INTRODUÇÃO A LEAN MANUFACTURING INTRODUÇÃO A LEAN MANUFACTURING.
Upload
fadouafadouaCategory
view
62download
3description

LEAN MANUFACTURING
ENSI
Animée par M.AMMARI
2014
Lean Manufacturing1

SOMMAIREI. Contexte d’aujourd’hui.
II. Perspective historique du Lean
Manufacturing.
III. Définitions et maison TPS.
IV. Culture et Pensée Lean.
V. Les Sept sortes de gaspillages.
VI. Vitesse des flux internes.
VII. Cartographie de la chaîne de valeur
(VSM).
VIII. Gestion d’un processus continue, Takt
Time.
IX. Management Visuel.
X. Structuration de la résolution des
problèmes.
XI. Imbrication des outils Lean. Lean Manufacturing2
XII. Imbrication des outils Lean.
XIII. Système Kanban.
XIV. Heijunuka ou production lissée.
XV. 5S.
XVI. SMED.
XVII. Jidoka, Poka yoke.
XVIII.TPM.
XIX. Indicateurs : TRS, MTBF, MTTR.
XX. TPM.
XXI. AMDEC.
XXII.Conduite d’un chantier Kaizen.

Contexte d’aujourd’hui
Lean Manufacturing
L’entreprise exerce son activité
dans un contexte en perpétuelle
évolution.
La concurrence est de plus en
plus forte.
La politique commerciale et les
choix de gestion impactent plus
rapidement la performance de
l’entreprise.
La gestion de la performance devient
une démarche vitale
3
QUALITE
DELAISCOUTS
AJUSTEMENT

Amélioration continue:
La roue de DEMING (PDCA)
Lean Manufacturing4

Perspective historique
Lean Manufacturing5
L’organisation industrielle
L’apport de la théorie des coûts de transaction
L’école des systèmes sociotechniques
théorie comportementaliste
théorie classique

Le modèle conventionnel
Lean Manufacturing6
Fais ça ! Leader=Dictateur
Seul les subordonnés vont sur le terrain
Nous avons quelques standards-Nous ne
sommes pas certains qu’ils soient suivis.
Produire et déplacer des grandes quantités de
pièces-Faire le chiffre
Les défauts sont cachés
Des spécialistes résolvent des problèmes avec
des méthodes complexes

Historique du Lean Manufacturing
C. R. Allen, 1919
T. Ohno
TWI, 1940
S. Shingo
Méthodes
japonaisesTPS House, Cho, 70’s
S. Toyoda, 1890’s
E. Deming
J. Juran
K. Ishikawa, 60’s
J. Womack & D. Jones
« Lean »
Lean Manufacturing7
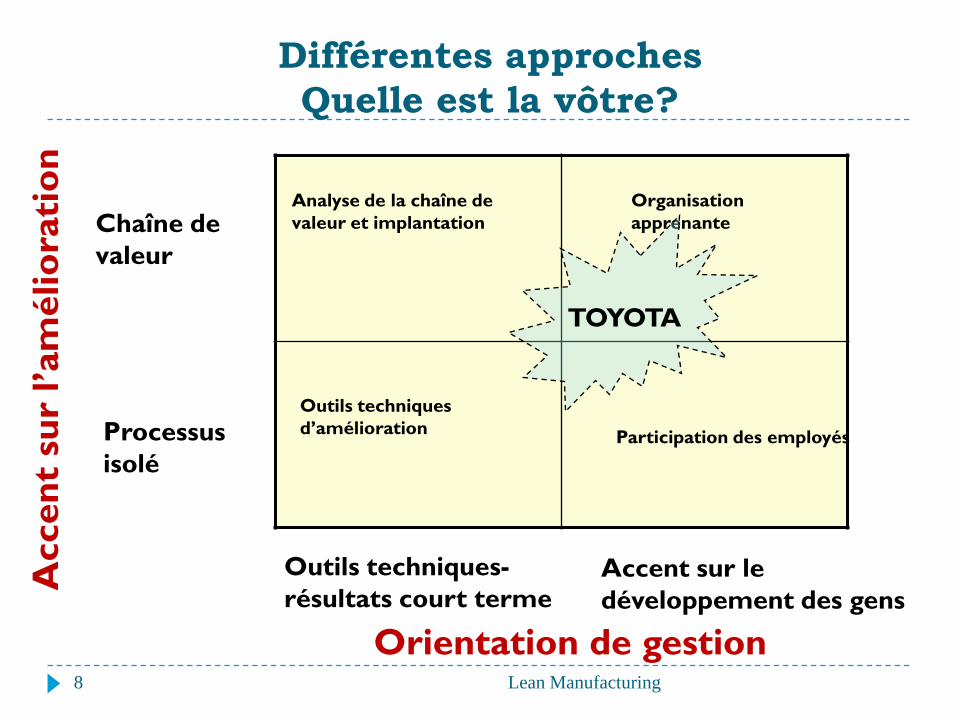
Chaîne de
valeur
Processus
isolé
Outils techniques-
résultats court termeAccent sur le
développement des gens
Différentes approches
Quelle est la vôtre?
Analyse de la chaîne de
valeur et implantation
Organisation
apprenante
Outils techniques
d’améliorationParticipation des employés
Accen
t su
r l’am
élio
rati
on
Orientation de gestion
TOYOTA
8 Lean Manufacturing

Le modèle Lean
Lean Manufacturing9
Qu’en penses tu ?
Leader=Enseignant
Aller voir par vous-même.
On dispose de standard visuel
simple pour toute chose
importanteOn arrête la production en cas de
problème
Rendre les problèmes visibles
Impliquer tout le monde à la résolution
de problème avec des méthodes simples
Culture Lean
Lean Manufacturing10
Intelligence collectif
Amélioration Continue
Résolution des Problèmes

Lean Manufacturing11
Organisation des équipes
terrain
Gestion et suivi de la
performance
Organisation de l’amélioration
continue
Système de développement
des hommes et des femme
Gestion des services support
HOMME et FEMME AU CŒUR DU SYSTEME
Système de management Lean

Lean Manufacturing12
Comportement lean :P1 : les décisions d’investissement découlent d’une perspective d’ensemble à long terme.
P2 : l’équipe de direction maintient un contact direct avec la réalité quotidienne du terrain.
P3 : les équipes terrain participent à de vraies activités d’amélioration.
P4 : les managers s’efforcent de résoudre les problèmes d’ensemble.
P5 : il existe un vrai dialogue entre les différents niveaux hiérarchiques.
Etat d’esprit lean :P1 : la flexibilité est plus importante que les économies d’échelle.
P2 : la valeur se crée au niveau des équipes terrain.
P3 : chacun doit comprendre le rapport entre ce qu’il fait et les objectifs de l’entreprise.
P4 : il faut traiter les causes profondes des problèmes, pas simplement les symptômes.
P5 : un problème qui est mis à jour représente une opportunité d’amélioration.
P6 : aller sur le terrain pour observer les situations pratiques (normales ou anormales).
Culture Lean

La transformation des chaînes de valeur
de fabrication de produits par amélioration continue
(résolution de problèmes) pour optimiser le ratio :
valeur ajoutée aux clients / ressources consommées
Le système Lean c’est donc :
Définition : Lean Manufacturing
Lean Manufacturing13

L’approche d’amélioration de la
performance
Lean Manufacturing14
L’approche traditionnelle
Les automatismes
Ajout des équipements
Amélioration des procédés de fabrication
L’approche d’amélioration
du Lean
l’élimination du gaspillage
TRANSFORMER LES GASPILLAGES
EN GAINS POTENTIELS DE PRODUCTIVITE

Evolution du Lean
L• Outils (années 70)
E•Système (années 80)
A•Méthode (années 90)
N• Attitudes ( années 2000)
Lean Manufacturing15
Quatre Obsessions de la Pensée Lean
Lean Manufacturing16
• Focalisation sur la performance1
• Attention aux problèmes2
• Structuration de la résolution 3
• Développement des employés 4

Quatre Obsessions
Focalisation sur la performance
Une définition précise de la performance :
1. Améliorer le service au client en réduisant les
délais de livraison.
2. Réduire les coûts en éliminant les gaspillages.
3. Améliorer la qualité par le jidoka (right-first-time).
La performance, ce n’est pas simplement utiliser des
outils lean.
Formuler des objectifs opérationnels.
Mesurer le succès par rapport à ces objectifs.
17 Lean Manufacturing

Quatre Obsessions :Attention aux problèmes
Développer un « esprit kaizen »
«The biggest problem is thinking you are okay. » (Hayashi,
2002)
Faire apparaître les problèmes au fur et à mesure qu’on
est capable de les gérer.
« le lac et les rochers » : stock en production,
itérations en développement, etc.
Ce processus n’a pas de fin, l’amélioration est
continue.
18 Lean Manufacturing

Quatre Obsessions
Résolution de problèmes
Observation, expérimentation, vérification
L’analyse des causes profondes du problème est au cœur
du lean.
Résoudre sans comprendre, c’est manquer une
occasion d’apprendre.
La résolution du problème se fait par élimination de
la cause première.
Pour ne pas « empiler » des couches de complexité
dans les opérations.
Méthode scientifique pour l’analyse.
Observer, analyser, reproduire in vitro,
expérimenter, innover, stabiliser.19 Lean Manufacturing

Quatre Obsessions : Développement des
employés par la résolution de problèmes
Nous sommes habitués à penser que les problèmes
doivent être résolus par des experts dont le temps est
précieux.
Le lean voit chaque problème comme une opportunité
d’apprentissage…
A utiliser de manière à maximiser les acquisitions de
compétences dans l’entreprise.
Une transformation profonde du rôle du management.
20 Lean Manufacturing

Meilleur qualitée
Plus bas prix
Amélioration continue
Juste à temps La qualité,
une priorité
Résolution de problème
Standardisation
Les gens au centre de l’entreprise
5SGestion
visuelle
Le temple du Lean
Lean Manufacturing21

Comment le Lean fonctionne-t-il ?
Résultats
Kaizen
Zéro stock
Qualité totale
Moyens
Mise en flux
Right First TimeStandardized Work
Lean Manufacturing22

Traditionnel - Lean Manufacturing
Flux continu
Taille de lot
Production
Implantation
Fabrication
Amélioration
Basée sur les prévisions
Basée sur les fonctions /
départements
Grande
Lot & file d’attente
Efficiences locales
Lean
Basée sur la demande
Basée sur le flux
de production
Petite
Réduction de la NVA
dans les processus
Traditionnel
Qualité Lot d’échantillons Assurée durant le process
Lean Manufacturing23

Taïchi Ohno, père fondateur du Système de Production
Toyota, a défini 3 familles de gaspillages :
Muda (tâche sans valeur ajoutée, mais acceptée).
Muri (tâche excessive, trop difficile, impossible).
Mura (irrégularités, fluctuations).
« Le gaspillage est tout sauf la quantité minimum requise de
machines, de matériaux, de pièces et de temps de travail,
absolument essentielle à la création de produit ou
service ».
Lean Manufacturing
Les sept sortes de gaspillage
24
Les sept sortes de gaspillage
Un muda est donc une activité improductive, qui n’apporte pas de
valeur aux yeux du client.
Mais tout le monde accepte et pratique cette activité, sans la
remettre en question.
Néanmoins, certaines tâches sans valeur ajoutée sont obligatoires
(archivage, sauvegarde…).
La Pensée Lean suggère que pour créer efficacement de la valeur,
il est indispensable d’identifier les gaspillages et de les éliminer ou
de les réduire, afin d’optimiser les processus de l’entreprise.
Bien qu’issus de l’industrie, les « muda » peuvent être aisément
transposés dans tout type d’activités (services, IT, santé, formation,
logistique, finance…).
Lean Manufacturing25

Les sept sortes de gaspillage
1. Surproduction.
2. Surstockage ou Stocks Inutiles.
3. Transports et Déplacements Inutiles.
4. Traitements Inutiles ou Surprocessing.
5. Mouvements Inutiles.
6. Erreurs, Défauts et Rebuts.
7. Temps d’Attente.
8. Matière grise non exploitée.
Lean Manufacturing26

Les sept sortes de gaspillage
1.Surproduction
Produire plus que le besoin du client.
Produire avant la commande.
Réaliser une tâche qui ne répond à
aucune demande ni exigence client.
Le pire des gaspillage car source d’autres
gaspillages.
Provoque le ralentissement, voire l’arrêt
du flux.
Lean Manufacturing
Par exemple:
Taille de lots inadaptée, produire trop de pièces qui vont finir au stock, voire à la
poubelle!
Produire un document ou un reporting inutile.
Double saisie d’indicateur.
Développer un outil IT trop complexe par rapport au besoin du client.
Préparer une formation trop compliquée, trop longue par rapport à la population
ciblée.27
Les sept sortes de gaspillage
2.Surstockage ou Stocks inutiles Tout ce qui n’est pas indispensable à la
réalisation de la tâche, au bon moment.
Causé par la surproduction, mais aussi une
mauvaise planification.
Causé par des temps d’attente non maitrisés.
Capital immobilisé.
Occulte et empêche la résolution de problèmes.
Lean Manufacturing
Par exemple :
Stock mort suite à de mauvaises prévisions de ventes.
Dossiers en attentes, souvent à cause d’une organisation multitâches.
Factures, notes de frais en attente.
Fonctionnalités IT non finalisées.
Impression de supports de formation supérieure au nombre de participants.
28

Les sept sortes de gaspillage
3.Transports et Déplacements Inutiles
Déplacement de matériaux, de
pièces, de produits, de documents
ou d’informations qui n’apporte
pas de valeur pour le client.
Consommateur de ressources et
de temps.
Risque de dégradation.
Lean Manufacturing
Par exemple :
Faire un voyage “à vide”.
Stockage intermédiaire qui nécessite 2 transports.
Envoyer un email à une grande liste de distribution, alors que le sujet ne concerne que
quelques personnes.
Chemin de signature de documents pour validation.
Formation, réunion dans un endroit loin des participants.
29

Les sept sortes de gaspillage
4.Traitements Inutiles ou Surprocessing
Tâches, étapes réalisées pour rien.
Processus trop complexe par rapport
au prix de vente.
Trop de qualité, trop de matières, trop
d’informations…
Manque d’instructions ou de
spécifications claires et standardisées.
Lean Manufacturing
Par exemple :
Trop de contrôles dans le processus de fabrication.
Utiliser deux emballages au lieu d’un.
Rapports trop longs, trop complets, trop parfaits…
Réunions inutiles, avec beaucoup de bla bla.
Processus de validation nécessitant trop de signatures.
Programme informatique trop long et compliqué à utiliser.
Tableaux de bords avec trop d’indicateurs inutiles.30

Les sept sortes de gaspillage
5.Mouvements Inutiles Déplacement de personnes physiques, inutile
et qui n’apporte pas de valeur au client.
Causé par une mauvaise ergonomie du poste
de travail.
Mauvais rangement, désordre,
désorganisation.
Matériel ou informations mal répertoriés.
Lean Manufacturing
Par exemple :
Caisse à outils incomplète, nécessitant plusieurs aller-retour du technicien de
maintenance.
Manque d’imprimantes ou photocopieuses, mauvais positionnement, qui génère des
déplacements des utilisateurs.
Répertoires informatiques mal organisés, pas à jour.
Besoin de se déplacer pour collecter des informations.
Bureau excentré.31

Les sept sortes de gaspillage
6.Erreurs, Défauts et Rebuts Faire bien du premier coup!
Défauts qui nécessitent une retouche, un
contrôle supplémentaire, une mise au
rebut, une insatisfaction du client…
Retour client.
Perte de temps, d’argent et risque de ne
pas pouvoir fournir le client.
Perte de crédibilité.
Lean Manufacturing
Par exemple :
Produit non conforme aux exigences du clients (esthétique, utilisation,
pannes…).
Erreurs dans la saisie de données.
Casses, accidents.
Bugs informatique.
32

Les sept sortes de gaspillage
7.Temps d’attente Produits ou personnes qui doivent attendre entre
2 tâches ou étapes.
Opérateur inactif pendant que la machine
fonctionne ou pendant une interruption.
Cadence machine ralentie.
Temps de changement de série trop long.
Étapes mal synchronisées.
Goulots d’étranglements.
Lean Manufacturing
Par exemple :
Opérateurs inactif lors d’une panne machine, par manque de formation ou
d’instructions précises.
Temps requis pour recycler une pièce.
Envoie et réception de courrier pour valider une décision.
Temps de traitement de calculs.
Personne en retard à un rendez-vous.
33

Le 8ème Gaspillage
On ajoute aux 7 gaspillages originaux, un 8ème
gaspillage :
La sous-utilisation des compétences
Un manque de formation, un management
rigide et autoritaire, peu de motivation, de
reconnaissance et d’implication entrainent une
sous-utilisation des compétences des employés.
Nuit gravement à la créativité et à l’esprit d’équipe!
Lean Manufacturing
Le plus grand expert en Lean Manufacturing, inventeur des
outils tels que SMED, Poka-Yoke, Shigeo Shingo disait :
“Le plus dangereux des gaspillages est celui qu’on ne
voit pas”34

Chasser les Gaspillages
Voir les gaspillage est la première étape vers leur élimination!
Allez sur le terrain, suivez les processus de l’entreprise,
cartographiez les…
La nature humaine est faite ainsi : quand on voit un défaut, un
problème, un gaspillage, on ne peut plus faire comme avant, on
cherche et on trouve toujours une solution adaptée pour l’éliminer.
Lean Manufacturing35

Formulaire de chasse aux gaspillages
Lean Manufacturing36
Vitesse des Flux Internes
Lean Manufacturing37
Les en-cours entraînent un gaspillage ! Coût de magasins et d'entrepôts.
Coût de la non-qualité (rebut et retouches) monte parallèlement aux en-
cours.
De grands en-cours causent de longs délais qui causent la livraison avec retard,
le manque de flexibilité et des clients insatisfaits.
Systèmes de planification plus complexes afin de faire face à de longs délais
d'exécution.
L’investissement en équipement doit être plus grand pour produire à des taux
plus élevés en raison du temps perdu pendant la mise au point, le temps
d'arrêt et les retouches.
Tous ces coûts sont cachés dans les frais généraux et gardent le fond de roulement à un niveau élevé

Vitesse des Flux Internes
Lean Manufacturing38
Processus
Temps de transport
Temps de production
Retouches
Temps de mise au
point
Déla
i d’e
xécu
tion
EXTRANTS
En-c
ours
INTRANTS
En-c
ours
INTRANTS
Temps de transport
Temps de production
Déla
i d’e
xécu
tion
EXTRANTS
Retouches
Temps de mise au
point
Processus
En-c
ours
INTRANTS
Temps de transport
Temps de production
Déla
i d’e
xécu
tion
EXTRANTS
Retouches
Temps de mise au point

Vitesse des Flux Internes
Lean Manufacturing39
La relation la plus fondamentale pour tout processus est connu sous le nom de « loi de Little » :
Utilisé pour quantifier les stocks, les gens, le travail de bureau, les projets – tous les processus !
(sortie)production de Volume
cours-En (DEP) processusdu exécution d' Délai

Vitesse des Flux Internes
Lean Manufacturing40
… Et imaginez-là maintenant :
Délai
d’exécution
En-cours
Volume de
production (sortie)
=5 personnes
1 personne /minute
5 minutes
Imaginez cette file d’attente :
Conclusion : capacité fixe (volume de production (sortie)) + augmentation de
l’achalandage (en-cours) = ralentissement du délai d’exécution (DEP) !
=
=
En-cours
Volume de
production (sortie)
=13 personnes
1 personne /minute
13 minutes
=
=
Délai
d’exécution
Délai
d’exécution
Délai
d’exécution

Vitesse des Flux Internes
Lean Manufacturing41
DEP = ???Volume de production
(sortie) = 20 unités/jour
En-cours = somme de tous les stocks présents dans la zone de production = 100 unités
Notre exemple de DEP :DEP = en-cours / volume de production (sortie)DEP = 100 unités / 20 unités par jourDEP = 5 jours
Quel est le délai d’exécution du processus suivant ?

Vitesse des Flux Internes
Lean Manufacturing42
La réduction du temps de cycle ne conduit pas nécessairement à une augmentation du volume de production
Une augmentation du volume de production est obtenue seulement en réduisant le temps perdu au goulot
État actuel
En-cours = 6 unités
Temps de cycle du goulot = 10 secondes
Volume de production = 6 unités/minute (1 unité toutes les 10 secondes)
DEP = 6 unités / 6 unités par minute = 1 minute
6 sec/
pièce
10 sec/
pièce
4 sec/
pièce
7 sec/
pièce
10 sec/
pièce
4 sec/
pièce
1.
2.
3. 7 sec/
pièce6 sec/
pièce
6 sec/
pièce
Réduction des en-cours
En-cours = 3 unités
Temps de cycle du goulot = 10 secondes
Volume de production = 6 unités/minute (aucune amélioration)
DEP = 3 unités / 6 unités par minute = 30 secondes(50 % de réduction)
Augmentation de la capacité
En-cours = 3 unités
Temps de cycle du goulot = 7 secondes
Volume de production = 8,5 unités/minute
DEP = 3 unités / 8,5 unités par minute = 21 secondes
Prin
cip
ale
rela
tion c
lé :D
éla
i d’e
xécu
tion
du
pro
cessu
s vo
lum
e d
e p
rod
uctio
n

Vitesse des Flux Internes
Lean Manufacturing43
Rétroaction plus rapide sur la performance du processus (accélère le cycle d’apprentissage).
Stabilité du processus améliorée (résulte en un volume de production amélioré).
Révèle les défauts du processus (force la résolution de problèmes).
Réduction des en-cours (Augmente la sécurité).
Amélioration de la satisfaction du client (flexibilité et capacité à répondre).
Temps de cycle
Flexibilité
Ancien
processus
Nouveau
processus
Améliorations
production allégée
Délai d’exécution élevé
Peu flexible
Délai d’exécution
court
Grande flexibilité
La valeur du délai d’exécution du processus: Le
pourquoi des améliorations de production allégée :

Vitesse des Flux Internes
Lean Manufacturing44
Définitions clés supplémentaires :
Les définitions suivantes définissent la relation entre la vitesse et l’efficacité d’un processus : Temps à valeur ajoutée (temps à VA) : temps durant
lequel de la valeur est réellement ajoutée à un produit quand il est « dans le processus »
Efficacité du cycle du processus (ECP) : efficacité d’un processus basé sur la quantité de valeur ajoutée au produit par rapport au temps que le produit passe dans le processus La plupart des processus ont un cycle efficace à moins de 10 %. Ce qui
conduit à un stock excessif qui génère des coûts cachés en coûts indirects, en retouches, en rebuts, en capital investi et en clients insatisfaits.

Vitesse des Flux Internes
Lean Manufacturing45
Efficacité du cycle du processus (ECP) :
ECP est une mesure de l’efficacité relative dans un processus.
ECP est l’indicateur de performance de n’importe quel processus.
processus du exécutiond' Délai
ajoutée valeur à Tempsprocessus du cycle du Efficacité

Vitesse des Flux Internes
Lean Manufacturing46
Questions sur la valeur ajoutée
pour le client (VAC)
La tâche ajoute-t-elle une forme,
une caractéristique ou une
fonction au produit ou au service ?
La tâche ajoute-t-elle un avantage
compétitif (prix réduit, livraison
plus rapide, moins de défauts) ?
Le client serait-il prêt à payer plus
ou nous préférerait-il à la
compétition s’il savait que nous
faisions cette tâche ?
Activités typiques de VAC :
Opération de production.
Questions sur la non-
valeur ajoutée(NVA)
Si les clients apprenaient ce que
nous faisons, voudraient-ils que
nous éliminions cette activité
pour réduire les prix ?
Cette tâche fait-elle partie
d’une des deux autres
catégories ?
Puis-je éliminer ou réduire
cette activité ?
Activités typiques de NVA :
Comptage, Manipulation
Inspection
Transport / déplacement
Entreposage, Retouches
Signature de fin de tâche
Délai (temps d’attente)
Questions sur la non-valeur ajoutée pour l’entreprise
(NVAE)
Cette tâche réduit-elle les risques financiers du propriétaire ?
Cette tâche supporte-t-elle les besoins des rapports financiers ?
Les processus de production et de vente du produit ont-ils une chance de diminuer si cette tâche est supprimée ?
Cette tâche est-elle exigée par une loi ou un règlement ?
Activités typiques de NVAE :
Saisie et traitement de commandes
Achat
Élimination des boues rouges
Élimination des revêtements de cuve
Ventes et marketing
Rapports de réglementations
Temps à valeur ajoutée – Perspective du client :

Vitesse des Flux Internes
Lean Manufacturing47
Repères comparatifs de l’ECP de classe mondiale*
Usinage 1% 20%
Fabrication 10% 25%
Assemblage
(Transfert de lot)15% 35%
Processus continu /
Assemblage
(Flux continu / unitaire)
30% 80%
Processus administratifs
(Transactionnel)10% 50%
Processus administratifs
(Créatif/Cognitif)5% 25%
* Basés sur l’expérience de plus de 100 entreprises au sujet du temps à valeur ajoutée pour les clients
Niveau supérieur de l’ECP
(ECP de classe mondiale)Domaine
Niveau d’entrée de l’ECP
(ECP typique)

Vitesse des Flux Internes
Lean Manufacturing48
DEP = 5 jours (8 heures/jour)
Volume de production
(sortie)=
20 unités/jour
VA =0,4 h VA =0,4 h VA =0,7 h
Notre exemple d’ECP :ECP = Temps à VA / DEP
ECP = 1,5 h / 40 heures
ECP = 3,75%
Quel est l’efficacité du cycle pour le processus suivant ?
En-cours = somme de tout l’inventaire présent dans la zone de travail = 100 unités
Exemple: Calcul de l’ECP

Vitesse des Flux Internes
Etude de cas 1
Lean Manufacturing49
Vous planifiez les besoins en main-d’œuvre d’un centre de distribution pour la
période de Noël. L’entreprise a établi sa réputation sur son excellent service à la
clientèle. Vous évaluez qu’il y a 1 million de colis à traiter chaque soir. Il y a
actuellement 100 employés qui travaillent au centre de distribution
En supposant que la main-d’œuvre actuelle puisse traiter 25 000 colis par
heure, combien de temps il faudra pour que le dernier colis quitte le centre ?
Si tous les colis doivent être traités en moins de 8 heures, combien
d’employés supplémentaires doivent être embauchés ?
Process
IntrantsEn-cours
Délai d’exécution du processus
Processus
En-cours
Extrants

Vitesse des Flux Internes
Etude de cas 2
Lean Manufacturing50
Un bureau régional de Home Depot émet environ 1 500 bons de
commande par semaine de 40 heures de travail à ses fournisseurs. Par
une collecte de données, il est déterminé que le temps à valeur
ajoutée moyen d’un bon de commande est de 30 minutes
En assumant que Home Depot est une entreprise de classe mondiale,
quel est le délai d’exécution d’un bon de commande ? Combien de
bons de commande devraient être traités en tout temps ?
Process
IntrantsEn-cours
Délai d’exécution du processus
Processus
En-cours
Extrants

Cartographie de la chaîne de valeur
(VSM)
Objectifs :
Développer le savoir-faire avec la cartographie de la chaîne de valeur pour
analyser le processus en détail.
Apprendre la cartographie de la chaîne de valeur à titre d’aptitude essentielle
servant à éliminer les gaspillages dans le processus actuel.
Niveau Stratégique :
Les cartographies de la chaîne de valeur sont utilisées au niveau de l’entreprise
pour l’identification d’opportunités et de projets par les équipes de
direction.
Niveau Tactique :
Au niveau du projet, les cartographies de processus et de chaînes de valeur sont
utilisées par les équipes d’amélioration pour identifier et visualiser les
opportunités d’amélioration et comme un mécanisme de
communication efficace pour tous les niveaux de l’entreprise.
Lean Manufacturing51

Cartographie de la chaîne de valeur
(VSM)
Lean Manufacturing52
Processus et utilisation de la chaîne de valeur :
Niveau Stratégique
Les cartographies de la chaîne de valeur sont utilisées au niveau
de l’entreprise pour l’identification d’opportunités et de projets
par les équipes de direction.
Niveau Tactique
Au niveau du projet, les cartographies de processus et de chaînes
de valeur sont utilisées par les équipes d’amélioration pour
identifier et visualiser les opportunités d’amélioration et comme
un mécanisme de communication efficace pour tous les niveaux
de l’entreprise

Cartographie de la chaîne de valeur (VSM)
La « cartographie de la chaîne de valeur » est une cartographie du
processus enrichie de données :
Une « cartographie de la chaîne de valeur » étend l’utilité des cartographies de processus
en ajoutant plus de données (au-delà des « Y » et des « X ») comme : flux du matériel, flux
d’information, paramètres de production, temps de fabrication, délai d’exécution, etc.
Chargement
des piècesFixer les pièces
Démarrage
du cycle
Couper- S,N clés de serrage-S, N pièces-S,N support de montage
-S,N pinces-S,N pièces-S,N support de
montage
Suivre etajuster les
réglages
Détecter les
problèmes de
brûlure
Retourner à la
limite arrière
Déchargement
de la pièce
- S toute la profondeur- S machine
- S, N Support
-S N clés de serrage- S, N pièces
- C, N électrode (design)- C, N isolateur, - S, N points de contact- S, N pièces- C Voltage- C pression de l’électrolyte- C, N électrolyte- C température de l’électrolyte- C vitesse d’avance
- S jauge de voltage- S jauge de pression
-S vision-S jauge d’ampérage-S machine
Supports et électrodes
dans les positions de
rangementPièces complétéesMachine vide
Pièces chargées Pièces fixées Cycle démarré
Pièces coupéesElectrolyte usé avec le métal
Machine électrochimique uséeElectrode usée
Présence de brûlure
Ajustements exacts
- N pièces déjà usinées- C densité- S, N câbles d’alimentation- S, N support de montage- S,N tuyaux- S raccords- C, N filtres- S pompes- C Alignement des pièces et électrodes
- S contrôles de lamachine (semi)
- S Bouton dedémarrage ducycle
- S contrôle dela pompe (manuel)
de montage
20,000 pièces/mois
lot=100
FOURNISSEUR
DistributionAssemblage 2Assemblage 1Machine 1 Machine 2
Réception/entrepôt
2/jo
ur
1/S
emai
ne
Client
1000
pièces100
pièces200
pièces
I
I I I I
USINAGE ET ASSEMBLAGE
Prévision, 6 mois, fax
Commande hebdomadaire (5 jours), Fax
MRP
Prévisions, 90/60/30 jours, Fax
Commande quotidienne, Fax
SERVICE À LACLIENTÈLE
MRP
ACHAT
MRP
100
pièces
I
100
pièces
I
Bons de travail, lancement quotidien, Papier
100
pièces
1, 1quart * 8h
1, 1 quart * 8h
x= Pièces achetées
Mise en course = 2 min
Temps utilisable 95%
Taille de lot 500
Temps de cycle = 80 sec
y= pièce brute de fonderie
x=pièce brute de fonderiePlanification quotidienne
Mise en course = 30 min
Temps utilisable 95%
Taille de lot 100
Temps de cycle = 30 sec
x=produit de la machine 1Planification quotidienne
Mise en course = 60 Min
Temps utilisable 80%
Taille de lot 100
Temps de cycle = 45 Sec
x=pièces usinées, boulons, écrous, rondellesPlanification quotidienne
Mise en course = 5 Min
Temps utilisable 95%
Taille de lot 100
Temps de cycle = 60 Sec
x=assemblage 1, joint torique, roulement, anneau élastiquePlanification quotidienne
Mise en course = 10 Min
Temps utilisable 95%
Taille de lot 100
Temps de cycle = 50 Sec
x=assemblage 2, emballagePlanification quotidienne
Mise en course = 10 Min
Temps utilisable 95%
Taille de lot 100
Temps de cycle = 90 Sec
y=pièce usinée y = assemblage 1 y = assemblage 2 y=commandes expédiées
20 sec 50 sec35 sec 40 sec
23,7 heures 92,1 heures 1,6 heures
TVA= 145 sec
3 heures DEP = 122,3 h80 sec + 1,8 heures 60 sec45 sec 50 sec 90 sec
Inventaire
1, 1 quart * 8h 1, 1 quart * 8h
y = pièce usinée5000
pièces
1, 1 quart * 8h 1, 1 quart * 8h
30 sec
Lean Manufacturing53

Cartographie de la chaîne de valeur
(VSM)
FOURNISSEUR
USINAGE ET ASSEMBLAGE
Prévision, 6 mois, fax Prévisions, 90/60/30 jours, Fax
SERVICE À LACLIENTÈLE
ACHAT
x= X - Pièces achetées
Mise en course = 2 min
Temps utilisable 95%
Taille de lot 500
Temps de cycle = 80 sec
y= pièce brute de fonderie
50 sec35 sec
80 sec + 1,8 heures
20,000 pièces/mois
lot=100
DistributionAssemblage 2Assemblage 1Machine 1 Machine 2
Réception/entrepôt
2/jo
ur
1/S
emai
n
e
Client
1000 pièces 100 pièces 200 pièces
I
I I I I
Commande hebdomadaire (5 jours), Fax
MRP
Commande quotidienne, Fax
MRPMRP
100 pièces
I100 pièces
I
Bons de travail, lancement quotidien, Papier
100 pièces
1, 1quart * 8h
1, 1 quart * 8h
x=X - pièce brute defonderieC - Planification quotidienne
Mise en course = 30 minTemps utilisable 95%Taille de lot 100
Temps de cycle = 30 sec
x=X - produit de lamachine 1C - Planification quotidienne
Mise en course = 60 MinTemps utilisable 80%Taille de lot 100
Temps de cycle = 45 Sec
x=X - pièces usinées, boulons,
écrous, rondelles
C - Planification quotidienne
Mise en course = 5 MinTemps utilisable 95%Taille de lot 100
Temps de cycle = 60 Sec
x=X - assemblage 1, joint,
roulement, anneau élastique
C - Planification quotidienne
Mise en course = 10 MinTemps utilisable 95%Taille de lot 100
Temps de cycle = 50 Sec
x=X - assemblage 2X - emballage
C - Planification quotidienne
Mise en course = 10 MinTemps utilisable 95%Taille de lot 100
Temps de cycle = 90 Sec
y=pièce usinée y = assemblage 1 y = assemblage 2 y=commandes expédiées
20 sec 40 sec
23,7 heures 92,1 heures 1,6 heures
TVA= 145 sec
3 heures DEP = 122,3 h30 sec 60 sec45 sec 50 sec 90 sec
Inventaire
1, 1 quart * 8h 1, 1 quart * 8h
y = pièce usinée5000 pièces
1, 1 quart * 8h 1, 1 quart * 8h
Lean Manufacturing54

Cartographie de la chaîne de valeur
(VSM)
Lean Manufacturing55
Vue à haut niveau : Représente les principaux éléments et leurs interactions.
Devrait indiquer le rôle de la rétroaction et du flux d’information.
Utilisée comme un outil de diagnostic par la direction afin d’identifier les opportunités de projets.
Vue à bas niveau Chaque processus à haut niveau a des sous processus qui ont
des microprocessus (petits y et petits x).
Notre but est d’aller au niveau nécessaire pour identifier la cause fondamentale du (des) problème(s).
Utilisé au niveau du projet par les équipes d’amélioration.

Cartographie de la chaîne de valeur (VSM) à bas niveau
9 étapes
Étape 1 : réaliser un diagramme FIPEC.
Étape 2 : cartographier la situation actuelle à l’aide du diagramme de raffinement.
Étape 3 : déterminer la famille de produits par processus pour cartographier sa chaîne de valeur.
Étape 4 : dessiner la cartographie du flux du processus.
Étape 5 : ajouter le flux du matériel.
Étape 6 : ajouter le flux d’information.
Étape 7 : ajouter les cases de données des processus.
Étape 8 : ajouter les valeurs des temps d’exécution et des délais d’exécution.
Étape 9 : vérifier la cartographie de la situation actuelle.
Lean Manufacturing56
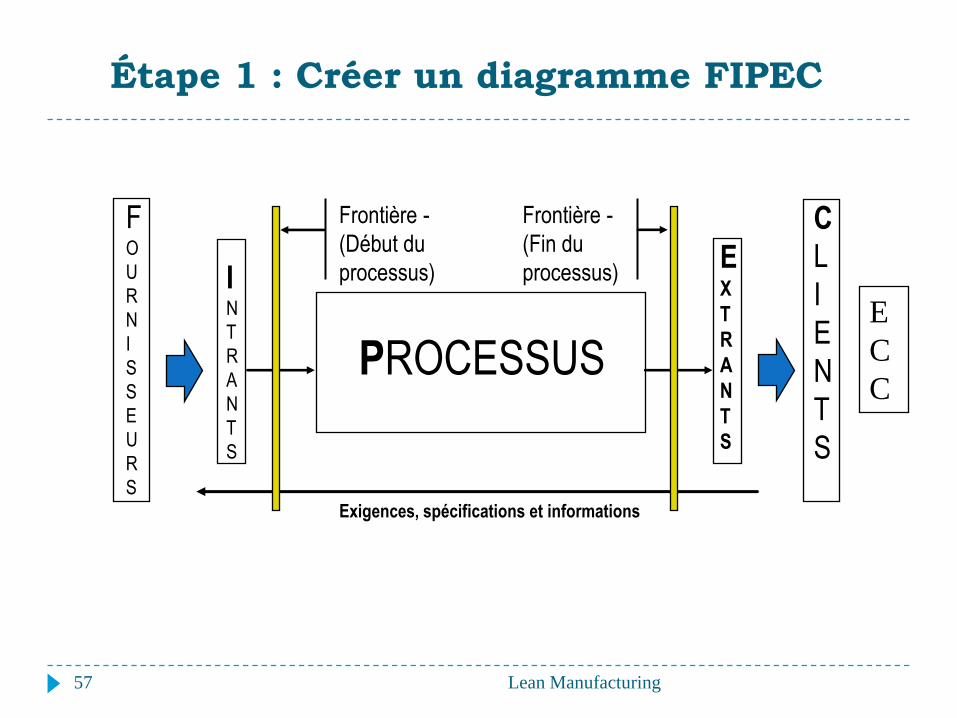
Étape 1 : Créer un diagramme FIPEC
EX
T
R
A
N
T
S
PROCESSUS
C
L
I
E
N
T
S
Exigences, spécifications et informations
FO
U
R
N
I
S
S
E
U
R
S
IN
T
R
A
N
T
S
Frontière -
(Début du
processus)
Frontière -
(Fin du
processus)
E
C
C
Lean Manufacturing57

DistributionPompeMoteurFonderie
Étape 2 : diagramme de raffinement
Début
Fin
Fabrication Usinage Peinture Assemblage Vérification
Préparation du boîtier
Installation de l’armature
Installation de l’arbre
Insertion des roulements
Embouts de graissage
Lean Manufacturing58

Étape 2 : diagramme de raffinement
Cartographie en fonctions croisées
Lean Manufacturing59
Début
Fin
Client*
Ingénierie
Outillage
Production
Service après-vente
* La ligne supérieure est toujours réservée au client

Étape 3 : déterminer la famille de produits par
processus (champ d’application horizontal)
Il peut être nécessaire de limiter le champ d'application de la cartographie
en évaluant une famille de produits par processus – C’est un regard
horizontal sur le processus.
Choisir la famille de produits par processus qui a le plus grand impact sur
les extrants pour le client et sur les exigences de l’entreprise.
Flux commun.
Volume et un coût élevés.
La famille qui a le plus d’impact sur le service aux clients.
Note: Si le choix de la famille de produits par processus n ’est pas évident (comme un
atelier de fabrication), utiliser une matrice produits/processus pour identifier la
famille à retenir.
Lean Manufacturing60

Étape 4 : Dessiner la cartographie du flux
du processus
Lean Manufacturing61
Conseils : Commencez à la fin du processus (expédition) et travaillez vers l’amont.
Déterminez où sont utilisés les matériaux et les informations tout au long du
processus.
Cartographiez le processus en entier comme une équipe afin de bien comprendre
le flux entier.
Dessinez à la main les cartographies pour les réaliser rapidement et faciliter les
changements.
Soyez conscient des processus qui sont en parallèle par rapport à ceux en série.
Représentez toutes les boucles de retravail et les postes d’inspections sur la
cartographie.
Représentez toutes les étapes principales, incluant les points de stock et les postes
d’inspection.
Vous devriez aussi ajouter les besoins à haut niveau en matériel et en planification,
s’il y a lieu.

Étape 4 : quelques symboles du flux de
processus
Usinage
boîte de processus
I
point de stock
opérateurpoint d’inspection flux de processusgénérique
clients / fournisseurs
produits finis acheminésvers le client
expéditionpar camion
Concentrez-vous sur le processus, pas sur les symboles
Lean Manufacturing62

Étape 4 : inscrire les variables des
intrants/extrants (x et y) pour chacune des
activités (étapes) dans le flux du processus
x : technique
d’assemblage, quantité
de graisse, matériel
x : technique
d’assemblage, anneau
élastique, insertion,
matériel
x : force de la presse,
matériel
y : vis de positionnement
ajustée, joint torique
graissé
y : au même niveau
que la surfacey : joint statique en
place, bague dans la
rainure
Assemblage 1 Assemblage 1Assemblage 1
Vérification
Machine 2 Assemblage 2
Insérer la
goupille
Assembler les
pistons
Assembler les
couverclesI I I
I I
Lean Manufacturing63

Étape 4 : caractériser les intrants comme étant
nuisibles, POS, contrôlables ou critiques
Critique
Intrant nuisible (N) : impossibles ou que nous décidons de ne pas contrôler. Exemple : l’humidité et la
température
Procédures d’opération standard (POS) : procédure standard pour faire fonctionner le processus
Intrants contrôlables (C) : «X» qui peuvent être changés pour voir l’effet sur les «Y»
Intrants critiques (X) : « X » dont l’impact majeur sur la variabilité des « Y » a été statistiquement
démontré
X Critique
N Nuisible
S POS
C Contrôlable
x : S - technique
d’assemblage
C - quantité de graisse
C - matériel
x : S - technique
d’assemblage
C - anneau élastique
C - insertion
C - matériel
x : X - force de la
presse
C - matériel
y : vis de positionnement
ajustée, joint torique
graissé
y : au même niveau
que la surfacey : joint statique en
place, bague dans la
rainure
Assemblage 1 Assemblage 1Assemblage 1
Vérification
Machine 2 Assemblage 2
Insérer la
goupille
Assembler les
pistons
Assembler les
couverclesI I I
I I
Note: Cette caractérisation est effectuée à
partir de la phase analyser
Lean Manufacturing64

Étape 4 : ajouter les spécifications d’opération et les
objectifs du processus pour les intrants contrôlables et
critiques
x : S - technique
d’assemblage
C - quantité de graisse
C - matériel
x : S - technique
d’assemblage
C - anneau élastique
C - insertion
C - matériel
x : X - force de la
presse
C - matériel
y : vis de positionnement
ajustée, joint torique
graissé
y : au même niveau
que la surfacey : joint statique en
place, bague dans la
rainure
Assemblage 1 Assemblage 1Assemblage 1
Vérification
Machine 2 Assemblage 2
Insérer la
goupille
Assembler les
pistons
Assembler les
couverclesI I I
I I
Variables Cible LSI LSS
Force de la presse
4,5 kg 3,6 kg
5,4 kg
Longueur du matériel
20 mm 19,5 mm
20,5 mm
Variables Cible LSI LSS
Graisse 2 cc 1 cc 3 cc
Epaisseur du matériel
200 mm
195 mm
205 mm
Variables Cible LSI LSS
Diamètre interne de l’anneau
205 mm 205 mm 210 mm
Moment de torsion
10 in-lbs 0,9 N-m 1,4 N-m
Épaisseur de l’anneau
3,0 mm 3,1mm 2,9mm
Lean Manufacturing65

Étape 5 : dessiner le flux du matériel
Montrer les mouvements de tous les produits utilisés dans la chaîne de
valeur
Indiquer les « flux poussé » et « flux tiré » pour distinguer les déclencheurs
Symboles utilisés :
Flèche deflux poussé
Kanban deprélèvement
Kanban deproduction
Dépôt destockage
Flèche deflux tiré
Lean Manufacturing66

Étape 5 : dessiner le flux du matériel
Exemple générique
Réception/entrepôt
Assemblage 2Assemblage 1
FOURNISSEUR
DistributionMachine 1 Machine 2
Client
I
I I I I
II
2/jo
ur
1/S
emai
ne
x= X - Pièces achetées
y= pièce brute de fonderie
x=X - pièce brute defonderieC - Planification quotidienne
y=pièce usinée
x=X - produit de lamachine 1C - Planification quotidienne
y = pièce usinée
x=X - pièces usinées, boulons,
écrous, rondelles
C - Planification quotidienne
y = assemblage 1
x=X - assemblage 1, joint,
roulement, anneau élastique
C - Planification quotidienne
y = assemblage 2
x=X - assemblage 2X - emballage
C - Planification quotidienne
y=commandes expédiées
Lean Manufacturing67

Étape 6 : Représenter le flux d’information
Cartographier le flux d’information à partir de la réception de la
commande jusqu’au lancement en production (commandes de clients,
ordre de fabrication, bon de commande)
Décrire le système de planification et de suivi documentaire lié aux
pièces tout au long du cheminement au sein du système
Décrire comment le système communique avec le client et le
fournisseur (Type, fréquence, méthode)
Décrire comment l’information est recueillie et distribuée, c’est-à-dire
électroniquement, manuellement, en allant voir, etc.
Symboles utilisés :
Type, fréquence et méthode
Flux d’information manuelFlux d’information électronique
Type, fréquence et méthode
Lean Manufacturing68

Étape 6 : Dessiner le flux d’information
FOURNISSEUR
DistributionAssemblage 2Assemblage 1Machine 1 Machine 2
Réception/entrepôt
2/jo
ur
1/S
emai
ne
Client
I
I I I I
USINAGE ET ASSEMBLAGE
Prévision, 6 mois, fax
Commande hebdomadaire (5 jours), Fax
MRP
Prévisions, 90/60/30 jours, Fax
Commande quotidienne, Fax
SERVICE À LACLIENTÈLE
MRP
ACHAT
MRP
II
Bons de travail, lancement quotidien, Papier
1, 1quart * 8h
x= X - Pièces achetées
y= pièce brute de fonderie
x=X - pièce brute defonderieC - Planification quotidienne
x=X - produit de lamachine 1C - Planification quotidienne
x=X - pièces usinées, boulons,
écrous, rondelles
C - Planification quotidienne
x=X - assemblage 1, joint,
roulement, anneau élastique
C - Planification quotidienne
x=X - assemblage 2X - emballage
C - Planification quotidienne
y=pièce usinée y = assemblage 1 y = assemblage 2 y=commandes expédiéesy = pièce usinée
Lean Manufacturing69

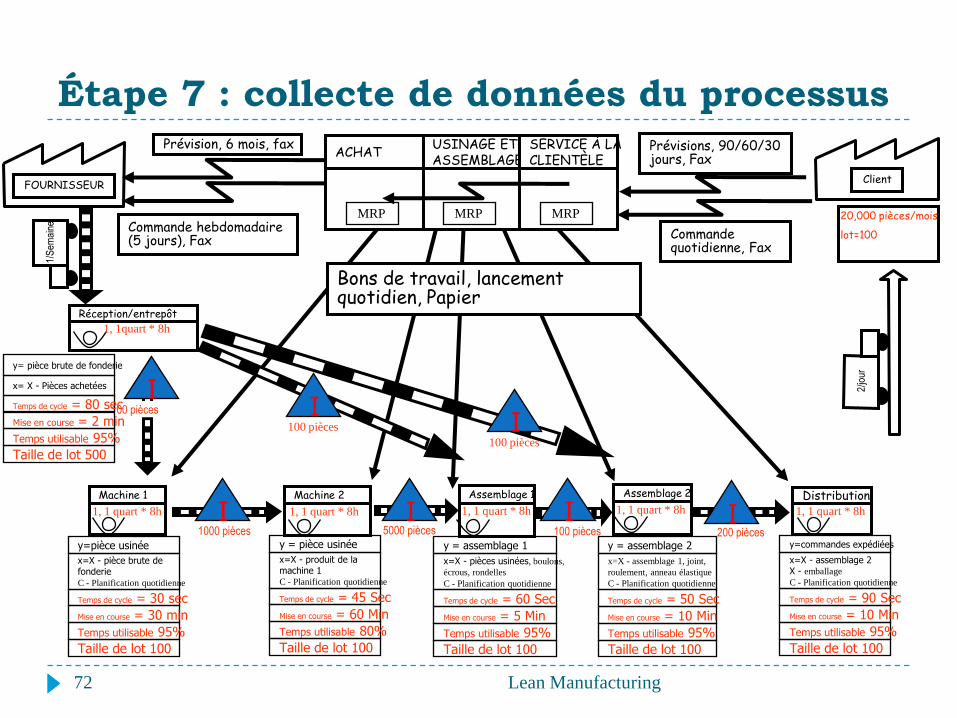
Étape 7 : collecte de données du processus
FréquenceDuréeDistanceCoûts
Assemblage
Temps de TaktTaille de lotVariation
Client
Données du clientFlux du matériel Données du processus
Nombre de piècesOU durée
I
Nombre d’opérateursNombre de quartsNombre d’heures par quart
Fré
quen
ce
Stocks Expédition au client
Quelles données sont recueillies et à quoi devraient-elles ressembler ?
Temps d’exécutionDélai d’exécution (moyen)Temps de mise en courseDéfauts
Lean Manufacturing70

Étape 7 : collecte de données du processus
Recueillir les données applicable du processus comme :
Nombre d’opérateurs et de quarts de travail
Temps d’exécution (TE)
Temps de mise en course (TMC)
Temps utilisable ou temps d’arrêt (machine)
Taille de lot
Taux de rejets (ou de rendement)
Efficacité (main-d’œuvre)
Recueillir les données standards d’inventaire
En-cours (pièces ou durée)
Noter les données supplémentaires de processus
Temps de production disponible (durée du quart de
travail)
Coût par unité
Etc.
Exemple de boîtede données
1400 pièces
I 4/quart, 2quarts x 9h
Étape D du processus
Mise en course = 7 min
Temps utilisable = 86 %
Taille de lot = 50 pièces
TE = 18 sec/pièce
Rendement = 98 %
Efficacité = 60 %
Lean Manufacturing71
Étape 7 : collecte de données du processus
20,000 pièces/mois
lot=100
FOURNISSEUR
DistributionAssemblage 2Assemblage 1Machine 1 Machine 2
Réception/entrepôt
2/jo
ur
1/S
emai
ne
Client
1000 pièces 100 pièces 200 pièces
I
I I I I
USINAGE ET ASSEMBLAGE
Prévision, 6 mois, fax
Commande hebdomadaire (5 jours), Fax
MRP
Prévisions, 90/60/30 jours, Fax
Commande quotidienne, Fax
SERVICE À LACLIENTÈLE
MRP
ACHAT
MRP
100 pièces
I100 pièces
I
Bons de travail, lancement quotidien, Papier
100 pièces
1, 1quart * 8h
1, 1 quart * 8h
x= X - Pièces achetées
Mise en course = 2 min
Temps utilisable 95%
Taille de lot 500
Temps de cycle = 80 sec
y= pièce brute de fonderie
x=X - pièce brute defonderieC - Planification quotidienne
Mise en course = 30 min
Temps utilisable 95%
Taille de lot 100
Temps de cycle = 30 sec
x=X - produit de lamachine 1C - Planification quotidienne
Mise en course = 60 Min
Temps utilisable 80%
Taille de lot 100
Temps de cycle = 45 Sec
x=X - pièces usinées, boulons,
écrous, rondelles
C - Planification quotidienne
Mise en course = 5 Min
Temps utilisable 95%
Taille de lot 100
Temps de cycle = 60 Sec
x=X - assemblage 1, joint,
roulement, anneau élastique
C - Planification quotidienne
Mise en course = 10 Min
Temps utilisable 95%
Taille de lot 100
Temps de cycle = 50 Sec
x=X - assemblage 2X - emballage
C - Planification quotidienne
Mise en course = 10 Min
Temps utilisable 95%
Taille de lot 100
Temps de cycle = 90 Sec
y=pièce usinée y = assemblage 1 y = assemblage 2 y=commandes expédiées
1, 1 quart * 8h 1, 1 quart * 8h
y = pièce usinée
5000 pièces
1, 1 quart * 8h 1, 1 quart * 8h
Lean Manufacturing72

Étape 8 : ajouter les valeurs des temps
d’exécution et des délais d’exécution
Dessiner une ligne du temps sous les boîtes de processus et de stock
afin d’y inscrire les temps d’exécution et les délais d’exécution suivant
le chemin critique.
Si possible, séparer le temps d’exécution en temps à valeur ajoutée
pour le client (dénominateur) versus temps total de processus
(numérateur).
16 heures
5 min
1 jour 40 heures8 heures 16 heures Délai d’exécution du processus = 80,48 heures
Temps à valeur ajoutée = 10 min
Temps d’attente et autres temps à non-valeur
ajoutée sont inscrits au numérateur
Les temps d’exécution à valeur ajoutée pour le
client sont inscrits au dénominateur
10 min
2 min
5 min
3 min
5 min
Lean Manufacturing73

Étape 8 : ajouter les valeurs des temps
d’exécution et des délais d’exécution
20,000 pièces/mois
lot=100
FOURNISSEUR
DistributionAssemblage 2Assemblage 1Machine 1 Machine 2
Réception/entrepôt
2/jo
ur
1/S
emai
ne
Client
1000 pièces 100 pièces 200 pièces
I
I I I I
USINAGE ET ASSEMBLAGE
Prévision, 6 mois, fax
Commande hebdomadaire (5 jours), Fax
MRP
Prévisions, 90/60/30 jours, Fax
Commande quotidienne, Fax
SERVICE À LACLIENTÈLE
MRP
ACHAT
MRP
100 pièces
I100 pièces
I
Bons de travail, lancement quotidien, Papier
100 pièces
1, 1quart * 8h
1, 1 quart * 8h
x= X - Pièces achetées
Mise en course = 2 min
Temps utilisable 95%
Taille de lot 500
Temps de cycle = 80 sec
y= pièce brute de fonderie
x=X - pièce brute defonderieC - Planification quotidienne
Mise en course = 30 min
Temps utilisable 95%
Taille de lot 100
Temps de cycle = 30 sec
x=X - produit de lamachine 1C - Planification quotidienne
Mise en course = 60 Min
Temps utilisable 80%
Taille de lot 100
Temps de cycle = 45 Sec
x=X - pièces usinées, boulons,
écrous, rondelles
C - Planification quotidienne
Mise en course = 5 Min
Temps utilisable 95%
Taille de lot 100
Temps de cycle = 60 Sec
x=X - assemblage 1, joint,
roulement, anneau élastique
C - Planification quotidienne
Mise en course = 10 Min
Temps utilisable 95%
Taille de lot 100
Temps de cycle = 50 Sec
x=X - assemblage 2X - emballage
C - Planification quotidienne
Mise en course = 10 Min
Temps utilisable 95%
Taille de lot 100
Temps de cycle = 90 Sec
y=pièce usinée y = assemblage 1 y = assemblage 2 y=commandes expédiées
20 sec 50 sec35 sec 40 sec
23,7 heures 92,1 heures 1,6 heures
TVA= 145 sec
3 heures DEP = 122,3 h80 sec + 1,8 heures 30 sec 60 sec45 sec 50 sec 90 sec
1, 1 quart * 8h 1, 1 quart * 8h
y = pièce usinée
5000 pièces
1, 1 quart * 8h 1, 1 quart * 8h
Lean Manufacturing74

Étape 9 : vérifier la cartographie de
la situation actuelle
Réaliser une évaluation par les pairs qui ne sont pas
membres de l’équipe et qui connaissent le processus.
Aller visiter de nouveau la ligne de production ou le
processus pour vérifier l’état actuel de la situation.
S’assurer que toutes les boucles de retouche ont été
inscrites.
Lean Manufacturing75

Conseils utiles pour cartographier le
processus et la chaîne de valeur
Créez toujours la cartographie de la chaîne de valeur en équipe.
Interrogez le processus en le regardant dans différentes conditions pendant le
fonctionnement.
Ne laissez pas les limites d’espace vous causer des problèmes. Songez à
utiliser des chevalets de conférences et des papillons adhésifs.
Gardez toujours une base de référence et un contrôle sur les versions.
Conservez quatre zones d’éléments en suspend pour rester ciblé : (1) idées
d’amélioration ; (2) hypothèses ; (3) questions ; (4) observations
supplémentaires.
Parlez avec les opérateurs pour trouver les usines fantômes, puis vérifiez vos
découvertes.
Identifiez ce qui est utilisé actuellement pour mesurer l’efficacité, l’efficience
et la satisfaction du client.
N’utilisez pas de données que les membres de votre équipe n’ont pas
personnellement vérifiées.Lean Manufacturing76

Cartographie de la Chaîne de Valeur
(VSM)
Initialement, elles servent à clarifier le problème et les causes possibles
Arrivez à un accord sur les opérations actuelles.
Qu’est-ce qui est actuellement livré ?
Qu’est-ce qui est de la valeur ajoutée et qu’est-ce qui ne l’est pas ?
Déterminer où le processus est le plus susceptible de donner le plus
d’informations pertinentes.
Par la suite, utiliser les cartographies comme gabarits de collecte de données
et pour montrer les liens entre les données.
Finalement, les cartographies aident les discussions d’amélioration et la
planification de l’exécution.
De plus, les cartographies peuvent être utilisées sur une base à long terme
pour communiquer les performances du processus au reste de l’organisation.
Lean Manufacturing77
Améliorer la situation actuelle
La cartographie de la situation remaniée :
Revoir la stratégie ciblée de l’entreprise.
Identifier les zones de gaspillages.
Souligner les zones où il y a des opportunités.
Segmenter la mise en œuvre en étapes.
Classer les outils d’amélioration par priorité.
Impliquer le responsable de la chaîne de valeur.
Lean Manufacturing78

Représentation de la situation future
20,000 pièces/mois
lot=100
FOURNISSEUR
DistributionAssemblage 2Assemblage 1Machine 1 Machine 2
Réception/entrepôt
2/jo
ur
1/S
emai
ne
Client
USINAGE ET ASSEMBLAGE
Prévision, 6 mois, fax
Commande hebdomadaire (5 jours), Fax
MRP
Prévisions, 90/60/30 jours, Fax
Commande quotidienne, Fax
SERVICE À LACLIENTÈLE
MRP
ACHAT
MRP
1, 1quart * 8h
1, 1 quart * 8h
x= X - Pièces achetées
Mise en course = 2 min
Temps utilisable 95%
Taille de lot 500
Temps de cycle = 80 sec
y= pièce brute de fonderie
x=X - pièce brute defonderieC - Planification quotidienne
Mise en course = 30 min
Temps utilisable 95%
Taille de lot 100
Temps de cycle = 30 sec
x=X - produit de lamachine 1C - Planification quotidienne
Mise en course = 60 Min
Temps utilisable 80%
Taille de lot 100
Temps de cycle = 45 Sec
x=X - pièces usinées, boulons,
écrous, rondelles
C - Planification quotidienne
Mise en course = 5 Min
Temps utilisable 95%
Taille de lot 100
Temps de cycle = 60 Sec
x=X - assemblage 1, joint,
roulement, anneau élastique
C - Planification quotidienne
Mise en course = 10 Min
Temps utilisable 95%
Taille de lot 100
Temps de cycle = 50 Sec
x=X - assemblage 2X - emballage
C - Planification quotidienne
Mise en course = 10 Min
Temps utilisable 95%
Taille de lot 100
Temps de cycle = 90 Sec
y=pièce usinée y = assemblage 1 y = assemblage 2 y=commandes expédiées
20 sec 50 sec35 sec 40 sec
23,7 heures 92,1 heures 1,6 heures
TVA= 145 sec
3 heures DEP = 122,3 h80 sec + 1,8 heures 30 sec 60 sec45 sec 50 sec 90 sec
1, 1 quart * 8h 1, 1 quart * 8h
y = pièce usinée
1, 1 quart * 8h 1, 1 quart * 8h
200
pièces
Kanban Kanban
FIFO FIFO
Kanban
Kanban
Réduction des temps
de mise en course
TPM
500
pièces
Max
100
pièces
Max
200
pièces
Kanban
Taille de lot
analytique
Lean Manufacturing79

Gestion d’un Processus Continu
Lean Manufacturing80
Caractérisé par une organisation des équipements enchaînés de telle façon que le flux physique circule sans interruption entre les postes de travail.
Exemple : - raffinerie de pétrole, cimenterie.
- Chaîne de montage, automobile, embouteillage, électroménager.
Caractéristique de ce mode d’organisation : Produit :produit seul, famille de produits finis variantes d’un produit
générique.
Organisation des ressources : ensemble de centres opératoires mis en ligne selon la gamme de fabrication ou de traitement.

Gestion d’un Processus Continu
Lean Manufacturing81
La gestion d’un tel mode d’organisation pose les questions
suivantes :
Définir le nombre de postes de travail requis et réaliser le
meilleur équilibrage entre les postes.
Mesures conjointes à mettre en œuvre pour assurer la
permanence de la fluidité du flux et faire face aux aléas divers
de production.

Gestion d’un Processus Continu
Takt time
Lean Manufacturing
C’est la quantité Q à produire par période T.
Représente le débit du flux qui doit sortir du
système de production.
Permet de prendre des décisions pour fixer : Nombre de lignes à installer.
Durée du travail.
Taux de production de chaque chaîne.
Note : Taux de production est déterminé à partir des prévisions commerciales.
82

Gestion d’un Processus Continu
Takt time
Rythme sur lequel se caler pour répondre à la demande de
client :
Takt time = temps disponible /nombre d’unités consommées
ou vendues
Exemple :
Soit un atelier travaillant en une seule équipe de 420 minutes par jour et un
volume de vente mensuelle (20 jours ouvrables) de 16800 unités, quel est le
takt?
Temps disponible quotidien = 420 minutes.
Demande moyenne quotidienne = 16800/20 = 840 unités.
Takt = 420/840 = 0,5 minutes.
Lean Manufacturing83

Gestion d’un Processus Continu
Equilibrage du flux
Lean Manufacturing
Etape 1 :
Recherche du potentiel nécessaire à mettre en
place face à la charge prévisionnelle.
Charge prévisionnelle = Q * top
Potentiel à mettre en place = N * A * T
Q : Quantité à produire sur une période de référence.
T : Période de référence.
top : Somme des temps opératoires alloués.
N : Nombre de postes à définir.
A : Activité moyenne probable.
84

Gestion d’un Processus Continu
Equilibrage du flux
Lean Manufacturing
Nombre de postes N résulte du :
N = ( Q * top ) / ( A * T )
Cadence ou cycle C = T / Q, indique la périodicité de sortie des produit.( Objectif de l’équilibrage)
Note : N étant arrondi à la valeur entière supérieure.
Etape 2 :
Répartir entre ces N postes les différentes opérations de telle sorte que :
Antériorités techniques entre les opérations soient respectées .
Tous ces postes de travail se voient attribuer des opérations dont le temps total par poste soit à peu prés identique (C).
85

Gestion d’un Processus Continu
Equilibrage du flux
Lean Manufacturing86
Evaluation de l’équilibrage :
La difficulté d’atteindre une répartition égales des tâches provient : Durées des tâches inégales et ne peuvent être indéfiniment
divisés.
Allocation aux postes est limitée par des contraintes technologique.
La qualité d’un équilibrage est calculée par :
Perte d’équilibrage = ( N * Cm – top ) / ( N * Cm ) (%)
Cm : Temps opératoire du poste le plus chargé.

Gestion d’un Processus Continu
Etude de cas 3
Lean Manufacturing87
Le montage d’une lampe de bureau nécessite la réalisation de 7 tâches élémentaires totalisant un temps
de 4 minutes sur une chaîne d’assemblage. Le schéma ci-dessous représente les contraintes d’antériorité
des tâches. Les temps qui figurent entre parenthèses sont exprimés en secondes. L’objectif de production
est de 9000 lampes par mois. Un mois est constitué de 20 jours de 8 heures.
GF
E
D
C
BA
(20) (50)
(10)
(10)
(30)
(55) (65)
Questions :
1- Quel est le temps de cycle objectif de la chaîne ? Combien de postes la chaîne doit-elle comporter ?
2- Sur la base du nombre de postes ainsi déterminé, préparer une affectation des tâches aux différents postes.
Combien de lampes peut-on produire dans un mois ? Quelle est la perte d’équilibrage ? Si l’objectif de
production n’est pas atteint, quelles mesures peut-on prendre pour y remédier ?
3- Si l’on décide de faire des heures supplémentaires, combien d’heures supplémentaires faut-il prévoir dans le
mois ?
4- Supposons maintenant que l’un des opérateurs soit plus rapide que les autres. Sur quel poste l’affecteriez-
vous ? Quelle devrait être son allure pour atteindre l’objectif de production (sans heures supplémentaires) ?
5- On décide de rester sur la base de 4 postes. Pour donner de la souplesse à l’organisation du travail, on
constitue une heure de stock entre les postes successifs de la chaîne. Quel sera le stock moyen de lampes sur
l’ensemble de la chaîne ? Quel sera le délai de réalisation d’une lampe ?

Management Visuel
Lean Manufacturing88
MV est l’un des principaux outils de la
pensée Lean.
Contribue à la stabilité et la
standardisation.
Définition : Technique permettant
d’identifier et de séparer de manière
évidente le normal de l’anormal dans le
but d’éliminer des gaspillages.
doit nous permettre d’identifier
immédiatement une situation qui dérive par
rapport à un standard établi.
Les 3 principaux domaines d’application du
Management Visuel sont :
- L’espace de travail.
- Le système d’information et de communication.
- Le suivi de production en temps réel.
Méthode de résolution des problèmes
(8D)
Huit étapes à suivre pour résoudre un problème :
1. Poser le problème.
2. Comprendre la situation et fixer des objectifs.
3. Analyser les causes.
4. Proposer des solutions.
5. Mettre en œuvre, former et suivre le plan d’actions.
6. Vérifier les résultats et corriger.
7. Standardiser et prévenir.
8. Étendre.
Lean Manufacturing89

Les Outils de Résolution de Problèmes
Décrire un problème, un objectif : QQOQCP.
Recueillir des données : RELEVES.
Rendre plus visuels les relevés : GRAPHIQUES.
Mettre en évidence les aspects importants : PARETO.
Pour rassembler un maximum d’idées en groupe : BRAINSTORMING.
Chercher les causes profondes : 5 POURQUOI.
Montrer les relations entre les causes et des sous causes et l’effet observé : DIAGRAMME CAUSE-EFFET.
Choisir des causes ou des solutions en fonction de critères : MATRICE DE DECISION.
Décrire le plan et suivre l’état d’avancement des actions : PLAN D’ACTIONS.
Formaliser l’état d’avancement des travaux : COMPTE RENDU.
Communiquer à l’ensemble des intéressés : TABLEAU DE COMMUNICATION.
Lean Manufacturing90

Les Outils de Résolution de Problèmes
QQOQCP
Lean Manufacturing91
Poser le problème Fixer des objectifs Étendre
QUOI ? Quel est le problème,
l’anomalie, le
dysfonctionnement?
De quoi s’agit-il?
Quel est l’indicateur de
résultat à mesurer?
A combien fixe-t-on la cible?
Quelles solutions veut-on
étendre?
QUI ? Qui est concerné? Qui doit le mesurer? Qui va être chargé du
déploiement des solutions?
OU ? Où se produit le problème? Où le mesurer? Où peut-on appliquer les
solutions?
QUAND ? À quel moment, à quelle
fréquence, depuis quand se
produit le problème?
À quelle fréquence le
mesurer?
Quel délai se donne-t-on
pour atteindre l’objectif?
Quel est le planning de
déploiement?
COMMENT ? Comment sait-on que le
problème existe?
Comment le mesurer? Comment va-t-on déployer
les solutions?
POURQUOI ? Pourquoi a-t-on intérêt à
régler le problème? Quel est
l’enjeu?
Pourquoi se fixe-t-on de tels
objectifs?
Pourquoi veut-on étendre
ces solutions à cet endroit?

Les Outils de Résolution de Problèmes
Diagramme de Stratification
Lean Manufacturing92
1
2 3 4
5
6
Est-ce que des données
soutenant ces mesures
existent?
(Oui/Non)
Est-ce que ces
mesures aident à
prédire « Y »?
(Oui/Non)
Questionnement sur le processus Facteurs de stratification
variables « X »
(Extrant «Y »)
Mesures

Lean Manufacturing93
Y a-t-il une différence selon le
type de client?
Est-ce que des données soutenant
ces mesures existent?(Oui/Non)
Est-ce que ces mesures aident à
prédire « Y »? (Oui/Non)
5
6
Nombre d’ajustements
en réglant la note
Est-ce que le nombre d’ajustements
de note varie dans le temps?
Nombre d’ajustements / jour
Y a-t-il une différence selon le
type d’employé?
Est ce que le nombre
d’ajustements varient d’un
emplacement à l’autre?
Par période de temps
Nombre d’ajustements / employé
Nombre d’ajustements «nouvel employé»
vs «employés expérimentés»
Par employé
Par type de client
Nombre d’ajustements par
taille de chambre
Nombre d’ajustements par
segment de clientèle
Par emplacement
Nombre d’ajustements dans le Nord-est
Nombre d’ajustements dans le SudNombre d’ajustements dans la région Centrale
Nombre d’ajustements /
mois
2 3 4Questionnement sur le processus Facteurs de stratification
variables « X »
(Extrant « Y »)
1
Mesures
Les Outils de Résolution de Problèmes
Diagramme de Stratification

Les Outils de Résolution de Problèmes
BRAINSTORMING - Principes
Lean Manufacturing94
Pourquoi faire ? Produire le plus grand nombre d’idées possibles. Trouver des causes, des solutions.
Règles du jeu : Tout dire.
En dire le plus possible. Rebondir sur les idées des autres. Pas de commentaire, ni de critique, ni de censure.
Bon humeur. Temps de parole limité à 30 secondes. 1 idée par « post-it ».
8 mots maximum par « post-it ». Pas d’opinions, des faits. Pas de mots génériques, des phrases courtes et précises.

Les Outils de Résolution de Problèmes
BRAINSTORMING - Principes
Lean Manufacturing95
Organisation : Écrire le thème de réflexion sur une feuille de papier kraft.
Rappeler les règles du jeu.
Distribuer des « post-it » à chaque participant (il en faut 20 à 25 par groupe).
Déroulement : S’échauffer : échanger sur le sujet.
Produire : chaque participant écrit en silence ses idées sur les « post-it » et les affiche sur la partie gauche de la feuille au fur et à mesure de leur rédaction.
Clarifier : l’animateur prend à tour de rôle chaque « post-it » et le lit à voix haute. Si tous les participants comprennent le sens de la phrase, l’animateur déplace le « post-it » sur la partie droite de la feuille. Sinon l’auteur doit repréciser son énoncé. Laisser dans la partie gauche les idées hors thème et grouper les idées déjà émises. Les participants peuvent écrire de nouveaux « post-it » au fur et à mesure que les fiches existantes sont lues.
Grouper les « post-it » par affinité et titrer les regroupements (voir l’outil DIAGRAMME CAUSE-EFFET)

Genchi-genbushu ou Quick Response Quality
Control (QRQC)
Une attitude fondée sur les 3 réels en japonais:
1. Gen-ba : lieu réel.
2. Gen-butsu : pièce réel (avec les objets concernés).
3. Gen-jitsu : réalité (les faits mesurables)
Principe de fonctionnement :
1. Parler avec des faits fin de mieux faire comprendre la réalité du terrain.
2. Aller sur le terrain, à l’endroit où les choses se passent vraiment, afin de comprendre ce qu’est la réalité.une méthode plus efficace que la simple lecture de rapport.
3. Voir la vraie pièce ou le vrai service rendu, bon ou mauvais et l’analyser en s’appuyant sur des faits.
Lean Manufacturing96

Système Kanban
Lean Manufacturing97
Repose sur un mode de fonctionnement « Juste à Temps ».
système de pilotage à court terme d’atelier.
Principe : Chaque poste de travail ne doit travailler que sur la demande du stade situé en aval de lui et non plus sur prévision. Le système est tiré par l’aval.
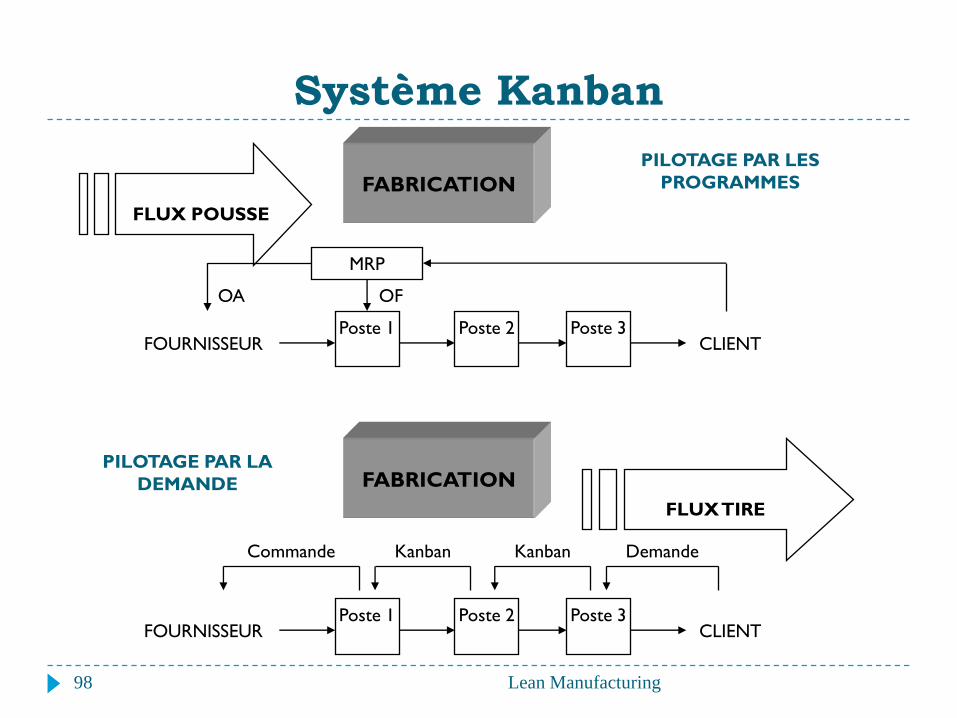
FABRICATION
FABRICATION
PILOTAGE PAR LES
PROGRAMMES
PILOTAGE PAR LA
DEMANDE
FLUX POUSSE
FLUX TIRE
CLIENTFOURNISSEURPoste 1 Poste 2 Poste 3
OA OF
MRP
CLIENTFOURNISSEURPoste 1 Poste 2 Poste 3
DemandeKanbanKanbanCommande
Système Kanban
98 Lean Manufacturing

FOURNISSEUR CLIENT
FLUX PHYSIQUE
Containers avec Kanban
FLUX D’INFORMATION
Etiquette KanbanA
A
A
B
B
B
C
C
C
AA
AA
AA
BB
BB
BB
CC
CC
CC
J’ai vidé un conteneur, je
renvoie sa carte. C’est mon
bon de commande
J’accumule les cartes sur un
tableau. C’est mon carnet de
commandes
Je fabrique un conteneur, j’y attache une
carte
Système Kanban
99 Lean Manufacturing

Système Kanban
Lean Manufacturing100
L’ordre de fabrication passé dans cette relation client-fournisseur interne est matérialisé par un document standard (Kanban : étiquette en japonais).
Note:Kanban sert simultanément de fiche suiveuse et d’ordre de fabrication émis par le poste aval et destiné au poste amont .
Le ticket kanban comporte les informations :
Désignation de la pièce.
Provenance te destination.
Capacité du container.
Code barres pour une lecture optique.
Nombre de ticket en circulation dans la boucle.
Identification de la pièce : BZV 4216
Catégorie : BTR
Origine : poste 17
Destination : poste 24
Quantité : 6
Temps de cycle :
25 minutes
Min : 6 Max : 18

Système Kanban
Lean Manufacturing101
Le ticket kanban présente les particularités :
Ordre de fabrication ouvert.
Rythme de fabrication est commandé par la vitesse
de circulation du ticket.
Le ticket kanban participe à :
Rationaliser et simplifier les flux d’information.
Débuter la fabrication que lorsque le besoin est
exprimé.
Système Kanban
Lean Manufacturing102
La méthode kanban suppose que les règles suivantes
soient respectées :
Tout container rempli possède un kanban issu de la dernière
opération.
Le kanban libre qui n’est pas attaché à un container, représente
un ordre de fabrication pour une quantité fixe de pièces sur un
poste de travail déterminé.
Le nombre de kanbans en circulation entre deux postes est
fixé au départ.

Système Kanban
Lean Manufacturing103
K
K KK
Poste amontPoste aval
Container entamé2 containers pleins munis de
leur kanban stockés devant
le poste avalPlanning des kanbans
K

Système Kanban
Fonctionnement du système à double boucle :
Lean Manufacturing104
P
P T
T
P
Poste 1 Poste 2
Air de stockage du
poste 1
Air de stockage du
poste 2

Système Kanban
Produit X Produit Y Produit Z
Lean Manufacturing105
Y
Y
Y
Y
X
X
Z
Z
Z
Planning des kanbans ( avec priorité )

Système Kanban
Détermination du nombre de Kanbans
Lean Manufacturing106
Si ce nombre est trop élevé : constitution de stocks inutiles.
Si ce nombre est trop faible : Poste aval risque de manquer
de composants.
En général : procéder à déterminer le nombre de kanbans
d’une manière empirique.

Système Kanban
Détermination du nombre de Kanbans
Lean Manufacturing107
Considérons un système à simple boucle.
Indiquons les principaux paramètres du modèle :
D : Demande quotidienne qui s’adresse au poste aval pendant une unité de temps.
N : Nombre de pièces contenues dans chaque container.
K : Nombre de Kanbans ( à déterminer ).
T : Temps de cycle (délai de réaction ), temps qui sépare le moment où le container est entamé du moment où le container revient disponible devant le poste aval.

Système Kanban
Détermination du nombre de Kanbans
Lean Manufacturing108
T se décompose en une succession de durées : Temps d’enlèvement du kanban dans le poste aval.
Temps de transit du kanban de l’aval vers l’amont.
Temps d’attente du kanban sur le planning de kanbans du poste amont.
Temps de réglage de l’équipement.
Temps de fabrication des pièces du container.
Temps d’enlèvement du container dans le poste amont.
Temps de transport du container muni de son kanban vers le poste aval.

Système Kanban Détermination du
nombre de Kanbans
Lean Manufacturing109
Stock optimal correspond au stock qui permet à l’atelier aval de satisfaire la demande pendant le temps du cycle T.
Par conséquent :
K = ( T * D)/N
Poste aval : consomme 1 container toutes
les d = N/D unité de temps.
T * D : Nombre de pièces qui permet de couvrir le temps du cycle.
D/N : Demande de containers en unités de temps.

Système Kanban Détermination du
nombre de Kanbans
Lean Manufacturing110
Existence d’un stock de sécurité :
K = (( D*T ) + S ) / N ; S : Stock de sécurité.
Remarque : Possible d’envisager le temps de cycle T comme une
variable aléatoire suivant une loi normale (mT , T) :
K = D * (mT + h * T) / N , h : degré de couverture du risque.
Obligation d’une production par Lot :
Imaginons que la fabrication des pièces dans l’atelier amont se
passe par lot économique de Q pièces.
Q : contient Q/N = q kanbans.
Par conséquent :
K = D * [ T + ( q –1 ) * d ] / N
Système Kanban
Lean Manufacturing111
Le kanban informatisé :
Eloignement géographique entre les 2 postes de
travail qui justifie le recourt à l’informatisation. Objectif du Kanban informatisé reste toujours de transmettre
un ordre de fabrication où d’achat à un fournisseur interne ou externe.
L’étiquette comporte un code à barres.
Code à barre donne les informations nécessaires en terme de consommation (niveau de stock disponible).
La commande au fournisseur est automatiquement passée.

Système Kanban
Lean Manufacturing112
Avantages de la méthode Kanban : Simple, peu de papier à remplir ou à enregistrer.
Prise en charge directement par les opérateurs ou les contremaîtres sans faire appel au service ordonnancement.
Accroît la responsabilité et la motivation du poste fournisseur vis-à-vis du poste client.
Les moyens d’efficacité apparaissent clairement sur le terrain : flexibilité, rapidité, qualité, fiabilité.
Diminue les stocks et les encours.
Garantit un fonctionnement à encours limités, permet d’organiser la circulation des flux avec rigueur. L’ implantation s’organise dans le sens du flux.

Système Kanban
Etude de cas
Lean Manufacturing113
Dans une usine fabricant des instruments de mesure de haute précision, le processus productif se décompose en une succession de
nombreuses tâches complexes, où la main d’œuvre qualifiée joue un rôle fondamental. Les responsables de l’organisation de la fabrication
ont décidé de faire fonctionner les premières étapes du cycle productif en MRP et les dernières étapes en flux tirés, afin de répondre le
mieux possible à la demande des clients (par exemple, personnalisation des appareils selon la nationalité du client) et d’éviter la constitution
de stocks excessifs. Nous allons étudier le fonctionnement des derniers postes de travail et tenter de définir le nombre optimal de kanbans.
Pour la semaine prochaine, les services commerciaux ont prévu une demande quotidienne de 120 instruments. Ces derniers sont
méticuleusement stockés dans des bacs en plastique, à raison de 10 par bac. On fait l’hypothèse que l’avant dernier poste dispose de bacs en
quantité suffisante, pour ne pas être tributaire du retour des bacs du poste suivant ; chaque week-end, les bacs vides sont transportés du
dernier poste vers le précédent. La journée type a une durée de 8 heure. Par ailleurs, après avoir effectué préalablement quelques mesures,
vous savez qu’en moyenne :
Le temps de transit du kanban entre les deux postes est de 5 minutes.
Le temps de transport du bac plein jusqu’au dernier poste est de 10 minutes.
Le temps d’attente du kanban sur le planning du poste amont est de 5 minutes.
La durée de l’opération de pré-finition réalisée par l’avant dernier poste de travail sur un instrument est de 3 minutes.
Le temps de réglage des équipements est de 35 minutes (le réglage est réalisé très tôt le matin par une équipe spécialisée, avant que la
journée de production ne débute).
Le temps d’enlèvement des bacs dans le poste amont est de 15 minutes.
Le temps d’enlèvement des kanbans dans le postes aval est de 15 minutes.
Questions :Calculer le nombre optimal de kanbans dans les situations suivantes :
- Simplement avec les éléments précédents.
- En considérant que le temps de cycle suit une loi normale dont on connaît la moyenne et dont on pense que l’écart type est voisin
de 10 minutes.
- En considérant que la production est plus rentable lorsque des lots de 40 instruments de mesure sont traités.
2- Si le responsable de la fabrication arrivait, par des efforts de rationalisation, à diminuer de moitié le temps de cycle (hors de l’opération
de pré-finition), quel en serait l’impact sur le nombre optimal de kanbans ?

Production lissée ou Heijunka
Comparaison charge/capacité
Notion de sous-charge et de surcharge
Lorsque l’on détermine la charge d’un poste de travail, celle-ci est
rarement, voire jamais, égale à la capacité de ce poste. Si elle est
inférieure à la capacité, nous dirons que le poste est en sous charge,
alors que dans le cas contraire, nous dirons qu’il est en surcharge.
Lean Manufacturing114114
Sur -Charge
Sous Charge
Temps
Capacités
/Charges

Production lissée ou Heijunka
Comparaison charge/capacitéLissage des charges
Le calcul de la charge d’un poste s’arrête lorsque celui-ci est chargé pour une période de référence à 100 % de la capacité réelle. Si certains travaux restent à charger dans cette période, une répartition sur d’autres postes de charges ou une répartition des travaux dans le temps est alors recherchée.
Capacité finie, infinie
Si aucun lissage n’est effectué, nous considérons que la capacité des postes de charge est infinie (ou illimitée) dans le cas contraire, nous considérons que la capacité des postes de charge est finie (ou limitée).
Lean Manufacturing115115

Méthode 5S
Adopter 5 règles générales en respectant l’ordre dans
lequel elles sont énoncées.
Les 5S sont les initiales de mots japonais :
Seiri : rangement.
Seiton : mise en ordre, méthode.
Seiso : nettoyage.
Seiketsu : propreté, netteté.
Shitsuke : éducation morale, discipline.
Lean Manufacturing116116

Méthode 5S
Lean Manufacturing117
Les 5S
Traduction littérale
Application dans l’entreprise
Seiri Ranger S’organiser, c’est-à-dire, enlever l’inutile et garder le strict nécessaire sur le poste de travail.
Exemple : un système de classification du type ABC permet de distinguer ce qui est d’usage quotidien : A, hebdomadaire : B, et rarissime : C.
Seiton Mettre en ordre Situer les choses, c’est-à-dire arranger, minimiser les recherches inutiles.
Exemple: disposer les objets utiles sur un panneau d’outils de façon fonctionnelle et s’astreindre à remettre à sa place chaque outil, définir les règles de rangement sur le panneau…
Seiso Nettoyer Scintiller, c’est-à-dire nettoyer très régulièrement le poste de travail et son environnement afin de permettre une détection plus rapide des défaillances.
Exemple : définir des objectifs au sein de l’atelier après l’avoir découpé en zones, identifier les causes de salissure, déterminer la fréquence de nettoyage…
Seiketsu Standardiser Formaliser : afin que les trois S précédents soient respectés, il faut les inscrire comme des règles ordinaires à suivre, c’est-à-dire comme des standards. Cette formalisation passe par la participation du personnel afin qu’il s’approprie le projet 5S.
Exemple : affichage des objectifs et des résultats, effort de communication permanent entre responsables du projet 5S et acteurs sur le terrain…
Shitsuke Suivre Surveiller : pour obtenir les 4S précédents, il faut assurer un suivi régulier de leur application et en corriger les dérives. L’implication des acteurs est nécessaire.
Exemple : création d’équipes de contrôle effectuant un suivi régulier, mise en place de méthodes d’auto – évaluation sur la base de fiches d’évaluation chiffrées, audits, affichage des résultats.
117

Méthode 5S
Lean Manufacturing118118
SEIKETSU : PROPRETE
Systématiser l’activité de rangement, de mise en ordre et de nettoyage
SEISO : NETTOYAGE
Créer un lieu de travail
où il n’y a ni déchet ni saleté
SEIRI : RANGEMENT
Déterminer le critère de distinction
entre les objets
nécessaires et ceux qui ne sont pas.
Séparer les deux types d’objets
Éliminer les objets non nécessaires.
SEITON : MISE EN ORDRE
Les objets nécessaires doivent être immédiatement disponibles au moment voulu
SHITSUKE : EDUCATION MORALE
Être capable de réaliser correctement et en conformité ce qui a été décidé et
maintenir constamment la volonté d’amélioration
Mise en œuvre d’une campagne 5S

Méthode 5S
Démarche à suivre pour la mise ne place :
1. Motiver l’encadrement.
2. Former le personnel à la méthode.
3. Faire un état des lieux général.
4. Choisir une zone pilote.
5. Mettre en place un comité de pilotage.
6. Former le groupe de travail pilote.
7. Mettre en place « un tableau 5S ».
8. Démarrer le travail de groupe.
9. Mettre en œuvre les 5 étapes.
10. Généraliser à d’autres chantiers.
Lean Manufacturing119119

Méthode SMED
Possible de dégager des heures productives en maîtrisant la durée nécessaire au changement d’outil en réduisant la durée des interventions inter opératoires.
Par la méthode SMED. Proposé par Shingo
SMED : Single Minute Exchange of Die.
Traduit : échange d’outil en moins de 10 minutes. Signifie que le temps en minute nécessaire à l’échange doit se compter avec un seul chiffre.
Lean Manufacturing120120

Méthode SMED
SMED est une méthode d’organisation.
Objectif : réduire de façon systématique le temps de changement de séries à partir d’un objectif quantifié.
La méthode repose sur la distinction entre trois types d’opérations :
Opérations inutiles : entraînent des pertes de temps, à éliminer.
Opérations internes : ou IED, Input Exchange Die, nécessitent l’arrêt complet de la machine pour pouvoir être effectuées.
Opérations externes : ou OED, Output Exchange Die, on peut les effectuer alors que l’équipement fonctionne, réalisés en temps masqué.
Lean Manufacturing121121

Méthode SMED
Objectifs :
Supprimer toutes les opérations inutiles.
Convertir les opérations internes en opérations externes.
Afin de limiter les temps d’arrêt de la machine.
Nécessite une implication des services Méthode et Étude.
Lean Manufacturing122122
Méthode SMED
Démarche à suivre pour mettre en place la méthode SMED
Étape préliminaire : impliquer tous les intervenants afin de sensibiliser à l’effort entrepris.
Étape n°1 : analyser un changement de fabrication tel qu’il est pratiqué. Cette révèle la nécessité de mettre en œuvre les 5S.
Étape n °2 : identifier les opérations internes et les opérations externes. Rechercher les gains de temps grâce au temps masqué.
Étape n°3 : transformer les opérations internes en opérations externes.
Étape n°4 : rechercher la réduction du temps d’exécution des opérations internes et externes.
Lean Manufacturing123123

Méthode SMED
Les résultats obtenus sont souvent importants :
Dégager du temps utile pour une machine, permettant d’améliorer son rendement.
Retarder ou reconsidérer un projet d’investissement de capacité.
SMED doit se réaliser dans un esprit d’amélioration continue. Et doit être associé fréquemment à la recherche des 5S.
Appliquer la démarche SMED aux postes goulots.
Lean Manufacturing124124

Jidoka
Signifie « contrôle autonome ».
Système « intelligent » qui démarre ou cesse la
production lorsque demandé et émet un signal
lorsque nécessaire à l’aide d’un « andon ».
Le travailleur peut ainsi surveiller plusieurs machines
à la fois de manière plus efficace.
125 Lean Manufacturing

Si un problème est détecté:
0 à 2
minutes
2 à 4
minutes
4 à 7
minutes
7 min. et
plusCritique
– Une lumière s’allume et l’opérateur a 2 minutes
pour le régler.
– Si après ce temps le problème n’est pas résolu, le
mécanicien est informé automatiquement et a 2
minutes pour trouver la solution.
– Si le mécanicien n’a pas réglé le problème, le
contremaître est informé et a 3 minutes pour
réparer la machine.
– Si le problème n’est toujours pas réglé, le président
est automatiquement avisé de la situation.
Jidoka
126 Lean Manufacturing

Poka Yoke
Signifie « garde-fou » en japonais.
Dispositif empêchant une erreur de se produire et
tendant vers le zéro défaut.
Système d’auto-contrôle permettant à l’employé de
vérifier lui-même son travail, et complété par un système
d’inspections successives permettant la détection des
erreurs qui auraient pu se faire dans le ou les postes
précédents.
127 Lean Manufacturing

Poka Yoke
128 Lean Manufacturing

TPM
La TPM est l’héritière de la préventive maintenance (PM)
américaine, arrivée au Japon au lendemain de la seconde
guerre mondiale.
Lean Manufacturing129
Le JIPM est l’inventeur, le promoteur et le propriétaire du
concept TPM (marque déposée).
La TPM est née en 1971 dans les usines du groupe
Nippondenso, puis a été formalise par Seiichi Nakajima,
membre du Japan Institute of Plant Mangement (JIPM).

TPM
Le principal changement par rapport à la PM est l’implication
des opérateurs (approche participative) qui au plus
près de la machine, la connaissent intimement et, de ce fait,
peuvent contribuer efficacement à sa maintenance.
Lean Manufacturing130

Définitions
TPM : Total Productive Management: démarche d’amélioration des
performances des équipements.
Véritable projet d’entreprise prend en compte les aspects techniques,
organisationnels et surtout humains. En faisant évoluer le comportement
du personnel de l’entreprise que cette pérennité est assurée.
Démarche englobe tous les outils d’amélioration de la qualité : SPC, 5S,
SMED, AMDEC, communication visuelle…
Maintenance : maintenir en bon état : réparer, nettoyer, graisser et
accepter d’y consacrer le temps nécessaire.
Productive : assurer la maintenance tout en produisant ou en
pénalisant le moins possible la production.
Totale : considérer tous les aspects et y associer tout le monde.
Lean Manufacturing131

TPM
Lean Manufacturing132
T• Total : considérer tous les aspects et y associer tout le
monde.
P• Productive : assurer la maintenance tout en produisant ou
en pénalisant le moins possible la production.
M• Maintenance : maintenir en bon état : réparer, nettoyer,
graisser et accepter d’y consacrer le temps nécessaire.

TPM
Lean Manufacturing133
La TPM considérée comme un bâtiment avec des
fondations et 8 piliers.
gest
ion
au
ton
om
e
des
éq
uip
em
en
ts
am
élio
rati
on
des
éq
uip
em
en
ts e
t p
rocess
us
main
ten
an
ce p
lan
ifié
e
éd
ucati
on
et
form
ati
on
TP
M d
an
s le
s b
ure
au
x
maît
rise
de la q
ualité
maît
rise
de la c
on
cep
tio
n
sécu
rité
, co
nd
itio
ns
de
travail e
t en
vir
on
nem
en
t
5S
TPM
TPM
Fondation : 5S.
Pilier 1 : Gestion autonome des équipements. (JISHU
HOZEN).
Pilier 2 : Amélioration des équipements et processus
(KAIZEN).
Pilier 3 : Maintenance planifiée.
Pilier 4 : Maîtrise de la qualité.
Pilier 5 : Maîtrise de la conception.
Pilier 6 : TPM dans les bureaux (fonctions support).
Pilier 7 : Education et formation.
Pilier 8 : Sécurité, conditions de travail et environnement.
Lean Manufacturing134

Les huit piliers de la TPM
Lean Manufacturing135
L’amélioration de l’efficience du
système de production
La mise en place de conditions idéales
au service de la performance
industrielle
1. Gestion et maintenance autonome des
équipements.
2. Élimination des gaspillages et
amélioration au cas par cas.
3. Maintenance planifiée.
4. Amélioration des connaissance et des
savoir-faire.
1. Sécurité, conditions de travail et
environnement.
2. Maîtrise (maintenance) de la qualité.
3. Maîtrise de la conception des produits et
équipements associés.
4. Efficience des services supports ou
« TPM dans les bureaux ».

TPM
Facteurs de réussite
Lean Manufacturing136
Participation et
implication de tous les employés
Engagement de la
hiérarchie
Réussite de la TPM

TPM
Lean Manufacturing137
Performance
TRS

Analyses FMDS
Fiabilité, Maintenabilité, disponibilité, Sûreté
Lean Manufacturing138
Fiabilité : a pour objectif de déterminer la probabilité pour que le produit (ou le système ou un de ses éléments) remplisse sa fonction sans défaillance pendant un temps donné, dans des conditions d’emploi et d’environnement donnés.
S’exprime à travers : MTBF ( Mean time Between Failure) moyenne des temps de bon fonctionnement ou temps moyen entre deux pannes.
MTBF = Temps de marche totale / Nombre d’arrêt.
MTBCF : Mean Time Between Critical Failure, relatif aux pannes critiques.
La durée de vie.
Lean Manufacturing139
Maintenabilité : a pour objectif :
D’évaluer l’aptitude du produit pour qu’il puisse être entretenu et réparé dans une période de temps défini.
De déterminer les procédures et moyens de la maintenance (tâches, niveaux de maintenance, moyens associés).
S’exprime à travers : MTTR ( Mean team To Repair), moyenne des temps techniques de réparation.
MTTR = Temps d’arrêt total/ Nombre d’arrêt.
Analyses FMDS
Fiabilité, Maintenabilité, disponibilité, Sûreté

Lean Manufacturing140
Disponibilité : est exprimée par
MTBF/(MTBF + MTTR)
Sûreté : procéder à l’analyse des risques et aux études AMDEC ( Analyse des modes de défaillance, de leurs effet et de leurs criticité).
À distinguer AMDEC Machine et AMDEC Processus.
Analyses FMDS
Fiabilité, Maintenabilité, disponibilité, Sûreté

Lean Manufacturing141
TO : temps d’ouverture
TR : temps requis
TF temps de fonctionnement
TN : temps net
TU : temps utile
NPB : pièces bonnes
NPR : pièces réalisées
Micro-arrêts
Ecarts de cadence
Non
qualité
TT : temps total
Fermeture
de l’atelier
Arrêts de production
Préventif / Essais
Sous-charge
NPTR : pièces théoriquement réalisables
Les temps d ’état d ’un moyen de
production

TO : temps d’ouverture
TR : temps requis
TF temps de fonctionnement
TN : temps net Micro-arrêts
Ecarts de cadence
Non
qualité
Fermeture
de l’atelier
Temps non requisArrêts de production
Préventif / Essais
Sous-charge
TU : temps utile
TT : temps total
TotalTemps
UtileTemps
TT
TUTRΕ
Lean Manufacturing142
Le TRE l’indicateur stratégique d’engagement des moyens de
production, il permet au dirigeant d’affiner la stratégie
d ’organisation de l ’entreprise
Taux de Rendement Économique
TRE

TO : temps d’ouverture
Non
qualité
TR : temps requis
TF temps de fonctionnement
TN : temps net Micro-arrêts
Ecarts de cadence
Fermeture
de l’atelier
Temps non requisArrêts de production
Préventif / Essais
Sous-charge
TT : temps total
TU : temps utile
Ouvertured'Temps
UtileTemps
TO
TUTRG
tO : temps d ’ouverture
Lean Manufacturing143
Le TRG est un indicateur de productivité de l’organisation
industrielle. C’est un indicateur économique qui intègre la charge
effective d ’un moyen de production
Taux de Rendement Global
TRG

TO : temps d’ouverture
TT : temps total
Fermeture
de l’atelier
Temps non requis
Préventif / Essais
Sous-charge
NTPR
NPB
Requis Temps
Utile Temps
TR
TUTRS
Micro-arrêts
Ecarts de cadence
Non
qualité
Arrêts de production
TR : temps requis
TF temps de fonctionnement
TN : temps net
TU : temps utile
NPB : pièces bonnes
NPTR : pièces théoriquement réalisables
Lean Manufacturing144
Taux de Rendement Synthétique
TRS

TO : temps d’ouverture
TT : temps total
Fermeture
de l’atelier
Temps non requis
Préventif / Essais
Sous-charge
Micro-arrêts
Ecarts de cadence
Arrêts de production
TR : temps requis
TF temps de fonctionnement
Non
qualité
TN : temps net
TU : temps utile
NPB : pièces bonnes
NPR : pièces réalisées
RéaliséesPiècesdeNbre
BonnespiècesdeNbreTq
TN
TUTq
Lean Manufacturing145
Taux de Qualité
Tq

TO : temps d’ouverture
TT : temps total
Fermeture
de l’atelier
Temps non requis
Préventif / Essais
Sous-charge
Non
qualité
Arrêts de production
TR : temps requis
TU : temps utile
Micro-arrêts
Ecarts de cadence
TF temps de fonctionnement
TN : temps net
mentFonctionnedeTemps
NetTemps
TF
TNTp
Lean Manufacturing146
Taux de performance
Tp

TO : temps d’ouverture
TT : temps total
Fermeture
de l’atelier
Temps non requis
Préventif / Essais
Sous-charge
Arrêts de production
TR : temps requis
TF temps de fonctionnement
Micro-arrêts
Ecarts de cadence
Non
qualité
TN : temps net
TU : temps utile
RequisTemps
mentFonctionnedeTemps
t
tDo
R
F
Lean Manufacturing147
Disponibilité opérationnelle
Do

TO : temps d’ouverture
TT : temps total
Fermeture
de l’atelier
Temps non requis
Préventif / Essais
Sous-chargeTR : temps requis
TF temps de fonctionnement
TN : temps net
TU : temps utile
Micro-arrêts
Ecarts de cadence
Non
qualité
Arrêts de production
DoTpTqSTR
Le TRS mesure la performance d’un moyen de production. Il
permet d ’identifier les pertes, il représente un excellent outil
d’investigation Lean Manufacturing148
Taux de Rendement Synthétique
TRS

AMDEC
L'Analyse des Modes de Défaillance, de leurs Effets et de leurs Criticités :
procédé systématique pour :
Identifier.
et
Analyser les modes potentiels (= a priori) dedéfaillances
et
les traiter.
avant (= a priori) qu'elles ne surviennent, avec l'intentionde les éliminer ou de minimiser les risques associés.
149 Lean Manufacturing

AMDEC
Objectif
Lean Manufacturing
Anticiper les problèmes potentiels : mesure de
prévention.
Atténuer les dysfonctionnements : mesure de
protection et de détection.
150

AMDEC
Différents types
AMDEC processus
AMDEC moyen
de production
AMDEC produit
SdF ( ou F-M-D-S)
Qualité produit
Environnement
Fonctions
Caractéristiques
Qualité
Mode opératoire des opérations de production
qualité - production
Points sensibles
151 Lean Manufacturing

AMDEC
Principe de base
l'AMDEC est une technique d'analyse exhaustive et
rigoureuse de travail en groupe, très efficace par la
mise en commun de l'expérience et de la
compétence de chaque participant du groupe de
travail. Cette méthode fait ressortir les actions
correctives à mettre en place.
152 Lean Manufacturing

Opération
du
processusMode
de
défaillanceConséq.
Client Causes
Moyens
Prévention
Détection O G D C
DEFAILLANCES
Actions
correct.
process
Actions
correct.
détection Resp. Délai O G D C
EVOLUTION
AMDEC : Analyse des modes de défaillance de leurs effets de leur criticité
AMDEC
Support de base
153 Lean Manufacturing

AMDEC
Tableau de Suivi des Actions
SUIVI DES ACTIONS AMDEC
Produit analyse : Ensemble: Pilote AMDEC :
Référence : Référence : Page :
N°
actiondate
Libellé de
l’ACresponsable
résultats Planification de la mise en oeuvre
D’ O’ G’ CR
154 Lean Manufacturing

Mandater une Amélioration
Continue(AC)
I. Problématique à résoudre.
II. Nommer le projet.
III. Bénéfices et résultats à atteindre.
IV. Périmètre du projet.
V. Equipe projet et chef projet.
VI. Identification des risques projet.
VII. Macro planning de réalisation.
Lean Manufacturing155

Les 3 logiques de la conduite d’une AC
RH
Technique Organisation
Définition et mise en œuvre de l’outil
Adaptation aux spécificités de l’entreprise
Individuelle : peur, limites, changements
Collective : montée en compétence ; re-répartition des fonctions
Système de reconnaissance
Restructuration des processus
Faire participer les utilisateurs à la construction de la nouvelle organisation
Rendre visible le rôle et la place de chacun
La réussite
De l’AC passe
obligatoirement par la
prise en compte de ces 3 logiques
CO
MM
UN
ICA
TIO
N
GE
ST
ION
DE
PR
OJ
ET
Fun & transparence !Structurée &
structurante
Lean Manufacturing156

Cibler son énergie
sur les hommes et les femmes
Lean Manufacturing157
++++ ++
+++ + +
+ ++
++ +
+ + - - - - -- - - - -- - - - -
- - - - -+ + + + +-+- +-+ + + + +- - - - -- - - - -
Les “convaincus” (équipe d’AC, direction, tous ceuxqui aiment le changement)
Les “ça ne marchera jamais”
+ + + + +3 types de personnes à entraînerdans l’AC
Injecter la juste énergie :
Prendre en compte le passé.
Communiquer, informer.
Montrer concrètement les avantages du nouveau système.
Sortir de son univers : aller voir ailleurs ce que d’autres ont fait.
S’appuyer sur les convaincus.
Prendre du temps avec certains.
Faire confiance.
…
Les autres (80% au début de l’AC)
… DES PRINCIPES QUI SERVIRONT TOUS
LES AUTRES PROJETS DE L’ENTREPRISE
- -
- - - -

Conduire une AC
1. Définir ce qui est demandé :
Quelles sont les fonctions à réaliser, les contraintes ?
2. Lister les tâches :
Qu’est-ce qui doit être fait ? Comment découper l’AC en lots ?
3. Établir les responsabilités :
Qui coordonne, réalise et valide chaque tâche ?
4. Évaluer la durée et l’ordre des tâches :
Combien de temps faut-il pour faire … ? Dans quel ordre doit-on procéder ?
5. Prendre en compte les ressources et contraintes :
Quelles sont les ressources disponibles/nécessaires (compétence + temps) ?
158 Lean Manufacturing

Conduire une AC
1. Poser les bases de ce qui est demandé :
Analyse fonctionnelle, diagramme fonctionnel
2. Analyse fonctionnelle + opérations nécessaires à la réalisation :
WBS (diagramme des travaux)
3. Diagramme des travaux + qui fait/coordonne quoi
OBS/matrice RACI (diagramme des responsabilités)
4. Diagramme des responsabilités + durée et ordre de succession des tâches
PERT
5. PERT + ressources disponibles
Gantt (calendrier du projet)
159 Lean Manufacturing

Lean Manufacturing160
Conduire une AC
La matrice RACI
Fon
ction
1
Fon
ction
2
Fon
ction
3
presta
taire
Directio
n
Pilo
te
Lot 1 Lots technique A R A C I
Lot technique B R A I
Lot 2 Lot technique C C A I
Lot 3 Lot technique D R A
Lot technique E R A I I
Lot technique F A R I
Lot 4 Lot de gestion G R A C
Lot 5 Lot de gestion H A C R C
Lot de gestion I A R C
Lot 6 Lot de gestion J R A C
Lot 7 Lot de gestion K R A C
Lot 8 Lot de gestion L R A C
Lot 9 Lot de gestion M A I R C
Projet
XXX
Lot 1
Lot 2
Lot 3
Lot 4
Lot 5
Lot 6
Lot 7
Lot 8
Lot 9
Lots techniques Lots de gestion de
l’AC
Dans le diagramme des tâches, des lots ont été définis
Tous les lots doivent être affectés à un responsable par une matrice RACI
Matrice RACI
R = Réalisation, tâche
A = Approbation, lead
C = Consultation, avant
I = Information, après
160
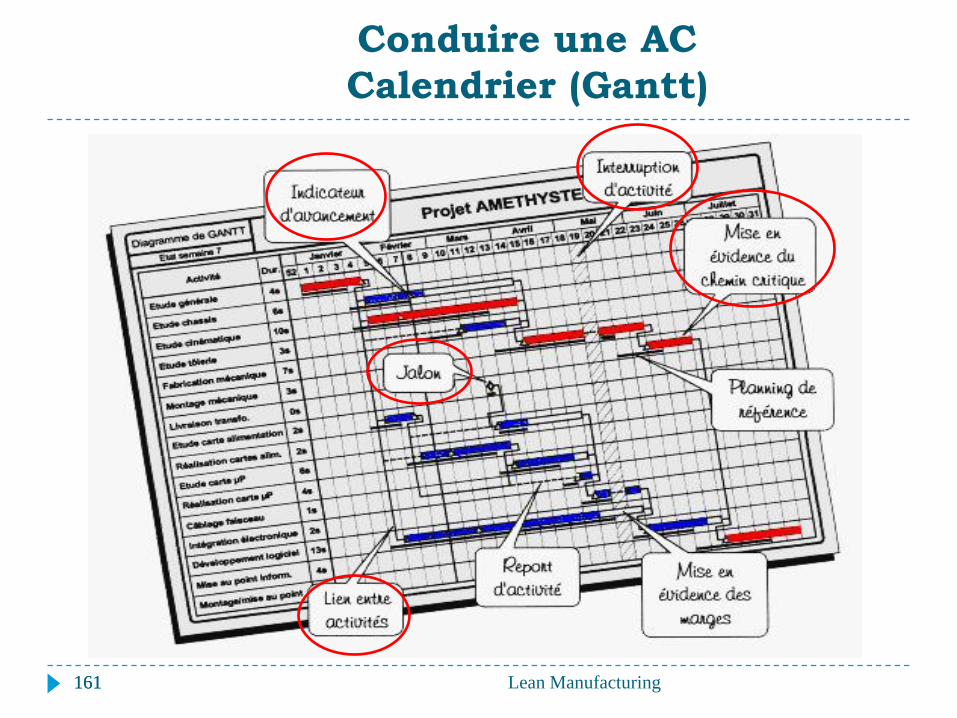
Lean Manufacturing161
Conduire une AC
Calendrier (Gantt)
161

La charte du Groupe d’AC
Lean Manufacturing162
La charte de groupe doit contenir les éléments suivants :
Description de l’objectif.
Engagement de résultat.
Cohésion et solidarité.
Respect des décisions prises.
Respect des points de vue, ne pas blâmer.
Implication individuelle.
Disponibilité personnelle.

Le rôle de l’Animateur d’AC
Lean Manufacturing163
Il organise les réunions :
Mise au point de l’ordre du jour.
Organise les dates et s’assure de la présence des
participants.
Fait préparer les éléments nécessaires.
Suit l’avancement des travaux.
Fait fonctionner le groupe.
Rédige le compte rendu.

Le rôle de l’Animateur d’AC
Lean Manufacturing164
FONCTION DE PRODUCTION :
Objectifs : Rendre le groupe et la réunion efficace.
Produire des résultats, c’est-à-dire des solutions, des décisions, des propositions, des informations.
Organiser l’action, ses préalables, sa mise en œuvre, son suivi et son évaluation.
Tâches attitudes types : Apporter un savoir ou savoir-faire.
Apporter des idées neuves.
Inciter les participants à faire part de leur expériences.
Proposer des priorités dans les mesures à mettre en œuvre.
Fixer le cadre de la séance.
Gérer le temps.
Rédiger des compte-rendu.
Le danger : L’attitude trop directives bride l’expression

Le rôle de l’Animateur d’AC
Lean Manufacturing165
FONCTION DE FACILITATION :
Objectifs :
Favoriser l’expression de tous un cadre structuré.
Organiser et mettre en forme l’expression.
Tâches et attitudes – types :
Assurer la logistique de la réunion.
Rappeler les objectifs et la méthode de travail.
Accepter l’aide du groupe.
Utiliser le tableau pour faire des synthèses, clarifier des idées.
Pratiquer la relance, les questions, la reformulation.
Distribuer la parole.
Recentrer le groupe sur le sujet.

Le rôle de l’Animateur d’AC
Lean Manufacturing166
FONCTION DE REGULATION :
Objectifs : Gérer la mise en relation d’individus qui vont réagir selon leur personnalité,
leurs statut, leurs position hiérarchique, leur appartenance à tel groupe, leur système de valeurs, leur implication, plus ou moins grande dans le sujet de la réunion, leurs esprits, leurs attentes.
C’est-à-dire qui vont réagir de manière décalée par rapport à l’objectif de la réunion.
Tâches et attitudes-types : Neutralité personnelle.
Repérage, décryptage et gestion des rôles, attitudes et comportements.
Appel au groupe en cas de conflit.
Gestion des silences lorsqu’ils traduisent des tensions.
Régulations des perturbations.
Le danger : Les extrêmes : le laisser aller total ou l’autoritarisme.

Lean Manufacturing167
Et si …en travaillant ensemblenous faisions de notre entrepriseun lieu de relation,de croissance,
et de création, …
Pour conclure