Lean : de la production de masse au monde des projets par Patrick Renaux de Schneider Electric- Lean...
37
Copyright © Institut Lean France 2013 4 e Lean Summit - 1 er et 2 avril 2014, Lyon Lean… de la production de masse au monde des projets Par Patrick Renaux, Schneider Electric
-
Upload
institut-lean-france -
Category
Leadership & Management
-
view
3.373 -
download
1
description
Peut-on adapter les principes du lean dans le monde des projets ? Comment en étendre l’application aux Etudes et à la Gestion de projet ? Mettre en place des organisations industrielles adaptées (les processus et les hommes) à chaque modèle Supply Chain ? Découvrez-le dans la présentation de Patrick Renaux, Quality & Industrial Excellence VP de Schneider Electric,
Energy – CIS Region.
Transcript of Lean : de la production de masse au monde des projets par Patrick Renaux de Schneider Electric- Lean...

Copyright © Institut Lean France 2013
4e Lean Summit - 1er et 2 avril 2014, Lyon
Lean… de la production de masse au monde des projets
Par Patrick Renaux, Schneider Electric

Lean …de la production de masse au monde des projets
Lean Summit 2014
Patrick RENAUX
Quality & Industrial Excellence VP
Schneider Electric Energy – CIS Region

> Lean…de la production de masse au monde des projets… 3
Sommaire
L’entreprise et son activité
• Schneider Electric
• L’activité Equipements Moyenne Tension
De nombreuses initiatives…
… mais pour quelle performance?
• Les expériences Lean
Un long voyage
• De « The Gold Mine »
au titre de National Productivity Champion - Inde
• 13 ans d’effort
• Associer Lean et Gestion de Projet
> Lean…de la production de masse au monde des projets… 4
L’entreprise et son activité Le contexte
Schneider Electric
L’activité Equipements moyenne tension

> Lean…de la production de masse au monde des projets… 5
Schneider Electric The global specialist in energy management

> Lean…de la production de masse au monde des projets… 6
Schneider Electric Providing integrated solutions

> Lean…de la production de masse au monde des projets… 7
Schneider Electric Lean Expertise
> Lean…de la production de masse au monde des projets… 8
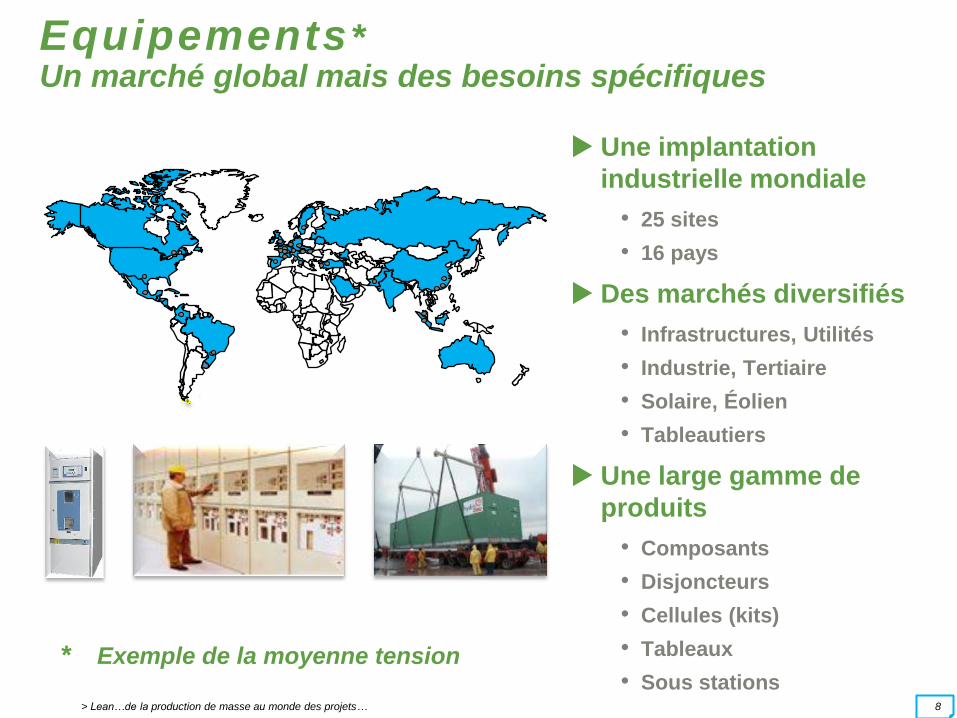
Equipements* Un marché global mais des besoins spécifiques
Une implantation
industrielle mondiale
• 25 sites
• 16 pays
Des marchés diversifiés
• Infrastructures, Utilités
• Industrie, Tertiaire
• Solaire, Éolien
• Tableautiers
Une large gamme de
produits
• Composants
• Disjoncteurs
• Cellules (kits)
• Tableaux
• Sous stations
* Exemple de la moyenne tension

> Lean…de la production de masse au monde des projets… 9
Fournisseurs
Sites industriels
Client
Equipements Des sites industriels dans un monde de projets
Matières &
Composants
Composants
Cellule vide
Adaptation
Installation
Réception Composants
Pro
jets
Périmètre Schneider
Pro
du
cti
on
de m
asse

> Lean…de la production de masse au monde des projets… 10
Le monde des Projets Mots clefs
Délai
Besoin spécifique
Budget
Unique Aléas
Modifications
Jalons Intervenants multiples
Site Client
Charge aléatoire
Ressources allouées
Souplesse

> Lean…de la production de masse au monde des projets… 11
Equipements Un processus de réalisation projet complexe
Appel d’offres
Approbation
Approvisionnement
Production
Réception usine
Emballage & expédition
Revue de contrat
Clarification & Etudes
Composants standards
Composants spécifiques
Câblage
Assemblage & tests
Tests du tableau
Validation des modifications
Procédures expédition & export
Facturation et collecte du cash
Mo
is
Se
ma
ine
s
Jo
urs
Adaptation

> Lean…de la production de masse au monde des projets… 12
L’antagonisme Production - Projets
De nombreuses initiatives Lean … mais des améliorations trop timides

> Lean…de la production de masse au monde des projets… 13
De nombreuses initiatives Lean Quelques programmes*
• Lean 1999
• Projets 1999
• APS 2006
• SPS 2010
Résultats
• Mise en place et formation d’experts
• Foisonnement d’améliorations locales
• Des gains Sécurité, Qualité Coûts Délais
validés
Order receipt Engineering Assembly DespatchDelivery
at siteProcuremnt Metal sheetInspection Logistics PackagingStore
Lignes d’assemblage
Jours / Semaines * Sites ex-Alstom/Areva

> Lean…de la production de masse au monde des projets… 14
Référentiel
…Mais quelle légitimité?
Une efficience bridée par les perturbations
• Approbation client en retard ou modifiée, manquants
Des stocks et encours élevés
• Composants spécifiques à la commande
• Réception usine (présence client)
Des référentiels issus de la production de masse
• Focalisés sur l’atelier, le MRP et le Make To Stock
Des processus amont et avals orphelins
• Études sur affaires, approvisionnement,
• Tests équipements, expédition projets, etc…
Order receipt Engineering Assembly DespatchDelivery
at siteProcuremnt Metal sheetInspection Logistics PackagingStore
Lignes d’assemblage Etudes, approvisionnement Tests, expédition
Jours / Semaines Mois Jours / Semaines

> Lean…de la production de masse au monde des projets… 15
13 ans d’adaptation des concepts et outils
De « The Gold Mine » au trophée National Productivity Champion

> Lean…de la production de masse au monde des projets… 16
Adapter le Lean à une activité Projet Le Lean Equipement* - Idées directrices
Imaginer une solution Lean flexible réaliser des projets client sur des lignes de production standardes
Piloter par les contraintes pour maîtriser la flexibilité dimensionner l’espace, séquencer les lots, synchroniser les activités
Etendre le Lean Equipement à la Supply Chain amont du MRP vers l’approvisionnement par commande client
Impliquer les études et les gestionnaires de projets appliquer le takt time aux processus amont
Dépasser l’antagonisme Projet vs. Production piloter l’ensemble des activités amont et aval en associant Projet et PIC
Déployer en s’appuyant sur des « cook books »
et des « globe trotters » décliner le Lean Equipement dans plus de 16 pays
* Projet ou Engineering To Order
> Lean…de la production de masse au monde des projets… 17
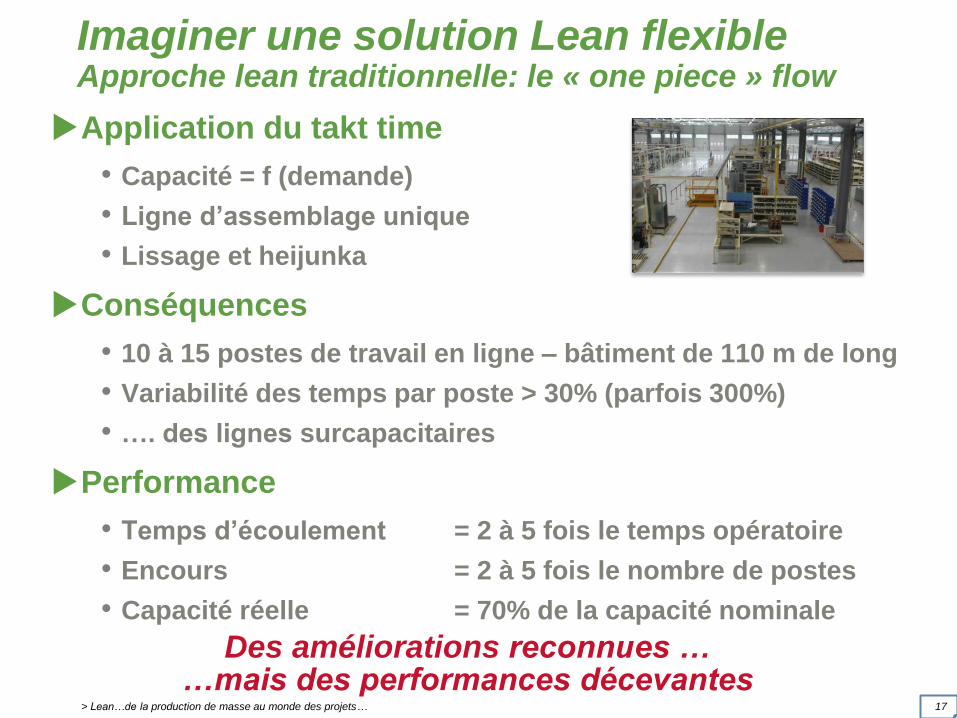
Imaginer une solution Lean flexible Approche lean traditionnelle: le « one piece » flow
Application du takt time
• Capacité = f (demande)
• Ligne d’assemblage unique
• Lissage et heijunka
Conséquences
• 10 à 15 postes de travail en ligne – bâtiment de 110 m de long
• Variabilité des temps par poste > 30% (parfois 300%)
• …. des lignes surcapacitaires
Performance
• Temps d’écoulement = 2 à 5 fois le temps opératoire
• Encours = 2 à 5 fois le nombre de postes
• Capacité réelle = 70% de la capacité nominale
Des améliorations reconnues … …mais des performances décevantes

> Lean…de la production de masse au monde des projets… 18
Imaginer une solution Lean flexible Causes
Manquants
• Des centaines de pièces spécifiques par équipement
• Approbation tardive, erreurs et modifications
… nécessaires et rentables
Déséquilibrage des temps
1. Chaque commande est spécifique
2. Chaque équipement est spécifique
B B B B B B B
Commande B spécifique tB ≠ tA
A A A A
Temps par équipement: tA
1
A4 A3 A2 A1
Courbe d’apprentissage tA2 < tA1
B B B B B B B
B B B B B B B
Fonctionnalités différentes t ≠ t
2 A4 A3 A2 A1
> Lean…de la production de masse au monde des projets… 19
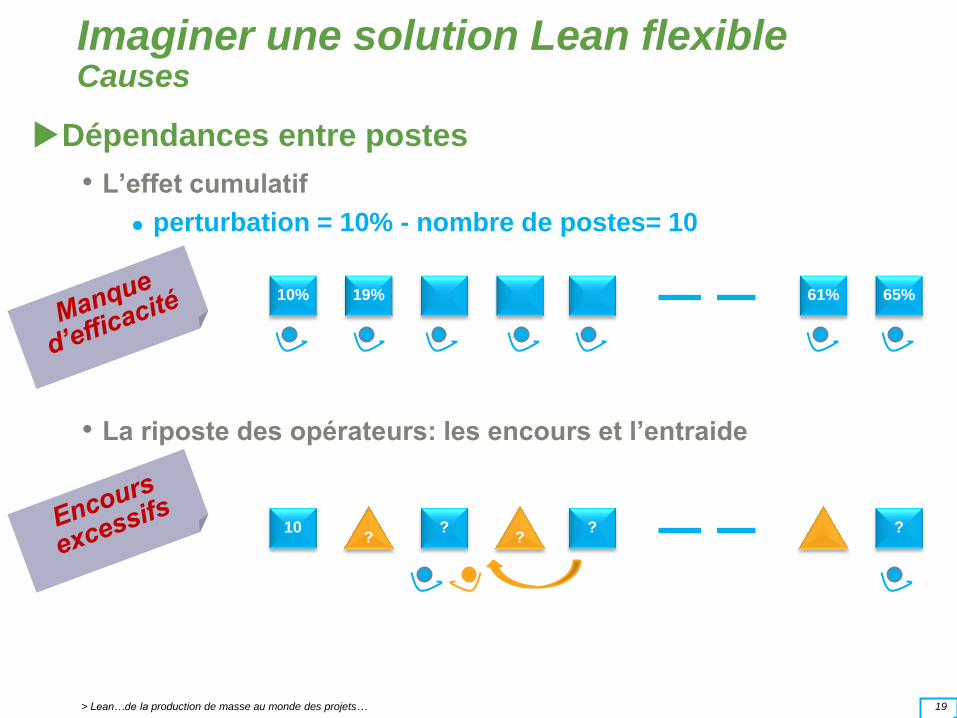
Imaginer une solution Lean flexible Causes
Dépendances entre postes
• L’effet cumulatif
perturbation = 10% - nombre de postes= 10
• La riposte des opérateurs: les encours et l’entraide
10% 19% 61% 65%
10 ?
? ?
? ?
> Lean…de la production de masse au monde des projets… 20
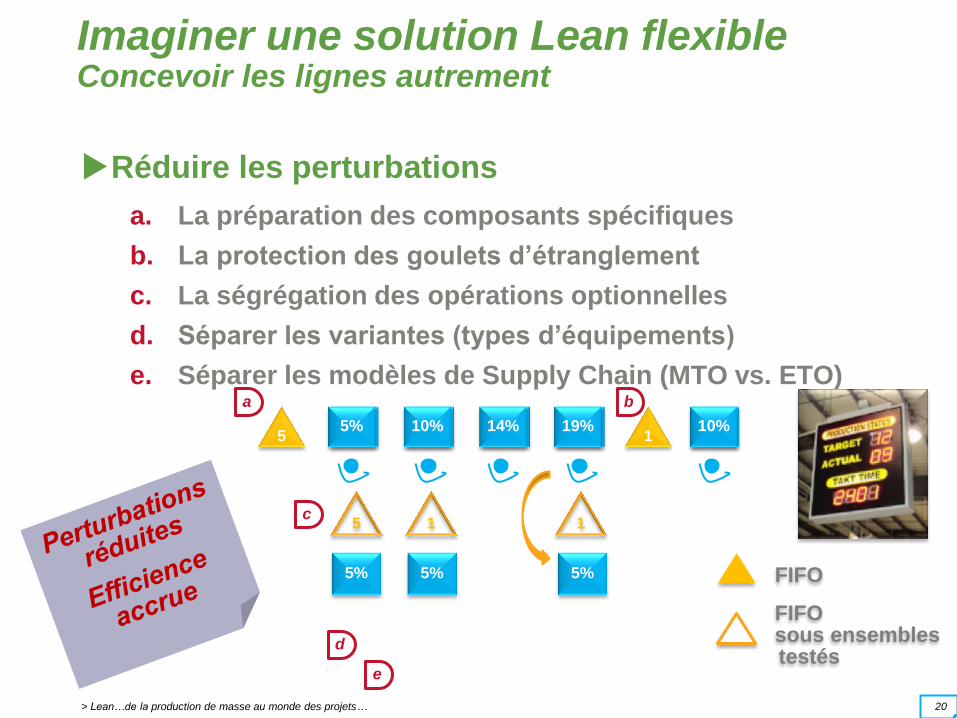
Imaginer une solution Lean flexible Concevoir les lignes autrement
Réduire les perturbations
a. La préparation des composants spécifiques
b. La protection des goulets d’étranglement
c. La ségrégation des opérations optionnelles
d. Séparer les variantes (types d’équipements)
e. Séparer les modèles de Supply Chain (MTO vs. ETO)
1 5
5% 5% 5%
5 1 1
FIFO
FIFO sous ensembles testés
a b
c
d
e
5% 10% 14% 19% 10%

> Lean…de la production de masse au monde des projets… 21
Imaginer une solution Lean flexible Des usines modulaires pour des lignes standard
M S Composant 1
M S Composant 2
M S AIS variante 1
M S AIS variante 2
Usine: le model line
M Magasin
S Pièces spécifiques
Ligne
e
d
a b c
Longueur: standard
Lay out: standard
Duplication
MTO/Comp. ETO/AIS
> Lean…de la production de masse au monde des projets… 22
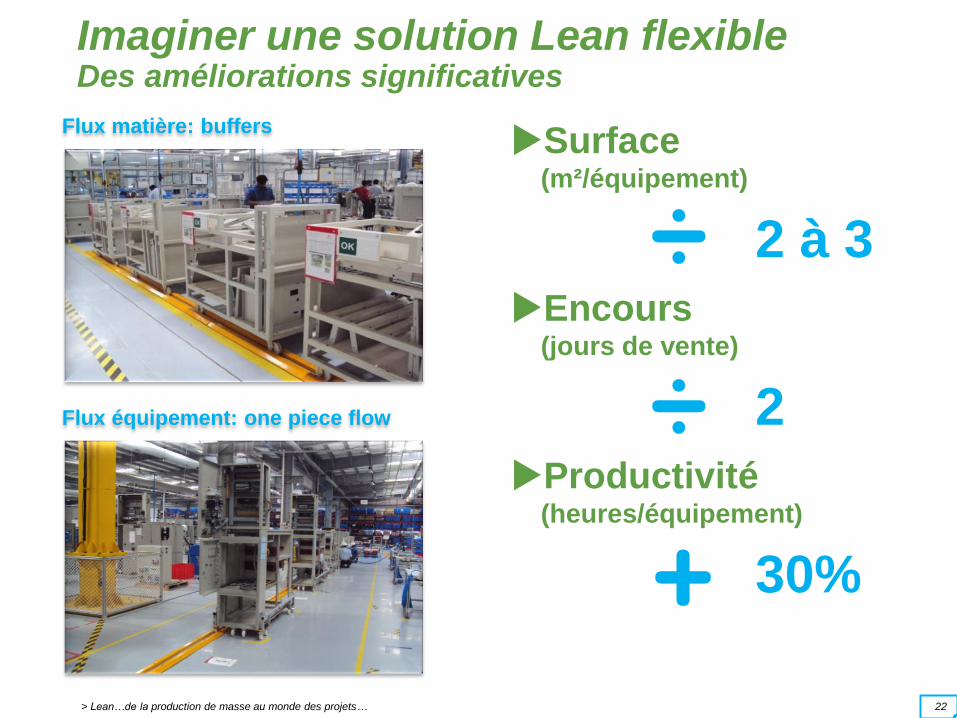
Imaginer une solution Lean flexible Des améliorations significatives
Surface (m²/équipement)
2 à 3
Encours (jours de vente)
2
Productivité (heures/équipement)
30%
Flux matière: buffers
Flux équipement: one piece flow

> Lean…de la production de masse au monde des projets… 23
Piloter par les « contraintes » pour maîtriser la flexibilité
Dimensionner l’espace
• Ratios cibles
magasin, lignes, FIFO
M² et quantités max.
Optionnel: Qtés min.
Séquencer les lots
• Lots de tailles « fixes »
Ex: 5 équipements
• Séquences gelées
Horizon: semaine
Commande 1 Commande 2
Séquence 1 Séquences 2-1 et 2-2
Inspection entrante - FIFO - 1 équipe
Magasin - zones fixes - 3 semaines
Pièces pour variantes – Quantité Max
Pièces spécifiques - 1 équipe
Encours - min - Max Takt et séquences gelées - 1 semaine

> Lean…de la production de masse au monde des projets… 24
Piloter par les « contraintes » pour maîtriser la flexibilité
Synchroniser les activités
• Objectifs hebdomadaires des activités amont
Synchronisés avec
le takt time
des lignes d’assemblage
• « Appel » par les FIFO
Combien consommation
Quoi voir séquence
• Rappels
La ligne fonctionne au takt
Taille du FIFO est gelée
(zonage - min, max)
Séquence est gelée (séquenceur - semaine)
»Séquenceur tôlerie 1 sem. - 10 U/jour
»Séquenceur câblage 1 sem. - 10 U/jour
»Séquenceur Assemblage 1 sem. - 10 U/jour
C&M
Kit
Assem
blage
Equipem
ent
Inspect. T
est
Test
Inspection
Réception usine
Em
ballage et E
xpéd
ition
Point quotidien - Suivi 10 U / jour
FIFO
FIFO FIFO FIFO
Objectifs- 10 U / jour
> Lean…de la production de masse au monde des projets… 25
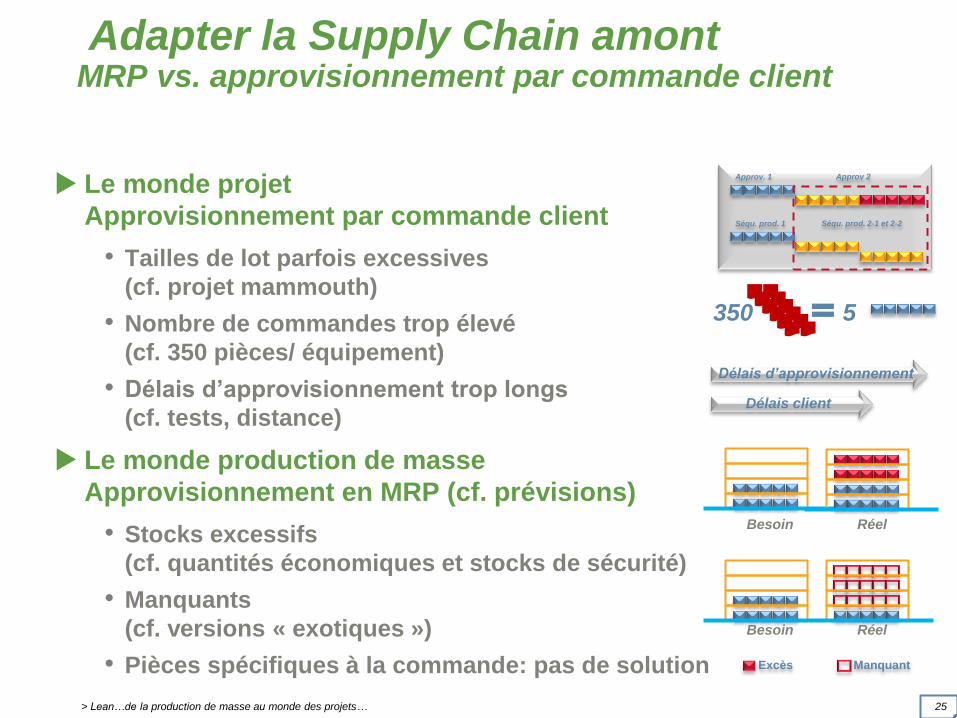
Adapter la Supply Chain amont MRP vs. approvisionnement par commande client
Le monde projet
Approvisionnement par commande client
• Tailles de lot parfois excessives
(cf. projet mammouth)
• Nombre de commandes trop élevé
(cf. 350 pièces/ équipement)
• Délais d’approvisionnement trop longs
(cf. tests, distance)
Le monde production de masse
Approvisionnement en MRP (cf. prévisions)
• Stocks excessifs
(cf. quantités économiques et stocks de sécurité)
• Manquants
(cf. versions « exotiques »)
• Pièces spécifiques à la commande: pas de solution
Approv. 1 Approv 2
Séqu. prod. 1 Séqu. prod. 2-1 et 2-2
350 5
Délais d’approvisionnement
Délais client
Excès
Besoin Réel
Manquant
Besoin Réel
> Lean…de la production de masse au monde des projets… 26
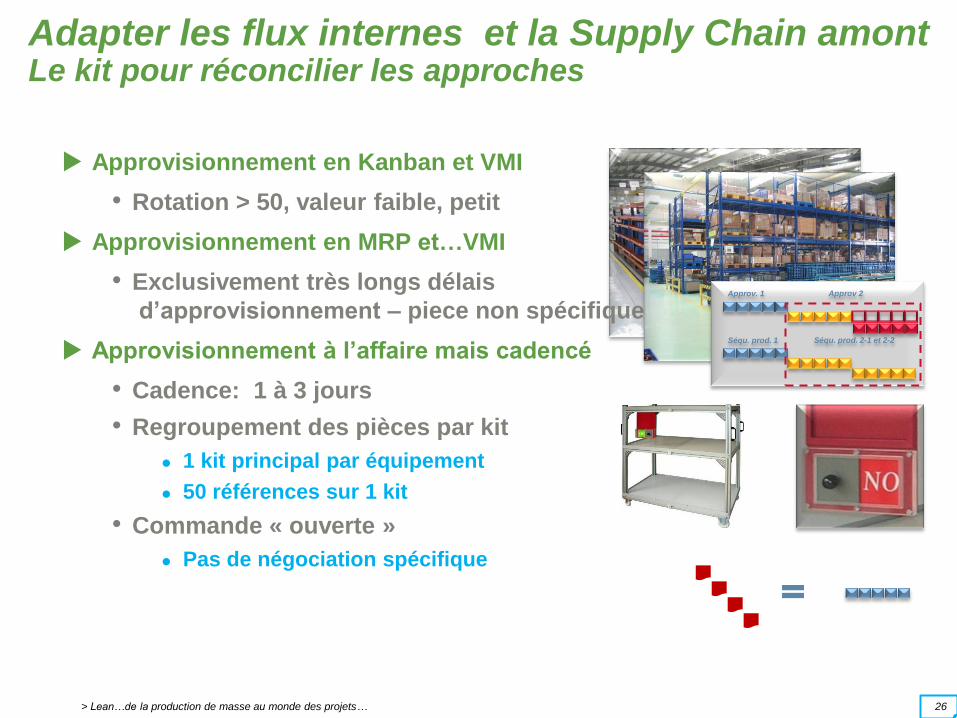
Adapter les flux internes et la Supply Chain amont Le kit pour réconcilier les approches
Approvisionnement en Kanban et VMI
• Rotation > 50, valeur faible, petit
Approvisionnement en MRP et…VMI
• Exclusivement très longs délais
d’approvisionnement – piece non spécifique
Approvisionnement à l’affaire mais cadencé
• Cadence: 1 à 3 jours
• Regroupement des pièces par kit
1 kit principal par équipement
50 références sur 1 kit
• Commande « ouverte »
Pas de négociation spécifique
Approv. 1 Approv 2
Séqu. prod. 1 Séqu. prod. 2-1 et 2-2

> Lean…de la production de masse au monde des projets… 27
Impliquer les études et les gestionnaires de projets Le takt time et les FIFO appliqués aux bureaux
Bureau
»Séquenceur Etudes 1 sem. - 10 U/jour
»Séquenceur Appro. 1 sem. - 10 U/jour
Comman-des
Dossier de prod.
Inspect.
FA
FA
FA
FA File d’attente
0
5
10
15
20
J1 J2 J3 J4 J5
File d’attente
Min Max Nombre
0
20
40
60
J1 J2 J3 J4 J5
Réalisation cumulée
Objectif Nombre
Séquenceur Etudes
»Séquenceur tôlerie 1 sem. - 10 U/jour
»Séquenceur câblage 1 sem. - 10 U/jour
»Séquenceur Assemblage 1 sem. - 10 U/jour
C&M
Kit
Assem
blage
Equipem
ent
Inspect. T
est
Test
Inspection
Réception usine
Em
ballage et E
xpéd
ition
FIFO
FIFO FIFO FIFO

> Lean…de la production de masse au monde des projets… 28
Impliquer les études et les gestionnaires de projets Adapter les organisations
mettre en flux les services amont et la production
Technical antenna
Project purchaser
Pro
jets
u
su
els
P
roje
ts
co
mp
lexe
s
> Lean…de la production de masse au monde des projets… 29
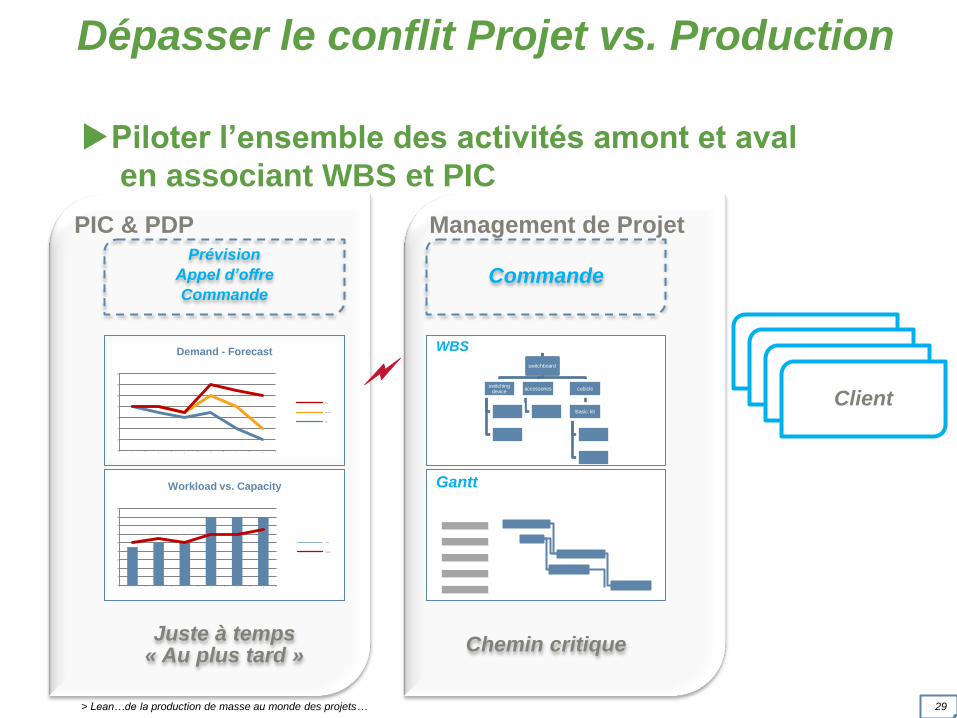
Piloter l’ensemble des activités amont et aval
en associant WBS et PIC
Dépasser le conflit Projet vs. Production
Management de Projet PIC & PDP
Juste à temps « Au plus tard »
Chemin critique
Client Client
Client Client
Prévision
Appel d’offre
Commande Commande
0
2
4
6
8
10
12
14
1 2 3 4 5 6
Demand - Forecast
Other
Foreseen
OIH
0
2
4
6
8
10
12
14
16
18
1 2 3 4 5 6
Workload vs. Capacity
Load
Capacity
switchboard
switching device
accessories cubicle
Basic kit
Gantt
WBS

> Lean…de la production de masse au monde des projets… 30
Légende
Piloter l’ensemble des activités amont et aval
en associant WBS et PIC
Dépasser le conflit Projet vs. Production
Management de Projet PIC & PDP
Plan Industriel & Commercial
Plan d’Etudes
Séquenceur
Planning Projet Planning Projet
Planning Projet Planning Projet
WBS et Gantt
Plan de Production
Plan d’Approvisionnement
Synchro.
Re-synchro.
m
s
s
m
s
12 m
9 s
1s
Fréquence: M Mois S Semaine
Horizon:
12 m 12 mois
Consolidation Projets
Client Client
Client Client

> Lean…de la production de masse au monde des projets… 31
S’appuyer sur des « cook books » et des « globe trotters » décliner le Lean Engineering to Order dans 16 pays
Les « cook books »
• Standardiser les meilleures pratiques
• Planifier les améliorations futures
Thèmes
Sites pilotes
• Catalogue moyens de production
• Communiquer
Les « globe trotters »
• Experts produit x process
Chefs de projets de transfert
Contributeurs projets nouveaux produits
Le suivi: les indicateurs physiques
• mn/cable, heures/équipement, etc…

> Lean…de la production de masse au monde des projets… 32
Conclusion
> Lean…de la production de masse au monde des projets… 33
Le bilan de la démarche Les bénéfices
Surfaces divisées par 3,5
Encours -40% à -70%
Productivité atelier > 30%
Productivité études > 50%
Accidents divisés par 15
> Lean…de la production de masse au monde des projets… 34
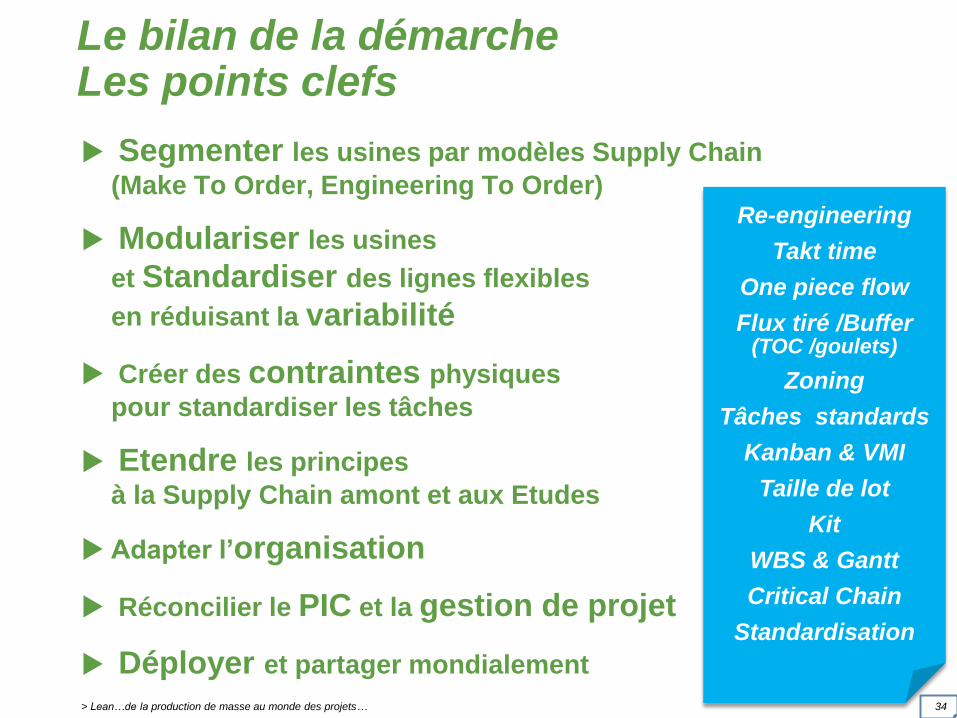
Le bilan de la démarche Les points clefs
Segmenter les usines par modèles Supply Chain
(Make To Order, Engineering To Order)
Modulariser les usines
et Standardiser des lignes flexibles
en réduisant la variabilité
Créer des contraintes physiques
pour standardiser les tâches
Etendre les principes
à la Supply Chain amont et aux Etudes
Adapter l’organisation
Réconcilier le PIC et la gestion de projet
Déployer et partager mondialement
Re-engineering
Takt time
One piece flow
Flux tiré /Buffer (TOC /goulets)
Zoning
Tâches standards
Kanban & VMI
Taille de lot
Kit
WBS & Gantt
Critical Chain
Standardisation

> Lean…de la production de masse au monde des projets… 35
Des pistes pour l’avenir
Créer un nouveau cœur modèle (processus et ERP)
• « Kanbaniser » la gestion des kits
• Automatiser la création des petits lots
• Faciliter la re-synchronisation
(projet, études, production, fournisseurs)
Renforcer le contrôle des processus amont
• Développer les Poka Yoke et Jidoka ETO
Optimiser les flux inter usines
• Revisiter les périmètres études et d’approvisionnement
• Automatiser le transfert de données
• Mieux standardiser les quantités et les délais

> Lean…de la production de masse au monde des projets… 36
Merci
Copyright © Institut Lean France 2013
Retrouvez les témoignages des dirigeants qui ont fait du lean leur stratégie
et l’éclairage des experts sur nos sites et nos chaînes :
www.institut-lean-france.fr
www.ilf-lean-summit.fr
Youtube : www.youtube.com/user/InstitutLeanFrance
Google + : google.com/+InstitutleanfranceFrance
![Poêles de masse [Poêles à accumulation] Poêles de masse · battantes pour poêles de masse Le poêle de masse -construit entierement de maniere artisanale. Aucune limite n’est](https://static.fdocuments.net/doc/165x107/5f7db13bf495ec2f615e7ef1/poles-de-masse-poles-accumulation-poles-de-masse-battantes-pour-poles.jpg)