
LIFE+ MINAQUA · productos no ofrece tanto brillo en el acabado final. A pesar de la complejidad...
16
LIFE11 ENV/ES/000569 Acción B2. Desarrollo de una formulación de ceras más biodegradable Development of a more biodegradable wax formulation LIFE+ MINAQUA Proyecto de demostración de ahorro de agua en instalaciones de lavado de vehículos mediante el uso de detergentes innovadores y tratamiento natural de las aguas residuales Demonstration project for water in car wash premises using innovative detergents and soft treatment systems Mayo, 2014
Transcript of LIFE+ MINAQUA · productos no ofrece tanto brillo en el acabado final. A pesar de la complejidad...

LIFE11 ENV/ES/000569
Acción B2.
Desarrollo de una formulación de ceras más
biodegradable
Development of a more biodegradable wax
formulation
LIFE+ MINAQUA
Proyecto de demostración de ahorro de agua en instalaciones de lavado
de vehículos mediante el uso de detergentes innovadores y tratamiento
natural de las aguas residuales
Demonstration project for water in car wash premises using innovative
detergents and soft treatment systems
Mayo, 2014


LIFE 11 ENV 569 MINAQUA
Acción B2. Formulación de productos de acabado Página 3 de 16
ÍNDICE DE CONTENIDOS
INTRODUCCIÓN ................................................................................................................ 5
FORMULACION DE PRODUCTO DE ACABADO UTILIZANDO CERA DE CARNAUBA .......... 9
RESULTADOS ................................................................................................................... 11
Eficacia de la aplicación del nuevo producto de acabado ...................................................... 11
Análisis de la formulación de producto de acabado ............................................................... 13
CONCLUSIONES ............................................................................................................... 16
BIBLIOGRAFÍA ................................................................................................................. 16
ÍNDICE DE FIGURAS
Figura 1. Perfil transversal de una plancha de un vehículo sin la protección de la capa
de cera .............................................................................................................................. 5
Figura 2. Perfil transversal de una plancha de un vehículo protegida por una capa de
cera ................................................................................................................................... 6
Figura 3. Ejemplo de protección con ceras y aditivos anticorrosión ............................... 7
Figura 4. Cera de Carnauba .............................................................................................. 9
Figura 5. Efecto protector de la capa de cera sobre planchas de acero y de aluminio . 11
Figura 6. Efecto protector de la capa de cera sobre planchas lavadas con la formulación
de detergente de acero y de aluminio mantenidas en la intemperie durante 20 días . 12
Figura 7. Ángulo de contacto sobre acero ..................................................................... 15
Figura 8. Ángulo de contacto sobre aluminio ................................................................ 15
ÍNDICE DE TABLAS
Tabla 1. Formulación desarrollada ................................................................................. 10
Tabla 2. Resultados del análisis de la formulación ........................................................ 13
Tabla 3. Resultados de tensión superficial ..................................................................... 14
LIFE 11 ENV 569 MINAQUA
Acción B2. Formulación de productos de acabado Página 4 de 16

LIFE 11 ENV 569 MINAQUA
Acción B2. Formulación de productos de acabado Página 5 de 16
INTRODUCCIÓN
Del mismo modo que en la formulación de nuevos detergentes se ha tenido en cuenta
lo descrito en el documento de la Acción A4, “Informe sobre los mecanismo de
biodegradabilidad”. A la hora de formular los productos de acabado también se ha
priorizado la biodegradabilidad del producto así como la minimización de compuestos
que pudieran afectar al posterior tratamiento de residuos.
El proceso de encerado de vehículos consiste en la aplicación de una capa protectora
sobre la capa de pintura y la capa de brillo transparente de un automóvil (ver Figura 1).
La capa de cera le da un brillo adicional a la superficie del vehículo y protege la pintura
de la acción de los elementos, evitando que el agua se acumule y haciendo que se
deslice. La cera también tiene cierta capacidad de filtrar la luz ultravioleta y evita la
decoloración que es uno de los efectos más comunes que provoca el paso del tiempo
(ver Figura 2).
Figura 1. Perfil transversal de una plancha de un vehículo sin la protección de la capa de cera
La cera también ayuda a retrasar la oxidación mediante la formación de una barrera
física entre el metal y las sales, aceites, y otros contaminantes a los que el automóvil
está expuesto a lo largo de su vida útil.
Capa transparente protectora
Capa de color
Capa imprimación
Plancha metálica

LIFE 11 ENV 569 MINAQUA
Acción B2. Formulación de productos de acabado Página 6 de 16
La cera para auto puede obtenerse en dos formatos distintos: pasta y líquido. En el
presente proyecto se desarrollará una formulación de cera líquida que crea una capa
más delgada que la cera en forma de pasta pero es la que más se adecúa al sistema de
trabajo de las estaciones de lavado del proyecto.
Figura 2. Perfil transversal de una plancha de un vehículo protegida por una capa de cera
Tradicionalmente, una formulación de ceras para acabado en el lavado de vehículos
consiste en una mezcla de diversos productos:
Ceras: Químicamente, las ceras son un tipo de lípido que puede contener una
amplia variedad de alcanos de cadena larga, ésteres, poliésteres y
hidroxiésteres obtenidos de alcoholes primarios de cadena larga y ácidos
grasos. Habitualmente se distinguen de las grasas por la ausencia de ésteres de
triglicéridos de propano-1,2,3-triol de glicerina con tres ácidos grasos. En este
tipo de compuestos el contenido en ésteres contribuye al elevado punto de
fusión y a su dureza. Estas sustancias pueden tener un origen natural o bien
sintético. Acostumbran a ser sólidos a temperatura ambiente (25°C), son
insolubles en agua y solubles en aceites. Su aplicación genera una capa
hidrófoba en superficie. Los compuestos más habituales son: cera de Carnauba,
ceras de polietileno, parafinas, parafinas oxidadas, cera de abejas, etc.
Capa transparente protectora
Capa de color
Capa imprimación
Plancha metálica
LIFE 11 ENV 569 MINAQUA
Acción B2. Formulación de productos de acabado Página 7 de 16
Aceites naturales y/o minerales: Este ingrediente se utiliza básicamente para la
limpieza de la superficie y como sistema carrier. También hace que los
productos se puedan aplicar con mayor facilidad, dado que las ceras tienen una
naturaleza más rígida.
Destilados de petróleo: Al igual que los aceites, su funcionalidad está indicada
para la limpieza y preparación de las superficie.
Polímeros o resinas sintéticos: En algunos casos la adición de estos compuestos
confieren una mayor transparencia; si además, se trata de resinas que curan,
mejoran la durabilidad de la capa protectora.
Aminas secundarias alifáticas: Este tipo de productos pueden ser necesarios
para dar mayor estabilidad a la emulsión de las ceras en fase acuosa de manera
que el producto ofrezca mayores garantías aunque el tiempo de almacenaje
sea largo.
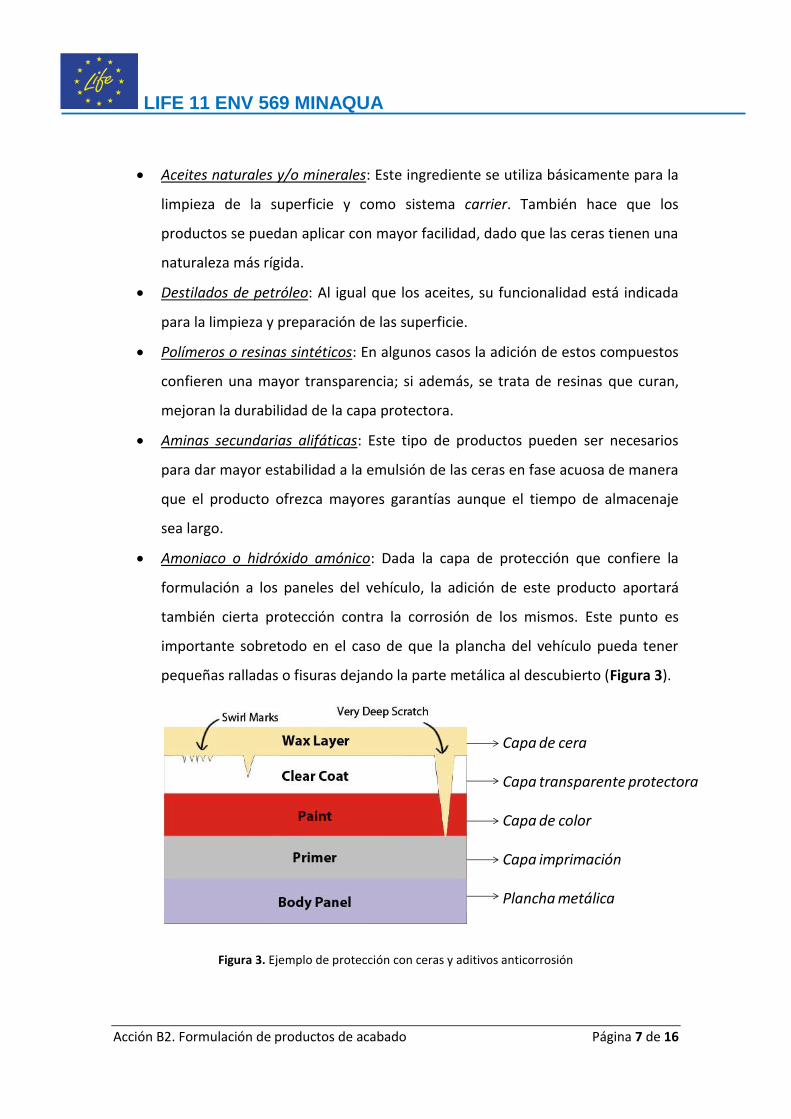
Amoniaco o hidróxido amónico: Dada la capa de protección que confiere la
formulación a los paneles del vehículo, la adición de este producto aportará
también cierta protección contra la corrosión de los mismos. Este punto es
importante sobretodo en el caso de que la plancha del vehículo pueda tener
pequeñas ralladas o fisuras dejando la parte metálica al descubierto (Figura 3).
Figura 3. Ejemplo de protección con ceras y aditivos anticorrosión
Capa de cera
Capa transparente protectora
Capa de color
Capa imprimación
Plancha metálica
LIFE 11 ENV 569 MINAQUA
Acción B2. Formulación de productos de acabado Página 8 de 16
Agentes emulsionantes: Estos compuestos son necesarios en la formulación a
fin de obtener un producto homogéneo y estable. Si la formulación se
desestabiliza se pueden producir sedimentaciones que alteren la composición
del producto o bien se traduzcan en problemas a la hora de su aplicación.
Esta composición se debe a que habitualmente, los productos sellantes de las pinturas
empleadas en los vehículos están fabricados a partir de ceras sintéticas que protegen
la superficie. Así pues, la aplicación de una formulación que contenga también ceras
ayuda a proteger mejor al vehículos después de una etapa de lavado. En algunas
ocasiones, estos sellantes pueden estar compuestos por otro tipo de polímeros y/o
siliconas que en principio se adhieren mejor a la superficie. Sin embargo, este tipo de
productos no ofrece tanto brillo en el acabado final.
A pesar de la complejidad aparente de las formulaciones de este tipo de productos, la
química involucrada es muy básica. Los principales factores que hay que tener en
cuenta son: facilidad de aplicación, capacidad de llenado, brillo, durabilidad y
resistencia a la intemperie.
Los productos de acabado (habitualmente conocidos con el nombre de ceras), ya estén
compuestos por ingredientes naturales o sintéticos, confieren pues una capa de
protección o bien una barrera de “sacrificio” contra la intemperie o sustancias
perjudiciales o corrosivas. Sin esta capa de protección el vehículo puede quedar
expuesto, y además el efecto del lavado dura menos tiempo. La aplicación de los
productos de acabado basados en ceras, también produce otros efectos entre los
cuales se pueden destacar los siguientes:
Aumento de la claridad óptica
Mejora de las características reflectivas de los acabados en colores medio y oscuros
Dar brillo y protección contra la suciedad.
Rellenar ralladas y disimularlas
Conferir protección UV
Modificar la tensión superficial a fin de cambiar la interacción con el agua

LIFE 11 ENV 569 MINAQUA
Acción B2. Formulación de productos de acabado Página 9 de 16
FORMULACION DE PRODUCTO DE ACABADO UTILIZANDO CERA DE
CARNAUBA
Siguiendo la filosofía del proyecto, se pretende realizar una formulación de ceras en la
que se minimicen al máximo la presencia de ingredientes sintéticos que puedan ser
tóxicos y que dificulten el posterior tratamiento de las aguas que provienen del tren de
lavado. Por esta razón se elige como crea de acabado la cera de Carnauba (Figura 4).
Figura 4. Cera de Carnauba
Este producto se obtiene originariamente de las hojas de la palma Copernicia prunifera
endémica de Sudamérica. Esta cera se conoce también como la “reina de las ceras”,
debido a sus características e infinidad de aplicaciones que posee.
Este tipo de cera destaca por sus propiedades de brillo y su dureza que confiere una
alta resistencia al desgaste. Su punto de fusión es de 78ºC a 85ºC, el más alto entre las
ceras naturales.
La cera de carnauba contiene principalmente ésteres de ácidos grasos (80-85%),
alcoholes grasos (10-15%), ácidos (3-6%) e hidrocarburos (1-3%). Concretamente y en
referencia a la proporción de ácidos, se ha determinado que aproximadamente
contiene un 20% de dioles esterificados grasos, cerca de un 6% de ácidos grasos
hidroxilados y alrededor de un 10% de ácido cinámico.
Así pues, por todo lo expuesto hasta este punto en el presente proyecto se ha optado
por el uso de esta cera en el formulado del producto de acabado en los trenes de
lavado de vehículos. La formulación del producto se ha realizando minimizando la
LIFE 11 ENV 569 MINAQUA
Acción B2. Formulación de productos de acabado Página 10 de 16
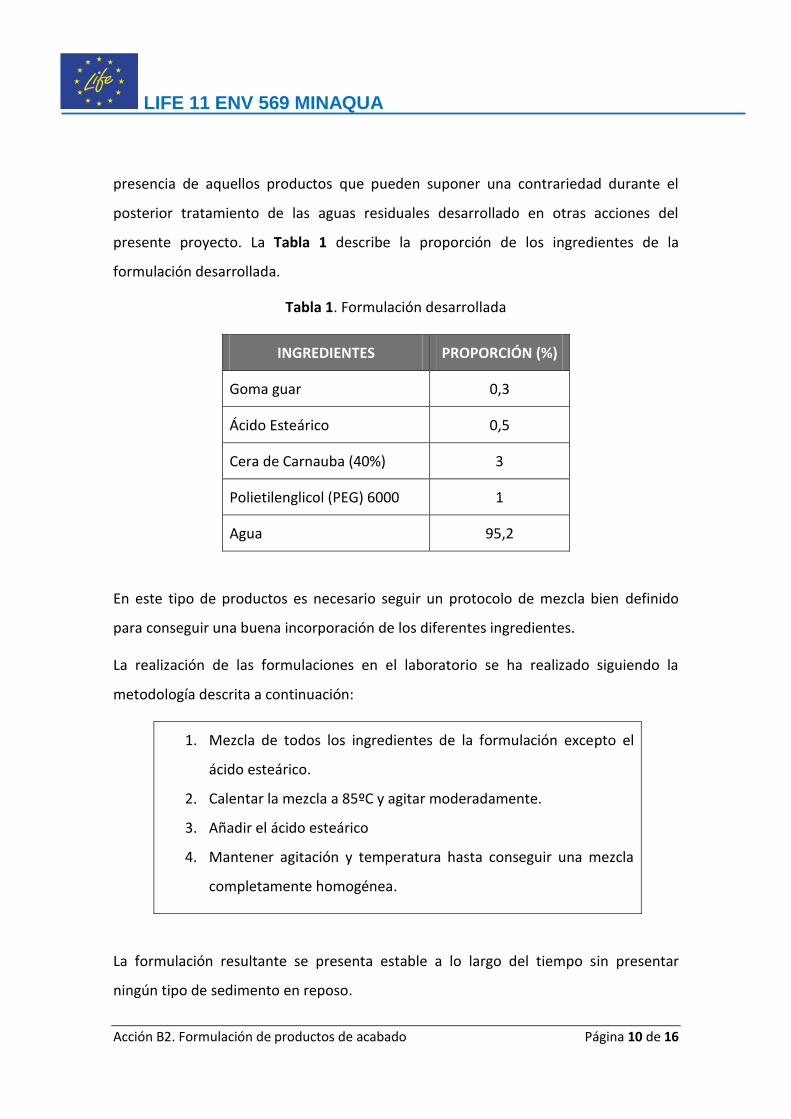
presencia de aquellos productos que pueden suponer una contrariedad durante el
posterior tratamiento de las aguas residuales desarrollado en otras acciones del
presente proyecto. La Tabla 1 describe la proporción de los ingredientes de la
formulación desarrollada.
Tabla 1. Formulación desarrollada
INGREDIENTES PROPORCIÓN (%)
Goma guar 0,3
Ácido Esteárico 0,5
Cera de Carnauba (40%) 3
Polietilenglicol (PEG) 6000 1
Agua 95,2
En este tipo de productos es necesario seguir un protocolo de mezcla bien definido
para conseguir una buena incorporación de los diferentes ingredientes.
La realización de las formulaciones en el laboratorio se ha realizado siguiendo la
metodología descrita a continuación:
1. Mezcla de todos los ingredientes de la formulación excepto el
ácido esteárico.
2. Calentar la mezcla a 85ºC y agitar moderadamente.
3. Añadir el ácido esteárico
4. Mantener agitación y temperatura hasta conseguir una mezcla
completamente homogénea.
La formulación resultante se presenta estable a lo largo del tiempo sin presentar
ningún tipo de sedimento en reposo.

LIFE 11 ENV 569 MINAQUA
Acción B2. Formulación de productos de acabado Página 11 de 16
RESULTADOS
Eficacia de la aplicación del nuevo producto de acabado
Se ha podido comprobar que la aplicación del producto de acabado sobre planchas
metálicas ha proporcionado a las mismas una capa de protección que ha hecho que el
efecto de lavado tenga una durabilidad mucho mayor (ver Figura 5).
Figura 5. Efecto protector de la capa de cera sobre planchas de acero y de aluminio
Formulación 100%
ACERO ALUMINIO
1 2
3 4
57
Formulación diluida 1:10
Sin formulación de acabado

LIFE 11 ENV 569 MINAQUA
Acción B2. Formulación de productos de acabado Página 12 de 16
Figura 6. Efecto protector de la capa de cera sobre planchas lavadas con la formulación de detergente de acero y de aluminio mantenidas en la intemperie durante 20 días
Tal y como puede observarse en la Figura 5, las planchas que han sido protegidas por
una capa de la formulación de producto de acabado base cera, mantiene un aspecto
brillante (las que obtienen mejores resultados son las planchas 3 y 4, esto es con la
dilución del producto 1:10); también se comprueba que la capa de cera aplicada hace
que la suciedad no se adhiera en la superficie. Cabe destacar que las placas
presentadas en la Figura 6 han estado lavadas con el detergente desarrollado en el
presente proyecto. A continuación se ha aplicado en spray la formulación de producto
de acabado (con la dilución 1:10 ya que presentó mejores resultados que la
concentrada, en la cual se había adherido un poco de polvo – ver Figura 5 planchas 1 y
2). De esta forma, aplicando primero el detergente y luego la cera, se ha emulado
tanto la fase de lavado como de acabado que se da en los túneles de lavado de
vehículos. Las planchas así tratadas han estado colocadas a la intemperie durante un
periodo de 20 días. No se ha hecho ningún otro tratamiento sobre las mismas.
ACERO ALUMINIO
Detergente: F8 , dilución1:50
Cera: dilución 1:10
Sin tratamiento

LIFE 11 ENV 569 MINAQUA
Acción B2. Formulación de productos de acabado Página 13 de 16
Análisis de la formulación de producto de acabado
El producto se ha analizado tan en su modo concentrado como su dilución 1:10 que
será la dilución de aplicación dados los resultados obtenidos.
Tabla 2. Resultados del análisis de la formulación
Formulación pH Densidad
Formulación de producto de acabado 100% 8,50 1,061 gr/mL
Formulación de producto de acabado diluido 1:10 8,45 1,074 gr/mL
Por otro lado también se ha determinado también la tensión superficial del producto.
Este es un factor muy importante de cara a poder evaluar la capacidad de mojado de la
formulación, es decir, la capacidad de cubrir que tiene el producto. Este análisis se ha
realizado aplicando la ley de Tate que permite la realización de medidas relativas de la
tensión superficial. En este procedimiento, sabiendo la tensión superficial del agua, se
puede medir la tensión superficial de la formulación del producto de acabado.
La Ley de Tate parte de la siguiente hipótesis (Ecuación 1):
Ecuación 1 m / m’ = ’
m= masa de la gota de agua
m’ = masa de la gota de producto
= Tensión superficial del agua (0,0728 N/m)
’= Tensión superficial del producto
Los resultados obtenidos se presentan en la Tabla 3.
LIFE 11 ENV 569 MINAQUA
Acción B2. Formulación de productos de acabado Página 14 de 16
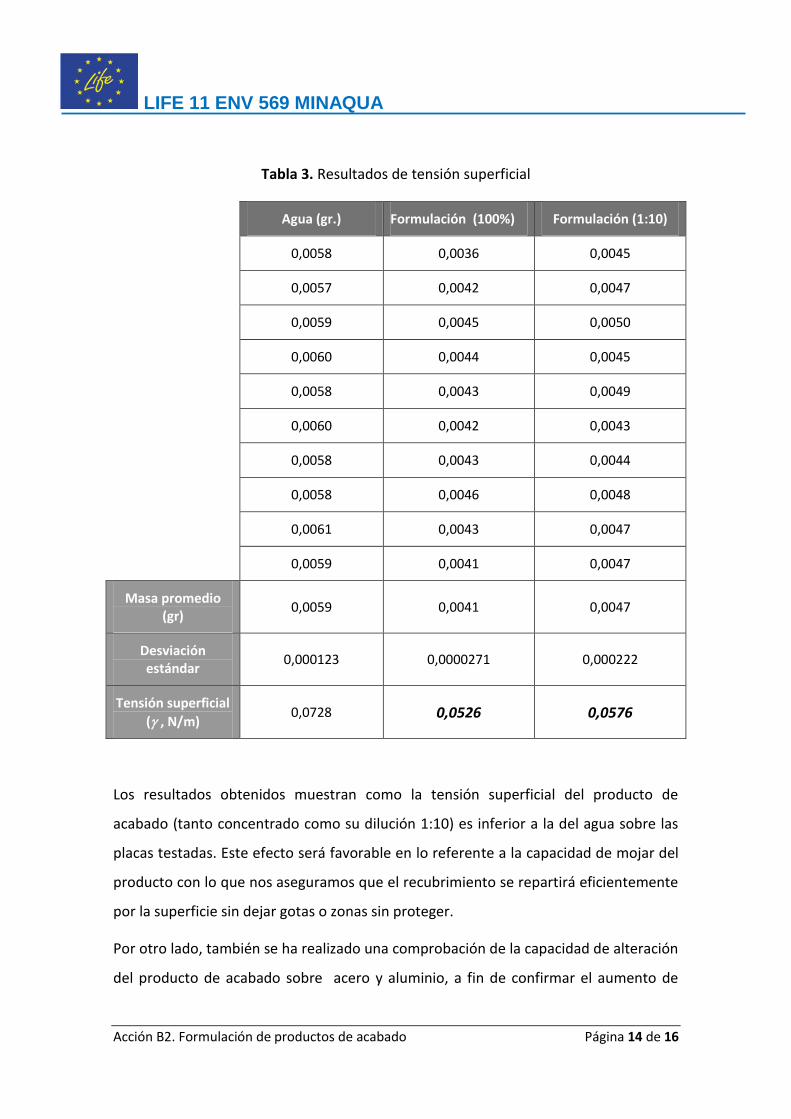
Tabla 3. Resultados de tensión superficial
Agua (gr.) Formulación (100%) Formulación (1:10)
0,0058 0,0036 0,0045
0,0057 0,0042 0,0047
0,0059 0,0045 0,0050
0,0060 0,0044 0,0045
0,0058 0,0043 0,0049
0,0060 0,0042 0,0043
0,0058 0,0043 0,0044
0,0058 0,0046 0,0048
0,0061 0,0043 0,0047
0,0059 0,0041 0,0047
Masa promedio (gr)
0,0059 0,0041 0,0047
Desviación estándar
0,000123 0,0000271 0,000222
Tensión superficial
(, N/m) 0,0728 0,0526 0,0576
Los resultados obtenidos muestran como la tensión superficial del producto de
acabado (tanto concentrado como su dilución 1:10) es inferior a la del agua sobre las
placas testadas. Este efecto será favorable en lo referente a la capacidad de mojar del
producto con lo que nos aseguramos que el recubrimiento se repartirá eficientemente
por la superficie sin dejar gotas o zonas sin proteger.
Por otro lado, también se ha realizado una comprobación de la capacidad de alteración
del producto de acabado sobre acero y aluminio, a fin de confirmar el aumento de

LIFE 11 ENV 569 MINAQUA
Acción B2. Formulación de productos de acabado Página 15 de 16
hidrofobicidad de la superficie. Este efecto es uno de los responsables de la capacidad
de mantener el acabado de vehículo por un periodo de tiempo más largo.
Esta comprobación se ha realizado mediante la técnica del ángulo de contacto. Esta
técnica permite obtener la imagen de una gota de líquido (agua en el presente análisis)
sobre la superficie en estudio (Figuras 7-8).
Agua sobre acero sin tratar Agua sobre acero tratado (a los 20 días)
Figura 7. Ángulo de contacto sobre acero
Agua sobre aluminio sin tratar Agua sobre aluminio tratado (a los 20 días)
Figura 8. Ángulo de contacto sobre aluminio
Las imágenes obtenidas por la técnica de ángulo de contacto permiten observar que realmente
el efecto hidrófobo que proporciona la capa de cera se mantiene a lo largo del tiempo, es
decir, el ángulo de contacto de la gota de agua es superior en las placas tratadas que en las
placas sin encerar. Como ya se ha comentado anteriormente, esta hidrofobicidad está
directamente relacionada con la capacidad de alargar el efecto protector sobre el vehículo.
LIFE 11 ENV 569 MINAQUA
Acción B2. Formulación de productos de acabado Página 16 de 16
CONCLUSIONES
Se ha realizado una formulación de producto de acabado que permite mantener el vehículo
limpio por un periodo más largo de tiempo.
La formulación de este nuevo producto se ha realizado siguiendo la misma filosofía que en la
formulación del detergente; es decir, minimizando la presencia de todos aquellos
componentes que puedan ser tóxicos o perjudiciales durante el posterior tratamiento del agua
residual generada en el tren de lavado. De esta manera puede asegurarse que la totalidad de
los productos utilizados para el lavado y encerado de los vehículos está compuesta por
productos biodegradables que no ofrecerán resistencia al posterior tratamiento de las aguas
generadas. Así mismo, se ha intentado trabajar en condiciones de concentración mínimas para
que la reutilización de las aguas generadas sea, si cabe, más sencilla.
BIBLIOGRAFÍA
B.R. Dunning (2011),” Composition for washing and waxing a motor vehicle”, US
2011/0172135
K.R.Smithc (2006), “Wax composition , method for manufacturing, and method for waxing”, US
2006/0100117.
D. Gemma and G. Pellegrino (2008), “Compolwax”, US 2008/0102195.
F. Berton and G. Berton (2013), “ Composition for vehicle care”, WO 2013/050817 A1.


















