Lean Administration - diva-portal.org326839/FULLTEXT01.pdf · production. Lean is nothing new, it...
75
Lean Administration – How can Lean be implemented in an administrative section? Södertörn University | School of Business Studies Master thesis 30 ECTS | Organization | Spring semester 2010 Master of Science in Business and Economics Author: Annika Kristoffersen Mentor: Cheick Wagué and Karl Gratzer Examiner: Erik Borg
Transcript of Lean Administration - diva-portal.org326839/FULLTEXT01.pdf · production. Lean is nothing new, it...

[Type text]
Lean Administration
– How can Lean be implemented in an
administrative section?
Södertörn University | School of Business Studies
Master thesis 30 ECTS | Organization | Spring semester 2010
Master of Science in Business and Economics
Author: Annika Kristoffersen
Mentor: Cheick Wagué and Karl Gratzer
Examiner: Erik Borg

Lean Administration Kristoffersen
2
”To get the theories into the head is not the problem. The problem is to remember them
in the body, to act upon them instinctively, to have the strength to endure the training
needed along the road to victory in the competition.”1
Taiichi Ohno
1 www.his.se/PageFiles/31164/F%C3%B6rb%C3%A4ttringsarbete%20lean.pdf (2010-02-28).

Lean Administration Kristoffersen Sammanfattning
3
Sammanfattning
Den här uppsatsen behandlar Lean i en administrativ miljö, istället för produktion. Lean
är inget nytt påfund, utan har sina rötter tillbaka till 1930-talet hos grundarna av Toyota.
Lean handlar om att minska slöseri och att visualisera flöden inom företag. Lean
används för att identifiera värden och värdeflöden, skapa flöden utan slöserier och
implementera dessa flöden mer effektivt genom kontinuerliga förbättringar.
Syftet med uppsatsen är att se hur Lean kan implementeras i en administrativ avdelning
för att minska slöseri, ledtider och standardisera arbetsprocesserna. Vidare kommer en
grund läggas till en modell för vidare implementering av Lean i andra administrativa
avdelningar.
Genom utförda intervjuer, följda ordrar och genom studerade dokument har det blivit
klart att Lean går att använda sig av och implementera i en administrativ avdelning.
Arbetsprocesserna blir mer synliga vilket gör att processerna kan standardiseras och på
så sätt kan slöseri minskas och därmed ledtider minska. Standardisering av arbetet kan
ske genom att skapa en prisdatabas, prismodell och synliggöras genom visuell
planering.
Modellen som skapats är en pyramid som är uppdelad i fem olika steg. Grunden i
pyramiden är att de anställda måste ta ansvar för sitt eget arbete. Nästa nivå i pyramiden
är att engagera de anställda. Tredje steget är att visualisera flödet, aktiviteterna och de
problem som existerar. Nästa steg är att förenkla flödet, och toppen av pyramiden är att
kontinuerligt förbättra flödet.
Slutsatsen av denna studie är att Lean är ett sätt att arbeta som grundar sig i sunt och
gemensamt förnuft. Lean kan implementeras i en avdelning genom att göra flödena
synliga och identifiera problem, slöseri och förbättrings möjligheter. Vidare kan inte
Lean implementeras i en avdelning om inte de anställda tar ansvar för sitt arbete eller
om det inte finns ett tydligt ledarskap.
Nyckelord: Lean, administration, slöseri, förbättringsarbeten, standardisering och
visuella flöden.

Lean Administration Kristoffersen Abstract
4
Abstract
This Master thesis is concerning Lean in an administrative section, instead of
production. Lean is nothing new, it has its roots back to the 1930s with the founders of
Toyota. Lean is about reducing waste and visualizing flows in companies. Lean is used
to find values and value streams in the business, creating flows without waste and to
implement these flows more efficiently by continuously work with improvements.
The purpose of this Master thesis is to study how Lean can be implemented in a section
of a company where the processes are related to administration, not production, to
reduce waste, lead time and structuralize the work process. Further a foundation will be
created for a model to implement Lean in other administrative sections.
Through interviews, following orders in the flow and by studying documents it has been
established that Lean can be used and implemented in an administrative section. By
using Lean work processes can be made more visual, which makes it possible to
standardize the process and in that way reduce waste and lead time. This can be made
by creating a price database, price model and by using visual planning.
The model created is a pyramid divided into five steps. The foundation is to take
responsibility for ones own work, and to inform the employees and give them meaning
with changes. The next level is to engage the employees. Third step is to visualize the
flow, activities and the problems. The next step is to simplify the flow, and the top of
the pyramid is to continuously improve the flow.
The conclusions of the Master thesis are that Lean is a way of working with good and
common sense. Lean can be implemented in a section by making the flows visual and
then identifying problems, waste and improvements. Further Lean cannot be
implemented in a section if the employees do not take responsibility of their own work,
or if there is not a visual leadership.
Key words: Lean, administration, waste, improvement work, standardization and visual
flows.

Lean Administration Kristoffersen Acknowledgment
5
Acknowledgment
During this spring semester when I have written my Master thesis I have learned a lot
about the reality in companies, processes, people and most of all met a lot of amazing
persons. Therefore I would like to thank all people who have come in my way and
helped me, because there are many! To thank all by name would be a thesis itself, but
there are some persons that must have a personal thank you.
First of all I would like to thank Ali for the opportunity and all support he has given me,
and most of all for believing in me.
Further I would like to thank the employees at Ilenio Evoteam. Most of all I would like
to thank Sofia for all support, and Martin for the initial contact.
I would also like to thank the sections employees for the help to conduct this Master
thesis.
At last I would like to thank my family for the endless support they have given me.
Annika Kristoffersen
Stockholm, 2010-05-28

Lean Administration Kristoffersen Tables
6
Table of contents 1. Introduction ............................................................................................................................... 11
1.1 Context .................................................................................................................................... 11
1.2 Problem discussion .................................................................................................................. 12
1.3 Purpose .................................................................................................................................... 13
1.4 Outline ..................................................................................................................................... 14
2. Method ....................................................................................................................................... 15
2.1 Survey level ............................................................................................................................. 15
2.2 Study implementation .............................................................................................................. 15
2.2.1 Pilot study ............................................................................................................................. 15
2.2.2 Primary and secondary data .................................................................................................. 15
2.2.3 Implementation ..................................................................................................................... 17
2.3 Research approach ................................................................................................................... 17
2.3.1 Abductive approach .............................................................................................................. 17
2.3.2 Qualitative and quantitative data .......................................................................................... 17
2.4 Validity and reliability ............................................................................................................. 18
2.5 Source criticism ....................................................................................................................... 19
2.6 Summary of method ................................................................................................................ 20
3. Theory ........................................................................................................................................ 21
3.1 Previous research concerning Lean ......................................................................................... 21
3.1.1 Lean as a philosophy and a long-term method ..................................................................... 21
3.1.2 Previous criticism of Lean .................................................................................................... 23
3.2 New possibilities to research ................................................................................................... 25
3.3 Approach to previous research ................................................................................................ 25
3.4 Value ........................................................................................................................................ 26
3.5 Lean ......................................................................................................................................... 26
3.5.1 Key performance indicators in Lean administration ............................................................ 29
3.5.2 Product family ...................................................................................................................... 30
3.5.3 Toyotas 14 principles (4P) .................................................................................................... 30
3.5.4 The Lean house ..................................................................................................................... 32
3.5.5 The 7 (8) wasting .................................................................................................................. 32
3.6 Summary of theory .................................................................................................................. 34
4. Empirics ..................................................................................................................................... 35
4.1 Interviews ................................................................................................................................ 35
4.1.1 The section ............................................................................................................................ 36
4.1.2 Data collected from interviews to explain order managing .................................................. 36
4.1.3 Data collected from interviews to explain purchase ............................................................. 38
4.1.4 Data collected from interviews to explain delivery and invoice .......................................... 39
4.1.5 Data collected from interviews concerning remake ............................................................. 40
4.1.6 Data collected from interviews concerning recurrent meetings ........................................... 41
4.1.7 Data collected from interviews to explain the sections context ........................................... 41
4.1.8 Improvement possibilities in the section .............................................................................. 42
4.2 Quantities in the work flow ..................................................................................................... 43
4.3 Time in the work flow ............................................................................................................. 44
4.3.1 Time per activity ................................................................................................................... 44
4.3.2 Waiting time ......................................................................................................................... 44
4.4 Secondary data ......................................................................................................................... 44

Lean Administration Kristoffersen Tables
7
4.4.1 Field of responsibility ........................................................................................................... 44
4.4.2 Histogram of lead time ......................................................................................................... 45
4.5 Summary of empirics .............................................................................................................. 45
5. Analysis ..................................................................................................................................... 46
5.1 Product family ......................................................................................................................... 46
5.2 Waste in the section ................................................................................................................. 46
5.3 Key performance indicators in the section .............................................................................. 47
5.4 Value stream mapping ............................................................................................................. 49
5.5 Proposals for improvements in the section .............................................................................. 50
5.6 Correlation to Lean .................................................................................................................. 54
5.6.1 Lean ...................................................................................................................................... 54
5.6.2 Correlation to Toyotas 14 principles (4P) ............................................................................ 54
5.6.3 Correlation to the house of Lean .......................................................................................... 55
5.7 Correlation to previous research .............................................................................................. 56
5.8 Model for further implementations of Lean ............................................................................ 58
5.9 Summary of analysis ............................................................................................................... 60
6. Discussion .................................................................................................................................. 61
6.1 Summary of discussion ............................................................................................................ 63
7. Conclusions ............................................................................................................................... 64
7.1 Further research ....................................................................................................................... 65
7.2 Summary of conclusions ......................................................................................................... 66
8. Criticism concerning the study .................................................................................................. 67
8.1 Criticism concerning the method ............................................................................................. 67
8.2 Criticism concerning the studied section ................................................................................. 67
8.3 Summary of criticism of the study .......................................................................................... 67
9. References ................................................................................................................................. 68
9.1 Printed references .................................................................................................................... 68
9.1.1 Books .................................................................................................................................... 68
9.1.2 Articles ................................................................................................................................. 68
9.2 Internet ..................................................................................................................................... 70
9.2.1 Articles ................................................................................................................................. 71
9.2.2 Master thesis ......................................................................................................................... 71
9.3 Verbal references ..................................................................................................................... 72
10. Appendix ................................................................................................................................. 73
10.1 Price database ........................................................................................................................ 73
10.2 Price model ............................................................................................................................ 73
10.3 Visual Management System (VMS) ...................................................................................... 73
10.4 Interview questions ................................................................................................................ 74
10.5 Interview questions for interview number two ...................................................................... 75
Lean Administration Kristoffersen Tables
8
Table of figures Figure 1. Five principles in Lean. ............................................................................................... 27 Figure 2. Value adding activity and non value adding activity. ................................................. 28
Figure 3. The Lean house. .......................................................................................................... 32 Figure 4. Histogram of spread of number of orders in days. ...................................................... 45 Figure 5. Histogram of spread of orders from delivery to invoice. ............................................ 45 Figure 6. First part of the sections works flow. ......................................................................... 49 Figure 7. Second part of the sections work flow. ....................................................................... 49
Figure 8. Third part of the sections works flow. ........................................................................ 49
Figure 9. Pyramid for further implementations of Lean. ............................................................ 58
Table of Tables Table 1. Table of how many interviews that has been carried out with the employees. ............ 16 Table 2. Table of respondents who have been interviewed. ....................................................... 35
Table 3. Time per activity in the work flow. .............................................................................. 44 Table 4. Waiting times between activities in the work flow. ..................................................... 44
Table 5. Lead time. ..................................................................................................................... 48 Table 6. Stocks of orders in the work flow. ............................................................................... 48

Lean Administration Kristoffersen Abbreviations
9
List of abbreviations
Administration - The employees who work with the administrative functions within a
company2.
BS – Business System. A system used for financial tracking and managing supply
chains.
FIFO – First In First Out is a principle used in Lean to prioritize incoming orders.
HR – Human Resources.
JR – Job Reporting. System used to report time to specific orders.
Just In Time - Do the right part in the right quantity at the right time. Which means
planning time, creating a continuous flow, allowing demand to control the flow and be
able to adapt to quick changes.
Kanban cards – Is used in flows with pulling demand. A method to draw attention to the
lack of materials or that it is soon needed more materials. When materials are missing
there is a card sent back to the production in order to highlight the shortage.
Lean - A theory that is used to reduce wastage in the company. Wastage is reduced by
finding values, value streams, creating flows without waiting or overproduction and to
implement these flows more frequently and more efficiently.
Muda - The Japanese word for waste. Muda means more specifically human activities
that uses resources but does not create value.
OM - Order of Magnitude. Quotation to customer.
OMS – Order Management System.
PDB – Product Data-Base. Computer system that is showing the various components.
PS – Purchase System. Internal program for purchase.
SS – Supplier System. Computer system of approved suppliers.
2 http://www.ne.se/land/administration/108403 (2010-02-08).

Lean Administration Kristoffersen Abbreviations
10
Value – The customer-perceived value.
VMS – Visual Management System. A method to visualize work activities and/or flows
in a section.
WS – Computer system that handle internal orders, another sections equivalent of OM.

Lean Administration Kristoffersen Introduction
11
1. Introduction
The introductory chapter presents the context of the study, the study’s question at issue
and purpose.
1.1 Context
Lean is nothing new, it has its roots back to the 1930s with the Toyoda family, founders
of the car company Toyota. Back then Ford was the ideal for other companies
concerning mass production, and the Toyoda family became interested in studying Ford.
The Toyoda family made their first visit to Ford in 1929.3 By studying Ford, Toyoda
wanted to learn how Toyota could be more competitive in the car industry. They
quickly realized that Toyota did not have sufficient production to mass-produce like
Ford, instead they had to develop an efficient production of smaller manufacturing
volumes.4 During the 1950s, Eiji Toyoda and Taiichi Ohno from Toyota went to the
U.S. to study the car industry when Toyota's sales fell dramatically in the late 1940s and
early 1950s5. What fascinated Ohno in U.S was how food stores was built – the
customer assumes that the store has what he/she wants, when the customer wants it and
that a kanban card was used to know when it was time to replenish. Ohno took this
knowledge back to Toyota to support the Just In Time philosophy.6 During the 1970s,
Toyotas thinking about production began to spread around the world, and it was in the
U.S. the term Lean Production was established. In the 1980s Lean was as well known in
the car industry as mass production was in the 1920s.7
Muda is a Japanese word for waste and means, more specifically, human activities that
uses resources but does not create any value. Ohno looked at the waste in Toyota and
was able to identify seven different types of waste, which today has become eight. Lean
has become the cure against waste in companies. Lean is used to find values and value
streams in the business, creating flows without waste and to implement these flows
more efficiently. By making use of Lean the idea is that the company will need to use
fewer resources to create more. In this way, the company will come closer to the
customer by offering exactly what the customer demands. Finally Lean gives companies
the ability to create jobs instead of taking away jobs when they want to be more
3 Womack, Ross & Jones. The machine that changed the world. The story of Lean production. New York. Harper Perennial.
1991. P 48. 4 Tapping & Dunn. Lean Office. Demystified. MCS Media, Inc. 2006. P 5.
5 Womack, Ross & Jones. 1991. P 48.
6 Tapping & Dunn. 2006. P 5.
7 Womack, Ross & Jones. 1991. P 68.

Lean Administration Kristoffersen Introduction
12
effective.8 There are many companies that have given Lean a try, but failed when they
only tried to reduce waste in one process within the company instead of distinguish the
whole flow and its waste. This had the result that some parts of the flow improved, but
for the entire flow the expected results was not achieved.9
Today, Lean has become well established in other business areas such as service,
healthcare and administration10
. However, there has been little literature written on Lean
Administration11
. In order to use Lean in other areas than production, tools and
approaches for implementation must be tailored to specific companies, which requires
knowledge and experience to succeed.12
By implementing Lean in a business with administrative processes it can be
streamlined13
. The use of Lean in administrative sections is based on making the
process visible to the employees14
. This can be performed through a mapping of
processes and visual boards15
. Lean in administrative sections is also based on engaging
employees. Thus, the employees will make suggestions for change and carry the change
out, the leader just follow the change to see if it gets implemented. By getting the
employees involved and aware of the work carried out, less data will be put through the
net that no one takes responsibility for.16
1.2 Problem discussion
As mentioned, Lean is spreading from the production business to business with high
administrative function, as support function for production but also for businesses with
administrative work as the main function. Lean can be used in administrative sections to
improve the work flow and make it visible.17
It is not Lean in itself that makes the
business work better, it is how Lean gets translated to fit a specific business. Lean
cannot be implemented in the same way in all businesses, but Lean thinking can be used
in all businesses more or less.18
8 Womack & Jones. Lean thinking. Banish waste and create wealth in your organization. London. Free press business. 2003. P
15. 9 Ivarsson. Värdeflödesanalys på Ericsson AB Katrineholm. Katrineholm. Luleå tekniska universitet. 2006. P 1.
10 Tapping & Dunn. P 7.
11 Larsson. Pp 17-18.
12 Ahlqvist. Lean Service. En studie i hur Lean-filosofin används inom svenska tjänsteorganisationer. Stockholm. Kungliga
tekniska högskolan. 2008. P 55. 13
Larsson & Johansson . Lean i administrativa processer. Göteborg. Handelshögskolan vid Göteborg universitet. 2009. P 47. 14
http://www.chef.se/dynamisk/index.php/index/artikel/vi-jagade-bort-tidstjuvarna/#lasmera (2010-02-25). 15
Larsson & Johansson . 2009. P 47. 16
http://www.chef.se/dynamisk/index.php/index/artikel/vi-jagade-bort-tidstjuvarna/#lasmera (2010-02-25). 17
Larsson & Johansson. 2009. P 41. 18
http://cio.idg.se/2.1782/1.196736 (2010-04-18).

Lean Administration Kristoffersen Introduction
13
Lean is describes to streamline and reduce the waste is a section19
. This leads to many
questions, how can Lean be used in an administrative section? What can work flow look
like in an administrative section? What is wastage in an administrative section? How
can an administrative section make it all visible?
To analyze Lean in an administrative section and to answer the purpose of this study
five questions are asked.
- Which flows exists in an administrative section?
- How can lead times be reduced in these flows by using Lean?
- How can work processes in the section be standardized by using Lean?
- What value-creating processes exists in an administrative section?
- What kind of wastage is there in an administrative section?
1.3 Purpose
The purpose of this study is to explore how Lean can be implemented in an
administrative section to standardize the work processes, reduce waste and lead time.
Further a foundation will be created for a model to implement Lean in other
administrative sections.
19
The new improvement frontier: Developing Lean administration. Strategic Direction. Vol. 21: Issue 11. 2005. Pp 33-35.

Lean Administration Kristoffersen Introduction
14
1.4 Outline
This Master thesis approach
The collected data
This Master thesis contribution

Lean Administration Kristoffersen Method
15
2. Method
This chapter presents the study limitations and survey level. Thereafter a description
and justification of the implementation is described. Finally, the validity and reliability,
and source criticism will be presented.
2.1 Survey level
The study will be performed at micro level, where a section of a multinational company
will be studied. The study will be based on the employees' perspective on the work they
perform, as they have knowledge and transparency of the work processes. The company
is chosen by convenience.
2.2 Study implementation
2.2.1 Pilot study
To get a better understanding of Lean Administration I was given the opportunity to
join as an observant in a course in Lean Administration for a selected group from the
business were the studied section is included. The course was given on the days 3-5
February 2010, however I could only participate in the first two days of the course. The
course was held by Christian Foklin Svensson and Martin Larsson from the company
Ilenio Evoteam. The course introduced and presented the basic thinking of Lean and
how the theory could be used in a company with high administrative function. The
course also included a practical group exercise for the understanding of how streams
and works can be affected in the administrative processes. The last two days a workshop
was held where the group was able to discuss problems and relate to their everyday
lives at their work. This gave a good basic knowledge to understand the employees in
the company, and the problems they encounter every day. The course also provided an
understanding of how they want to make use of Lean Administration in the future and
what their expectations are.
2.2.2 Primary and secondary data
This study will be based on a method triangulation. The three corners in the triangle will
be interviews, observations by following orders, and documents and reports.
Primary data in this study will be conducted through interviews with the sections
employees. This is to identify the processes that exist within the section to analyze and

Lean Administration Kristoffersen Method
16
understand them. These processes cannot be observed as they are not visible in the
administrative unit as compared to production processes that are clearly visible.20
To get
as relevant information and as accurate as possible during the interviews, the questions
are semi-structured. This is to give respondents an opportunity to talk openly about their
work processes and to be able to explain their problems and situation in the section, but
also present the positive things. The interviews will be performed in person at the
section to make the informants feel more comfortable.21
The first interviews were
conducted through the days 9-12 March 2010. Interview number two and following
orders were followed through the days of 15-26 March 2010. The interviews were
conducted with one person at time, face to face in the section, and the lengths of the
interviews were between twenty to forty five minutes.
Table 1. Table of how many interviews that has been carried out with the employees.
*Interview has not been performed as the respondent was on vacation.
To understand the processes in depth, a number of different orders are to be followed in
the flow. By following orders means to choose one order and follow it through the
different activities it passes. The orders have been chosen by chance when orders that
have been followed arrived at the time when orders where to be followed. The followed
orders are also chosen by strategic when both large and small orders where followed.
Three different orders have been followed with order managers. Two orders have been
followed with purchasers. Further the work flow has been followed from the end to the
beginning to identify quantities of orders. To see if Lean had impact on the sections lead
time, data concerning lead time will also be studied. As secondary data, documents will
be studied. The documents that have been studied are related to the sections processes,
the sections goals and function that the company has complied. Statistics in forms of
reports in OMS from 2009, when an order is received until it is delivered and invoiced,
is to be studied. This is to gain a deeper understanding of the sections work.
20
Björklund & Paulsson. Seminarieboken – att skriva, presentera och opponera. Studentlitteratur. 2008. First edition. P 69. 21
Ibid. P 68 and 70.
Employees Number of interviews
Fredrik, Order manager 2
Göran, Order manager 2
Anna, Order manager 1
Erik, Order preparation 1
Elsa, Purchaser 2
Tina, Purchaser 1
Krister, Purchaser 0*
Johan, Project purchaser 1
Mikael, Cost follow up 2
Andreas, Manager 1

Lean Administration Kristoffersen Method
17
The company and the sections employees names will be anonymous when they have
requested that. Therefore the names in this Mater thesis are constructed.
2.2.3 Implementation
In order to identify the flows that exist within the section, the interviews will be
combined with following the handling of orders within the section. This will then be
supplemented by a study of the sections own documents. From Lean theories and the
collected data, flows will then be identified. Following the identification of the different
processes an evaluation of what can be improved based on Lean will be done. By
identifying which processes exists be able to standardized the work, improvements can
then be implemented to see if Lean has an impact on the administrative process. This
analysis will then form the basis for a model of how implementation of Lean can be
performed in the administrative sections.
2.3 Research approach
2.3.1 Abductive approach
This study will be based on both reality and theory. The reality in this study is the
section and the theory is Lean. Therefore, the approach for this study is abduction when
data are frequently exchanged between reality and theory.22
2.3.2 Qualitative and quantitative data
In this master thesis the method is not divided into qualitative or quantitative methods, it
is the data that have been gathered that is divided into quantitative or qualitative. As
Åsberg argues methods cannot be divided into quantitative or qualitative, it is the
characteristics of the collected data that can be divided into different categories23
.
This study is based on the understanding of a process and its meaning. The reality and
in this study the section, is understood through the theory Lean. The study will be based
on interviews to get an understanding of the section which will produce results that are
difficult to measure and evaluate numerically, qualitative data. These results will also be
difficult to generalize as each company and section is unique. Therefore, the
implementation of Lean will take different forms because the flows within companies
22
Björklund & Paulsson. 2008. P 62. 23
Åsberg. Det finns inga kvalitativa metoder – och inga kvantitativa heller för den delen. Pedagogisk Forskning i Sverige. Vol.
6: Issue 4. Pp 270-292. 2001.

Lean Administration Kristoffersen Method
18
are different. However, some generalizations will be made in ways to identify flow
processes, bottlenecks and problems, and how a solution can be suggested.24
However the qualitative data is supplemented with quantitative data by studying
documents and reports that provide hard data. These hard data can be divided into two
parts analysis, statistical and interpretive. The statistics are based solely on the
calculation of data as lead time, waiting time and time per activity, and the interpretive
component is based on putting data in a larger context. The larger context of this study
is to combine the quantitative data with the qualitative data.25
In this study, to understand the processes in deep, it has been necessary to combine
qualitative and quantitative data. Without combining these two data it would have been
harder to understand the process. Further it can be discussed if the study should be
called qualitative and quantitative. The importance is not the name, it is that the data
collected from interviews and following orders have been combined with data from
documents and reports to create as accurate picture as possible. Therefore it can be hard
to separate qualitative and quantitative data, when the collected data together creates the
foundation for the analysis.
2.4 Validity and reliability
The validity is how relevant the collected data is to respond to the questions of the study
and the generalization of the results of the study26
. The validity of this study is
considered high when method triangulation has been used. This means that data has
been collected from different sources with different views, in this study through
interviews, following orders and documents. Further reference triangulation has been
used, which means that different persons have been interviewed which has different
relations to what is studied.27
The external validity is generalization from the selected
section to all companies28
. The external validity is medium, depending of that every
business and section is unique. Therefore some parts of this study can be used in other
business and sections, but some parts are unique. This study shows how a section can
apply and use Lean to improve their work. The Lean thinking has high generalizations
for companies, if they just take the time to reflect over their work and continuously
improve.
24
Björklund & Paulsson. 2008. P 63. 25
Johannessen & Tufte. Introduktion till samhällsvetenskaplig metod. Liber AB. Malmö. 2003. P 72. 26
Ibid. Pp 47-48. 27
http://infovoice.se/fou/bok/10000035.htm (2010-04-20). 28
Johannessen & Tufte. 2003. Pp 240-241.

Lean Administration Kristoffersen Method
19
The reliability of this study is considered high because data has been collected through
interviews with the employees who perform the work, orders have been followed and
secondary data has been collected in forms of documents. To ensure a high reliability
the employees have been following the study to avoid misunderstandings.
2.5 Source criticism
First it can be said that all data collected through interviews, following orders and
documents has been collected from one company. Therefore the data cannot be verified
from another source, which depends on that no other external company has data
concerning the business processes and internal activities. To prevent that the data is
only one point of view interviews has been combined with following orders and
documents.
By not using a recorder when performing interviews some information could have been
lost. In another way, by not using a recorder it makes the respondents feel less
uncomfortable and therefore have been more open about their work, problems and
thoughts. Misunderstanding through the interviews can have occurred when there from
the beginning was little understanding for the sections work, however that has been
avoided by presenting the findings for the employees. By presenting the collected data
reinterpretation has been avoided, which easily could have happened otherwise.
The reports that have been studied in OMS can be misleading because there is not
reported the cause of lead time. One example of misleading lead time can have occurred
when there has not been a mark in OMS that the order is delivered, but the order has
been delivered. Further the data concerning time, collected from interviews, can be
misleading when employees values time different and what activities a process
involves.
By only following a few orders it can be misleading when the quantities can be different
from day to day, but to confirm that the observation is near reality interview strengthens
the credibility.
One employee has not been interviewed when he was on vacation. This do not affect the
study too much, even if there is a loss of information, when there have been eight other
respondents and thirteen interviews conducted. The employee that was not interviewed
have taken part of the information of the study after the interviews were conducted, to
see if he agreed with the interviews which he did.
The theory Lean, and its sources are biased when the authors are mostly positive to
Lean. Therefore some critic concerning Lean will be shown, that Lean is not only

Lean Administration Kristoffersen Method
20
positive and works in all companies at all times. Some authors show different aspects of
Lean, for example Key performance indicators, but there are no analyzing of how they
work or criticism concerning them. The authors that have been writing concerning Lean
give a solution that Lean can be usable, but they do not show how to implement. They
focus on the positive part, and if they write something analyzing or criticizing they just
write something shortly concerning it. Further, Lean is an abstract theory and therefore
can be hard to embrace and understand.
2.6 Summary of method
- This study will be performed at micro level.
- The section that will be studied have been chosen by convenience.
- Primary data in this study is interviews with the employees in the section and also
following orders. Secondary data is documents and reports.
- This study will have an abduction approach, when it is based on both the reality and
theory.
- The validity is high, but the external validity is medium and the reliability is also
considered high.

Lean Administration Kristoffersen Theory
21
3. Theory
This chapter presents previous research on Lean, as well as criticism of Lean. Further
this chapter presents the theory of Lean that will be used in this study.
3.1 Previous research concerning Lean
Lean has become well established in the production industry as a way to eliminate
waste and create value. However, there are problems with waste and creating value in
other business areas than production. The administrative sections are in great need to
reduce waste and operate more efficiently by reducing lead times in the flows. While
Lean is now a well-known theory, there is still little understanding of how Lean can be
implemented in other areas than production. This because the roots of Lean are in
production processes, however, all human functions are based on processes of various
kinds. Therefore, there is no restriction to use Lean in administrative sections. The
biggest problem with implementing Lean in an administrative section is that the
processes are not visible in the same manner as in production. In order to make the
processes more apparent value stream mapping could be used.29
3.1.1 Lean as a philosophy and a long-term method
Bhasin & Burcher argues that Lean should be appropriate to use in an administrative
section, as Lean is considered a way of thinking, a philosophy, and not a process. If a
business sees Lean as a process, they will stop using Lean, and does not implement it in
their thinking and working. That is why many companies fail to implement Lean.
Companies often lack the goals for what they want to achieve and a plan of how to
perform the implementation of Lean. There is not lack of knowledge of how Lean could
be implemented that is missing.30
Maleyeff means that all businesses, including
administrative sections, are creating services to internal or external customers which
affect the whole flow. Examples of administrative sections of a company can be Human
Resources (HR), marketing, research and development. The five lean principles of
value, value processes, flow, demand and continuous improvements are implemented in
increasing amount of service providers to deliver the correct information to the right
29
The new improvement frontier: Developing Lean administration. Strategic Direction. Vol. 21: Issue 11. 2005. Pp 33-35. 30
Bhasin & Burcher. Lean viewed as a philosophy. Journal of Manufacturing Technology Management. Vol. 17: Issue 1.
2006. Pp 56-72.

Lean Administration Kristoffersen Theory
22
customer efficiently. The five principles are not always easy to understand or to see how
they should be used.31
Higgins explains that an administrative section as HR has during the last twenty years
evolved from being a relatively simple section to be a complex section that can take
care of ninety three activities. Such a section can identify value by maintaining or
improving company performance by offering HR services through their distribution
channels. For an administrative section like HR it is important to be able to sustain its
performance and efficiency. Lean is therefore a good method to implement in
administrative sections. In order to implement Lean in an administrative section eight
main functions has to be defined in order to put Lean in a context. These eight functions
are governance, value, structure, processes, technology, people, measurement and
financial intelligence. By using Lean, a picture of what the company creates and deliver
can be made clear. This in turn leads the section to work more efficiently and manage
the company, rather than lag behind.32
Hicks believe that Lean can be implemented to create value in the processes concerning
information. Value can be created by how the flows are organized, visible and
represented in the work. This is by letting the information, which may be the value
itself, flowing to the end customer through processes of exchange and cooperation. To
achieve this, waste is identified and the five lean principles are implemented in the
work.33
However, not only can Lean be selected as an approach to be implemented in
the company, but it must be a long-term work. The entire company must be involved
and understand the implementation of Lean to make it succeed. Scherrers-Rathje, Boyle
& Deflorin argues for the implementation of Lean to be successful, management of the
company has to lead and be willing to change the approach, to thereby set a good
example for the rest of the company. For implementation to succeed the company also
need a broad understanding of how the employees work. This is because it is the
employees who carry out the implementation and therefore it must be adapted to their
work, to ensure that the employees are participating.34
3.1.1.1 Relevance for this study
The previous research shows that Lean could be implemented in an administrative
section. Bahsin and Burcher argues that there is not the knowledge of Lean that is
31
Maleyeff. Exploration of internal service systems using lean principle. Management Decision. Vol. 44: Issue 5. 2006. Pp
674-689. 32
Higgins. Putting Lean HR into practice. Strategic HR Review. Vol. 6: Issue 4. 2007. Pp 16-17. 33
Hicks. International Journal of Information management. Lean information management: Understanding and eliminating
waste. Vol. 27: Issue 4. 2007. Pp 233-249. 34
Scherrers-Rathje, Boyle & Deflorin. Lean, take two! Reflections from the second attempt at lean implementation. Harvard
business review. 15 januari 2008.

Lean Administration Kristoffersen Theory
23
missing, it is a plan and goal of why Lean is implemented that is missing. This is
relevant for this study, to analyze if Lean is something that just has to be implemented
in companies to update and modernize the company, or if a company implements Lean
with a special goal and plan.
Maleyeff shows that the five Lean principles are important and relevant for
administrative sections. Therefore the five principles will be a part of this study and
explored in which way they can be used, and if they are as relevant as Maleyeff argues.
Higgins means that Lean can create a visual picture of the section to be more efficient.
This is relevant for this study to find out how the section is organized and if it is seen as
a complex function, and further to see if Lean can make a visual overview of the
sections work.
Hicks believes that by using Lean value can be identified in the flow. To achieve that,
waste has to be identified and eliminated, the five Lean principles have to be
implemented. The relevance for this study is to explore what waste is in an
administrative section, and how it can be eliminated to create value and flow.
Scherrer-Rathje, Boyle & Deflorin argues that to implement Lean successfully an
understanding of the employees work has to exist. For this study it is relevant to
understand how the employees are working to reflect if and how Lean can be
implemented.
3.1.2 Previous criticism of Lean
Cox and Chicksand argue that Lean may not be possible to implement in all business
areas even if there is reason to implement Lean internally within a company. Criticism
of Lean can be divided into two focus areas: the operational and commercial criticism.
The operational criticism of Lean can be divided into two branches. One is related to the
agile school, which believes that Lean is not always the most appropriate method for
dealing with internal processes and external relationships. Lean works best in a context
where high-volume are produced, predictable demand with safe range so that the
functional products can be created. However, at low volume with various supply chains
and innovative products Lean will not function as well. It is therefore considered that
Lean technique cannot on its own control processes that are unique and unpredictable,
and must therefore be combined with other techniques. The second area is the
operational suitability of the school which denies the universal applicability of the use
of a system in production. There is little evidence that the Lean production system is
used throughout all industries. This is because the Just In Time philosophy cannot be
maintained unless a balancing of production can take place both in-house and externally
with suppliers. There is also a school of criticism of Lean and its universal applicability

Lean Administration Kristoffersen Theory
24
through a commercial approach. One criticism raised is that it is difficult to achieve a
win-win outcome where buyers have the dominant position in the supply chain. The
proponents of this school want to see a more reasonable distribution of the value chain
in between to reduce wastage and improve efficiency. This school has a less
prescriptive approach, and believes that there is never a good way. The fact that one
method would work universally is regarded as wrong. This is because business
environments constantly change and therefore, companies must be open to different
methods. Lean does not work for all companies in all situations. Therefore, companies
should choose a marketing strategy rather than an operational strategy.35
Moreover, Schonberger criticized Lean according to studies showing that it was not
going well for Toyota by using Lean. A study conducted among 1213 companies in
thirty-two countries was divided into nine regions and thirty-five different industries.
The companies were public so data from fifteen years back were studied. This study
found that Scandinavia was the best to work continuously and long-term with Lean and
Japan was the worst. The study is based on analyzing the stock turnover, which is the
annual cost of goods sold divided by the value of inventory. Toyota ranked fifty second
of fifty four spots in the automotive industry. Over the past seventeen years, Toyota's
stock turnover has not increased and during the last twelve years it has been halved. The
study also proved that sixty two percent of the companies that participated in the study
had not improved but rather worsened. At last it is to be noted that Lean can be difficult
to work with despite its great principles and competitive advantage. Questions that arise
after the study's results are:
- Do companies only apply Lean on the surface?
- Do companies only focus on what is easy to change instead of taking hold of the big
problems?
- Is the lack of one big idea, instead of many small ones, a restriction that requires
more energy to maintain?
The answer is yes to these three questions according to Schonberger.36
3.1.2.1 Relevance for this study
Cox and Chicksand believe that Lean cannot be implemented when there is a different
and unpredictable demand. This is relevant for this study as there can be differing
demands in an administrative section, and therefore it has to be explored if Lean is the
most appropriate implementation and if it can be implemented without other additional
implementations.
35
Cox & Chicksand. The limitis of Lean management thinking: Multiple retailers and food and farming supply chains.
European Management Journal. Vol. 23: No 6. 2005. Pp 648-662. 36
Schonberger. Japanese production management: An evolution – With mixed success. Journal of Operations Management.
Vol. 25. 2007. Pp 403-419.

Lean Administration Kristoffersen Theory
25
Schonberg raises three questions, and these questions are relevant for this study by
exploring if Lean is something that only is used because a modern company should use
Lean. Further it is energy consuming to come up with many easy and minor changes,
instead of one big idea.
3.2 New possibilities to research
Lean in administrative sections is still a relatively unexplored area. The studies carried
out so far have been focusing on companies and organizations after they introduced
Lean. In this way, they note the problems and success factors that the companies and
organizations have had. The studies have identified that Lean is also suitable for
administrative sections. There is a relatively unexplored area on how to use Lean at the
beginning of the implementation in a company. There is a void with a lack of
identification of the flows that exist within an administrative section, how they appear
and how they can be standardized. Furthermore, there is also a void for how Lean
affects an administrative section for an extended period, if Lean is only a fad or a
philosophy that affect the section in their way of thinking.
New questions that can be posed are:
- What are the different flows in an administrative section?
- How are flows and processes standardized in the administrative sections?
- Is Lean only a fad that is superficial in the business or will Lean make a change in
thinking over a longer period?
3.3 Approach to previous research
In all business there are processes of various kinds, therefore Lean should be able to be
used in all business in different ways. With the previous research as a foundation for
this study the approach for this study is to explore Lean, with critical eyes, if it can be
implemented in administrative sections and what parts of Lean can be used. Further
researchers have been arguing that Lean is a philosophy and a way of thinking, in this
Master thesis Lean is used as a theory. Theory is something that has some
generalization level and is a simplification of the reality37
. This is how Lean is seen in
this study, it has some generalization level and is a simplification, and also something
abstract. Even when previous researchers have been studying Lean it is still abstract.
Lean, as it says, could be implemented in all companies but it is something that has to
be worked with. This study is to take the abstract theory Lean and see how it can be
used in a concrete reality of a section.
37
Johannessen & Tufte. 2003. P 29.

Lean Administration Kristoffersen Theory
26
3.4 Value
Lean is focusing on value and value adding activities, that value is seen and felt by the
customer. Value is created by a dialog with customers concerning a specific product
with specific characteristics.38
Therefore it is important to define value, when it is such
an important part of Lean. Value in Lean is seen from and for the customer and can be
derived from customer-perceived value39
.
“Value can be defined simply as the ratio of perceived benefit to perceived cost.”40
Customer-perceived value is defined as perceived benefits divided with perceived
sacrifices. The perceived benefits are a combination of price, quality, the use of the
product/service in relation to physical and service characteristics, and technical support.
The perceived sacrifice concerns all costs that the customer have when performing the
purchase. Examples of cost can be the price on the product/service, repairs and
maintenance.41
Therefore when value is mentioned in this thesis further on it will refer to customer-
perceived value. This is because value is what the customer thinks give him/her benefits
when purchasing a product or service in relation to what it will cost.
3.5 Lean
Toyota’s production system is the basis for the theory of Lean. Businesses that use Lean
use fewer resources, such as small investment in materials and less labor. Something
that also characterizes Lean is that all employees should take responsibility for his/hers
job, because those who can verify the work best are the persons performing the work.
Thus, many may feel stressed when introduced to Lean, even if it comes with the
freedom to self-check their work, there is also the responsibility to account for when
something goes wrong.42
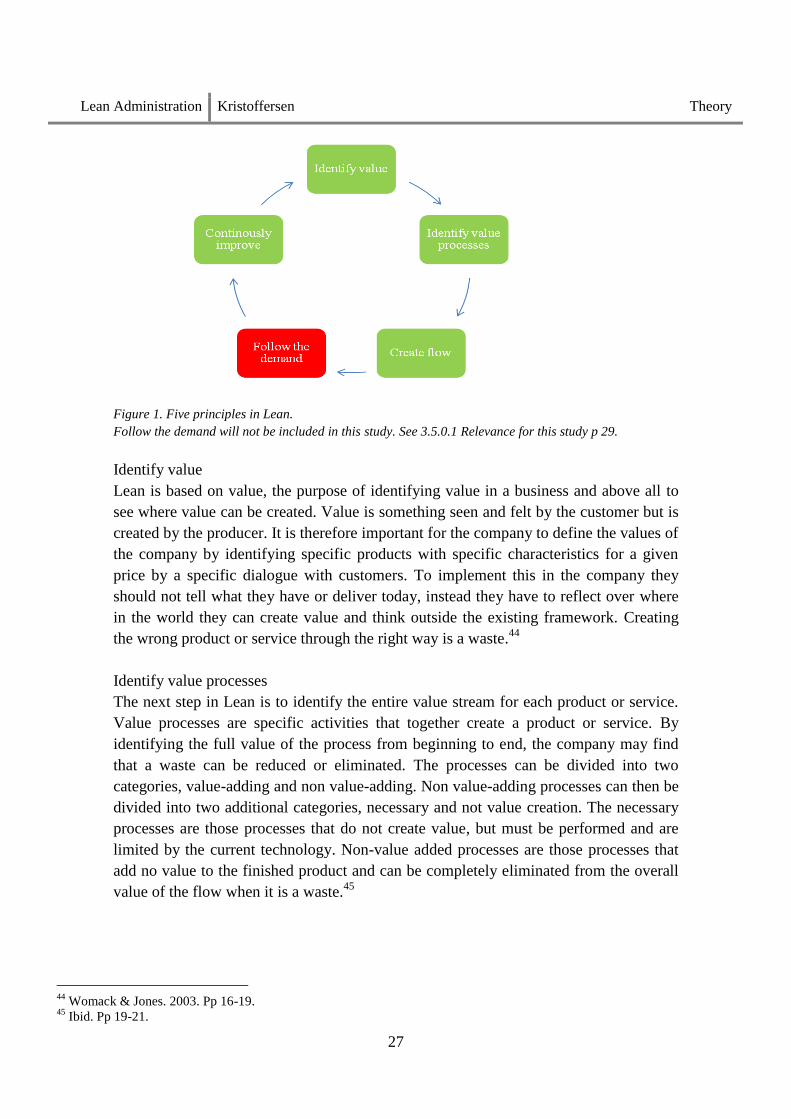
Womack and Jones have defined five principles of Lean. These five are: identify value,
identify value processes, create flow, follow the demand and continuously improve.43
38
Womack & Jones. 2003. Pp 16-19. 39
Grönroos & Ravald. The value concept and relationship marketing. European Journal of Marketing. Vol. 30: No 2. 1996. P
21. 40
Evans. Measuring and managing customer value. Work study. Vol. 51: No 3. 2002. P 134. 41
Grönroos & Ravald. 1996. Pp 21-22. 42
Womack, Ross & Jones. 1991. Pp 13-14. 43
Womack & Jones. 2003. P 15.
Lean Administration Kristoffersen Theory
27
Figure 1. Five principles in Lean.
Follow the demand will not be included in this study. See 3.5.0.1 Relevance for this study p 29.
Identify value
Lean is based on value, the purpose of identifying value in a business and above all to
see where value can be created. Value is something seen and felt by the customer but is
created by the producer. It is therefore important for the company to define the values of
the company by identifying specific products with specific characteristics for a given
price by a specific dialogue with customers. To implement this in the company they
should not tell what they have or deliver today, instead they have to reflect over where
in the world they can create value and think outside the existing framework. Creating
the wrong product or service through the right way is a waste.44
Identify value processes
The next step in Lean is to identify the entire value stream for each product or service.
Value processes are specific activities that together create a product or service. By
identifying the full value of the process from beginning to end, the company may find
that a waste can be reduced or eliminated. The processes can be divided into two
categories, value-adding and non value-adding. Non value-adding processes can then be
divided into two additional categories, necessary and not value creation. The necessary
processes are those processes that do not create value, but must be performed and are
limited by the current technology. Non-value added processes are those processes that
add no value to the finished product and can be completely eliminated from the overall
value of the flow when it is a waste.45
44
Womack & Jones. 2003. Pp 16-19. 45
Ibid. Pp 19-21.

Lean Administration Kristoffersen Theory
28
Figure 2. Value adding activity and non value adding activity.
For the company to use Lean fully, the company's stakeholders as suppliers and
customers are needed to be included in the work with Lean. By involving stakeholders
can an entire value chain be created by all stakeholders in the various stages where they
are refining the product. In this way, companies can create better partnerships to
become more competitive and efficient in delivering what the customer wants.46
Create flow
In order to implement Lean in a company, the company must create flows on its value
adding processes. This may be difficult and big changes for companies that are not used
to seeing flows, but previously only have seen each service or process. It is difficult to
create flows of processes which are not produced in large quantities. Lean is
implemented to refine the work of the various functions and departments so that they
together can improve value processes, and get the employees to understand that it is also
in their interest to get value processes to flow. Processes function better when the work
will focus on the product and what is needed to create value, rather than focusing on the
company's organization and tools. This creates a continuous flow through the various
processes that a product is reviewed before it reaches the customer.47
Follow the demand
When the flow is created companies has to work to create continuous flow. To create a
better flow, the customer should ask for the product from the producer instead of the
producer pressing the product to the customer. The company then has a so-called pull
46
Womack & Jones. 2003. Pp 19-21. 47
Ibid. Pp 21-24.

Lean Administration Kristoffersen Theory
29
production. Customer demand becomes more stable if they know they can get the right
products at the right time.48
For the flow to be continuous, it must be regulated. This will not be achieved before the
next process of the flow demands it. The regulation may be different, but can be
visualized with a kanban card. This is based on the Just In Time, and has the advantage
that the company can produce small volumes with short lead times.49
Continuously improve
The last of the principles points to constantly improve of the four other principles. This
will enhance the constant strive to achieved perfection and constant work towards
improvements. In order to continuously improve processes and more accurate
identification of value streams processes must be transparent so that problems and new
values can be detected and improved.50
3.5.0.1 Relevance for this study
This is used as an analyze tool in this study to explore how Lean could be implemented
in an administrative section. Follow the demand step is not relevant in this study when
the section that is studied already work that way. The other four steps identify value,
identify value processes, create flow and continuously improve is going to be used in
this study.
3.5.1 Key performance indicators in Lean administration
- Processing time is the actual time it takes to perform a process. Processing time may
vary depending on the employees experience and abilities, and type of order. Is the
gap too large a study should be performed to define the causes. A cause may be
because they belong to different product families.
- Lead time is the total time it takes to perform a process. This means that the waiting
time and other waste is counted in time.
- Value-added time means the time that employees spend on creating value in the
process.
- Set-time is the time it takes for an employee to switch from one process to another.
- Demand pace shows customer requirements and this may be presented as orders per
day.
- Percent complete and accurate is a quality measure related to how much of the
information the customer receives is complete and correct.
48
Womack & Jones. 2003. Pp 24-25. 49
Ibid. 50
Ibid. Pp 25-26.

Lean Administration Kristoffersen Theory
30
- Reliability is the time which means that the recourses are available when needed.
Examples of recourses can be computers and printers.
- Stock in an administrative section may be created when high-order ports or
materials that are waiting to be shipped from suppliers.
- Used IT systems that employees use to process information in the processes.
- Access time is the time the section is available and can carry out its processes.51
3.5.1.1 Relevance for this study
Key performance are in this study used as an analyze tool to identify different key
indicators in the administrative section. To estimate the different key performances
interviews will be conducted and reports will be studied. This performance shows hard
data as lead time and process time, what is not showed is the causes to the different
performance. Therefore it is combined with other analyze tools. Information in this
study is defined as order managing and purchasing.
3.5.2 Product family
In order to identify the different flows within an administrative section, different
families within the section can be distinguished. A product family is a group of different
activities with similar process steps. Process steps do not need to be completely
identical but very similar.52
3.5.2.1 Relevance for this study
The product family is used in this study as an analyze tool to identify and divide
activities into different types.
3.5.3 Toyotas 14 principles (4P)
Philosophy
The philosophy is the core of an enterprise. By understanding and living the philosophy
it creates a foundation for the other principles.
1. Decisions shall be based on long-term thinking, even if it means that the short-
term economic goals are not perceived.
51
Keyte & Locher. Leanhandboken. Värdeflödeskartläggning inom administration, service och tjänster. Malmö. Liber AB.
2008. Pp 39-46. 52
Ibid. P 23.

Lean Administration Kristoffersen Theory
31
Processes
By learning mangers within the company through mentoring and experience that the
right results are being created by identifying the right values, processes and flows.
2. Bring up problems to the surface by creating flows.
3. Avoid over-production by following the demand.
4. Distribute the workload evenly.
5. Make sure that the quality is correct from the start by stopping the process when
an error occurs.
6. Standardize the processes that functions well. To standardize the work provides a
basis for continuous improvement and to get employees involved.
7. Do not allow problems to remain hidden, make the activities visual.
8. The processes and techniques used must be reliable and fit employees and
partners.
People and partners
Create value in the company by challenging employees and stakeholders to develop
themselves.
9. Develop leaders who know the company, that think and live according to Lean
and can teach others to do so.
10. Develop employees who follow the company’s philosophy.
11. Respect the stakeholders and suppliers, helping them to develop and challenge
them.
Problem solving
Constantly improve the company by constantly working on solving the basic problems
of the company.
12. To understand the situation by seeing it with own eyes.
13. Decisions shall be done by mutual agreement and be considered and taken
slowly, but they must be implemented quickly.
14. Become a learning company, do not stop reflecting and continuously improve
operations. 53
3.5.3.1 Relevance for this study
The 14 principles are used in this study as an analyze tool to understand the
administrative section, and explore if Lean is suitable and can be implemented in the
section.
53
Liker & Meier. The Toyota way fieldbook. A practical guide for implementing Toyota´s 4Ps. 2006. Pp 6-14.

Lean Administration Kristoffersen Theory
32
3.5.4 The Lean house
Thoughts concerning Lean can be compiled in the so-called Lean House. The
foundation of the house consists of creating stable and standardized processes. The
foundation also includes having a visible leadership. One wall is composed of Just In
Time, which means the right part in the right quantity at the right time. Which means
plan the time, create a continuous flow, allowing demand to control and be able to act
for quick changes. The second wall is composed of quality, which means to make the
problems visible by automatic stops, make checks when the product is manufactured
and to solve basic problems in the company. The roof consists of customer focus, which
means creating the best quality at the lowest cost with the shortest lead time in a safe
and ethical way. The content of the house is continuous improvement, which is created
by reducing wastage and by the cooperation of the employees.54
Figure 3. The Lean house.
3.5.4.1 Relevance for this study
The Lean house is used in this study as an analyze tool to study how the sections
context are and where focus are, and if the section has a foundation to implement Lean.
Further to see if Lean can be implemented even if the Lean house is not completed in
the section.
3.5.5 The 7 (8) wasting
Ohno identified seven wastage within Toyota, which today has evolved into eight
wastage. Wasting implies that an activity is performed that does not provide the product
54
Liker. The Toyota way: 14 management principles from the world´s greatest manufacturer. New York. 2004. Pp 32-34.
Standardize activity
Visual leadership
Quality
Just In Time
Reduce waste
Employees
Continuous
improvements
Customer focus

Lean Administration Kristoffersen Theory
33
any more value. These eight different wastes can be found in all departments within a
company, including administrative sections.55
1. Transport. Unnecessary transport that does not add something meaningful to value
processes. Within the administration, this could be the movement of paper and
unnecessarily large attachments in email.56
2. Stock. Stocks should not exist, when it's a big waste. In the administrative functions
stock can be layers of documents, such as order and quote, and boxes overflowing
with documents both on paper and in emails.57
3. Unnecessary movements. Much of the time spent on processes is unnecessary
movement that does not add any value. Examples in administrative sections are to
have a large central archive or the printer far away, and to have other employees in
the office that frequently have to be contacted far away.58
4. Waiting. Many believe that waiting is the most dangerous waste. However waiting
can be better than other wastes, such as overproduction. The wait can act differently
in administrative sections, including the lack of information from customers and
approval from another section or person.59
5. Overproduction. This is the most dangerous of all wastes. This is because
overproduction often leads to many other wastes too. Included are activities that
produce more than needed, earlier or faster than what is needed and accomplished.
Within the administration it may be to print paper early.60
6. Rework. It includes all forms of failure. Examples can be wrong in the quote to the
customer and employee turnover.61
7. Over work. Examples of administrative work can be too many extra copies,
comprehensive and detailed reporting and so on.62
8. Wastage of unused skills/creative. Examples can be that limited responsibilities and
powers stifle creativity, but also management, command and control.63
Within an administrative section, there are four main activities that will lead to wastage.
These are information management, administrative support processes, landscape and the
office staff.64
55
Liker & Meier. 2006. Pp 33-34. 56
Keyte & Locher. 2008. P 31. 57
Ibid. 58
Ibid. 59
Ibid. 60
Liker & Meier. 2006. Pp 34-36. 61
Keyte & Locher. 2008. P 31. 62
Ibid. 63
Ibid. 64
Larsson. 2008. P 142.

Lean Administration Kristoffersen Theory
34
3.5.5.1 Relevance for this study
The wastage is used to identify different kinds of waste in the administrative section.
Transport, over work and overproduction will not be relevant in this study when the
information in this section is not working with information in that way. Further in this
study focus is on the office staff and information management.
3.6 Summary of theory
- Previous researcher argues that Lean can be used in an administrative section by
using Lean as a philosophy instead of a process. Further value can be created by
using the five Lean principles. The whole company, from management to
employees, must be involved to succeed with Lean in a long-term view.
- Previous researcher have given Lean some critic when they do not believe that Lean
can be implemented everywhere at every time in all business. A previous study
shows that Toyota has failed using Lean, and that must companies only implement
Lean on the surface and focus on what is easy to change.
- In this study Lean will be used as a theory to explore how Lean can be implemented
in an administrative section.
- Lean has its foundation in the five Lean principles identify value, identify value
processes, create flow, follow the demand and continuously improve.
- Key performance indicators will be used to understand the flow in depth.
- A sections work can be divided into different product families by studying the
activities and the various flows.
- Toyota has created 14 principles that build on 4 P, philosophy, processes, people
and partners, and problem solving. Will be used as a analyze tool to understand the
sections suitability for Lean.
- The Lean house shows the different components that are important for Lean, and are
in this study used to see how the context affects the implementation work.
- The seven (eight) wastages shows what different wastage there can be in an
administrative section, but in this study only five of them will be used. Transport,
over work and overproduction is not relevant in this study.

Lean Administration Kristoffersen Empirics
35
4. Empirics
This chapter presents the empirical data that has been collected through interviews,
following orders and documents.
4.1 Interviews
The section that has been studied is responsible for order managing, purchase and
invoice. There have been nine respondents to these interviews. There are nine
employees and one manager in the section.
Name Position
Education Years,
working
in the
company
Mikael Cost follow
up
- 14
Fredrik Order
manager
- 3
Göran Order
manager,
consultant
Master of
Science in
Engineering
3
Anna Order
manager,
consultant
Master of
Science in
Engineering
0,25
Erik Order
perpetrator,
consultant
- 2,5
Krister Purchaser 4 years
education in
technique and
electricity
21
Elsa Purchaser - 17
Tina Purchaser,
consultant
Professional
development in
logistics
2
Johan Project
purchaser,
consultant
- 2,5
Anders Manager Master of
Science in
Engineering
2,5
Table 2. Table of respondents who have been interviewed.

Lean Administration Kristoffersen Empirics
36
4.1.1 The section
Through the interviews it has been clear that the section has nine employees and one
manager. Further five of the employees are taken on to the company as consultants, this
means that they are hired through a staffing company. The other four employees are
permanently employed. Of the nine employees, three are order managers, four are
purchasers, one is order perpetrator and one is responsible for the development of
processes and systems, and follows up on cost. Tina is telling that there are two of the
employees, a purchaser and an order manager, also are working with a new IT system
that will be implemented during March and April. Anders, the manager for the section,
explains that the sections role is responsibility for customer contact, planning, purchase
and delivery. This can be verified with a company document concerning the sections
function where it says that the specific tasks of the section are filling orders, office
processing, customer project management, procurement, purchasing and project
planning. The section receives orders from around the world both from external and
internal customers, explains Elsa.
Mikael informs that an employee at the section cost eight hundred and thirty SEK per
hour. Further the time available for the employees in the section is about seven and a
half hours per day, lunches and coffee breaks are excluded.
Mikael explains that the section currently uses several different IT systems to perform
their work.
- To handle the orders the section use Order of Magnitude (OM) and the system
Order Management System (OMS).
- MSProject and Excel are also used to plan the order and its purchase.
- In order to identify the various components to be ordered the section use the system
PDB. The sections Encyclopedia of components.
- Another software program, SS, is used to locate suppliers.
- Job Reporting (JR) is used to identify the time to certain client accounts.
- WS are an internal program at another section, which is equivalent to OMS. This
section can lay orders for purchase in WS to another section.
- To make purchases the program Purchase System (PS) is used.
- Finally, there is a system called Business System (BS) which contains financial
tracking and is managing supply chains.
4.1.2 Data collected from interviews to explain order managing
Through the interviews it has been clear that there are three employees who work full
time with order managing. Mikael explains that he spends about ten percent of the time
on order managing. Further Erik, one of the order managers, tell that he is a so called
order perpetrator which is taking care of more complicated orders.

Lean Administration Kristoffersen Empirics
37
Fredrik explains that the customer places an order or a request by mail or in the order
system OMS. An order received via email gets entered into OMS by creating an order
number, which is a way to number the order and then be able to document and follow
orders. Orders then are viewed to identify what the customer really wants. If it is a
complex order, then order preparation gets contacted. Erik, the order perpetrator, tells
that his work means that he reads through the order, verifies the type of order,
establishes if the order is simple or complicated and tries to understand the order by
studying various documents. If it is not possible to complete the order, the customer
then will be contacted to clarify the requirements and try to complete the order. Further
Anna explains that once the order is defined, the price, delivery time and production
time will be estimated. In some cases suppliers has to be contacted to provide the
customer with these answers. Purchase contacts suppliers. When the price, delivery time
and production time is estimated an internal quotation is created. This is then transferred
to an OM for the client. The customer accepts or declines the OM. When OM is
approved by the customer an account for orders gets created.
The accounts are described by Mikael as the accounts are divided into three different
kinds: internal, A1 and A2. The internal accounts are accounts that affect internal
departments within the company. Orders that are under 20 000 SEK are called A1
accounts. To get these accounts the section Business Control are contacted to create the
account. The A2 accounts are orders over 20 000 SEK. These accounts are given out by
the section Asset Management. When the order has an account it is time to split the
order. When the order has been split the order arrives in a list in OMS to purchase,
explains Fredrik.
Fredrik declares that he is handling the incoming mails. In the inbox there can be orders,
price inquiries and changes of orders. If there is an order that has a request of a change
Fredrik has to locate the order number in OMS to find out who is managing the order.
Then the email is forwarded to the right order manager.
Through interviews the employees explains that there are two different kinds of orders,
but they are named different. Some name them small and large orders, other say simply
and complex orders, and some say industrialized and unique orders. Anna explains that
orders that can be given a quick answer is called industrialized orders, because there
have been similar products produced before. This can be achieved by experience and
also by going through old orders with similar components. Old orders can give
estimation of price and delivery time. However, this price and delivery time can be
misleading when the previous orders may have had problems during the process and
therefore have become more expensive. Further Fredrik explains that unique orders
require more handling time before an answer can be given to the customer. To estimate
price and delivery time, information is collected from suppliers, purchase and

Lean Administration Kristoffersen Empirics
38
production. This gives the customer a response of an order from an hour up to fifteen
days. The customer demand, tells Andreas, is to get an answer the same day, but that is
not possible in all cases, therefore the goal is set at five days because it seems more
realistic. Today the customers are not satisfied with the lead time as it can exceed five
days.
The order managers are also those who plan the order process, says Göran. They
prioritize orders, to determine which the most important and least important orders are.
Further they plan when the orders should be delivered.
4.1.3 Data collected from interviews to explain purchase
There are three purchasers and a project purchaser, explains Johan. When orders have
been split they arrive in a list in OMS. An order that arrives in the list gets priority from
order managers which send out an e-mail once a week to purchase, explains Elsa.
Further she informs that those orders who take a short time to go through may lay in the
list for a while and then be quickly viewed before a meeting, after lunch or when there
is no time to start to process a large order. The order is divided into smaller parts to see
which the minor components of the order are. To localize the various components that
are ordered the program PDB is used. Furthermore, purchaser use Excel to create a
sheet with a list of components of the order, and OMS is also used to see what the
customers want and what past orders has contained. Elsa points out that all purchasers
use their own Excel sheet, so there is no standardized form. From this review it is then
time to decide what is needed for the order from external suppliers and what is needed
to be produced internally. There is a system, SS, which show suppliers that are proved
to purchase from. Another program used in this activity is WS. Further SAP, BS and PS
are other programs that are used in this activity to be able to locate which and where
purchases are to be done.
When an item list is made of what is needed to be purchased, it is then performed in PS
and highlighted in OMS. Fredrik explains that this marker is something that often is
forgotten which makes it difficult for order managers to update the customer with new
information. Tina tells that when a purchase is made it must be endorsed by the
manager before it is sent to the supplier. Andreas, the manager, explains that he has the
authority to attest purchases up to 50 000 SEK. Further he explains that attestation is
performed daily and sometimes several times a day for not letting purchase be waiting.
Purchase over 50 000 SEK go on to the manager of the department to attest, and even
larger purchases goes to the manager of the unit to attest. A large valued order also
passes through the section source, and an even larger valued order passes through the
financial section to be attested.
Lean Administration Kristoffersen Empirics
39
Tina informs that purchasers are those who have contact with suppliers, and transmit the
delivery date to order managers. Is the delivery date changed due to problems with the
supply of components it also has to be transmitted to the order managers. This is
something that rarely happens, explains Fredrik. Often the order managers have to ask
how the purchase is going on with a particular order, and may be told that order is going
well. Then when it is almost time for delivery order managers find out that the delivery
date is moved forward two weeks. The customer then has to be contacted and presented
a new delivery date, only a few days before the planned delivery date. The customer
could have been alerted earlier if the purchasers would have informed the order
managers in time.
Up until now, the work flow for purchasers have been quite similar but will now be
different, explains Tina. When components are received, they are passing through goods
reception to verify that the right components in the right amount are delivered against
the packing slip. All the components in a box or on a pallet are gathered and passed on
to production. However this is only performed by Elsa, and Tina explains that she will
not be engaged in this activity due to that she costs too much. In reality Tina is engaged
in this activity due to problems with delivery of components. Further differences are
that Elsa has all the information about stocks of components in her head, because she is
often in production department which gives her an advantage, explains Tina. Because
Elsa has all the information in her head it creates problems if she is sick or away for
other reasons, this is a problem when a stock system does not exist. Elsa informs that
there is a difference in process time between the purchasers. For Elsa it takes between
ten minutes to three hours, but for Tina it can take between thirty minutes to three days.
Tina explains that this depends on the knowledge and experience that Elsa has.
4.1.4 Data collected from interviews to explain delivery and invoice
When production is finished, purchase receives a message that the order is completed.
(See 4.4.2 Histogram of lead time, Figure 4, p 49). If it is a small order, purchasers can
send the order themselves. However, if there is a large order, for example a test cabinet,
then the order will be delivered with help of a transport system, tells Tina. After the
orders are shipped the order is marked as delivered in OMS, and when this is performed
the next step is to invoice the order. Mikael explains that this mark sometimes is
forgotten, which leads to no invoice can be sent until it is noticed that this mark is
missing. The order is recalculated after the order has been delivered to establish if any
price changes has been made. However this is rarely achieved due to lack of time,
explains Fredrik, but should be performed by the order managers. Further invoice work
has to be performed to locate hidden costs in the order, if there are any. When that has
been completed the invoice can then be sent to Business control, which sends the
invoice to the customer, explains Mikael. Andreas explains that the goal for sending an

Lean Administration Kristoffersen Empirics
40
invoice is in four weeks, which is hard to achieve when the suppliers invoice has to be
received before the orders invoice can be sent to customer. Mikael explains that there
are problems in handling the invoices. (See 4.4.2 Histogram of lead time, Figure 5, p
49). This depends on different reasons, someone has ordered it but no one wants to pay
for it. Further can components be missing to the order, invoices from suppliers are
missing and the time reported on orders has been too high which have made the order to
costly. Another reason for long lead times concerning invoices is when they have been
sent, but Business Control have forgotten to mark in OMS that the invoices have been
sent.
4.1.5 Data collected from interviews concerning remake
There are time points during the work flow when remake is needed, explains Andreas.
When a task is not performed in the right way, or when a customer changes the order or
when components has been forgotten to be purchased remake is needed. In order
managers work there is the time from an OM is created and sent to the client that
revision takes place. This is when the customer is not completely satisfied with price,
production or delivery time. This discussion can take place over several days to define
what the customer wants in realistic terms of time and price, explains Fredrik. One
problem raised by this is that this debate between order managers and customers drags
the total flow time, informs Anna. This is because the order managers do not handle
over the order to purchasers before everything is okay with the customer, even if there
are only small details to be discussed and purchasers would be able to purchase the
components for the order.
Within purchasers work there are more stages of remake. The first is when a purchase is
attested by Andreas. Usually the purchase is correct, but sometimes there is one
purchase that has been made in a wrong way. A faulty purchase can be written using the
wrong currency, explains Mikael. The purchase then goes back to who performed the
purchase to do the necessary corrections. Furthermore tells Tina, it is reviewed when the
order came to production and they discover there are missing components. Purchasers
must then view what is missing, take a decision whether it should be ordered internally
or externally and then make a purchase. The above mentioned remaking does not occur
every day, but even if they are not commonly occurring they still appear so often that
they can create problems in the work flow.
To improve the sections work the employees can suggest improvements through a work
system called Continuously improvements. An employee suggests an improvement and
at the weekly section meeting it is then reviewed and discussed for implementation or
not. This system makes it easier to affect problems that occur in the work flow, but
although many ideas exist, not all of them are discussed, explains Andreas. The

Lean Administration Kristoffersen Empirics
41
employees do not have the strength and willingness to perform and drive a change,
therefore they just implement the change for themselves. This leads to even more
different ways of working, and no sharing of good ideas, explains Anders.
4.1.6 Data collected from interviews concerning recurrent meetings
Tina informs that there are three regular meetings each week for the entire section. Once
a week they have a production planning meeting where purchasers and order managers
together go through and prioritize when to start production of certain orders. The
purchasers and order managers have once a week an order meeting where they go
through the delivery dates for orders that lack dates. Additionally the orders are verified
that everything is correct. The section has a meeting once a week where a record is kept
of what is happening within the unit and department.
Further Elsa tells that every week order managers and one of the purchasers has a
meeting with a factory in Sweden, which is a big internal customer. This meeting is set
to match the orders to what the factory have requested and what they expect to be
delivered. Furthermore explains Göran that the order managers once a week have a
phone meeting with a factory in China and another factory in Sweden. The order
managers also have a meeting once a week to follow up the finances of the orders. The
manager of the section has a weekly supply meeting with the order managers. At last
the order managers have a meeting together to go through orders in OMS and distribute
jobs between them.
Purchasers have every week a short meeting with the production section to coordinate
production and delivery dates, tells Tina. The order managers also have several
recurring meetings each month. They have a unit meeting to follow the order status.
Furthermore they have two different kinds of forecasts meetings. The order managers
also have an operational meeting and a production capacity meeting, explains Göran.
4.1.7 Data collected from interviews to explain the sections context
Through interviews it has become obvious that the sections context is affecting the
improvement work. Today the employees are tiered of improvement and process work
when earlier work has not been implemented. Therefore they are missing the motivation
and willingness to improve and change the section and its work. Further there have not
been goals and plans of why changes are made. The focus have not been on long-term
decisions, focuses have been on solving small problems instead of the big problems that
are affecting the long term goals. The sections leading have not been motivated to
change either, and improvements have therefore not been implemented.

Lean Administration Kristoffersen Empirics
42
It is hard to follow the flow in the section, and there is no understanding for the whole
flow and how the processes are related. Therefore it is hard for the employees to
understand each others work. The employees want to be unique as they are afraid of
losing their job. There is also a problem when some of the employees are consultants
and some are permanently employees. Some of the employees are against Visual
Management System (VMS) when problems are becoming visual and the one
responsible for the work has to take responsibility for it. Today it is easier to see others
problem instead of focusing on oneself and ones responsibility.
4.1.8 Improvement possibilities in the section
The section wants to implement Lean to work more efficient to reduce lead time and
variations for customers. Below is a list of areas that could be improved in the section,
which has been established through interviews where problems have been discussed.
- Communication. Poor communication affects the customers. Order managers cannot
determine whether the order will be delayed. Order managers only know the
purchaser has placed an order for components or if the order is completely finished,
and they may not know the status of the order when it becomes large delays. The
customer does not find out until the delivery when the product does not show up. In
the absence of clear goals confusion is created. This in turn means that the
employees do not really know what they are working towards. Better
communication is needed to let the employees know the goal.
- Roles. The employees do not know what roles they have in the section. They know
their own role, but it is unclear what the others in the section are doing. Many
employees believe that others are doing “unnecessary” activities that do not belong
to their duties. The employee performing the activity thinks that it belongs to
hers/his specific role.
- Implementation. It has been developed process maps, suggestions for changes as
templates for order processing and so on. These have not been implemented but
instead been forgotten which have made the employees lose interest in supporting
the process work when their views have not been acknowledged.
- Different approaches although the same process. Orders received by the section can
be divided into two categories: industrial and unique. For the unique order it is
difficult to assess the cost and time because the suppliers, purchasers and production
must be contacted in order to be able to estimate. The industrialized orders have
been manufactured earlier so order managers know how much they will cost and
how long it will approximately take. The order managers can study old orders to

Lean Administration Kristoffersen Empirics
43
ensure cost and time for industrial orders. It has however created problems while
previous orders may have been protracted, or there has become an error which will
lead to higher costs and longer lead time. Therefore the previous orders may not be
true for the customer who places a new order. The new customer can have a higher
cost and longer lead time planned than necessary because there does not exist
standard cost and schedule.
- Standardized cost models. When an order is established there is an expense account
created in which each employee who is working with an order has to input the
amount of time spent with the order. This account then form the basis of how much
the customer will pay. However, there is a problem with this. Depending on who
performs the work differences in cost will occur for the orders. An example can be,
if an experienced buyer gets the order he/she uses three hours but a less experienced
might put down eight hours on the same kind of order. It is a relatively big
difference to the customer who has to pay for this difference. Furthermore, there is
no reasonable price for small orders. The order will be handled in the same way as
big orders with cost accounts. This can lead to an order of a cable costing twelve
SEK can end up on a final price of three thousand. This is not reasonable and long-
term customers can be lost when they find better and cheaper suppliers.
- Updated price database. Today the section has a price database, but it is not used. It
should be updated four times per year, but it is not done due to the order managers
think that there is no time to perform the updates. Therefore the price database is not
updated, and furthermore it is hard to find components in the database. There is no
concise way in saving prices in the database. It is hard to find prices on components
when the employees do not know what to search for. This when the search function
is very sensitive to different commandos as space or not between signs.
4.2 Quantities in the work flow
By studying reports in OMS it has been clear that the section receives between two to
seven orders or requests for quotes per day. To estimate the quantities of orders in the
work flow the flow was followed from the end to the beginning. When this study was
conducted there was one order which was expected to be viewed in OMS. Furthermore
there were nine orders waiting for responses from suppliers, and to estimate price and
delivery date. Orders that were lying in a list in OMS for purchasers to handle were
thirty. Five orders were waiting for components to be purchased. The manager had
twenty orders that were waiting to be attested. There were ninety orders waiting for
components which have been purchased to be delivered. Twelve orders were waiting for
the production to start. In the end of the flow there were two hundred orders that were
delivered, but no invoice was sent to the customer.

Lean Administration Kristoffersen Empirics
44
4.3 Time in the work flow
The work flow in this section is divided into two parts: the time an activity takes and
waiting between activities. Therefore there are two tables that are viewed. One table
shows how long activities take and the other one shows the waiting time between
activities. The time for activities has been established through interviews with the
employees, except activity order to delivery which has been established through reports
in OMS. The waiting time between activities has been established through studying
reports in OMS but also in interviews with the employees.
4.3.1 Time per activity
Table confidential.
Table 3. Time per activity in the work flow.
4.3.2 Waiting time
Table confidential.
Table 4. Waiting times between activities in the work flow.
4.4 Secondary data
4.4.1 Field of responsibility
By studying the section document “Functional description of the section” it is clear that
the section has responsibility for:
- Receive orders from internal and external customers.
- Have customer contact.
- Make financial monitoring of manufactured products.
- Validation of documentation.
- Manage major production projects.
- Purchase materials for new projects, and assisting with component choice in new
projects.
- Plan production.
- Ensure that necessary skills are available to solve the organization’s commitments.
- Preparing forecasts and investment base.
- Requirements to design units.

Lean Administration Kristoffersen Empirics
45
4.4.2 Histogram of lead time
By studying reports in OMS the total time for orders from income to delivery has been
established that it can vary between zero to three hundred thirty eight days. The extreme
values from the right in the histogram depend on the orders being projects, which means
that the planned delivery date is a year later. Further long lead times to delivery can
depend on problems of delivery from suppliers.
Figure confidential.
Figure 4. Histogram of spread of number of orders in days.
The total time for orders from delivery to invoice is zero to four hundred twenty six
days, which has been established by studying reports in OMS. The extreme values from
the right depend on missing invoices from suppliers, the administration cost is too high
and the managers have not taken a decision on how to handle the problem. Other
problems that exist are missing parts and the customer is unknown.
Figure confidential.
Figure 5. Histogram of spread of orders from delivery to invoice.
4.5 Summary of empirics
- The section that has been studied is managing orders and its purchase. There are
nine employees and a manager at the section.
- An order that arrives to the section goes through activities concerning order
managing, purchase, delivery and invoice.
- There are some reworks made in the section, for example when a customer changes
the order requirements or when a component has been forgotten to purchase.
- A lot of the time working the employees is in meetings.
- The context of the section is affecting the improvement work when the willingness
to change has disappeared.
- There are some improvements possibilities in the section concerning the
communication, roles, implementation, way of working, cost models and price
database.
- There are variations in both lead time and process time. From order arrives to it is
delivered it can vary between zero to three hundred thirty eight days. It is also,
especially between the purchasers, difference in process time. A activity can
difference in time between two and a half day.

Lean Administration Kristoffersen Analysis
46
5. Analysis
In this chapter, an analysis of empirical data will be made based on the theory of Lean.
5.1 Product family
Most of the orders that the section is managing are unique, seen from the employees
view. This is true in one way, but not in another way not. The orders are unique in that
there is a unique customer that wants a unique end product, but the components to the
end product is not unique in most orders. Therefore the orders can be standardized in
some ways and divided into two different product families. There are those that are
industrialized, which employees can manage in a simple manner when they recognize
the order by knowing how much it will cost and approximately how long the lead time
will be. The industrialized orders are orders that do not need supply contact to create a
quotation, if there exists an updated price database.
Then there are unique orders that the employees have not handled before. The order
managers do not know how much the orders will cost or how the long lead time will be.
Therefore the order managers must contact the suppliers, purchasers and production for
estimation of cost and time. These are the real unique orders.
5.2 Waste in the section
In this study the waste is produced through the employees and also the information
management. The employees do not work in a team, therefore the work is less effective
and waste in form of lost information is created. There is no structure on how the
information flow is manage, therefore waste is created.
- Stocks. There are different kinds of stocks in the section. Stocks exist when there
are orders waiting to be taken care of in a process. (See Table 5 in 5.3, p 48).
Furthermore there are stocks in the section in forms of documents concerning
processes and orders. The section has a large stock of documentation concerning
orders and quotes from suppliers. The problem is that no one of the employees
knows where these documents are kept or where they should look for them. This
problem occurs because the employees each have their own way of working, and no
standardized way of working exists.

Lean Administration Kristoffersen Analysis
47
- Unnecessary movement. The cause of unnecessary movement in the section is when
both order managers and purchasers are involved in production to solve problems
concerning the orders.
- Waiting time. In the section there are different kinds of waiting time. For the order
managers there is a waiting time to get answers from the purchasers who has
contacted the suppliers to get answers about price and delivery time. Another
waiting time for the order managers is to get an acceptance from the customer
concerning the OM. For the purchasers the largest waiting time is to wait for the
ordered components to arrive. The largest waiting time in the whole work flow is
from an order is delivered until it is invoiced.
- Rework. When the customer isn’t satisfied with the OM the order managers have to
rework the order. Further rework can occur when purchasers have performed a
purchase and an error is detected when it is being attested. An error can for example
be a purchase in the wrong currency. The purchase must then be redone. Another
rework can be performed when production discovers that components are missing to
the order. The purchasers then have to go through the order once more to find out
what is missing, which suppliers can be used and purchase the missing components.
Further rework has to be made when suppliers delivers wrong components or
missing components.
- Waste of untapped skills /creativity. The section has a system called “Continuously
improvements” where they can propose improvements, which means that the
employees can use their ideas. The problem is that the system is not used by
everybody, and many of the employees have good ideas but does not present them
when they are tired of earlier suggestions improvements that have not been
implemented.
5.3 Key performance indicators in the section
- Processing time for the employees in the section varies depending on experience
and the complexity of the order. For order managers their process takes between
fifty minutes and sixteen days before they handle over the order to purchasers. For
the purchasers the process time varies between ten minutes to three days before a
purchase is performed.

Lean Administration Kristoffersen Analysis
48
- Lead time:
Table confidential.
Table 5. Lead time.
- Value-added time. Many processes in the work flow are value adding, but there are
also many activities related to the processes that are not value adding. The value
adding processes are directly related to the value for the customer, an example is to
create a quote or perform a purchase. The major cause for non value adding is
waiting time between activities. A lot of the working time for the employees is spent
on meetings. The meetings could be value adding activities as many meetings are
regarding order planning, prioritizing and customer contact. However too much time
is spent on these meetings instead of working with other direct value adding
activities. Further rework in the section is not adding value to the customer. (See
Rework 5.2 Waste in the section, p 47).
- Set-up time for an employee is a few minutes to understand the order, what has to be
done and what has been done before.
- Demand rate is between two to seven orders per day for the section.
- Percent complete and accurate, of which there is no exact statistics. An example of
this is when the purchaser is not updating the order managers concerning the
delivery time if the order gets delayed.
- Reliability in the section is great when every employee has a personal computer that
is available when needed. There are also several printers which do not create
problems if one is broken, except that the route to the printer becomes longer.
- Stocks in the section can be of different kinds. There are stocks consisting of orders
waiting to be handled in different activities.
Table confidential.
Table 6. Stocks of orders in the work flow.
A further stock exists when components are purchased but have not been delivered from
suppliers.
- IT-systems used in the section are OMS, PDB, WS, SS, BS, Excel, MSProject and
PS.

Lean Administration Kristoffersen Analysis
49
- Access time in the section is seven and a half hours per day. This can vary
depending on how many meetings are conducted each day.
5.4 Value stream mapping
Below is the work flow of the section showed based on the collected data. The flow
chart shows how an order passes within the section through various activities. In the
flow chart is also shown how long activities takes and waiting time between activities,
in parentheses is the average time. The green boxes and arrows mean that the order
passes through smoothly, yellow boxes indicate that there are some problems, and red
boxes and arrows indicate bottlenecks in the work flow. Grey triangles show stocks of
orders in the work flow. The times at the bottom of the flows are waiting time and
process time. These times are identified through interviews and by studying reports. The
words in smaller font at the bottom of the boxes explain which system is used to
perform the activity.
The flow shows that the lead time can vary a lot and where the bottlenecks are in the
flow.
Figure confidential.
Figure 6. First part of the sections works flow.
Figure confidential.
Figure 7. Second part of the sections work flow.
Figure confidential.
Figure 8. Third part of the sections works flow.
Bottlenecks in the work flow are when orders get halted. In the sections work flow there
are three bottlenecks.
- Order managers estimating price, delivery time and production time. This is a
bottleneck because the lack of standardized prices leads to problems in estimating
price, delivery time and production time. It also halts the order when order managers
have to ask purchasers to contact suppliers to get information concerning price,
delivery time and process time.
- Order arrives to purchasers. This is a bottleneck when the purchasers cannot keep up
with the number of incoming orders. The purchasers cannot keep up with the
incoming orders because the purchasers are doing activities that are not related to
the actual purchasing, an example is when they are performing goods reception. The

Lean Administration Kristoffersen Analysis
50
purchasers cannot keep up with the incoming orders when there is coming in two to
seven orders each day. Therefore it should leave two to seven orders each day.
Assume that the average is five orders each day, and then there is one order every
one and a half hour. Then the purchasers cannot keep up with the incomings orders
when the large orders take between three hours to three days to complete.
- Send invoice to customer. This is a bottleneck because of several reasons. One
reason is that purchasers forget to fill in a box in OMS that highlights that order has
been delivered. If this box does not get ticked an invoice cannot be sent because the
order is not recorded as delivered. Furthermore there is a problem for the section
when they have to wait for their invoices from suppliers before they can send the
orders invoice to the customer. Another reason for this to be a bottleneck is because
they have to verify the invoice. This in itself is not a problem. The problem is an
often occurring difference between the OM and the invoice. When there is a
difference further work has to be performed to detect why there is a difference.
5.5 Proposals for improvements in the section
By using Lean to visualize the flow and problems, proposal for improvements can be
created. Underneath are proposals for improvements in the sections work presented. The
improvements are created with the foundation in Lean to shorten the lead time and
standardize the work. The proposals are a translation of how Lean can be implemented
to improve the section.
- Divide orders into two product families.
The orders are of two types: industrialized and unique. These two types have
differences in lead time. The unique is more complex and takes longer time to
complete. Furthermore there are differences in the process of the two order types.
The unique orders are harder to estimate price and time, therefore suppliers often
has to be contacted. Therefore orders should be divided into different product
families with two different goals. The goals should be suited for industrial and
unique orders. Industrial orders may have a goal for five days, as it is today, from an
order arrives to the customer has received a response to the order. The unique orders
may have a goal set at ten days, as suppliers often has to be contacted to estimate
price and delivery time.
By dividing orders into different types, different ways of working could be
established. The orders can be divided into two different work flows by contacting
suppliers or not to estimate price and time.

Lean Administration Kristoffersen Analysis
51
- Standardize the sections processes.
Today the employees in the section are working in different ways, even when they
have the same position. This difference in work is making variations in price for the
customer. One way to standardize the work is to define and implement roles and
work processes in the section. This is not only for the customer, it is also important
for the employees. Today it is unclear what roles the employees have and how the
working processes are formed. Therefore the employees are unique, and this creates
problem when this employee is not at work.
Review the organization to have the right person with the right knowledge in the
right activity. Today the employees do everything, instead of seeing what
qualification is needed in which activity to create a better flow by having the right
person at the right activity. The order managers create a relationship to the customer,
and therefore are more bound to the specific work with a specific customer. By
document the order managing step by step it would be easier to follow the order, and
thereby easier for another order manager to handle the order and customer contact if
the original order manager would be away.
For purchasers it makes the work easier by having good knowledge about the
components, but if there would exist a system of stocks, suppliers and components
the work would be easier for everybody. If these systems did exist and work in a
good way, the specific person bound knowledge would not be needed, and therefore
could purchases be performed independent on person.
Further goods reception and handle over order to production do not necessary need to
be handled by the purchasers, the activity could be performed by another section and
persons. The same is for delivery orders, small orders do not need purchasers to
deliver. Small orders can also be delivered by the ones delivering the large orders.
Actual cost calculations should be performed by the order manager who is managing
the order. The order manager has the best knowledge of the order, why everything
cost as much as it does or why there has been a difference between quotation and the
actual cost calculation.
To standardize the work process for the order managers there should only be one
way to contact them, which should be through OMS. The function to contact them
through mail should be removed.
Today purchasers lead time can vary depending on which purchaser is performing
the purchase. This is a problem for the customer and the section, when it effects

Lean Administration Kristoffersen Analysis
52
prioritizing of orders and work flow. To solve this there can be different solutions.
One way is to educate the purchasers so they have the same knowledge and way of
working. Further solutions can be to implement the sections purchasers in the
purchase department. The part of the flow that could be moved is from order arrived
to purchase to a purchase is performed. By having all purchasers in the same
department the result will be standardized ways of working. There will also be a
better flow in the orders which includes right prioritizing, and an understanding of
the work which leads to more employees can help if there will occur a problem.
Furthermore the purchaser would not be involved in goods reception and handle
over order to production, and not be in the production department. A solution to that
is to create a stock system, which is easier to implement in the purchase department,
to see what components that are in stock or not.
Furthermore, to make fewer variations for the customer a price model should exist.
This price model should be the foundation in creating an OM. This price model
should make it easier to estimate price for both industrialized and unique orders, but
especially industrialized orders. Today the administration can cost too much in
relation to the ordered product. Therefore by dividing orders of type fixtures and
systems into different sizes, small, medium and large, different prize models can be
created with standardized administrative costs. To take away the reporting of time
will make the employees less stressed, and the customer will get a more concise way
of price setting. Further small order as cables could be handled in another way, this
by charging extra for the administration cost. A question to be asked is if these small
orders are of value for the customer, the section and the company, and if they should
delivery so small orders.
A price database could also be created to make the work easier concerning
estimating price. The price database could be sorted on the company’s own
numbers of components, but the search function should not be sensitive to wrong
spelling or space between words and numbers. Further there could be two functions
in the database. At first it could have prices on components from quotations from
suppliers, and the other part could be on total order prices on systems and fixtures
where the administration cost is also included. By performing an actual calculation
after the order is delivered it can be used to estimate price in further orders. The
actual calculation can then be used as a quote, which leads to fewer variations in
price. This also makes the work for the order managers easier when they have an
actual calculation to base their quote on. To use an actual calculation leads to fewer
long shots in estimating price and lead time. The actual calculating will be used to
update the price-database to make the prices as contemporary and exact as they can
be. The price database could have one responsible employee who updates it each
third month.

Lean Administration Kristoffersen Analysis
53
To spend more time on value adding activities the recurring meetings in the section
should be reviewed. Today there are many meetings which are time consuming.
The meetings could be reviewed to see how the meetings could be fewer and
performed in a less time consuming way.
- Visual communication.
To improve the communication between the order managers and the purchasers
about delivery time a morning meeting every day should be implemented in the
section. These morning meetings should not be long meetings, just about five to ten
minutes and be performed in front of a board. The meeting should be used to
improve the communication by updating if there is something new concerning
orders, if goals for the orders aren’t manageable and if there is some problems
concerning the flow of orders. For example if orders delivery date is delayed
purchasers can inform the order managers. Furthermore these morning meetings
would lead to that other meetings during the week could be removed. This would
lead to more time spent on value adding activities.
The order flow in the section is not visual, although the order can be followed in
OMS. If orders cannot be followed in a good way it affects the customer when the
order managers cannot update the customer about information concerning the order.
To make the flow visible a board can be used. The board could be divided into
different stages of where the orders are in the flow. The visual planning can be a
board in the sections office space, so called VMS board. By using a VMS board it
would also make the invoice problem visible and simplify the invoice process. A
complement to the VMS board could be a regular invoice meeting with order
managers and the manager of the section to improve the process. Today invoices can
be one hold before it gets send to customer, and this costs the section a lot in interest
rate. One reason for the invoice delay being so long before it gets send is because
the purchasers sometimes forgets to mark in OMS that the order is delivered. By
using a VMS board it will be visualized which orders are delivered, and there will
be less mistakes and forgetting.
- A consistent way of prioritizing orders.
Today there is no consistent way of prioritizing orders. There are meetings to
prioritize orders at different stages of the work flow. The order managers prioritize
the orders. Further there is a meeting where the start of the production gets planned.
In this meeting the orders get prioritized by the employee who screams the highest.
This is not a good way of prioritizing, some orders are not prioritized and then spend
time waiting for an unnecessary long period before going to production. A way to

Lean Administration Kristoffersen Analysis
54
avoid this is to work after the principle First In First Out (FIFO). By using FIFO as a
base model for the section, a short planning meeting once a week can be performed
to discuss if there are any orders that has to be specially prioritized, for example
orders from new customers, or it could be discussed during the morning meeting. By
using FIFO several meetings during a regular week for the employees could be
removed or shortened. Further orders will not be waiting unnecessary long, and the
one who screams the highest will not gets the order first to production. Adjustment
has to be performed to able to use FIFO. This is necessary when a part of the
sections orders have delivery date planned a year ahead.
5.6 Correlation to Lean
5.6.1 Lean
What has become obvious through this study is how much the attitude in the section
effects its improvements, and therefore Lean in itself cannot make a section work better
with less wastage. When the employees in the section are a group that do not want to
take responsibility for their work it is hard to implement Lean. Lean demands that the
employee performing the activity takes responsibility, to make the quality better and
continuously improve the work. To implement Lean successfully a visual leadership is
required. The section has not identified what value is for the customer, and all
employees have their own view of value. When there is no mutual value it is hard to
work in a common flow together. Therefore the rest of the Lean principles fall in this
section when they do not have mutual value, which leads to no common processes or
flow and therefore it cannot be improved when nothing is standardized or visual.
5.6.2 Correlation to Toyotas 14 principles (4P)
Philosophy
Today the section does not take decisions based a long-term view. The section does not
have a plan of where they want to be and therefore it is hard to work in a long-term
view. The study has made it obvious that to work with Lean as a strategy, goals has to
be clarified for the employees to achieve the expected results.
Processes
Today some of the sections employees do not want to have visual flows, because then
they have to handle the waste and problems in the work flow. They do not know where
to start working with the problems and in what way to solve them. Further the
employees want to be unique and therefore cannot help each other when they work in
different ways. Therefore the workload cannot be divided evenly over all employees, in
their work flow today. When everybody works in different ways and they have not

Lean Administration Kristoffersen Analysis
55
decided to standardize the work flow, problems can be hidden and improvements cannot
be made. By using Lean, the work processes could be standardized to make problems
visual and the work load evenly.
People and partners
The willingness to improve and taking responsibility in the section is low. If the
employees in the section do not want to take responsibility for their own work, it is hard
to help partners develop. If a section is afraid of problems and is avoiding
responsibility, a climate that allows ideas to come forward, finding problems and
solving them has to be created. When that is achieved partners can be helped.
Problem solving
The section has earlier been involved in creating processes and improvements, but often
these have not been implemented. Therefore the employees today are tired of
improvements, as their thoughts have not been used through the past. By using Lean to
take responsibility of their work and to standardize work processes it will make it easier
to identify problems. When the problems are visual it is easier to start thinking of
solutions, and further improvements must be implemented to show the employees that
improvements can be made.
5.6.3 Correlation to the house of Lean
The foundation of the Lean house consists of visual leadership. In order to succeed with
Lean, it has become clear through this study that, clear and visual leadership is needed.
The manager has to lead the section by making sure that the employees understand and
know the goals and the plan for the implementations. Further the manger has to make
sure that the employees share the same norms and values. Further the foundation of the
Lean house consists of stable and standardized processes. Today the section does not
have standardized processes, but by implementing Lean they can create standardized
processes.
One of the walls in the Lean house stands for Just In Time. It is hard to perform Just In
Time in this section when there are external suppliers that effect the activities by their
delivery. Just In Time could be used in this section by standardizing the work processes,
and by using FIFO in prioritizing. The problem is that FIFO will not be used when it is
not appropriate in the whole flow when for example some orders should be delivered a
year later.
The second wall is quality. Today customers are not completely happy with the result of
ordering products from this section when the lead time is too long. By focusing on what
the customer wants, the right quality can be delivered in time. Changes have to be made

Lean Administration Kristoffersen Analysis
56
in the sections work and systems to deliver the quality in lead time that the customer
requires.
The roof stands for customer focus, which has already been discussed. By focusing on
the customer it will show what is of value in the section, what processes are appropriate
and how to standardize them.
The content of the Lean house is continuously improvements which build on employees
teamwork and on reducing waste. To work continuously with improvements requires
that the employees take responsibility for their own work. By taking responsibility of
the work, problems are visualized and solutions can be created to reduce waste. The
environment in a section therefore requires good teamwork to let ideas come through.
5.7 Correlation to previous research
The section have had problems with implementing improvements earlier, and today
they have no trust in implementation work. Therefore it is important to have a plan of
how the implementation is going to be performed, so everybody knows the reason of the
implementation. A goal, which has to be understood of everybody, is necessary to have
something to work towards. By having a goal to work towards, everybody knows why
the improvement is implemented and what it will achieve. This is what Maleyeff argues
for, that companies do not create a plan or goals by performing an implementation and
therefore it is affecting both internal and external customers in the flow65
. Further
argues Maleyeff that the five Lean principles are important66
. In this study it has been
showed that all principles do not have to be used. In this section following the demand
have not been important to include in the analyze, when it today already is the customer
who controls the demand. The section produces when the customer asks for it. It also
can be said that it is important to know what value is and which processes are bound to
these values. By knowing the values flow can be created. When the flow is visual it is
important to constantly work with improvements, what is up to date today is history
tomorrow.
To motivate the employees to work with improvements and Lean there has to be a goal
and a plan to do this. The goal for the studied section is to reduce lead time and
variations in lead time and price. It is, as Bahsin and Burcher argues, that the knowledge
concerning Lean is not missing, the problem is that the mutual goals are missing and the
employees are working in different ways67
.
65
Maleyeff. 2006. Pp 674-689. 66
Ibid. 67
Bhasin & Burcher. 2006. Pp 56-72.

Lean Administration Kristoffersen Analysis
57
The section focuses on small problems instead of taking actions against the big
problems. By not having an overall solution, the effort to come up with small solutions
to a big problem is too energy-demanding. Therefore the motivation and willingness to
improve the sections work is lost. Further Lean has become fashion in companies and is
implemented, but many companies just implement it on the surface. Lean does not
become a philosophy, and this is the same for this section. It will take many years
before Lean is something natural in the section. Schonberger have pointed out that Lean
is hard to implement, even if there is a need of it68
. Many companies do not succeed
because they do not work with Lean constantly and deeply, because the employees are
just as in this section not enough motivated or willing. Further Schonberger argues that
Lean cannot be used by all companies in all situations69
. This study agrees with
Schonbergen, when it has been obvious that Lean cannot be implemented in this section
before responsibility is taken.
Lean has been criticized by Cox and Chicksand for not being universal and not work in
all business in every business environment70
. Through this study it has been realized
that Lean cannot be performed in the same way in every business, but the Lean thinking
can be used. This study has made it clear that Lean is about creating a team that help
each other forward to create a product that satisfies the customer. Lean will not look the
same way in all companies but that is what it is all about. To make your company
continuously improve, you cannot take someone else ideas or ways of working, you
have to know your own business and its problems, create your own ideas and see the
business value and work flows. Further Cox and Chicksand criticize Lean because the
business environment changes, and therefore Lean cannot be used in all situations71
. By
using Lean, which has been realized through this study, the company will change with
the environment and adopt. The company cannot use all tools in Lean at all times, but
Lean is about thinking and that will permeate the business and its employees if Lean is
accepted as a way of thinking.
There has been critic concerning Lean from Cox and Chicksand that it suits high
production volumes and predictable demand72
. This study shows that it is partly true.
Lean can always be used to identify the flow and value, and then improve the flow, but
it is much easier to implement Lean in a flow with predictable demand and standardized
products. The largest reason why Lean cannot work in a unique flow is because it
demands more work and time on implementation and adjusting Lean to the specific
company and its flow. Therefore most companies do not have the strength, willingness
and time to adjust Lean to them, and it is easier to say that it does not work than to
68
Schonberger. 2007. Pp 403-419. 69
Ibid. 70
Cox & Chicksand. 2005. Pp 648-662. 71
Ibid.. 72
Ibid. 2005. Pp 648-662.

Lean Administration Kristoffersen Analysis
58
adjust Lean and give it a try. Further, Lean can work even better if it is complemented
with other tools to improve the work. The important is not what the names of the
improvements are but to always strives to be better, and to work in a visual and correct
way.
By visualizing the flow and the work in the section the employees have to take
responsibility for their work. The new responsibility in visualizing the problems makes
the employees very stressed and worried, which has been seen in the studied section. As
Higgins argues for creating a visual picture of the section the work can be more
efficient73
, which this study also can agree in. Through visualization the employees sees
and understands the whole flow.
5.8 Model for further implementations of Lean
Through this study thoughts on how Lean can be implemented in an administrative
section will be gathered in a pyramid for further implementation of Lean.
Figure 9. Pyramid for further implementations of Lean.
- Take responsibility. To make an improvement and implement Lean the section has
to take responsibility for their work. The employees must take responsibility for
their own work, and the problems which comes with the work. If they cannot do
that, Lean and improvements cannot be implemented. The managers also have to
73
Higgins. 2007. Pp 16-19.

Lean Administration Kristoffersen Analysis
59
take responsibility to lead and motivate the employees, and be a role model to
succeed with implementations.
Information and meaning. It is important to give the employees information
concerning the sections future. By informing the employees and letting them know
the prediction concerning the nearest future, they will get more secure and commit
to their work. Further the meaning of improvements and changes has to be clear so
the employees know and understand why there is being changes implemented.
Concretization of goals and plans are also important to succeed with implementation
work.
- Engage all employees. When the employees take responsibility for their work, they
have to be engaged. Lean cannot be implemented in a section if there is no
understanding for why Lean is needed and how Lean is going to be used. Therefore
goals and plans are crucial when Lean work and improvements are introduced.
- Visualize. To make improvements and use Lean the work in the section has to be
visualized. By visualizing the employees get an understanding for the work and the
work flow in the section. When the work is visualized, problems also get visualized
and are no longer hidden. When problems are not hidden they can be discussed and
different solutions can be presented.
- Simplify. When the work and problems are visual decisions concerning solutions
can be made. The work flow should be as simple as possible to make the work go
smoother for the employees. By simplify the work, problems are easily detected.
Further a greater understanding for the work is created and therefore problem
solving can be performed in the section.
- Improve. If the work flow should continue to be visual and simple, continuously
improvement work has to be performed. The employees and the section can never
stop to improve. By always improving they can be better and better when problems
are visual and solved, and not hidden. Further by simplifying the processes the work
will be easier for the employees, even when they in the beginning will feel less
special. Goals and plans also have to be continuously updated and explained.

Lean Administration Kristoffersen Analysis
60
5.9 Summary of analysis
- The orders in the section can be divided into two different product families, unique
and industrialized.
- Five wastages have been identified in the section, which are stocks, unnecessary
movements, waiting time, rework and waste of untapped skills.
- One flow has been identified in the section, and in the flow there are three
bottlenecks. The three bottlenecks are when order managers have to estimate price
and time to the customer, when the order arrives to purchasers and to send invoice
to customer.
- To improve the section by implementing Lean orders can be divided into two
product families, processes can be standardized, visual communication can be used
and a consist way of prioritizing orders.
- What have become obvious through this study is that the section is not at all
working accordingly to Toyotas 14 principles. It has also been clear that the Lean
house cannot be used and stand for the context if some of the parts are missing. It is
as a real house, if the foundation, roof or the walls are missing there cannot be an
inside of the house.
- To succeed with Lean responsibility of the work and visual leadership is required.
- Previous researchers have been right that Lean could be used in an administrative
section, the problem is if there is no stable foundation with goals, plans and
responsibility nothing can be implemented or improved. Not even Lean. Therefore
criticism concerning Lean is justified, but when Lean works as it should it is
amazing what it can do for a sections work.
- A pyramid with five steps has been created on thoughts concerning implementation
of Lean. The first step is to take responsibility and give information and meaning.
The second step is to engage all employees and the third is to visualize. The fourth
step is to simplify and the last is to improve.

Lean Administration Kristoffersen Discussion
61
6. Discussion
In this chapter a discussion concerning Lean, implementation, the results of this study
and the author’s thoughts will be presented.
Through this study it has been realized that Lean is built on good sense and knowledge
of the company, its processes, employees and customers. For companies it is difficult to
work with good and common sense by themselves, it is therefore easier to use Lean
when you have good sense gathered in a model that presents how you can work with it.
It will be easier to work when all employees share the same sense. Therefore Lean has
become so popular and well spread through businesses and different business areas.
Lean is also a special way of working as it focuses on the employees. This implies that
the employees have to take responsibility for their own work, which can be stressful and
demanding in the beginning. Therefore Lean is not appropriate in all businesses if the
employees cannot take responsibility. First of all the business has to confront the
employees to take their responsibility and then Lean can be implemented, otherwise
Lean cannot be used in its proper meaning. If there is no willingness to take
responsibility for the own work Lean will fail to be implemented. Lean makes
everything visible, which used in a correct way can make the section improve. By
presenting the work flow visually it is easier to identify and implement standardizations.
When a standardization is introduced problems can be seen when they occur, which
they cannot in a not standardized work process. By visualizing what is value and waste
in the work flow it will be easier to satisfy the customer when the employees also know
what the customer demands.
To engage the employees, it is important to have a plan for the implementations and
goals. This includes both goals in short and long terms, but the focus should always be
the long term. The short term goals should be to motivate the employees to continually
work towards the long term goal. It is important that all employees know the plan and
the goals, because if the employees do not understand why they should carry out the
implementation there will not be any change. On the paper there can be a change, but in
the way of working there have not been any changes, as it is the employees who work
and make changes in companies. Therefore engaging the employees in the improvement
work is essential. The employees know their own work best and have the best solutions
for improvements, and know what would be best to achieve.

Lean Administration Kristoffersen Discussion
62
The results of this study have showed that lead time can be reduced in an administrative
section by using Lean. What has been shown is how the employees affect the way of
working and the implementation work. It is easy to implement Lean skin deep by
visualizing the flow and make some improvements, but what is difficult is to constantly
work with improvements and not see Lean as a process that will have an end. Therefore
Lean can be hard to implement. It is easier to convince employees to use Lean when
high volumes are produced, but when the product or service is seen as unique it is hard
to convince the employees to use Lean. For many persons a unique product or service
cannot use a standardized way of working. This is wrong, because all processes even
those who produces unique end results have similar ways of working. Therefore
standardization processes should be used as much as possible in companies.
Standardization makes the work easier to understand and assistance can be offered to
employees as it is easier to understand the processes. Further, problems get more
visualized when something differs from the standard way of working.
Furthermore, Lean takes years to implement and demands continuous work to improve.
Many companies do not have the strength to do so. To succeed with Lean the
employees have to take responsibility, give information, engage all employees and
make them work towards improvements at all times. This takes special kinds of persons.
Many people do not have the strength to go to work and improve every day. Therefore
Lean is hard to implement in depth in businesses, but all businesses can use Lean more
or less. Lean is a good method with good thoughts that make problems visible.
Lean can be easier to implement when there are the same persons conducting the
activities and there is a low staff turnover. To make employees work with Lean in depth
for improvements, they have to believe in the company and its products or services.
Today it is difficult to make the employees support the business and it products or
services. Therefore the employees often do not understand what they get out of by
constantly improving the work flow. They can see that Lean creates much more work
and responsibility for them.
Lean is a great method, and when everybody in the company works to continuously
improve the processes, the company will be really competitive. To work with Lean is
tough, it is difficult to engage all employees and to take Lean all the way and succeed. If
the business have that strength to continuously improve, it is worth all the tough work
for implementation. Therefore, implement Lean in your business. There is nothing to
loose. Just to win, in one way or another. Even if only solutions of superficial problems
are being visualized, improvements are going to be performed.

Lean Administration Kristoffersen Discussion
63
6.1 Summary of discussion
- Lean is building on good sense. The proposals of improvements have not been
revolutionized, there are proposals that are normal and could have been created
without Lean. Why Lean has become so popular is because it is a way of working
with goof sense, focusing on the employees and making the work visual. When the
work is visual it is easier to identify problems and improve the work.
- If the employees do not take responsibility of their work the implementation of Lean
fails. It also fails if there is no visual management that are engaging and motivating
the employees.

Lean Administration Kristoffersen Conclusions
68
7. Conclusions
This chapter presents the conclusions for this study. Further a discussion concerning
Lean and this study is presented. In the end there will be suggestions on what can be
studied in further researches.
Below the purpose of this Master thesis is presented again and after that the conclusion
is presented.
The purpose of this study is to explore how Lean can be implemented in an
administrative section to standardize the work processes, reduce waste and lead time.
Further a foundation will be created for a model to implement Lean in other
administrative sections.
The conclusions of this study is that Lean can be implemented in an administrative
section, by identifying value and making flows visual and processes standardized. By
standardizing processes waste can be identified and reduced, and lead time can also be
reduced. Lean can be implemented by visualizing problems and improvements to
creating a price database, price model and VMS in the studied section. These are
examples from this study how Lean can be implemented. There are no revolutionary
proposals, but they fill the Lean purpose to standardize work and therefore be able to
identify waste and reduce it.
Thoughts on how Lean can be implemented in administrative sections have been
gathered in a pyramid model with five different steps that build on each other to
succeed. The first step is to take responsibility and give information and meaning to the
employees. The second step is to engage the employees. Visualization is the third step.
The fourth step is to simplify and the last step is to improve. If one step is not fulfilled
the next step cannot be reached.
The answers to the asked questions of this study are presented below:
- Which flows exists in an administrative section?
In this administrative section that has been studied only one flow has been
identified. This flow concerns orders from quotation to invoice. The focus in this
administrative section is information flow when different kinds of information

Lean Administration Kristoffersen Conclusions
65
concerning orders are managed. The flow could be divided into two different flows
in the future.
- How can lead times be reduced in these flows by using Lean?
Lead time in this study can be reduced by identifying what is value adding
processes for the customer and create a visual flow over the processes. Further the
processes can be standardized to identify problems and waste. By taking
responsibility of one owns work improvements can be made, and therefore lead time
can be shortened.
- How can work processes in the section be standardized by using Lean?
By using Lean flows become visual, and therefore differences in work are
discovered. To make the flow work smoother a standardized way of performing the
work has to be identified. Standardization of work can be implemented through a
price database, price model and by creating one purchase department.
- What value-creating processes exists in an administrative section?
The processes concerning orders are value creating, which means processes that
give the customer value. In the studied administrative section this is represented by
the information flow concerning orders from quotation to invoice.
- What kind of wastage is there in an administrative section?
In the studied administrative section five of the eight wastages have been
identified. These five are: stocks, unnecessary movement, waiting time, rework, and
waste of untapped skills.
7.1 Further research
For further research it would be interesting to study how Lean works in an
administrative section in a long perspective. If Lean is something that is just a skin deep
implementation, done because it is modern, just like mass production was back at Ford.
Can Lean work in the long run, or has it no effect if the company just implements it on
the surface of the company? It would also be interesting to compare Lean in production
and administrative sections. Is it easier to implement and work with Lean in one section
than the other? Is Lean more appropriate in one section than the other?

Lean Administration Kristoffersen Conclusions
66
For further research it would also be interesting to study how Lean works through a
perspective of Michael E. Porters Value chain. A comparing study concerning Lean and
the Value chain would be of interest.
7.2 Summary of conclusions
- Lean can be implemented in an administrative section by visualizing the work, and
identifying problems and improvements. Lean is a way of working with good sense,
and the improvements are “normal” improvements that are not special for Lean.
Examples in this thesis are price database and price model.
- Lean cannot be implemented in a section if the employees do not want to take
responsibility of their own work, and if there is not visual leadership.
- Further research could be performed studying Lean in a long time perspective, and
also studying Lean in relation to Michael E. Porters Value chain.

Lean Administration Kristoffersen Criticism
67
8. Criticism concerning the study
This chapter presents criticism concerning the study, as method and studied section
effects the results and is therefore here discussed.
8.1 Criticism concerning the method
To get as much and correct data to this study interviews, following orders and studying
documents were an appropriate method. It would have been easier from the beginning
of the study if I have had a greater understanding concerning the sections work. By
having great understanding concerning the work a deeper understanding of how Lean
could be implemented would have been created. Further some information and
misunderstanding can have occurred when there from the beginning was little
understanding for the sections work. To get a deeper understanding and more accurate
data, and underlying causes concerning lead time more orders could have been followed
during a longer period. By studying more orders during a longer time period a different
comprehensive view would have been given and a broader understanding.
8.2 Criticism concerning the studied section
The study object, the section, would have given other results if another section would
have been studied. The section was of an administrative kind, which therefore was a
good example. What could have given the study another view is if the section have had
taken responsibility for their work and would have been more open to changes.
8.3 Summary of criticism of the study
- Greater understanding concerning the sections work from me could have given the
study a deeper understanding concerning Lean and how to implement it.
- By studying another section other conclusions could have been created.

Lean Administration Kristoffersen References
68
9. References
9.1 Printed references
9.1.1 Books
Björklund Maria & Paulsson Ulf. Seminarieboken – att skriva, presentera och
opponera. Lund. Studentlitteratur. 2008. First edition.
Johannessen Asbjörn & Tufte Per Arne. Introduktion till samhällsvetenskaplig metod.
Malmö. Liber AB. 2003.
Keyte Beau & Locher Drew. Leanhandboken. Värdeflödeskartläggning inom
administration, service och tjänster. Malmö. Liber AB. 2008.
Larsson Linus. Lean administration. Konsten att införa och praktisera Lean i
administrativa stödprocesser. Malmö. Liber AB. 2008.
Liker Jeffrey K. & Meier David. The Toyota way fieldbook. A practical guide for
implementing Toyota´s 4Ps. New York. McGraw-Hill. 2006.
Liker Jeffery K.. The Toyota way: 14 management principles from the world´s greatest
manufacturer. New York. McGraw-Hill. 2004.
Tapping Don & Dunn Anne. Lean Office. Demystified. Chelsea. MCS Media, Inc. 2006
Womack James P. & Jones Daniel T. Lean thinking. Banish waste and create wealth in
your organization. London. Free press business. 2003
Womack James P., Ross Daniel & Jones Daniel T. The machine that changed the world.
The story of Lean production. New York. Harper Perennial. 1991.
9.1.2 Articles
Bhasin Sanyaj & Burcher Peter. Lean viewed as a philosophy. Journal of Manufacturing
Technology Management. Vol. 17: 1. 2006. Pp 56-72.
Available:
http://www.emeraldinsight.com/Insight/viewContentItem.do;jsessionid=D8C88EA1F2F
FF7108E5B39B874DB8696?contentType=Article&contentId=1532807
(2010-02-11)

Lean Administration Kristoffersen References
69
Cox Andrew & Chicksand Dan. The limits of Lean management thinking: Multiple
retailers and food and farming supply chains. European Management Journal. Vol. 23:
No 6. Pp 648-662.
Available: http://www.sciencedirect.com/science?_ob=ArticleURL&_udi=B6V9T-
4J2V4BS-
8&_user=10&_coverDate=12%2F31%2F2005&_rdoc=1&_fmt=high&_orig=search&_
sort=d&_docanchor=&view=c&_searchStrId=1225744140&_rerunOrigin=google&_ac
ct=C000050221&_version=1&_urlVersion=0&_userid=10&md5=f244bd3f36b216a167
2391a6029035bf
(2010-02-25)
Hicks B.J. Lean information management: Understanding and eliminating waste.
International Journal of Information management. Vol. 27: No 4. 2007. Pp 233-249.
Available: http://www.sciencedirect.com/science?_ob=ArticleURL&_udi=B6VB4-
4NP3P7S-
1&_user=10&_coverDate=08%2F31%2F2007&_rdoc=1&_fmt=high&_orig=search&_
sort=d&_docanchor=&view=c&_searchStrId=1225745096&_rerunOrigin=google&_ac
ct=C000050221&_version=1&_urlVersion=0&_userid=10&md5=ea5d59e71aecec0b2a
82e1ee4642c89c
(2010-02-25)
Higgins Nicholas J. Putting Lean HR into practice. Strategic HR Review. Vol. 6: No 4.
2007. Pp 16-19.
Available:
http://www.emeraldinsight.com.till.biblextern.sh.se/Insight/viewPDF.jsp?contentType=
Article&Filename=html/Output/Published/EmeraldFullTextArticle/Pdf/3720060411.pdf
(2010-02-25)
Maleyeff John. Exploration of internal service systems using lean principle.
Management Decision. Vol. 44: No 5. 2006. Pp 674-689.
Available:
http://www.emeraldinsight.com/Insight/viewContentItem.do?contentType=Article&con
tentId=1554299
(2010-02-15)

Lean Administration Kristoffersen References
70
Grönroos Chrisitan & Ravald Annika. The value concept and relationship marketing.
European Journal of Marketing. Vol. 30: No 2. 1996. Pp 19-30.
Available:
http://www.emeraldinsight.com.till.biblextern.sh.se/Insight/viewPDF.jsp?contentType=
Article&Filename=html/Output/Published/EmeraldFullTextArticle/Pdf/0070300202.pdf
(2010-05-20)
Scherrers-Rathje Maike, Boyle Todd A. & Deflorin Patricia. Lean, take two! Reflections
from the second attempt at lean implementation. Harvard business review. 15 januari
2008.
Available: http://hbr.org/product/lean-take-two-reflections-from-the-second-attempt-
/an/BH312-PDF-ENG?Ntt=Patricia+Deflorin
(2010-03-07)
Schonberger Richard J. Japanese production management: An evolution – With mixed
success. Journal of Operations Management. Vol. 25. 2007. Pp 403-419.
Available: http://www.sciencedirect.com/science?_ob=ArticleURL&_udi=B6VB7-
4K0FJVD-
1&_user=10&_coverDate=03%2F31%2F2007&_rdoc=1&_fmt=high&_orig=search&_
sort=d&_docanchor=&view=c&_searchStrId=1225747535&_rerunOrigin=google&_ac
ct=C000050221&_version=1&_urlVersion=0&_userid=10&md5=b653650985d358311
a2cefa26c794c9c
(2010-02-25)
The new improvement frontier: Developing Lean administration. Strategic Direction.
Vol. 21: No 11. 2005. Pp 33-35.
Available:
http://www.emeraldinsight.com/Insight/viewContentItem.do?contentType=Article&con
tentId=1528912
(2010-02-11)
Åsberg Rodney. Det finns inga kvalitativa metoder – och inga kvantitativa heller för
den delen. Pedagogisk Forskning i Sverige. Vol. 6: Issue 4. 2001. Pp 270-292.
Available: http://www.ped.gu.se/biorn/journal/pedfo/pdf-filer/aasberg.pdf
(2010-05-06)
9.2 Internet
Nationalencyklopedin. Sökord: Administration.
Available: http://www.ne.se/lang/administration/108403
(2010-02-08)

Lean Administration Kristoffersen References
71
Fredrik Emdén. Vi jagade bort tidstjuvarna. Chef. 2008-12-10.
Available: http://www.chef.se/dynamisk/index.php/index/artikel/vi-jagade-bort-
tidstjuvarna/#lasmera
(2010-02-25)
Lars Lychnell. Nu kommer Lean till IT-avdelning. CIO Sweden. 2008-12-01.
Available: http://cio.idg.se/2.1782/1.196736
(2010-04-18)
Ujvari Sandor. Lean. Högskolan i Skövde. 25 jan 2010.
Available :
http://www.his.se/PageFiles/31164/F%C3%B6rb%C3%A4ttringsarbete%20lean.pdf
(2010-02-28)
Validitet och reliabilitet.
Available: http://infovoice.se/fou/bok/10000035.htm
(2010-04-20)
9.2.1 Articles
Evans George. Measuring and managing customer value. Work study. Vol. 52: No 3.
2002. Pp 134-139.
Available:
http://www.emeraldinsight.com.till.biblextern.sh.se/Insight/viewPDF.jsp?contentType=
Article&Filename=html/Output/Published/EmeraldFullTextArticle/Pdf/0790510303.pdf
(2010-05-20)
9.2.2 Master thesis
Ahlqvist Joakim. Lean Service. En studie i hur Lean-filosofin används inom svenska
tjänsteorganisationer. Kungliga Tekniska Högskolan, Stockholm. 2008.
Available: http://www.kth.se/polopoly_fs/1.18445!2008_57.pdf
(2010-02-19)
Ivarsson Anna. Värdeflödesanalys på Ericsson AB Katrineholm. Luleå tekniska
universitet. 2006.
Available:
http://epubl.ltu.se/1402-1617/2006/103/LTU-EX-06103-SE.pdf
(2010-02-18)

Lean Administration Kristoffersen References
72
Larsson Elin & Johansson Daniel. Lean i administrativa processer. Handelshögskolan
vid Göteborgs universitet. 2009.
Available: http://gupea.ub.gu.se/dspace/handle/2077/20080
(2010-02-06)
9.3 Verbal references
Mikael, 2010-03-10 and 2010-03-15.
Fredrik, 2010-03-10 and 2010-03-17.
Göran, 2010-03-10 and 2010-03-26.
Anna, 2010-03-12.
Krister, 2010-03-12.
Elsa, 2010-03-12 and 2010-03-19.
Tina, 2010-03-11 and 2010-03-23.
Johan, 2010-03-11.
Anders, 2010-03-09.
Lean Administration Kristoffersen Appendix
73
10. Appendix
10.1 Price database
Confidential.
10.2 Price model
Confidential.
10.3 Visual Management System (VMS)
Confidential.
Lean Administration Kristoffersen Appendix
74
10.4 Interview questions
Lean
1. Do you know what Lean is about?
Work Flow
2. Describe your and the sections work processes.
- What processes is performed before and after your task?
3. Do you know how the section work flows look likes?
- How many orders are coming in? (For order managers)
- How many orders are in queue to purchase? (For purchase)
Key performance indicators
4. How long should your job take?
5. How long does your job really take?
6. How much time is spent switching from one job to another?
7. Is all you need for your work available when you need it?
Value
8. What do you think is value adding for the customer in your work?

Lean Administration Kristoffersen Appendix
75
10.5 Interview questions for interview number two
Questions to order manager Fredrik
1. How is a quote performed?
Show me by following orders.
2. What remake is done in order managers flow?
Questions to order manager Göran
1. Can you describe the recurring meetings for order managers?
Questions to purchaser Elsa
1. How is a purchase performed?
Show me by following orders.
2. Can you describe the recurring meetings for the purchasers?
Questions to purchaser Tina
1. What remake is done in purchases flow?
2. Can you describe the recurring meetings for purchasers?
Questions to cost follow up Mikael
1. How much does an employee cost?
2. What systems are used to perform the work in the section?
3. Can you explain the delays and problems with invoice?