Lecture 4: ITER’s Superconducting Magnets -...
14
Lecture 4: ITER’s Superconducting Magnets (The largest set of superconducting magnets ever built) AP 4990y Seminar Columbia University Spring, 2011 1 Thursday, February 17, 2011 References • Huguet. “Integrated design of the ITER magnets and their auxiliary systems.” Nucl Fusion (1999) vol. 39 (11Y) pp. 2033-2041. • Okuno et al. “Key features of the ITER-FEAT magnet system.” Fusion Eng Des (2001) vol. 58-9 pp. 153-157 • Huguet. “Key engineering features of the ITER-FEAT magnet system and implications for the R&D programme.” Nuclear fusion (2001) vol. 41 (10) pp. 1503 • Huguet. “The ITER magnets: preparation for full size construction based on the results of the model coil programme.” Nucl Fusion (2003) vol. 43 (5) pp. 352-357 • Coatanea et al. “Quench Detection in the ITER Magnet System.” Applied Superconductivity, IEEE Transactions on (2010) vol. 20 (3) pp. 427-430 2 Thursday, February 17, 2011
Transcript of Lecture 4: ITER’s Superconducting Magnets -...

Lecture 4:ITER’s Superconducting Magnets
(The largest set of superconducting magnets ever built)
AP 4990y SeminarColumbia University
Spring, 2011
1Thursday, February 17, 2011
References• Huguet. “Integrated design of the ITER magnets and their auxiliary systems.”
Nucl Fusion (1999) vol. 39 (11Y) pp. 2033-2041.
• Okuno et al. “Key features of the ITER-FEAT magnet system.” Fusion Eng Des (2001) vol. 58-9 pp. 153-157
• Huguet. “Key engineering features of the ITER-FEAT magnet system and implications for the R&D programme.” Nuclear fusion (2001) vol. 41 (10) pp. 1503
• Huguet. “The ITER magnets: preparation for full size construction based on the results of the model coil programme.” Nucl Fusion (2003) vol. 43 (5) pp. 352-357
• Coatanea et al. “Quench Detection in the ITER Magnet System.” Applied Superconductivity, IEEE Transactions on (2010) vol. 20 (3) pp. 427-430
2Thursday, February 17, 2011

Description of ITER Magnets(http://www.iter.org/mach/magnets)
•The superconducting material for both the Central Solenoid and the Toroidal Field coils is designed to achieve operation at high magnetic field (13 Tesla), and is a special alloy made of Niobium and Tin (Nb3Sn).
•The Poloidal Field coils and the Correction coils use a different, Niobium-Titanium (NbTi) alloy.
•In order to achieve superconductivity, all coils are cooled with supercritical Helium in the range of 4 Kelvin (-269°C).
3Thursday, February 17, 2011
TF• The 18 Toroidal Field (TF) magnets produce a
magnetic field around the torus, whose primary function is to confine the plasma particles.
• The ITER TF coils are designed to have a total magnetic energy of 41 gigajoules and a maximum magnetic field of 11.8 tesla.
• The coils will weigh 6540 tons total; besides the Vacuum Vessel, they are the biggest components of the ITER machine.
• The coils will be made of Cable-In-Conduit superconductors, in which a bundle of superconducting strands is cabled together and cooled by flowing Helium, and contained in a structural jacket.
• The strands necessary for the ITER TF coils have a total length of 150.000 kilometres and would span the earth more than three times
4Thursday, February 17, 2011

PF• The Poloidal Field coil system consists
of six horizontal coils placed outside the Toroidal Magnet structure.
• Due to their size, the actual winding of five of the six PF coils will take place in a dedicated, 250-metre long coil winding building on the ITER site in Cadarache. (The smallest of the PF coils will be manufactured offsite and delivered finished.)
• The ITER PF coils are also made of Cable-in-Conduit conductors. Two different types of strands are used according to operating requirements, each displaying differences in high-current and high-temperature behavior.
5Thursday, February 17, 2011
CS• The Central Solenoid is made of six
independent coil packs that use a Niobium-Tin (Nb3Sn) Cable-in-Conduit superconducting conductor, held together by a vertical precompression structure. This design enables ITER to access a wide operating window of plasma parameters, enabling the testing of different operating scenarios up to 17 MA and covering inductive and non-inductive operation.
• Each coil is based on a stack of multiple pancake winding units that minimizes joints. A glass-polyimide electrical insulation, impregnated with epoxy resin, gives a high voltage operating capability, tested up to 29 kV. The conductor jacket material has to resist the large electromagnetic forces arising during operation and be able to demonstrate good fatigue behavior. The conductor will be produced in unit lengths up to 910 meters.
6Thursday, February 17, 2011

Nb3Sn (Niobium Tin)• Discovered in 1954
• Ceramic (brittle)
• In 1961, niobium-tin exhibits superconductivity at large currents and strong magnetic fields, becoming the first known material to support the high currents and fields necessary for high-field magnets
• Tc = 18.3 °K
• In April 2008 a record non-copper current density was achieved at 0.26 MA/cm² at 12 T and 4.2 K
LDX Conductor in Soldered Cable
7Thursday, February 17, 2011
NbTi (Niobium Titanium)
• First superconducting wire
• Relatively common place; large quantities produced
• Tc = 9.2 °K
• Used in Fermi Lab, the Large Hadron Collider (LHC), and the Large Helical Device (LHD)
• In LHC, 1,200 tons of NbTi are cooled to 1.9 °K for operation at 8.3 T with 10 GJ of stored energy (1/4 of ITER)
LDX C-coil
8Thursday, February 17, 2011

Fusion Superconducting Magnets
• T-7, T-15 (Russia)
• TRIAM (Japan)
• Tore Supra (France)
• IEA Large Coil Test
• LHD (Japan)
• LDX (US)
• W-7x (Germany)
section 10 / Conclusions 221
in
. . . apphcabrhty of materials used in LCT to fusion reactor magnets; applicability of manufacturing techniques and qual- ity assurance; coil size, compared with previous magnets and those envisioned; and coil performance, compared with previous and en- visioned magnets.
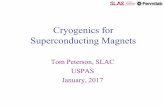
Figure 10.1 shows how the LCT six-coil array, the 8-T design-point test and at the “maximum
torus” conditions, compares with previous and future superconducting magnets. Stored energy rather than linear dimensions is used as the measure of size because the intensity of many of the problems depends on this parameter.
106 k I I I I I I
=i z
ONET
10’ r
103 r
0 FER
OTIBER
LCT #T-l,
0.’ OTORE SUPRA
TRIAM 0
0 2 4 6 B 10 12 14
PEAK FIELD IN WINDING ITI
Fig. 10.1. Size and peak magnetic field in toroidal fusion magnets.
10.2.1. Conductor
Major questions concerning conductors that were addressed in the LCT included: cooling mode (PB or FF); superconductor (NbTi or NbsSn); stability; and ac losses. The tests provided new and useful information on each of these topics.
1. FF conductors. Successful experience in LCT increased confidence in the practicality of producing conductors with seam-welded jackets completely free of leaks. This was achieved for both the EU and the WH coils, where lengths totalling several kilometers were fabricated, seam-welded,
inspected, wound, and operated without helium leaks or mechanical failure. As expected, the CH conductor, with its simple central tube, was also leaktight.
Although FF conductors lend themselves to coil designs that minimize heating due to relative motion within the coil, another concern was the tolerance for all kinds of events that can produce heat within the winding. This was especially true for conductors with lower ratios of helium and copper to superconductor. By design, LCT FF conductors varied widely in coolant fraction and surface area. Both the WH and the EU conductors proved to be stable against all perturbations.arising during LCT tests at rated current. The CH coil operated stably nearly all the time but did quench on several occasions because of disturbances that are still not well defined. The conclusion is that coils with FF conductors can be designed so that internal disturbances can be tolerated.
Pressures and temperatures produced in FF- cooled conductors during quenches in LCT tests were limited to safe values by efficient dumping of energy outside the coils. The rapid dumps were possible because high dump voltages were acceptable in these coils, with insulated FF-cooled conductors.
2. Stability. All three PB-cooled coils demonstrated the highly cryostable characteristic for which their conductors were especially designed. The antic- ipated accumulation of bubbles, with consequent reduction in heat transfer, was the apparent cause of effects observed in some tests. Nevertheless, all PB-cooled coils spontaneously recovered from large normal zones while operating at rated current and operated stably at currents well above their rated values. The FF-cooled coils, with their limited inventory of helium in the internally cooled con- ductors, were not intended to be cryostable. They exhibited degrees of stabilization consistent with differences in cooled surface and helium inventory and sufficient for reliable operation.
3. Heat transfer. Results of stability and other internal heating tests indicate that design measures to enhance heat transfer from the PB-cooled con- ductors were effective. Heat transfer performance of the FF-cooled conductors appeared to be generally as expected from design calculations. Analysis of data from WH coil tests suggests that transient heat transfer and enhancement by induced flow of helium were of significant benefit in recovery from thermal disturbances.
4. Superconductor. Five of the LCT coils used the better-established NbTi superconductor. Excellent test results proved that, indeed, the NbTi technol- ogy has reached engineering standards. Only one coil used the more-advanced NbsSn superconduc- tor. The fact that this coil worked and exceeded the
ITER
9Thursday, February 17, 2011
Large Coil Test (1977-87)
16 Section 2 / Large Coil Task Specijications
planning studies and preliminary discussions with prospective LCT participants.
The chosen test arrangement was a compact toroidal array of six coils. This provided an appropriate toroidal field distribution and enabled the simultaneous experimental operation of all six coils under conditions that provided useful information. After some discus- sion, it was agreed that a single large vessel surround- ing the entire test array would be used to provide the vacuum necessary for cryogenic operation (instead of individual vacuum enclosures around each coil). The configuration of the test stand is shown in fig. 2.1.
Consideration of the various factors affecting the optimal size of the test coils led to bore dimensions around 3 m, roughly one-third the size of envisioned reactor TF coils. At the same time, it was desired that the conductor current rating and the dimensions of the winding cross section be much closer to those of reactor coils. The chosen current range was lo-18 kA.
The specifications required that each test coil be designed to operate at a peak toroidal field in the hor- izontal midplane of the winding of 8.0 T with reason- able superconductor performance margins. This crite- rion reflected the consensus of magnet technologists in 1976 that the practical limit for NbTi conductors cooled with helium at 4.2 K was around 8 T. Because of con- cern that some of the six coils might prove incapable of meeting this criterion, the specifications also required that each coil be designed to produce this field strength when operating at its rated current if there were five other identical coils in the array, each operating at 80% of rated current.
The dimensions of the coils at their interfaces with the structure and high-current leads of the test stand were precisely defined. The other dimensions of the coil were required to fit within a prescribed envelope to ensure the absence of interferences and a contour similar to that of TF coils in a tokamak reactor. Figure 2.2 indicates some of the dimensions that were specified.
The dimensions of the coil cross-section envelope were determined by assuming values for the winding current density and the structural area and calculating the ampere-turns required to meet the 8-T specifica- tion. The ampere-turns per LCT coil came out about the same as for 8-T reactor TF coils because in the LCT test stand both the number of coils and the major ra- dius at the inner leg of the coils were about one-third of those in a reactor. An average current density of 25 MA/m’ in the winding pack was assumed, consis- tent with the chosen 8-T peak field requirement. Thus, the resulting cross-section envelope for the LCT coils, shown in fig. 2.2, was approximately the same as for envisioned tokamak reactor TF coils.
To enable coil structural design to proceed, speci- fications included values, derived from preliminary cal- culations with simplified models of a six-coil array, for test stand stiffness at points of contact with the coil.
The specifications required that, at the nominal de- sign conditions (8-T field, rated current), the calcu- lated stresses in the structure not exceed, two-thirds of the yield strength (at 4.2 K) of the chosen material. However, in consideration of the objective of explor- ing the limits of superconductor capabilities actually achieved by each team and the expectation that for
Fig. 2.1. Arrangement of coils in the IFSMTF test stand.
10Thursday, February 17, 2011

!"#$"%&"'"$$($)()*"%)+$
,-./01.23"42515"678"9/-"&,:%(;:#,"<=9310-">-51?0 @/2A9-8"&&"B-.9170")"C2?-")'
!"
!#
!$
!%
&
%
$
#
"
& ' % ( $ ) # * " + '& '' '% '(
,-./
0-./
123(
123%
123'
124'
124%
124(
5'
5%
5(
5$
5)
5#
! )
!$
!(
!%
!'
&
'
%
(
$
)
( $ ) # * " +
,-./
0-./
267268968
:;90!79<;
!"#$
2 """D "".E"FG"!%")"HH())()*";") E"FG"!%"'"HH())()*";")"""""""""""""""E"FG"!%"I"HH())()*";")
%&'()*+,,-.-./.++0+1+,234/%3!2+50'6*7&8+#96:&'()07&96;+<+1+=+>*?0)07)&8*>+9:+7@*69A&60B+>8*60)&9+?)*>*67*C+&6+20<B*+,,-.-./D;+8+1+E+>*?0)07)&8*>+9:+7@*+)*F*)>*C+>@*0)
>8*60)&9+?)*>*67*C+&6+20<B*+,,-.-./G+H>9B&C+B&6*>I06C+7@*+)*:*)*68*+>*?0)07)&J+9:+7@*+69A&60B+>8*60)&9+H8)9>>*>I
! )
!$
!(
!%
!'
&
'
%
(
$
)
( $ ) # * " +
,-./
0-./
:;90!79<;.=.0>/?!@?
&A$B<
'A)B<
%A)B<
(A)B<$A)B<)A)B<
267-268
C57
''A)B<
#A)B<
!(&
!%&
!'&
&
'&
%&
& )& '&& ')&
:?12(3
12%312'3
12'412%4
12(4
DE/F-.G
C57
267268
!'&
!)
&
)
'&
')
%&
& )& '&& ')&
:?
57'
57%
57(
57$
57)
57#
DE/F-.G
C57
267 268
E"FG"!%"F"HH())()*";")%&'()*+,,-.-./D++3F9B(7&96+9:+7@*+KB0>A0"9(6C0)L+$()&6'+7@*+#())*67+40A?/(?
06C+M*07&6'+K@0>*>
E"FG"!%"J"HH())()*";")%&'()*+,,-.-./G+N0F*:9)A>+9:+7@*+KB0>A006C+K%+#9&B+#())*67>+$()&6'+7@*+#())*67
40A?/(?+06C+M*07&6'+K@0>*>
16 Section 2 / Large Coil Task Specijications
planning studies and preliminary discussions with prospective LCT participants.
The chosen test arrangement was a compact toroidal array of six coils. This provided an appropriate toroidal field distribution and enabled the simultaneous experimental operation of all six coils under conditions that provided useful information. After some discus- sion, it was agreed that a single large vessel surround- ing the entire test array would be used to provide the vacuum necessary for cryogenic operation (instead of individual vacuum enclosures around each coil). The configuration of the test stand is shown in fig. 2.1.
Consideration of the various factors affecting the optimal size of the test coils led to bore dimensions around 3 m, roughly one-third the size of envisioned reactor TF coils. At the same time, it was desired that the conductor current rating and the dimensions of the winding cross section be much closer to those of reactor coils. The chosen current range was lo-18 kA.
The specifications required that each test coil be designed to operate at a peak toroidal field in the hor- izontal midplane of the winding of 8.0 T with reason- able superconductor performance margins. This crite- rion reflected the consensus of magnet technologists in 1976 that the practical limit for NbTi conductors cooled with helium at 4.2 K was around 8 T. Because of con- cern that some of the six coils might prove incapable of meeting this criterion, the specifications also required that each coil be designed to produce this field strength when operating at its rated current if there were five other identical coils in the array, each operating at 80% of rated current.
The dimensions of the coils at their interfaces with the structure and high-current leads of the test stand were precisely defined. The other dimensions of the coil were required to fit within a prescribed envelope to ensure the absence of interferences and a contour similar to that of TF coils in a tokamak reactor. Figure 2.2 indicates some of the dimensions that were specified.
The dimensions of the coil cross-section envelope were determined by assuming values for the winding current density and the structural area and calculating the ampere-turns required to meet the 8-T specifica- tion. The ampere-turns per LCT coil came out about the same as for 8-T reactor TF coils because in the LCT test stand both the number of coils and the major ra- dius at the inner leg of the coils were about one-third of those in a reactor. An average current density of 25 MA/m’ in the winding pack was assumed, consis- tent with the chosen 8-T peak field requirement. Thus, the resulting cross-section envelope for the LCT coils, shown in fig. 2.2, was approximately the same as for envisioned tokamak reactor TF coils.
To enable coil structural design to proceed, speci- fications included values, derived from preliminary cal- culations with simplified models of a six-coil array, for test stand stiffness at points of contact with the coil.
The specifications required that, at the nominal de- sign conditions (8-T field, rated current), the calcu- lated stresses in the structure not exceed, two-thirds of the yield strength (at 4.2 K) of the chosen material. However, in consideration of the objective of explor- ing the limits of superconductor capabilities actually achieved by each team and the expectation that for
Fig. 2.1. Arrangement of coils in the IFSMTF test stand.
Large Coil Test (1977-87)
As compared with ITER…
11Thursday, February 17, 2011
“Results were gratifying”Fusion Engineering and Design 7 (IOgg) 3-12 North-Holland, Amsterdam
3
EXECUTIVE SUMMARY
A multinational program of cooperative research, development, demonstrations, and exchanges of information on superconducting magnets for fusion was initiated in 1977 under an IEA agreement. The first major step in the development of TF magnets was called the Large Coil Task. Participants in LCT were the U.S. DOE, EURATOM, JAERI, and the Wpartement Federal de I’InteriCur of Switzerland.
The goals of LCT were to obtain experimental data, to demonstrate reliable operation of large superconducting coils, and to prove design principles and fabrication techniques being considered for the toroidal magnets of thermonuclear reactors. These goals were to be accomplished through coordinated but largely independent design, development, and construction of six test coils, followed by collaborative testing in a compact toroidal test array at fields of 8 T and higher.
Under the terms of the IEA Agreement, the United States built and operated the test facility at Oak Ridge and provided three test coils. The other participants provided one coil each. information on design and manufacturing and all test data were shared by all. The LCT team of each participant included a government laboratory and industrial partners or contractors, ss shown in fig. 1.
The last coil was completed in 1985, and the test assembly was completed in October of that year (see fig. 2). Over the next 23 months, the G-coil array was cooled down and extensive testing was performed. Results were gratifying, ss tests achieved design- point performance and well beyond. (Each coil reached a peak field of 9 T.) Experiments elucidated coil behavior, delineated limits of operability, and demonstrated coil safety.
This special issue of fision Engineering and Design makes available to all potential users the LCT results and experience, which are described in detail sufficient for useful guidance of further work on toroidal superconducting magnets.
Specifications
Coil specifications were written to ensure compati- bility with the test array and relevance to anticipated tokamak reactors while providing significant freedom in making important design choices. Performance require- ments and critical dimensions were precisely defined,
but the design of conductor, winding, and structure were left to each design team.
The size and shape of the coils were specified to leave only a reasonable extrapolation of fabrication methods and test results to produce full-size reactor coils. A D-shaped bore, about 2.5 by 3.5 m, was spec- ified. Conductor current had to be in the range of 10
PARTICIPANT
LABORATORY
TEST COIL MANUFACTURER
TEST FACILITY
DESIGN
CONSTRUCT
INSTALL COILS
PROVIDE SPECIAL EGUIPMENT
OPERATE FACILITY
TEST AND ANALYZE
Fig. 1. Responsibilities in the IEA Large Coil Task.
JAPAN SWITZERLAND
0920-3796/88/%03.50 @ Elsevier Science Publishers B.V. (North-Holland Physics Publishing Division)
12Thursday, February 17, 2011

Ezecutive .%mmary 5
the constraints of the Test Program document issued by the Executive Committee.
Coil characteristics
By the time the LCT teams began their work, mag- net technology offered several promising options for meeting the special requirements of tokamak coils. Fa- vored candidates were either NbTi or NbsSn supercon- ductors in various composite conductor forms, cooled either by immersion in a helium bath or by forced cir- culation of helium through passages in the conductor, wound in pancakes or layers, and supported by an ex- ternal coil case or by grooved plates. Each concept had advocates, but there was not enough directly applicable experience to ensure selection of the best one. In this situation, not surprisingly, there were significant differ- ences among the choices of the six LCT design teams.
Each of the teams proposed to use NbTi rather than NbsSn, which was potentially more capable but defi- nitely more difficult. However, the WH proposal em- phasized that with their conductor concept either ma- terial could be used. Therefore, DOE directed them to go ahead with the development necessary for NbsSn. On the choice of cooling mode, the teams were evenly divided, three choosing PB cooling and three FF. The two teams designing FF NbTi coils requested the low- est inlet temperature reasonably attainable in the Oak Ridge facility. This turned out to be 3.8 K.
Table 1 Distinctive features of the LCT test coils
The principal distinctive features of the six X”P coils are compared in table 1. Numerous other signif- icant differences in details reflected differences in both design philosophies and perceptions of needs of future fusion magnets.
Figure 3 illustrates the great differences among the conductor configurations; the left column shows PB- cooled designs, and the right column shows FF designs.
As befitted their purpose, all coils were heavily equipped with diagnostic sensors, more than 199 on each coil. These included voltage taps for detection of resistive zones, strain gauges on conductor and struc- ture, sensors to measure temperatures and pressures, acoustic emission sensors, and transducers to *measure displacement of the winding relative to the coil case. Five coils had heaters embedded in the winding that were used to simulate nuclear heating or to drive a length of conductor normal to determine the stability of the coil.
LCT coil teams settled on a variety of manufactur- ing and assembly methods. The winding packs of the EU and CH coils, made of fiberglass-wrapped, inter- nally cooled conductors, were impregnated en bloc with epoxy resin. The EU winding was potted in a mold, after which it was inserted in the coil case, and blad- ders were injected with epoxy to fill the clearance space, The CH winding was placed in its case, and epoxy was then injected to impregnate the winding and fill the space between winding and case. The conductor for
Participant
Direction
coil
Conductor
United States United States
ORNL ORNL
GD/C GE/OR
IGC/GD IGC
United States EURATOM
ORNL KfK
WH Siemens
Airco Vacuumschmelre
Superconductor NbTi NbTi NbsSn NbTi
Cooling modea PB PB FF FF -
Design current (A) 10,200 10,500 17,760 11,400
Current density, 27.4 24.7 20.15 24.1 winding (MA/ml)
Current density, 15.3 15.7 17.6 16.3 coil (MA/m*)*
Design MA turns 6.40 ‘6.53 7.53 6.70
Winding Edge wound, Flat wound, 6 In grooves Flat wound, 7 configuration 14 layers double pancakes in 24 plates double pancakes,
impregnated
Structure Type 304L SS, Type 316LN SS, Al alloy Type 316LN SS, welded case bolted and 2219-T87, bolted, sealed
welded csse bolted plates csse
Japan
JAERI
Hitachi
Hitachi Cable Ltd.
NbTi
PB
10,220
26.6
Switzerland
SIN
BBC
SASM/BBC
NbTi
FF
13,000
30.7
16.0 17.9
6.73 5.95
Edge wound, 20 Wound in 11 double pancakes double pancakes,
impregnated
Type 304LN SS, Type 316L/316LN bolted and SS, bolted csse welded case
;PB: boibng at 0.1 MPa (4.2 K); FF: 1.2 MPa (3.6 K). ‘Average over total cross section of winding and structure in nose region. %cludes plate structure inside the outermost conductor boundary.
NbTi & Nb3Sn (PB & FF)
13Thursday, February 17, 2011
Conductor Configurations
6
lGC/GE
IGClGD
CHANNELS
VACUUMSCHMELZE
AIRCOAVH
Fig. 3. Configurations of conductors in the LCT coils.
the WH coil was heat-treated to form NbsSn and then bent to the contours of the coil, wrapped with insula- tion, and fitted into grooves in the plates, which were bolted together to make the coil. The JA coil winding, with passages among the conductors for PB cooling, was compressed in the final stages of assembly. The inner and outer rings were shrink-fitted; then, the side plates were forced into place with jacks and bolts. The GD winding was placed in the case, and polyurethane was injected between the case and a membrane around the winding to fill the clearance. For the GE/OR coil, insulating shims were inserted between winding and coil case.
Facility description
The test facility, whose official name was the Inter- national Fusion Superconducting Magnet Test Farili ty? consisted of the test stand, holding six coils in a toroit1a.l array, and ancillary systems.
The 420-t test stand was enclosed in an 11-m vac- uum tank. Each coil was fastened to a central bucking post by wedges inserted through upper and lower collars into slots in the coil’s structure. Torque rings supported the outer corners of each coil against put-of-plane forces. An assembly including a pair of 1.3-m-diam copper coils was mounted on a track that threaded the bores of the test coils. A system of ratchets and wedges actuated by helium-gas-driven pistons moved and locked the assem- bly. In operation, the coils produced a pulsed poloidal field of 0.2 T at the selected test coil windings. LN cooling was provided through flexible hoses. The entire test stand rested on a structure in which LN intercepted heat conducted from the outside. The vacuum tank was lined with panels cooled with LN and blanketed with superinsulation. (See fig. 2.)
The helium cooling system was designed to circulate up to 300 g/s at 1.5 MPa and 3.8 K through the three FF coils while supplying liquid at 0.1 MPa and 4.2 K to the other coils and the bucking post. In this mode, the primary liquefier/refrigerator provided simultane- ously 0.2 kW of refrigeration at 4.2 K, 1.5 kW at 3.6 K, and liquefaction of 360 L/h from warm gas. This refrigerator was intentionally not sized to be capable of quick cooldown of the test array or of keeping up with helium boiloff under some test conditions. The fa.rility also included two smaller helium liquefiers, which pro- vided up to 100 L/h when required. Typically, during high-current tests, a reserve of liquid in a 19,000-L dew- ar was steadily depleted and then was recuperated a.t night and on weekends.
Each coil had a separate 12-V power supply with a control system that enabled coordinated ramping of currents. A protection system detected any normal zone in a coil and automatically discharged the coils through individual dump resistors outside the vacuum tank. The transitions from external, room-temperature conductors were through 12 vapor-cooled leads in dew- ars arrayed around the tank (visible in fig. 2). More than 1600 sensor leads from the coils and test stand came out of the tank to patch panels where those perti- nent to the test in progress were connected to the data acquisition system. This system recorded and analyzed data in a cluster of computers linked to the test facility.
Chronology and. operating experience
In 1981-82, the facility operations group was formed and began training and acceptance testing. The first coil (from Japan) was delivered inNovemberl982, after testing at Naka. In 1983, the helium refrigerator was commissioned and the JA and GD coils wcrc in- stalled. An attempted cooldown was thwarted by Ira.ks at seal welds of tubing on the GD coil. While repairs
Left: PBRight: FF
14Thursday, February 17, 2011

LCT ScheduleEzecutive Summary 7
were being made, the CH coil arrived and was put into the test stand; it was connected structurally and cryo- genically but had no high-current leads. This led to operation of the facility for partial-array coil tests in June-September 1984.
and alternating periods of preparations for testing). For the 22-month period from October 1985 until Septem- ber 1987, the fraction was 0.57. Table 3 lists principal causes of downtime or necessary, unplanned activities.
The EU coil was delivered in November 1984, af- ter having been tested at Karlsruhe. The GE/CR coil was delivered immediately thereafter, leaving only the WH NbsSn coil to be completed. After delays caused by various technical difficulties, that coil was delivered in August 1985. It was promptly installed along with the pulse coil system, thus completing the test stand assembly in October 1985.
Table 3
The six-coil test program was accomplished over the next 23 months. The chronology of operations and tests is briefly outlined in table 2. (The coil tests are more fully described later.)
Table 2 Chronology of operation with full test array
Locate and repair leaks and evacuate tank Start cooldown and replace leaking
heat exchanger
Nov.-Dec. 1985 Dec.-Jan. 1986
Facility problems that delayed coil testing between November 1985 and September 1987
Problem area Delays (d) Air leakage into helium 124 Abnormal heat leaks 14 Leak in cooldown heat exchanger 29 . Leak in oil cooler 17 Helium compressors 31 Other helium system components 3 Test coil current systems 5 Pulsed-field system 7 Data acquisition system 8 Planned services (air, water, and electricity) 22
260
Cool down and begin superconducting Single-coil checks and tests to full current Test controls in six-coil operation Six-coil tests at rated current and 8 T Tests with pulsed poloidal field Single-coil high-temperature and
high-current tests
Jan.-Feb. 1986 Mar.-June 1986 June-July 1986 July-Nov. 1986 Dec.-Mar. 1987 Mar.-June 1987
Six-coil higher-field tests Five-coil tests with extreme
out-of-plane loads
July-Aug. 1987 Aug. 1987
After the final test, the assembly was gradualI\ warmed up to room temperature. On October 9, 1987, the vacuum tank lid was removed after having lIeen sealed for more than 22 months. After inspections of the test stand, partial disassembly began. The JA coil was removed in November, the EU coil in December, and the CH coil in January. Each was further inspected, packaged, and turned over to the owner for shipment,
Coil safety tests Highest-symmetric-field tests Warmup
Aug. 1987 Sept. 1987 Sept. 1987
Single-coil tests
The lengthy period of sustained operation produced useful information on performance of supporting sys- tems and overall availability of the facility for use in coil tests. The helium refrigeration system was of particular interest. Six-coil operation confirmed that the capacity was adequate, although cooldown and recovery after some tests were undesirably slow. The performance of vacuum and LN systems met all requirements. The coil protection system also worked quite well. Coil instru- mentation and data acquisition systems proved capable of acquiring abundant, reliable data for the penetrat- ing analysis of coil performance that was the goal of the program. An exception to the generally satisfactory performance was the system for moving and locking the pulse coils, which became inoperable after tests of the first three coils. Repairs would have required warmup; so, rather than extend the program, plans for testing the other coils in pulsed fields were dropped.
The first tests of each coil were essentially single-coil tests. After electrical checks and leak tests at room tem- perature, temperature distributions in each coil were monitored during cooldown, and cold leak tests were performed. Subsequently, each coil was independently energized for various tests.
For each coil, in turn, the current was gradually raised, with pauses to analyze diagnostic data at each new level, until the rated current was reached. No evi- dence of training and no impediment to operation were encountered with any coil in this series of tests, which:
l measured characteristic parameters such as induc- tance and dump time constant;
l verified performance of power supplies, quench de- tectors, and dump systems;
l measured heat leakage into each coil; l recorded strains, acoustic emissions, and voltage
spikes during charging and discharging; and l demonstrated ability to operate stably at rated cur-
rent.
Facility availability was defined as the fraction of The nature of the stability test varied, depending time spent in previously planned activities (coil testing on the coil design and on special provisions for pulsed
Ezecutive Summary 7
were being made, the CH coil arrived and was put into the test stand; it was connected structurally and cryo- genically but had no high-current leads. This led to operation of the facility for partial-array coil tests in June-September 1984.
and alternating periods of preparations for testing). For the 22-month period from October 1985 until Septem- ber 1987, the fraction was 0.57. Table 3 lists principal causes of downtime or necessary, unplanned activities.
The EU coil was delivered in November 1984, af- ter having been tested at Karlsruhe. The GE/CR coil was delivered immediately thereafter, leaving only the WH NbsSn coil to be completed. After delays caused by various technical difficulties, that coil was delivered in August 1985. It was promptly installed along with the pulse coil system, thus completing the test stand assembly in October 1985.
Table 3
The six-coil test program was accomplished over the next 23 months. The chronology of operations and tests is briefly outlined in table 2. (The coil tests are more fully described later.)
Table 2 Chronology of operation with full test array
Locate and repair leaks and evacuate tank Start cooldown and replace leaking
heat exchanger
Nov.-Dec. 1985 Dec.-Jan. 1986
Facility problems that delayed coil testing between November 1985 and September 1987
Problem area Delays (d) Air leakage into helium 124 Abnormal heat leaks 14 Leak in cooldown heat exchanger 29 . Leak in oil cooler 17 Helium compressors 31 Other helium system components 3 Test coil current systems 5 Pulsed-field system 7 Data acquisition system 8 Planned services (air, water, and electricity) 22
260
Cool down and begin superconducting Single-coil checks and tests to full current Test controls in six-coil operation Six-coil tests at rated current and 8 T Tests with pulsed poloidal field Single-coil high-temperature and
high-current tests
Jan.-Feb. 1986 Mar.-June 1986 June-July 1986 July-Nov. 1986 Dec.-Mar. 1987 Mar.-June 1987
Six-coil higher-field tests Five-coil tests with extreme
out-of-plane loads
July-Aug. 1987 Aug. 1987
After the final test, the assembly was gradualI\ warmed up to room temperature. On October 9, 1987, the vacuum tank lid was removed after having lIeen sealed for more than 22 months. After inspections of the test stand, partial disassembly began. The JA coil was removed in November, the EU coil in December, and the CH coil in January. Each was further inspected, packaged, and turned over to the owner for shipment,
Coil safety tests Highest-symmetric-field tests Warmup
Aug. 1987 Sept. 1987 Sept. 1987
Single-coil tests
The lengthy period of sustained operation produced useful information on performance of supporting sys- tems and overall availability of the facility for use in coil tests. The helium refrigeration system was of particular interest. Six-coil operation confirmed that the capacity was adequate, although cooldown and recovery after some tests were undesirably slow. The performance of vacuum and LN systems met all requirements. The coil protection system also worked quite well. Coil instru- mentation and data acquisition systems proved capable of acquiring abundant, reliable data for the penetrat- ing analysis of coil performance that was the goal of the program. An exception to the generally satisfactory performance was the system for moving and locking the pulse coils, which became inoperable after tests of the first three coils. Repairs would have required warmup; so, rather than extend the program, plans for testing the other coils in pulsed fields were dropped.
The first tests of each coil were essentially single-coil tests. After electrical checks and leak tests at room tem- perature, temperature distributions in each coil were monitored during cooldown, and cold leak tests were performed. Subsequently, each coil was independently energized for various tests.
For each coil, in turn, the current was gradually raised, with pauses to analyze diagnostic data at each new level, until the rated current was reached. No evi- dence of training and no impediment to operation were encountered with any coil in this series of tests, which:
l measured characteristic parameters such as induc- tance and dump time constant;
l verified performance of power supplies, quench de- tectors, and dump systems;
l measured heat leakage into each coil; l recorded strains, acoustic emissions, and voltage
spikes during charging and discharging; and l demonstrated ability to operate stably at rated cur-
rent.
Facility availability was defined as the fraction of The nature of the stability test varied, depending time spent in previously planned activities (coil testing on the coil design and on special provisions for pulsed
15Thursday, February 17, 2011
10 Ezecutive Summary
of facility equipment and special equipment to be pro- vided by each participant, and detailed planning of ex- periments.
It had been foreseen that the purposes of LCT would be furthered by exchanging information on prac- tical aspects of manufacturing conductors and coils. The Annex therefore required participants to arrange visits to coil fabrication facilities. This provision was fully implemented, with every production line and as- sembly operation being visited not only by government laboratory personnel but also by employees of industrial firms engaged in similar work. Further information dis- semination was accomplished by exchange of monthly reports and final design reports among the LCT par- ticipants. The Executive Committee and the Project Officers met semiannually, most often at Oak Ridge.
A vital element of the LCT was the active participa- tion of long-term, on-site representatives at Oak Ridge in the day-to-day implementation of the test program. Assignments began in 1979 and continued into 1988. The number of non-U.S. personnel stationed at the test facility averaged six at any time, with length of assign- ments typically ranging from one month to t,wo yea.rs. Each participant was represented on a local commit,tcc that met at least weekly to review progress a.nd drcidr near-term plans. There was complete integration of all participants in the coil testing and analysis activities but not in the facility operation, which was performed by specially trained crews of ORNL personnel.
At the conclusion of the test program, coils belong- ing to Japan, EURATOM, and Switzerland were re- turned to the country of origin. The final act of the col- laboration in LCT was the evaluation of results, agree- ment on conclusions most relevant to future magnets for fusion programs, and joint preparation of a sum- mary report.
Conclusions
l All 11 critical objectives identified at the outset of the LCT were accomplished.
s The goals of coil and facility designs were achieved. l Limits of coil operability were explored and found
to be greater than design points by substantial mar- gins.
l Data from the coil tests were of high quality and of unprecedented depth, enabling conclusions as to feasible and optimal designs of toroidal magnets for tokamaks.
l The mature state of development of NbTi super- conductors was demonstrated again in LCT, as the performance of several kilometers wound into some of the coils was practically equal to that of short samples.
l The current-carrying ability of the NbsSn conduc- tor fell short of expectations because of imperfec- tions scattered along the 4-km length in the coil,
the result apparently of problems in conductor pro- duction. More R&D is needed.
l Some LCT tests demonstrated the expected capa- bility of NbsSn conductors for operation at tem- peratures much higher than would be tolerable for NbTi conductors.
l The practicality of both PB and FF cooling for TF coils of this size was demonstrated.
l Heat-removal capabilities commensurate with nu- clear heating in the TF magnet of a tokamak reactor are practicable with either PB-cooled or FF-cooled coils.
l LCT tests demonstrated outstanding stabilit! agamst thermal drsturbances in the PB-cooled coils of this size.
l LCT tests demonstrated that thermal disturbances in FF-cooled coils can be minimized by the con- struction techniques possible with internally cooled conductors.
l Satisfactory stability of much larger tokamak mag- nets should be achievable through use of the design procedures tested in LCT.
s High-voltage insulation of conductors and the con- sequent feasibility of rapid discharge of FF-cooled coils in the event of a quench were demonstrated in LCT.
l Loss of flow in an FF-cooled coil need not demand extremely rapid action to prevent damage.
s Energy that is magnetically stored in TF coils of a tokamak can be harmlessly dissipated by practical means.
s Evaluation of LCT results, in conjunction with other magnet R&D findings, suggest that 1°F cool- ing is preferable for TF coils much larger than those in LCT. Further R&D is needed, however, on the stability of FF-cooled coils with much longer cool- ing channels.
s Solutions to the problem of detecting a normal zone in the LCT coils were demonstrated, but further development, including alternate methods, is desir- able. d
l There were enough similarities between operation of the LCT test stand and the operation of magnet systems in a tokamak to make the LCT experience valuable.
l LCT facility operation demonstrated good avail- ability and revealed components and systems nced- ing improvement.
s The most important problem in LCT facility oper- ation was air leakage into the helium, emphasizing the importance of this failure mode in other helium refrigeration systems that have sections at subat- mospheric pressure.
s Effective collaboration in the LCT, involving as it did the integration of large-scale, advanced- technology components that were cooperatively de- signed and produced in several countries, presages success in larger such ventures.
LCT Conclusions
16Thursday, February 17, 2011

ITER Magnet Topics• Huge forces
• Manufacturing
• Large energy & quench protection
• Cryogenics (mechanical support without thermal conduction) and cooling
• CS & PF fatigue
• Alignment, assembly, symmetry, thermal contraction, …
17Thursday, February 17, 2011
ITER SC Coil Types
TF: Nb3Sn, 18 coils (11.8 T max)CS: Nb3Sn, 7 coils (13.5 T max)
PF: NbTi, 6 coils (6 T max)
!"#$"%&"'"$$($)()*"%)+$
,-./01.23"42515"678"9/-"&,:%(;:#,"<=9310-">-51?0 @/2A9-8"&&"B-.9170")"C2?-")D
E"))"!%"FGH"HH())(''";")
!"#$%&'(()*)+,*''-.#/&0'12&3.0"4/'5"&6
•The whole magnet system is supported by flexible columns and pedestals, one under each TF coil. •Each TF coil is electrically insulated from its support. The TF coil case also supports the vacuum vessel weight and operational loads. •All TF coils, the CS and the upper and outer PF coils are designed for removal from the machine in the event of a major fault. •The cryostat is designed so that the lower (trapped) PF coils can be rewound in situ under the machine. In addition, the PF coils have accessible joints (located at the outer diameter), so that individual double pancakes can be disconnected in-situ in the event of a fault.
18Thursday, February 17, 2011

All forces (including disruption forces) are supported from TF coil casing
Nucl. Fusion 49 (2009) 065012 R.J. Hawryluk et al
Figure 21. Reinforcement of the lower port connection to the main ITER vacuum vessel shell is shown in red. Only one of the two gussetsis shown.
prior results on JET and associated modelling. The impact ofrunaway electron mitigation was assessed.
This work has motivated further research in these areasincluding extensive discussions and detailed planning for jointexperiments within the ITPA, which will enable refinementsof the design requirements and support planning for theoperational phase. For example, the power thresholdfor H-mode operation has important ramifications for thehydrogen and deuterium phase of operation. Developmentof operational regimes in which ELMs are stabilized whileavoiding impurity accumulation can have great benefit.Continued close interaction between the ITER Organizationand the international scientific and technical community willbe critical to ensure that optimal use is made of ITER. TheITER Organization, through its focus on the construction ofthe project, identifies important problems of interest to thescientific community. The scientific community, through itson-going research program, identifies solutions to problemsthat have not yet been articulated. This synergy is valuableand should be maintained beyond the design phase.
This report was prepared as an account of work by or forthe ITER Organization. The Members of the Organizationare the People’s Republic of China, the European AtomicEnergy Community, the Republic of India, Japan, the Republicof Korea, the Russian Federation and the United States ofAmerica. The views and opinions expressed herein do notnecessarily reflect those of the Members or any agency thereof.Dissemination of the information in this paper is governedby the applicable terms of the ITER Joint ImplementationAgreement. The work was supported in part by US DOEContract DE-AC02-76CH03073.
References
Papers presented at the 22nd Int. Fusion Energy Conf.(Geneva) listed below can be found at http://www-naweb.iaea.org/napc/physics/FEC/FEC2008/html/index.htm
[1] Shimada M. et al 2007 Progress in the ITER Physics BasisNucl. Fusion 47 S1
[2] Holtkamp N. et al 2008 The status of the ITER design Proc.22nd Int. Conf. on Fusion Energy 2008 (Geneva,Switzerland, 2008) (Vienna: IAEA) OV/2-1
[3] Weng P. et al 2008 Results of ITER superconducting magnetR&D Proc. 22nd Int. Conf. on Fusion Energy 2008(Geneva, Switzerland, 2008) (Vienna: IAEA) IT/1-3
[4] Alejaldre C. et al 2008 ITER on the way to become the firstfusion nuclear installation Proc. 22nd Int. Conf. on FusionEnergy 2008 (Geneva, Switzerland, 2008) (Vienna: IAEA)IT/1-1
[5] Doyle E.J. et al 2007 Progress in the ITER Physics BasisNucl. Fusion 47 S18
[6] Albajar F., Johner J. and Granata G. 2001 Nucl. Fusion41 665
[7] Martin Y.R. et al 2008 J. Phys.: Conf. Ser. 123 012033[8] Ryter F. et al 2008 H-mode threshold and confinement in
helium, deuterium and hydrogen in ASDEX UpgradeProc. 22nd Int. Conf. on Fusion Energy 2008 (Geneva,Switzerland, 2008) (Vienna: IAEA) PD/1-1
[9] Sartori R. et al 2002 Plasma Phys. Control. Fusion 44 1801[10] Gormezano C. et al 2007 Progress in the ITER Physics Basis
Nucl. Fusion 47 S285[11] Joffrin E.H. et al 2008 Development of the ‘hybrid’ scenario
in JET Proc. 22nd Int. Conf. on Fusion Energy 2008(Geneva, Switzerland, 2008) (Vienna: IAEA) EX/1-4Ra
[12] Petty C.C. et al 2008 Advances in the physics basis of thehybrid scenario on DIII-D Proc. 22nd Int. Conf. on FusionEnergy 2008 (Geneva, Switzerland, 2008) (Vienna: IAEA)EX/1-4b
[13] Kessel C.E. et al 2008 Development of ITER 15 MA ELMyH-mode inductive scenario Proc. 22nd Int. Conf. onFusion Energy 2008 (Geneva, Switzerland, 2008) (Vienna:IAEA) IT/2-3
[14] Sips A.C.C. et al 2009 Experimental studies of ITERdemonstration discharges Nucl. Fusion at press
[15] Jackson G.L. et al 2008 Simulating the ITER plasma startupscenario in the DIII-D tokamak Proc. 22nd Int. Conf. onFusion Energy 2008 (Geneva, Switzerland, 2008) (Vienna:IAEA) IT/P7-2
[16] Luce T.C. et al 2008 35th EPS Conf. on Plasma Physics(Hersonissos, Greece, 9–13 June 2008) vol 32 (ECA)P-2.073
[17] Ferrara M., Hutchinson I.H. and Wolfe S.M. 2008 Nucl.Fusion 48 065002
[18] Portone A. et al 2008 ITER plasma vertical stabilizationProc. 22nd Int. Conf. on Fusion Energy 2008 (Geneva,Switzerland, 2008) (Vienna: IAEA) IT/2-4Ra
[19] Humphreys D. A. et al 2008 Experimental vertical stabilitystudies for ITER performance and design guidance Proc.22nd Int. Conf. on Fusion Energy 2008 (Geneva,Switzerland, 2008) (Vienna: IAEA) IT/2-4Rb
[20] Urano H. et al 2007 Nucl. Fusion 47 706[21] Saibene F. et al 2008 Results of the variable toroidal field
ripple experiments in JET Proc. 22nd Int. Conf. on FusionEnergy 2008 (Geneva, Switzerland, 2008) (Vienna: IAEA)EX/2-1
[22] McCracken G. et al 1997 Phys. Plasmas 4 1681[23] Lipschultz B. et al 2001 Nucl. Fusion 41 585
13
19Thursday, February 17, 2011
Fusion Engineering and Design 58–59 (2001) 153–157
Key features of the ITER-FEAT magnet system
K. Okuno *, D. Bessette, M. Ferrari, M. Huguet, C. Jong, K. Kitamura,Y. Krivchenkov, N. Mitchell, H. Takigami, K. Yoshida, E. Zapretilina
ITER Joint Central Team, Naka Joint Work Site, 801-1 Mukouyama, Naka-machi, Naka-gun, Ibaraki-ken, 311-0193, Japan
Abstract
The design of the ITER magnet system is being finalized. The reference design of the winding pack of the TF coilis based on the use of circular conductors supported by radial plates. This design has been chosen for its highinsulation reliability during operation. The overall TF coil structure includes pre-compression rings made ofunidirectional fiber glass, which reduce the stress level in the outer intercoil structures and the coil case. The designof the central solenoid, including pre-load structure, has been developed. Two conductor jacket options are still underinvestigation for the CS and the final choice will be based on the results of on-going R&D. © 2001 Elsevier ScienceB.V. All rights reserved.
Keywords: ITER-FEAT magnet system; Central solenoid; Outer intercoil structures
www.elsevier.com/locate/fusengdes
1. Introduction
The ITER magnets are designed to meet therequirements of the plasma configuration chosenfor the machine [1]. The magnet system will be thelargest set of superconducting magnets ever builtand it will be required to operate under demand-ing mechanical and electromagnetic conditions.Therefore, the design involves the selection oftechnically reliable and cost effective conceptsamong the various technologies which have beenconsidered.
The ITER magnet system consists of 18toroidal field (TF) coils, a central solenoid (CS),
six poloidal field (PF) coils, as shown in Fig. 1,and three sets of correction coils (CCs). The TFcoil winding packs are enclosed in cases whichconstitute the main structure of the magnet sys-tem. The inboard straight legs of the TF coils arewedged to sustain the centering forces. Frictionforces at the wedge sustain part of the out-of-plane loads which result from the interaction ofTF coil current with the poloidal magnetic field.The out-of-plane loads are also supported byshear keys located at the inboard curved regionsof the TF coils and by four outer intercoil struc-tures (OISs) along the outboard leg contour. Adistinctive feature of the TF coils winding pack isthe use of radial plates with grooves whichprovide support for the conductor. Each TF coilis 14 m high and 9 m wide and will operate at 12T with a total current of 9.1 MA. The CS assem-bly consists of a stack of six modules. The six
* Corresponding author. Tel.: +81-29-270-7761; fax: +81-29-270-7507.
E-mail address: [email protected](K. Okuno).
0920-3796/01/$ - see front matter © 2001 Elsevier Science B.V. All rights reserved.PII: S0920 -3796 (01 )00419 -7
K. Okuno et al. / Fusion Engineering and Design 58–59 (2001) 153–157154
Fig. 1. ITER magnet system— isometric view. CS and correction coils are not shown.
modules are electrically independent to providenon-uniform current distributions along the verti-cal axis as required by plasma shaping. The CSoperates at 13.5 (initial magnetization, IM) and12.8 T (end of burn, EOB). A pre-load structureprovides axial compression on the CS stack toavoid any separation between the CS modules,and supports the whole stack against net verticalforces.
This paper describes some distinctive featuresof the ITER magnet system: the TF winding packdesign, the use of pre-compression rings in the TFcoil structure and the CS conductor and pre-loadstructure.
2. TF coil radial plate design
The reference winding pack design is based onthe use of radial plates and circular conductors ina double-pancake configuration, as shown in Fig.2. The advantages and drawbacks of this designare summarized in Table 1. This design has beenchosen because of the expected high insulationreliability and the possibility to detect faults be-fore significant damage occurs. These consider-ations have been given a high, overriding priority,
considering that insulation faults are the mostprobable cause of magnet failure and also consid-ering the difficulties involved in the replacementof a TF coil. This concept has already beenproven in the TF Model Coil Project [2]. To solvethe cost issue, some R&D activities have been
Fig. 2. Cross sectional view of the TF coil at nose area.
20Thursday, February 17, 2011

Nuclear Fusion, Vol. 41, No. 10
Key engineering features of theITER-FEAT magnet system andimplications for the R&D programme
M. Hugueta, ITER Joint Central Team, ITER Home Teams
b, c, d
aITER Naka Joint Work Site,
Naka-machi, Naka-gun, Ibaraki-ken, Japan
bEuropean Home Team, EFDA Closing Support Unit,
Garching, Germany
cJapanese Home Team, JAERI Naka,
Naka-machi, Naka-gun, Ibaraki-ken, Japan
dRussian Home Team, D.V. Efremov Scientific Research Institute,
St. Petersburg, Russian Federation
Abstract. The magnet design of the new ITER-FEAT machine comprises 18 toroidal field (TF)coils, a central solenoid (CS), 6 poloidal field coils and correction coils. A key driver of this new designis the requirement to generate and control plasmas with a relatively high elongation (κ95 = 1.7)and a relatively high triangularity (δ95 = 0.35). This has led to a design where the CS is verticallysegmented and self-standing and the TF coils are wedged along their inboard legs. Another importantdesign driver is the requirement to achieve a high operational reliability of the magnets, and this hasresulted in several unconventional designs, and in particular the use of conductors supported in radialplates for the winding pack of the TF coils. A key mechanical issue is the cyclic loading of the TF coilcases due to the out-of-plane loads which result from the interaction of the TF coil current and thepoloidal field. These loads are resisted by a combination of shear keys and ‘pre-compression’ rings ableto provide a centripetal preload at assembly. The fatigue life of the CS conductor jacket is anotherissue, as it determines the CS performance in terms of the flux generation. Two jacket materials anddesigns are under study. Since 1993, the ITER magnet R&D programme has been focused on themanufacture and testing of a CS and a TF model coil. During its testing, the CS model coil hassuccessfully achieved all its performance targets in DC and AC operations. The manufacture of theTF model coil is complete. The manufacture of segments of the full scale TF coil case is anotherimportant and successful part of this programme and is near completion. New R&D effort is nowbeing initiated to cover specific aspects of the ITER-FEAT design.
1. Introduction
The ITER-FEAT machine is a tokamak with a
nominal plasma major radius of 6.2 m and a plasma
minor radius of 2 m. The nominal plasma current
is 15 MA and the toroidal field at the major radius
is 5.3 T. The project goals are to achieve extended
burn, for a duration of about 400 s, in inductively
driven plasmas with a ratio of fusion power to auxil-
iary power (Q) of at least 10, and to aim at demon-
strating steady state operation using non-inductive
current drive with a Q of at least 5. In addition to
these physics goals, the technological objectives are
to demonstrate the availability and integration of
essential fusion technologies and to test components
of a future reactor. Tritium breeding blanket mod-
ules are to be tested with an average neutron flux
of at least 0.5 MW/m2
and a neutron fluence of at
least 0.3 MW a/m2
[1]. These programme objectives
require operational flexibility to allow the optimiza-
tion of performance and the possible future use of
new, more advanced plasma scenarios [2]. An exam-
ple of this operational flexibility, which is important
for the magnet design, is the requirement to be able
to operate at a plasma current of 17 MA, albeit with
a reduced inductive burn duration.
A key driver of the ITER-FEAT magnet design is
to generate and control plasmas [3] with a relatively
high elongation κ95 of about 1.7 and a relatively
high triangularity δ95 of 0.35. These plasma shap-
ing specifications are more demanding than those of
the 1998 ITER design [4] and have made it neces-
sary to adopt a design where the central solenoid
(CS) is vertically segmented into several electrically
Nuclear Fusion, Vol. 41, No. 10 c�2001, IAEA, Vienna 1503
21Thursday, February 17, 2011
Fusion Engineering and Design 84 (2009) 210–214
Fusion Engineering and Design 84 (2009) 210–214
Contents lists available at ScienceDirect
Fusion Engineering and Design
journa l homepage: www.e lsev ier .com/ locate / fusengdes
Critical issues for the manufacture of the ITER TF coil winding pack
N. Koizumia,!, T. Hemmia, K. Matsuia, H. Nakajimaa, K. Okunoa, K. Kunob, K. Nomotob
a ITER Superconducting magnet technology group, JAEA, 801-1 Mukoyama, Naka, Ibaraki, Japan, 311-0193b Energy Systems Center, Mitsubishi Electric Corporation, 1-1-2, Wadamisaki, Kobe, Hyougo, Japan, 652-8555
a r t i c l e i n f o
Article history:Available online 8 February 2009
Keywords:ITERTF coilWinding packSuperconducting magnetNb3Sn
a b s t r a c t
Research and trials by the Japan Atomic Energy Agency (JAEA) focus on the remaining technical issues inthe ITER TF coil winding pack (WP) manufacturing process. Specific issues include the feasibility of auto-matically measuring conductor length during automatic winding with a high degree of accuracy (±0.02%)and a fabrication process to comply with the demanding tolerances (up to 1 mm distortion in flatness and1.5 mm in-plane shrinkage) of the radial plate (RP) due to cover plate (CP) welding. The authors developeda new technique to measure conductor length very accurately by combining an ordinary encoder and anewly developed optical system. A simulation based on test results of CP welding using a RP mock-upindicates that a flatness of 1 mm is achievable, but the in-plane shrinkage of the RP is approximately5 mm. One possible solution is to fabricate the RP larger than required to allow for in-plane shrinkage.Another solution is to reduce the thickness or length of the welding. The feasibility of these solutions tomost of the major technical issues suggests that it is time for full qualification testing of the fabricationprocess in a dummy double-pancake trial.
© 2009 Elsevier B.V. All rights reserved.
1. Introduction
The ITER superconducting magnet system consists of 18 ToroidalField (TF) coils, 6 Central Solenoid (CS) modules, 6 Poloidal Field (PF)coils and 18 Correction coils [1]. The Japan Atomic Energy Agency(JAEA), as the Japanese Domestic Agency (JADA) in the ITER project,is responsible for the procurement of 9 TF coil winding packs (WP),structures for 19 TF coils, (including one spare), and assembly of theWP and the coil structures for 9 TF coils. The manufacture of the TFcoils, illustrated in Fig. 1, contains some remaining technical issues.Major parameters of the TF coil are listed in Table 1. From 2006 to2007 JAEA attempted to devise solutions for the technical issues inthe TFWP manufacturing process. This paper presents the resultsof these activities.
2. Issues in the TFWP manufacturing process
The manufacturing process of the TFWP, as illustrated in Fig. 2, isas follows: (1) a radial plate (RP), designed to enhance the mechan-ical and electrical reliability of the insulation, is fabricated [2,3]; (2)the conductor is wound into a D-shaped, double-pancake wind-ing; (3) the conductor is heat-treated at 650 "C for approximately200 h; (4) the RP is inserted between the pancakes by expand-ing the distance between the pancakes and the conductor with a
! Corresponding author. Tel.: +81 29 270 7476.E-mail address: [email protected] (N. Koizumi).
1.95 mm multilayer glass-polyimide turn insulation that is insertedinto the grooves on both surfaces of the RP. This process must notproduce any strain which might degrade conductor performanceand/or damage the turn insulation; (5) a cover plate (CP) is weldedto the RP teeth, which are profiles between grooves in the RP, tofix the conductor; (6) a double-pancake (DP) is wrapped in mul-tilayer glass-polyimide DP insulation with a minimum thicknessof 1 mm, and the DP insulation is vacuum-pressure impregnatedtogether with the turn insulation; (7) 7 DPs are stacked togetherand vacuum-pressure impregnated to form a rigid WP after an elec-trical connection is established among adjacent DPs by means of aninter-DP joint.
The major techniques for TF coil fabrication were demonstratedduring the development of the TF model coil (TFMC) [4]. Newtechnical issues have arisen since the TF coil was increased approx-imately three-fold in scale from the TFMC [5,6]. Research by JAEAfocuses on the following major technical issues remaining in theTFWP manufacturing process.
2.1. Accurate conductor length measurement during winding
Tolerances between the RP teeth and the turn insulation are±2.9 mm at the top and bottom of the winding and ±1.9 mm at theoutboard. These tolerances are quite minimal compared to the over-all TF winding height of 13.7 m and width of 8.7 m. Although errorin the curvature of the winding can be corrected by slightly bend-ing the conductor, error in conductor length cannot be corrected.If the conductor is too long or too short, the shape after winding
0920-3796/$ – see front matter © 2009 Elsevier B.V. All rights reserved.doi:10.1016/j.fusengdes.2008.12.105
214 N. Koizumi et al. / Fusion Engineering and Design 84 (2009) 210–214
Fig. 6. Out-of-plane distortion of the RP mock-up after welding on the P and N sides.The out-of-plane distortion is measured at the ends (!11" and 11") and in the center(0") of the RP mock-up with the welded surface facing up. The P and N sides in thefigure indicate the out-of-plane distortion measured after welding the P and N sides,respectively.
test results of the RP mock-up with the calculated out-of-plane dis-tortion and in-plane shrinkage in a circumferential direction. Theestimated inherent strain exhibits a discrepancy between the P andN sides. One possible explanation for the discrepancy is an expan-sion of the gap between the CP and the RP teeth before weldingon the N side as a result of fixing the support beam along only theinner and outer surfaces, as described above. Restraint along thefull width of the RP may prevent this out-of-plane distortion. Anequivalent level of strain was assumed on both the P and N sides inthe present calculation.
Results indicate out-of-plane distortion and in-plane shrinkageof 1 and 5 mm, respectively. This level of distortion in flatness sat-isfies the requirement, but leaves very little additional margin. Itis possible during the manufacturing process of the RP to add anadditional margin, and this proposal may solve this issue. On theother hand, results for in-plane shrinkage do not meet the require-ment. However, this problem may be solved by fabricating the RPlarger than is required in order to account for in-plane shrinkagedue to welding. Additionally, since stress analysis of the DP by theauthors indicates that a reduced welding thickness and/or a short-ening in the welding length is acceptable from a mechanical pointof view, another solution is to reduce the welding thickness and/orlength, which seems preferable. Thus, preliminarily we may con-clude that achieving the required tolerances for the DP is feasible,with the caveat that final qualification testing using a dummy DP is
carried out to predict in-plane shrinkage precisely and to demon-strate the feasibility of achieving these highly demanding tolerancerequirements.
4. Conclusion
A number of technical issues in the TFWP manufacturing processremain to be solved. Research and trials by JAEA focused on solvingthese issues, with the following results:
1) A new, highly accurate system for measuring conductor length towithin ±0.02% is developed by combining an ordinary encoderand a newly developed optical system.
2) In-plane shrinkage of the DP due to CP welding is predictedto be about 5 mm, which is larger than the tolerance require-ments. One possible solution is to fabricate the RP to dimensionslarger than required in order to allow for in-plane shrinkage bywelding. Another solution is to reduce welding thickness and/orlength.
From these results, it may be concluded that most of the majortechnical issues have been solved and that it is time to move to finalqualification testing via a dummy DP trial fabrication to completelydemonstrate the feasibility of the TFWP manufacturing procedure.
Acknowledgment
The authors thank Dr. R. Yoshino in JAEA for his continuoussupport of this work. The authors also wish to express their appre-ciation to Drs. J. Knaster and N. Mitchell in the ITER Organizationand to A. Bonito-Oliva and C. Sborchia in the EUDA for the fruitful,collaborative discussions regarding construction of the TF coils.
References
[1] N. Mitchell, D. Bessette, R. Gallix, C. Jong, J. Knaster, P. Libeyre, et al., The ITERmagnet system, IEEE Trans. ASC 18 (2008) 435–440.
[2] K. Abe, H. Nakajima, K. Hamada, K. Okuno, H. Kakui, H. Yamaoka, et al., Manufac-turing study and trial fabrication of radial plate for ITER toroidal field coil, IEEETrans. ASC 16 (2006) 807–810.
[3] H. Nakajima, K. Hamada, K. Okuno, K. Abe, T. Shimizu, H. Kakui, et al., Devel-opment of optimum manufacturing technologies of radial plates for the ITERtoroidal field coils, Fus. Eng. Des. 82 (2005) 1473–1480.
[4] A. Ulbricht, J.L. Duchateau, W.H. Fietz, D. Ciazynski, H. Fillunger, S. Fink, et al., TheITER toroidal field model coil project, Fus. Eng. Des. 73 (2005) 189–327.
[5] C. Sborchia, Y. Fu, R. Gallix, C. Jong, J. Knaster, N. Mitchell, Design and specificationof the ITER TF coils, IEEE Trans. ASC 18 (2008) 463–466.
[6] N. Koizumi, H. Nakajima, K. Matsui, T. Isono, T. Takayanagi, M. Hasegawa, et al.,Results of R&D on ITER-TF winding critical issues, IEEE Trans. ASC 18 (2008)475–478.
[7] T. Hemmi, N. Koizumi, K. Matsui, K. Okuno, A. Nishimura, M. Sakai, et al., Devel-opment of insulation technology with Cyanate Ester resins for ITER TF coils, Fus.Eng. Des. 84 (2009) 923–927.
[8] K. Humer, K. Bittner-Rohrhofer, H. Fillunger, R. Maix, R. Prokopec, H. Weber, Radi-ation effects on the mechanical properties of insulators for fusion magnets, Fus.Eng. Des. 81 (2006) 2433–2441.
[9] M. Mochizuki, M. Hayashi, T. Hattori, Numerical analysis of welding residualstress and its verification using neutron diffraction measurement, ASME Trans.J. Eng. Mater. Technol. 122 (1) (2000) 98–103.
22Thursday, February 17, 2011

!"#$"%&"'"$$($)()*"%)+$
,-./01.23"42515"678"9/-"&,:%(;:#,"<=9310-">-51?0 @/2A9-8"&&"B-.9170"C"D2?-"E
F"'G"!%"'"HH())()I"J"$+)
!"#$%&'(()*+,'-.&/01"23'4"&5'26'7%829101:';<&%=0.'><"&.?9'@A%829101'@7;>B:'1%039"1"23@;;>B:'/0A$$='/&99&.'@44;>B'03?'9$CC2%1'@>;>BB:'03?'D%0/"18'>$CC2%19
Cryostat and Thermal Shields/Supports
In all cases the thermal shields consist of stainless steel panels that are cooled by helium gas with 80K inlet temperature. The cooling lines remove the heat load intercepted from the warm surfaces. The cold structures, operating around 4K face the TS surfaces. The conductive heat loads from all thermal shields are limited to small losses through their supports.
•Initially, circular metallic bellows were considered to connect the interspace duct wall extensions of the VV ports with the cryostat port. Bellows are required to compensate for differential movements. However, due to the relatively large port sizes, these bellows would become so large that there would be insufficient space left between them for accessing (for repair operations) the region between the equatorial and divertor ports inside the cryostat. Two alternative designs have been proposed involving either metallic, circular bellows that are attached outside the interspace, or rectangular bellows made of reinforced elastomer materials. The latter leave maximum space for interventions inside the cryostat near the equatorial and divertor port regions and have the least impact on the building and component layout. The use of rectangular, elastomer bellows is therefore the present reference configuration.
23Thursday, February 17, 2011
212 N. Koizumi et al. / Fusion Engineering and Design 84 (2009) 210–214
Fig. 2. Manufacturing process of the TF winding pack.
experience in impregnating a large magnet with CE resin. Addition-ally, the huge mass of the DP and WP makes it difficult to control thetemperature distribution during epoxy gelling and curing. There-fore, impregnation and curing techniques for the DP and WP remaina major issue.
3. R&D to solve the critical issues
To solve the major issues outlined above, JAEA performed thefollowing activities: (1) development of an automatic, highly accu-rate conductor length measurement system to use during windingand (2) trial CP welding using a one-meter, curved RP mock-up anda preliminary prediction of TF coil DP welding deformation. Theseresults are detailed in the text that follows.
Results obtained from investigating impregnation and curingtechniques of DP and WP are described in [7].
3.1. Development of a highly accurate winding system
The authors successfully developed a winding head in 2006 thatdemonstrates the feasibility of automatically bending the conduc-tor [6]. Conductor length was measured through an encoder in thiswinding head. However, with an encoder it is difficult to guaranteean accurate measurement to within a tolerance of ±0.02% for theentire length of the conductor since slippage between the encoderand the conductor may occur during winding. Accumulation of thiserror represents an unacceptable source of variance. Accordingly,the authors developed a new system for measuring in a highly accu-rate manner the length of a conductor by combining an encoder andan optical method.
The newly developed measuring system works as follows: (1)the conductor surface is scratched with a laser marker at a pre-determined interval, such as 1.5 m; (2) the distance between thetwo marks is measured online by using two CCD (Charge CoupledDevice) cameras, the distance between which is precisely measuredbefore winding; (3) summing the number of intervals between thescratches to determine the total length of the conductor.
The conductor length must be measured repeatedly to identifyprecisely the point at which to alter the curvature of the conduc-tor during winding. The optical method allows for the conductorlength to be measured only at the scratch marks. Therefore, anencoder is necessary to continuously measure the conductor lengthbetween the scratches. Note that even if some error is incorporatedin the encoder measurement, the error can be corrected throughthe optical measurement. Fig. 3 shows a schema of this system anda photograph of the improved winding head with CCD cameras.Note that it is not installed on this system because an expensivelaser marker is not necessary to demonstrate the validity of thesystem.
To confirm the validity of this system, a test was conducted tomeasure the distance between scratches. Marks were mechanicallyscratched on the conductor surface prior to the test. The accuracyof the resulting measurement exceeded 0.01% in a manner thatdemonstrates the feasibility of an automatic, highly accurate sys-tem for measuring conductor length. In addition, a trial windingof a D-shaped single turn coil, whose dimensions are about 1/3 ofthe TF coil winding, was conducted using a stainless steel tube. Thewinding was accomplished successfully, as may be seen in Fig. 4.This result demonstrates the feasibility of accurately measuring thelength of a TF conductor so as to achieve the right geometry of theTF coil D-shaped winding.
N. Koizumi et al. / Fusion Engineering and Design 84 (2009) 210–214 211
Fig. 1. ITER TF coil main design features.
would not allow the conductor to be inserted into the RP groove.The allowable tolerance for the length of the conductor is ±0.045%.
The elongation or shrinkage of the conductor as a result of heattreatment was measured at less than ±0.03%, using a proto TF con-ductor [6]. The winding dimension prior to heat treatment thereforemay be determined by taking this change into account. The errorof this prediction is conservatively estimated to be half of the elon-gation or shrinkage of the conductor, i.e. ±0.015%. The authors alsosuppose that the length of the RP groove has an error of ±0.01%,although the final machining of each RP section may minimize sucha large error. Thus, the allowable error in measuring the length ofthe conductor during winding is ±0.02%, the achievement of whichseems challenging when considering the entire length of the con-ductor during automatic winding.
Table 1Major parameters of the ITER TF coil.
ConductorNumber of Nb3Sn strands 900Number of Cu strands 522Diameter of strand 0.82 mmConductor outer diameter 43.7 mmConduit material Stainless steel (ST316LN)
CoilConductor length 760 m/regularDP
415 m/side DPWeight of single coil 310 tonWeight of winding pack 110 tonNominal current 68 kANominal field 11.8 TOperating voltage 7 kVStored energy of 18 coils 41 GJ
2.2. Tolerance of severe deformation as a result of CP welding
Although the total length of all welds for each regular DP mea-sures approximately 1.5 km, the required flatness is 2 mm and thetolerance of in-plane deviation from the current center line (CCL) is2 mm at the inboard, and 3 mm at the outboard, respectively. Theselevels of deviation from the CCL represent tolerances of approxi-mately ±2.5 mm of in-plane displacement.
A RP may acquire out-of-plane distortion during its fabrication.The authors assume a 1 mm level of out-of-plane distortion as aresult of the RP fabrication process. Tolerances due to CP weldingare estimated at 1 mm. Since a tolerance of ±0.01% in the RP isassumed during the RP manufacturing process, the tolerance of in-plane welding deformation is estimated at approximately ±1.5 mm.Laser welding may minimize welding deformation. However, theminimal dimensions of allowable tolerances mean that larger defor-mations may exceed the given requirements.
2.3. Impregnation
In the TF model coil (TFMC) [4] manufacturing process, epoxyresin, which is usually employed in a superconducting magnetinsulation system, was used, and the TFMC DP was impregnatedwithin 10 h. However, since the TF coil is much larger than theTFMC, the impregnation period may take as long as 50 h [6]. Inaddition, a recent study [7] suggests that more time may be neces-sary. Furthermore, the resin must be able to endure irradiation bya fast neutron fluence of 1022 n/m2. Cyanate Ester (CE) resin [8] isone of the best candidates to meet these specifications. However,the authors do not know of any individual or organization with
24Thursday, February 17, 2011

PF
!"#$"%&"'"$$($)()*"%)+$
,-./01.23"42515"678"9/-"&,:%(;:#,"<=9310-">-51?0 @/2A9-8"&&"B-.9170")"C2?-")'
!"
!#
!$
!%
&
%
$
#
"
& ' % ( $ ) # * " + '& '' '% '(
,-./
0-./
123(
123%
123'
124'
124%
124(
5'
5%
5(
5$
5)
5#
! )
!$
!(
!%
!'
&
'
%
(
$
)
( $ ) # * " +
,-./
0-./
267268968
:;90!79<;
!"#$
2 """D "".E"FG"!%")"HH())()*";") E"FG"!%"'"HH())()*";")"""""""""""""""E"FG"!%"I"HH())()*";")
%&'()*+,,-.-./.++0+1+,234/%3!2+50'6*7&8+#96:&'()07&96;+<+1+=+>*?0)07)&8*>+9:+7@*69A&60B+>8*60)&9+?)*>*67*C+&6+20<B*+,,-.-./D;+8+1+E+>*?0)07)&8*>+9:+7@*+)*F*)>*C+>@*0)
>8*60)&9+?)*>*67*C+&6+20<B*+,,-.-./G+H>9B&C+B&6*>I06C+7@*+)*:*)*68*+>*?0)07)&J+9:+7@*+69A&60B+>8*60)&9+H8)9>>*>I
! )
!$
!(
!%
!'
&
'
%
(
$
)
( $ ) # * " +
,-./
0-./
:;90!79<;.=.0>/?!@?
&A$B<
'A)B<
%A)B<
(A)B<$A)B<)A)B<
267-268
C57
''A)B<
#A)B<
!(&
!%&
!'&
&
'&
%&
& )& '&& ')&
:?12(3
12%312'3
12'412%4
12(4
DE/F-.G
C57
267268
!'&
!)
&
)
'&
')
%&
& )& '&& ')&
:?
57'
57%
57(
57$
57)
57#
DE/F-.G
C57
267 268
E"FG"!%"F"HH())()*";")%&'()*+,,-.-./D++3F9B(7&96+9:+7@*+KB0>A0"9(6C0)L+$()&6'+7@*+#())*67+40A?/(?
06C+M*07&6'+K@0>*>
E"FG"!%"J"HH())()*";")%&'()*+,,-.-./G+N0F*:9)A>+9:+7@*+KB0>A006C+K%+#9&B+#())*67>+$()&6'+7@*+#())*67
40A?/(?+06C+M*07&6'+K@0>*>
25Thursday, February 17, 2011
PF!"#$"%&"'"$$($)()*"%)+$
,-./01.23"42515"678"9/-"&,:%(;:#,"<=9310-">-51?0 @/2A9-8"&&"B-.9170")"C2?-")D
0 2 4 6 8 10-150
-100
-50
0
50
100
150
Time (s)
(MW
)
Control power waveforms
0 0.2 0.4 0.6 0.8 1-150
-100
-50
0
50
100
150
Time (s)
(MW
)
Control power waveforms
0 5 10 15 200
20
40
60
80
100
Disturbance index
(MW
)
Maximum control power (all converters)
0 5 10 15 200
20
40
60
80
100
Disturbance index
(MW
)
Maximum control power (VS converter only)
1 2 3 4 5 6 7 8 9 10 11 120
1
2
3
4
5
6
Converter index
(kV)
Peak control voltage
1 2 3 4 5 6 7 8 9 10 11 120
2
4
6
8
10
Converter index
(kA)
Peak control current
E"DF"!%"G"GG())()*";")!"#$%&'(()*)*+,'-./0%.1'2.3&%'456&7.%89':0.;<'5/='2&5>9':?&/0%&<'@&150"6&'0.'0A&
B"90$%C5/?&9'D"90&='"/'E5C1&'(()*)*+F)''EA&'C.00.8'7%58&9'9A.3'0A&';&5>'?./0%.1'6.105#&:1&70<'5/='?$%%&/0':%"#A0<'./'0A&'85"/'?./6&%0&%9':*'0A%.$#A'**<'5/='./'0A&'GH'?./6&%0&%:"/=&I'*J<)''EA&'85"/'?./6&%0&%9'5%&'"=&/0"7"&='59'7.11.39K'"/=&I'*'%&7&%9'0.'0A&'9&%"&9
-H*LMDN'J'0.'-HJLN'O'0.'-HJDN'P'0.'-HOL'5/='F'0.'-HOD)'(/="?&9'Q'0A%.$#A'**'%&7&%'0.2!*'0A%.$#A'2!Q'%&9;&?0"6&1R
!"#$"%&"'"$$($)()*"%)+$
,-./01.23"42515"678"9/-"&,:%(;:#,"<=9310-">-51?0 @/2A9-8"&&"B-.9170")"C2?-")D
0 2 4 6 8 10 12
-8
-6
-4
-2
0
2
4
6
8
g1g2
g3
g4
g5
g6
!"#$ #% #& #'
(
(
(
( (
)$ )% )& )'*$ *% *& *' *+,-
*+,-. /. *$. 0. *%. (. *&. 0. *'
"""""""""""""E"FG"!%"H"II())()*";")!"#$%&'(()*)*+,'-./01".2'0234$56&%"2#'.7'18&'9:0;50+
<0::'=0>;?<8"/8'0%&'@.21%.::&3
E"FG"!%"G"II())()*";")!"#$%&'(()*)*+A'B&%1"/0:'C106":"D01".2'/"%/$"1
""
!" ""! !# $ !
"!"#!$
!"#$%$#
&'$()"*+',*
J;#B,""
%$
$#
!
" ""&'
" ""(' !
#
#
""
%$
$#
!
" "!'
" "!' !
#
#
%&'()*+,-$,-
./0*'()*+,-$,-1
JBK<L
%2-,2-)34 5
5
"M$N"36'"7A6'"&C;O
5
-".+$(/0*$+12$+'")
"8-,9""
!" !'" !# $ !
"%()*$-):
"%%&
3")+2"../24"5/20*166.7
;
E"FG"!%"*"II())()*";")!"#$%&'(()*)*+E'F<.'-..>'@.21%.:'C/8&5&'G3.>1&3'H70;1':..>'7.%'I&%1"/0:';106":"D01".2
"2'6.:3'0%%.<;J
26Thursday, February 17, 2011

!"#$"%&"'"$$($)()*"%
)+$
,-./01.23"4
2515"678"9/-"&,:%(;:#,"<=9310-">
-51?0@/2A9-8"&&"B-.9170")"C2?-"D'
E"FD"!
%")G"GG())()*"H
"$+)
! "
#$%&'()* &+,-.#./0
"
!"
#$%&'
()*+,''
-./*,0*1234
1./2 3
"
5067#076/'
()*+,''
-./*,0*1234
8"
#$%&'
"
()*+,''
1./2 4
-./*,0*1234
"9(
#6)$+7:+'
!
1./2 5
-./*;,0<
"
"
-./;,0<,0*12=4
",'0*#$$&*>$?@
!$67'#6)$+7:+'
A**#6)$'0,0#6)$+7:+'
"
1./2 6
-./*;,0<
!
!!
!"****#766/@0*&/,>'
8"**A*B5*#766/@0*&/,>'
B5
!../
!?$*:,%@*-./*C/?,6'
,0* 12=4
"
()*+,''
-./*,0*1234
1./2 71./2 8
B$&>#$:+6/''$6
5./#%6#7&,0%@D+7:+
5./#$&>*E/''/&
!9 # 9 "
F@0/6G,#/*?%0<*#6)$D/@%#*7'/6*'7;')'0/:'
F@0/6G,#/*;/0?//@*#6)$+&,@0*,@>*#6)$>%'06%;70%$@
H*86/''76/I
!/:+/6,076/
A*-./*&/E/&
#$@06$&*E,&E/'
JK4**./**D,'***&$$+**0$**#$$&**0</6:,&**'<%/&>'**$G*:,D@/0**')'0/:**,@>**$0</6**0$L,:,L*#$:+$@/@0'I**%@#&7>%@D**,&&**#6)$&%@/'B$&>
E,&E/
;$M/'
:&;<=(> ??@8@4 28 > > > !=&)+&A,-> 0+B(C,*&+> %D> *B(> +=E%'&0*=&F<*&%)> 0E0*(C
3KK4*A*K2N*O8,./*D,'0$*-./*+&,@0
12=4*A*K2N*O8,./*E,+$6*0$*-./*+&,@0
./*G&$?*G6$:*P*0$JK4*./*D,'*;$M/'
",'0*#$$&*>$?@
./*D,'*G6$:
#$%&'*0$*'0$6,D/
,0*#$%&*Q7/@#<
=4*A*K21*O8,*5./
G&$?*G6$:*-./*+&,@0
O,D@/0*')'0/:*#$&>*0/6:%@,0%$@*RB!(S*,@>*#$&>*E,&E/*RBT(S*;$M/'*%@'%>/*0$L,:,L*;7%&>%@D
-$@D*#6)$D/@%#*&%@/'*A**:,@%G$&>'*%@'%>/*0$L,:,L*;7%&>%@D-$@D*#6)$D/@%#*&%@/'*A**:,@%G$&>'**%@'%>/*0$L,:,L*;7%&>%@D
B$&>*E,&E/*;$M/'
#&$'/*0$*0$L,:,L
!?$*JK4*#6)$&%@/'*%@'%>/
0$L,:,L**;7%&>%@D
!?$*%>/@0%#,&*#6)$&%@/'
*;/0?//@*0$L,:,L**,@>
#6)$D/@%#*;7%&>%@D'
RU,#<*#6)$&%@/*%@#&7>/'
1*#$&>*07;/'S
B$&>*./*/M<,7'0
!"#$"%&"'"$$($)()*"%)+$
,-./01.23"42515"678"9/-"&,:%(;:#,"<=9310-">-51?0 @/2A9-8"&&"B-.9170")"C2?-"D$
!"#$%&''()(*+)&,--$./0&,"1"2.34&-5&36%&78%&9$"/3
E1F=-62.9170"97".773"9/-".=88-09"3-2G5 H?I5 $+$JJB9291."/-29"372G HK L+M#N-82?-G"A=35-G"/-29"372G""""""""""""""""""""""""""""""""""O)P HK )LQ-29"372G5"76"/-31=R".18.=32910?"A=RA5 HK )D+)Q-29"372G"76".73G".7RA8-55785 HK S+T,78=5".8U7A=RA5"10.3=G10?"31F=-62.9170"6786259".773G7V0"G=810?"9/-18"8-?-0-829170""""""""""""O'P D"HK"W"$+$J"H?I5
BR233".8U7?-0"=5-85 HK )+$,7923 TD+L"HK"W"$+)'J"H?I5O)P C=35-G"/-29"372G5"28-"5/7V0"678"9/-"A325R2"5.-02817"V19/"2"A=35-"8-A-919170"91R-"76")*$$"5"20G
T$$"5"A325R2"X=80"A/25-+O'P &0191233U"J".8U7A=RA5"V133"X-"1059233-G+";78"59-2GU"5929-"7A-829170Y"D"2GG1917023".8U7A=RA5"V133
X-"2GG-G"97"9/-"J".8U7A=RA5"10"78G-8"97"2337V".70910=7=5"7A-829170"10"5=./"2"V2U"9/29"29"20U91R-Y" J" .8U7A=RA5" 28-" A=RA10?" 20G" D" .8U7A=RA5" 28-" =0G-8" 67=8" G166-8-09" 592?-5" 768-?-0-829170+
''()(*(: ;%<.0/&-5&36%&78%&9$"/3
,/-"G-51?0"76"9/-".8U7A3209"15"X25-G"70"A87N-0"9-./0737?U+",/-8-"238-2GU"-Z1595"2"G-51?0"76)*" HK" 8-681?-829785" 678" @:%[" 97" 5=AA3U" 9/-" 5=A-8.70G=.910?" 810?" 76" 9/-" E28?-"Q2G870@7331G-8+"#"R7G161.29170"5-3-.9-G"678"&,:%"15"9/-"=5-"76"E['"A8-.77310?"25"9/-"8-6-8-0.-"6789/-"EQ-"A3209Y"X-.2=5-"9/15"7A9170"2337V5"R78-"63-Z1X1319U"678"9/-"?82G=23".773G7V0"76"9/-R2?0-9"5U59-R"25"V-33"25"9/-"A7551X1319U"76"=510?"E['"687R"9/-"EQ-"A3209"97".7A-"V19/"9/-10.8-25-G"/-29"372G"70"9/-"9/-8R23"5/1-3G5"G=810?"\\"X2H10?+"K19/"9/15"28820?-R-09"9/-"97923.77310?".2A2.19U"76"9/-"E['"5=X5U59-R"15"2"R101R=R+",/-"EQ-"A3209"76"&,:%(;:#,"/25"67=8)*"HK"@:%[(9UA-"R7G=3-5+",/-"/-29"372G"687R"9/-"EQ-"A3209"70"9/-"E['"8-681?-829785"15'$$"HK+
''()(*(= ;%<.0/&-5&36%&8%&>"<&,--$./0&7--1&-5&36%&?@A&!6%BC"$&D6.%$E<&"/E&7F:DG#<4<3%C
,/-"*$]".7RA8-55-G"/-31=R"?25"637V"15"=5-G"678"2.91N-".77310?"76"9/-"*$]"9/-8R23"5/1-3G5+,/-"/-31=R"?25"15".773-G"G7V0"97"*$]"XU"X71310?"E['+",/-"/-29"372G5"70"9/-"*$]"/-31=R.77310?" 377A" 20G"E['" 8-681?-829785" 678"078R23"7A-829170" ^\\"29")D$_@`" 15" 2AA87Z1R29-3UJJ$"HK+",/15"079"703U".7N-85"9/-"9/-8R23"5/1-3G5"1051G-"9/-".8U75929"25"V-33"25"9/75-"678"9/-\\Y".8U7A=RA5Y".8U7310-5Y"-9.+"K/-0"X2H10?"76"9/-"\\"15"8-F=18-GY"195"9-RA-829=8-"V133"X-10.8-25-G"?1N10?"2"/1?/-8"/-29"10A=9"97"9/-"5=887=0G10?"9/-8R23"5/1-3G+"Q7V-N-8Y"G=810?"9/1591R-"9/-8-"15"07"A325R2"7A-829170Y"8-5=3910?"10"2"R=./"8-G=.-G"372G"70"9/-".8U7A3209Y"57"9/299/-"2GG1917023" 372G"97" 9/-"9/-8R23"5/1-3G5" 15".7RA-0529-G"678"XU"9/-"10.8-25-G"E['"5=AA3U2N2132X3-"687R"9/-".8U7A3209+
,/-"*$]"/-31=R"377A"97?-9/-8"V19/"9/-"E['"8-681?-829785"28-"5=XG1N1G-G"1097"9V7"1G-091.23.77310?" ?87=A5+" ,/15" .77310?" 5./-R-" A87N1G-5" 8-G=0G20.U" 678" R210921010?" 9/-" 9/-8R235/1-3G5"29"*$]"^25"V-33"25"9/-"R2?0-9"5U59-R"29"D+T]`"10".25-"20U"76"9/-"*$]".73G"X7Z-5"78*$]".8U7?-01." 982056-8" 310-5"76"70-".77310?"?87=A"15"=02N2132X3-"G=-"97"2"N2.==R"3-2H"78R236=0.9170+
Cryo-plant …(like LHC, etc.)
27Thursday, February 17, 2011
Summary
• ITER will be the largest superconducting magnet set ever built, and
• ITER is a major demonstration of superconducting magnet technology
28Thursday, February 17, 2011











![Chapter 10 Superconducting Solenoid Magnets · Chapter 10 Superconducting Solenoid Magnets 10.1 Introduction TheNeutrinoFactory[1],[2],[3],beyondapproximately18mfromthetarget,requires](https://static.fdocuments.net/doc/165x107/5ec528158b55b07603639677/chapter-10-superconducting-solenoid-magnets-chapter-10-superconducting-solenoid.jpg)