Lean Manufacturing - Sandra Rothenberg · PDF fileLean Manufacturing in Small and Medium Sized...
3
Lean Manufacturing in Small and Medium Sized Printers By Sandra Rothenberg and Frank Cost, Rochester Institute of Technology Many printers, especially smaller printers, are struggling to reconcile two critical needs that are equally important to their long-term prosperity, but that often work against one another. They must offer their customers continuously improving and innovative services, while simultaneously improving the efficiencies of the underlying manufacturing operations. Large manu- facturing organizations have been achieving productivity improvements for decades using what is most commonly known as lean production. Through the adoption of lean practices they have been able to reduce waste, reduce inventories, improve quality, and reduce lead times. Given the potential advantages of lean production, we wanted to look at how small and large printers differ in their adoption of lean management practices. What is Lean? Often, lean is thought primarily as a way to reduce buffers. Thus, the most common element of lean production is most commonly thought of as "just-in-time" management. This involves practices that facilitate small lot production with minimal buffers. As part of this operational aspect of lean, lean manufacturers are abandoning sourcing based only on cost and instead look for longer term contracts and building closer relationships with suppliers (Helper, 1995). Lean production also involves a particular set of work practices in which workers are responsible for identifying and analyzing quality problems found on the production line. To do this, workers are organized in teams, undergo job rotation, and are given training to enhance multiskilling. They also have access to employee involve- ment programs, such as suggestion systems, to contribute ideas for implementation. Human resource policies are critical in supporting working involvement. These policies might include highly restrictive worker selection emphasizing aptitude and ability to work in a co- operative fashion with others, compensation linked to performance, and efforts to reduce status barriers between managers and workers (Pil &: MacDuffie, 1999). Lean in the Printing Industry In the printing industry, as products become more commcd- itized, firms are focusing to a much greater extent on the role of service. Unfortunately, the manufacturing operations of these firms often reflect a service-at-all-costs philosophy, even at the expense of increased productivity (Cost &: Daly, 2003). In fact, lean printing shops are still not that common in the printing industry (Faust, 2003). Instead, it is more common to find printing factories organized with large buffers in front of and behind all of the major manufacturing operations (Cost &: Daly, 2003). The workforce is conditioned to respond to quick changes in the production schedule that reflect the frequent need to expedite work for customers who have come to rely on the company to make up for shortfalls due to their own poor planning processes. The scheduling board shows a lot of back-and-forth movement over time as jobs jockey for position in the queues. A lot of effort is expended in the plant re-arranging queues of work in progress. The values of inventories relative to sales volumes in the plant have been rising slowly (Cost &: Daly, 2003). (35)
-
Upload
nguyenkiet -
Category
Documents
-
view
216 -
download
0
Transcript of Lean Manufacturing - Sandra Rothenberg · PDF fileLean Manufacturing in Small and Medium Sized...
Lean Manufacturingin Small and MediumSized PrintersBy Sandra Rothenberg and Frank Cost, Rochester Institute of Technology
Many printers, especially smaller printers, are struggling to reconcile twocritical needs that are equally important to their long-term prosperity,but that often work against one another. They must offer their customerscontinuously improving and innovative services, while simultaneously improvingthe efficiencies of the underlying manufacturing operations. Large manu-
facturing organizations have been achieving productivity improvements fordecades using what is most commonly known as lean production. Throughthe adoption of lean practices they have been able to reduce waste, reduceinventories, improve quality, and reduce lead times. Given the potentialadvantages of lean production, we wanted to look at how small and largeprinters differ in their adoption of lean management practices.
What is Lean?Often, lean is thought primarily as a way to reduce buffers. Thus, themost common element of lean production is most commonly thoughtof as "just-in-time" management. This involves practices that facilitatesmall lot production with minimal buffers. As part of this operationalaspect of lean, lean manufacturers are abandoning sourcing basedonly on cost and instead look for longer term contracts and buildingcloser relationships with suppliers (Helper, 1995).
Lean production also involves a particular set of work practicesin which workers are responsible for identifying and analyzingquality problems found on the production line. To do this, workersare organized in teams, undergo job rotation, and are given training toenhance multiskilling. They also have access to employee involve-
ment programs, such as suggestion systems, to contribute ideas forimplementation. Human resource policies are critical in supportingworking involvement. These policies might include highly restrictiveworker selection emphasizing aptitude and ability to work in a co-operative fashion with others, compensation linked to performance,and efforts to reduce status barriers between managers and workers(Pil &: MacDuffie, 1999).
Lean in the Printing IndustryIn the printing industry, as products become more commcd-itized, firms are focusing to a much greater extent on the role ofservice. Unfortunately, the manufacturing operations of these firmsoften reflect a service-at-all-costs philosophy, even at the expense ofincreased productivity (Cost &: Daly, 2003). In fact, lean printingshops are still not that common in the printing industry (Faust,2003). Instead, it is more common to find printing factoriesorganized with large buffers in front of and behind all of themajor manufacturing operations (Cost &: Daly, 2003). The workforceis conditioned to respond to quick changes in the production schedulethat reflect the frequent need to expedite work for customers whohave come to rely on the company to make up for shortfalls due totheir own poor planning processes. The scheduling board shows alot of back-and-forth movement over time as jobs jockey for positionin the queues. A lot of effort is expended in the plant re-arrangingqueues of work in progress. The values of inventories relative to salesvolumes in the plant have been rising slowly (Cost &: Daly, 2003).
(35)
(lean)
More and more, however, printersare realizing that if their company places the
prime emphasis on service and neglects to take adisciplined approach to impr-oving manufacturing
efficiencies, their business will notbe sustainable long term.
As a result, some printer- have embarked on a lean manufacturingprogram intended to sysreman y improve the efficiencies of itsmanufacturing operations Cosz - Daly, 2003). At the same time,there is evidence thar -:..~ ::TIa,- be doing this based on incompleteknowledge of lean..EL..~ 5. a:. ::'990)found in a survey of small manu-facturers that while a..??:-oxirnateiyone third of the respondents indi-cated that they aa - ~ea::-:;-pe management programs, most of thesesmall firms did ~ •.actually understand what lean management was.
The StudyData for this study come from a survey panel
of 565 printers who volunteered to partici-pate in a series of online surveys admin-istered at the RIT Printing IndustryCenter. Out of the 565 plants in thepanel, 103 printing plants participatedin this particular survey. For theanalysis, firms were separated intotwo groups, those with less than 100employees and those with 100 or more
employees. The analysis comprised ofsome exploratory analysis, and a series
of T-tests to compare responses betweenthe group of small firms vs. those of thelarger firms.
FindingsOverall, there were no Significant differences among smaller and largerfirms regarding the types ofprinting technology used (i.e. screen, dig-ital, ere). Larger firms tended to use a Significantly greater number ofprinting units and a larger variety of printing technologies. Althoughthey owned a lower variety of printing units, small firms provided aSignificantly larger range of products to their customers. As discussedabove, this suggests that small printers will face greater challengescapturing the benefits of lean production.
Both small and large firms reported that there were opportunitiesfor improved efficiencies throughout the printing process. Onaverage, there was a slightly larger opportunity in the prepressarea. There were no Significant differences, however, across firmsize. There were also few significant differences across firm sizeregarding how different activities had contributed to increasedproductivity over the past three years. The exception to this was wastereduction, an integral part of lean production. Larger firms wereSignificantly more likely to have found productivity improvementsthrough waste reduction than firms with less than 100 employees.
With regard to lean production in particular, there was no differencein how firms reported their own knowledge of lean production andthe high importance they gave to lean practices to the future profit-ability of their firm. In terms of actual practices, however, smallerfirms reported to be undertaking most lean practices to a lesser extent
(36)
Table 1:Measurement of Waste tndicators=
-Employees;;, 100
Employees < 700
Paper Waste InkWaste* Press Value ofProductivity' Inventory'
3.96 2.94 3.76 2.07
3.43 3.26 2.302.13
* Inaicates a significant Clifference in means
==ill!a~~~* ••S",c=a""le!il;,o!l!lfil!;,~!~~,4=Daily, 5 = PerjOD
.,. ~, .,,. , • ~ 10 •
- ~~~I
Employees;;, 100 '
Employees < 100
StatisticalProcess Control'
QualityAssurance*
Root-CauseAnalysis or Similar'
1.94 2.48 2.08
1.51 1.532.09
Table3: Criteria for Choosing Suppliers
--~ -~-Employees ;;, 700
---------Employees < 100 4.21
Flexibility' ServiceTrust* Location *
4.84 3.60 4.404.40
4.58 4.10 3.18
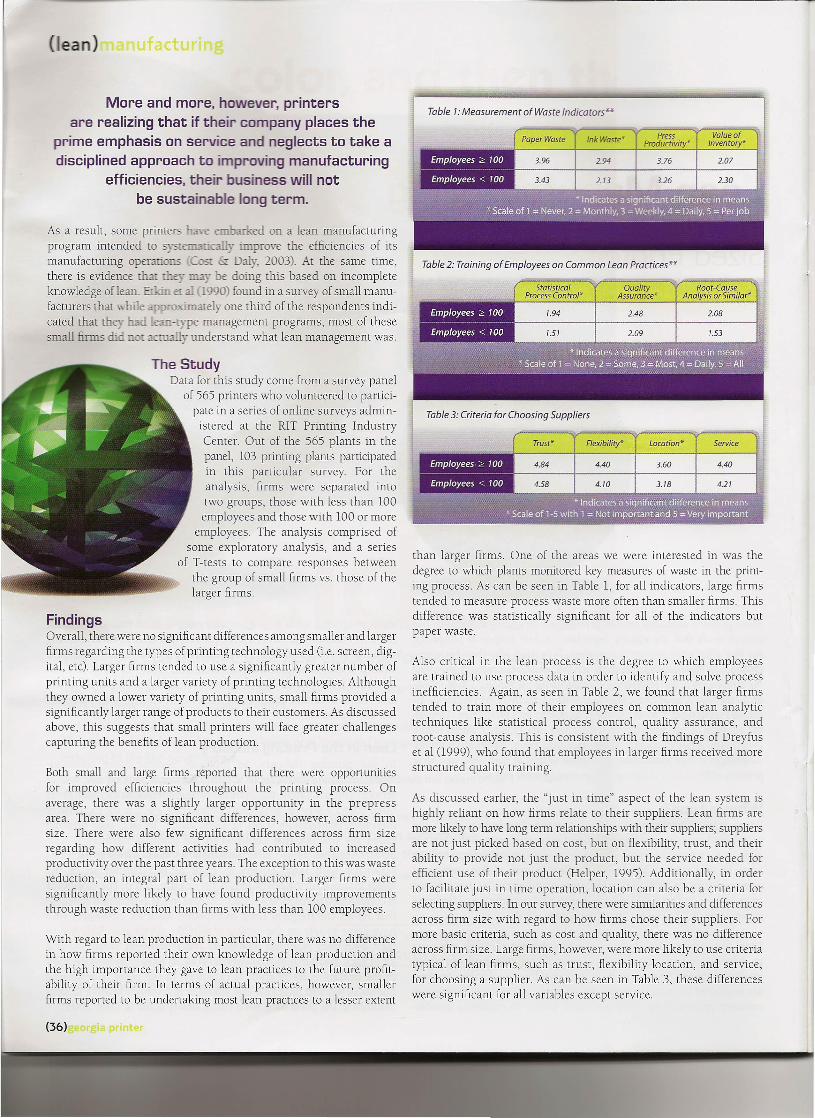
than larger firms. One of the areas we were interested in was thedegree to which plants monitored key measures of waste in the print-ing process. As can be seen in Table 1, for all indicators, large firmstended to measure process waste more often than smaller firms. Thisdifference was statistically Significant for all of the indicators butpaper waste.
Also critical in the lean process is the degree to which employeesare trained to use process data in order to identify and solve processinefficiencies. Again, as seen in Table 2, we found that larger firmstended to train more of their employees on common lean analytictechniques like statistical process control, quality assurance, androot-cause analysis. This is consistent with the findings of Dreyfuset al (1999), who found that employees in larger firms received morestructured quality training.
As discussed earlier, the "just in time" aspect of the lean system ishighly reliant on how firms relate to their suppliers. Lean firms aremore likely to have long term relationships with their suppliers; suppliersare not just picked based on cost, but on flexibility, trust, and theirability to provide not just the product, but the service needed forefficient use of their product (Helper, 1995). Additionally, in orderto facilitate just in time operation, location can also be a criteria forselecting suppliers. In our survey, there were similarities and differencesacross firm size with regard to how firms chose their suppliers. Formore basic criteria, such as cost and quality, there was no differenceacross firm size. Large firms, however, were more likely to use criteriatypical of lean firms, such as trust, flexibility location, and service,for choosing a supplier. As can be seen in Table 3, these differenceswere Significant for all variables except service.
Discussion and ConclusionsIn this paper we looked at the extent towhich small and large printers differed in:heir adoption of a variety of lean manage-ment practices. We found that both large andsmall firms saw the potential advantages of.ean production, and thought that it couldcontribute to the future profitability of theirfirm. For most measures, however, small'lrms were still lagging in the implementa-tion of lean practices. First, small firms wereiess likely to have reported waste reductionas having contributed to recent increases inproductivity. Second, small firms measuredommon waste indicators less often than
larger firms. Third, smaller firms trained:ewer employees in critical lean analysis:ools. Lastly, smaller firms were less likely:0 use criteria common for lean firms (trust,:L"tibilitylocation, and service) when choosing:. supplier.
-=-~,small printers stand to benefit immensely~m a working knowledge ofhow lean manu-iicruring practices can be put to work in at=~t-manufacturing context. There are a=ber of reasons for lack of SME adoption_= lean practices. Researchers have pointed:a such factors as lack of top managementcommitment, limited financial resources,
resrment in specialized equipment, and_ ck of perception that lean productionIS a simpler form of manufacturing controlBowen and Inman, 1993). There is some
e=idence, however, that smaller firms have~ opted and benefited from some form of~ management practice. Benefits includesmaller inventories, improved quality, shorter.ead times, reduced waste and lower costsS£ammand Golhar 1990).In fact,some research
suggests that SMEs may actually have moreimmediare success in starting lean manufac-:uring practices than larger firms. Smaller:inns are often more flexible, have a greateramount of general purpose equipment, have azreater number of multifunctional workers,and have a management staff that is closer:0 operations and production (Winston andHeiko, 1990; Brown and Inman, 1993). All of:hese qualities can contribute to a lean system.
:t is likely, however, that the path smallprinters take to lean will not mimic thepath of their larger counterparts. Giventheir operational and resource limitations, it.- likely that these companies will need to:ake less encompassing approaches improv-:,'g productivity, undertaking those aspectsof lean management that are likely to pro-'"ide the greatest return. As an example,
some companies with high productdiversity and modest volumes have succeededin applying lean ideas by using a conceptcalled "configuring" (Parr, 2003). In config-uring, firms structure their products and theway they are presented to the market to createbetter flow.The result is that the firm can uselean "pull" (or Kanban) methods for specificsegments of their business. In anotherexample, Manoochehri (1988) argues thatdue to the relatively weaker bargaining powerof small firms with their suppliers, they maychose to start their engagement with leanby actually buffering itself from the outsideworld with larger inventories and focus onprocess waste reduction. This type of a moreincremental approach to lean production isalso likely to lead to "quick wins," which willencourage small firms to move forward withadditional lean initiatives.
The focus of lean efforts at small firms, how-ever, should not just include operationalchanges. As discussed earlier, prior researchsuggests that human resource practices,work practices, and supplier relations arejust as critical to lean production as theoperational aspects. Our research suggeststhat SMEs are lagging in the adoption ofsome of these practices, such as employeetraining and the adoption of a broader rangeof criteria for supplier selection. Unlike otheraspects of lean, however, these practices maynot lead to an immediate pay back, althoughthey can increase the long term sustainabilityof the firm by increasing its flexibility andlong term productivity.
Sandra RothenbergAssistant ProfessorRochester Institute of Technology,College of Business108 Lomb Memorial DriveRochester, NY [email protected]
Frank CostAssociate DeanCollege of Imaging Artsand Sciences PrintingIndustry Center atRochester Institute ofTechnology55 Lomb Memorial DriveRochester, NY [email protected]
(lean)
ReferencesBrown, K., &: Inman, A. R. (1993).Small business and JIT: A Managerial Overview.International Journal of Operations andProduction Management, 13, 57- 66.Cost, F &: Daly, B. (2003).Digital Integration and Lean ManufacturingPractices of U.S. Printing Firms. ResearchMonograph No. PICRM-2003-09. Rochester, NY:RIT Printing Industry Center.Dreyfus, P, Gulbro R. D, and Shonesy, L. (1999).Quality in manufacturing: Does firm size matter?Journal of Business &: Entrepreneurship, 11, 1,75-84.Ettkin, L. P., Raiszadehn, F M. E, &: Hunt, H.R. (1990). Just-in-time: A timely opportunity forsmall manufacturers. Industrial Management,32, 16-18.Faust, C. (2003). Think Lean. Paper, Film &: FoilConverter, Aprill. (http://advertisers.pHc-online.com/ar/paperjhink Tean/)Helper, S. (1995). Supplier Relations in Japanand the United States: Are they converging?Sloan Management Review, Spring, 77-84.Manoochehri, G. H. (1988).JIT for small manufacturers. Journal of SmallBusiness Management, 26, 4, 22-30.Par, Bill. (2003). Can lean be successfully appliedin a high mix operation? www.themanufacturer.com, 13,38.Pil, F K. &: MacDuffie, J P (1999)What makes transplants thrive: Managing thetransfer of best practice at Iapanese auto plantsin North America. Journal of World Business,34, 4, 372-393.Stamm, C. &: Golhar, D. (1990).Can small manufacturing firms successfullyimplement JIT? Proceedings of the Annual Con-ference of the Decision Science Institute, 1655-7.Winston, R. &: Heiko, L. (1990).Just-in-Time and Small Business Evolution.Entrepreneurship Theory and Practice, Summer,50-64.
(37)