitros.
Las condiciones de la prueba fueron las siguientes:
Mezcla rápida (coagulación) de 10 segundos a 300 revoluciones por minuto.
Mezcla lenta (floculación) de 4 minutos a 50 revoluciones por minuto.
Sedimentación durante 5 minutos.
Se midió el volumen de lodo resultante para calcular en porciento de reducción de volumen de lodo en el acondicionamiento.
Los polímeros utilizados fueron los siguientes:
Polímero catiónico, nombre comercial XP-4800
Polímero catiónico, nombre comercial Bufloc 5368
Polímero no iónico, nombre comercial VT-N300
Al lodo obtenido de la jarra con la dosis óptima se le analizó la REF, TF y se le determinó la concentración de sólidos y el porciento de humedad para compararlo con los resultados que se obtuvieron con el “lodo del sedimentador”, sin acondicionamiento químico.
1.9.3.8 Composición química del lodo por difracción de rayos-X y microscopía electrónica de barrido
El lodo, una vez deshidratado, se pasó por una malla No. 200 (0.075 mm) para homogenizarlo. Se tomaron dos muestras, una para analizarse por difracción de rayos-X y la otra por microscopía electrónica de barrido.
Ambas pruebas, tienen la finalidad de conocer exactamente la composición química del lodo.

LINEAMIENTOS PARA LA OPTIMIZACIÓN DEL DISEÑO, CONSTRUCCIÓN Y OPERACIÓN DE
LA TECNOLOGÍA PARA REMOCIÓN DE HIERRO Y MANGANESO EN AGUA POTABLE
(CNA-SGAPDS-CONVENIO-015/2013)
México, 2013 Página 60 de 213
1.9.3.9 Composición química del lodo, vía húmeda (por absorción atómica)
Se realizó además un análisis de composición química vía húmeda, es decir, se determinó la composición química del lodo en solución por absorción atómica.
La muestra se preparó de la siguiente manera:
1. En un vaso de precipitados de un litro, provisto con agitación magnética, se colocaron aproximadamente 900 ml de agua desionizada, se le agregó ácido nítrico concentrado grado reactivo hasta un pH menor de dos.
2. Se colocaron 0.204 gramos de lodo a un primer matraz volumétrico de 250 ml (A), se le agregaron aproximadamente 150 ml del agua desionizada previamente acidificada.
3. Se agitó y se le adicionaron 0.508 gramos de sulfato de hidroxilamina, se agitó nuevamente hasta disolución. El sulfato de hidroxilamina [(NH2OH)2 H2SO4] es un reductor muy fuerte que reduce el estado de oxidación del manganeso hasta mantenerlo en solución.
4. Una vez terminada la reacción, se aforó con el agua acidificada hasta la marca de los 250 mililitros.
5. Este procedimiento se realizó por duplicado, agregando 0.203 gramos de lodo al segundo matraz (B).
6. A un tercer matraz se le agregó la misma cantidad de sulfato de hidroxilamina que a los dos anteriores. Sin agregar el lodo, se le adicionó un poco del agua acidificada, se agitó hasta disolución y se aforó con la misma agua acidificada. Esta muestra se utilizó como blanco ácido de referencia.
7. Se dejaron reposar durante dos días y se les determinó por absorción atómica la concentración de Mn, Fe, Ca, Mg, P y Si.
1.9.4 Resultados
1.9.4.1 Obtención del lodo representativo
Para obtener un lodo representativo que contenga una concentración adecuada de sólidos totales, se tomaron tres muestras representativas de los retrolavados de los filtros 2, 3 y 4 de la planta potabilizadora “La Campiña”.
Se colocaron 3 embudos de separación, cada uno de 500 ml de capacidad, se les adicionaron 500 ml del agua de retrolavado (previamente homogenizada) de cada uno de los filtros antes mencionados, es decir, se realizó la sedimentación por triplicado en los embudos de separación para cada retrolavado.
Se dejaron sedimentar por un periodo de 3 horas con 20 minutos.

LINEAMIENTOS PARA LA OPTIMIZACIÓN DEL DISEÑO, CONSTRUCCIÓN Y OPERACIÓN DE
LA TECNOLOGÍA PARA REMOCIÓN DE HIERRO Y MANGANESO EN AGUA POTABLE
(CNA-SGAPDS-CONVENIO-015/2013)
México, 2013 Página 61 de 213
El lodo obtenido en los tres embudos de separación por cada retrolavado, se mezcló y se les determinó el porciento de humedad y la concentración de sólidos, utilizando una balanza de humedad.
Del retrolavado del filtro No. 2 se obtuvieron 3, 5 y 3 ml en cada embudo de separación, sumando en total 11 ml de lodo, como se muestra en la Tabla 1-5.
Tabla 1-5. Volumen de lodo obtenido del agua de retrolavado del filtro 2
Muestra (embudos de separación)
Volumen de lodo obtenido (ml)
Muestra 1 3 Muestra 2 5
Muestra 3 3 Mezcla Volumen total = 11 ml
Los resultados del análisis de humedad y sólidos en el lodo obtenido, demuestran que éste está constituido por el 99.40% de agua (0.60% de sólidos), como se aprecia en la Tabla 1-6.
La Figura 1-17 muestra que el lodo está constituido en su mayoría por agua libre, ya que durante todo el primer período de evaporación, se observa una tendencia constante. Es decir, el agua contenida en el lodo puede ser fácilmente liberada por un mecanismo de filtración.
Tabla 1-6 Porciento de humedad y sólidos del lodo del retrolavado del Filtro 2
Tiempo (min)
Masa (g)
Humedad (%)
Sólido (%)
tiempo (min)
masa (g)
Humedad (%)
Sólido (%)
0 10.01 0.00 100.00 65 4.27 57.34 42.66 5 9.72 2.90 97.10 70 3.80 62.04 37.96
10 9.27 7.39 92.61 75 3.36 66.43 33.57 15 8.81 11.98 88.02 80 2.92 70.83 29.17
20 8.33 16.78 83.22 85 2.46 75.42 24.58 25 7.85 21.58 78.42 90 2.01 79.92 20.08
30 7.43 25.77 74.23 95 1.58 84.21 15.79 35 6.96 30.47 69.53 100 1.12 88.81 11.19
40 6.49 35.16 64.84 105 0.70 93.01 6.99 45 6.05 39.56 60.44 110 0.27 97.30 2.70
50 5.60 44.05 55.95 115 0.06 99.40 0.60 55 4.98 50.25 49.75 120 0.06 99.40 0.60
60 4.72 52.85 47.15 125 0.06 99.40 0.60

LINEAMIENTOS PARA LA OPTIMIZACIÓN DEL DISEÑO, CONSTRUCCIÓN Y OPERACIÓN DE
LA TECNOLOGÍA PARA REMOCIÓN DE HIERRO Y MANGANESO EN AGUA POTABLE
(CNA-SGAPDS-CONVENIO-015/2013)
México, 2013 Página 62 de 213
Figura 1-17. Curva de evaporación del lodo obtenido en el retrolavado del Filtro 2
Del retrolavado del filtro No. 3 se obtuvieron 6, 5 y 9 ml en cada embudo de separación, sumando en total 20 ml de lodo, como se muestra en la Tabla 1-7.
Tabla 1-7 Volumen de lodo obtenido del agua de retrolavado del filtro 3
Muestra (embudos de separación)
Volumen de lodo obtenido (ml)
Muestra 1 6 Muestra 2 5
Muestra 3 9 Mezcla Volumen total = 20 ml
Se mezclaron las 3 muestras de lodo obtenidas, se homogeneizaron y se determinó el % de humedad.
Al igual que el lodo obtenido en el retrolavado del filtro 2, el lodo obtenido del retrolavado del filtro 3 contiene 99.40% de humedad (0.60% de sólidos) como se muestra en la Tabla 1-8.
Filtro 2, La Campiña
0
20
40
60
80
100
120
0 20 40 60 80 100 120 140Tiempo (min)
% d
e h
um
ed
ad

LINEAMIENTOS PARA LA OPTIMIZACIÓN DEL DISEÑO, CONSTRUCCIÓN Y OPERACIÓN DE
LA TECNOLOGÍA PARA REMOCIÓN DE HIERRO Y MANGANESO EN AGUA POTABLE
(CNA-SGAPDS-CONVENIO-015/2013)
México, 2013 Página 63 de 213
Tabla 1-8 Porciento de humedad y sólidos del lodo del retrolavado del Filtro 3
Tiempo (min)
Masa (g)
Humedad (%)
Sólido (%)
Tiempo (min)
Masa (g)
Humedad (%)
Sólido (%)
0 10.06 0.00 100.00 70 2.80 72.17 27.83
6 9.60 4.57 95.43 75 2.28 77.33 22.67 10 9.16 8.95 91.05 80 1.76 82.50 17.50
15 8.62 14.31 85.69 85 1.27 87.37 12.63 20 8.08 19.68 80.32 90 0.76 92.44 7.56
25 7.54 25.05 74.95 95 0.29 97.12 2.88 30 7.00 30.42 69.58 100 0.07 99.30 0.70
35 6.46 35.78 64.22 105 0.06 99.40 0.60 40 5.94 40.95 59.05 110 0.07 99.30 0.70
45 5.39 46.42 53.58 115 0.06 99.40 0.60 50 4.87 51.59 48.41 120 0.06 99.40 0.60
55 4.28 57.45 42.55 125 0.06 99.40 0.60 60 3.82 62.03 37.97 130 0.06 99.40 0.60
65 3.32 67.00 33.00
La pérdida de humedad por evaporación del lodo del retrolavado del filtro 3, tiene el mismo comportamiento que el lodo del retrolavado del filtro 2, lo que nos confirma los resultados obtenidos (ver Figura 1-18).
Figura 1-18. Curva de evaporación del lodo obtenido en el retrolavado del Filtro 3
Del retrolavado del filtro No. 4 se obtuvieron 4.5, 5.0 y 3.5 ml en cada embudo de separación, sumando en total 14 ml de lodo, como se muestra en Tabla 1-9.
Filtro 3, La Campiña
0
20
40
60
80
100
120
0 20 40 60 80 100 120 140Tiempo (min)
% d
e h
um
ed
ad
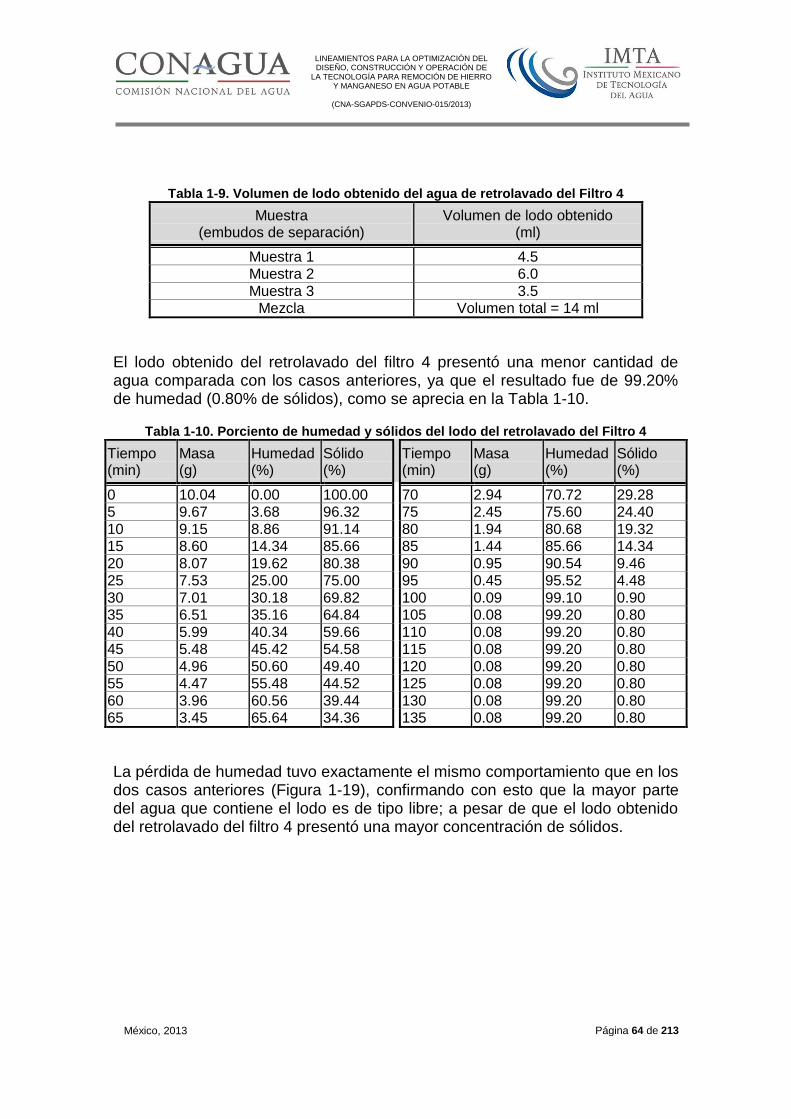
LINEAMIENTOS PARA LA OPTIMIZACIÓN DEL DISEÑO, CONSTRUCCIÓN Y OPERACIÓN DE
LA TECNOLOGÍA PARA REMOCIÓN DE HIERRO Y MANGANESO EN AGUA POTABLE
(CNA-SGAPDS-CONVENIO-015/2013)
México, 2013 Página 64 de 213
Tabla 1-9. Volumen de lodo obtenido del agua de retrolavado del Filtro 4
Muestra (embudos de separación)
Volumen de lodo obtenido (ml)
Muestra 1 4.5 Muestra 2 6.0
Muestra 3 3.5 Mezcla Volumen total = 14 ml
El lodo obtenido del retrolavado del filtro 4 presentó una menor cantidad de agua comparada con los casos anteriores, ya que el resultado fue de 99.20% de humedad (0.80% de sólidos), como se aprecia en la Tabla 1-10.
Tabla 1-10. Porciento de humedad y sólidos del lodo del retrolavado del Filtro 4
Tiempo (min)
Masa (g)
Humedad (%)
Sólido (%)
Tiempo (min)
Masa (g)
Humedad (%)
Sólido (%)
0 10.04 0.00 100.00 70 2.94 70.72 29.28 5 9.67 3.68 96.32 75 2.45 75.60 24.40
10 9.15 8.86 91.14 80 1.94 80.68 19.32 15 8.60 14.34 85.66 85 1.44 85.66 14.34
20 8.07 19.62 80.38 90 0.95 90.54 9.46 25 7.53 25.00 75.00 95 0.45 95.52 4.48
30 7.01 30.18 69.82 100 0.09 99.10 0.90 35 6.51 35.16 64.84 105 0.08 99.20 0.80
40 5.99 40.34 59.66 110 0.08 99.20 0.80 45 5.48 45.42 54.58 115 0.08 99.20 0.80
50 4.96 50.60 49.40 120 0.08 99.20 0.80 55 4.47 55.48 44.52 125 0.08 99.20 0.80
60 3.96 60.56 39.44 130 0.08 99.20 0.80 65 3.45 65.64 34.36 135 0.08 99.20 0.80
La pérdida de humedad tuvo exactamente el mismo comportamiento que en los dos casos anteriores (Figura 1-19), confirmando con esto que la mayor parte del agua que contiene el lodo es de tipo libre; a pesar de que el lodo obtenido del retrolavado del filtro 4 presentó una mayor concentración de sólidos.
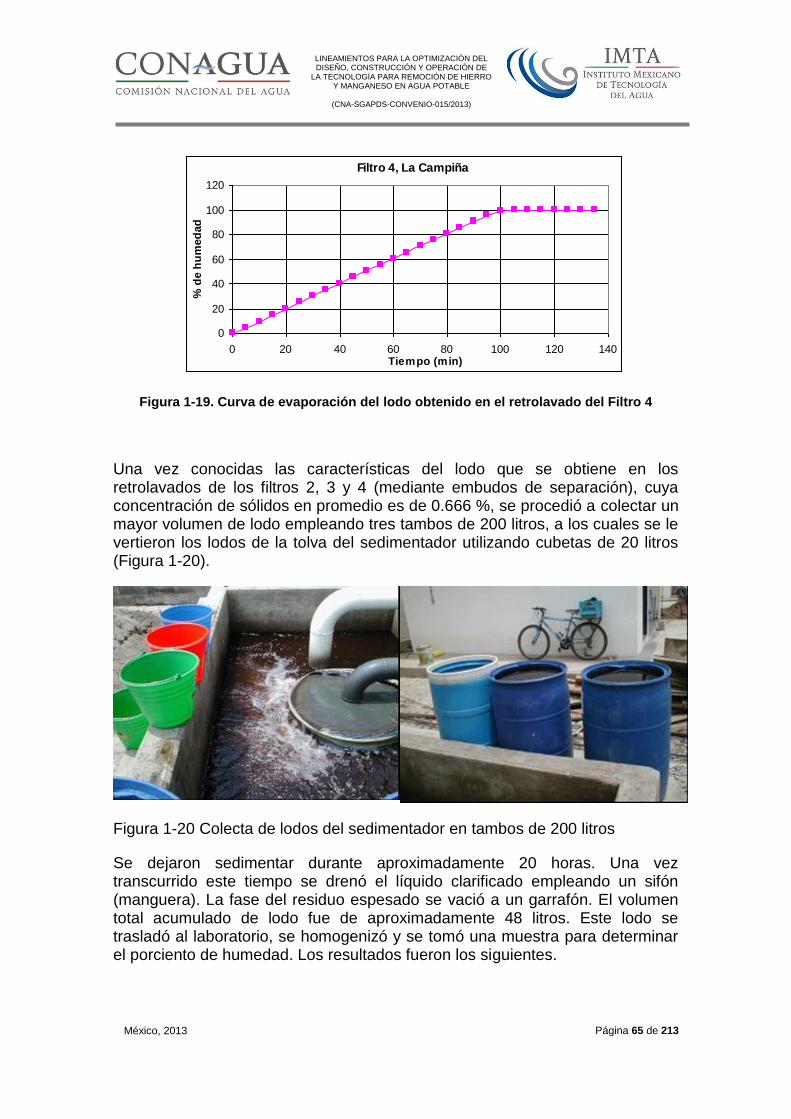
LINEAMIENTOS PARA LA OPTIMIZACIÓN DEL DISEÑO, CONSTRUCCIÓN Y OPERACIÓN DE
LA TECNOLOGÍA PARA REMOCIÓN DE HIERRO Y MANGANESO EN AGUA POTABLE
(CNA-SGAPDS-CONVENIO-015/2013)
México, 2013 Página 65 de 213
Figura 1-19. Curva de evaporación del lodo obtenido en el retrolavado del Filtro 4
Una vez conocidas las características del lodo que se obtiene en los retrolavados de los filtros 2, 3 y 4 (mediante embudos de separación), cuya concentración de sólidos en promedio es de 0.666 %, se procedió a colectar un mayor volumen de lodo empleando tres tambos de 200 litros, a los cuales se le vertieron los lodos de la tolva del sedimentador utilizando cubetas de 20 litros (Figura 1-20).
Figura 1-20 Colecta de lodos del sedimentador en tambos de 200 litros
Se dejaron sedimentar durante aproximadamente 20 horas. Una vez transcurrido este tiempo se drenó el líquido clarificado empleando un sifón (manguera). La fase del residuo espesado se vació a un garrafón. El volumen total acumulado de lodo fue de aproximadamente 48 litros. Este lodo se trasladó al laboratorio, se homogenizó y se tomó una muestra para determinar el porciento de humedad. Los resultados fueron los siguientes.
Filtro 4, La Campiña
0
20
40
60
80
100
120
0 20 40 60 80 100 120 140Tiempo (min)
% d
e h
um
ed
ad

LINEAMIENTOS PARA LA OPTIMIZACIÓN DEL DISEÑO, CONSTRUCCIÓN Y OPERACIÓN DE
LA TECNOLOGÍA PARA REMOCIÓN DE HIERRO Y MANGANESO EN AGUA POTABLE
(CNA-SGAPDS-CONVENIO-015/2013)
México, 2013 Página 66 de 213
De la prueba de humedad se encontró que el lodo está constituido por el 98.70% de humedad (1.30% de sólidos) como se aprecia en la Tabla 1-11. Este lodo se nombró “Lodo Original”.
Tabla 1-11 Porciento de humedad y sólidos del “Lodo Original”.
Tiempo (min)
Masa (g)
Humedad (%)
Sólido (%)
Tiempo (min)
Masa (g)
Humedad (%)
Sólido (%)
0 10.03 0.00 100.00 75 3.03 69.79 30.21
5 9.70 3.29 96.71 80 2.56 74.48 25.52 11.5 9.10 9.27 90.73 85 2.09 79.16 20.84
20 8.27 17.54 82.46 90 1.63 83.75 16.25 25 7.73 22.93 77.07 95 1.19 88.14 11.86
30 7.31 27.12 72.88 100 0.77 92.32 7.68 35 6.83 31.90 68.10 105 0.38 96.21 3.79
40 6.28 37.39 62.61 110 0.15 98.51 1.49 45 5.87 41.47 58.53 115 0.13 98.70 1.30
50 5.39 46.26 53.74 120 0.13 98.70 1.30 55 4.93 50.85 49.15 125 0.13 98.70 1.30
60 4.44 55.73 44.27 130 0.13 98.70 1.30 65 3.93 60.82 39.18 150 0.13 98.70 1.30
70 3.38 66.30 33.70
El “Lodo Original” presentó las mismas características que los lodos estudiados anteriormente durante el proceso de evaporación; una pérdida constante de humedad durante todo el tiempo que duró la corrida, como se aprecia en la Figura 1-21.
Figura 1-21. Curva de evaporación del “Lodo Original”
Lodo original, La Campiña
0
20
40
60
80
100
120
0 20 40 60 80 100 120 140Tiempo (min)
% d
e h
um
ed
ad

LINEAMIENTOS PARA LA OPTIMIZACIÓN DEL DISEÑO, CONSTRUCCIÓN Y OPERACIÓN DE
LA TECNOLOGÍA PARA REMOCIÓN DE HIERRO Y MANGANESO EN AGUA POTABLE
(CNA-SGAPDS-CONVENIO-015/2013)
México, 2013 Página 67 de 213
Para igualar al lodo obtenido mediante los embudos de separación (0.666% de sólidos) con el “Lodo Original”, se tomó un volumen del “Lodo Original” y se diluyó al 100%, es decir, a un volumen dado de “Lodo Original” se le agregó otro volumen igual de agua, a este lodo se le nombró “Lodo del Sedimentador”.
Al “Lodo del Sedimentador” se le determinó de igual manera el porciento de humedad y de sólidos, resultando de 99.41% de humedad (0.596% de sólidos) como se presenta en la Tabla 1-12.
Tabla 1-12 Porciento de humedad y sólidos del “Lodo del Sedimentador”.
Tiempo (min)
Masa (g)
Humedad (%)
Sólido (%)
Tiempo (min)
Masa (g)
Humedad (%)
Sólido (%)
0 10.07 0.00 100.00 75 2.83 71.90 28.10 10 9.20 8.64 91.36 80 2.36 76.56 23.44
15 8.68 13.80 86.20 85 1.89 81.23 18.77 20 8.16 18.97 81.03 90 1.41 86.00 14.00
25 7.68 23.73 76.27 95 0.95 90.57 9.43 30 7.19 28.60 71.40 100 0.49 95.13 4.87
35 6.69 33.57 66.43 105 0.16 98.41 1.59 40 6.19 38.53 61.47 110 0.09 99.10 0.89
45 5.71 43.30 56.70 115 0.09 99.10 0.89 50 5.17 48.66 51.34 168 0.07 99.30 0.695
55 4.73 53.03 46.97 170 0.07 99.30 0.695 60 4.27 57.60 42.40 175 0.06 99.41 0.596
65 3.79 62.36 37.64 180 0.06 99.41 0.596
70 3.31 67.13 32.87
La Figura 1-22 muestra una pérdida de humedad constante durante todo el periodo de evaporación, al igual que en todos los casos anteriormente analizados.
Figura 1-22. Curva de evaporación del “Lodo del Sedimentador
Lodo del sedimentador, La Campiña
0
20
40
60
80
100
120
0 20 40 60 80 100 120 140 160 180Tiempo (min)
% d
e h
um
eda
d

LINEAMIENTOS PARA LA OPTIMIZACIÓN DEL DISEÑO, CONSTRUCCIÓN Y OPERACIÓN DE
LA TECNOLOGÍA PARA REMOCIÓN DE HIERRO Y MANGANESO EN AGUA POTABLE
(CNA-SGAPDS-CONVENIO-015/2013)
México, 2013 Página 68 de 213
Sobreponiendo todas las gráficas de evaporación de los lodos analizados, se observa la misma tendencia, como ya lo habíamos mencionado en cada caso, confirmando con esto que el mayor contenido de agua es de tipo libre, la cual puede ser eliminada fácilmente por filtración (Figura 1-23).
Figura 1-23. Curvas de evaporación del lodo de óxidos de manganeso
1.9.5 Acondicionamiento químico del “lodo del sedimentador” empleando polímeros
1.9.5.1 Polímero catiónico (XP-4800)
Se determinó la dosis óptima del polímero XP-4800 de “Buckman Laboratories” para el acondicionamiento del “Lodo del sedimentador”.
Se preparó el polímero a una concentración de 0.5 mg/ml. Se colocaron 5 vasos de precipitados de un litro, se les agregaron 500 ml de lodo en cada vaso y se les aplicaron diferentes dosis de polímero, midiendo la turbiedad del sobrenadante de cada vaso se determinó la dosis óptima (Tabla 1-13).
Las condiciones de la prueba fueron las siguientes:
Mezcla rápida (coagulación) de 10 segundos a 300 rpm
Mezcla lenta (floculación) de 4 minutos a 50 rpm
Sedimentación durante 5 minutos
La Campiña
0
20
40
60
80
100
120
0 20 40 60 80 100 120 140 160 180 200
Tiempo (min)
% d
e h
um
ed
ad
Filtro 3
Filtro 4
Filtro 2
Lodo original
Lodo del sedimentador

LINEAMIENTOS PARA LA OPTIMIZACIÓN DEL DISEÑO, CONSTRUCCIÓN Y OPERACIÓN DE
LA TECNOLOGÍA PARA REMOCIÓN DE HIERRO Y MANGANESO EN AGUA POTABLE
(CNA-SGAPDS-CONVENIO-015/2013)
México, 2013 Página 69 de 213
Tabla 1-13 Dosis óptima del polímero catiónico XP-4800
Jarra Dosis (mg/L)
Turbiedad del sobrenadante (UNT)
1 0.5 8.9
2 1.0* 2
3 1.5 2
4 2.0 2 5 2.5 1
* Dosis óptima
El volumen de lodo resultante fue de 150 ml/500 ml, es decir, el lodo se reduce en un 70 %.
Al lodo resultante se le determinó el contenido de humedad empleando una balanza de humedad, además del contenido de sólidos por gravimetría; este último se utilizó para calcular la REF y los resultados se muestran más adelante.
El contenido de humedad del lodo acondicionado con el polímero catiónico XP-4800 fue de 97.64% (2.36% de sólidos) y se muestra en la Tabla 1-14.
Tabla 1-14 Porciento de humedad y sólidos del “Lodo del Sedimentador” acondicionado con el polímero catiónico XP-4800
Tiempo (min)
Masa (g)
Humedad (%)
Sólido (%)
Tiempo (min)
Masa (g)
Humedad (%)
Sólido (%)
0 10.17 0.00 100.00 80 1.73 82.99 17.01
10 9.22 9.34 90.66 90 0.79 92.23 7.77 20 8.10 20.35 79.65 100 0.26 97.44 2.56
30 7.00 31.17 68.83 110 0.25 97.54 2.46 40 5.91 41.89 58.11 120 0.24 97.64 2.36
50 4.84 52.41 47.59 130 0.24 97.64 2.36 60 3.76 63.03 36.97 140 0.24 97.64 2.36
70 2.77 72.76 27.24
En el “Lodo del Sedimentador” acondicionado con el polímero catiónico XP-4800 durante los primeros 80 minutos de evaporación prevalece el mismo comportamiento al compararlo sin el acondicionamiento. A partir de ese tiempo se observó un cambio de pendiente, lo que significa la existencia de cierto contenido de humedad superficial debido al acondicionamiento (Figura 1-24).

LINEAMIENTOS PARA LA OPTIMIZACIÓN DEL DISEÑO, CONSTRUCCIÓN Y OPERACIÓN DE
LA TECNOLOGÍA PARA REMOCIÓN DE HIERRO Y MANGANESO EN AGUA POTABLE
(CNA-SGAPDS-CONVENIO-015/2013)
México, 2013 Página 70 de 213
Figura 1-24. Curva de evaporación del “Lodo del Sedimentador” acondicionado con el polímero catiónico XP-4800
1.9.5.2 Polímero catiónico (Bufloc 5368)
De igual forma que con el polímero XP-4800, se realizó el acondicionamiento del “Lodo del Sedimentador” con el polímero catiónico “Bufloc 5368” fabricado por “Buckman Laboratories”.
Se preparó el polímero a la misma concentración; 0.5 mg/ml, los resultados se muestran en la Tabla 1-15.
Tabla 1-15 Dosis óptima del polímero catiónico Bufloc 5368
Jarra Dosis (mg/L)
Turbiedad del sobrenadante (UNT)
1 0.5 9 2 1.0 8
3 1.5* 3
4 2.0 5
5 2.5 1
* Dosis óptima
El volumen de lodo resultante fue de 150 ml/500 ml, al igual que en el caso anterior se obtuvo una reducción del 70 %.
El contenido de humedad del lodo fue de 97.53% (2.85% de sólidos), como se muestra en la Tabla 1-16.
Humedad del lodo acondicionado con XP-4800
0
20
40
60
80
100
120
0 20 40 60 80 100 120 140 160Tiempo (min)
% d
e h
um
ed
ad

LINEAMIENTOS PARA LA OPTIMIZACIÓN DEL DISEÑO, CONSTRUCCIÓN Y OPERACIÓN DE
LA TECNOLOGÍA PARA REMOCIÓN DE HIERRO Y MANGANESO EN AGUA POTABLE
(CNA-SGAPDS-CONVENIO-015/2013)
México, 2013 Página 71 de 213
Tabla 1-16 Porciento de humedad y sólidos del “Lodo del Sedimentador” acondicionado con el polímero catiónico Bufloc 5368
Tiempo (min)
Masa (g)
Humedad (%)
Sólido (%)
Tiempo (min)
Masa (g)
Humedad (%)
Sólido (%)
0 10.12 0.00 100.00 70 2.92 71.15 28.85 10 9.17 9.39 90.61 80 1.90 81.23 18.77
20 8.09 20.06 79.94 90 0.94 90.71 9.29 30 7.03 30.53 69.47 100 0.30 97.04 2.96
40 5.98 40.91 59.09 110 0.25 97.53 2.47 50 4.95 51.09 48.91 120 0.25 97.53 2.47
60 3.93 61.17 38.83 125 0.25 97.53 2.47
La pérdida de humedad en el lodo acondicionado se comporta de igual forma que en el caso anterior (Figura 1-25).
Se determinaron por gravimetría los sólidos totales para ser utilizados en la determinación de la REF. Los resultados se muestran más adelante.
Figura 1-25. Curva de evaporación del “Lodo del Sedimentador” acondicionado con el polímero catiónico Bufloc 5368
1.9.5.3 Polímero no iónico (VT-N300)
Se determinó la dosis optima siguiendo exactamente los mismos pasos que en los dos casos anteriores, la única diferencia fue el tipo de polímero utilizado, ya que en este caso se utilizó un polímero no iónico de nombre comercial VT-N300. Los resultados se muestran en la Tabla 1-17
Humedad del lodo acondicionado con Bufloc 5368
0
20
40
60
80
100
120
0 20 40 60 80 100 120 140Tiempo (min)
% d
e h
um
ed
ad

LINEAMIENTOS PARA LA OPTIMIZACIÓN DEL DISEÑO, CONSTRUCCIÓN Y OPERACIÓN DE
LA TECNOLOGÍA PARA REMOCIÓN DE HIERRO Y MANGANESO EN AGUA POTABLE
(CNA-SGAPDS-CONVENIO-015/2013)
México, 2013 Página 72 de 213
Tabla 1-17 Dosis óptima del polímero no iónico VT-N300
Jarra Dosis (mg/L)
Turbiedad del sobrenadante (UNT)
1 0.5 26
2 1.0 10
3 1.5* 6
4 2.0 5
5 2.5 7
* Dosis óptima
El volumen de lodo resultante en este acondicionamiento fue de 350 ml/litro (175 ml/500 ml), que representa una reducción del 65 %.
El contenido de humedad fue de 97.2% (2.08% de sólidos) como se muestra en la Tabla 1-18.
La pérdida de humedad sigue el mismo patrón de comportamiento que en los dos casos anteriores (Figura 1-26).
Tabla 1-18 Porciento de humedad y sólidos del “Lodo del Sedimentador” acondicionado con el polímero no iónico VT-N300
Tiempo (min)
Masa (g)
Humedad (%)
Sólido (%)
Tiempo (min)
Masa (g)
Humedad (%)
Sólido (%)
0 10.11 0.00 100.00 80 1.83 81.90 18.10 10 9.07 10.29 89.71 90 0.83 91.79 8.21
20 8.03 20.57 79.43 103 0.22 97.82 2.18 30 7.00 30.76 69.24 110 0.22 97.82 2.18
40 5.93 41.35 58.65 120 0.21 97.92 2.08 50 4.85 52.03 47.97 130 0.21 97.92 2.08
61 3.70 63.40 36.60 140 0.21 97.92 2.08
70 2.78 72.50 27.50

LINEAMIENTOS PARA LA OPTIMIZACIÓN DEL DISEÑO, CONSTRUCCIÓN Y OPERACIÓN DE
LA TECNOLOGÍA PARA REMOCIÓN DE HIERRO Y MANGANESO EN AGUA POTABLE
(CNA-SGAPDS-CONVENIO-015/2013)
México, 2013 Página 73 de 213
Figura 1-26. Curva de evaporación del “Lodo del Sedimentador” acondicionado con el polímero no iónico VT-N300
1.9.6 Concentración de sólidos en los lodos estudiados
Para tener una mayor confiabilidad de la concentración de los sólidos totales (ST) presentes en el “Lodo del Sedimentador” (LS), “Lodo Original” (LO), los obtenidos con los embudos de separación en los retrolavados de los filtros 3 y 4, del “Lodo del Sedimentador” acondicionado (LSA) y espesado (LSE), se determinó por separado por medio de gravimetría la concentración de sólidos presentes en los lodos, es decir, utilizando cápsulas de porcelana puestas previamente a peso constante y aplicando un volumen determinado de lodo. Esta prueba se requiere además, para el análisis de la REF. Los resultados se muestran en la Tabla 1-19.
Otras de las ventajas del método gravimétrico para la determinación de sólidos, sobre el de la balanza de humedad, es el empleo de un mayor número de dígitos en las pesadas de las muestras, ya que se utilizan balanzas analíticas de mayor precisión.
1.9.6.1 Concentración de sólidos en el agua de retrolavado
Por otra parte se determinó la concentración de sólidos totales del agua de retrolavado de los filtros 2 y 4.
La determinación se realizó por gravimetría empleando cápsulas de porcelana previamente puestas a peso constante. Los resultados se muestran en la Tabla 1-10
Humedad del lodo acondicionado con VT-N300
0.00
20.00
40.00
60.00
80.00
100.00
120.00
0 20 40 60 80 100 120 140Tiempo (min)
% d
e h
um
ed
ad

LINEAMIENTOS PARA LA OPTIMIZACIÓN DEL DISEÑO, CONSTRUCCIÓN Y OPERACIÓN DE
LA TECNOLOGÍA PARA REMOCIÓN DE HIERRO Y MANGANESO EN AGUA POTABLE
(CNA-SGAPDS-CONVENIO-015/2013)
México, 2013 Página 74 de 213
Tabla 1-19 Sólidos totales en los lodos estudiados (Método gravimétrico)
Muestra Tara de cápsula
(g)
Cápsula + sólido (g)
ST (g/L)
Promedio ST (g/L)
LS (50 ml) 50.1197 50.5320 8.246
7.865 48.8625 49.2367 7.484
LO (50 ml) 50.3135 50.9127 11.984
12.026 47.3860 47.9894 12.068
Filtro 3 (9.0 ml) 47.7441 47.8142 7.788* --- Filtro 4 (3.9 ml) 50.5402 50.5683 7.205* ---
LSE (40 ml) 50.3130 51.7295 35.413
35.505 47.3850 48.8089 35.598
Sobrenadante del LSE (50 ml)
47.7434 47.7616 0.364 0.365
50.5393 50.5576 0.366
LS aplicado a los lechos de secado (50 ml)
50.1193 50.5147 7.908 7.996
48.8627 49.2669 8.084
LSA con XP-4800 (50 ml) 47.8869 49.0694 23.65
23.875 47.9081 49.1131 24.100
LSA con Bufloc 5368 (50 ml) 50.3106 51.6438 26.664
26.558 47.3849 48.7075 26.452
LSA con VT-N300 (50 ml) 50.1173 51.2725 23.104
22.908 48.8630 49.9986 22.712
* Obtenido en los embudos de separación
Tabla 1-20 Sólidos totales presentes en el agua de retrolavado de filtros
Retrolavado (Filtro)
Tara de cápsula (g)
Cápsula + sólido
(g)
Sólido (g/ml)
ST (g/L)
2 (50 ml) 47.3852 47.4090 0.0238 0.476
2 (50 ml) 50.1194 50.1434 0.0240 0.480 4 (50 ml) 50.5399 50.5642 0.0243 0.486
4 (50 ml) 47.7437 47.7676 0.0239 0.478

LINEAMIENTOS PARA LA OPTIMIZACIÓN DEL DISEÑO, CONSTRUCCIÓN Y OPERACIÓN DE
LA TECNOLOGÍA PARA REMOCIÓN DE HIERRO Y MANGANESO EN AGUA POTABLE
(CNA-SGAPDS-CONVENIO-015/2013)
México, 2013 Página 75 de 213
1.9.7 Resistencia Específica a la Filtración (REF)
En todos los casos que se presentan a continuación, para cada uno de los lodos analizados se determinó la resistencia específica por triplicado, utilizando el equipo descrito en la metodología del presente trabajo.
De igual forma, los cálculos se efectuaron como se describe en la metodología. A manera de ilustrar dicho procedimiento, se muestran en el apartado 4.4.1.1 los cálculos para obtener la REF de los tres ensayos del “Lodo del Sedimentador”.
Cálculo de la REF:
1.9.7.1 Lodo del Sedimentador (LS)
Para la determinación de la REF en el “Lodo del Sedimentador” se utilizaron 250 ml de lodo. Se hicieron pasar por el filtro a una presión dada de vacío registrando el tiempo de filtración para los volúmenes prefijados; esta experimentación se realizó por triplicado, los resultados se muestran en las tablas 4.17, 4.18 y 4.19.
Tabla 1-21 Ensayo 1 de la filtración del “LS”
ENSAYO 1
Papel Whatman 1 = 0.5472 g Volumen lodo = 250 ml
Volumen filtrado (ml)
tiempo (s)
Presión (mm Hg)
t/V (s/ml)
30 5 410 0.167
50 9 - 0.180 70 13 410 0.186
90 16 - 0.178 110 21 420 0.191
130 27 - 0.208 150 31 420 0.207
170 38 410 0.224 190 44 - 0.232
210 50 410 0.238 230 59 RUPTURA 0.257
PESO TORTA HÚMEDA + PAPEL = 15.4240 g
TORTA SECA + PAPEL = 2.3237 g
PESO TORTA HÚMEDA = 14.8768 g TORTA SECA = 1.7765 g

LINEAMIENTOS PARA LA OPTIMIZACIÓN DEL DISEÑO, CONSTRUCCIÓN Y OPERACIÓN DE
LA TECNOLOGÍA PARA REMOCIÓN DE HIERRO Y MANGANESO EN AGUA POTABLE
(CNA-SGAPDS-CONVENIO-015/2013)
México, 2013 Página 76 de 213
Una vez obtenidos los tiempos de filtración para los volúmenes establecidos, se graficaron los resultados para obtener las pendientes de las curvas resultantes, los resultados se muestran en las Figura 1-27, Figura 1-28 y Figura 1-29.
Figura 1-27. Pendiente de la curva del ensayo 1 del “LS”
Tabla 1-22 Ensayo 2 de la filtración del “LS”
ENSAYO 2
Papel Whatman 1 = 0.5558 g Volumen lodo = 250 ml
Volumen filtrado (ml)
tiempo (s)
Presión (mm Hg)
t/V (s/ml)
30 5 480 0.167 50 10 - 0.200
70 12 480 0.171 90 16 - 0.178
110 20 - 0.182 130 25 480 0.192
150 30 480 0.200 170 35 480 0.206
190 41 480 0.216 210 48 480 0.229
230 57 RUPTURA 0.248
PESO TORTA HÚMEDA + PAPEL = 14.8525 g TORTA SECA + PAPEL = 2.3324 g
PESO TORTA HÚMEDA = 14.2967 g
TORTA SECA = 1.7766 g
Ensayo 1
y = 0.0004x + 0.1512
R2 = 0.951
0.000
0.050
0.100
0.150
0.200
0.250
0.300
0 50 100 150 200 250
Vol filtrado (ml)
t / V
(s/m
l)

LINEAMIENTOS PARA LA OPTIMIZACIÓN DEL DISEÑO, CONSTRUCCIÓN Y OPERACIÓN DE
LA TECNOLOGÍA PARA REMOCIÓN DE HIERRO Y MANGANESO EN AGUA POTABLE
(CNA-SGAPDS-CONVENIO-015/2013)
México, 2013 Página 77 de 213
Figura 1-28. Pendiente de la curva del ensayo 2 del “LS”
Tabla 1-23 Ensayo 3 de la filtración del “LS”
ENSAYO 3
Papel Whatman 1 = 0.5499 g Volumen lodo = 250 ml
Volumen filtrado (ml)
tiempo (s)
Presión (mm Hg)
t/V (s/ml)
30 5 400 0.167 50 9 400 0.180
70 13 400 0.186 90 17 400 0.189
110 23 - 0.209 130 28 400 0.215
150 34 - 0.227 170 40 400 0.235
190 47 400 0.247 210 55 400 0.262
230 64 RUPTURA 0.278
PESO TORTA HÚMEDA + PAPEL = 15.7010 g TORTA SECA + PAPEL = 2.3425 g
PESO TORTA HÚMEDA = 15.1511 g
TORTA SECA = 1.7926 g
Ensayo 2
y = 0.0003x + 0.1559
R2 = 0.778
0.000
0.050
0.100
0.150
0.200
0.250
0.300
0 50 100 150 200 250
Vol filtrado (ml)
t / V
(s/m
l)

LINEAMIENTOS PARA LA OPTIMIZACIÓN DEL DISEÑO, CONSTRUCCIÓN Y OPERACIÓN DE
LA TECNOLOGÍA PARA REMOCIÓN DE HIERRO Y MANGANESO EN AGUA POTABLE
(CNA-SGAPDS-CONVENIO-015/2013)
México, 2013 Página 78 de 213
Figura 1-29. Pendiente de la curva del ensayo 3 del “LS”
Pasos para determinar la REF. En todos los casos se utilizaron las mismas fórmulas y el procedimiento fue el mismo.
1) Determinar los sólidos totales (ST) de la muestra inicial del lodo.
LgST /865.7orsedimentaddellodo
2) Determinar el porciento de humedad del lodo (ci) de acuerdo con la siguiente ecuación.
10
000,1lododelhumedadde%
STci
Ecuación 1-8
2135.9910
865.7000,1lododelhumedadde%
orsedimentaddellodo
ic
3) Pesar el papel filtro para cada prueba.
g5472.0 Ensayo 1
g5558.0 Ensayo 2
g5499.0 Ensayo 3
4) Obtener la pendiente (b) para cada una de las curvas.
Ensayo 3
y = 0.0005x + 0.148
R2 = 0.9866
0.000
0.050
0.100
0.150
0.200
0.250
0.300
0 50 100 150 200 250
Vol filtrado (ml)
t / V
(s/m
l)
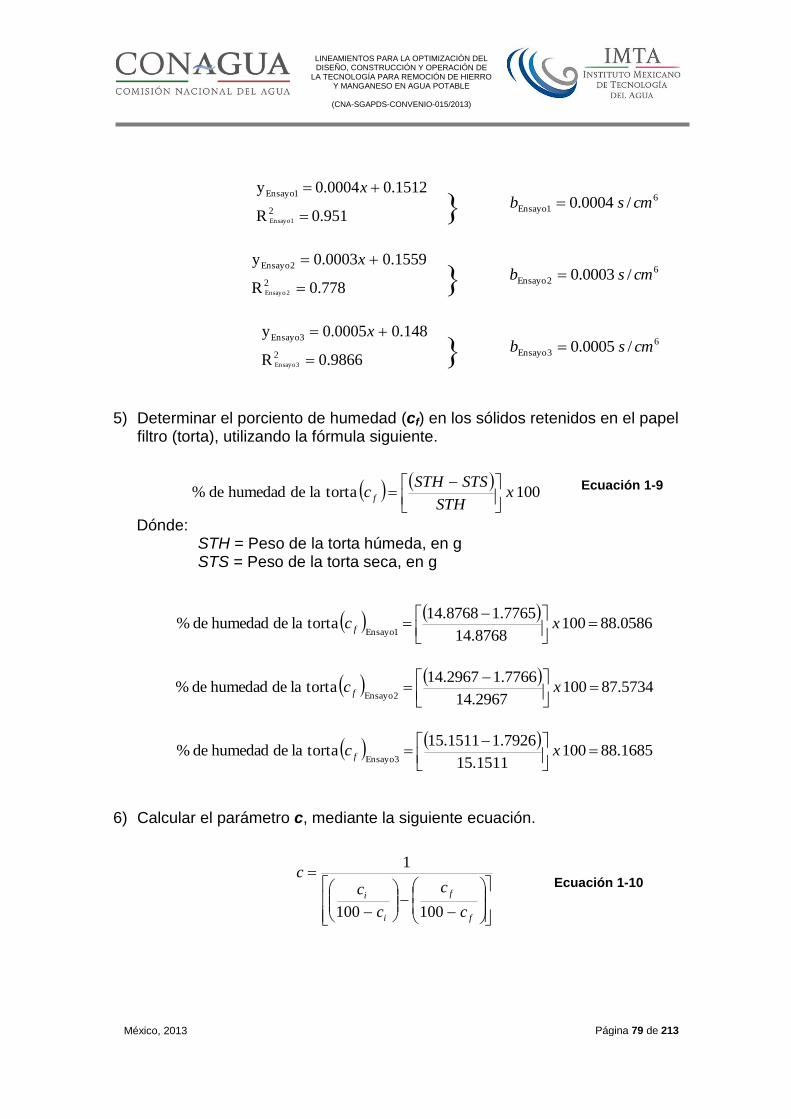
LINEAMIENTOS PARA LA OPTIMIZACIÓN DEL DISEÑO, CONSTRUCCIÓN Y OPERACIÓN DE
LA TECNOLOGÍA PARA REMOCIÓN DE HIERRO Y MANGANESO EN AGUA POTABLE
(CNA-SGAPDS-CONVENIO-015/2013)
México, 2013 Página 79 de 213
0.951R
1512.00004.0y
2
1Ensayo
1Ensayo
x
6
1Ensayo /0004.0 cmsb
0.778R
1559.00003.0y
2
2Ensayo
2Ensayo
x
6
2Ensayo /0003.0 cmsb
0.9866R
148.00005.0y
2
3Ensayo
3Ensayo
x
6
3Ensayo /0005.0 cmsb
5) Determinar el porciento de humedad (cf) en los sólidos retenidos en el papel filtro (torta), utilizando la fórmula siguiente.
100tortaladehumedadde% x
STH
STSSTHc f
Ecuación 1-9
Dónde: STH = Peso de la torta húmeda, en g STS = Peso de la torta seca, en g
0586.88100
8768.14
7765.18768.14tortaladehumedadde%
1Ensayo
xc f
5734.87100
2967.14
7766.12967.14tortaladehumedadde%
2Ensayo
xc f
1685.88100
1511.15
7926.11511.15tortaladehumedadde%
3Ensayo
xc f
6) Calcular el parámetro c, mediante la siguiente ecuación.
f
f
i
i
c
c
c
cc
100100
1
Ecuación 1-10
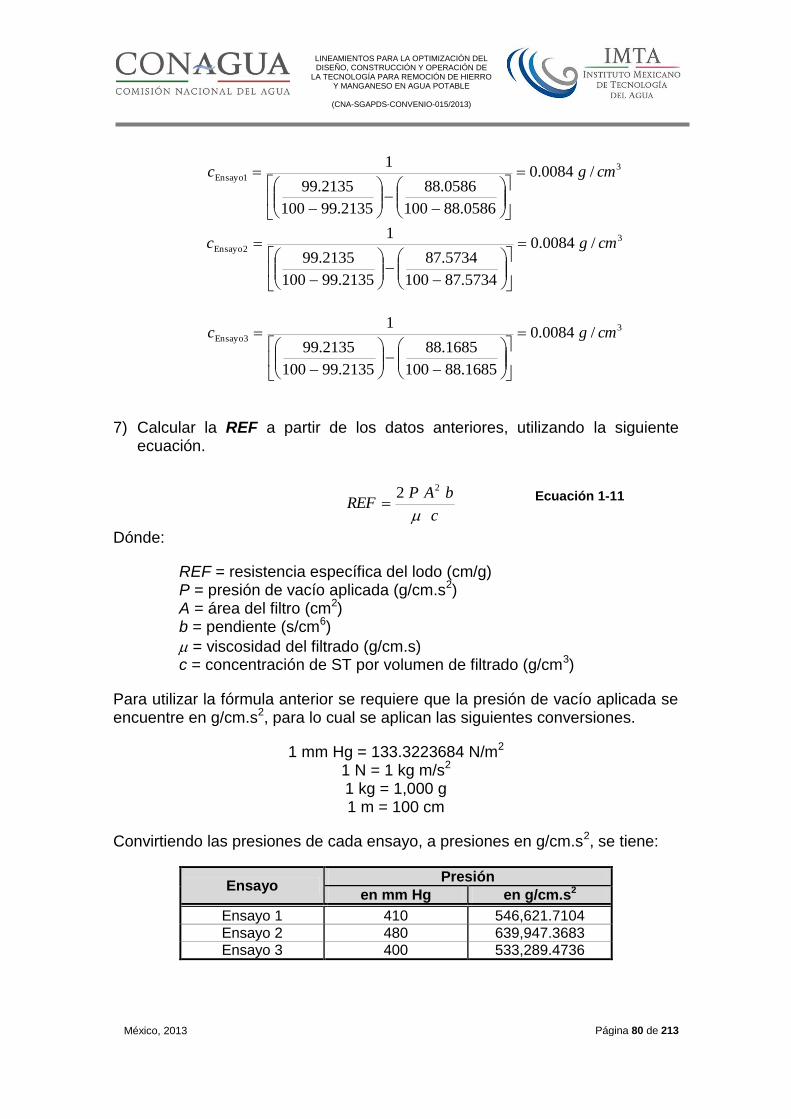
LINEAMIENTOS PARA LA OPTIMIZACIÓN DEL DISEÑO, CONSTRUCCIÓN Y OPERACIÓN DE
LA TECNOLOGÍA PARA REMOCIÓN DE HIERRO Y MANGANESO EN AGUA POTABLE
(CNA-SGAPDS-CONVENIO-015/2013)
México, 2013 Página 80 de 213
3
1Ensayo /0084.0
0586.88100
0586.88
2135.99100
2135.99
1cmgc
3
2Ensayo /0084.0
5734.87100
5734.87
2135.99100
2135.99
1cmgc
3
3Ensayo /0084.0
1685.88100
1685.88
2135.99100
2135.99
1cmgc
7) Calcular la REF a partir de los datos anteriores, utilizando la siguiente ecuación.
c
bAPREF
22
Ecuación 1-11
Dónde:
REF = resistencia específica del lodo (cm/g) P = presión de vacío aplicada (g/cm.s2) A = área del filtro (cm2) b = pendiente (s/cm6)
= viscosidad del filtrado (g/cm.s) c = concentración de ST por volumen de filtrado (g/cm3)
Para utilizar la fórmula anterior se requiere que la presión de vacío aplicada se encuentre en g/cm.s2, para lo cual se aplican las siguientes conversiones.
1 mm Hg = 133.3223684 N/m2 1 N = 1 kg m/s2 1 kg = 1,000 g 1 m = 100 cm
Convirtiendo las presiones de cada ensayo, a presiones en g/cm.s2, se tiene:
Ensayo Presión
en mm Hg en g/cm.s2
Ensayo 1 410 546,621.7104
Ensayo 2 480 639,947.3683 Ensayo 3 400 533,289.4736

LINEAMIENTOS PARA LA OPTIMIZACIÓN DEL DISEÑO, CONSTRUCCIÓN Y OPERACIÓN DE
LA TECNOLOGÍA PARA REMOCIÓN DE HIERRO Y MANGANESO EN AGUA POTABLE
(CNA-SGAPDS-CONVENIO-015/2013)
México, 2013 Página 81 de 213
Asimismo, se requiere el área de cada filtro utilizado, por lo que:
4
2 A
Ecuación 1-12
Dónde:
Ø = diámetro del filtro (cm)
En todos los casos se utilizaron filtros de 90 mm de diámetro, de manera que:
2
2
6173.634
9cmA
Aplicando la fórmula para la resistencia específica del lodo, se obtiene:
gcmcmgscmg
cmscmscmgREF /358,341,109,19
/0084.0./011.0
/0004.06173.63./7104.621,54623
6222
1Ensayo
gcmcmgscmg
cmscmscmgREF /593,128,825,16
/0084.0./011.0
/0003.06173.63./3683.947,63923
6222
2Ensayo
gcmcmgscmg
cmscmscmgREF /543,808,288,23
/0084.0./011.0
/0005.06173.63./4736.289,53323
6222
3Ensayo
Los resultados de los tres ensayos de la REF del “Lodo del Sedimentador” se presentan en la Tabla 1-24, la cual además muestra un promedio de los tres eventos.
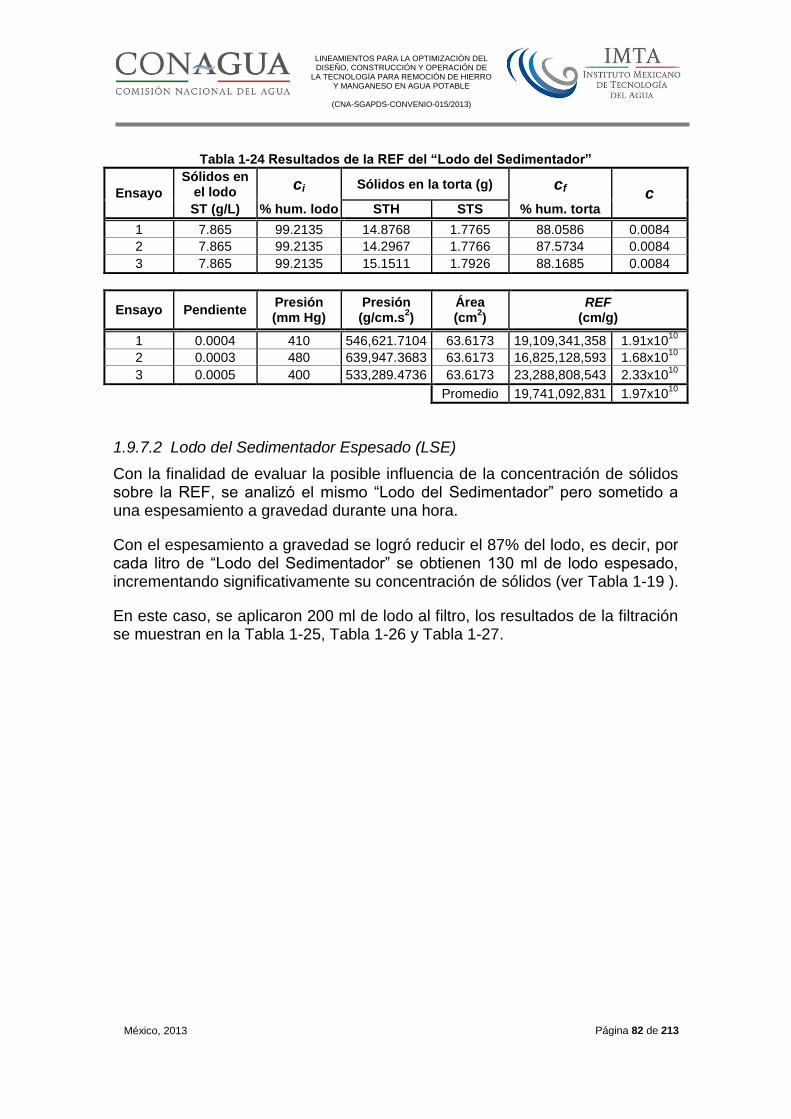
LINEAMIENTOS PARA LA OPTIMIZACIÓN DEL DISEÑO, CONSTRUCCIÓN Y OPERACIÓN DE
LA TECNOLOGÍA PARA REMOCIÓN DE HIERRO Y MANGANESO EN AGUA POTABLE
(CNA-SGAPDS-CONVENIO-015/2013)
México, 2013 Página 82 de 213
Tabla 1-24 Resultados de la REF del “Lodo del Sedimentador”
Ensayo
Sólidos en el lodo
ci Sólidos en la torta (g) cf c ST (g/L) % hum. lodo STH STS % hum. torta
1 7.865 99.2135 14.8768 1.7765 88.0586 0.0084
2 7.865 99.2135 14.2967 1.7766 87.5734 0.0084
3 7.865 99.2135 15.1511 1.7926 88.1685 0.0084
Ensayo Pendiente Presión (mm Hg)
Presión (g/cm.s
2)
Área (cm
2)
REF (cm/g)
1 0.0004 410 546,621.7104 63.6173 19,109,341,358 1.91x1010
2 0.0003 480 639,947.3683 63.6173 16,825,128,593 1.68x1010
3 0.0005 400 533,289.4736 63.6173 23,288,808,543 2.33x1010
Promedio 19,741,092,831 1.97x1010
1.9.7.2 Lodo del Sedimentador Espesado (LSE)
Con la finalidad de evaluar la posible influencia de la concentración de sólidos sobre la REF, se analizó el mismo “Lodo del Sedimentador” pero sometido a una espesamiento a gravedad durante una hora.
Con el espesamiento a gravedad se logró reducir el 87% del lodo, es decir, por cada litro de “Lodo del Sedimentador” se obtienen 130 ml de lodo espesado, incrementando significativamente su concentración de sólidos (ver Tabla 1-19 ).
En este caso, se aplicaron 200 ml de lodo al filtro, los resultados de la filtración se muestran en la Tabla 1-25, Tabla 1-26 y Tabla 1-27.

LINEAMIENTOS PARA LA OPTIMIZACIÓN DEL DISEÑO, CONSTRUCCIÓN Y OPERACIÓN DE
LA TECNOLOGÍA PARA REMOCIÓN DE HIERRO Y MANGANESO EN AGUA POTABLE
(CNA-SGAPDS-CONVENIO-015/2013)
México, 2013 Página 83 de 213
Tabla 1-25 Ensayo 1 de la filtración del “LSE”
ENSAYO 1
Papel Whatman 1 = 0.5383 g Volumen lodo = 200 ml
Volumen filtrado
(ml) tiempo
(s) Presión (mm Hg)
t/V (s/ml)
30 8 400 0.267
50 15 400 0.300 70 22 400 0.314
90 31 400 0.344 110 42 400 0.382
130 56 400 0.431 154 --- RUPTURA
PESO TORTA HÚMEDA + PAPEL = 61.1820 g
TORTA SECA + PAPEL = 7.4949 g
PESO TORTA HÚMEDA = 60.6437 g TORTA SECA = 6.9566 g
Las pendientes obtenidas en cada uno de los ensayos del “LSE” se muestran en las Figura 1-30, Figura 1-31 y Figura 1-32.
Figura 1-30. Pendiente de la curva del ensayo 1 del “LSE”
Ensayo 1
y = 0.0016x + 0.2144
R2 = 0.9727
0.000
0.050
0.100
0.150
0.200
0.250
0.300
0.350
0.400
0.450
0.500
0 20 40 60 80 100 120 140
Vol filtrado (ml)
t / V
(s/m
l)

LINEAMIENTOS PARA LA OPTIMIZACIÓN DEL DISEÑO, CONSTRUCCIÓN Y OPERACIÓN DE
LA TECNOLOGÍA PARA REMOCIÓN DE HIERRO Y MANGANESO EN AGUA POTABLE
(CNA-SGAPDS-CONVENIO-015/2013)
México, 2013 Página 84 de 213
Tabla 1-26 Ensayo 2 de la filtración del “LSE”
ENSAYO 2
Papel Whatman 1 = 0.5368 g Volumen lodo = 200 ml
Volumen filtrado (ml)
tiempo (s)
Presión (mm Hg)
t/V (s/ml)
30 7 460 0.233 50 13 460 0.260
70 19 460 0.271 90 28 470 0.311
110 37 480 0.336 130 50 480 0.385
150 RUPTURA
PESO TORTA HÚMEDA + PAPEL = 57.3150 g TORTA SECA + PAPEL = 7.3944 g
PESO TORTA HÚMEDA = 56.7782 g
TORTA SECA = 6.8576 g
Figura 1-31. Pendiente de la curva del ensayo 2 del “LSE”
Ensayo 2
y = 0.0015x + 0.1823
R2 = 0.9709
0.000
0.050
0.100
0.150
0.200
0.250
0.300
0.350
0.400
0.450
0 20 40 60 80 100 120 140
Vol filtrado (ml)
t / V
(s/m
l)

LINEAMIENTOS PARA LA OPTIMIZACIÓN DEL DISEÑO, CONSTRUCCIÓN Y OPERACIÓN DE
LA TECNOLOGÍA PARA REMOCIÓN DE HIERRO Y MANGANESO EN AGUA POTABLE
(CNA-SGAPDS-CONVENIO-015/2013)
México, 2013 Página 85 de 213
Tabla 1-27 Ensayo 3 de la filtración del “LSE”
ENSAYO 3
Papel Whatman 1 = 0.5468 g Volumen lodo = 200 ml
Volumen filtrado (ml)
tiempo (s)
Presión (mm Hg)
t/V (s/ml)
30 7 460 0.233 50 13 470 0.260
70 18 470 0.257 90 28 480 0.311
110 37 480 0.336 130 49 480 0.377
133 54 RUPTURA 0.406
PESO TORTA HÚMEDA + PAPEL = 57.3832 g TORTA SECA + PAPEL = 7.4540 g
PESO TORTA HÚMEDA = 56.8364 g
TORTA SECA = 6.9072 g
Figura 1-32. Pendiente de la curva del ensayo 3 del “LSE”
Ensayo 3
y = 0.0016x + 0.1718
R2 = 0.9382
0.000
0.050
0.100
0.150
0.200
0.250
0.300
0.350
0.400
0.450
0 20 40 60 80 100 120 140
Vol filtrado (ml)
t / V
(s/m
l)

LINEAMIENTOS PARA LA OPTIMIZACIÓN DEL DISEÑO, CONSTRUCCIÓN Y OPERACIÓN DE
LA TECNOLOGÍA PARA REMOCIÓN DE HIERRO Y MANGANESO EN AGUA POTABLE
(CNA-SGAPDS-CONVENIO-015/2013)
México, 2013 Página 86 de 213
La REF resultante de los tres ensayos, así como su promedio se muestran en la Tabla 1-28.
Tabla 1-28 Resultados de la REF del “Lodo del Sedimentador Espesado”
Ensayo
Sólidos en el lodo
ci Sólidos en la torta (g) cf c ST (g/L) % hum. lodo STH STS % hum. torta
1 35.505 96.4495 60.6437 6.9566 88.5287 0.0514
2 35.505 96.4495 56.7782 6.8576 87.9221 0.0503
3 35.505 96.4495 56.8364 6.9072 87.8472 0.0502
Ensayo Pendiente Presión (mm Hg)
Presión (g/cm s
2)
Área (cm
2)
REF (cm/g)
1 0.0016 400 533,289.4736 63.6173 12,210,583,477 1.22x1010
2 0.0015 460 613,282.8946 63.6173 13,460,913,565 1.35x1010
3 0.0016 460 613,282.8946 63.6173 14,395,153,429 1.44x1010
Promedio 13,355,550,157 1.34x1010
1.9.7.3 Lodo del Sedimentador Acondicionado (LSA) con XP-4800
Para el acondicionamiento del “Lodo del Sedimentador” se utilizaron tres polímeros, dos catiónicos y uno no iónico, como se menciona en la metodología del presente trabajo.
El primer polímero que se utilizó fue el XP-4800 de tipo catiónico, y al igual que en los casos anteriores se realizó el análisis de la REF por triplicado. Los resultados de la filtración se muestran en las Tabla 1-29, Tabla 1-30 y Tabla 1-31.

LINEAMIENTOS PARA LA OPTIMIZACIÓN DEL DISEÑO, CONSTRUCCIÓN Y OPERACIÓN DE
LA TECNOLOGÍA PARA REMOCIÓN DE HIERRO Y MANGANESO EN AGUA POTABLE
(CNA-SGAPDS-CONVENIO-015/2013)
México, 2013 Página 87 de 213
Tabla 1-29 Ensayo 1 de la filtración del “LSA” con XP-4800
ENSAYO 1
Papel Whatman 1 = 0.5543 g Volumen lodo = 250 ml
Volumen filtrado (ml)
tiempo (s)
Presión (mm Hg)
t/V (s/ml)
50 11 400 0.220 70 15 400 0.214
90 20 400 0.222 110 27 400 0.245
130 33 400 0.254 150 42 400 0.280
170 51 400 0.300 190 1' 05" RUPTURA 0.342
PESO TORTA HÚMEDA + PAPEL = 52.5184 g
TORTA SECA + PAPEL = 6.2243 g
PESO TORTA HÚMEDA = 51.9641 g TORTA SECA = 5.6700 g
Se requieren los resultados de la filtración, de los tres ensayos, para calcular la pendiente de la curva que forman el tiempo/Volumen versus Volumen filtrado y éstas a su vez son utilizadas en el cálculo de la REF. Los resultados se muestran en las Figura 1-33, Figura 1-34 y Figura 1-35.
Figura 1-33. Pendiente de la curva del ensayo 1 del “LSA” con XP-4800
Ensayo 1
y = 0.0007x + 0.1688
R2 = 0.9131
0.000
0.050
0.100
0.150
0.200
0.250
0.300
0.350
0 50 100 150 200
Vol filtrado (ml)
t/V
(s
/ml)

LINEAMIENTOS PARA LA OPTIMIZACIÓN DEL DISEÑO, CONSTRUCCIÓN Y OPERACIÓN DE
LA TECNOLOGÍA PARA REMOCIÓN DE HIERRO Y MANGANESO EN AGUA POTABLE
(CNA-SGAPDS-CONVENIO-015/2013)
México, 2013 Página 88 de 213
Tabla 1-30 Ensayo 2 de la filtración del “LSA” con XP-4800
ENSAYO 2
Papel Whatman 1 = 0.5530 g Volumen lodo = 200 ml
Volumen filtrado (ml)
tiempo (s)
Presión (mm Hg)
t/V (s/ml)
30 5 400 0.167 50 10 400 0.200
70 15 400 0.214 90 21 400 0.233
110 28 400 0.255 130 37 400 0.285
150 49 380 0.327 155 57 RUPTURA 0.368
PESO TORTA HÚMEDA + PAPEL = 43.3155 g
TORTA SECA + PAPEL = 5.2222 g
PESO TORTA HÚMEDA = 42.7625 g TORTA SECA = 4.6692 g
Figura 1-34. Pendiente de la curva del ensayo 2 del “LSA” con XP-4800
Ensayo 2
y = 0.0012x + 0.1292
R2 = 0.976
0.000
0.050
0.100
0.150
0.200
0.250
0.300
0.350
0 20 40 60 80 100 120 140 160
Vol filtrado (ml)
t/V
(s/m
l)

LINEAMIENTOS PARA LA OPTIMIZACIÓN DEL DISEÑO, CONSTRUCCIÓN Y OPERACIÓN DE
LA TECNOLOGÍA PARA REMOCIÓN DE HIERRO Y MANGANESO EN AGUA POTABLE
(CNA-SGAPDS-CONVENIO-015/2013)
México, 2013 Página 89 de 213
Tabla 1-31 Ensayo 3 de la filtración del “LSA” con XP-4800
ENSAYO 3
Papel Whatman 1 = 0.5451 g Volumen lodo = 200 ml
Volumen filtrado (ml)
tiempo (s)
Presión (mm Hg)
t/V (s/ml)
50 10 460 0.200 70 14 480 0.200
90 20 480 0.222 110 25 480 0.227
130 33 470 0.254 150 37 400 0.247
151 43 RUPTURA 0.285
PESO TORTA HÚMEDA + PAPEL = 41.3485 g TORTA SECA + PAPEL = 5.1289 g
PESO TORTA HÚMEDA = 40.8034 g
TORTA SECA = 4.5838 g
Figura 1-35. Pendiente de la curva del ensayo 3 del “LSA” con XP-4800
Ensayo 3
y = 0.0006x + 0.1679
R2 = 0.891
0.000
0.050
0.100
0.150
0.200
0.250
0.300
0 20 40 60 80 100 120 140 160
Vol filtrado (ml)
t/V
(s
/ml)
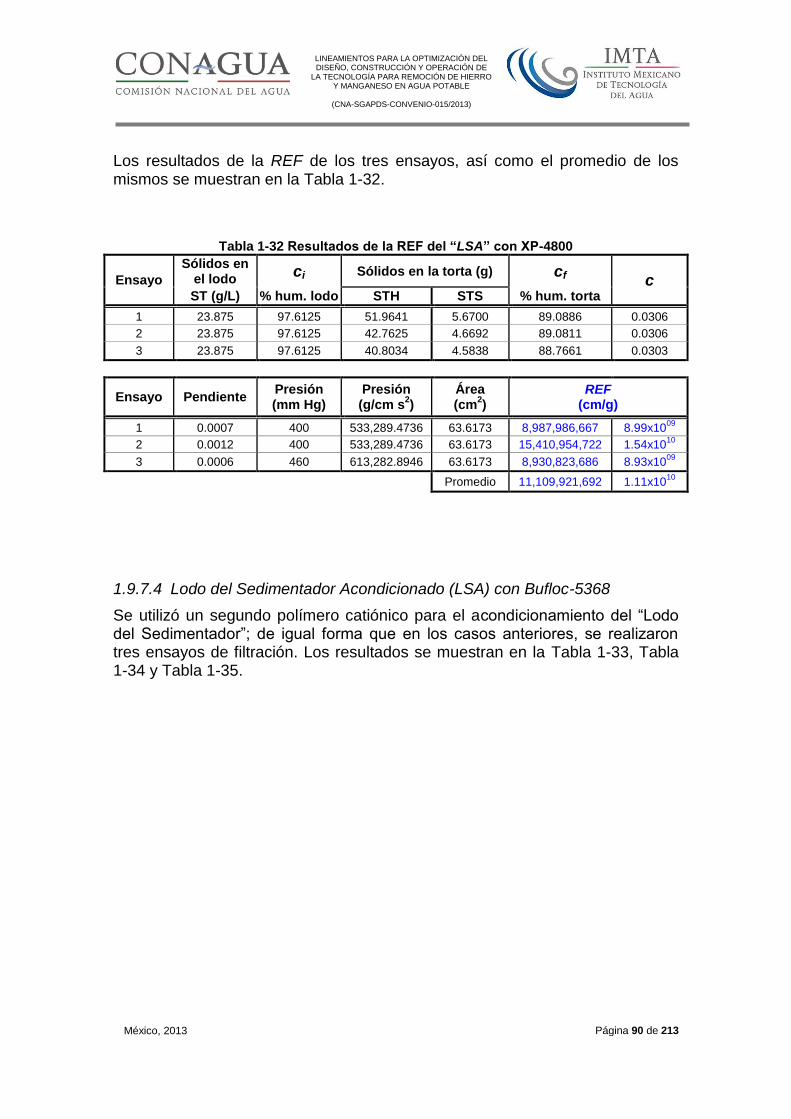
LINEAMIENTOS PARA LA OPTIMIZACIÓN DEL DISEÑO, CONSTRUCCIÓN Y OPERACIÓN DE
LA TECNOLOGÍA PARA REMOCIÓN DE HIERRO Y MANGANESO EN AGUA POTABLE
(CNA-SGAPDS-CONVENIO-015/2013)
México, 2013 Página 90 de 213
Los resultados de la REF de los tres ensayos, así como el promedio de los mismos se muestran en la Tabla 1-32.
Tabla 1-32 Resultados de la REF del “LSA” con XP-4800
Ensayo
Sólidos en el lodo
ci Sólidos en la torta (g) cf c ST (g/L) % hum. lodo STH STS % hum. torta
1 23.875 97.6125 51.9641 5.6700 89.0886 0.0306
2 23.875 97.6125 42.7625 4.6692 89.0811 0.0306
3 23.875 97.6125 40.8034 4.5838 88.7661 0.0303
Ensayo Pendiente Presión (mm Hg)
Presión (g/cm s
2)
Área (cm
2)
REF (cm/g)
1 0.0007 400 533,289.4736 63.6173 8,987,986,667 8.99x1009
2 0.0012 400 533,289.4736 63.6173 15,410,954,722 1.54x1010
3 0.0006 460 613,282.8946 63.6173 8,930,823,686 8.93x1009
Promedio 11,109,921,692 1.11x1010
1.9.7.4 Lodo del Sedimentador Acondicionado (LSA) con Bufloc-5368
Se utilizó un segundo polímero catiónico para el acondicionamiento del “Lodo del Sedimentador”; de igual forma que en los casos anteriores, se realizaron tres ensayos de filtración. Los resultados se muestran en la Tabla 1-33, Tabla 1-34 y Tabla 1-35.

LINEAMIENTOS PARA LA OPTIMIZACIÓN DEL DISEÑO, CONSTRUCCIÓN Y OPERACIÓN DE
LA TECNOLOGÍA PARA REMOCIÓN DE HIERRO Y MANGANESO EN AGUA POTABLE
(CNA-SGAPDS-CONVENIO-015/2013)
México, 2013 Página 91 de 213
Tabla 1-33 Ensayo 1 de la filtración del “LSA” con Bufloc-5368
ENSAYO 1
Papel Whatman 1 = 0.5416 g Volumen lodo = 200 ml
Volumen filtrado (ml)
tiempo (s)
Presión (mm Hg)
t/V (s/ml)
30 4 460 0.133
50 6 460 0.120 70 11 460 0.157
90 16 460 0.178 110 22 460 0.200
130 28 460 0.215 150 36 RUPTURA 0.240
PESO TORTA HÚMEDA + PAPEL = 47.8345 g
TORTA SECA + PAPEL = 5.4338 g
PESO TORTA HÚMEDA = 47.2929 g TORTA SECA = 4.8922 g
Los valores de las pendientes de los tres ensayos se muestran en la Figura 1-36, Figura 1-37 y Figura 1-38.
Figura 1-36. Pendiente de la curva del ensayo 1 del “LSA” con Bufloc-5368
Ensayo 1
y = 0.001x + 0.0887
R2 = 0.9503
0.000
0.050
0.100
0.150
0.200
0.250
0.300
0 50 100 150 200
Vol filtrado (ml)
t/V
(s
/ml)
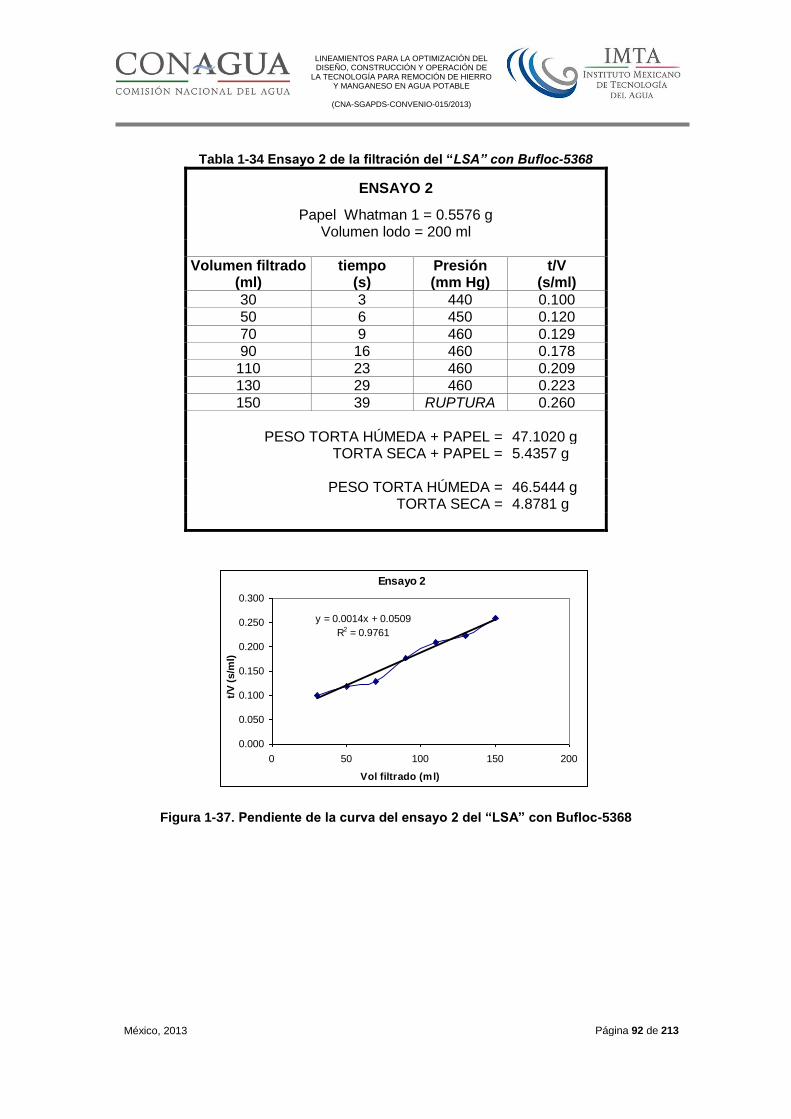
LINEAMIENTOS PARA LA OPTIMIZACIÓN DEL DISEÑO, CONSTRUCCIÓN Y OPERACIÓN DE
LA TECNOLOGÍA PARA REMOCIÓN DE HIERRO Y MANGANESO EN AGUA POTABLE
(CNA-SGAPDS-CONVENIO-015/2013)
México, 2013 Página 92 de 213
Tabla 1-34 Ensayo 2 de la filtración del “LSA” con Bufloc-5368
ENSAYO 2
Papel Whatman 1 = 0.5576 g Volumen lodo = 200 ml
Volumen filtrado (ml)
tiempo (s)
Presión (mm Hg)
t/V (s/ml)
30 3 440 0.100 50 6 450 0.120
70 9 460 0.129 90 16 460 0.178
110 23 460 0.209 130 29 460 0.223
150 39 RUPTURA 0.260
PESO TORTA HÚMEDA + PAPEL = 47.1020 g TORTA SECA + PAPEL = 5.4357 g
PESO TORTA HÚMEDA = 46.5444 g
TORTA SECA = 4.8781 g
Figura 1-37. Pendiente de la curva del ensayo 2 del “LSA” con Bufloc-5368
Ensayo 2
y = 0.0014x + 0.0509
R2 = 0.9761
0.000
0.050
0.100
0.150
0.200
0.250
0.300
0 50 100 150 200
Vol filtrado (ml)
t/V
(s/m
l)

LINEAMIENTOS PARA LA OPTIMIZACIÓN DEL DISEÑO, CONSTRUCCIÓN Y OPERACIÓN DE
LA TECNOLOGÍA PARA REMOCIÓN DE HIERRO Y MANGANESO EN AGUA POTABLE
(CNA-SGAPDS-CONVENIO-015/2013)
México, 2013 Página 93 de 213
Tabla 1-35 Ensayo 3 de la filtración del “LSA” con Bufloc-5368
ENSAYO 3
Papel Whatman 1 = 0.5475 g Volumen lodo = 200 ml
Volumen filtrado (ml)
tiempo (s)
Presión (mm Hg)
t/V (s/ml)
30 4 460 0.133 50 8 460 0.160
70 13 460 0.186 90 17 460 0.189
110 25 460 0.227 130 34 460 0.262
150 42 RUPTURA 0.280
PESO TORTA HÚMEDA + PAPEL = 47.1930 g TORTA SECA + PAPEL = 5.4094 g
PESO TORTA HÚMEDA = 46.6455 g
TORTA SECA = 4.8619 g
Figura 1-38. Pendiente de la curva del ensayo 3 del “LSA” con Bufloc-5368
Ensayo 3
y = 0.0012x + 0.0952
R2 = 0.9784
0.000
0.050
0.100
0.150
0.200
0.250
0.300
0 50 100 150 200
Vol filtrado (ml)
t/V
(s/m
l)

LINEAMIENTOS PARA LA OPTIMIZACIÓN DEL DISEÑO, CONSTRUCCIÓN Y OPERACIÓN DE
LA TECNOLOGÍA PARA REMOCIÓN DE HIERRO Y MANGANESO EN AGUA POTABLE
(CNA-SGAPDS-CONVENIO-015/2013)
México, 2013 Página 94 de 213
Los resultados de la REF del “LSA” con Bufloc-5360 se muestran en la Tabla 1-36.
Tabla 1-36 Resultados de la REF del “LSA” con Bufloc-5368
Ensayo
Sólidos en el lodo
ci Sólidos en la torta (g) cf c ST (g/L) % hum. lodo STH STS % hum. torta
1 23.558 97.6442 47.2929 4.8922 89.6555 0.0305
2 23.558 97.6442 46.5444 4.8781 89.5195 0.0304
3 23.558 97.6442 46.6455 4.8619 89.5769 0.0304
Ensayo Pendiente Presión (mm Hg)
Presión (g/cm s
2)
Área (cm
2)
REF (cm/g)
1 0.0010 460 613,282.8946 63.6173 14,793,665,212 1.48x1010
2 0.0014 440 586,618.4210 63.6173 19,886,489,389 1.99x1010
3 0.0012 460 613,282.8946 63.6173 17,791,882,790 1.78x1010
Promedio 17,490,679,130 1.75x1010
1.9.7.5 Lodo del Sedimentador Acondicionado (LSA) con VT-N300
Por último, se acondicionó el “Lodo del Sedimentador” con el polímero no iónico VT-N300, repitiendo el mismo procedimiento.
La finalidad al utilizar tres polímeros fue para evaluar el posible cambio en la REF del lodo al someterse a un acondicionamiento químico y de esta forma, tener la certeza de su comportamiento al ser aplicados en lechos de secado.
Los resultados de los tres ensayos de la filtración se muestran en las Tabla 1-37, Tabla 1-38 y Tabla 1-39.

LINEAMIENTOS PARA LA OPTIMIZACIÓN DEL DISEÑO, CONSTRUCCIÓN Y OPERACIÓN DE
LA TECNOLOGÍA PARA REMOCIÓN DE HIERRO Y MANGANESO EN AGUA POTABLE
(CNA-SGAPDS-CONVENIO-015/2013)
México, 2013 Página 95 de 213
Tabla 1-37 Ensayo 1 de la filtración del “LSA” con VT-N300
ENSAYO 1
Papel Whatman 1 = 0.5482 g Volumen lodo = 200 ml
Volumen filtrado (ml)
tiempo (s)
Presión (mm Hg)
t/V (s/ml)
30 5 420 0.167 50 9 460 0.180
70 15 460 0.214 90 20 460 0.222
110 29 460 0.264 130 36 460 0.277
150 47 400 0.313 155 58 380 0.374
PESO TORTA HÚMEDA + PAPEL = 40.9903 g
TORTA SECA + PAPEL = 5.1388 g
PESO TORTA HÚMEDA = 40.4421 g TORTA SECA = 4.5906 g
Los valores de las pendientes para los tres ensayos del “LSA” con el polímero no iónico VT-N300 se muestran en la Figura 1-39, Figura 1-40 y Figura 1-41.
Figura 1-39. Pendiente de la curva del ensayo 1 del “LSA” con VT-N300
Ensayo 1
y = 0.0015x + 0.1088
R2 = 0.919
0.000
0.050
0.100
0.150
0.200
0.250
0.300
0.350
0.400
0 50 100 150 200
Vol filtrado (ml)
t / V
(s/m
l)
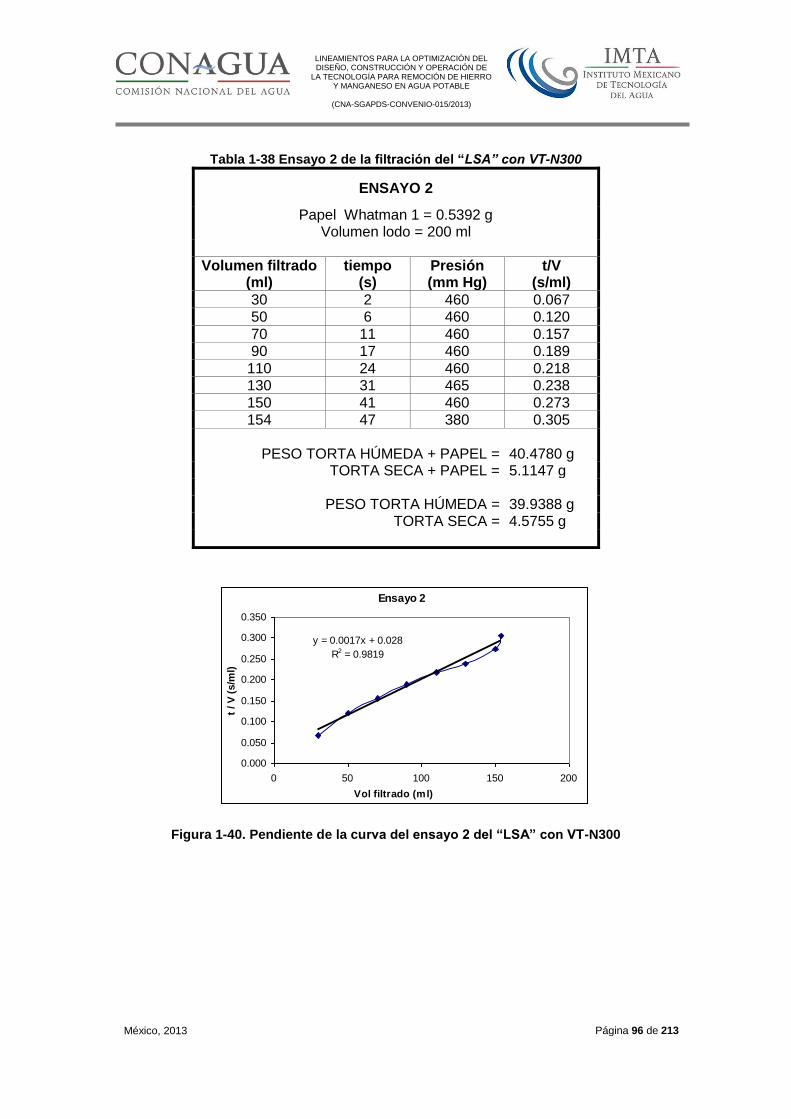
LINEAMIENTOS PARA LA OPTIMIZACIÓN DEL DISEÑO, CONSTRUCCIÓN Y OPERACIÓN DE
LA TECNOLOGÍA PARA REMOCIÓN DE HIERRO Y MANGANESO EN AGUA POTABLE
(CNA-SGAPDS-CONVENIO-015/2013)
México, 2013 Página 96 de 213
Tabla 1-38 Ensayo 2 de la filtración del “LSA” con VT-N300
ENSAYO 2
Papel Whatman 1 = 0.5392 g Volumen lodo = 200 ml
Volumen filtrado (ml)
tiempo (s)
Presión (mm Hg)
t/V (s/ml)
30 2 460 0.067 50 6 460 0.120
70 11 460 0.157 90 17 460 0.189
110 24 460 0.218 130 31 465 0.238
150 41 460 0.273 154 47 380 0.305
PESO TORTA HÚMEDA + PAPEL = 40.4780 g
TORTA SECA + PAPEL = 5.1147 g
PESO TORTA HÚMEDA = 39.9388 g TORTA SECA = 4.5755 g
Figura 1-40. Pendiente de la curva del ensayo 2 del “LSA” con VT-N300
Ensayo 2
y = 0.0017x + 0.028
R2 = 0.9819
0.000
0.050
0.100
0.150
0.200
0.250
0.300
0.350
0 50 100 150 200
Vol filtrado (ml)
t / V
(s/m
l)

LINEAMIENTOS PARA LA OPTIMIZACIÓN DEL DISEÑO, CONSTRUCCIÓN Y OPERACIÓN DE
LA TECNOLOGÍA PARA REMOCIÓN DE HIERRO Y MANGANESO EN AGUA POTABLE
(CNA-SGAPDS-CONVENIO-015/2013)
México, 2013 Página 97 de 213
Tabla 1-39 Ensayo 3 de la filtración del “LSA” con VT-N300
ENSAYO 3
Papel Whatman 1 = 0.5472 g Volumen lodo = 200 ml
Volumen filtrado (ml)
tiempo (s)
Presión (mm Hg)
t/V (s/ml)
30 5 460 0.167 50 8 460 0.160
70 13 470 0.186 90 19 460 0.211
110 26 470 0.236 130 34 470 0.262
150 43 440 0.287 153 51 RUPTURA 0.333
PESO TORTA HÚMEDA + PAPEL = 40.7540 g
TORTA SECA + PAPEL = 5.1267 g
PESO TORTA HÚMEDA = 40.2068 g TORTA SECA = 4.5795 g
Figura 1-41. Pendiente de la curva del ensayo 1 del “LSA” con VT-N300
Ensayo 3
y = 0.0013x + 0.1049
R2 = 0.9185
0.000
0.050
0.100
0.150
0.200
0.250
0.300
0.350
0 50 100 150 200
Vol filtrado (ml)
t / V
(s/m
l)

LINEAMIENTOS PARA LA OPTIMIZACIÓN DEL DISEÑO, CONSTRUCCIÓN Y OPERACIÓN DE
LA TECNOLOGÍA PARA REMOCIÓN DE HIERRO Y MANGANESO EN AGUA POTABLE
(CNA-SGAPDS-CONVENIO-015/2013)
México, 2013 Página 98 de 213
En la Tabla 1-40 se muestran los valores de la REF obtenidos en los tres ensayos de filtración con el polímero no iónico VT-N300, aplicado al “Lodo del Sedimentador”.
Tabla 1-40 Resultados de la REF del “LSA” con VT-N300
Ensayo
Sólidos en el lodo
ci Sólidos en la torta (g) cf c ST (g/L) % hum. lodo STH STS % hum. torta
1 22.908 97.7092 40.4421 4.5906 88.6490 0.0287
2 22.908 97.7092 39.9388 4.5755 88.5437 0.0286
3 22.908 97.7092 40.2068 4.5795 88.6101 0.0287
Ensayo Pendiente Presión (mm Hg)
Presión (g/cm s
2)
Área (cm
2)
REF (cm/g)
1 0.0015 420 559,953.9473 63.6173 21,535,134,035 2.15x1010
2 0.0017 460 613,282.8946 63.6173 26,792,996,431 2.68x1010
3 0.0013 460 613,282.8946 63.6173 20,458,902,175 2.05x1010
Promedio 22,929,010,880 2.29x1010

LINEAMIENTOS PARA LA OPTIMIZACIÓN DEL DISEÑO, CONSTRUCCIÓN Y OPERACIÓN DE
LA TECNOLOGÍA PARA REMOCIÓN DE HIERRO Y MANGANESO EN AGUA POTABLE
(CNA-SGAPDS-CONVENIO-015/2013)
México, 2013 Página 99 de 213
1.9.8 Análisis de la Resistencia Específica a la Filtración (REF)
En todos los casos estudiados no se observaron cambios significativos en la Resistencia Específica a la Filtración, esto es, no existen alteraciones importantes en la REF al incrementar los sólidos, debido a un espesamiento por gravedad o a un acondicionamiento químico (ver Figura 1-42).
Se observó un pequeño incremento del 16% en la REF del lodo del sedimentador al lodo acondicionado con VT-N300 y una disminución máxima del 44% para el lodo acondicionado con el polímero XP-4800, cifras que resultan no significativas, ya que todos se manejan en un mismo rango de valores (ver Tabla 1-41).
Observamos también que los ST en el lodo no influyen en la REF, ya que no se muestra ninguna tendencia (ver Figura 1-42).
Figura 1-42. Variaciones de la REF y de los ST en el lodo
El lodo, no presenta prácticamente resistencia a la filtración, lo que significa que su tratamiento mediante procesos de filtración resultan efectivos para lograr su deshidratación.
Planta "La Campiña"
35.505
23.875 23.558 22.908
7.865
0.00E+00
5.00E+09
1.00E+10
1.50E+10
2.00E+10
2.50E+10
Del sedimentador Espesado con XP-4800 con Bufloc-5368 con VT-N300
Tipo de lodo
RE
F (
cm
/g)
0.00
5.00
10.00
15.00
20.00
25.00
30.00
35.00
40.00
ST
(g
/L)
REF (cm/g) ST (g/L)

LINEAMIENTOS PARA LA OPTIMIZACIÓN DEL DISEÑO, CONSTRUCCIÓN Y OPERACIÓN DE
LA TECNOLOGÍA PARA REMOCIÓN DE HIERRO Y MANGANESO EN AGUA POTABLE
(CNA-SGAPDS-CONVENIO-015/2013)
México, 2013 Página 100 de 213
Tabla 1-41 REF de los lodos analizados
Tipo de lodo REF (cm/g)
Lodo del sedimentador
Ensayo 1 19,109,341,358 1.91x1010
Ensayo 2 16,825,128,593 1.68x1010 Ensayo 3 23,288,808,543 2.33x1010
Promedio 19,741,092,831 1.97x1010
Lodo del sedimentador espesado
Ensayo 1 12,210,583,477 1.22x1010
Ensayo 2 13,460,913,565 1.35x1010 Ensayo 3 14,395,153,429 1.44x1010
Promedio 13,355,550,157 1.34x1010
Lodo del sedimentador acondicionado con XP-4800
Ensayo 1 8,987,986,667 8.99x1009 Ensayo 2 15,410,954,722 1.54x1010
Ensayo 3 8,930,823,686 8.93x1009 Promedio 11,109,921,692 1.11x1010
Lodo del sedimentador acondicionado con Bufloc-5368
Ensayo 1 14,793,665,212 1.48x1010
Ensayo 2 19,886,489,389 1.99x1010 Ensayo 3 17,791,882,790 1.78x1010
Promedio 17,490,679,130 1.75x1010
Lodo del sedimentador acondicionado con VT-N300
Ensayo 1 21,535,134,035 2.15x1010
Ensayo 2 26,792,996,431 2.68x1010 Ensayo 3 20,458,902,175 2.05x1010
Promedio 22,929,010,880 2.29x1010
Si comparamos la REF de los lodos de una planta potabilizadora de clarificación convencional que utiliza sulfato de aluminio como coagulante, con los lodos de óxidos de hierro (Fe) y manganeso (Mn), analizados en este estudio, podremos observar claramente que los lodos de aluminio presentan una mayor REF a pesar de la similitud en el contenido de ST (ver Figura 1-43 , Figura 1-44 y Tabla 1-42).

LINEAMIENTOS PARA LA OPTIMIZACIÓN DEL DISEÑO, CONSTRUCCIÓN Y OPERACIÓN DE
LA TECNOLOGÍA PARA REMOCIÓN DE HIERRO Y MANGANESO EN AGUA POTABLE
(CNA-SGAPDS-CONVENIO-015/2013)
México, 2013 Página 101 de 213
Figura 1-43. Comparación de la REF de lodos de aluminio y de óxidos de Fe y Mn
Figura 1-44. Comparación de los ST de lodos de aluminio y de óxidos de Fe y Mn
Comparaciones entre la REF de los lodos de Fe y Mn vs. lodos de Aluminio
1.97E+101.34E+10 1.11E+10
1.75E+102.29E+10
2.77E+12 1.26E+12
1.20E+11
7.81E+10
6.92E+10
0.00E+00
2.00E+10
4.00E+10
6.00E+10
8.00E+10
1.00E+11
1.20E+11
1.40E+11D
el s
ed
imen
tad
or
Ho
mo
gé
neo
Esp
esa
do
con
XP
-48
00
con
BL
-536
6
con
Bu
floc-
53
68
con
BL
-536
8
con
VT
-N3
00
Tipo de lodo
RE
F (c
m/g
)
REF Lodo de Fe y Mn (cm/g) REF Lodo de Aluminio (cm/g)
Comparaciones entre los ST de los lodos de Fe y Mn vs. lodos de Aluminio
22.90823.55823.875
35.505
7.865
29.175
32.120
23.730
15.140
1.315
0.00
5.00
10.00
15.00
20.00
25.00
30.00
35.00
40.00
Del sedim
enta
dor
Hom
ogéneo
Espesado
con X
P-4
800
con B
L-5
36
6
con B
ufloc-5
368
con B
L-5
36
8
con V
T-N
300
Tipo de lodo
ST (g/L
)
ST Lodo de Fe y Mn (g/L) ST Lodo de Aluminio (g/L)
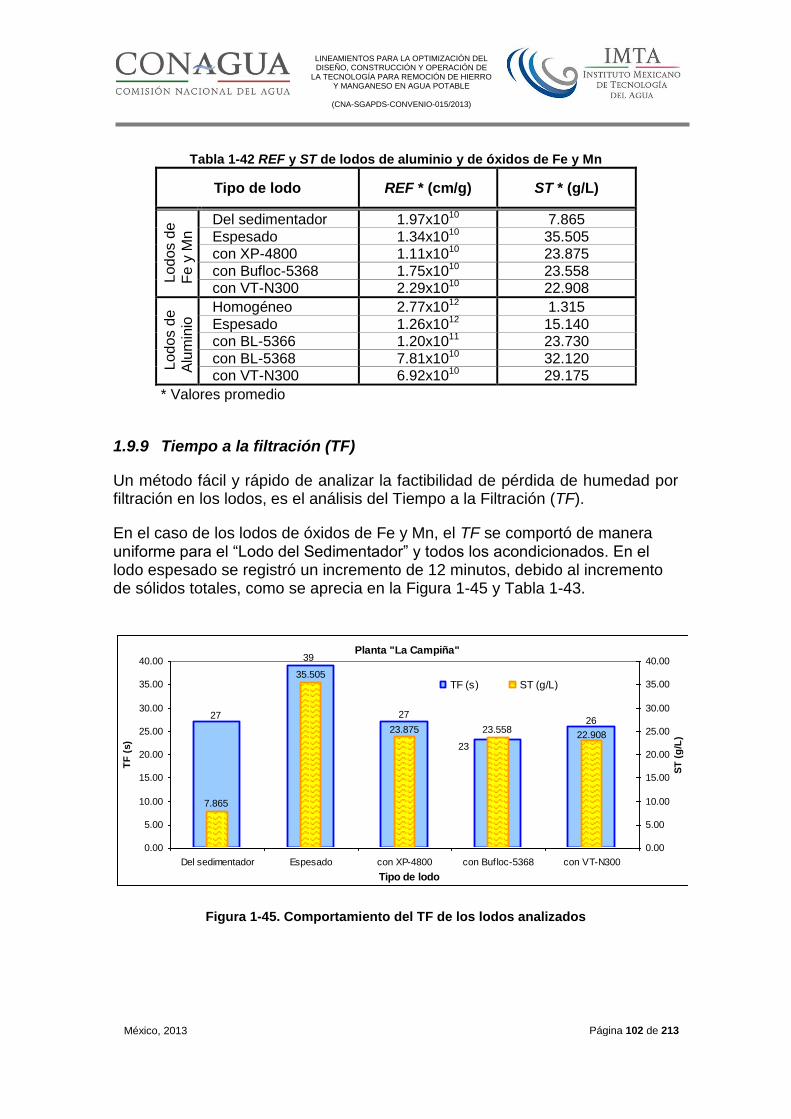
LINEAMIENTOS PARA LA OPTIMIZACIÓN DEL DISEÑO, CONSTRUCCIÓN Y OPERACIÓN DE
LA TECNOLOGÍA PARA REMOCIÓN DE HIERRO Y MANGANESO EN AGUA POTABLE
(CNA-SGAPDS-CONVENIO-015/2013)
México, 2013 Página 102 de 213
Tabla 1-42 REF y ST de lodos de aluminio y de óxidos de Fe y Mn
Tipo de lodo REF * (cm/g) ST * (g/L)
Lod
os d
e
Fe y
Mn Del sedimentador 1.97x1010 7.865
Espesado 1.34x1010 35.505 con XP-4800 1.11x1010 23.875
con Bufloc-5368 1.75x1010 23.558 con VT-N300 2.29x1010 22.908
Lod
os d
e
Alu
min
io Homogéneo 2.77x1012 1.315
Espesado 1.26x1012 15.140 con BL-5366 1.20x1011 23.730
con BL-5368 7.81x1010 32.120 con VT-N300 6.92x1010 29.175
* Valores promedio
1.9.9 Tiempo a la filtración (TF)
Un método fácil y rápido de analizar la factibilidad de pérdida de humedad por filtración en los lodos, es el análisis del Tiempo a la Filtración (TF).
En el caso de los lodos de óxidos de Fe y Mn, el TF se comportó de manera uniforme para el “Lodo del Sedimentador” y todos los acondicionados. En el lodo espesado se registró un incremento de 12 minutos, debido al incremento de sólidos totales, como se aprecia en la Figura 1-45 y Tabla 1-43.
Figura 1-45. Comportamiento del TF de los lodos analizados
Planta "La Campiña"
27
39
27
23
2623.558
22.90823.875
35.505
7.865
0.00
5.00
10.00
15.00
20.00
25.00
30.00
35.00
40.00
Del sedimentador Espesado con XP-4800 con Bufloc-5368 con VT-N300
Tipo de lodo
TF
(s)
0.00
5.00
10.00
15.00
20.00
25.00
30.00
35.00
40.00
ST
(g
/L)
TF (s) ST (g/L)

LINEAMIENTOS PARA LA OPTIMIZACIÓN DEL DISEÑO, CONSTRUCCIÓN Y OPERACIÓN DE
LA TECNOLOGÍA PARA REMOCIÓN DE HIERRO Y MANGANESO EN AGUA POTABLE
(CNA-SGAPDS-CONVENIO-015/2013)
México, 2013 Página 103 de 213
Tabla 1-43 Tiempo a la Filtración (TF) de los lodos analizados
Tipo de lodo Volumen filtrado
(ml) Tiempo a la filtración (s)
Lodo del sedimentador
Ensayo 1 250 ml lodo 130 27
Ensayo 2 250 ml lodo 130 25 Ensayo 3 250 ml lodo 130 28
Promedio 250 ml lodo 130 27
Lodo espesado
Ensayo 1 200 ml lodo 110 42 Ensayo 2 200 ml lodo 110 37 Ensayo 3 200 ml lodo 110 37
Promedio 200 ml lodo 110 39
Lodo acondicionado con XP-4800
Ensayo 2 200 ml lodo 110 28
Ensayo 3 200 ml lodo 110 25 Promedio 200 ml lodo 110 27
Lodo acondicionado con Bufloc-5368
Ensayo 1 200 ml lodo 110 22
Ensayo 2 200 ml lodo 110 23 Ensayo 3 200 ml lodo 110 25
Promedio 200 ml lodo 110 23
Lodo acondicionado con VT-N300
Ensayo 1 200 ml lodo 110 29 Ensayo 2 200 ml lodo 110 24
Ensayo 3 200 ml lodo 110 26 Promedio 200 ml lodo 110 26
1.9.10 Sedimentabilidad de los lodos
Una manera de encontrar los tiempos óptimos de sedimentación de los lodos, aplicado a sedimentadores intermitentes (como es el caso de las plantas potabilizadoras que remueven Fe y Mn y que utilizan la tecnología desarrollada por el IMTA) consiste en medir la velocidad de sedimentación de los lodos en columnas.
Dicha prueba se realizó utilizando una probeta de un litro, como se menciona en el apartado 1.9.3.1 de la metodología del presente trabajo.
Tanto el “Lodo Original” como el “Lodo del Sedimentador” mostraron la misma tendencia, que es una sedimentación completa a los 1,500 segundos (25 minutos), a partir de ese tiempo se lleva a cabo la compactación del lodo. A diferencia del “Lodo del Sedimentador” diluido al 100% que presentó una mayor velocidad de sedimentación, como se observa en las Figura 1-46, Figura 1-47 y Figura 1-48.

LINEAMIENTOS PARA LA OPTIMIZACIÓN DEL DISEÑO, CONSTRUCCIÓN Y OPERACIÓN DE
LA TECNOLOGÍA PARA REMOCIÓN DE HIERRO Y MANGANESO EN AGUA POTABLE
(CNA-SGAPDS-CONVENIO-015/2013)
México, 2013 Página 104 de 213
Los registros de tiempo y altura de los tres lodos analizados se muestran en las tablas 4.40, 4.41 y 4.42.
Tabla 1-44 Tiempo y altura de la sedimentación del “Lodo del Sedimentador”
Tiempo (min) Altura (cm) Tiempo (min) Altura (cm)
00' 00" 36.0 04' 56" 20.0 00' 51" 35.0 05' 18" 19.0
01' 03" 34.0 05' 47" 18.0 01' 19" 33.0 06' 26" 17.0
01' 38" 32.0 07' 11" 16.0 01' 54" 31.0 07' 54" 15.0
02' 11" 30.0 08' 50" 14.0 02' 25" 29.0 10' 06" 13.0
02' 40" 28.0 12' 00" 12.0 02' 55" 27.0 14' 50" 11.0
03' 11" 26.0 19' 31" 10.0 03' 27" 25.0 26' 56" 9.0
03' 44" 24.0 37' 57" 8.0 04' 01" 23.0 46' 45" 7.5
04' 18" 22.0 59' 03" 7.0
04' 34" 21.0
Figura 1-46. Velocidad de sedimentación del “Lodo del Sedimentador”
Pruebas de Sedimentabilidad,
Lodo del sedimentador
0
5
10
15
20
25
30
35
40
0 500 1000 1500 2000 2500 3000 3500 4000Tiempo (seg)
Alt
ura
(cm
)

LINEAMIENTOS PARA LA OPTIMIZACIÓN DEL DISEÑO, CONSTRUCCIÓN Y OPERACIÓN DE
LA TECNOLOGÍA PARA REMOCIÓN DE HIERRO Y MANGANESO EN AGUA POTABLE
(CNA-SGAPDS-CONVENIO-015/2013)
México, 2013 Página 105 de 213
Tabla 1-45 Tiempo y altura de la sedimentación del “LS” diluido al 100%
Tiempo (min) Altura (cm) Tiempo (min) Altura (cm)
00' 00" 36.0 03' 37" 13.0
00' 43" 35.0 03' 46" 12.0 01' 14" 34.0 03' 55" 11.0
01' 54" 33.0 04' 04" 10.0 02' 13" 32.0 04' 11" 9.0
02' 25" 31.0 04' 22" 8.0 02' 33" 30.0 05' 11" 7.0
02' 42" 29.0 07' 08" 6.0 03' 04" 18.0 11' 02" 5.0
03' 12" 17.0 14' 25" 4.5 03' 19" 16.0 18' 53" 4.0
03' 25" 15.0 31' 05" 3.5
03' 30" 14.0
Figura 1-47. Velocidad de sedimentación del “Lodo del Sedimentador” diluido al 100%
Pruebas de Sedimentabilidad,
Lodo del sedimentador diluido al 100%
0
5
10
15
20
25
30
35
40
0 200 400 600 800 1000 1200 1400 1600 1800 2000Tiempo (seg)
Alt
ura
(cm
)

LINEAMIENTOS PARA LA OPTIMIZACIÓN DEL DISEÑO, CONSTRUCCIÓN Y OPERACIÓN DE
LA TECNOLOGÍA PARA REMOCIÓN DE HIERRO Y MANGANESO EN AGUA POTABLE
(CNA-SGAPDS-CONVENIO-015/2013)
México, 2013 Página 106 de 213
Tabla 1-46 Tiempo y altura de la sedimentación del “Lodo Original”
Tiempo (min) Altura (cm) Tiempo (min) Altura (cm)
00' 00" 36.0 07' 09" 19.0
00' 39" 35.0 07' 53" 18.0 01' 03" 34.0 08' 43" 17.0
01' 23" 33.0 09' 41" 16.0 01' 42" 32.0 10' 56" 15.0
02' 00" 31.0 12' 31" 14.0 02' 19" 30.0 14' 54" 13.0
02' 38" 29.0 18' 44" 12.0 02' 58" 28.0 21' 03" 11.5 03' 16" 27.0 23' 43" 11.0
03' 30" 26.0 27' 20" 10.5 04' 01" 25.0 37' 51" 9.5
04' 23" 24.0 45' 44" 9.0 04' 50" 23.0 53' 52" 8.5
05' 19" 22.0 1: 05' 06" 8.0 05' 54" 21.0 1: 30' 00" ---
06' 28" 20.0
Figura 1-48. Velocidad de sedimentación del “Lodo Original”
Superponiendo los tres gráficos anteriores se observa más claramente el comportamiento de los lodos, anteriormente descrito (ver Figura 1-49).
Pruebas de Sedimentabilidad,
Lodo original
0
5
10
15
20
25
30
35
40
0 500 1000 1500 2000 2500 3000 3500 4000 4500Tiempo (seg)
Alt
ura
(cm
)

LINEAMIENTOS PARA LA OPTIMIZACIÓN DEL DISEÑO, CONSTRUCCIÓN Y OPERACIÓN DE
LA TECNOLOGÍA PARA REMOCIÓN DE HIERRO Y MANGANESO EN AGUA POTABLE
(CNA-SGAPDS-CONVENIO-015/2013)
México, 2013 Página 107 de 213
Figura 1-49. Velocidad de sedimentación del “Lodo Original”
1.9.11 Filtrabilidad en medios granulares (lechos de secado)
1.9.11.1 Pruebas en Culiacán, Sinaloa
Una vez colocados los tres lechos de secado de arena, se le agregaron a cada uno 5 litros del “Lodo del Sedimentador”, como se menciona en la metodología del presente trabajo (apartado 1.9.3.6). Se midió el tiempo de filtración y la turbiedad del filtrado. Se descartaron los dos lechos empacados con el material grueso (1.0 a 1.5 mm y 1.5 a 1.7 mm de tamaño de arena) debido a que el lodo pasó a través de las capas de material filtrante (ver Figura 1-50), de manera que se trabajó con el lecho empacado con el tamaño de grano de 0.5 a 1.0 mm. Este último retuvo todo el lodo en la parte superficial de la arena, como se aprecia en la Figura 1-51.
Figura 1-50 Paso del lodo a través de los lechos de arena
Pruebas de Sedimentabilidad
0
5
10
15
20
25
30
35
40
0 500 1000 1500 2000 2500 3000 3500 4000 4500
Tiempo (seg)
Alt
ura
(cm
)
Lodo del sedimentador
Lodo del sedimentador diluido al 100%
Lodo original

LINEAMIENTOS PARA LA OPTIMIZACIÓN DEL DISEÑO, CONSTRUCCIÓN Y OPERACIÓN DE
LA TECNOLOGÍA PARA REMOCIÓN DE HIERRO Y MANGANESO EN AGUA POTABLE
(CNA-SGAPDS-CONVENIO-015/2013)
México, 2013 Página 108 de 213
Figura 1-51 Filtrado del lodo en el lecho de secado de 0.5 a 1.0 mm de tamaño de arena
La turbiedad del filtrado a los 2.5 minutos de aplicarse el lodo fue de 6 UNT y a los 6.5 minutos fue de 3 UNT.
A los 6 minutos se comenzó a secar el lecho y a los 8 minutos se secó completamente. A los 9 minutos se tomó una muestra de la torta sobre el lecho y se le determinó el porciento de humedad, utilizando la balanza de humedad. Los resultados se muestran en la Tabla 1-47.
Tabla 1-47 Porciento de humedad del lodo aplicado al lecho de secado
Tiempo (min) masa (g) % humedad % sólido
0 0.46 0.00 100.00 10 0.36 21.74 78.26
20 0.25 45.65 54.35 30 0.18 60.87 39.13
40 0.09 80.43 19.57 50 0.05 89.13 10.87
60 0.03 93.48 6.52 70 0.02 95.65 4.35
80 0.02 95.65 4.35 90 0.02 95.65 4.35 100 0.01 97.83 2.17
110 0.01 97.83 2.17 140 0.01 97.83 2.17
La curva de humedad, como es de esperarse, muestra cambios de pendiente debido a que el lodo había liberado previamente toda su humedad libre durante la filtración (ver Gráfica 1.1).

LINEAMIENTOS PARA LA OPTIMIZACIÓN DEL DISEÑO, CONSTRUCCIÓN Y OPERACIÓN DE
LA TECNOLOGÍA PARA REMOCIÓN DE HIERRO Y MANGANESO EN AGUA POTABLE
(CNA-SGAPDS-CONVENIO-015/2013)
México, 2013 Página 109 de 213
Gráfica 1.1 Curva de evaporación del lodo aplicado al lecho de secado
Una hora después de haberse secado el lodo aplicado al lecho, se tomaron muestras de la torta del lodo a diferentes tiempos, para determinar la pérdida de humedad en el mismo por exposición al medio ambiente. Las muestras húmedas se pesaron y se colocaron en una estufa a 105ºC durante un periodo de 4 a 6 horas. Una vez secas, se pesaban nuevamente y se calculaba el porciento de humedad.
Los resultados de la pérdida de humedad que se presentan en la Tabla 1-48, muestran que después de la filtración no se presentaron cambios significativos en el contenido de humedad del lodo.
Tabla 1-48 Monitoreo de la humedad de la torta de lodo en el lecho de secado
Tiempo (min)
Peso lodo % humedad
Húmedo (g) Seco (g)
60.00 3.0208 0.2454 91.88 180.00 2.1570 0.1759 91.85
180.41 2.2690 0.1921 91.53 360.00 3.1389 0.2718 91.34
1360.00 4.6833 0.3984 91.49 2040.00 5.2765 0.4337 91.78
2760.75 5.7596 0.5203 90.97
Es importe aclarar que las pruebas realizadas en Culiacán, Sinaloa fueron bajo condiciones de alta humedad en el medio ambiente debido a las lluvias. El lecho se encontraba protegido de la lluvia pero en ningún momento durante las pruebas, estuvo expuesto al sol.
Lecho de secado de arena (0.5 a 1.0 mm)
0
20
40
60
80
100
120
0 20 40 60 80 100 120 140 160Tiempo (min)
% h
um
ed
ad

LINEAMIENTOS PARA LA OPTIMIZACIÓN DEL DISEÑO, CONSTRUCCIÓN Y OPERACIÓN DE
LA TECNOLOGÍA PARA REMOCIÓN DE HIERRO Y MANGANESO EN AGUA POTABLE
(CNA-SGAPDS-CONVENIO-015/2013)
México, 2013 Página 110 de 213
Durante el análisis de humedad, solo se registraron pequeños cambios en el contenido de agua que no muestran ninguna tendencia (ver Figura 1-52).
Figura 1-52. Comportamiento de la humedad en lodo aplicado al lecho de secado
1.9.11.2 Pruebas en el laboratorio de Potabilización del IMTA
Se instaló un lecho de secado en el Laboratorio de Potabilización del IMTA, empacado con arena de 0.5 a 1.0 mm de tamaño de grano, de igual forma que el utilizado en Culiacán, Sinaloa.
El lodo utilizado se transportó desde Culiacán, Sinaloa. Se realizó una primera dilución con agua del grifo para alcanzar una concentración de ST cercana a 7.865 g/L, que es la representativa del “Lodo del Sedimentador”.
Una vez mezclado se homogenizó con una agitador mecánico de propela, se tomó una muestra de 50 ml (por duplicado) y se le determinó la concentración de ST mediante gravimetría; a éste primer lodo lo nombramos “Lodo de Culiacán”. Los resultados se muestran en la Tabla 1-49.
Tabla 1-49 Concentración de sólidos en el “Lodo de Culiacán”
Peso cápsula (g)
Peso cápsula + sólido (g)
ST (g/L)
73.278 74.420 22.84 57.945 59.072 22.54
Promedio 22.69
Pérdida de humedad del lodo aplicado al lecho de secado
90.80
91.00
91.20
91.40
91.60
91.80
92.00
0 500 1000 1500 2000 2500 3000
Tiempo (min)
% h
um
ed
ad

LINEAMIENTOS PARA LA OPTIMIZACIÓN DEL DISEÑO, CONSTRUCCIÓN Y OPERACIÓN DE
LA TECNOLOGÍA PARA REMOCIÓN DE HIERRO Y MANGANESO EN AGUA POTABLE
(CNA-SGAPDS-CONVENIO-015/2013)
México, 2013 Página 111 de 213
Debido a que la concentración de ST en el “Lodo de Culiacán” fue mayor a la que se deseaba obtener, fue necesario hacer una segunda dilución y la definitiva, a este lodo lo nombramos “Lodo IMTA” y fue necesario agregarle 1.8849 litros de agua por cada litro de lodo que se pretendió preparar.
Se prepararon en total 20 litros de “Lodo IMTA”, es decir, a 7 litros del lodo se les agregaron 13 litros de agua. Se tomó una muestra de 50 ml para determinar nuevamente la concentración de ST. Los resultados se muestran en la Tabla 1-50.
Tabla 1-50 Concentración de ST del “Lodo IMTA”
Peso cápsula (g)
Peso cápsula + sólido (g)
ST (g/L)
75.596 76.006 8.20
88.137 88.550 8.26
Promedio 8.23
A este último lodo se le realizó una prueba de humedad, durante 180 minutos, en la balanza de humedad. Se encontró que el “Lodo IMTA” está constituido por un 99.20% de agua (0.80% de sólidos), siendo éste, el valor buscado para realizar la experimentación en el lecho de secado (ver Tabla 1-51).
Tabla 1-51 Porciento de humedad y sólidos en el “Lodo IMTA”
Tiempo (min)
Masa (g)
Humedad (%)
Sólido (%)
Tiempo (min)
Masa (g)
Humedad (%)
Sólido (%)
0 10.04 0.00 100.00 95 0.37 96.31 3.69
5 9.70 3.39 96.61 100 0.10 99.00 1.00 10 9.15 8.86 91.14 105 0.09 99.10 0.90 15 8.61 14.24 85.76 110 0.09 99.10 0.90
20 8.07 19.62 80.38 115 0.09 99.10 0.90 25 7.54 24.90 75.10 120 0.08 99.20 0.80
30 7.01 30.18 69.82 125 0.08 99.20 0.80 35 6.48 35.46 64.54 130 0.08 99.20 0.80
40 5.96 40.64 59.36 135 0.08 99.20 0.80 45 5.44 45.82 54.18 140 0.08 99.20 0.80
50 4.92 51.00 49.00 145 0.08 99.20 0.80 55 4.41 56.08 43.92 150 0.08 99.20 0.80
60 3.89 61.25 38.75 155 0.08 99.20 0.80 65 3.38 66.33 33.67 160 0.08 99.20 0.80
70 2.88 71.31 28.69 165 0.08 99.20 0.80 75 2.37 76.39 23.61 170 0.08 99.20 0.80
80 1.86 81.47 18.53 175 0.08 99.20 0.80 85 1.35 86.55 13.45 180 0.08 99.20 0.80
90 0.85 91.53 8.47
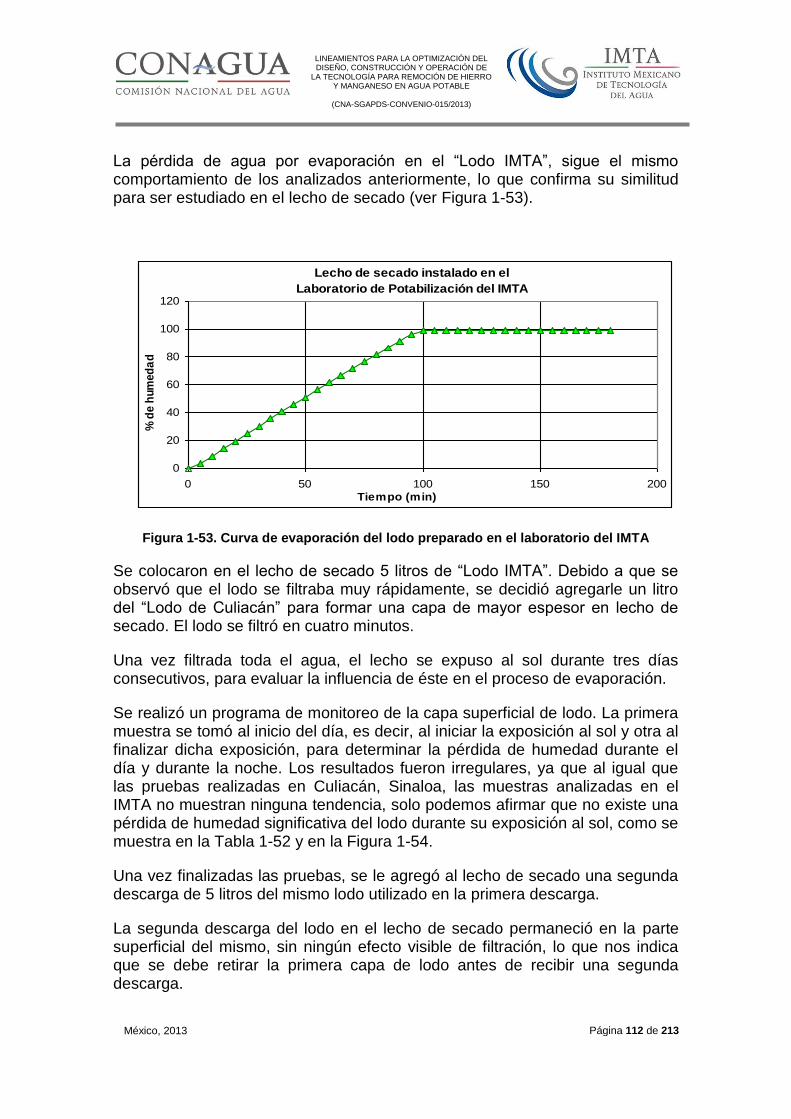
LINEAMIENTOS PARA LA OPTIMIZACIÓN DEL DISEÑO, CONSTRUCCIÓN Y OPERACIÓN DE
LA TECNOLOGÍA PARA REMOCIÓN DE HIERRO Y MANGANESO EN AGUA POTABLE
(CNA-SGAPDS-CONVENIO-015/2013)
México, 2013 Página 112 de 213
La pérdida de agua por evaporación en el “Lodo IMTA”, sigue el mismo comportamiento de los analizados anteriormente, lo que confirma su similitud para ser estudiado en el lecho de secado (ver Figura 1-53).
Figura 1-53. Curva de evaporación del lodo preparado en el laboratorio del IMTA
Se colocaron en el lecho de secado 5 litros de “Lodo IMTA”. Debido a que se observó que el lodo se filtraba muy rápidamente, se decidió agregarle un litro del “Lodo de Culiacán” para formar una capa de mayor espesor en lecho de secado. El lodo se filtró en cuatro minutos.
Una vez filtrada toda el agua, el lecho se expuso al sol durante tres días consecutivos, para evaluar la influencia de éste en el proceso de evaporación.
Se realizó un programa de monitoreo de la capa superficial de lodo. La primera muestra se tomó al inicio del día, es decir, al iniciar la exposición al sol y otra al finalizar dicha exposición, para determinar la pérdida de humedad durante el día y durante la noche. Los resultados fueron irregulares, ya que al igual que las pruebas realizadas en Culiacán, Sinaloa, las muestras analizadas en el IMTA no muestran ninguna tendencia, solo podemos afirmar que no existe una pérdida de humedad significativa del lodo durante su exposición al sol, como se muestra en la Tabla 1-52 y en la Figura 1-54.
Una vez finalizadas las pruebas, se le agregó al lecho de secado una segunda descarga de 5 litros del mismo lodo utilizado en la primera descarga.
La segunda descarga del lodo en el lecho de secado permaneció en la parte superficial del mismo, sin ningún efecto visible de filtración, lo que nos indica que se debe retirar la primera capa de lodo antes de recibir una segunda descarga.
Lecho de secado instalado en el
Laboratorio de Potabilización del IMTA
0
20
40
60
80
100
120
0 50 100 150 200
Tiempo (min)
% d
e h
um
ed
ad

LINEAMIENTOS PARA LA OPTIMIZACIÓN DEL DISEÑO, CONSTRUCCIÓN Y OPERACIÓN DE
LA TECNOLOGÍA PARA REMOCIÓN DE HIERRO Y MANGANESO EN AGUA POTABLE
(CNA-SGAPDS-CONVENIO-015/2013)
México, 2013 Página 113 de 213
Tabla 1-52 Pérdida de humedad del “Lodo IMTA” por exposición al sol
Tiempo (horas)
Hora Peso
% humedad %
sólido Muestra húmeda (g)
Muestra seca (g)
0 10:00
1.650 1.022 61.94 38.06
2.028 1.067 52.61 47.39
Promedio 57.28 42.72
18 18:00
4.608 3.472 75.35 24.65
4.804 3.503 72.92 27.08
Promedio 74.13 25.87
24 10:00
2.096 1.076 51.34 48.66
1.935 1.057 54.63 45.37
Promedio 52.98 47.02
32 18:00
4.513 3.473 76.96 23.04
4.163 3.450 82.87 17.13
Promedio 79.91 20.09
64 10:00
1.749 1.040 59.46 40.54
1.519 1.004 66.10 33.90
Promedio 62.78 37.22
Figura 1-54. Comportamiento de la humedad del “Lodo IMTA” durante su exposición al sol
Humedad de la torta en el lecho instalado en el Laboratorio de Potabilización,
en función del tiempo
0
10
20
30
40
50
60
70
80
90
0 500 1000 1500 2000 2500 3000 3500 4000
Tiempo (min)
% h
um
ed
ad

LINEAMIENTOS PARA LA OPTIMIZACIÓN DEL DISEÑO, CONSTRUCCIÓN Y OPERACIÓN DE
LA TECNOLOGÍA PARA REMOCIÓN DE HIERRO Y MANGANESO EN AGUA POTABLE
(CNA-SGAPDS-CONVENIO-015/2013)
México, 2013 Página 114 de 213
1.9.12 Composición química del lodo por difracción de rayos-X y microscopía electrónica de barrido
1.9.12.1 Resultados por difracción de rayos-X
Debido a que los cristales que constituyen los óxidos de manganeso son amorfos no se obtuvieron lecturas en el difractograma de rayos-X, por lo tanto, no se obtuvo ningún tipo de información.
Resultados por microscopía electrónica de barrido (MEB)
Con el microscopio electrónico de barrido se encontró que el lodo está constituido de manganeso (Mn), calcio (Ca), hierro (Fe), magnesio (Mg), fósforo (P) y silicio (Si), en orden decreciente.
En el espectro del MEB (Figura 1-55) se observa un pico muy elevado de oxígeno que nos indica que las especies químicas encontradas están en forma de óxidos.
Figura 1-55 Espectro de los elementos constituyentes del lodo por MEB

LINEAMIENTOS PARA LA OPTIMIZACIÓN DEL DISEÑO, CONSTRUCCIÓN Y OPERACIÓN DE
LA TECNOLOGÍA PARA REMOCIÓN DE HIERRO Y MANGANESO EN AGUA POTABLE
(CNA-SGAPDS-CONVENIO-015/2013)
México, 2013 Página 115 de 213
Si no consideramos al oxígeno (O) ni al carbono (C) en la suma de elementos, debido a que éstos no son elementos constituyentes del lodo, sino más bien, el oxígeno se encuentra en combinación con los mismos formando óxidos y el carbono nos indica la presencia de materia orgánica, se tendrá un resultado semi-cuantitativo.
Las proporciones de los elementos constituyentes del lodo, como un resultado semi-cuantitativo se muestran en la Tabla 1-53 y Figura 1-56.
Tabla 1-53 Elementos constituyentes del lodo sin O y C (MEB)
Elemento (%) en peso
Mn 81.98 Ca 10.07 Fe 5.55 Mg 1.24 P 0.78 Si 0.39
Suma 100.00
Figura 1-56. Elementos constituyentes del lodo sin O y C (MEB)
Si se considera el oxígeno (O) y el carbono (C) en el análisis, se tendrían las siguientes proporciones (ver Tabla 1-54 y Figura 1-57).
0
10
20
30
40
50
60
70
80
90
Pe
so (
%)
Mn Ca Fe Mg P Si
Elementos

LINEAMIENTOS PARA LA OPTIMIZACIÓN DEL DISEÑO, CONSTRUCCIÓN Y OPERACIÓN DE
LA TECNOLOGÍA PARA REMOCIÓN DE HIERRO Y MANGANESO EN AGUA POTABLE
(CNA-SGAPDS-CONVENIO-015/2013)
México, 2013 Página 116 de 213
Tabla 1-54 Elementos constituyentes del lodo con O y C (MEB)
Elemento (%) en peso
Mn 59.36
O 19.66 C 8.17
Ca 7.32 Fe 3.89 Mg 0.79 P 0.54
Si 0.27 Suma 100.00
Figura 1-57. Elementos constituyentes del lodo con O y C (MEB)
0
10
20
30
40
50
60
Pe
so (
%)
Mn O C Ca Fe Mg P Si
Elementos

LINEAMIENTOS PARA LA OPTIMIZACIÓN DEL DISEÑO, CONSTRUCCIÓN Y OPERACIÓN DE
LA TECNOLOGÍA PARA REMOCIÓN DE HIERRO Y MANGANESO EN AGUA POTABLE
(CNA-SGAPDS-CONVENIO-015/2013)
México, 2013 Página 117 de 213
1.9.13 Composición química del lodo vía húmeda (por absorción atómica)
Debido a que los resultados obtenidos por el MEB son semi-cuantitativos, se analizaron vía húmeda por absorción atómica.
La preparación de la muestra se describe en el apartado 1.9.3.9 de la metodología del presente trabajo.
El análisis por absorción atómica es muy confiable, ya que cuantifica de manera exacta la concentración de los elementos más abundantes que se identificaron con el MEB. Los resultados se muestran en la Tabla 1-55 y Figura 1-58
Tabla 1-55 Elementos constituyentes del lodo analizados por absorción atómica
Elemento Concentración
(g/kg)
Mn 396.7798 Ca 61.5881 Fe 26.2783 Mg 10.1592
Figura 1-58. Composición química del lodo (absorción atómica)
Los resultados anteriores nos indican que este lodo en particular está constituido principalmente de manganeso
0
50
100
150
200
250
300
350
400
Co
nce
ntr
ació
n (
g/k
g d
e l
od
o)
Mn Ca Fe Mg
Elementos

LINEAMIENTOS PARA LA OPTIMIZACIÓN DEL DISEÑO, CONSTRUCCIÓN Y OPERACIÓN DE
LA TECNOLOGÍA PARA REMOCIÓN DE HIERRO Y MANGANESO EN AGUA POTABLE
(CNA-SGAPDS-CONVENIO-015/2013)
México, 2013 Página 118 de 213
2 PLANTAS CONSTRUIDAS QUE APLICAN LA TECNOLOGÍA DEL IMTA PARA REMOVER HIERRO Y MANGANESO
Actualmente en el país se han construido ocho plantas potabilizadoras para remoción de Fe y Mn en agua para uso y consumo humano que aplican la tecnología patentada por el IMTA, y cuyos diseños también fueron desarrollados por el IMTA, la ubicación de las plantas y el tipo de filtros se muestran en la Tabla 2-1
Tabla 2-1. Plantas potabilizadoras que aplican la tecnología del IMTA (Fe y Mn)
Lugar Responsable de la
operación Número
Capacidad (L/s)
Tipo de filtros
Culiacán, Sinaloa JAPAC 2 40 y 55 Presión
Mazatlán, Sinaloa JUMAPAM 1 1,500 Gravedad
Navolato, Sinaloa JAPAN 1 60 Presión
Texcoco, Edo de México
CONAGUA 1 630 Gravedad
Camargo, Chihuahua JMAS 2 60 y 60 Presión
Mazatán, Chiapas AMEX, S.A. de C.V 1 4 Presión
En las plantas potabilizadoras para remoción de Fe y Mn construidas en el país que aplican la tecnología desarrollada por el IMTA, existen componentes de diseño y operación de las mismas que son susceptibles de mejorarse. Una vez detectados, deben estudiarse y proponer mejoras que se incorporen a los futuros diseños de plantas de este tipo con objeto de incrementar su eficiencia global.
Una vez llevado a cabo el recorrido por las cinco plantas se definió que los componentes que requieren mejorar su desempeño son: el sistema de retrolavado de los filtros y el proceso de recuperación de agua de retrolavado, es decir, la sedimentación, en la que se involucra la recirculación del agua clarificada. Además del retrolavado y la sedimentación, se debe establecer un procedimiento de control del crecimiento de los granos de zeolita, tanto en los sistemas a gravedad como a presión.
En el caso de las plantas que cuentan con sistemas a gravedad, como la planta del ramal Peñón-Texcoco en el Estado de México y la planta “Los Horcones” en Mazatlán, Sinaloa, es posible implementar una estrategia en sus procedimientos de retrolavado, en sus sistemas de lavado con agua-aire, para frenar en la medida de lo posible el crecimiento de la zeolita.
En el caso de las plantas que cuentan con filtros a presión, ya que comúnmente no utilizan aire en el proceso de retrolavado, se puede establecer una metodología de control mediante la medición rutinaria de la granulometría de la zeolita, o en su defecto, también implementar un lavado con solo aire al inicio del retrolavado, especialmente en los casos de una alta presencia de Mn.

LINEAMIENTOS PARA LA OPTIMIZACIÓN DEL DISEÑO, CONSTRUCCIÓN Y OPERACIÓN DE
LA TECNOLOGÍA PARA REMOCIÓN DE HIERRO Y MANGANESO EN AGUA POTABLE
(CNA-SGAPDS-CONVENIO-015/2013)
México, 2013 Página 119 de 213

LINEAMIENTOS PARA LA OPTIMIZACIÓN DEL DISEÑO, CONSTRUCCIÓN Y OPERACIÓN DE
LA TECNOLOGÍA PARA REMOCIÓN DE HIERRO Y MANGANESO EN AGUA POTABLE
(CNA-SGAPDS-CONVENIO-015/2013)
México, 2013 Página 120 de 213
3 OBJETIVO
Identificar, analizar y dar solución a los problemas técnicos de diseño, construcción y operación de las plantas para remoción de hierro y manganeso que emplean la tecnología de adsorción-oxidación sobre zeolita natural para la obtención de agua para uso y consumo humano.
4 METODOLOGÍA
La metodología propuesta para la ejecución de este estudio fue la siguiente:
Se realizaran pruebas en sitio en la planta potabilizadora del ramal Peñón-Texcoco, Estado de México por su cercanía, sin descartar la posibilidad de realizar visitas a las plantas que se encuentran en Mazatlán, Culiacán y/o Chihuahua, en estas plantas solo se analizará la eficiencia histórica, se tomaran muestras del material filtrante y se hará una evaluación rápida de la planta.
4.1 Evaluación de la operación del proceso de adsorción
Se analizarán los resultados históricos del proceso de adsorción de la planta, incluyendo el periodo de colapso de los bajos drenes, con la finalidad de evaluar el desempeño de la planta potabilizadora. Por otro lado, durante la evaluación, se tomarán muestras del agua de entrada y salida de los filtros y se determinarán las concentraciones de Fe, Mn y cloro libre residual. También se monitoreará el pH en la entrada a la planta, en los filtros y a la salida de la planta.
Se tomarán muestras a la salida de cada uno de los ocho filtros para determinar la aportación de cada uno de los mismos y detectar algún problema que pudiera existir en los bajos drenes y en el material adsorbente. Las muestras se tomarán durante operación normal y durante la recirculación del agua sedimentada.
Los métodos de análisis que se utilizarán serán los siguientes:
Fe, método colorimétrico “Ferrover”, con rango de 0.00 – 3.00 mg/L, con espectrofotómetro marca Hach.
Mn, método colorimétrico “PAN”, con rango de 0.000 – 0.700 mg/L con espectrofotómetro marca Hach.
pH, método potenciométrico.
Cloro libre, método colorimétrico “DPD” para bajo rango (0-2 mg/L) y alto rango (0-5 mg/L) con espectrofotómetro marca Hach.
Color, colorímetro digital de campo.

LINEAMIENTOS PARA LA OPTIMIZACIÓN DEL DISEÑO, CONSTRUCCIÓN Y OPERACIÓN DE
LA TECNOLOGÍA PARA REMOCIÓN DE HIERRO Y MANGANESO EN AGUA POTABLE
(CNA-SGAPDS-CONVENIO-015/2013)
México, 2013 Página 121 de 213
4.2 Evaluación de la operación del proceso de retrolavado de filtros
Se analizará el proceso de retrolavado de filtros, se medirán los tiempos de cada una de las etapas (solo aire, agua y aire y solo agua), se tomarán muestras de los retrolavados, se graficarán las concentraciones de Mn y color y se determinaran los tiempos óptimos de cada etapa. Este proceso se aplicará en los ocho filtros.
4.3 Evaluación de la operación del proceso de sedimentación
Se tomarán muestras representativas del agua de retrolavado de los filtros y se realizarán pruebas de sedimentabilidad en columna, para obtener las curvas de sedimentabilidad de los lodos a diferentes alturas y tiempos. Por otro lado, mediante pruebas de jarras, se determinarán el tipo y dosis de polímero para incrementar la velocidad de sedimentación de los lodos y obtener así una mayor separación de sólidos suspendidos en el sobrenadante y poder recircular el agua clarificada sin afectar el proceso en los filtros. Se realizarán determinaciones de color y concentración de Mn en agua clarificada. Se harán las recomendaciones pertinentes para mejorar el proceso de sedimentación en la planta. Se realizará el diseño funcional de un sistema de dosificación de polímero para mejorar el proceso de sedimentación de lodos.
4.4 Evaluación de la operación del proceso de extracción de lodos del sedimentador
Se avaluará el procedimiento de extracción de lodos de la tolva del sedimentador y se propondrán alternativas que ayuden a mejorar el proceso, ya que se han observado tiempos de residencia muy prolongados de los lodos en el sedimentador, lo que lleva a su compactación e imposibilita su extracción con bombeo, viéndose los operadores en la necesidad de aplicar agua a presión de forma manual para “licuar” los lodos y poder extraerlos. Se realizará el diseño funcional de un sistema apropiado para la extracción y secado de lodos.
4.5 Evaluación del crecimiento de la zeolita en los filtros
De acuerdo a los datos históricos del crecimiento del material adsorbente (zeolita), se determinarán los tiempos de lavados con aire para frenar, en la medida de lo posible, el crecimiento de la zeolita, y determinando así su tiempo de vida útil en función de su crecimiento. Esto implica establecer periodos de sustitución de la zeolita y evitar métodos que pongan en riesgo la integridad del filtro. Se establecerá una metodología para determinar el periodo de vida útil del material adsorbente.
4.6 Informe final
Se entregará un informe final que contendrá la metodología detallada utilizada para el estudio, los resultados obtenidos, el análisis de los mismos y las recomendaciones en cada una de las etapas del proceso para optimizar la
LINEAMIENTOS PARA LA OPTIMIZACIÓN DEL DISEÑO, CONSTRUCCIÓN Y OPERACIÓN DE
LA TECNOLOGÍA PARA REMOCIÓN DE HIERRO Y MANGANESO EN AGUA POTABLE
(CNA-SGAPDS-CONVENIO-015/2013)
México, 2013 Página 122 de 213
operación de la planta potabilizadora del ramal Peñón-Texcoco en la remoción de Fe y Mn:
Diseño funcional de un sistema de dosificación de polímero para mejorar el proceso de sedimentación de lodos.
Diseño funcional de un sistema apropiado para la extracción y secado de lodos.
Metodología de retrolavado de filtros para control del crecimiento del material adsorbente.
Metodología para determinar el periodo de vida útil del material adsorbente
Reporte del desempeño de los filtros en la remoción del manganeso durante el período de duración de este estudio.
Para la realización de este estudio será necesaria la colaboración de personal de operación, laboratorio y supervisión de la CONAGUA (OCAVM).

LINEAMIENTOS PARA LA OPTIMIZACIÓN DEL DISEÑO, CONSTRUCCIÓN Y OPERACIÓN DE
LA TECNOLOGÍA PARA REMOCIÓN DE HIERRO Y MANGANESO EN AGUA POTABLE
(CNA-SGAPDS-CONVENIO-015/2013)
México, 2013 Página 123 de 213
5 RESULTADOS
5.1 Comportamiento histórico del proceso de adsorción (Pta. Texcoco)
Se decidió trabajar con la planta potabilizadora del ramal Peñón-Texcoco debido a su cercanía, además de la relevancia en su tipo, ya que consta de filtros a gravedad que utilizan un sistema de lavado secuencial (solo aire, agua-aire, solo agua) que resulta muy representativo para establecer los “lineamientos para la optimización del diseño, construcción y operación de la tecnología para remoción de hierro y manganeso en agua potable”.
La planta del ramal Peñón-Texcoco inició su operación en el año 2000, y aunque el agua tratada ha cumplido con los límites máximos permisibles que establece la modificación del año 2000 de la norma oficial mexicana NOM-127-SSA1-1994 para el Fe y Mn, se han presentado diversos problemas en la operación de la planta, tales como:
1. Deficiencia en el proceso de sedimentación.
2. Recirculación de agua de retrolavado con alto contenido de sólidos suspendidos (MnO2) que afecta la calidad del agua de entrada y el proceso de filtración.
3. No hay un procedimiento de control del crecimiento del medio adsorbente.
4. No hay un procedimiento de control para la etapa de lavado con aire, se deben ajustar los tiempos en función del crecimiento de los granos del medio adsorbente.
5. Se debe estandarizar el proceso de retrolavado de los filtros cuando se utiliza solo agua.
6. Bajos drenes colapsados (periodo que no cumplió la planta con los niveles de Mn que establece la modificación a la NOM-127-SSA1-1994).
7. Se debe modificar el método de extracción de lodos del sedimentador
En la evaluación de la planta se analizaron las eficiencias en la remoción básicamente de Mn durante el periodo del año 2005 al 2012 y se observó que a pesar de los problemas operativos, el efluente de la planta mantuvo una concentración de Mn dentro de los límites que establece la Norma NOM-127-SSA1.

LINEAMIENTOS PARA LA OPTIMIZACIÓN DEL DISEÑO, CONSTRUCCIÓN Y OPERACIÓN DE
LA TECNOLOGÍA PARA REMOCIÓN DE HIERRO Y MANGANESO EN AGUA POTABLE
(CNA-SGAPDS-CONVENIO-015/2013)
México, 2013 Página 124 de 213
En la Figura 5-1 se observa que desde el arranque de la planta, en octubre del año 2001, se observó una alta eficiencia en la remoción de Mn, mayor al 96% y que se cumplía con el límite permisible que establece la NOM-127.
Figura 5-1. Remoción de Mn durante el arranque de la planta (octubre-2001)
El desempeño de la planta en el año 2005 (Figura 5-2) muestra una ligera tendencia de reducción en la eficiencia de remoción de Mn, ya que se inicia con una concentración residual promedio del mes de enero de 0.04 mg Mn/L y termina con 0.11 mg Mn/L en la concentración promedio del mes de diciembre, que corresponden a una eficiencia del 96.97 y 90.46% respectivamente.
En el año 2006 se observa que el comportamiento de la remoción de Mn refleja las variaciones de las concentraciones del Mn en el agua cruda, con tendencias a incrementarse el residual cuando hay un mayor contenido de manganeso en el agua de entrada a la planta, pero siempre, por debajo del límite que establece la NOM-127, excepto para los días 60, 173 y 271 del año, como se aprecia en la Figura 5-3.

LINEAMIENTOS PARA LA OPTIMIZACIÓN DEL DISEÑO, CONSTRUCCIÓN Y OPERACIÓN DE
LA TECNOLOGÍA PARA REMOCIÓN DE HIERRO Y MANGANESO EN AGUA POTABLE
(CNA-SGAPDS-CONVENIO-015/2013)
México, 2013 Página 125 de 213
Figura 5-2. Remoción de Mn en el año 2005 (planta ramal Peñón-Texcoco)
Figura 5-3. Remoción de Mn en el año 2006 (planta ramal Peñón-Texcoco)
En el año 2007 la remoción de Mn se mantuvo más estable con variaciones promedio mensuales del 91 al 96.9%, como se muestra en la Figura 5-4.

LINEAMIENTOS PARA LA OPTIMIZACIÓN DEL DISEÑO, CONSTRUCCIÓN Y OPERACIÓN DE
LA TECNOLOGÍA PARA REMOCIÓN DE HIERRO Y MANGANESO EN AGUA POTABLE
(CNA-SGAPDS-CONVENIO-015/2013)
México, 2013 Página 126 de 213
Figura 5-4. Remoción de Mn en el año 2007 (planta ramal Peñón-Texcoco)
En el año 2008, de manera general se aprecia una reducción en la eficiencia en los dos primeros meses del año, a pesar de que la concentración del Mn en el influente de la planta se mantiene con poca variación (0.9 a 1.1 mgMn/L), con variaciones promedio mensuales del 89.0 al 94.94% de remoción (ver Figura 5-5).
Figura 5-5. Remoción de Mn en el año 2008 (planta ramal Peñón-Texcoco)
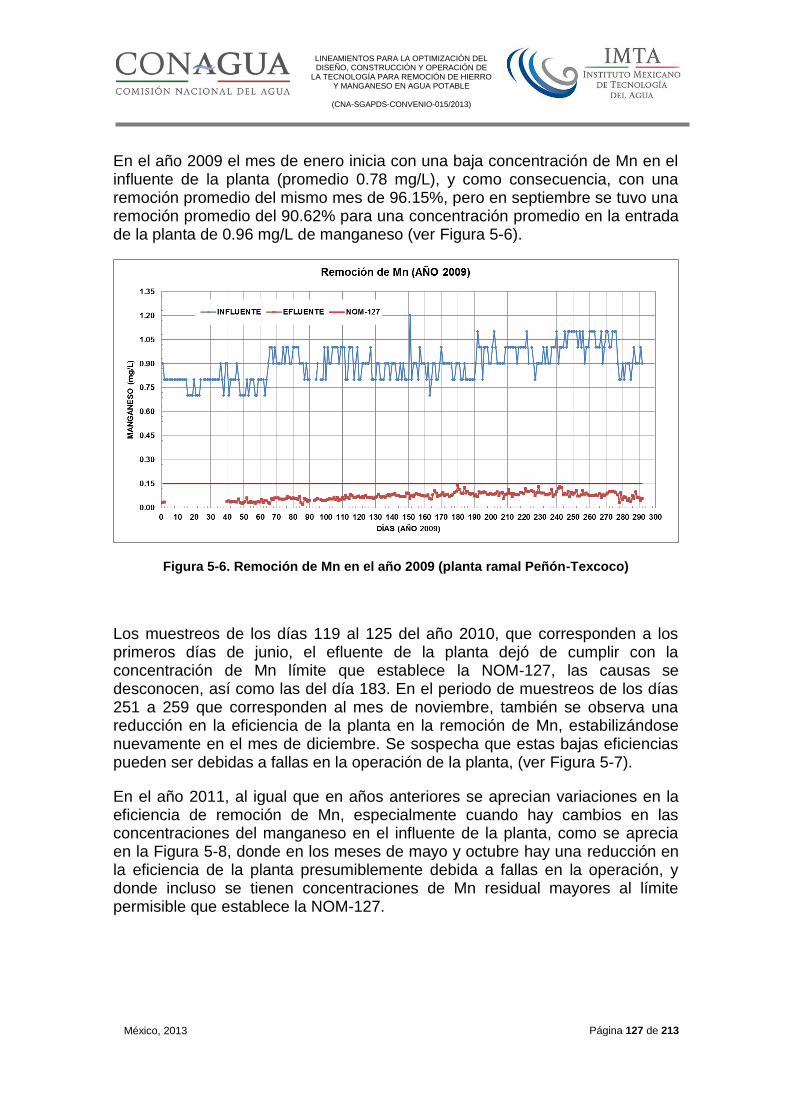
LINEAMIENTOS PARA LA OPTIMIZACIÓN DEL DISEÑO, CONSTRUCCIÓN Y OPERACIÓN DE
LA TECNOLOGÍA PARA REMOCIÓN DE HIERRO Y MANGANESO EN AGUA POTABLE
(CNA-SGAPDS-CONVENIO-015/2013)
México, 2013 Página 127 de 213
En el año 2009 el mes de enero inicia con una baja concentración de Mn en el influente de la planta (promedio 0.78 mg/L), y como consecuencia, con una remoción promedio del mismo mes de 96.15%, pero en septiembre se tuvo una remoción promedio del 90.62% para una concentración promedio en la entrada de la planta de 0.96 mg/L de manganeso (ver Figura 5-6).
Figura 5-6. Remoción de Mn en el año 2009 (planta ramal Peñón-Texcoco)
Los muestreos de los días 119 al 125 del año 2010, que corresponden a los primeros días de junio, el efluente de la planta dejó de cumplir con la concentración de Mn límite que establece la NOM-127, las causas se desconocen, así como las del día 183. En el periodo de muestreos de los días 251 a 259 que corresponden al mes de noviembre, también se observa una reducción en la eficiencia de la planta en la remoción de Mn, estabilizándose nuevamente en el mes de diciembre. Se sospecha que estas bajas eficiencias pueden ser debidas a fallas en la operación de la planta, (ver Figura 5-7).
En el año 2011, al igual que en años anteriores se aprecian variaciones en la eficiencia de remoción de Mn, especialmente cuando hay cambios en las concentraciones del manganeso en el influente de la planta, como se aprecia en la Figura 5-8, donde en los meses de mayo y octubre hay una reducción en la eficiencia de la planta presumiblemente debida a fallas en la operación, y donde incluso se tienen concentraciones de Mn residual mayores al límite permisible que establece la NOM-127.

LINEAMIENTOS PARA LA OPTIMIZACIÓN DEL DISEÑO, CONSTRUCCIÓN Y OPERACIÓN DE
LA TECNOLOGÍA PARA REMOCIÓN DE HIERRO Y MANGANESO EN AGUA POTABLE
(CNA-SGAPDS-CONVENIO-015/2013)
México, 2013 Página 128 de 213
Figura 5-7. Remoción de Mn en el año 2010 (planta ramal Peñón-Texcoco)
Figura 5-8. Remoción de Mn en el año 2011 (planta ramal Peñón-Texcoco)
En el año 2012 se presentó el colapso de los falsos fondos de la planta potabilizadora del ramal Peñón-Texcoco, repercutiendo directamente en la calidad del agua tratada, como se aprecia en la Figura 5-9, que en los primeros días del mes de enero la planta fue perdiendo eficiencia en la remoción de Mn,

LINEAMIENTOS PARA LA OPTIMIZACIÓN DEL DISEÑO, CONSTRUCCIÓN Y OPERACIÓN DE
LA TECNOLOGÍA PARA REMOCIÓN DE HIERRO Y MANGANESO EN AGUA POTABLE
(CNA-SGAPDS-CONVENIO-015/2013)
México, 2013 Página 129 de 213
hasta llegar el momento en que fue necesario tratar solo una fracción del caudal, mientras que se fueron reparando paulatinamente los bajos drenes de los filtros.
El colapso se presentó en el mes de enero cuando se observaron la formación de “borbollones” de agua en los filtros durante los retrolavados, como se aprecia en la Figura 5-10.
Figura 5-9. Remoción de Mn en el año 2012 (planta ramal Peñón-Texcoco)
Figura 5-10. Canalizaciones del agua debido al colapso del bajo dren en el filtro

LINEAMIENTOS PARA LA OPTIMIZACIÓN DEL DISEÑO, CONSTRUCCIÓN Y OPERACIÓN DE
LA TECNOLOGÍA PARA REMOCIÓN DE HIERRO Y MANGANESO EN AGUA POTABLE
(CNA-SGAPDS-CONVENIO-015/2013)
México, 2013 Página 130 de 213
La Figura 5-11 muestra los promedios mensuales de la eficiencia de remoción de Mn durante el periodo de los años 2005 al 2012, donde se puede establecer que de forma general la planta ha cumplido con su cometido, excepto en el año 20012.
Figura 5-11. Remoción de Mn promedio mensual en el periodo del 2005 al 2012
Por otro lado, como parte del análisis de la eficiencia del proceso, se verificará el consumo de cloro durante el proceso para establecer el consumo estequiométrico por un lado y por el otro estimar las pérdidas en función del residual.
En la Figura 5-12 se observan las variaciones en el consumo de cloro en el año 2005 considerando que se ha tratado un caudal constante de 680 L/s. En general se aprecia un consumo de 2.2 mg/L de cloro.

LINEAMIENTOS PARA LA OPTIMIZACIÓN DEL DISEÑO, CONSTRUCCIÓN Y OPERACIÓN DE
LA TECNOLOGÍA PARA REMOCIÓN DE HIERRO Y MANGANESO EN AGUA POTABLE
(CNA-SGAPDS-CONVENIO-015/2013)
México, 2013 Página 131 de 213
Figura 5-12. Consumo de cloro en el año 2005 considerando un caudal de 680 L/s
5.2 Crecimiento histórico de la zeolita en los filtros (pta. Texcoco)
Uno de los principales problemas que presenta la tecnología de remoción de Fe y Mn (patente IMTA) es el crecimiento de los granos de zeolita, que depende en gran medida de la concentración de Mn que contenga el agua que se tratará, y por otro lado, se debe contar con un método eficiente de retrolavado de filtros que permita desprender la mayor cantidad posible de los precipitados adheridos en los granos
En la planta del ramal Peñón-Texcoco se llevó un monitoreo granulométrico de la zeolita del filtro número uno, no fue un monitoreo estratégico planeado, ya que cuando se tenía alguna oportunidad se hacia la toma de muestras. Se tomó una muestra inicial durante el arranque de la planta, dos en el año 2005, una en el 2007 y otra en año 2009, estas muestras fueron colectadas antes de cambiar el medio adsorbente (2012). Hasta el momento no se cuenta con información de la existencia de un procedimiento de reposición de zeolita, a pesar de esto, los resultados encontrados en las granulometrías realizadas, muestran un crecimiento del 432% de la zeolita (ver Figura 5-13), lo que da la certeza de que se ha perdido material durante los retrolavados.

LINEAMIENTOS PARA LA OPTIMIZACIÓN DEL DISEÑO, CONSTRUCCIÓN Y OPERACIÓN DE
LA TECNOLOGÍA PARA REMOCIÓN DE HIERRO Y MANGANESO EN AGUA POTABLE
(CNA-SGAPDS-CONVENIO-015/2013)
México, 2013 Página 132 de 213
Figura 5-13. Granulometrías de zeolita del filtro 1 (planta ramal Peñón-Texcoco)
Se estima que el tamaño de la zeolita en el año 2012, durante la reposición de los falsos fondos de los filtros, fue mucho mayor al analizado el 10 de febrero del 2009 (Figura 5-13). El material que se retiró de los filtros en el año 2012 se presenta en la Figura 5-14, donde se aprecia claramente la recubierta de los granos de zeolita, cuyas superficies sufren desprendimientos debido a la falta de humedad
5.3 Crecimiento de la zeolita en la planta “Campiña” (Culiacán, Sinaloa)
En Culiacán, Sinaloa, se tomaron muestras de zeolita de la planta potabilizadora “Campiña” antes del primer año de iniciada su operación y se encontró un excesivo crecimiento del material (ver Figura 5-15), posterior a ello los filtros se colmataron completamente al grado de no permitir el paso del agua y reducir drásticamente su eficiencia debido a la canalización del agua por las fracturas de la zeolita compactada. Esto fue debido a un deficiente lavado de los filtros. Fue necesaria la sustitución de todo el material granular de los 6 filtros que conforman la planta.

LINEAMIENTOS PARA LA OPTIMIZACIÓN DEL DISEÑO, CONSTRUCCIÓN Y OPERACIÓN DE
LA TECNOLOGÍA PARA REMOCIÓN DE HIERRO Y MANGANESO EN AGUA POTABLE
(CNA-SGAPDS-CONVENIO-015/2013)
México, 2013 Página 133 de 213
Figura 5-14. Muestras de zeolita crecida durante el cambio de los falsos fondos
Figura 5-15. Zeolita crecida de la planta “Campiña” en Culiacán, Sinaloa
5.4 Evaluación de la operación del proceso de adsorción (pta. Texcoco)
Del 10 al 13 de septiembre de 2013 se llevó a cabo la evaluación de la planta potabilizadora del ramal Peñón-Texcoco.
Durante la evaluación, diariamente se tomaron muestras del influente y efluente general de la planta y efluentes de los 8 filtros de la planta potabilizadora, los resultados se muestran en la Tabla 5-1 a la Tabla 5-4, en las cuales se puede observar la alta eficiencia de remoción de manganeso, con bajas concentraciones residuales de cloro libre, justamente cubriendo el valor mínimo de 0.2 mg/L de Cl2 que exige la NOM-127-SSA1-1994 (mod. año 2000). Esto muestra que con dosis bajas de cloro el medio adsorbente es capaz de acondicionarse adecuadamente.

LINEAMIENTOS PARA LA OPTIMIZACIÓN DEL DISEÑO, CONSTRUCCIÓN Y OPERACIÓN DE
LA TECNOLOGÍA PARA REMOCIÓN DE HIERRO Y MANGANESO EN AGUA POTABLE
(CNA-SGAPDS-CONVENIO-015/2013)
México, 2013 Página 134 de 213
Por otro lado se observó que no se ve afectado el proceso de adsorción al recircular agua de retrolavados que fue sedimentada por un periodo de 24 horas (ver Tabla 5-1 a la Tabla 5-4), a pesar de que en algunos casos se observó un pequeño incremento en la concentración del manganeso del influente de la planta durante la recirculación.
Algunos operadores recirculan el agua sedimentada con una bomba y otros utilizan dos bombas, en ambos casos no se vio afectado el proceso de adsorción.
A los filtros F3, F4, F7 y F8 no se les colocaron bajos drenes nuevos, solo se repararon con el material usado.
La concentración de hierro en el influente de la planta se encuentra dentro del límite permisible de la NOM-127 (0.08 a 0.14 mg/L) y la remoción más alta fue de 88%.
No hay alteraciones del pH del agua durante el proceso de adsorción, y la conductividad y sólidos disueltos totales (SDT) se mantienen sin cambios.
En la Figura 5-16 a la Figura 5-19, se presenta gráficamente la remoción de manganeso durante la evaluación de la planta. Todas muestran altas remociones de manganeso (97.8 % la mayor).
Cuando se eleva el nivel del agua en los filtros, los operadores la expulsan cerrando las válvulas de salida de los mismos.
Las carreras de filtración los operadores la han fijado en 48 horas por comodidad de operación, dando esto buenos resultados y como consecuencia, al incrementar las carreras en los filtros, se reducen los consumos de energía eléctrica y los costos de operación.

LINEAMIENTOS PARA LA OPTIMIZACIÓN DEL DISEÑO, CONSTRUCCIÓN Y OPERACIÓN DE LA TECNOLOGÍA PARA REMOCIÓN DE HIERRO Y MANGANESO EN AGUA POTABLE
(CNA-SGAPDS-CONVENIO-015/2013)
México, 2013 Página 135 de 213
Tabla 5-1. Resultados del proceso de adsorción (10-sep-2013)
PARÁMETRO ENT SALIDA REM
mg/L PLANTA PLANTA % ENT SALIDA ENT SALIDA ENT SALIDA ENT SALIDA ENT SALIDA ENT SALIDA ENT SALIDA ENT SALIDA
10-sep-13 09:20 Mn 0.892 0.037 95.9 0.031 0.037 0.035 0.031 0.018 0.052 0.023 0.033Calidad del agua antes de la recirculación del
sedimentador. Caudal de la planta 583 L/s
Cl2 0.37 0.76 0.54 0.43 0.2
pH 7.44 7.5 7.32 7.4 7.38 7.41 7.35 7.47 7.39 7.34
Mn 0.016 0.025Mezcla de agua cruda con agua de recirculación.
Salida filtros 20 min. Después de la recirculación
Cl2 0.54 0.6
pH 7.37 7.35
10:35 Mn 0.046 0.996 0.024 0.031Salidas 20 min de recirculación de agua
sedimentada
Cl2 0.61
pH 7.37 7.37 7.29 7.17
11:00 Mn 0.02 97.8 0.023 0.024 0.956 0.026 0.042 Fin de la recirculación
Cl2 0.35 0.56 0.56 0.05 0.25
pH 7.33 7.4 7.37 7.57 7.39
10:00 Mn 0.034 Despues de sacar aire
pH 7.33
Mn 0.342 0.896 5 min. Después del retrolavado
pH 7.26 7.35
OBSERVACIONESFECHA HORAF7 F8F1 F2 F3 F4 F5 F6

LINEAMIENTOS PARA LA OPTIMIZACIÓN DEL DISEÑO, CONSTRUCCIÓN Y OPERACIÓN DE LA TECNOLOGÍA PARA REMOCIÓN DE HIERRO Y MANGANESO EN AGUA POTABLE
(CNA-SGAPDS-CONVENIO-015/2013)
México, 2013 Página 136 de 213
Tabla 5-2.- Resultados del proceso de adsorción (11-sep-2013)
PARÁMETRO ENTRADA SALIDA REM
mg/L PLANTA PLANTA % ENT SALIDA ENT SALIDA ENT SALIDA ENT SALIDA ENT SALIDA ENT SALIDA ENT SALIDA ENT SALIDA
11-sep-13 10:05 Mn 1.124 0.053 95.3 0.053 0.028 0.03 0.022 0.019 0.114 0.025 0.056Calidad del agua antes de la recirculación del
sedimentador. Caudal de la planta 655 L/s
Fe 0.09 0.07 22.2 0.07 0.05 0.1 0.06 0.05 0.12 0.08 0.24
Cl2 0.22 0.33 0.33 0.53 0.42 0.34 0.36 0.42 0.29
pH 7.17 7.46 7.21 7.29 7.23 7.24 7.31 7.25 7.29 7.27
10:15 Mn 0.033 0.038 0.25 1.098 0.034 0.029 0.441 1.092 0.082 0.05 0.06 Durante la recirculación (medio tiempo)
Fe 0.03 66.7 0.03 0.02 0.09 0.03 0.03 0.01 0.1 0.04 0.04 0.02
Cl2 0.31 0.2 0.24 0.36 0.01 0.35 0.34 0.35 0.24
pH 7.36 7.38 7.45 7.38 7.45 7.47 7.36 7.36 7.55 7.47 7.45
SDT 743 748 746 742 741 741 740 740 741 740
Cond (μS/cm) 1,486 1,495 1,491 1,484 1,482 1,483 1,480 1,480 1,483 1,479
10:50 Mn 0.044 96.1 0.5 0.025 1.234 0.041 0.031 0.025 1.134 0.052 0.035 0.055Final de la recirculación = 10:37 hrs
(tiempo= 51 minutos)
Fe 0.03 66.7 0.03 0.08 0.12 0.08 0.02 0.01 0.11 0.03 0.05 0.03
Cl2 0.2 0.26 0.27 0.39 0.26 0.39 0.33 0.26 0.22
pH 7.35 7.41 7.51 7.32 7.48 7.43 7.38 7.32 7.38 7.44 7.38
Mn
Fe
13:50 Cl2 0.14 Se analizó de forma inmediata
pH
OBSERVACIONESFECHA HORAF6 F7 F8F1 F2 F3 F4 F5
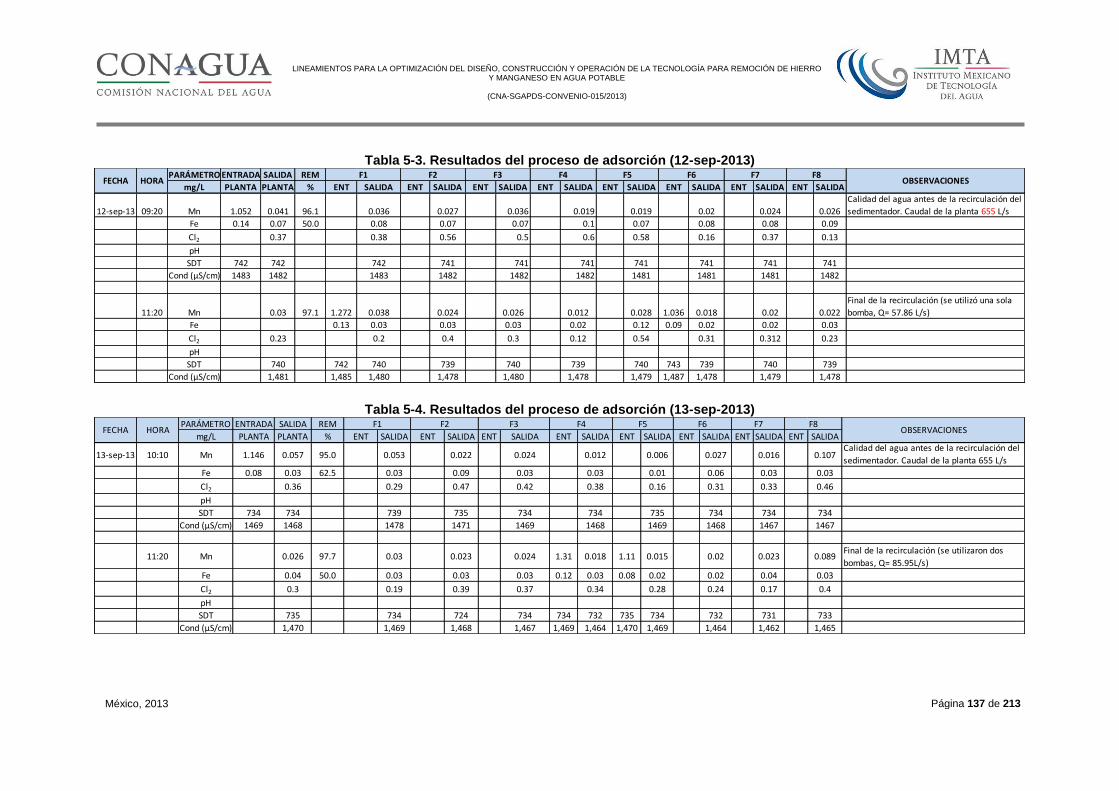
LINEAMIENTOS PARA LA OPTIMIZACIÓN DEL DISEÑO, CONSTRUCCIÓN Y OPERACIÓN DE LA TECNOLOGÍA PARA REMOCIÓN DE HIERRO Y MANGANESO EN AGUA POTABLE
(CNA-SGAPDS-CONVENIO-015/2013)
México, 2013 Página 137 de 213
Tabla 5-3. Resultados del proceso de adsorción (12-sep-2013)
Tabla 5-4. Resultados del proceso de adsorción (13-sep-2013)
PARÁMETRO ENTRADA SALIDA REM
mg/L PLANTA PLANTA % ENT SALIDA ENT SALIDA ENT SALIDA ENT SALIDA ENT SALIDA ENT SALIDA ENT SALIDA ENT SALIDA
12-sep-13 09:20 Mn 1.052 0.041 96.1 0.036 0.027 0.036 0.019 0.019 0.02 0.024 0.026
Calidad del agua antes de la recirculación del
sedimentador. Caudal de la planta 655 L/s
Fe 0.14 0.07 50.0 0.08 0.07 0.07 0.1 0.07 0.08 0.08 0.09
Cl2 0.37 0.38 0.56 0.5 0.6 0.58 0.16 0.37 0.13
pH
SDT 742 742 742 741 741 741 741 741 741 741
Cond (μS/cm) 1483 1482 1483 1482 1482 1482 1481 1481 1481 1482
11:20 Mn 0.03 97.1 1.272 0.038 0.024 0.026 0.012 0.028 1.036 0.018 0.02 0.022
Final de la recirculación (se utilizó una sola
bomba, Q= 57.86 L/s)
Fe 0.13 0.03 0.03 0.03 0.02 0.12 0.09 0.02 0.02 0.03
Cl2 0.23 0.2 0.4 0.3 0.12 0.54 0.31 0.312 0.23
pH
SDT 740 742 740 739 740 739 740 743 739 740 739
Cond (μS/cm) 1,481 1,485 1,480 1,478 1,480 1,478 1,479 1,487 1,478 1,479 1,478
FECHA HORA OBSERVACIONESF7 F8F1 F2 F3 F4 F5 F6
PARÁMETRO ENTRADA SALIDA REM
mg/L PLANTA PLANTA % ENT SALIDA ENT SALIDA ENT SALIDA ENT SALIDA ENT SALIDA ENT SALIDA ENT SALIDA ENT SALIDA
13-sep-13 10:10 Mn 1.146 0.057 95.0 0.053 0.022 0.024 0.012 0.006 0.027 0.016 0.107Calidad del agua antes de la recirculación del
sedimentador. Caudal de la planta 655 L/s
Fe 0.08 0.03 62.5 0.03 0.09 0.03 0.03 0.01 0.06 0.03 0.03
Cl2 0.36 0.29 0.47 0.42 0.38 0.16 0.31 0.33 0.46
pH
SDT 734 734 739 735 734 734 735 734 734 734
Cond (μS/cm) 1469 1468 1478 1471 1469 1468 1469 1468 1467 1467
11:20 Mn 0.026 97.7 0.03 0.023 0.024 1.31 0.018 1.11 0.015 0.02 0.023 0.089Final de la recirculación (se utilizaron dos
bombas, Q= 85.95L/s)
Fe 0.04 50.0 0.03 0.03 0.03 0.12 0.03 0.08 0.02 0.02 0.04 0.03
Cl2 0.3 0.19 0.39 0.37 0.34 0.28 0.24 0.17 0.4
pH
SDT 735 734 724 734 734 732 735 734 732 731 733
Cond (μS/cm) 1,470 1,469 1,468 1,467 1,469 1,464 1,470 1,469 1,464 1,462 1,465
OBSERVACIONESFECHA HORAF7 F8F1 F2 F3 F4 F5 F6

LINEAMIENTOS PARA LA OPTIMIZACIÓN DEL DISEÑO, CONSTRUCCIÓN Y OPERACIÓN DE
LA TECNOLOGÍA PARA REMOCIÓN DE HIERRO Y MANGANESO EN AGUA POTABLE
(CNA-SGAPDS-CONVENIO-015/2013)
México, 2013 Página 138 de 213
Figura 5-16. Concentración de Mn en los efluentes de los filtros (10-sep-2013)
Figura 5-17. Concentración de Mn en los efluentes de los filtros (11-sep-2013)
INF-PTA
EFL-PTA
F1 F2 F3 F4 F5 F6 F7 F8
Mn (mg/L) 0.892 0.037 0.031 0.037 0.035 0.031 0.018 0.052 0.023 0.033
0
0.15
0.3
0.45
0.6
0.75
0.9
Mn
(m
g/L
)
Remoción de Mn (10-sep-2013)
INF-PTA
EFL-PTA
F1 F2 F3 F4 F5 F6 F7 F8
Mn (mg/L) 1.124 0.053 0.053 0.028 0.03 0.022 0.019 0.114 0.025 0.056
0
0.15
0.3
0.45
0.6
0.75
0.9
1.05
1.2
Mn
(m
g/L
)
Remoción de Mn (11-sep-2013)

LINEAMIENTOS PARA LA OPTIMIZACIÓN DEL DISEÑO, CONSTRUCCIÓN Y OPERACIÓN DE
LA TECNOLOGÍA PARA REMOCIÓN DE HIERRO Y MANGANESO EN AGUA POTABLE
(CNA-SGAPDS-CONVENIO-015/2013)
México, 2013 Página 139 de 213
Figura 5-18. Concentración de Mn en los efluentes de los filtros (12-sep-2013)
Figura 5-19. Concentración de Mn en los efluentes de los filtros (13-sep-2013)
INF-PTA
EFL-PTA
F1 F2 F3 F4 F5 F6 F7 F8
Mn (mg/L) 1.052 0.041 0.036 0.027 0.036 0.019 0.019 0.02 0.024 0.026
0
0.15
0.3
0.45
0.6
0.75
0.9
1.05
1.2
Mn
(m
g/L
)
Remoción de Mn (12-sep-2013)
INF-PTA
EFL-PTA
F1 F2 F3 F4 F5 F6 F7 F8
Mn (mg/L) 1.146 0.057 0.053 0.022 0.024 0.012 0.006 0.027 0.016 0.107
0
0.15
0.3
0.45
0.6
0.75
0.9
1.05
1.2
1.35
Mn
(m
g/L
)
Remoción de Mn (13-sep-2013)

LINEAMIENTOS PARA LA OPTIMIZACIÓN DEL DISEÑO, CONSTRUCCIÓN Y OPERACIÓN DE
LA TECNOLOGÍA PARA REMOCIÓN DE HIERRO Y MANGANESO EN AGUA POTABLE
(CNA-SGAPDS-CONVENIO-015/2013)
México, 2013 Página 140 de 213
5.5 Evaluación de la operación del proceso de retrolavado de filtros (pta. Texcoco)
Cada grupo de operadores (turno) hace los retrolavados de los filtros de diferente forma. En todos los casos los tiempos de los retrolavados están sujetos a la disponibilidad del agua y a la capacidad del sedimentador.
Todos los grupos retrolavan 4 filtros por turno, es decir, retrolavan cada 24 horas 4 filtros (efectúan 4 retrolavados a la vez), por lo que el tiempo de sedimentación en el tanque que recibe el agua de retrolavado es también de 24 horas.
La carrera de filtración la han fijado en 48 horas por filtro.
En la planta se recupera el agua de retrolavado es por ello que se envía el agua sedimentada del tanque de retrolavado al influente de los filtros, operación que los operadores denominan recirculación. El primer grupo de operadores, durante la evaluación del día 10 de septiembre, dirigieron la recirculación únicamente a 4 filtros, los que se iban a retrolavar ese día (filtros sucios). Estos son criterios propios de operación del grupo.
Los grupos restantes de operadores cuando recirculan el agua sedimentada a la planta la distribuyen en los 8 filtros.
5.5.1 Secuencia del retrolavado
La secuencia que siguen en el retrolavado es la siguiente:
1. Bajan el nivel de agua, dejando un tirante de aproximadamente 20 cm. 2. Aplican aire durante 15 minutos 3. Aplican agua con dos bombas, antes de derramar en canaletas
suspenden el aire y finalmente aplican agua con la tercera bomba. 4. El tiempo de retrolavado fue de 3 a 4.5 minutos (ver Figura 5-20)
Figura 5-20. Retrolavado de filtros (izq. aplicación de aire, der. solo agua)

LINEAMIENTOS PARA LA OPTIMIZACIÓN DEL DISEÑO, CONSTRUCCIÓN Y OPERACIÓN DE
LA TECNOLOGÍA PARA REMOCIÓN DE HIERRO Y MANGANESO EN AGUA POTABLE
(CNA-SGAPDS-CONVENIO-015/2013)
México, 2013 Página 141 de 213
Para evaluar la eficiencia en la limpieza del material filtrante durante los retrolavados, se tomaron muestras del agua que desbordaba en las canaletas a diferentes tiempos, se les determinó el color y se graficaron los resultados.
Figura 5-21. Muestreo de agua de retrolavado utilizando una cubeta
Figura 5-22. Muestreo de agua de retrolavado empleando una escalera

LINEAMIENTOS PARA LA OPTIMIZACIÓN DEL DISEÑO, CONSTRUCCIÓN Y OPERACIÓN DE
LA TECNOLOGÍA PARA REMOCIÓN DE HIERRO Y MANGANESO EN AGUA POTABLE
(CNA-SGAPDS-CONVENIO-015/2013)
México, 2013 Página 142 de 213

LINEAMIENTOS PARA LA OPTIMIZACIÓN DEL DISEÑO, CONSTRUCCIÓN Y OPERACIÓN DE
LA TECNOLOGÍA PARA REMOCIÓN DE HIERRO Y MANGANESO EN AGUA POTABLE
(CNA-SGAPDS-CONVENIO-015/2013)
México, 2013 Página 143 de 213
5.5.2 Eficiencia del retrolavado
El tiempo del retrolavado está sujeto a la capacidad del sedimentador que funge como tanque receptor de agua de retrolavado, es por esto que solo aplican 3 minutos de lavado con agua en la mayoría de los casos.
En todos los casos, excepto en el filtro 4, se considera que emplearon un tiempo adecuado de retrolavado, ya que el comportamiento del color en el último minuto es prácticamente asintótico (ver Tabla 5-5, Tabla 5-6, Figura 5-23 y Figura 5-24).
Tabla 5-5. Retrolavado de los filtros 4, 7 y 8
Tiempo Color (UPt-Co)
min F4 F7 F8
0 22400 26600 16800
1 14200 19800 8100
2 9700 7300 4700
3 664 574 1160
4 301 523
Figura 5-23. Evaluación del retrolavado de filtros mediante el color (10-sep-2013)

LINEAMIENTOS PARA LA OPTIMIZACIÓN DEL DISEÑO, CONSTRUCCIÓN Y OPERACIÓN DE
LA TECNOLOGÍA PARA REMOCIÓN DE HIERRO Y MANGANESO EN AGUA POTABLE
(CNA-SGAPDS-CONVENIO-015/2013)
México, 2013 Página 144 de 213
Tabla 5-6. Retrolavado del filtro 3
FILTRO 3
Tiempo Color Turbiedad
min Upt-Co UNT
0 25500 1570
1.5 8200 548
3 292 23.9
4 193 12.8
4.5 161 11.7
Figura 5-24. Comportamiento de la turbiedad y el color en el retrolavado del filtro 3
En los retrolavados solo emplean 3 de las 4 bombas con las que fue diseñado el sistema, argumentan que esto es debido a la desconfianza que se tiene sobre la resistencia de los bajos drenes, ya que se piensa que si emplean las 4 bombas, el bajo dren puede sufrir daños.
Otro motivo por el cual utilizan 3 bombas, es porque los operadores prefieren utilizar un menor volumen de agua para poder hacer el retrolavado de cuatro filtros al día (enseguida uno de otro) y recircular el agua después de 24 horas de sedimentación.
0
200
400
600
800
1000
1200
1400
1600
1800
0
5000
10000
15000
20000
25000
30000
0 1 2 3 4 5TIEMPO (minutos)
Retrolavado del filtro 3
COLOR
TURBIEDAD
TURBIEDAD (UNT) COLOR (UPt-Co)

LINEAMIENTOS PARA LA OPTIMIZACIÓN DEL DISEÑO, CONSTRUCCIÓN Y OPERACIÓN DE
LA TECNOLOGÍA PARA REMOCIÓN DE HIERRO Y MANGANESO EN AGUA POTABLE
(CNA-SGAPDS-CONVENIO-015/2013)
México, 2013 Página 145 de 213
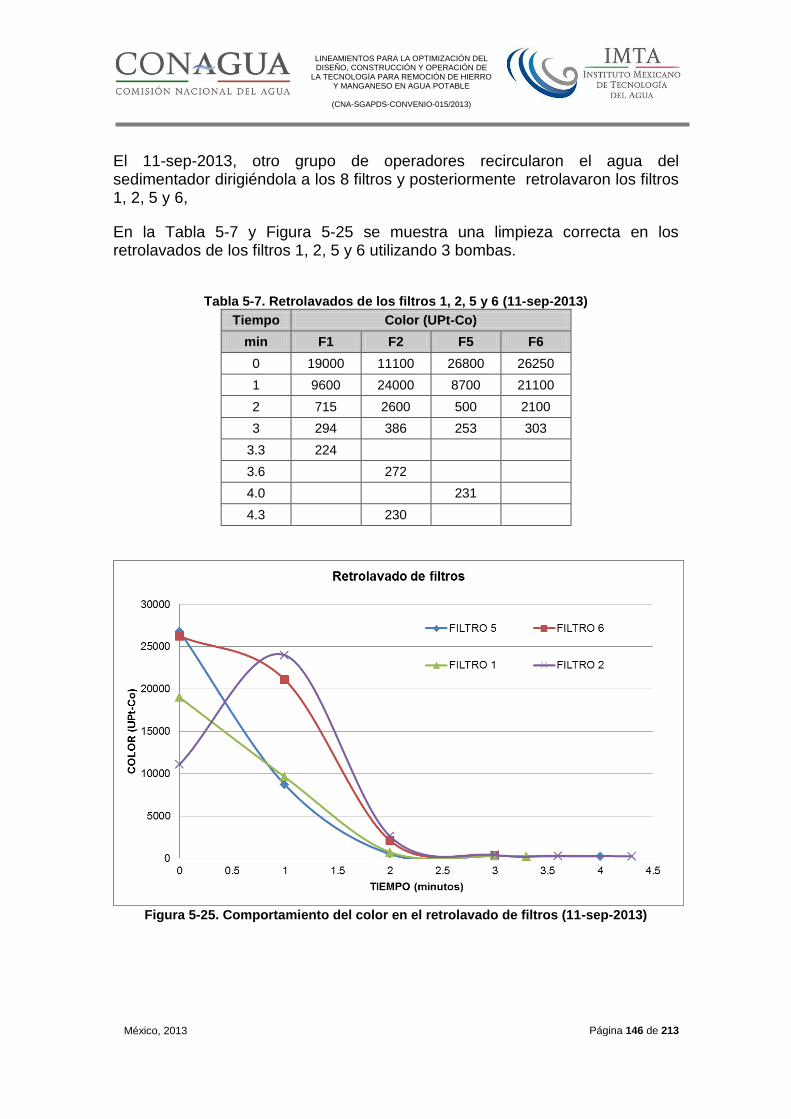
LINEAMIENTOS PARA LA OPTIMIZACIÓN DEL DISEÑO, CONSTRUCCIÓN Y OPERACIÓN DE
LA TECNOLOGÍA PARA REMOCIÓN DE HIERRO Y MANGANESO EN AGUA POTABLE
(CNA-SGAPDS-CONVENIO-015/2013)
México, 2013 Página 146 de 213
El 11-sep-2013, otro grupo de operadores recircularon el agua del sedimentador dirigiéndola a los 8 filtros y posteriormente retrolavaron los filtros 1, 2, 5 y 6,
En la Tabla 5-7 y Figura 5-25 se muestra una limpieza correcta en los retrolavados de los filtros 1, 2, 5 y 6 utilizando 3 bombas.
Tabla 5-7. Retrolavados de los filtros 1, 2, 5 y 6 (11-sep-2013)
Tiempo Color (UPt-Co)
min F1 F2 F5 F6
0 19000 11100 26800 26250
1 9600 24000 8700 21100
2 715 2600 500 2100
3 294 386 253 303
3.3 224
3.6 272
4.0 231
4.3 230
Figura 5-25. Comportamiento del color en el retrolavado de filtros (11-sep-2013)

LINEAMIENTOS PARA LA OPTIMIZACIÓN DEL DISEÑO, CONSTRUCCIÓN Y OPERACIÓN DE
LA TECNOLOGÍA PARA REMOCIÓN DE HIERRO Y MANGANESO EN AGUA POTABLE
(CNA-SGAPDS-CONVENIO-015/2013)
México, 2013 Página 147 de 213
Al tercer grupo de operadores se les indicó (12-sep-2013) que retrolavaran los filtros por un periodo de 4 minutos. La limpieza de los filtros fue adecuada, ya que al medir la concentración de color se aprecia que prácticamente no hay cambios en los dos últimos minutos del retrolavado, como se muestran en la Tabla 5-8 y en la Figura 5-26 se aprecia un comportamiento asintótico en los dos últimos minutos.
Tabla 5-8. Retrolavados de los filtros 3, 4, 7 y 8 (12-sep-2013)
Tiempo (min)
Color (UPt-Co)
F3 F4 F7 F8
0 24700 27000 24100 7100
1 15100 16500 1800 4900
2 700 2300 417 2300
3 325 676 297 384
3.5 181 340 248 193
4 162 170 224 118
Figura 5-26. Comportamiento del color en el retrolavado de filtros (12-sep-2013)
0
5000
10000
15000
20000
25000
30000
0 1 2 3 4 5
CO
LO
R (
UP
t-C
o)
TIEMPO (minutos)
Retrolavado de filtros
FILTRO 3 FILTRO 4
FILTRO 7 FILTRO 8
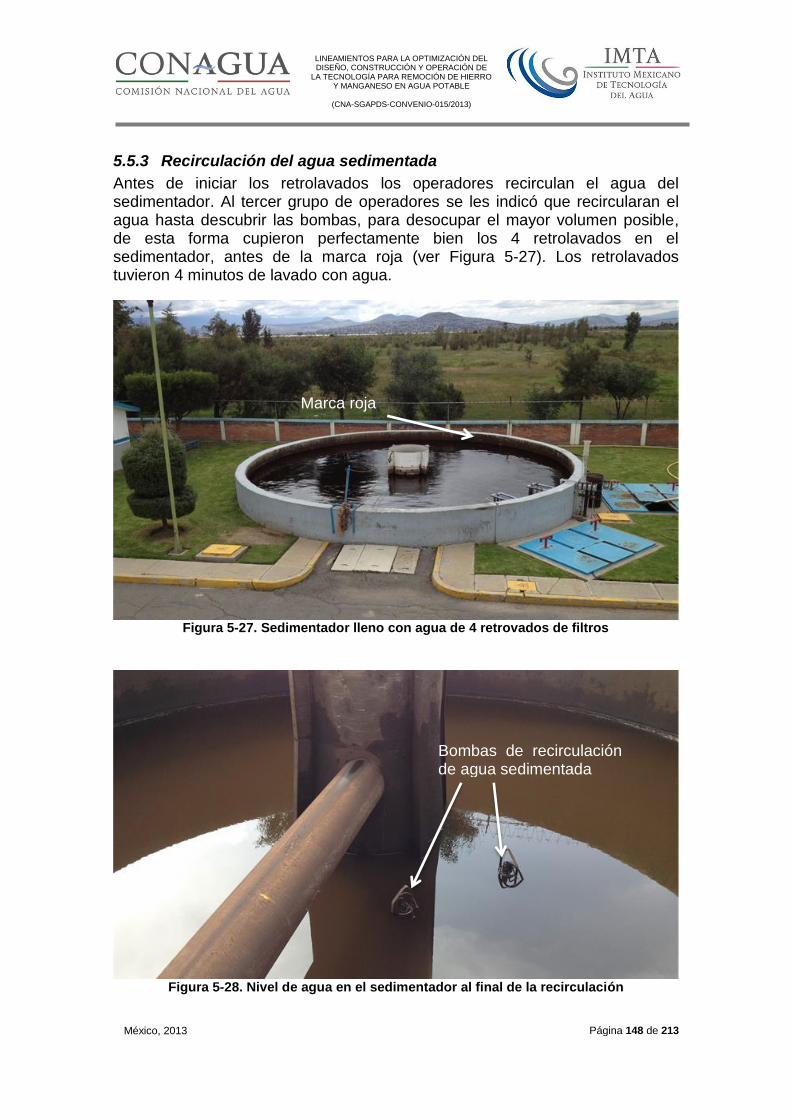
LINEAMIENTOS PARA LA OPTIMIZACIÓN DEL DISEÑO, CONSTRUCCIÓN Y OPERACIÓN DE
LA TECNOLOGÍA PARA REMOCIÓN DE HIERRO Y MANGANESO EN AGUA POTABLE
(CNA-SGAPDS-CONVENIO-015/2013)
México, 2013 Página 148 de 213
5.5.3 Recirculación del agua sedimentada
Antes de iniciar los retrolavados los operadores recirculan el agua del sedimentador. Al tercer grupo de operadores se les indicó que recircularan el agua hasta descubrir las bombas, para desocupar el mayor volumen posible, de esta forma cupieron perfectamente bien los 4 retrolavados en el sedimentador, antes de la marca roja (ver Figura 5-27). Los retrolavados tuvieron 4 minutos de lavado con agua.
Figura 5-27. Sedimentador lleno con agua de 4 retrovados de filtros
Figura 5-28. Nivel de agua en el sedimentador al final de la recirculación
Marca roja
Bombas de recirculación de agua sedimentada

LINEAMIENTOS PARA LA OPTIMIZACIÓN DEL DISEÑO, CONSTRUCCIÓN Y OPERACIÓN DE
LA TECNOLOGÍA PARA REMOCIÓN DE HIERRO Y MANGANESO EN AGUA POTABLE
(CNA-SGAPDS-CONVENIO-015/2013)
México, 2013 Página 149 de 213
Figura 5-29. Nivel de agua al final de la recirculación (inicio de la pendiente)
Para medir el caudal de recirculación se midió el diámetro del sedimentador, que es igual a 12 metros, se midió la altura del agua desplazada y el tiempo, finalmente se calculó el volumen desplazado. El aforo de caudal cuando se emplea una y dos bombas de recirculación se muestra en la Tabla 5-9.
Tabla 5-9. Aforo de las bombas sumergibles de recirculación de agua sedimentada
DATOS UNA BOMBA DOS BOMBAS UNIDADES
Área sedimentador 113.10 113.10 m2
Altura 0.97 0.88 m
Volumen 109.70 99.53 m3
Volumen 109,704 99,526 L
Tiempo 31.6 19.3 min
Tiempo 1,896 1,158 s
Caudal 3.46 5.16 m3/min
Caudal 57.861 85.95 L/s
Inicio de la pendiente (lodos)

LINEAMIENTOS PARA LA OPTIMIZACIÓN DEL DISEÑO, CONSTRUCCIÓN Y OPERACIÓN DE
LA TECNOLOGÍA PARA REMOCIÓN DE HIERRO Y MANGANESO EN AGUA POTABLE
(CNA-SGAPDS-CONVENIO-015/2013)
México, 2013 Página 150 de 213
5.5.3.1 Bombas sumergibles para recirculación de agua sedimentada
El diseño original de la planta de Texcoco contemplaba la colocación de dos bombas sumergibles para recirculación de agua sedimentada, en una sección horizontal del sedimentador, lo que en la operación resultó un problema, ya que justamente en la zona donde se colocaron las bombas se acumulaban lodos que eran succionados por las mismas y enviados a los filtros durante la recirculación del agua, deteriorando la calidad del agua de entrada y alterando el sistema de filtración.
El Ing. Cuauhtémoc Loredo, entonces encargado de la planta, desplazó las bombas hacia el centro del sedimentador para evitar la succión de los lodos, situación que mejoró en gran medida los efectos de la recirculación del agua sedimentada hacia la planta sobre el desempeño de los filtros (ver Figura 5-30).
Figura 5-30. Desplazamiento de las bombas sumergibles al centro del sedimentador

LINEAMIENTOS PARA LA OPTIMIZACIÓN DEL DISEÑO, CONSTRUCCIÓN Y OPERACIÓN DE
LA TECNOLOGÍA PARA REMOCIÓN DE HIERRO Y MANGANESO EN AGUA POTABLE
(CNA-SGAPDS-CONVENIO-015/2013)
México, 2013 Página 151 de 213
5.5.4 Tasa de retrolavado
Para calcular el caudal de retrolavado se midió el volumen acumulado en el sedimentador y el tiempo durante la etapa de retrolavado. El ejercicio se realizó en dos ocasiones una durante el retrolavado del filtro 1 y otra con el del filtro 2.
Una vez obtenido el caudal, se dividió entre el área de los filtros para obtener la velocidad o tasa de retrolavado. El promedio fue de 62.8 m/h, como se muestra en la Tabla 5-10.
Tabla 5-10. Tasa de retrolavado utilizando 3 bombas
DATOS F1 F2 UNIDADES
Área sedimentador 113.10 113.10 m2
Área de filtro 20.5 20.5 m2
Altura recorrida 0.49 0.54 m
Tiempo (3 bombas) 2.6 2.83 min
Tiempo 0.0433 0.0472 h
Volumen sed. 55.418 61.073 m3
Caudal 1,278.9 1,294.8 m3/h
Tasa 62.4 63.2 m3/m2h
Dentro de los criterios de diseño de sistemas convencionales de filtración, una tasa de retrolavado de 60 m3/m2h es considerada adecuada, pero se recomienda utilizar las 4 bombas de retrolavado con las que se diseñó la planta, para obtener una tasa mayor de retrolavado. La operación de la cuarta bomba debe realizarse antes de que el agua derrame en las canaletas para evitar la pérdida de material granular en los filtros.
Por otro lado, debido a que a los filtros F3, F4, F7 y F8 no les fue colocado bajo dren nuevo, solo se repararon reciclando el material usado, no se tiene la certeza de su resistencia cuando se apliquen 4 bombas, por lo que se recomienda que los filtros F3, F4, F7 y F8 sean reparados de manera adecuada, utilizando material nuevo.
Durante la evaluación del retrolavado, se observó la formación de borbollones de agua en los filtros 7 y 8, lo que indica claramente que tienen un desperfecto en el bajo dren, por lo que se presume que no fueron reparados adecuadamente, además de que no evacuan el agua a nivel del vertedor de salida general de la planta cuando se les pretende reducir el tirante del agua, previo a sus retrolavados (ver Figura 5-31 y Figura 5-32).
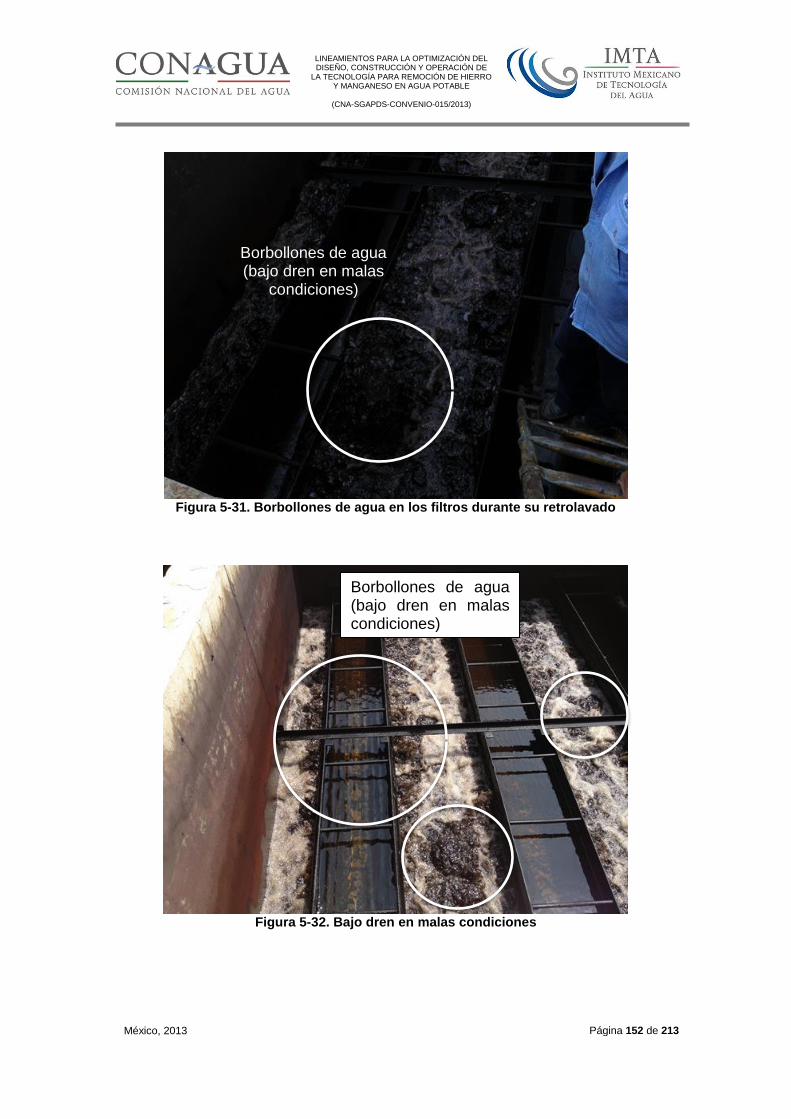
LINEAMIENTOS PARA LA OPTIMIZACIÓN DEL DISEÑO, CONSTRUCCIÓN Y OPERACIÓN DE
LA TECNOLOGÍA PARA REMOCIÓN DE HIERRO Y MANGANESO EN AGUA POTABLE
(CNA-SGAPDS-CONVENIO-015/2013)
México, 2013 Página 152 de 213
Figura 5-31. Borbollones de agua en los filtros durante su retrolavado
Figura 5-32. Bajo dren en malas condiciones
Borbollones de agua (bajo dren en malas
condiciones)
Borbollones de agua (bajo dren en malas condiciones)

LINEAMIENTOS PARA LA OPTIMIZACIÓN DEL DISEÑO, CONSTRUCCIÓN Y OPERACIÓN DE
LA TECNOLOGÍA PARA REMOCIÓN DE HIERRO Y MANGANESO EN AGUA POTABLE
(CNA-SGAPDS-CONVENIO-015/2013)
México, 2013 Página 153 de 213
5.5.5 Expansión del medio adsorbente
Para medir la expansión del medio filtrante se utiliza una herramienta constituida por un soporte y “cazuelas” colocadas de forma equidistante, como se muestra en la Figura 5-33. Se coloca con el medio filtrante estático, se efectúa el retrolavado y durante la expansión se llenan las “cazuelas”, mismas que determinan la altura expandida, con un error de ±2.5 centímetros.
Figura 5-33. Dispositivo para medir la expansión del medio filtrante
La expansión medida en los filtros de la planta de Texcoco fue de 16 cm, considerando que la profundidad del medio es de 70 cm, esto representa una expansión del 22.8 %. Se repitió la prueba en los filtros 1 y 2. La expansión generada fue para un retrolavado en el que se utilizaron 3 bombas.
5.5.6 Maduración del medio
La maduración de un filtro se determina midiendo la calidad del agua a la salida inmediatamente después de un retrolavado. En la planta de Texcoco se midió la maduración del filtro 6, mediante la determinación de las concentraciones del manganeso y el color a diferentes intervalos de tiempo como se muestra en la Tabla 5-11 y la Figura 5-34.

LINEAMIENTOS PARA LA OPTIMIZACIÓN DEL DISEÑO, CONSTRUCCIÓN Y OPERACIÓN DE
LA TECNOLOGÍA PARA REMOCIÓN DE HIERRO Y MANGANESO EN AGUA POTABLE
(CNA-SGAPDS-CONVENIO-015/2013)
México, 2013 Página 154 de 213
Se determinó que a los 10 minutos de iniciado el proceso de filtración, el filtro 6 muestra una maduración completa.
Tabla 5-11. Maduración del filtro 6 (pta. Texcoco)
Tiempo Mn color
(min) (mg/L) Upt-Co
0 0.536 45
5 0.162 15
10 0.06 7
15 0.046 6
20 0.045 9
Figura 5-34. Comportamiento del Mn y color durante la maduración del filtro 6

LINEAMIENTOS PARA LA OPTIMIZACIÓN DEL DISEÑO, CONSTRUCCIÓN Y OPERACIÓN DE
LA TECNOLOGÍA PARA REMOCIÓN DE HIERRO Y MANGANESO EN AGUA POTABLE
(CNA-SGAPDS-CONVENIO-015/2013)
México, 2013 Página 155 de 213
5.6 Evaluación de la operación del proceso de sedimentación (pta. Texcoco)
El agua de los retrolavados de los filtros es enviada a un sedimentador para someterla a un proceso de clarificación y posteriormente regresar el sobrenadante a la entrada de la planta. Las dimensiones del sedimentador se diseñaron para recibir un retrolavado a la vez, pero los operadores envían 4 retrolavados diarios argumentando que el agua de los mismos debe permanecer 24 horas para que sedimente adecuadamente.
Se determinó que realmente es por comodidad que los operadores decidieron enviar el agua de cuatro retrolavados al sedimentador, ya que de esta forma solo tienen dos eventos de retrolavados durante el turno de la mañana.
En la evaluación de los retrolavados, se determinó que 4 minutos son suficientes para obtener un retrolavado eficiente utilizando solo 3 bombas, situación que favorece la decisión tomada.
Ya que realizan 4 retrolavados consecutivos diariamente, el tiempo de sedimentación es de 24 horas y los operadores fijaron la extracción de los lodos cada 5 días, cuando se presenta la rotación de los turnos en los tres grupos de operadores.
Para determinar el cambio en la concentración de Mn en el agua clarificada después de 3 horas de sedimentación, se tomó una muestra después de las 3 horas y se le determinó la concentración de Mn, posteriormente se tomó una segunda muestra después de 24 horas de sedimentación, los resultados se muestran en la Tabla 5-13.
Tabla 5-12. Cambio en la concentración de Mn en 21 horas de sedimentación
TIEMPO (horas)
Mn (mg/L)
Reducción Mn (mg/L)
pH
3 1.66 --- 7.44
24 1.19 0.47 7.75
De acuerdo a los resultados mostrados en la Tabla 5-12, no se tiene un cambio significativo en la reducción de Mn en el agua después de 3 horas de sedimentación.
Para demostrar lo antes expuesto, se realizó una prueba de sedimentabilidad en columna del agua de retrolavado de los filtros. Se colocó agua de retrolavado homogenizada en un recipiente de 200 litros y se vertió en una columna de acrílico de 15 centímetros de diámetro provista de 4 puertos de muestreo a diferentes profundidades (alturas), 30, 82, 140 y 204 centímetros respectivamente (ver Figura 5-35 y Figura 5-36).

LINEAMIENTOS PARA LA OPTIMIZACIÓN DEL DISEÑO, CONSTRUCCIÓN Y OPERACIÓN DE
LA TECNOLOGÍA PARA REMOCIÓN DE HIERRO Y MANGANESO EN AGUA POTABLE
(CNA-SGAPDS-CONVENIO-015/2013)
México, 2013 Página 156 de 213
Figura 5-35. Sedimentación del agua de retrolavado en columna de acrílico (t = 0 min)
Figura 5-36. Sedimentación en columna (t = 1,096 min)

LINEAMIENTOS PARA LA OPTIMIZACIÓN DEL DISEÑO, CONSTRUCCIÓN Y OPERACIÓN DE
LA TECNOLOGÍA PARA REMOCIÓN DE HIERRO Y MANGANESO EN AGUA POTABLE
(CNA-SGAPDS-CONVENIO-015/2013)
México, 2013 Página 157 de 213
En la Tabla 5-13 y Figura 5-37 se demuestra que la mayor precipitación de sólidos se presenta en la primera hora, que de 11,900 unidades de color, se logra reducir hasta 1,050, 1,140, 1,780 y 1,270 UPt-Co en la altura de 30, 82, 140 y 204 cm respectivamente, representando esto el 91% de reducción de color. Con esto se demuestra que no es necesario dejar sedimentar el agua 24 horas, ya que los cambios no son muy significativos después de la primera hora.
Tabla 5-13. Sedimentabilidad del agua de retrolavados en columna (4 alturas)
(Color: UPt-Co)
Tiempo Altura Altura Altura Altura
min 30 cm 82 cm 140 cm 204 cm
0 11,900 11,900 11,900 11,900
10 3,500 11,600 14,250 15,150
20 2,325 4,650 13,250 16,750
30 1,620 1,925 5,450 16,350
40 1,440 2,350 2,900 4,950
50 1,080 1,225 3,375 1,850
60 1,050 1,140 1,780 1,270
90 1,040 1,060 1,400 1,520
120 850 910 930 980
150 880 1,060 900 970
180 700 890 920 930
1096 216 197 198 208
Figura 5-37. Sedimentación en columna a 4 alturas
0
2,000
4,000
6,000
8,000
10,000
12,000
14,000
16,000
18,000
0 10 20 30 40 50 60 70 80 90 100 110 120 130 140 150 160 170 180
CO
LO
R (
UP
t-C
o)
TIEMPO (minutos)
Velocidad de sedimentación en columna (3 horas)
30 cm 82 cm
140 cm 204 cm

LINEAMIENTOS PARA LA OPTIMIZACIÓN DEL DISEÑO, CONSTRUCCIÓN Y OPERACIÓN DE
LA TECNOLOGÍA PARA REMOCIÓN DE HIERRO Y MANGANESO EN AGUA POTABLE
(CNA-SGAPDS-CONVENIO-015/2013)
México, 2013 Página 158 de 213
En la Figura 5-37, se observa que en los primeros 30 minutos se forma una zona de mayor concentración a medida que se incrementa la profundidad en la columna y en la superficie se observa un fenómeno contrario, se va formando una zona de clarificación, efecto producido por la propia precipitación de los sólidos.
La sedimentación en la columna fue uniforme en toda la altura, excepto en los primeros 30 minutos, hubo poca formación de lodos, visualmente mejor sedimentación en sedimentador y en el tambo de 200 litros. Después de los 30 minutos desaparecieron rápidamente las “zonas de sedimentación” en todo lo alto de la columna.
Comparando el tiempo de sedimentación de 24 horas en la columna de acrílico y el sedimentador de la planta, se observa solo una pequeña reducción del Fe y Mn en el sedimentador (ver Tabla 5-14).
Tabla 5-14. Muestras sedimentadas de 24 horas
PUNTO Mn
(mg/L) Color
(UPt-Co) Fe
(mg/L) Cond
(µS/cm) SDT
(mg/L)
Columna 1.77 170 0.24 1458 729 Sedimentador 1.205 87 0.12 1465 732
5.6.1 Lodos producidos
Durante las pruebas de sedimentación en columna se generaron solo el 1.32 y 1.78% de lodos del volumen de agua de retrolavado, como se muestra en la Tabla 5-15 y Tabla 5-16.
Tabla 5-15. Sólidos sedimentados en columna (lodos producidos). Primera prueba
PARÁMETRO VALOR UNIDAD
Alto 2.05 m
Diámetro 0.15 m
Área 0.0177 m2
Volumen de agua 0.0362 m3
Volumen de agua 36.23 L
Altura del lodo 0.027 m
Volumen de lodo 0.000477 m3
Volumen de lodo 0.4771 L
% del lodo 1.32 %

LINEAMIENTOS PARA LA OPTIMIZACIÓN DEL DISEÑO, CONSTRUCCIÓN Y OPERACIÓN DE
LA TECNOLOGÍA PARA REMOCIÓN DE HIERRO Y MANGANESO EN AGUA POTABLE
(CNA-SGAPDS-CONVENIO-015/2013)
México, 2013 Página 159 de 213
Tabla 5-16. Sólidos sedimentados en columna (lodos producidos). Segunda prueba
PARÁMETRO VALOR UNIDAD
Alto 2.25 m
Diámetro 0.15 m
Área 0.0177 m2
Volumen de agua 0.040 m3
Volumen de agua 39.76 L
Altura del lodo 0.04 m
Volumen de lodo 0.000707 m3
Volumen de lodo 0.71 L
% del lodo 1.78 %
El la Figura 5-38 se aprecia la reducida cantidad de lodos (1.5% en promedio) generados en los retrolavados de filtros.
Figura 5-38. Volumen de lodos generados en el retrolavado de filtros
Con la información obtenida, se puede determinar el volumen de lodos que se generan en la planta potabilizadora del ramal Peñón-Texcoco durante los retrolavados.

LINEAMIENTOS PARA LA OPTIMIZACIÓN DEL DISEÑO, CONSTRUCCIÓN Y OPERACIÓN DE
LA TECNOLOGÍA PARA REMOCIÓN DE HIERRO Y MANGANESO EN AGUA POTABLE
(CNA-SGAPDS-CONVENIO-015/2013)
México, 2013 Página 160 de 213
Si se retrolavan 4 filtros cada 24 horas y cada retrolavado dura 4 minutos, y si se considera que se genera el 1.5% de lodos del volumen del agua de retrolavado, se tiene que en la planta potabilizadora del ramal Peñón-Texcoco se producen alrededor de 5.14 m3 de lodos diarios (ver Tabla 5-17).
Tabla 5-17. Volumen de lodos generados en la planta de Texcoco cada 24 horas
Caudal
lavado
Tiempo lavado
Filtros
lavados
Tiempo total
Volumen agua
Volumen lodos (1.5%)
Vol. Lodos
(c/5 días)
(m3/h) (min) (número) (min) (m3) (m3) (m3)
1,286 4 4 16 342.93 5.14 25.72
Los operadores extraen los lodos del sedimentador cada 5 días, por lo tanto, están enviando a campo en cielo abierto 25.72 m3 de lodos.
5.7 Evaluación de la operación del proceso de extracción de lodos del sedimentador (pta. Texcoco)
Los operadores de la planta potabilizadora del ramal Peñón-Texcoco decidieron evacuar los lodos del sedimentador cada 5 días, enviándolos a cielo abierto en las inmediaciones de la planta.
5.7.1 Disposición final de los lodos
De acuerdo al análisis del volumen producido de lodos, están tirando aproximadamente 25 m3 de lodos
Figura 5-39. Disposición de lodos a cielo abierto
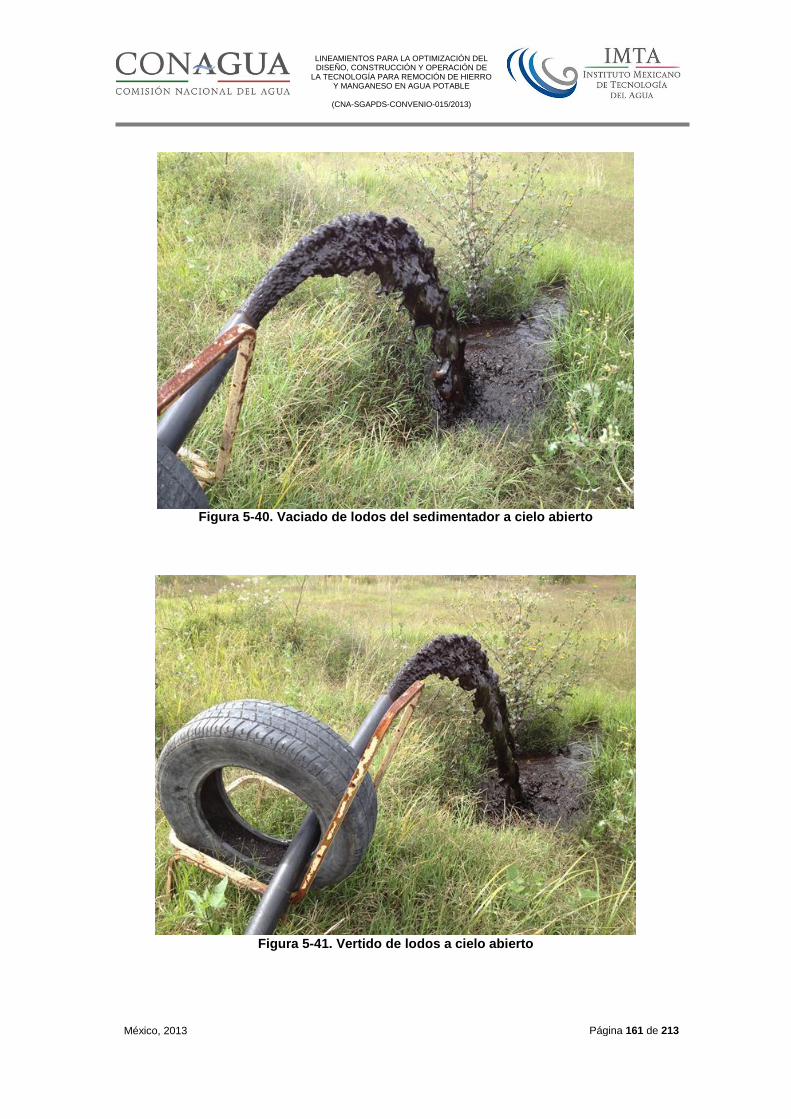
LINEAMIENTOS PARA LA OPTIMIZACIÓN DEL DISEÑO, CONSTRUCCIÓN Y OPERACIÓN DE
LA TECNOLOGÍA PARA REMOCIÓN DE HIERRO Y MANGANESO EN AGUA POTABLE
(CNA-SGAPDS-CONVENIO-015/2013)
México, 2013 Página 161 de 213
Figura 5-40. Vaciado de lodos del sedimentador a cielo abierto
Figura 5-41. Vertido de lodos a cielo abierto
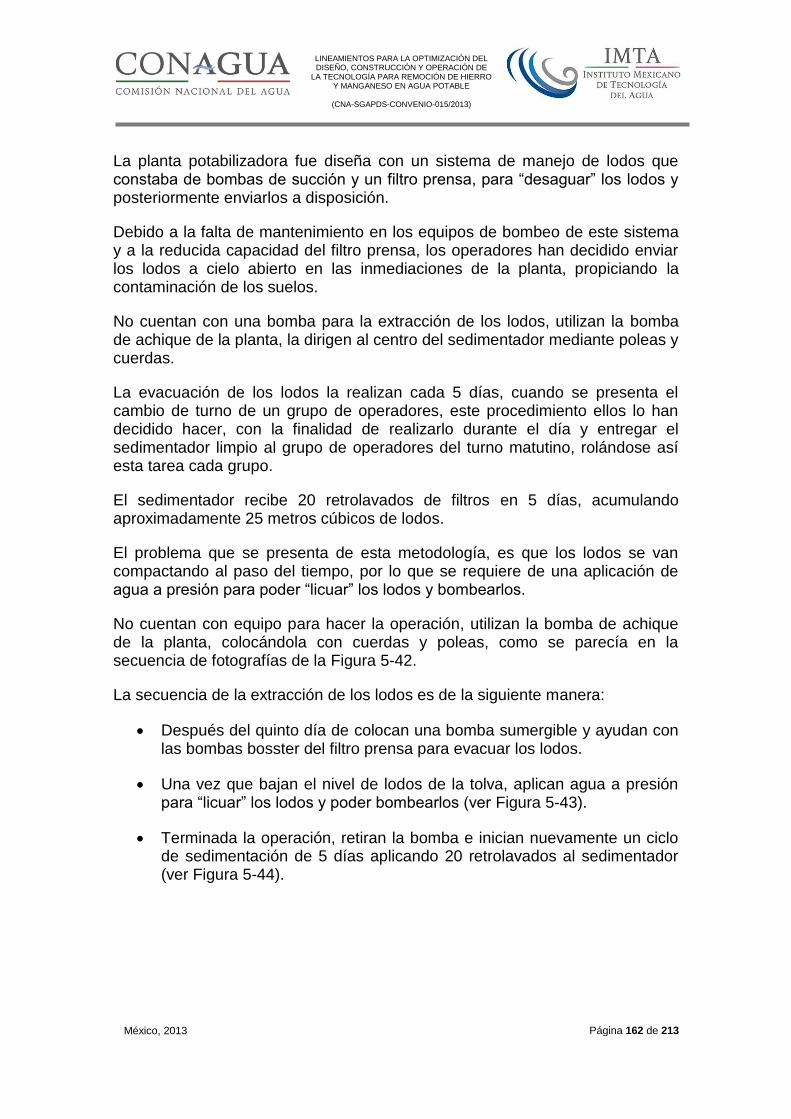
LINEAMIENTOS PARA LA OPTIMIZACIÓN DEL DISEÑO, CONSTRUCCIÓN Y OPERACIÓN DE
LA TECNOLOGÍA PARA REMOCIÓN DE HIERRO Y MANGANESO EN AGUA POTABLE
(CNA-SGAPDS-CONVENIO-015/2013)
México, 2013 Página 162 de 213
La planta potabilizadora fue diseña con un sistema de manejo de lodos que constaba de bombas de succión y un filtro prensa, para “desaguar” los lodos y posteriormente enviarlos a disposición.
Debido a la falta de mantenimiento en los equipos de bombeo de este sistema y a la reducida capacidad del filtro prensa, los operadores han decidido enviar los lodos a cielo abierto en las inmediaciones de la planta, propiciando la contaminación de los suelos.
No cuentan con una bomba para la extracción de los lodos, utilizan la bomba de achique de la planta, la dirigen al centro del sedimentador mediante poleas y cuerdas.
La evacuación de los lodos la realizan cada 5 días, cuando se presenta el cambio de turno de un grupo de operadores, este procedimiento ellos lo han decidido hacer, con la finalidad de realizarlo durante el día y entregar el sedimentador limpio al grupo de operadores del turno matutino, rolándose así esta tarea cada grupo.
El sedimentador recibe 20 retrolavados de filtros en 5 días, acumulando aproximadamente 25 metros cúbicos de lodos.
El problema que se presenta de esta metodología, es que los lodos se van compactando al paso del tiempo, por lo que se requiere de una aplicación de agua a presión para poder “licuar” los lodos y bombearlos.
No cuentan con equipo para hacer la operación, utilizan la bomba de achique de la planta, colocándola con cuerdas y poleas, como se parecía en la secuencia de fotografías de la Figura 5-42.
La secuencia de la extracción de los lodos es de la siguiente manera:
Después del quinto día de colocan una bomba sumergible y ayudan con las bombas bosster del filtro prensa para evacuar los lodos.
Una vez que bajan el nivel de lodos de la tolva, aplican agua a presión para “licuar” los lodos y poder bombearlos (ver Figura 5-43).
Terminada la operación, retiran la bomba e inician nuevamente un ciclo de sedimentación de 5 días aplicando 20 retrolavados al sedimentador (ver Figura 5-44).

LINEAMIENTOS PARA LA OPTIMIZACIÓN DEL DISEÑO, CONSTRUCCIÓN Y OPERACIÓN DE
LA TECNOLOGÍA PARA REMOCIÓN DE HIERRO Y MANGANESO EN AGUA POTABLE
(CNA-SGAPDS-CONVENIO-015/2013)
México, 2013 Página 163 de 213
Figura 5-42. Proceso de evacuación de lodos del sedimentador

LINEAMIENTOS PARA LA OPTIMIZACIÓN DEL DISEÑO, CONSTRUCCIÓN Y OPERACIÓN DE
LA TECNOLOGÍA PARA REMOCIÓN DE HIERRO Y MANGANESO EN AGUA POTABLE
(CNA-SGAPDS-CONVENIO-015/2013)
México, 2013 Página 164 de 213
Figura 5-43. Evacuación de lodos de la tolva del sedimentador
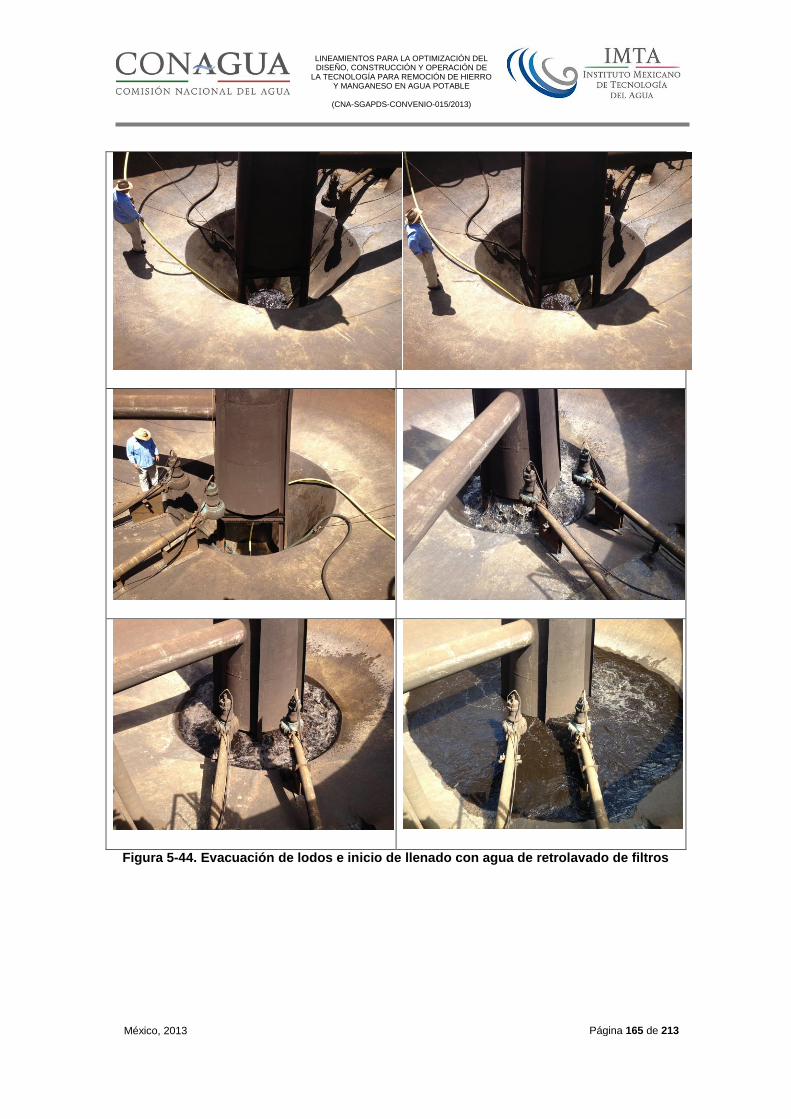
LINEAMIENTOS PARA LA OPTIMIZACIÓN DEL DISEÑO, CONSTRUCCIÓN Y OPERACIÓN DE
LA TECNOLOGÍA PARA REMOCIÓN DE HIERRO Y MANGANESO EN AGUA POTABLE
(CNA-SGAPDS-CONVENIO-015/2013)
México, 2013 Página 165 de 213
Figura 5-44. Evacuación de lodos e inicio de llenado con agua de retrolavado de filtros
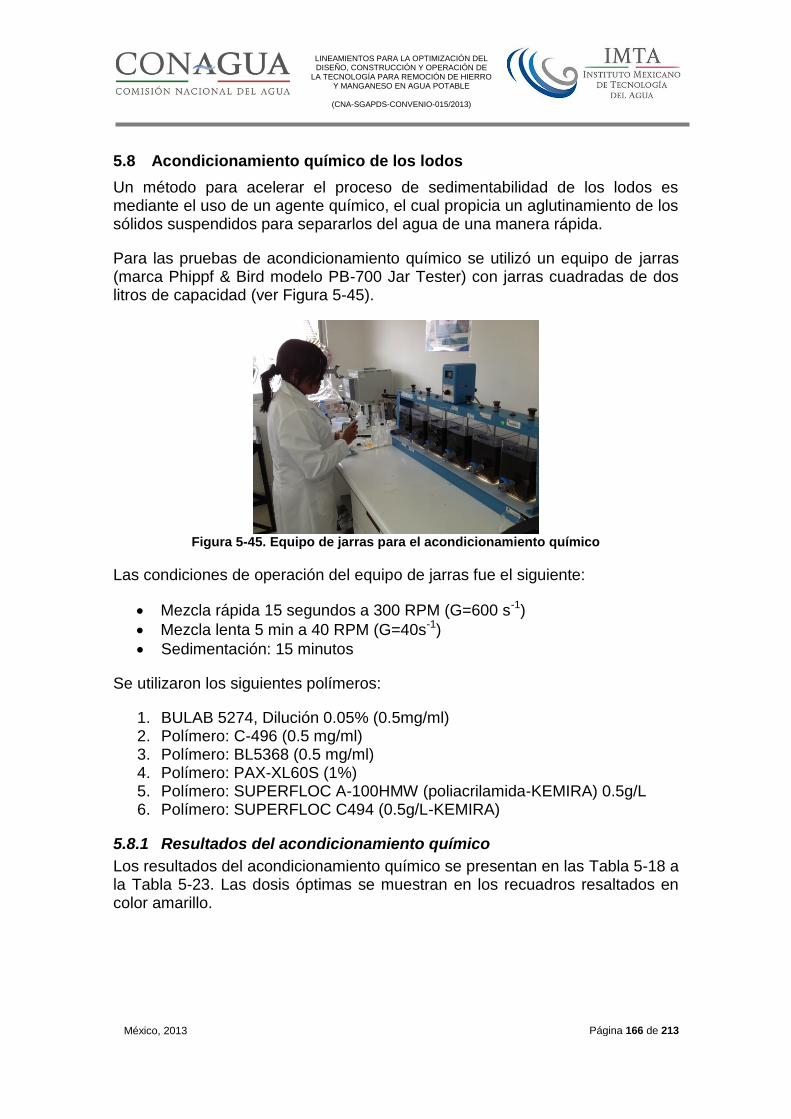
LINEAMIENTOS PARA LA OPTIMIZACIÓN DEL DISEÑO, CONSTRUCCIÓN Y OPERACIÓN DE
LA TECNOLOGÍA PARA REMOCIÓN DE HIERRO Y MANGANESO EN AGUA POTABLE
(CNA-SGAPDS-CONVENIO-015/2013)
México, 2013 Página 166 de 213
5.8 Acondicionamiento químico de los lodos
Un método para acelerar el proceso de sedimentabilidad de los lodos es mediante el uso de un agente químico, el cual propicia un aglutinamiento de los sólidos suspendidos para separarlos del agua de una manera rápida.
Para las pruebas de acondicionamiento químico se utilizó un equipo de jarras (marca Phippf & Bird modelo PB-700 Jar Tester) con jarras cuadradas de dos litros de capacidad (ver Figura 5-45).
Figura 5-45. Equipo de jarras para el acondicionamiento químico
Las condiciones de operación del equipo de jarras fue el siguiente:
Mezcla rápida 15 segundos a 300 RPM (G=600 s-1)
Mezcla lenta 5 min a 40 RPM (G=40s-1)
Sedimentación: 15 minutos
Se utilizaron los siguientes polímeros:
1. BULAB 5274, Dilución 0.05% (0.5mg/ml) 2. Polímero: C-496 (0.5 mg/ml) 3. Polímero: BL5368 (0.5 mg/ml) 4. Polímero: PAX-XL60S (1%) 5. Polímero: SUPERFLOC A-100HMW (poliacrilamida-KEMIRA) 0.5g/L 6. Polímero: SUPERFLOC C494 (0.5g/L-KEMIRA)
5.8.1 Resultados del acondicionamiento químico
Los resultados del acondicionamiento químico se presentan en las Tabla 5-18 a la Tabla 5-23. Las dosis óptimas se muestran en los recuadros resaltados en color amarillo.

LINEAMIENTOS PARA LA OPTIMIZACIÓN DEL DISEÑO, CONSTRUCCIÓN Y OPERACIÓN DE
LA TECNOLOGÍA PARA REMOCIÓN DE HIERRO Y MANGANESO EN AGUA POTABLE
(CNA-SGAPDS-CONVENIO-015/2013)
México, 2013 Página 167 de 213
Tabla 5-18. Polímero: BULAB 5274, Dilución 0.05% (0.5mg/ml)
Jarra Vol
aplicado en 2 L
Dosis Color Turb. Vol-Lodo
Num. ml mg/L Upt-Co UNT ml
1 0.1 0.025 497 42.9 75
2 0.3 0.075 247 20.2 75
3 0.5 0.125 150 12.4 75
4 0.7 0.175 143 12.2 75
5 0.9 0.225 124 10.6 80
6 2 0.5 90 7.78 85
Figura 5-46. Comportamiento del color y turbiedad con el polímero BULAB 5274

LINEAMIENTOS PARA LA OPTIMIZACIÓN DEL DISEÑO, CONSTRUCCIÓN Y OPERACIÓN DE
LA TECNOLOGÍA PARA REMOCIÓN DE HIERRO Y MANGANESO EN AGUA POTABLE
(CNA-SGAPDS-CONVENIO-015/2013)
México, 2013 Página 168 de 213
Tabla 5-19. Polímero: C-496 (0.5 mg/ml)
Jarra
Vol aplicado
en 2L Dosis Color Turb. Vol-Lodo
Num. ml mg/L Upt-Co UNT ml
1 0.1 0.025 119 9.73 90
2 0.3 0.075 55 4.65 90
3 0.5 0.125 44 3.39 100
4 0.7 0.175 52 5.91 100
5 0.9 0.225 21 2 100
6 2 0.5 17 1.91 125
Figura 5-47. Comportamiento del color y turbiedad con el polímero C-496

LINEAMIENTOS PARA LA OPTIMIZACIÓN DEL DISEÑO, CONSTRUCCIÓN Y OPERACIÓN DE
LA TECNOLOGÍA PARA REMOCIÓN DE HIERRO Y MANGANESO EN AGUA POTABLE
(CNA-SGAPDS-CONVENIO-015/2013)
México, 2013 Página 169 de 213
Tabla 5-20. Polímero: BL5368 (0.5 mg/ml)
Jarra
Vol aplicado
en 2L Dosis Color Turb. Vol-Lodo
Num. ml mg/L Upt-Co UNT ml
1 0.1 0.025 225 18.6 75
2 0.3 0.075 104 8.81 75
3 0.5 0.125 92 6.95 75
4 0.7 0.175 71 5.59 75
5 0.9 0.225 53 4.89 75
6 2 0.5 35 3.17 100
Figura 5-48. Comportamiento del color y turbiedad con el polímero BL5368

LINEAMIENTOS PARA LA OPTIMIZACIÓN DEL DISEÑO, CONSTRUCCIÓN Y OPERACIÓN DE
LA TECNOLOGÍA PARA REMOCIÓN DE HIERRO Y MANGANESO EN AGUA POTABLE
(CNA-SGAPDS-CONVENIO-015/2013)
México, 2013 Página 170 de 213
Tabla 5-21. Polímero: PAX-XL60S (1%)
Jarra
Vol aplicado
en 2L Dosis Color Turb. Vol-Lodo
Num. ml mg/L Upt-Co UNT ml
1 2 10 240 14 75
2 3 15 166 10.7 80
3 4 20 125 10.2 100
4 5 25 127 10.7 100
5 6 30 102 8.23 100
6 7 35 97 8.26 100
Figura 5-49. Comportamiento del color y turbiedad con el polímero PAX-XL60S

LINEAMIENTOS PARA LA OPTIMIZACIÓN DEL DISEÑO, CONSTRUCCIÓN Y OPERACIÓN DE
LA TECNOLOGÍA PARA REMOCIÓN DE HIERRO Y MANGANESO EN AGUA POTABLE
(CNA-SGAPDS-CONVENIO-015/2013)
México, 2013 Página 171 de 213
Tabla 5-22. Polímero: SUPERFLOC A-100HMW (poliacrilamida-KEMIRA) 0.5g/L
Jarra
Vol aplicado
en 2 L Dosis Color Turb. Vol-Lodo
Num. ml mg/L Upt-Co UNT ml
1 0.1 0.025 69 6.02 75
2 0.3 0.075 48 3.84 75
3 0.5 0.125 26 2.26 90
4 0.7 0.175 30 2.76 90
5 0.9 0.225 17 1.61 90
6 2 0.5 16 1.84 100
Figura 5-50. Comportamiento del color y turbiedad con el polímero SUPERFLOC A-
100HMW

LINEAMIENTOS PARA LA OPTIMIZACIÓN DEL DISEÑO, CONSTRUCCIÓN Y OPERACIÓN DE
LA TECNOLOGÍA PARA REMOCIÓN DE HIERRO Y MANGANESO EN AGUA POTABLE
(CNA-SGAPDS-CONVENIO-015/2013)
México, 2013 Página 172 de 213
Tabla 5-23. Polímero: SUPERFLOC C494 (0.5g/L-KEMIRA)
Jarra
Vol aplicado
en 2L Dosis Color Turb.
Num. ml mg/L Upt-Co UNT
1 0.1 0.025 125 7.58
2 0.3 0.075 41 5.78
3 0.5 0.125 73 4 0.7 0.175 32 5 0.9 0.225 20 2.04
6 2 0.5 18 1.73
Figura 5-51. Comportamiento del color y turbiedad con el polímero SUPERFLOC C494
LINEAMIENTOS PARA LA OPTIMIZACIÓN DEL DISEÑO, CONSTRUCCIÓN Y OPERACIÓN DE
LA TECNOLOGÍA PARA REMOCIÓN DE HIERRO Y MANGANESO EN AGUA POTABLE
(CNA-SGAPDS-CONVENIO-015/2013)
México, 2013 Página 173 de 213
Figura 5-52. Etapa de sedimentación durante el acondicionamiento químico (baja eficiencia)

LINEAMIENTOS PARA LA OPTIMIZACIÓN DEL DISEÑO, CONSTRUCCIÓN Y OPERACIÓN DE
LA TECNOLOGÍA PARA REMOCIÓN DE HIERRO Y MANGANESO EN AGUA POTABLE
(CNA-SGAPDS-CONVENIO-015/2013)
México, 2013 Página 174 de 213
Figura 5-53. Etapa de sedimentación durante el acondicionamiento químico (alta eficiencia)

LINEAMIENTOS PARA LA OPTIMIZACIÓN DEL DISEÑO, CONSTRUCCIÓN Y OPERACIÓN DE
LA TECNOLOGÍA PARA REMOCIÓN DE HIERRO Y MANGANESO EN AGUA POTABLE
(CNA-SGAPDS-CONVENIO-015/2013)
México, 2013 Página 175 de 213
5.9 Evaluación del crecimiento de la zeolita
El proceso de evaluación del crecimiento de la zeolita se debe llevar a cabo mediante un análisis rutinario de la granulometría del material filtrante, para que el personal de operación de la planta decida en que momento incrementar los tiempos de retrolavados con aire.
La metodología para frenar el crecimiento de la zeolita que actualmente se está llevando a cabo en la planta potabilizadora del ramal Peñón-Texcoco, es incrementando el tiempo de la aplicación del aire, recomendación del personal técnico del IMTA.
Se tomarán muestra de zeolita de forma periódica y se les practicará un análisis granulométrico, de tal forma que se tengan registros de su crecimiento.
Durante la evaluación de la planta de Texcoco se tomaron muestras de los 8 filtros y les analizó su granulometría, los resultados muestran que es un material muy homogéneo, con tamaños adecuados, el cual deben conservar el mayor tiempo posible en los filtros.
5.9.1 Granulometría de los 8 filtros
Los resultados de las granulometrías de los 8 filtros, muestran un diámetro efectivo (D10) de 1.2, 1.4, 1.28, 1.40, 1.25, 1.04, 1.28 y 1.04 mm y un D60 de 1.3, 1.58, 1.55, 1.58, 1.48, 1.25, 1.50 y 1.25 mm con un coeficiente de uniformidad (C.U.) de 1.08, 1.13, 1.21, 1.13, 1.18, 1.20, 1.17 y 1.20 y un diámetro equivalente (Deq) de 0.59, 0.68, 0.66, 0.71, 0.65, 0.52, 0.69 y 0.55 mm para los filtros 1, 2, 3, 4, 5, 6, 7 y 8 respectivamente, como se muestra en la Tabla 5-24 a la Tabla 5-31 y en la Figura 5-54 a la Figura 5-61.

LINEAMIENTOS PARA LA OPTIMIZACIÓN DEL DISEÑO, CONSTRUCCIÓN Y OPERACIÓN DE
LA TECNOLOGÍA PARA REMOCIÓN DE HIERRO Y MANGANESO EN AGUA POTABLE
(CNA-SGAPDS-CONVENIO-015/2013)
México, 2013 Página 176 de 213
Tabla 5-24. Granulometría del Filtro 1 (pta. Texcoco)
Malla
Tara (g) Peso malla + material
(g)
Peso ( g) retenido
(pi)
% Retenido parcial
% peso que pasa
pi/di No.
Abertura (mm) di
8 2.360 498.1 498.1 0.0 0.00 100.00 0.00
10 2.000 496.4 496.4 0.0 0.00 100.00 0.00
12 1.700 455.0 456.4 1.4 0.69 99.31 0.82
14 1.400 457.2 504 46.8 22.96 76.35 33.43
16 1.180 443.2 585.3 142.1 69.73 6.62 120.42
18 1.000 429.0 442.5 13.5 6.62 0.00 13.50
20 0.850 425.6 425.6 0.0 0.00 0.00 0.00
Charola 0.000 463.4 463.4 0.0 0.00 0.00
203.8 100.00 ∑ 168.176
PARÁMETROS VALORES UNIDADES
D10 = 1.20 mm
D60 = 1.30 mm
C.U. = 1.08 Deq = 100/∑(pi/di) 0.59 mm
Figura 5-54. Curva granulométrica de la zeolita del filtro 1 (pta. Texcoco)

LINEAMIENTOS PARA LA OPTIMIZACIÓN DEL DISEÑO, CONSTRUCCIÓN Y OPERACIÓN DE
LA TECNOLOGÍA PARA REMOCIÓN DE HIERRO Y MANGANESO EN AGUA POTABLE
(CNA-SGAPDS-CONVENIO-015/2013)
México, 2013 Página 177 de 213
Tabla 5-25. Granulometría del Filtro 2 (pta. Texcoco)
Malla
Tara (g) Peso malla + material
(g)
Peso ( g) retenido
(pi)
% Retenido parcial
% peso que pasa
pi/di No.
Abertura (mm) di
8 2.360 498.1 498.1 0.0 0.00 100.00 0.00
10 2.000 496.4 497 0.6 0.29 99.71 0.30
12 1.700 455.0 474 19.0 9.30 90.40 11.18
14 1.400 457.2 620 162.8 79.73 10.68 116.29
16 1.180 443.2 462 18.8 9.21 1.47 15.93
18 1.000 429.0 431 2.0 0.98 0.49 2.00
20 0.850 425.6 426.6 1.0 0.49 0.00 1.18
Charola 0.000 463.4 463.4 0.0 0.00 0.00
204.2 100.00 ∑ 146.871
PARÁMETROS VALORES UNIDADES
D10 = 1.40 mm
D60 = 1.58 mm
C.U. = 1.13 Deq = 100/∑(pi/di) 0.68 mm
Figura 5-55. Curva granulométrica de la zeolita del filtro 2 (pta. Texcoco)

LINEAMIENTOS PARA LA OPTIMIZACIÓN DEL DISEÑO, CONSTRUCCIÓN Y OPERACIÓN DE
LA TECNOLOGÍA PARA REMOCIÓN DE HIERRO Y MANGANESO EN AGUA POTABLE
(CNA-SGAPDS-CONVENIO-015/2013)
México, 2013 Página 178 de 213
Tabla 5-26. Granulometría del Filtro 3 (pta. Texcoco)
Malla
Tara (g) Peso malla + material
(g)
Peso ( g) retenido
(pi)
% Retenido parcial
% peso que pasa
pi/di No.
Abertura (mm) di
8 2.360 498.1 499.5 1.4 0.68 99.32 0.59
10 2.000 496.4 496.4 0.0 0.00 99.32 0.00
12 1.700 455.4 463.0 7.6 3.67 95.66 4.47
14 1.400 457.2 604.1 146.9 70.86 24.79 104.93
16 1.180 443.2 491.0 47.8 23.06 1.74 40.51
18 1.000 429.0 429.5 0.5 0.24 1.50 0.50
20 0.850 425.6 426.1 0.5 0.24 1.25 0.59
Charola 0.000 463.4 466.0 2.6 1.25 0.00
207.3 100.00 ∑ 151.589
PARÁMETROS VALORES UNIDADES
D10 = 1.28 mm
D60 = 1.55 mm
C.U. = 1.21 Deq = 100/∑(pi/di) 0.66 mm
Figura 5-56. Curva granulométrica de la zeolita del filtro 3 (pta. Texcoco)
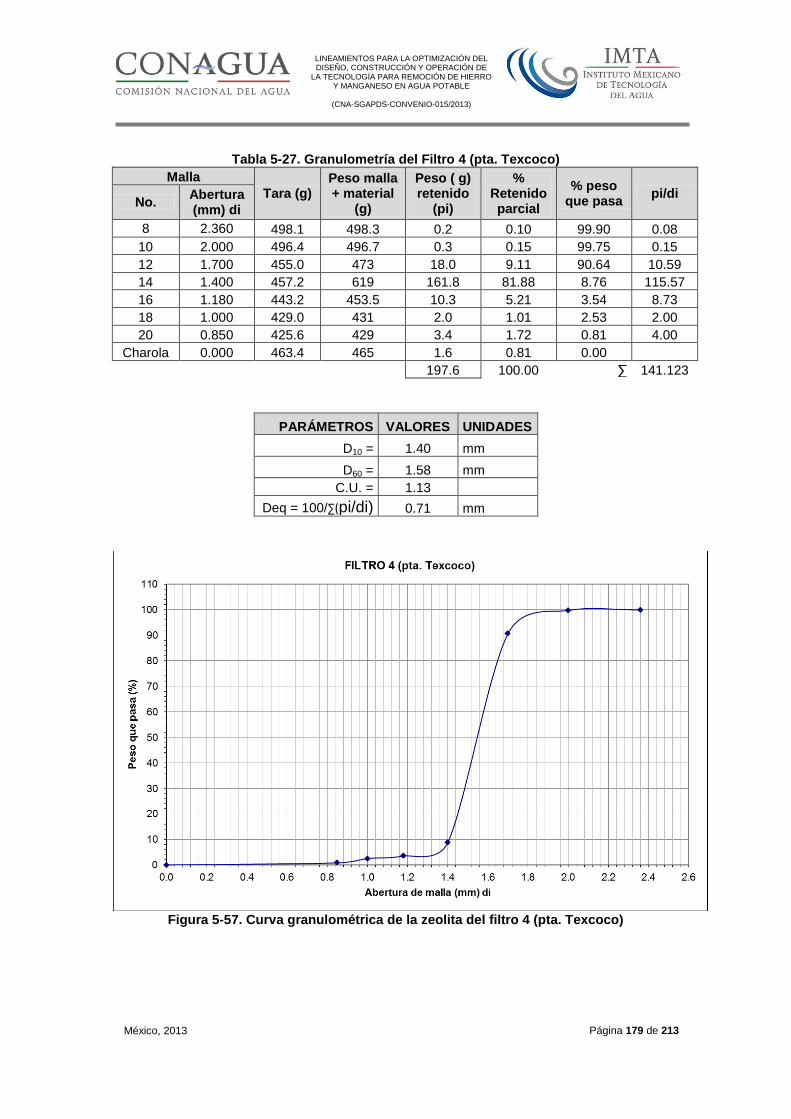
LINEAMIENTOS PARA LA OPTIMIZACIÓN DEL DISEÑO, CONSTRUCCIÓN Y OPERACIÓN DE
LA TECNOLOGÍA PARA REMOCIÓN DE HIERRO Y MANGANESO EN AGUA POTABLE
(CNA-SGAPDS-CONVENIO-015/2013)
México, 2013 Página 179 de 213
Tabla 5-27. Granulometría del Filtro 4 (pta. Texcoco)
Malla
Tara (g) Peso malla + material
(g)
Peso ( g) retenido
(pi)
% Retenido parcial
% peso que pasa
pi/di No.
Abertura (mm) di
8 2.360 498.1 498.3 0.2 0.10 99.90 0.08
10 2.000 496.4 496.7 0.3 0.15 99.75 0.15
12 1.700 455.0 473 18.0 9.11 90.64 10.59
14 1.400 457.2 619 161.8 81.88 8.76 115.57
16 1.180 443.2 453.5 10.3 5.21 3.54 8.73
18 1.000 429.0 431 2.0 1.01 2.53 2.00
20 0.850 425.6 429 3.4 1.72 0.81 4.00
Charola 0.000 463.4 465 1.6 0.81 0.00
197.6 100.00 ∑ 141.123
PARÁMETROS VALORES UNIDADES
D10 = 1.40 mm
D60 = 1.58 mm
C.U. = 1.13 Deq = 100/∑(pi/di) 0.71 mm
Figura 5-57. Curva granulométrica de la zeolita del filtro 4 (pta. Texcoco)

LINEAMIENTOS PARA LA OPTIMIZACIÓN DEL DISEÑO, CONSTRUCCIÓN Y OPERACIÓN DE
LA TECNOLOGÍA PARA REMOCIÓN DE HIERRO Y MANGANESO EN AGUA POTABLE
(CNA-SGAPDS-CONVENIO-015/2013)
México, 2013 Página 180 de 213
Tabla 5-28. Granulometría del Filtro 5 (pta. Texcoco)
Malla
Tara (g) Peso malla + material
(g)
Peso ( g) retenido
(pi)
% Retenido parcial
% peso que pasa
pi/di No.
Abertura (mm) di
8 2.360 498.1 498.2 0.1 0.05 99.95 0.04
10 2.000 496.4 499 2.6 1.29 98.66 1.30
12 1.700 455.0 458.5 3.5 1.73 96.93 2.06
14 1.400 457.2 569.1 111.9 55.34 41.59 79.93
16 1.180 443.2 523 79.8 39.47 2.13 67.63
18 1.000 429.0 431.7 2.7 1.34 0.79 2.70
20 0.850 425.6 426 0.4 0.20 0.59 0.47
Charola 0.000 463.4 464.6 1.2 0.59 0.00
202.2 100.00
154.127
PARÁMETROS VALORES UNIDADES
D10 = 1.25 mm
D60 = 1.48 mm
C.U. = 1.18 Deq = 100/∑(pi/di) 0.65 mm
Figura 5-58. Curva granulométrica de la zeolita del filtro 5 (pta. Texcoco)

LINEAMIENTOS PARA LA OPTIMIZACIÓN DEL DISEÑO, CONSTRUCCIÓN Y OPERACIÓN DE
LA TECNOLOGÍA PARA REMOCIÓN DE HIERRO Y MANGANESO EN AGUA POTABLE
(CNA-SGAPDS-CONVENIO-015/2013)
México, 2013 Página 181 de 213
Tabla 5-29. Granulometría del Filtro 6 (pta. Texcoco)
Malla
Tara (g) Peso malla + material
(g)
Peso ( g) retenido
(pi)
% Retenido parcial
% peso que pasa
pi/di No.
Abertura (mm) di
8 2.360 498.1 498.1 0.0 0.00 100.00 0.00
10 2.000 496.4 496.4 0.0 0.00 100.00 0.00
12 1.700 455.0 456 1.0 0.48 99.52 0.59
14 1.400 457.2 461 3.8 1.83 97.69 2.71
16 1.180 443.2 540 96.8 46.63 51.06 82.03
18 1.000 429.0 529.5 100.5 48.41 2.65 100.50
20 0.850 425.6 430.7 5.1 2.46 0.19 6.00
Charola 0.000 463.4 463.8 0.4 0.19 0.00
207.6 100.00
191.836
PARÁMETROS VALORES UNIDADES
D10 = 1.04 mm
D60 = 1.25 mm
C.U. = 1.20 Deq = 100/∑(pi/di) 0.52 mm
Figura 5-59. Curva granulométrica de la zeolita del filtro 6 (pta. Texcoco)

LINEAMIENTOS PARA LA OPTIMIZACIÓN DEL DISEÑO, CONSTRUCCIÓN Y OPERACIÓN DE
LA TECNOLOGÍA PARA REMOCIÓN DE HIERRO Y MANGANESO EN AGUA POTABLE
(CNA-SGAPDS-CONVENIO-015/2013)
México, 2013 Página 182 de 213
Tabla 5-30. Granulometría del Filtro 7 (pta. Texcoco)
Malla
Tara (g) Peso malla + material
(g)
Peso ( g) retenido
(pi)
% Retenido parcial
% peso que pasa
pi/di No.
Abertura (mm) di
8 2.360 498.1 498.1 0.0 0.00 100.00 0.00
10 2.000 496.4 498 1.6 0.82 99.18 0.80
12 1.700 455.0 464 9.0 4.61 94.57 5.29
14 1.400 457.2 584.3 127.1 65.08 29.49 90.79
16 1.180 443.2 499.2 56.0 28.67 0.82 47.46
18 1.000 429.0 430.6 1.6 0.82 0.00 1.60
20 0.850 425.6 425.6 0.0 0.00 0.00 0.00
Charola 0.000 463.4 463.4 0.0 0.00 0.00
195.3 100.00
145.937
PARÁMETROS VALORES UNIDADES
D10 = 1.28 mm
D60 = 1.50 mm
C.U. = 1.17 Deq = 100/∑(pi/di) 0.69 mm
Figura 5-60. Curva granulométrica de la zeolita del filtro 7 (pta. Texcoco)

LINEAMIENTOS PARA LA OPTIMIZACIÓN DEL DISEÑO, CONSTRUCCIÓN Y OPERACIÓN DE
LA TECNOLOGÍA PARA REMOCIÓN DE HIERRO Y MANGANESO EN AGUA POTABLE
(CNA-SGAPDS-CONVENIO-015/2013)
México, 2013 Página 183 de 213
Tabla 5-31. Granulometría del Filtro 8 (pta. Texcoco)
Malla
Tara (g) Peso malla + material
(g)
Peso ( g) retenido
(pi)
% Retenido parcial
% peso que pasa
pi/di No.
Abertura (mm) di
8 2.360 498.1 499.9 1.8 0.90 99.10 0.76
10 2.000 496.4 496.8 0.4 0.20 98.90 0.20
12 1.700 455.0 456.3 1.3 0.65 98.26 0.76
14 1.400 457.2 474.5 17.3 8.62 89.64 12.36
16 1.180 443.2 524.5 81.3 40.51 49.13 68.90
18 1.000 429.0 517.1 88.1 43.90 5.23 88.10
20 0.850 425.6 436.1 10.5 5.23 0.00 12.35
Charola 0.000 463.4 463.4 0.0 0.00 0.00
200.7 100.00
183.436
PARÁMETROS VALORES UNIDADES
D10 = 1.04 mm
D60 = 1.25 mm
C.U. = 1.20 Deq = 100/∑(pi/di) 0.55 mm
Figura 5-61. Curva granulométrica de la zeolita del filtro 8 (pta. Texcoco)
LINEAMIENTOS PARA LA OPTIMIZACIÓN DEL DISEÑO, CONSTRUCCIÓN Y OPERACIÓN DE
LA TECNOLOGÍA PARA REMOCIÓN DE HIERRO Y MANGANESO EN AGUA POTABLE
(CNA-SGAPDS-CONVENIO-015/2013)
México, 2013 Página 184 de 213
6 VISITAS DE CAMPO
Se llevaron a cabo visitas de campo para evaluar el estado actual que guardan las plantas potabilizadoras para remoción de Fe y Mn construidas en el país. Se visitaron dos plantas en Sinaloa (La Platanera y Los Pinos), una planta en Mazatlán (Los Horcones) y otra en Camargo Chihuahua. El objetivo de las visitas fue básicamente conocer el desempeño las plantas en la remoción de Fe y Mn mediante análisis de datos de calidad del agua y ver los problemas de operación y mantenimiento.
6.1 Planta “La Campiña”
La planta potabilizadora “La Campiña”, de acuerdo a información proporcionada por la Junta Municipal de Agua Potable y Alcantarillado de Culiacán (JAPAC) se encuentra fuera de operación debido a que será reubicada en otro sitio, ya que la población de la zona donde actualmente se encuentra se abastece de una planta potabilizadora que trata agua superficial.
6.2 Planta “La Platanera”
La planta potabilizadora “La Platanera” se encuentra operando de forma adecuada desde el año 2000 por la JAPAC. Solo se le ha cambiado el material filtrante una vez, en el año 2011.
La remoción del Mn es del 97% (ver Tabla 6-1, Tabla 6-2 y Tabla 6-3), en algunos casos menores debido a una baja dosificación de cloro, como el caso de los resultados del día 17/05/2013 mostrados en la Tabla 6-2.
El problema principal que se observó en esta planta fue que desde su diseño, no se consideró la recuperación del agua de los retrolavados de filtros ni el tratamiento de los lodos producidos, el agua de los retrolavados se vierte directamente en un canal natural que se encuentra al costado de la planta.
Otro problema que se detectó es que no se le ha dado mantenimiento preventivo a la planta, como se aprecia en las válvulas de 3 vías en la Figura 6-1.
El retrolavado de los filtros es mediante “lavado mutuo”, es decir, un filtro se retrolava con los efluentes de todos los filtros restantes, periodo en el cual se deja de aprovechar el agua producida, pero se sigue enviando agua a la población con la cisterna de almacenamiento (rebombeo).

LINEAMIENTOS PARA LA OPTIMIZACIÓN DEL DISEÑO, CONSTRUCCIÓN Y OPERACIÓN DE
LA TECNOLOGÍA PARA REMOCIÓN DE HIERRO Y MANGANESO EN AGUA POTABLE
(CNA-SGAPDS-CONVENIO-015/2013)
México, 2013 Página 185 de 213
Tabla 6-1. Remoción de Mn en la planta “La Platanera” (enero-abril-2013)
MUESTRA
22/01/2013 14/02/2013 26/02/2013 15/03/2013 27/03/2013 12/04/2013 25/04/2013
Mn Cl2
resid Mn
Cl2
resid Mn
Cl2
resid Mn
Cl2
resid Mn
Cl2
resid Mn
Cl2
resid Mn
Cl2
resid
mg/L mg/L mg/L mg/L mg/L mg/L mg/L mg/L mg/L mg/L mg/L mg/L mg/L mg/L
A. Cruda 0.650 0.00 0.632 0.00 0.671 0.00 0.598 0.00 0.645 0.00 0.691 0.00 0.538 0.00
Filtro-1 0.009 1.19 0.021 1.15 0.020 1.39 0.017 1.21 0.028 1.09 0.039 1.15 0.057 0.97
Filtro-2 0.013 1.21 0.025 1.21 0.018 1.30 0.020 1.16 0.019 1.02 0.024 1.08 0.038 1.03
Filtro-3 0.008 1.16 0.018 1.27 0.031 1.40 0.030 1.28 0.029 0.94 0.027 1.16 0.036 0.89
Filtro-4 0.020 1.27 0.022 1.19 0.040 1.43 0.027 1.19 0.037 1.14 0.048 1.13 0.071 0.99
Filtro-5 0.015 1.24 0.017 1.20 0.027 1.29 0.034 1.24 0.031 1.06 0.032 1.11 0.039 1.10
Filtro-6 0.011 1.13 0.028 1.24 0.016 1.40 0.022 1.20 0.020 1.18 0.025 1.18 0.032 1.05
Mezcla 0.018 1.25 0.026 1.19 0.028 1.37 0.025 1.23 0.027 1.11 0.039 1.12 0.058 1.01
Tabla 6-2. Remoción de Mn en la planta “La Platanera” (mayo-agosto-2013)
MUESTRA
17/05/2013 30/05/2013 11/06/2013 25/06/2013 16/07/2013 29/07/2013 14/08/2013
Mn Cl2
resid Mn
Cl2
resid Mn
Cl2
resid Mn
Cl2
resid Mn
Cl2
resid Mn
Cl2
resid Mn
Cl2
resid
mg/L mg/L mg/L mg/L mg/L mg/L mg/L mg/L mg/L mg/L mg/L mg/L mg/L mg/L
A. Cruda 0.592 0.00 0.546 0.00 0.587 0.00 0.630 0.00 0.578 0.00 0.531 0.00 0.612 0.00
Filtro-1 0.146 0.78 0.117 1.18 0.091 1.36 0.030 1.21 0.033 1.19 0.028 1.12 0.019 1.18
Filtro-2 0.121 0.65 0.105 1.22 0.046 1.25 0.022 1.16 0.026 1.21 0.024 1.10 0.022 1.14
Filtro-3 0.089 0.83 0.082 1.19 0.084 1.40 0.029 1.28 0.034 1.16 0.029 1.08 0.024 1.22
Filtro-4 0.165 0.69 0.071 1.30 0.067 1.20 0.025 1.19 0.029 1.22 0.025 1.15 0.021 1.19
Filtro-5 0.112 0.75 0.068 1.24 0.031 1.24 0.019 1.24 0.024 1.24 0.019 1.13 0.035 1.24
Filtro-6 0.074 0.85 0.085 1.28 0.071 1.32 0.034 1.20 0.021 1.13 0.017 1.09 0.027 1.20
Mezcla 0.108 0.74 0.077 1.25 0.038 1.34 0.027 1.23 0.026 1.21 0.022 1.11 0.023 1.18
Tabla 6-3. Remoción de Mn en la planta “La Platanera” (agosto-noviembre-2013)
MUESTRA
28/08/2013 12/09/2013 26/09/2013 16/10/2013 31/10/2013 05/11/2013
Mn Cl2
resid Mn
Cl2
resid Mn
Cl2
resid Mn
Cl2
resid Mn
Cl2
resid Mn
Cl2
resid
mg/L mg/L mg/L mg/L mg/L mg/L mg/L mg/L mg/L mg/L mg/L mg/L
A. Cruda 0.569 0.00 0.526 0.00 0.632 0.00 0.676 0.00 0.620 0.00 0.600 0.00
Filtro-1 0.020 1.19 0.026 1.11 0.024 1.06 0.021 1.10 0.012 0.94 0.013 0.99
Filtro-2 0.019 1.21 0.020 1.07 0.017 1.01 0.013 1.08 0.014 0.89 0.009 0.86
Filtro-3 0.013 1.16 0.023 1.14 0.020 0.97 0.009 1.12 0.005 0.92 0.014 0.93
Filtro-4 0.018 1.27 0.019 1.16 0.014 1.03 0.011 1.05 0.016 0.9 0.018 1.01
Filtro-5 0.010 1.24 0.025 1.09 0.022 1.10 0.008 1.03 0.009 1.01 0.017 0.95
Filtro-6 0.024 1.13 0.017 1.15 0.016 0.95 0.012 1.11 0.010 0.86 0.012 0.88
Mezcla 0.027 1.25 0.021 1.13 0.020 1.00 0.014 1.09 0.016 0.89 0.022 0.94

LINEAMIENTOS PARA LA OPTIMIZACIÓN DEL DISEÑO, CONSTRUCCIÓN Y OPERACIÓN DE
LA TECNOLOGÍA PARA REMOCIÓN DE HIERRO Y MANGANESO EN AGUA POTABLE
(CNA-SGAPDS-CONVENIO-015/2013)
México, 2013 Página 186 de 213
Caseta
Filtros y caseta
Válvula de 3 vías
Caseta de cloración y laboratorio
Pozo
Se tiran los retrolavados de filtros
Cisterna (rebombeo)
PLC de la planta
Figura 6-1. Planta potabilizadora “La Platanera”

LINEAMIENTOS PARA LA OPTIMIZACIÓN DEL DISEÑO, CONSTRUCCIÓN Y OPERACIÓN DE
LA TECNOLOGÍA PARA REMOCIÓN DE HIERRO Y MANGANESO EN AGUA POTABLE
(CNA-SGAPDS-CONVENIO-015/2013)
México, 2013 Página 187 de 213
6.3 Planta “Los Pinos”
La planta potabilizadora “Los Pinos” dejó de operar un año después de su construcción (2007), debido a una mala administración de la Junta Municipal de Agua Potable y Alcantarillado de Navolato (JAPAN). Las instalaciones se encuentran en completo abandono y deterioro, a los filtros se les ha extraído el medio filtrante, los equipos de bombeo del cárcamo fueron sustraídas, solo cloran el agua del pozo que se distribuye a la población.
Filtros y pozo
Cloración
Medio filtrante extraído
Sedimentador
Bajo dren de filtros
Bombas sustraídas
Figura 6-2. Planta potabilizadora “Los Pinos”

LINEAMIENTOS PARA LA OPTIMIZACIÓN DEL DISEÑO, CONSTRUCCIÓN Y OPERACIÓN DE
LA TECNOLOGÍA PARA REMOCIÓN DE HIERRO Y MANGANESO EN AGUA POTABLE
(CNA-SGAPDS-CONVENIO-015/2013)
México, 2013 Página 188 de 213
6.4 Planta “Los Horcones”
La planta potabilizadora “Los Horcones” operada por la Junta Municipal de Agua Potable y Alcantarillado de Mazatlán (JUMAPAM), consta de 24 filtros, 12 de los cuales se utilizan para filtrar agua sedimentada proveniente de un sistema de tratamiento de clarificación convencional de agua superficial (presa) que consta de rejillas, desarenador, cárcamo de bombeo, canal medidor parshall, caja de distribución, floculadores hidráulicos de flujo horizontal y sedimentador de alta tasa, como se aprecia en la secuencia de fotografías de la Figura 6-3 y Figura 6-4.
Entrada a la planta
Canal de la presa
Rejillas
Desarenador
Cárcamo de bombeo
Canal parshall
Figura 6-3. Sistema de clarificación convencional “Los Horcones” (obra de toma)
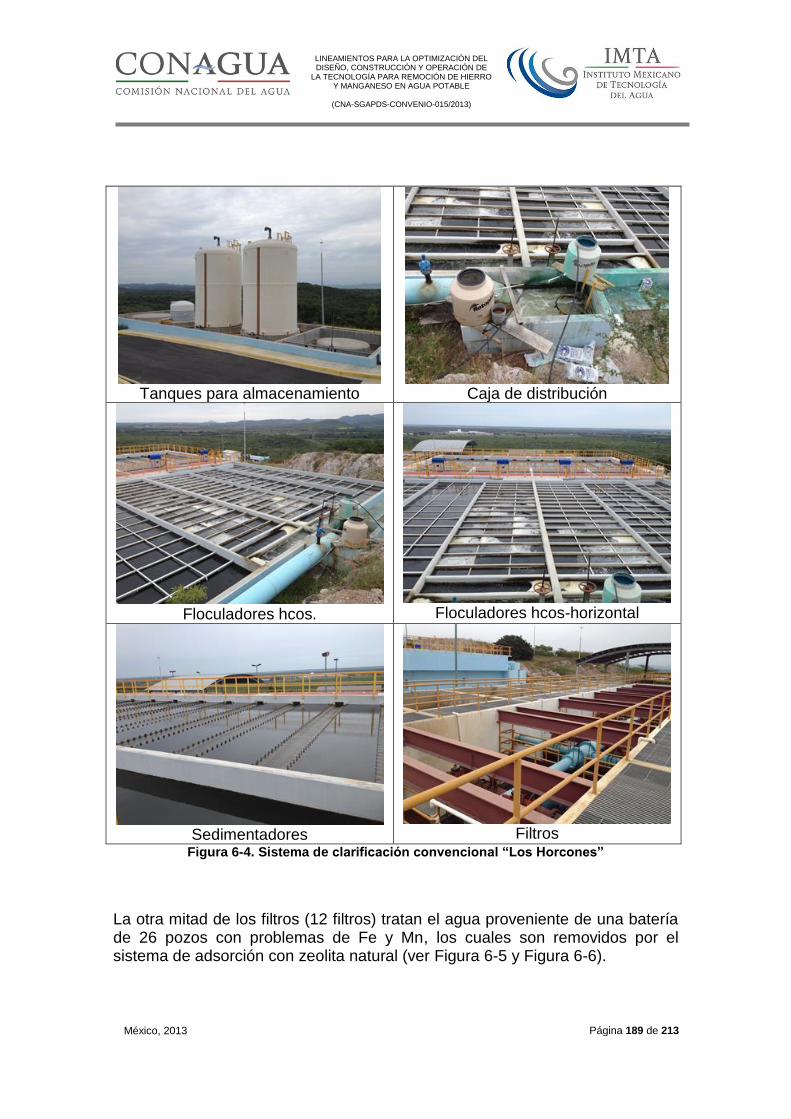
LINEAMIENTOS PARA LA OPTIMIZACIÓN DEL DISEÑO, CONSTRUCCIÓN Y OPERACIÓN DE
LA TECNOLOGÍA PARA REMOCIÓN DE HIERRO Y MANGANESO EN AGUA POTABLE
(CNA-SGAPDS-CONVENIO-015/2013)
México, 2013 Página 189 de 213
Tanques para almacenamiento
Caja de distribución
Floculadores hcos.
Floculadores hcos-horizontal
Sedimentadores
Filtros
Figura 6-4. Sistema de clarificación convencional “Los Horcones”
La otra mitad de los filtros (12 filtros) tratan el agua proveniente de una batería de 26 pozos con problemas de Fe y Mn, los cuales son removidos por el sistema de adsorción con zeolita natural (ver Figura 6-5 y Figura 6-6).
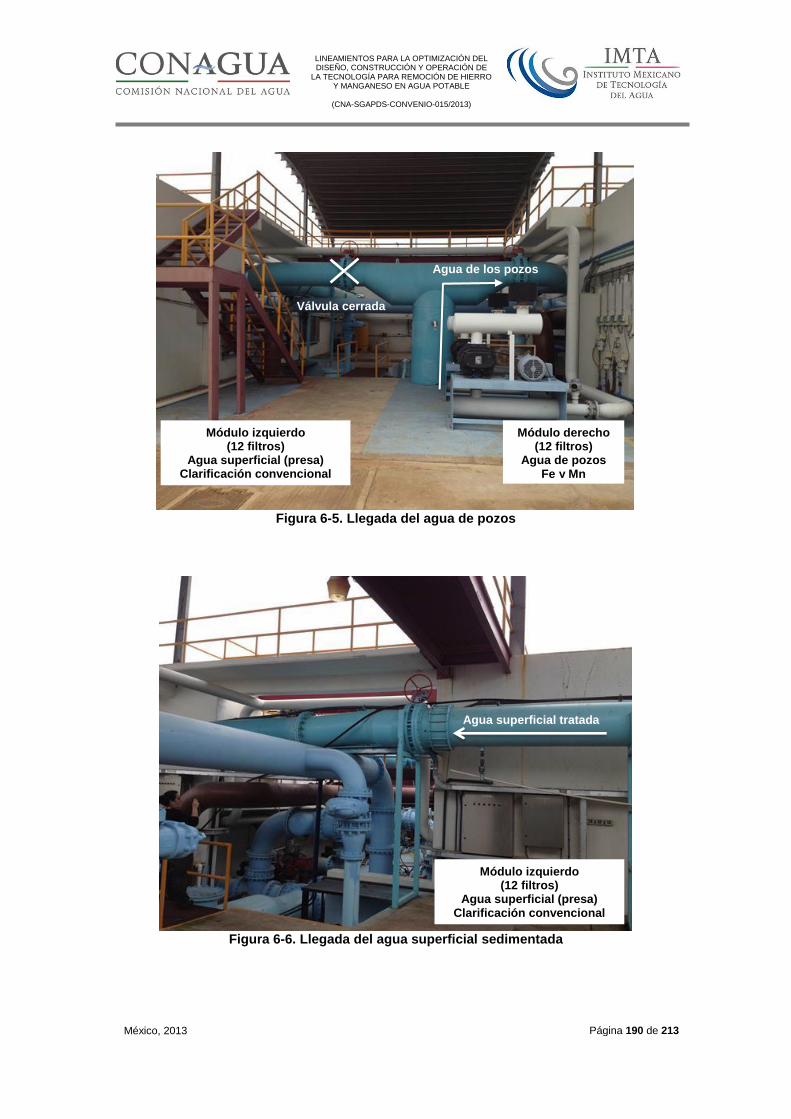
LINEAMIENTOS PARA LA OPTIMIZACIÓN DEL DISEÑO, CONSTRUCCIÓN Y OPERACIÓN DE
LA TECNOLOGÍA PARA REMOCIÓN DE HIERRO Y MANGANESO EN AGUA POTABLE
(CNA-SGAPDS-CONVENIO-015/2013)
México, 2013 Página 190 de 213
Figura 6-5. Llegada del agua de pozos
Figura 6-6. Llegada del agua superficial sedimentada
Agua de los pozos
Válvula cerrada
Agua superficial tratada
Módulo derecho (12 filtros)
Agua de pozos Fe y Mn
Módulo izquierdo (12 filtros)
Agua superficial (presa) Clarificación convencional
Módulo izquierdo (12 filtros)
Agua superficial (presa) Clarificación convencional

LINEAMIENTOS PARA LA OPTIMIZACIÓN DEL DISEÑO, CONSTRUCCIÓN Y OPERACIÓN DE
LA TECNOLOGÍA PARA REMOCIÓN DE HIERRO Y MANGANESO EN AGUA POTABLE
(CNA-SGAPDS-CONVENIO-015/2013)
México, 2013 Página 191 de 213
En la Figura 6-7 se observa la secuencia del retrolavado de un filtro (lavado secuencial), se aplica aire (5 minutos), posteriormente agua y aire (antes de derramar a la canaleta) y finalmente se lava con únicamente agua.
Modulo para Fe y Mn
Retrolavado (aplicación de aire)
Retrolavado (aplicación de agua)
Retrolavado (aplicación de agua)
Retrolavado (aplicación de agua)
Final del retrolavado
Figura 6-7. Filtros para Fe y Mn y retrolavado de un filtro
El agua de los dos módulos de tratamiento (agua superficial y de pozos) se mezcla a la salida de la planta y cumple con los límites permisibles de Fe, Mn,

LINEAMIENTOS PARA LA OPTIMIZACIÓN DEL DISEÑO, CONSTRUCCIÓN Y OPERACIÓN DE
LA TECNOLOGÍA PARA REMOCIÓN DE HIERRO Y MANGANESO EN AGUA POTABLE
(CNA-SGAPDS-CONVENIO-015/2013)
México, 2013 Página 192 de 213
turbiedad y color que establece la NOM-127 SSA1-1994 (modificación del año 2000).
Figura 6-8. Cisterna de agua tratada (mezclada agua superficial y de pozos)

LINEAMIENTOS PARA LA OPTIMIZACIÓN DEL DISEÑO, CONSTRUCCIÓN Y OPERACIÓN DE
LA TECNOLOGÍA PARA REMOCIÓN DE HIERRO Y MANGANESO EN AGUA POTABLE
(CNA-SGAPDS-CONVENIO-015/2013)
México, 2013 Página 193 de 213
Se analizó la granulometría del material filtrante (zeolita) y se observó un tamaño adecuado (ver Tabla 6-4 y Figura 6-9) a pesar de que la planta lleva casi 5 años de operación sin hacer cambios de la zeolita en los filtros (inició su operación en noviembre del 2008), de acuerdo a lo declarado por el responsable de la planta, Ing. Juvencio Garzón Lizárraga.
Tabla 6-4. Granulometría de la zeolita de un filtro (pta. “Los Horcones”)
Malla
Tara (g) Peso malla + material
(g)
Peso ( g) retenido
(pi)
% Retenido parcial
% peso que pasa
pi/di No.
Abertura (mm) di
10 2.00 496.8 496.9 0.1 0.05 99.9 0.03
12 1.70 455.9 457.6 1.7 0.88 99.1 0.52
14 1.40 457.6 467.8 10.2 5.26 93.8 3.76
16 1.18 443.7 507.8 64.1 33.08 60.7 28.03
18 1.00 428.9 521.8 92.9 47.94 12.8 47.94
20 0.85 426.3 442.6 16.3 8.41 4.4 9.89
25 0.71 416.0 417.3 1.3 0.67 3.7 0.94
Charola Charola 462.4 469.6 7.2 3.72 0.00
193.8 99.38 91.11
PARÁMETROS VALORES UNIDADES
D10 = 0.96 mm
D60 = 1.18 mm
C.U. = 1.23 Deq = 100/∑(pi/di) 1.10 mm
Figura 6-9. Curva granulométrica de la zeolita de un filtro de la planta “Los Horcones”

LINEAMIENTOS PARA LA OPTIMIZACIÓN DEL DISEÑO, CONSTRUCCIÓN Y OPERACIÓN DE
LA TECNOLOGÍA PARA REMOCIÓN DE HIERRO Y MANGANESO EN AGUA POTABLE
(CNA-SGAPDS-CONVENIO-015/2013)
México, 2013 Página 194 de 213
También se observó que los filtros han perdido aproximadamente 20 centímetros de zeolita, debido a que los operadores han descuidado la secuencia en la aplicación de agua y aire durante el retrolavado de filtros. Los filtros cuentan actualmente con un espesor de lecho de aproximadamente 50 centímetros. El responsable de la planta argumenta que aún con ese espesor de lecho se tienen altas remociones, por lo que él considera que no es necesario reponer el medio filtrante perdido.
6.4.1 Tratamiento de lodos
El sistema de recuperación de agua de retrolavado de filtros no se encuentra operando debido a problemas que se presentaron en la extracción de los lodos del sedimentador y a la limitada capacidad del filtro prensa con que se cuenta. Por lo anterior expuesto, toda el agua de retrolavados de filtros se tira directamente a un cauce natural de escurrimiento (ver Figura 6-10), lo que representa un alto desperdicio de agua.
Figura 6-10. Agua de retrolavados de filtros
Si se considera que los filtros de la sección de Fe y Mn se retrolavan durante aproximadamente 10 minutos a una velocidad de 90 m/h (diseño), se tiene que el volumen de agua desperdiciada es el siguiente:
Área de filtros = 20.5 m2
Caudal de retrolavado = 20.5 m2 x 90 m3/m2h = 1,845 m3/hora
Volumen utilizado = 1,845 m3/hora = 30.75 m3/min x 10 min = 307.5 m3
Si los filtros se lavan cada 24 horas y son 12 filtros, tenemos:
Volumen total diario = 307.5 m3 x 2 = 615 m3
Lo que representa un desperdicio del:
QPLANTA = 700 L/s x 3.6 = 2,520 m3/h x 24 horas = 60,480 m3/día
Agua desperdiciada = 1% del agua tratada

LINEAMIENTOS PARA LA OPTIMIZACIÓN DEL DISEÑO, CONSTRUCCIÓN Y OPERACIÓN DE
LA TECNOLOGÍA PARA REMOCIÓN DE HIERRO Y MANGANESO EN AGUA POTABLE
(CNA-SGAPDS-CONVENIO-015/2013)
México, 2013 Página 195 de 213
Se realizaron adecuaciones al sistema de extracción de lodos sin tener éxito, como fue la modificación a las tuberías en las tolvas del sedimentador controladas por válvulas al exterior del sedimentador (ver Figura 6-11 y Figura 6-12).
Sedimentador
Tubos para extracción de lodos
Lodos en el sedimentador
Tubería para extraer los lodos
Tubería de extracción de lodos
Tubería de alimentación
Figura 6-11. Tuberías de extracción de lodos y alimentación en el sedimentador
Válvulas para extracción de lodos
Tubería del diseño inicial para extracción de lodos
Tubería de
alimentación
Tubería de extracción de lodos

LINEAMIENTOS PARA LA OPTIMIZACIÓN DEL DISEÑO, CONSTRUCCIÓN Y OPERACIÓN DE
LA TECNOLOGÍA PARA REMOCIÓN DE HIERRO Y MANGANESO EN AGUA POTABLE
(CNA-SGAPDS-CONVENIO-015/2013)
México, 2013 Página 196 de 213
Figura 6-12. Tuberías y tolvas en el sedimentador

LINEAMIENTOS PARA LA OPTIMIZACIÓN DEL DISEÑO, CONSTRUCCIÓN Y OPERACIÓN DE
LA TECNOLOGÍA PARA REMOCIÓN DE HIERRO Y MANGANESO EN AGUA POTABLE
(CNA-SGAPDS-CONVENIO-015/2013)
México, 2013 Página 197 de 213
Además de la dificultad que se tuvo con la extracción de los lodos, el filtro prensa con el que cuenta la planta es de una capacidad inferior a los requerimientos de la planta, como se muestra en las fotografías de la Figura 6-13.
Extracción de lodos con bombas
Extracción de lodos
Lodos en tolvas del sedimentador
Filtro prensa nuevo
Filtro prensa saturado
Filtro prensa saturado
Figura 6-13. Lodos en el sedimentador, su extracción y filtro prensa

LINEAMIENTOS PARA LA OPTIMIZACIÓN DEL DISEÑO, CONSTRUCCIÓN Y OPERACIÓN DE
LA TECNOLOGÍA PARA REMOCIÓN DE HIERRO Y MANGANESO EN AGUA POTABLE
(CNA-SGAPDS-CONVENIO-015/2013)
México, 2013 Página 198 de 213
6.5 Planta de Camargo, Chihuahua
En la planta potabilizadora de Camargo, Chihuahua, los filtros del primer módulo (60 L/s) se encuentran averiados por falta de mantenimiento, hay presencia de zeolita en el cárcamo de bombeo y se presume la presencia de manganeso por el incremento de color en el agua.
Se desconectó del sedimentador la tubería de los retrolavados de los filtros por que los bajos drenes de los filtros se colapsaron y el agua no logra llegar al sedimentador, por lo que envían el agua de retrolavados directamente al drenaje.
No se tiene control de la operación de la planta, solo se monitorea el cloro en el agua tratada, no se le ha dado mantenimiento ni preventivo ni correctivo.
Nunca se ha medido la concentración de Fe y Mn en la planta, así que no se tiene idea del desempeño de la misma desde que inició su operación en el año 2004.
El segundo módulo nunca ha operado desde su instalación, hace tres años. Han colocado toberas en lugar de hidroesferas en el falso fondo de los filtros. Se instaló una tubería de 3” para la alimentación de los filtros en lugar de 6”. Actualmente se observan trabajos para el cambio de la tubería.
Las instalaciones aparentemente se encuentran en buen estado, pero ha carecido de mantenimiento desde el inicio de operación.
En la secuencia de fotografías de la Figura 6-14 se muestra como no se lleva a cabo la recuperación del agua de retrolavados de los filtros y la desconexión de la tubería al sedimentador.

LINEAMIENTOS PARA LA OPTIMIZACIÓN DEL DISEÑO, CONSTRUCCIÓN Y OPERACIÓN DE
LA TECNOLOGÍA PARA REMOCIÓN DE HIERRO Y MANGANESO EN AGUA POTABLE
(CNA-SGAPDS-CONVENIO-015/2013)
México, 2013 Página 199 de 213
Planta de Camargo
Módulo 1
Módulo 2 (nunca ha operado)
Filtro prensa
Desconexión de la tubería de los
retrolavados
El agua de retrolavados se tira al
drenaje Figura 6-14. Planta potabilizadora para remoción de Fe y Mn en Camargo, Chihuahua
LINEAMIENTOS PARA LA OPTIMIZACIÓN DEL DISEÑO, CONSTRUCCIÓN Y OPERACIÓN DE
LA TECNOLOGÍA PARA REMOCIÓN DE HIERRO Y MANGANESO EN AGUA POTABLE
(CNA-SGAPDS-CONVENIO-015/2013)
México, 2013 Página 200 de 213
7 DISEÑO FUNCIONAL DE UN SISTEMA DE DOSIFICACIÓN DE POLÍMERO PARA MEJORAR EL PROCESO DE SEDIMENTACIÓN DE LODOS
En todos los casos estudiados se concluye que los principales problemas de las plantas que aplican la tecnología para remoción de hierro y manganeso son 1) que no se lleva efectivamente o no se realiza la recirculación del agua de retrolavado debido a que los responsables de la operación no le dan la debida importancia que tiene la recuperación del agua y su impacto en el costo de operación y 2) que no se realiza el tratamiento de los lodos.
En la medida de los posible, se sugiere que no se utilicen polímeros para mejorar el proceso de sedimentación de los lodos, ya que esto implica un sistema más que controlar en el proceso, pero si se pretende hacer más eficiente el sistema de recirculación del agua de los retrolavados y reducir el impacto a los filtros, si se recomienda se implemente.
7.1 Tipo de polímero
En las pruebas realizadas, cuyos resultados se muestran en el presente informe, se observa que la mayoría de los polímeros empleados ofrecen buenos resultados, tanto los aniónicos, catiónicos y no-iónicos.
La decisión de cual utilizar estará en la facilidad de su manejo y en el costo del mismo.
7.2 Metodología para aplicación de polímeros
Es necesario que la planta cuente con un equipo de jarras, balanza y material diverso del laboratorio como matraces, pipetas, etc., para poder determinar la dosis óptima del polímero.
7.2.1 Equipo y material de laboratorio
El laboratorio de la planta potabilizadora debe contar con los siguientes equipos.
1. Equipo de seis jarras cuadradas con capacidad de dos litros
2. Balanza analítica
3. Matraces volumétricos (varios)
4. Pipetas volumétricas y serológicas
5. Cronómetro
6. Jeringas de varias capacidades
7.2.2 Procedimiento para determinar la dosis optima
El procedimiento para determinar la dosis óptima de polímero es el siguiente:

LINEAMIENTOS PARA LA OPTIMIZACIÓN DEL DISEÑO, CONSTRUCCIÓN Y OPERACIÓN DE
LA TECNOLOGÍA PARA REMOCIÓN DE HIERRO Y MANGANESO EN AGUA POTABLE
(CNA-SGAPDS-CONVENIO-015/2013)
México, 2013 Página 201 de 213
1. Tomar una muestra representativa del agua de retrolavados de filtros
2. Homogenizarla antes de verterla a las seis jarras del equipo
3. Colocar dos litros de agua en cada jarra
4. Calcular el tiempo de contacto de mezclado de acuerdo al punto de aplicación del polímero.
5. Hacer una dilución del polímero del 0.1 al 0.05%, según se requiera para facilitar su manejo (utilizar balanzas y pipetas o charolas, según sea el caso).
6. Preparar 5 dosis diferentes y un blanco de referencia.
7. Preparar un cronometro.
8. Agitar a 330 rpm todas las jarras (nivel máximo) para obtener un gradiente de aproximadamente 700 s-1, el cual también se puede calcular de acuerdo al diámetro, longitud y caudal que pasa por la tubería que lleva el agua de retrolavado (ver sección 7.3). El tiempo de agitación se calculará desde el punto de aplicación del polímero hasta llegar al sedimentador, considerando el caudal, longitud y diámetro de la tubería.
9. Aplicar al mismo tiempo las 5 dosis.
10. Posteriormente agitar a bajas revoluciones (aprox. 28 rpm) para obtener un gradiente de aproximadamente 20 s-1 durante 5 minutos (ver sección 7.2.3).
11. Detener la agitación y sedimentar.
7.2.3 Gradiente de mezcla en jarras cuadradas de 2 litros
Dónde: K = cte. = 0.0982, para T = 30°C T = temperatura (30°C) a = cte. = 0.1514, para T = 30°C rpm = revoluciones por minuto b = cte. = 1.4538, para T = 30°C
Una vez determinada la dosis optima, el polímero se aplicará en la planta como se muestra en la Figura 7-1.

LINEAMIENTOS PARA LA OPTIMIZACIÓN DEL DISEÑO, CONSTRUCCIÓN Y OPERACIÓN DE
LA TECNOLOGÍA PARA REMOCIÓN DE HIERRO Y MANGANESO EN AGUA POTABLE
(CNA-SGAPDS-CONVENIO-015/2013)
México, 2013 Página 202 de 213
Figura 7-1. Aplicación del polímero
7.2.4 Inyección del polímero en la tubería
El procedimiento para inyectar el polímero en la tubería de conducción del agua de retrolavado de filtros es el siguiente:
1. Contar con una bomba de dosificación y manguera flexible
2. Se debe coordinar el arranque y paro de la bomba de retrolavados con el arranque y paro de la bomba de dosificación del polímero. Se deberá programar el arranque de la bomba dosificadora para que coincida con el iniciao del flujo de agua en la tubería y parar cuando termine de fluir el agua.
3. Arrancar la bomba de recirculación después de parar la bomba de retrolavado y esperar un tiempo de sedimentación. Se debe coordinar la bomba de recirculación con las bombas de retrolavado, es decir, una vez determinado el tiempo de sedimentación, y aplicarlo en la planta, deberá arrancar la bomba de recirculación del agua sedimentada, de tal forma que el sistema opere de forma automática.
4. Una vez recirculada el agua, de forma manual se iniciará la extracción de los lodos para enviarlos a un proceso de mecánico de deshidratación.
5. Finalmente el sedimentador deberá estar limpio para recibir la siguiente carga de agua de retrolavado.

LINEAMIENTOS PARA LA OPTIMIZACIÓN DEL DISEÑO, CONSTRUCCIÓN Y OPERACIÓN DE
LA TECNOLOGÍA PARA REMOCIÓN DE HIERRO Y MANGANESO EN AGUA POTABLE
(CNA-SGAPDS-CONVENIO-015/2013)
México, 2013 Página 203 de 213
6. Se deberán coordinar los tiempos de extracción de lodos con los retrolavados, de tal forma que se tenga un control manual o automático como condicionante de arranque de las bombas de retrolavados.
7. Programar en un PLC, “arranca la bomba de retrolavado si y solo si el sedimentador está vacío”.
Se puede diseñar un segundo tanque de rebombeo de lodos hacia el filtro prensa o banda para deshidratar los lodos.
7.3 Cálculo del gradiente de mezcla en tubería
El gradiente de mezcla se calcula mediante la siguiente ecuación:
√
(s-1)
Dónde:
Pu = potencia útil (watts) =
µ = viscosidad absoluta del agua a 24°C (0.933x10-4 kgfs/m2)
𝛾 = densidad del agua a 24°C (997.33 kgf/m3)
Q = caudal (m3/s) H = perdida de carga hidráulica (m) V = volumen del agua (m3) Para calcular las pérdidas por fricción en una tubería se aplica la fórmula Darcy-Weisback
gD
vLfh f
*2*
** 2
Dónde: L = longitud de la tubería (m) v = velocidad en la tubería (m/s) D = diámetro de la tubería (m) g = aceleración de la gravedad (m/s2) f = coeficiente de fricción, fórmula de Guerrero
2
71.3
25.0
T
eR
GDLog
f
Dónde:
ε = rugosidad de la tubería (tubería nueva de acero = 0.0001 m)
Re = Número de Reynolds:

LINEAMIENTOS PARA LA OPTIMIZACIÓN DEL DISEÑO, CONSTRUCCIÓN Y OPERACIÓN DE
LA TECNOLOGÍA PARA REMOCIÓN DE HIERRO Y MANGANESO EN AGUA POTABLE
(CNA-SGAPDS-CONVENIO-015/2013)
México, 2013 Página 204 de 213
Dv*Re
Dónde: v = velocidad (m/s) D = diámetro de la tubería (m)
n = viscosidad cinemática a 20° (1.01x10-6 m2/s)
Constantes G y T en función del Reynolds
Re G T
4,000 - 105 4.555 0.8764
105 – 3 x 10
6 6.732 0.9104
3 x 106 - 10
8 8.982 0.93
Ref. Datos Básicos, CONAGUA, 1994.
Ejemplo:
TUBO (pulg)
Q (m3/s)
Diam. (m)
Área (m
2)
Vel (m/s)
Re G T f L
(m) Hf (m)
10” 0.1200 0.254 0.0507 2.368 5.96E+05 4.555 0.8764 0.0170 33.0 0.631
Pu = 45.13 W G = 695.54 s-1 NOTA IMPORTANTE: Se deberá colocar un mezclador estático en la tubería solo si el gradiente de mezcla es menor a 600 s-1.

LINEAMIENTOS PARA LA OPTIMIZACIÓN DEL DISEÑO, CONSTRUCCIÓN Y OPERACIÓN DE
LA TECNOLOGÍA PARA REMOCIÓN DE HIERRO Y MANGANESO EN AGUA POTABLE
(CNA-SGAPDS-CONVENIO-015/2013)
México, 2013 Página 205 de 213
8 DISEÑO FUNCIONAL DE UN SISTEMA APROPIADO PARA LA EXTRACCIÓN Y SECADO DE LODOS
La extracción de los lodos se puede efectuar por tres métodos:
1. Bombeo
2. Gravedad
3. Carga hidráulica
Figura 8-1. Extracción de lodos
Es factible el diseño de los tres sistemas de extracción de lodos, por bombeo, a gravedad o por carga hidráulica, la situación real, por la cual no se encuentran operando adecuadamente, es que no se les da el debido mantenimiento a los sistemas.
Los problemas que se observaron en la extracción de los lodos fueron básicamente por falta de mantenimiento en los equipos y por la instalación de filtros prensa de baja capacidad.
En el caso de la planta del ramal Peñón-Texcoco como una primera opción, se requiere equipar el sedimentador con una bomba sumergible y adquirir otros filtros prensa de mayor capacidad para deshidratar los lodos. El filtro prensa se debe adquirir de acuerdo al volumen de lodo y el tiempo en el que se pretende extraer, para un proceso de extracción continua.
Si se pretende extraer el lodo en forma intermitente, se recomienda contar con un segundo cárcamo de bombeo provisto con agitación, como se muestra en la Figura 8-2.

LINEAMIENTOS PARA LA OPTIMIZACIÓN DEL DISEÑO, CONSTRUCCIÓN Y OPERACIÓN DE
LA TECNOLOGÍA PARA REMOCIÓN DE HIERRO Y MANGANESO EN AGUA POTABLE
(CNA-SGAPDS-CONVENIO-015/2013)
México, 2013 Página 206 de 213
En el caso de la planta “Los Horcones” en Mazatlán, Sinaloa, se deberá rediseñar el sistema de extracción de lodos en las tolvas del sedimentador y también adquirir filtros prensa de mayor capacidad si se pretende extraer el lodo de las tolvas en forma continua.
Si no se cuenta con un equipo con la capacidad suficiente para tratar el lodo producido, se pueden aplicar las mismas recomendaciones de la planta de Texcoco, esto es, implementar un sistema intermitente utilizando un cárcamo de bombeo y equipo de agitación de lodos (ver Figura 8-3).
Figura 8-2. Sistema de extracción de lodos (Texcoco)
Figura 8-3. Sistema de extracción de lodos (Mazatlán)
La capacidad de los filtros prensa o banda se especifican directamente en las hojas técnicas de los proveedores.
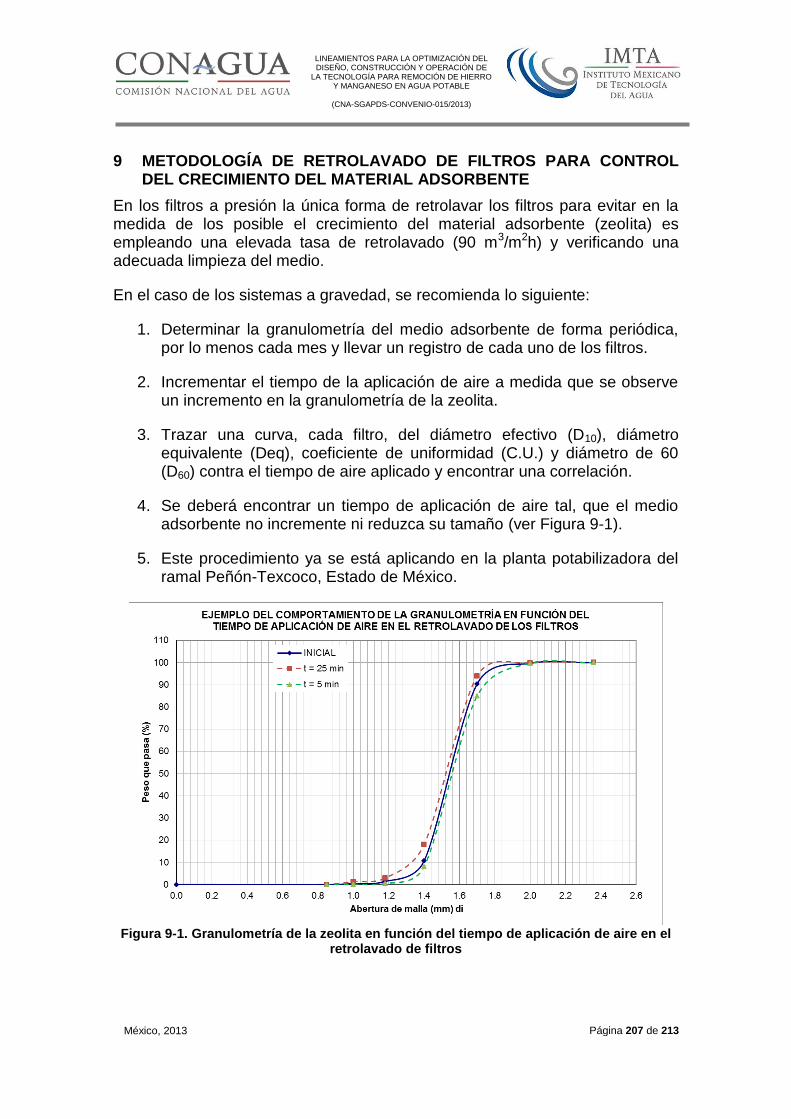
LINEAMIENTOS PARA LA OPTIMIZACIÓN DEL DISEÑO, CONSTRUCCIÓN Y OPERACIÓN DE
LA TECNOLOGÍA PARA REMOCIÓN DE HIERRO Y MANGANESO EN AGUA POTABLE
(CNA-SGAPDS-CONVENIO-015/2013)
México, 2013 Página 207 de 213
9 METODOLOGÍA DE RETROLAVADO DE FILTROS PARA CONTROL DEL CRECIMIENTO DEL MATERIAL ADSORBENTE
En los filtros a presión la única forma de retrolavar los filtros para evitar en la medida de los posible el crecimiento del material adsorbente (zeolita) es empleando una elevada tasa de retrolavado (90 m3/m2h) y verificando una adecuada limpieza del medio.
En el caso de los sistemas a gravedad, se recomienda lo siguiente:
1. Determinar la granulometría del medio adsorbente de forma periódica, por lo menos cada mes y llevar un registro de cada uno de los filtros.
2. Incrementar el tiempo de la aplicación de aire a medida que se observe un incremento en la granulometría de la zeolita.
3. Trazar una curva, cada filtro, del diámetro efectivo (D10), diámetro equivalente (Deq), coeficiente de uniformidad (C.U.) y diámetro de 60 (D60) contra el tiempo de aire aplicado y encontrar una correlación.
4. Se deberá encontrar un tiempo de aplicación de aire tal, que el medio adsorbente no incremente ni reduzca su tamaño (ver Figura 9-1).
5. Este procedimiento ya se está aplicando en la planta potabilizadora del ramal Peñón-Texcoco, Estado de México.
Figura 9-1. Granulometría de la zeolita en función del tiempo de aplicación de aire en el
retrolavado de filtros

LINEAMIENTOS PARA LA OPTIMIZACIÓN DEL DISEÑO, CONSTRUCCIÓN Y OPERACIÓN DE
LA TECNOLOGÍA PARA REMOCIÓN DE HIERRO Y MANGANESO EN AGUA POTABLE
(CNA-SGAPDS-CONVENIO-015/2013)
México, 2013 Página 208 de 213
10 METODOLOGÍA PARA DETERMINAR EL PERIODO DE VIDA ÚTIL DEL MATERIAL ADSORBENTE
Si no se tiene un control del crecimiento del medio adsorbente y se observa el crecimiento de la zeolita (a simple vista) paralelamente a una reducción de la eficiencia en la remoción de manganeso, entonces el material adsorbente deberá sustituirse por material nuevo.
En el caso de que no se observe una reducción en la eficiencia de remoción de Mn, se deberá continuar operando la planta hasta que el material tenga un crecimiento mayor al 100%. Esto deberá tomarse como una medida previsora para no llegar a tener una reducción sorpresiva en la eficiencia de la planta.
De acuerdo a las experiencias analizadas en las plantas que llevan operando más de diez años, se considera, de manera general, que la vida útil del medio adsorbente será de un periodo de 10 años, esto para los casos en que la concentración de manganeso en el agua de la fuente a tratar sea de 0.5 a 1.0 miligramos por litro.
Para concentraciones mayores de Mn a 1.0 mg/L, el periodo de vida útil del material adsorbente se reducirá a medida en que la concentración de Mn en el agua cruda sea mayor. Datos de plantas con filtros a presión nos indican que la vida útil del medio adsorbente se ve afectada por la concentración de Mn en el agua a tratar. La Figura 10-1 muestra una aproximación de la vida útil del medio adsorbente en plantas potabilizadoras con filtros a presión.
Figura 10-1. Aproximación de la vida útil de la zeolita en función de la concentración de
manganeso (filtros a presión)

LINEAMIENTOS PARA LA OPTIMIZACIÓN DEL DISEÑO, CONSTRUCCIÓN Y OPERACIÓN DE
LA TECNOLOGÍA PARA REMOCIÓN DE HIERRO Y MANGANESO EN AGUA POTABLE
(CNA-SGAPDS-CONVENIO-015/2013)
México, 2013 Página 209 de 213
11 CONCLUSIONES Y RECOMENDACIONES
11.1 Conclusiones
Del análisis realizado en la operación de las plantas potabilizadoras para remoción de manganeso, mediante un proceso de adsorción y oxidación en continuo empleando zeolita natural granular, se encontró que el principal problema es la falta de mantenimiento a los sistemas.
De manera general, se pueden enunciar los siguientes problemas detectados en la operación de las plantas potabilizadoras, que los llevan a una inadecuada operación:
1. Capacidad de los filtros prensa para deshidratar los lodos muy inferiores al volumen de lodos producidos (mal cálculo de diseño), por lo que abandonan los sistemas de sedimentación y recirculación de agua de retrolavados.
2. Diseño inadecuado de sistema de extracción de lodos del sedimentador.
3. Desechan los lodos en terrenos aledaños a cielo abierto.
4. Desechan el agua de retrolavados de filtros en cauces naturales y cuerpos de agua.
5. Las plantas no cuenta con un programa de mantenimiento correctivo y preventivo.
6. Deterioro en las unidades por falta de mantenimiento.
7. No se habilitan los sistemas de tratamiento de lodos.
8. Se deben reparar los filtros que presenten problemas en los bajos drenes, ya que éstos pueden afectar la calidad del agua de toda la planta.
9. El personal responsable de la operación de las plantas potabilizadoras debe evaluar la limpieza de los filtros durante sus retrolavados.
Por otro lado, en relación al desempeño de las plantas para la remoción de manganeso y que cuentan con filtros que no están dañados, se encontró lo siguiente:
1. Remueven de manera eficiente el hierro y manganeso, manteniendo un residual inferior al límite máximo que establece la modificación del año 2000 de la Norma Oficial Mexicana NOM-127-SSA1-1994.
2. No se afecta la calidad del agua tratada cuando se recircula el agua sedimentada de los retrolavados de filtros.
3. Se generan aproximadamente el 1.5% de lodos del volumen de agua de retrolavado empleada.

LINEAMIENTOS PARA LA OPTIMIZACIÓN DEL DISEÑO, CONSTRUCCIÓN Y OPERACIÓN DE
LA TECNOLOGÍA PARA REMOCIÓN DE HIERRO Y MANGANESO EN AGUA POTABLE
(CNA-SGAPDS-CONVENIO-015/2013)
México, 2013 Página 210 de 213
4. Elevada velocidad de sedimentación de los lodos en el agua de retrolavado de filtros. Después de tres horas no se aprecia una reducción importante en el color y contenido de manganeso disuelto.
5. Los lodos presentan una resistencia mínima a la filtración (1.97E10 cm/g), mucho menor comparado con los lodos de aluminio (2.77E12 cm/g).
6. Los lodos pueden deshidratarse fácilmente empleando un método mecánico.
7. La mayoría de polímeros empleados acondicionan de manera eficiente el agua de retrolavados de filtros.
8. La vida útil del material adsorbente depende en gran medida de una adecuada operación de la planta potabilizadora y en menor grado de la concentración de Mn en el agua, a pesar de que se ha observado una tendencia de reducción al tratar agua con mayor contenido de Mn. La realidad es que no se toman las medidas previsoras en la operación para prolongar la vida útil del material adsorbente.
11.2 Recomendaciones
Se considera de primordial importancia la implementación de un programa de mantenimiento correctivo y preventivo en todas las plantas potabilizadoras.
Se deben corregir los problemas en el proceso de extracción de lodos de los sedimentadores.
Se debe rehabilitar el sistema de recirculación de agua sedimentada de retrolavados y el tratamiento de lodos en las plantas que lo han abandonado. Se debe rediseñar en caso de ser necesario, el sedimentador, equipos de bombeo y deshidratación de lodos.
Se debe implementar en todas las plantas un sistema de monitoreo permanente de la granulometría del material adsorbente para establecer el tiempo de vida útil y prevenir fallas en el proceso de adsorción.

LINEAMIENTOS PARA LA OPTIMIZACIÓN DEL DISEÑO, CONSTRUCCIÓN Y OPERACIÓN DE
LA TECNOLOGÍA PARA REMOCIÓN DE HIERRO Y MANGANESO EN AGUA POTABLE
(CNA-SGAPDS-CONVENIO-015/2013)
México, 2013 Página 211 de 213
12 BIBLIOGRAFÍA
ASCE, AWWA. Water Treatment Plant Design. 2nd ed. Mc-Graw Hill Publishing Company, USA. Pp. 283, 1990.
Barraqué, C., et al. Manual Técnico del Agua. Degrémont. Cuarta Edición. Pp. 1216, 1979.
Bishop, M. M.; Rolan, A. T.; Bailey, T. and Cornwell, D. A. Testing of alum recovery for solids reduction and reuse. Journal American Water Works Association. Vol. 79, No. 6. Pp. 76-83, 1987.
Brindley, G. W. y Brown, G. Crystal Structures of Clay Minerals and their X-Ray Identification. Mineralogical Society, London. Cap. 5, 1980.
Calera, A. Enfermedad de Parkinson y riesgos laborales. Boletín de salud laboral para Delegadas y Delegados de prevención de la Confederación Sindical de Comisiones Obreras (CC.OO). Instituto Sindical de Trabajo, Ambiente y Salud (ISTAS). No. 10, Octubre, 2000. España.
Carberry, J. F. and Englande, A. J. Sludge Characteristics and Behavior. Ed. Martinus Nijhoff Publishers. NATO ASI Series. Pp. 440, 1983.
Coackley, P. and Jones, B. R. S. Vacuum sludge filtration. I. Interpretation of results by the concept of specific resistance. Sewage and Industrial Wastes. Vol. 28, No. 8. Pp. 963-975, 1956.
Colín, F. and Gazbar, S. Distribution of water in sludges in relation to their mechanical dewatering. Water Research. Vol. 29, No. 8. Pp. 2000-2005, 1995.
Cornwell, D. A.; Bishop, M. M.; Gould, R. G. and Vandermeyden, C. Water Treatment Plant Waste Management. Handbook of Practice. American Water Works Association Research Foundation. Pp. 431, 1987.
Christensen, G. L. and Dick, R. I. Specific resistance measurements: Methods and procedures. Journal of Environmental Engineering. Vol. III, No. 3. Pp. 258-271, 1985.
Greenbert, E. A.; Clescer, S. L.; Eaton, D. A. Standard Methods. For the examination of water and wastewater. APHA, AWWA, WEF, 1992.
Kirk – Othmer; Encyclopedia of Chemical Technology, 3rd. ed. Vol. 14. A Wiley – Interscience, Publication John Wiley & Sans.
Knocke, W. and Van Benschoten, J. Alternative Oxidants for the Removal of Soluble Iron and Manganese, Final Report. AWWA Research Foundation and American Water Works Association. March 1990, USA.

LINEAMIENTOS PARA LA OPTIMIZACIÓN DEL DISEÑO, CONSTRUCCIÓN Y OPERACIÓN DE
LA TECNOLOGÍA PARA REMOCIÓN DE HIERRO Y MANGANESO EN AGUA POTABLE
(CNA-SGAPDS-CONVENIO-015/2013)
México, 2013 Página 212 de 213
Kraus, E. H.; Hunt, W. F. y Ramsdell, L. S. Mineralogía. Ed. McGraw Hill, España. Quinta edición. Pp 665, 1965.
Lotito, V.; Mininni, G.; Spinosa, L. and Lore’, F. Developments in laboratory evaluation of sewage sludges dewaterability. Water Science Technology. Vol. 28, No. 1. Pp. 103-108, 1993.
Marklund, S. Dewatering of sludge by natural methods. Water Science and Technology. Vol. 22, No. ¾. Pp. 239-246, 1990.
Modificación a la Norma Oficial Mexicana NOM-127-SSA1-1994, Salud ambiental. Agua para uso y consumo humano. Límites permisibles de calidad y tratamiento a que debe someterse el agua para su potabilización. Diario Oficial de la Federación, 22 de noviembre de 2000.
Morgan J.J. and Stumm, W. Analytical Chemistry of Aqueous Manganese, JAWWA. Pp. 107, 1964.
O’Connor, J.T. Iron and Manganese (Cap 11) on Water Quality and Treatment, 3rd ed., AWWA, Mc Graw Hill, USA, 1971.
Olson, L. and Twardowsky Jr., Ch. FeCO3 vs Fe(OH)3 Precipitation in Water-Treatment Plants. Journal AWWA. Pp. 151, march 1975.
Organización Mundial de la Salud. Guías para la calidad del agua potable. 2da. Edición. Vol. 1. Recomendaciones. Pp. 51 – 52, 131 – 132, 180, 186. Ginebra, 1995.
Piña S., Martín, Rivera H., María de Lourdes y Hansen R., Ivette R., “Tratamiento de los lodos producidos en el proceso de remoción de hierro y manganeso del agua”. Coordinación de tratamiento y calidad del agua, Subcoordinación de potabilización Informe. Interno del IMTA, (TC-0201.4), México, 2002.
Ramalho, R. S. Tratamiento de Aguas Residuales. De. Reverté, S. A. Pp. 705, 1993.
Reyes, S. A. M. Microscopía Electrónica y Microanálisis a la Solución de Problemas Geoquímicos. VII Congreso Nacional de Geoquímica, Instituto de Geología, UNAM, 1997.
Robinson, J. And Knocke, W. R. Use of dilatometric and drying techniques for assessing sludge dewatering characteristics. Water Environment Research. Vol. 64, No. 1. Pp. 60-68, 1992.
Semon, J. A. Operation and Maintenance of Sludge Dewatering Systems. Manual of Practice No. OM-8. Prepared by Task Force on Sludge Thickening,

LINEAMIENTOS PARA LA OPTIMIZACIÓN DEL DISEÑO, CONSTRUCCIÓN Y OPERACIÓN DE
LA TECNOLOGÍA PARA REMOCIÓN DE HIERRO Y MANGANESO EN AGUA POTABLE
(CNA-SGAPDS-CONVENIO-015/2013)
México, 2013 Página 213 de 213
Conditioning and Dewatering. Water Pollution Control Federation. Pp. 231, 1987.
Smollen, M. Evaluation of municipal sludge drying and dewatering with respect to sludge volume reduction. Water Science and Technology. Vol. 22, No. 12. Pp. 153-161, 1990.
Sommerfeld, Elmer O. Iron and Manganese Removal Handbook. American Water Works Association. Dedicated to Safe Drinking Water. Pp. 61-104, USA, 1999.
Tiller, F. M.; Shen, Y. L. and Adin, A. Capillary suction theory for rectangular cells. Journal Water Pollution Control Federation. Vol. 62, No. 2. Pp. 130-136, 1990.
Tosun, I.; Yetis, U.; Willis, M. S. and Chase, G. G. Specific cake resistance: myth or reality?. Water Science Technology. Vol. 28, No. 1. Pp. 91-101, 1993.
Tsang, K. R. and Vesilind, P. A. Moisture distribution in sludges. Water Science Technology. Vol. 22, No. 12. Pp. 135-142, 1990.
Vesilind, P. A. The role of water in sludge dewatering. Water Environment Research. Vol. 66, No. 1. Pp. 4-11, 1994.
Vesilind, P. A.; Hartman, G. C. and Skene, E. T. Sludge Management and Disposal for the practicing engineer. Ed. Lewis Publishers, Inc. Pp. 309, 1986.
Wong, Joseph M. Chlorination-Filtration for Iron and Manganese Removal. JAWWA. Pp. 76, January 1984.


















