
Le lean entreprise - CCI Territoire de Belfort · LEAN OFFICE Facturation Supports clients , SAV ,...
109
D-1.3-021-rev.01
Transcript of Le lean entreprise - CCI Territoire de Belfort · LEAN OFFICE Facturation Supports clients , SAV ,...

D-1.3-021-rev.01

ToptechToptechPrPréésentationsentation

Qui sommes-nous ?Notre missionAider les entreprises à offrir un meilleur service à leurs clientsen améliorant leur performance.
Nos clients:60 % PME - 40% Grands comptes.
Nos interventions:50% organisation industrielle,50% organisation de services (BE, R&D, Administrations, etc.).
Notre expérience:Une expertise de plus 19 ans, basée sur une démarche initiée au Canada par le ministère de l’industrie et du commerce. En France depuis 2001.
Chiffre d’affaires: 3.4M€.
Effectifs: 32 experts en France sur 4 agences.

Le défi des organisations…notre raison d’être

�� Comprendre les principes fondamentaux du Comprendre les principes fondamentaux du systsystèème du systme du systèème me leanlean
�� Comprendre le fonctionnement du Comprendre le fonctionnement du KaizenKaizen--Impact. Impact.
�� ConnaConnaîître la terminologie associtre la terminologie associéée au e au leanlean
�� Comprendre lComprendre l’’impact des outils de la PVAimpact des outils de la PVA
�� Transposer Transposer àà vos vos problproblèèmatiquesmatiques
Objectifs de la sessionObjectifs de la session
copyright © TopTech 2006. Reproduction interdite. Tous droits réservés pour tous pays.
copyright © TopTech 2006. Reproduction interdite. Tous droits réservés pour tous pays.
Introduction Introduction au Leanau Lean

Origine du lean
� Distance pour s’approvisionner� Distance pour expédier les produits� Taxes et douanes maximums� Coût de l’espace plancher� Horaire de travail� Salaire des employés
ContexteJapon
Système ToyotaSystSyst èème Toyotame Toyota

�� Avant tout une question de mAvant tout une question de mééthodes et non thodes et non pas juste une question de culturepas juste une question de culture
ProductivitéProductivitProductivitéé
+ 40%+ 40%+ 40%Augmentationde la qualitéAugmentationAugmentationde la qualitde la qualitéé
Diminution del’absentéismeDiminution deDiminution dell’’absentabsentééismeisme
Usine GM de Fremont (SanUsine GM de Fremont (San--Francisco)Francisco)…… TOYOTATOYOTA--GM = NUMMIGM = NUMMI
Le point de dLe point de déépart ...part ...

SystSystèème flexibleme flexible qui permet aux entreprises qui permet aux entreprises de de rrééagir rapidementagir rapidement àà l'l'éévolution des volution des conditions du marchconditions du marchéé. .
Le Lean Le Lean ((«« sveltesvelte »» en anglais)en anglais) ss’’appuie sur appuie sur une philosophie une philosophie dd’’amaméélioration continuelioration continueintintéégrgréée aux activite aux activitéés quotidiennes visant s quotidiennes visant ààééliminer les gaspillages et les liminer les gaspillages et les éétapes tapes àà nonnon--valeur ajoutvaleur ajoutééee dans une processus.dans une processus.
copyright © TopTech 2006. Reproduction interdite. Tous droits réservés pour tous pays. V0806
Définition du Lean

La valeur AjoutLa valeur Ajoutéée e ……
copyright © TopTech 2006. Reproduction interdite. Tous droits réservés pour tous pays.

Définition de la VA
DeviserconfirmerConcevoirDessinerPlanifierAcheter
…
Activités, actions qui ajoutent de la valeur au produit ou au service
ContrôlerCouperMonter
ConditionnerTesterValiderUsiner
Valeur Ajoutée
ReprendreAttendre
RechercherRessaisir
Se déplacer…
EmpilerDésempilerTransporterTrouverRégler…
Non Valeur Ajoutée
copyright © TopTech 2006. Reproduction interdite. Tous droits réservés pour tous pays.

La dLa déémarchemarche

�� JaponJapon�� SystSystèèmeme Toyota Toyota
�� USAUSA�� LeanLean
�� QuQuéébecbec --FranceFrance --SuisseSuisse�� Production Production àà ValeurValeur AjoutAjoutééee
Lean = accroitre la crLean = accroitre la crééation de ation de valeurvaleur
copyright © TopTech 2006. Reproduction interdite. Tous droits réservés pour tous pays.

Une boite Une boite àà outils au service outils au service de lde l’’entrepriseentreprise
copyright © TopTech 2006. Reproduction interdite. Tous droits réservés pour tous pays.

LE PÉRIMETRE DU LEANUne démarche d’entreprise
ProductionLEAN MANUFACTURINGLes processus de fabrication interne ; magasins , entrepôts …
Processus amontLEAN OFFICECommercial , réponse aux appels d’offres , ADV , Mise en Production …
Processus avalLEAN OFFICEFacturation Supports clients , SAV , maintenance , gestion doc technique …
Processus SupportsLEAN OFFICEAchats , Approvisionnements , RH , Système d’inform ation , Logistique , Qualité …
Processus D’affairesLEAN PROJECT ( engineering)R&D Conception Industrialisation Production
EntrepriseLEAN ENTERPRISETous les processus et interfaces
Création de la valeur
LEAN MANAGEMENT
Rituels Indicateurs

Lean Project = Processus dLean Project = Processus d’’affairesaffaires
copyright © TopTech 2006. Reproduction interdite. Tous droits réservés pour tous pays.
• 2 approches :• Flux projet : projets passant par plusieurs entités
(BE méca, BE élec, BE auto, …)• Flux mono projet : approche gestion de projet.
• Dans les deux cas, analyse du chemin critique, et réduction des étranglements sur ce chemin, mise en visibilité, stage-gate, …

Lean Office = Processus amont et avalLean Office = Processus amont et aval
copyright © TopTech 2006. Reproduction interdite. Tous droits réservés pour tous pays.
• Services support à la fabrication.
• Matérialiser l’immatériel, pour palper, piloter et ritualiser.

Lean Lean ManufacturingManufacturing = Production= Production
copyright © TopTech 2006. Reproduction interdite. Tous droits réservés pour tous pays.
• Fabrication
• Générer la valeur ajoutée maximale au moindre coût et au plus vite.

copyright © TopTech 2006. Reproduction interdite. Tous droits réservés pour tous pays.
La mise en La mise en œœuvre : le uvre : le
KaizenKaizen ImpactImpact

Kaizen-Impact
copyright ® TopTech 2006. Reproduction interdite. Tous droits réservés pour tous pays.v0706
•• KAIKAI« Démonter pour étudier ».
•• ZEN ZEN « Améliorer en remontant ».
•• KAIZENKAIZEN = Esprit d’amélioration continue qui permet d’impliquer les employés dans la démarche.
• IMPACT « Imp lantation »« act ions »

Exemples de Kaizen-Impact• Processus de mise en production• Processus de production• Réduction des temps de changement
de série• Gestion des stocks• Aménagement d’entrepôt• Processus administratif• Développement et industrialisation
copyright © TopTech 2006. Reproduction interdite. Tous droits réservés pour tous pays.

Projet IMPACTProjet IMPACT
�� Une stratUne stratéégie de mise en valeur des gie de mise en valeur des connaissances de tous les employconnaissances de tous les employéés de s de ll’’entreprise.entreprise.
copyright © TopTech 2006. Reproduction interdite. Tous droits réservés pour tous pays.

�� Responsable non pas juste de Responsable non pas juste de soulever des problsoulever des problèèmes, mais mes, mais dd’’analyser les problanalyser les problèèmes, de mes, de ddééfinir un plan dfinir un plan d’’action et de le action et de le mettre en place.mettre en place.
ÉÉquipe IMPACTquipe IMPACT�� Une Une ééquipe pluridisciplinaire dequipe pluridisciplinaire de6 6 àà 8 personnes 8 personnes
copyright © TopTech 2006. Reproduction interdite. Tous droits réservés pour tous pays.

Projet IMPACT en action ...Projet IMPACT en action ...
copyright © TopTech 2006. Reproduction interdite. Tous droits réservés pour tous pays.
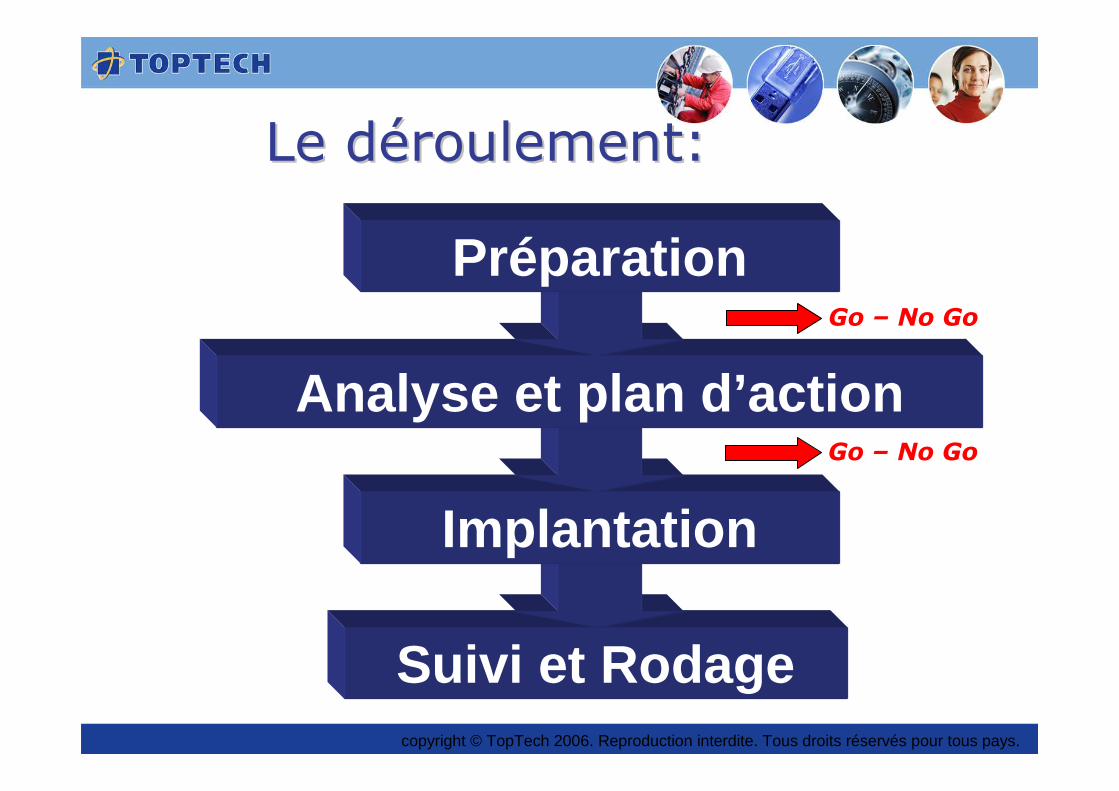
Suivi et Rodage
Implantation
Analyse et plan d’action
Le dLe dééroulement:roulement:
Préparation
copyright © TopTech 2006. Reproduction interdite. Tous droits réservés pour tous pays.
Go – No Go
Go – No Go
Le Le KaizenKaizen ::
Pour remettre en question nos faPour remettre en question nos faççons de faireons de faire……
RRéésistance au changementsistance au changement
Pour changer un systPour changer un systèème il faut commencer par se me il faut commencer par se changer soichanger soi--même.même.
copyright © TopTech 2006. Reproduction interdite. Tous droits réservés pour tous pays.
RRéésistance au changementsistance au changement
Retour au point zRetour au point zééro:ro:
«« Les succLes succèès du passs du passéé ne garantissent rien ne garantissent rien pour lpour l’’aveniravenir »»..
«« Si un nouveau produit arrive sur le Si un nouveau produit arrive sur le marchmarchéé, tous retournent au point z, tous retournent au point zééroro »»..
Les paradigmesLes paradigmesLes paradigmes
copyright © TopTech 2006. Reproduction interdite. Tous droits réservés pour tous pays.

copyright © TopTech 2006. Reproduction interdite. Tous droits réservés pour tous pays.
Le Lean Le Lean Management : Management : les rituels les rituels
pour faire vivre pour faire vivre la dla déémarchemarche

Quelques constats Quelques constats ………… Le besoinLe besoin
� On est toujours à fond,� Les réunions durent trop longtemps & il en sort rarement quelque chose,
� On n’a pas le temps de bien faire les choses,� Tout le monde s’occupe de tout et personne ne s’occupe de rien,
� C’est quand c’est trop tard qu’on s’aperçoit des erreurs,
� On se voit toujours entre 2 portes,� On travaille trop en mode « Pompiers »,� Les plans d’actions ne sont pas suivi, etc…
QuoiquQuoiqu’’il soit fait & quoiquil soit fait & quoiqu’’il soit dit :il soit dit :

DDééfinitionfinitionUn Un riterite ou ou rituelrituel est une sest une sééquence d'actions stquence d'actions stéérrééotypotypéées, charges, chargéées es de signification (action de signification (action «« symboliquesymbolique »»), et organis), et organiséées dans le temps.es dans le temps.
Le rite n'est pas spontanLe rite n'est pas spontanéé : au contraire, il est : au contraire, il est rrééglgléé,, fixfixéé,, codificodifiéé, , et le respect de la ret le respect de la rèègle garantit l'efficacitgle garantit l'efficacitéé du rituel.du rituel.
Les rituels peuvent intervenir dans la plupart des circonstancesLes rituels peuvent intervenir dans la plupart des circonstances de la de la vie : On distingue ainsi des vie : On distingue ainsi des rituels sacrrituels sacrééss (messe, pri(messe, prièère...) et des re...) et des rituels profanesrituels profanes ((voeuxvoeux de Nouvel An, manifestations sportives...); de Nouvel An, manifestations sportives...); des des rituels sociauxrituels sociaux (rites de politesse, discours de promotion ou de (rites de politesse, discours de promotion ou de fin d'annfin d'annéée...) et des e...) et des rituels privrituels privééss (rites de la toilette, de la (rites de la toilette, de la ssééduction...), duction...), etc.etc.
Il importe peu que vous disposiez desIl importe peu que vous disposiez des meilleurs meilleurs ééquipiers, quipiers, desdes ééquipements quipements lesles plus performants, plus performants, desdes stratstratéégies gies lesles plus visionnaires, plus visionnaires, desdes capitaux capitaux lesles
plus splus sûûrs, rs, desdes produits produits lesles plus innovantsplus innovants……
Si le tout nSi le tout n’’est pas mis en musique de faest pas mis en musique de faççon harmonieuse !on harmonieuse !

Pourquoi faire ?Pourquoi faire ?
Les rituels sont a lLes rituels sont a l’’organisationorganisationce que lce que l’’huile est au moteur !huile est au moteur !
La dLa dééfinition du finition du systsystèèmeme
------Chaine de valeur & Chaine de valeur & OrganigrammeOrganigramme
La performance du La performance du systsystèèmeme
------TdBTdB & indicateurs& indicateurs
La lubrification du La lubrification du systsystèèmeme
------Les rituelsLes rituels
�+�=��
� �
PARCE QUE LE SYSTEME FONCTIONNE PARCE QUE LE SYSTEME FONCTIONNE DIFFICILEMENT DE LUI MÊME.DIFFICILEMENT DE LUI MÊME.

Pourquoi faire ?Pourquoi faire ?
Les rituels donnent la flexibilitLes rituels donnent la flexibilitéé ààll’’organigramme et amorganigramme et amééliorent la liorent la synchronisation des processus !synchronisation des processus !
PARCE QUE DONNER UN CADRE A LPARCE QUE DONNER UN CADRE A L’’ORGANISATION ORGANISATION CC’’EST MALGRE TOUT LA RIGIDIFIER.EST MALGRE TOUT LA RIGIDIFIER.

Pourquoi faire ?Pourquoi faire ?
Les rituels sLes rituels séécurisent le rcurisent le réésultat & rendent sultat & rendent sereine, vertueuse la dsereine, vertueuse la déémarche !marche !
PARCE QUE LA VIE DE LPARCE QUE LA VIE DE L’’ENTREPRISE, CENTREPRISE, C’’EST UN MARATHON A EST UN MARATHON A LONGUEUR DLONGUEUR D’’ANNEE, COURU COMME UN 100 METRES HAIE.ANNEE, COURU COMME UN 100 METRES HAIE.

Quoi Quoi «« RitualiserRitualiser »» ??MaMaîîtrise de la trise de la stratstratéégie & des gie & des
capacitcapacitééss
1
MaMaîîtrise des trise des compcompéétencestences
2
MaMaîîtrise du trise du tempstemps
3
Point Point EquipeEquipe
Points projetPoints projet
COPIL, CODIRCOPIL, CODIR
Points budget, Points budget, planningplanning
AuditsAudits
Suivi des compSuivi des compéétencestences
Analyse des Analyse des causescauses
MaMaîîtrise de trise de ll’’innovationinnovation
4
MaMaîîtrise du trise du rrééfféérentielrentiel5
MaMaîîtrise de la trise de la performanceperformance
6
MaMaîîtrise de trise de ll’’amamééliorationlioration
7
Plan dPlan d’’actionaction
MaMaîîtrise de la strattrise de la stratéégie & des gie & des capacitcapacitééss
• Rituels de définition & de suivi des politiques stratégiques de l’entreprise (Enjeux, ressources, goulots, stocks).
???
1

MaMaîîtrise des comptrise des compéétencestences
LUNDI MARDI MERCREDI JEUDI VENDREDI
9:00 Point Planning (ADV, régleurs) 9:00 Point Planning (ADV, régleurs) 9:00 Point Planning (ADV, régleurs) 9:00 Point Planning (ADV, régleurs) 9:00 Point Planning (ADV, régleurs)
9:45 9:45 9:45 9:45 9:45
10:00 10:00 10:00 10:00 10:00 Point personnel de production
10:15 10:15 10:15 10:15 10:15
10:30 10:30 10:30 10:30 10:30
10:45 10:45 10:45 10:45 10:45
11:00 11:00 11:00 11:00 11:00 Point équipe magasin
11:15 11:15 11:15 11:15 11:15
11:30 11:30 11:30 11:30 11:30
11:45 11:45 11:45 11:45 11:45
12:00 12:00 12:00 12:00 12:00
12:15 12:15 12:15 12:15 12:15
13:30 13:30 13:30 13:30 13:30
13:45 13:45 13:45 13:45 13:45
14:00 Point Planning (ADV, régleurs) 14:00 Point Planning (ADV, régleurs) 14:00 Point Planning (ADV, régleurs) 14:00 Point Planning (ADV, régleurs) 14:00 Point Planning (ADV, régleurs)
14:15 14:15 14:15 14:15 14:15
14:30 Point commerciaux 14:30 14:30 14:30 14:30
14:45 14:45 14:45 14:45 14:45
15:00 Point équipe planning 15:00 15:00 15:00 15:00
15:15 15:15 15:15 15:15 15:15
15:30 15:30 15:30 15:30 15:30
15:45 15:45 15:45 15:45 15:45
16:00 16:00 16:00 16:00 16:00
16:15 16:15 16:15 16:15 16:15
16:30 16:30 16:30 16:30 16:30
16:45 16:45 16:45 16:45 16:45
17:00 17:00 17:00 17:00 17:00 Point personnel de production
17:15 17:15 17:15 17:15 17:15
17:30 17:30 17:30 17:30 17:30 Relation agence interim
17:45 17:45 17:45 17:45 17:45
18:00 18:00 18:00 18:00 18:00
18:15 18:15 18:15 18:15 18:15
18:30 18:30 18:30 18:30 18:30
18:45 18:45 18:45 18:45 18:45
19:00 19:00 19:00 19:00 19:00 Point personnel de production
PROGRAMME HEBDOMADAIRE
Prépa. Veille techno. / FournisseursPrépa. Points personnel de
production, point magasin et régleurs
Suivi de production
Prépa. Points commerciaux et planning
Veille techno. / Fournisseurs
Veille techno. / Fournisseurs
Suivi budget
Suivi de production Suivi de production
• Rituels permettant de s’assurer en permanence de disposer des bonnes ressources aux bons endroits.
DDééfinition finition exhaustive des exhaustive des
activitactivitéés & priorits & prioritééss
EvaluationEvaluationppéériodiquesriodiques
Planification des Planification des activitactivitéés critiquess critiques
2
RRéépartition des rôles & partition des rôles & responsabilitresponsabilitééss
Plans de poly Plans de poly compcompéétencetence

MaMaîîtrise du tempstrise du temps
• Rituels de suivi d’affaire, pour s’assurer de répondre au besoin à la date et/ou pour maîtriser les VEX et le Cash-Flow.
-3,00-2,00-1,000,001,002,003,004,005,006,007,008,00
<S45 S45 S46 S47 S48 S49 S50 S51 S52
3
Budgets, Budgets, Plans & Plans & PlanningsPlannings
Gestion des Gestion des encours & des encours & des
stocksstocks
et/ouet/ou

MaMaîîtrise du rtrise du rééfféérentielrentiel
• Rituels de maintien du référentiel, pour s’assurer d’atteindre l’efficience de façon répétée.
Mise Mise àà jour donnjour donnéées es techniques fiablestechniques fiables
Maintien de Maintien de ll’’environnement 5Senvironnement 5S
Maintien du Maintien du rrééfféérentielrentiel
4
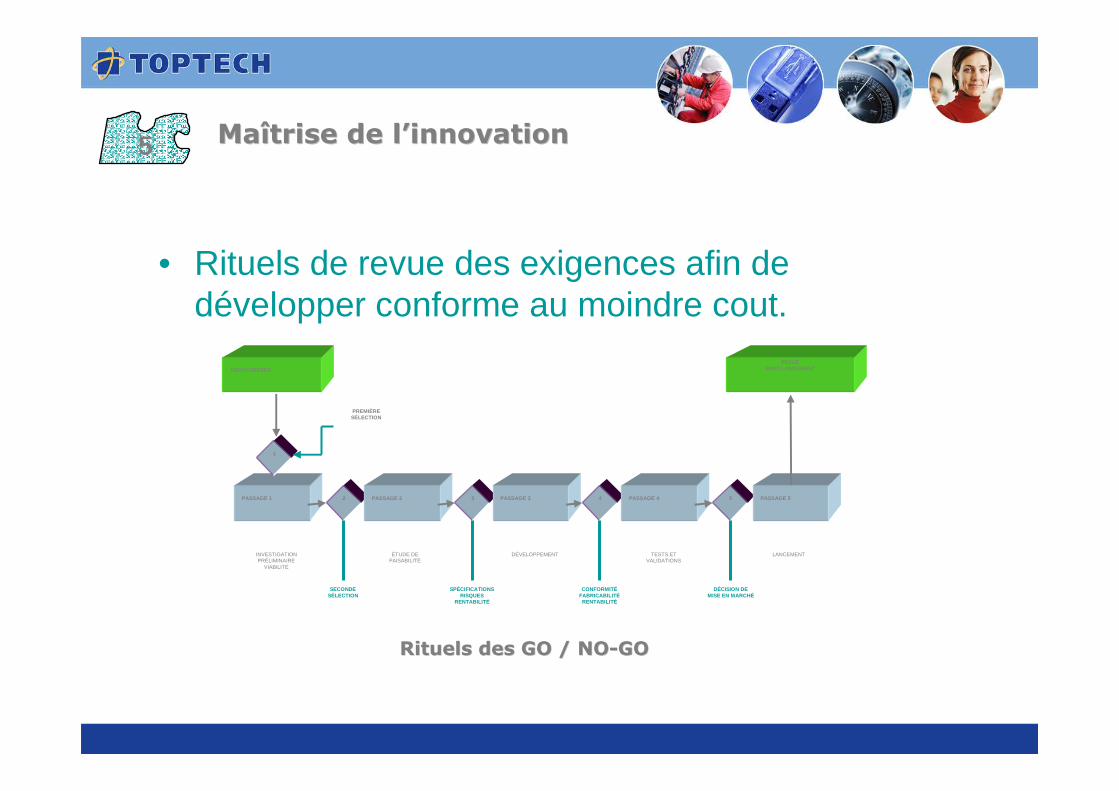
MaMaîîtrise de ltrise de l’’innovationinnovation5
• Rituels de revue des exigences afin de développer conforme au moindre cout.
DÉCOUVERTES
PASSAGE 1
PREMIÈRESÉLECTION
2
1
4 533PASSAGE 2 PASSAGE 3 PASSAGE 4 PASSAGE 5
INVESTIGATIONPRÉLIMINAIRE
VIABILITÉ
SECONDESÉLECTION
ÉTUDE DEFAISABILITÉ
SPÉCIFICATIONSRISQUES
RENTABILITÉ
DÉVELOPPEMENT
CONFORMITÉFABRICABILITÉRENTABILITÉ
TESTS ETVALIDATIONS
DÉCISION DEMISE EN MARCHÉ
LANCEMENT
REVUEPOST-LANCEMENT
Rituels des GO / NORituels des GO / NO--GOGO

MaMaîîtrise de la trise de la performanceperformance
• Rituels de communication pour s’assurer du fonctionnement du système & de l’atteinte effective des objectifs.
6
Des indicateurs, centrDes indicateurs, centréés sur s sur les causes, les causes, àà ppéériodicitriodicitééadaptadaptéée de mise e de mise àà jourjour
------Des objectifs rDes objectifs rééalistesalistes

MaMaîîtrise de ltrise de l’’amamééliorationlioration
• Rituels de progrès pour traiter les dysfonctionnements & s’assurer de mettre en œuvre de manière effective les bonnes actions.
N° Actions Responsable Pri Déb Fin %
1 S50 S05 5 Présentations internes 1 S50 75
1 Présentation du projet à la direction SIGMA Team 1 S50 16-déc 100 2 Présentation du projet à l'équipe SLPRM SIGMA Team 1 S50 16-déc 100 3 Présentation du projet aux RLPs SIGMA Team 1 S51 19-déc 100 4 Autres Présentations SIGMA Team 1 0 Création Cellule Conception 1 S01 S04 0
5 Redéfinition de l'organigramme P.ZMUDA 1 S02 S03 0
6 Définition des profils/Rôle pour la cellule conception
P.ZMUDA 1 S01 S02 5
7 Définition du besoin en effectif dans cette cellule P.ZMUDA 1 S02 S02 0
8 Définition des concepteurs (experts fonctionnels) P.ZMUDA 1 S01 S03 0
9 Mise à jour des procédures si nécessaire E. GELEYN 1 S02 S04 0
Flux tendus 1 S02 S02 2 10 Définition des seuils par kanban L.DARCY 1 S02 S02 0 11 Gestion d'encours (alerte, déclenchement, etc.) L.DARCY/C.DELATRE 1 S02 S02 0
12 Tri des encours actuels (type 5S) N.FANTON, L.SANCHEZ 1 S01 S04 5
13 Remontée des encours dans "bassin MCO" N.FANTON, L.SANCHEZ 1 S04 S05 0
14 Définition GO/NOGO par phase (Règles) E. GELEYN 1 S02 S04 0
Progression
Migration vers la chaîne des valeurs cible
IndicateursIndicateurs& Objectifs& Objectifs
Analyse des causesAnalyse des causes
Plan dPlan d’’actionaction
7
1 action 1 action –– 1 succ1 succèès s par moispar mois

Les paramètres clés pour définir les rituels
3- Les Indicateurs
2- La Chaîne de valeur1- L’Organigramme et les processus

• 1- L’organigramme
Permet de définir les pilotes des processus clés de l’entreprise ainsi que clarifier les missions et tâches de chaque processus macros de l’entreprise (processus Qualité, Méthodes, achats, direction, ADV).
Permet de définir les rituels internes de chaque processus / tâches missions de chaque processus

• 2- La chaîne de valeur viséePermet de définir les rituels et les indicateurs
de mise sous contrôle de la chaîne de valeur terrain.
C’est une étape préliminaire à la définition / validation du tableau de bord.

• 3- Le tableau de bord
Permet de définir de façon logique l’appartenance des indicateurs aux processus macros de l’entreprise en partant des indicateurs financiers de la direction.
Permet de définir les rituels de pilotages des indicateurs depuis la direction jusqu’au terrain

copyright © TopTech 2006. Reproduction interdite. Tous droits réservés pour tous pays.
Simulation :Simulation :usine usine
traditionnelletraditionnelle

copyright © TopTech 2006. Reproduction interdite. Tous droits réservés pour tous pays.
LL’’entreprise entreprise vue par unvue par unplombierplombier
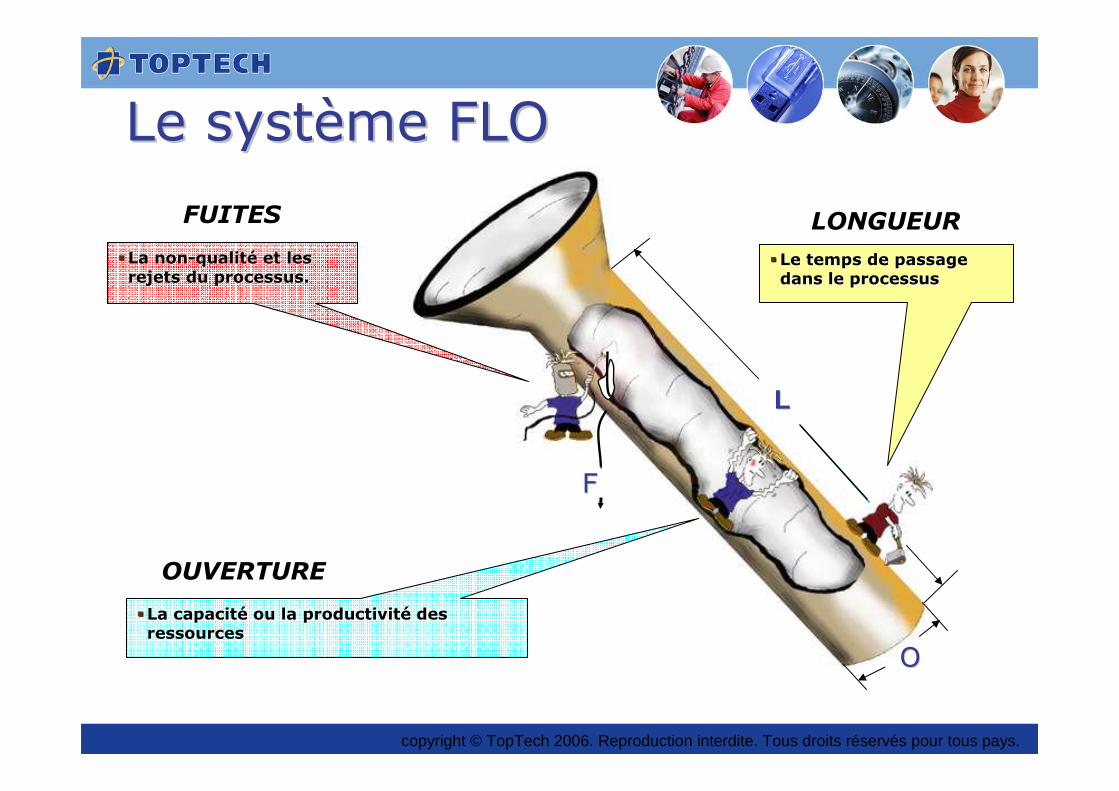
LL
OO
FF
�� La capacitLa capacitéé ou la productivitou la productivitéé des des ressourcesressources
�� La nonLa non--qualitqualitéé et les et les rejets du processus.rejets du processus.
�� Le temps de passage Le temps de passage dans le processusdans le processus
Le systLe systèème FLOme FLO
copyright © TopTech 2006. Reproduction interdite. Tous droits réservés pour tous pays.
LONGUEUR
OUVERTURE
FUITES

L’entreprise traditionnelle
copyright © TopTech 2006. Reproduction interdite. Tous droits réservés pour tous pays.

LL
OO
FF
LL’’entreprise au plus justeentreprise au plus juste
��Diminuer le temps de Diminuer le temps de passagepassage
$ tr$ tréésoreriesorerie
copyright © TopTech 2006. Reproduction interdite. Tous droits réservés pour tous pays.
��Diminuer la nonDiminuer la non--qualitqualitééet les rejetset les rejets
$ mati$ matièère premire premièèrere
$ MOD$ MOD
��Augmenter la capacitAugmenter la capacitéé etet//ououproductivitproductivitéé
(G(Géérer le goulot, rer le goulot, ééliminer les gaspillages)liminer les gaspillages)
$ chiffre d$ chiffre d’’affairesaffaires
% MOD% MOD
LONGUEUR
OUVERTURE
FUITES

copyright © TopTech 2006. Reproduction interdite. Tous droits réservés pour tous pays.
La boite La boite ààoutil Leanoutil Lean
Analyse des processusAnalyse des processus
copyright © TopTech 2006. Reproduction interdite. Tous droits réservés pour tous pays.
LL

Projection vidéoProcessus de productionProcessus de production
Le processus de Le processus de production avant production avant ll’’implantation implantation de la PVAde la PVA
copyright © TopTech 2006. Reproduction interdite. Tous droits réservés pour tous pays.


�� 90 OP90 OPÉÉRATIONSRATIONS�� 17 17 OpOpéérationsrations àà valeurvaleur ajoutajoutééee (SEULEMENT !!!)(SEULEMENT !!!)�� 73 73 OpOpéérationsrations àà non non valeurvaleur ajoutajoutééee
�� 35 Transports35 Transports�� 16 16 AttentesAttentes�� 11 11 EmpilagesEmpilages�� 11 11 DDéésempilagessempilages
�� 1700 1700 mmèètrestres parcourusparcourus par le par le produitproduit�� 30 30 personnespersonnes manipulentmanipulent le le produitproduit�� 600 600 heuresheures de temps de passagede temps de passage
(37,5 (37,5 joursjours en 2x8)en 2x8)
Le processus en chiffresLe processus en chiffres
copyright © TopTech 2006. Reproduction interdite. Tous droits réservés pour tous pays.
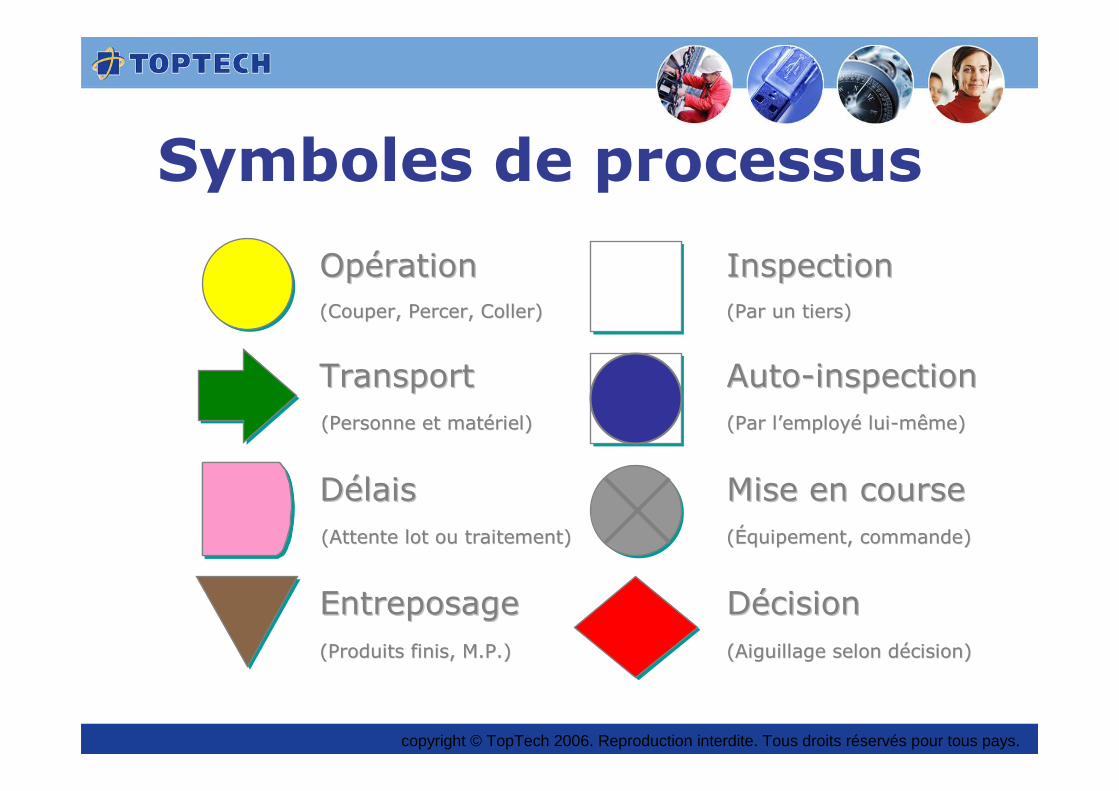
OpOpéérationration
TransportTransport
DDéélaislais
EntreposageEntreposage
InspectionInspection
AutoAuto--inspectioninspection
Mise en courseMise en course
DDéécisioncision
Symboles de processus
(Par un tiers)(Par un tiers)
(Par l(Par l’’employemployéé luilui--même)même)
(Produits finis, M.P.)(Produits finis, M.P.)
(Attente lot ou traitement)(Attente lot ou traitement)
(Personne et mat(Personne et matéériel)riel)
(Couper, Percer, Coller)(Couper, Percer, Coller)
((ÉÉquipement, commande)quipement, commande)
(Aiguillage selon d(Aiguillage selon déécision)cision)
copyright © TopTech 2006. Reproduction interdite. Tous droits réservés pour tous pays.
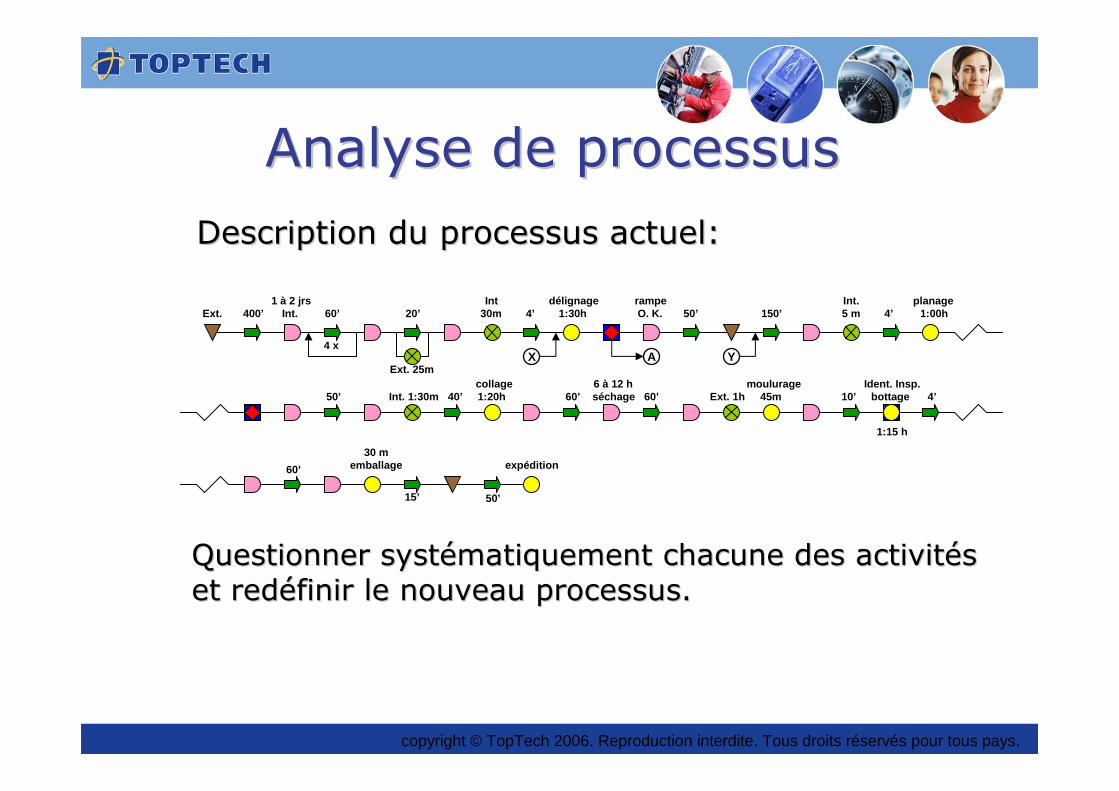
Analyse de processusAnalyse de processusDescription du processus actuel:Description du processus actuel:
Questionner systQuestionner systéématiquement chacune des activitmatiquement chacune des activitéés s et redet redééfinir lefinir le nouveau processus.nouveau processus.
X A Y
1 à 2 jrs Int délignage rampe I nt. planageExt. 400’ Int. 60’ 20’ 30m 4’ 1:30 h O. K. 50’ 150’ 5 m 4’ 1 :00h
4 x
Ext. 25mcollage 6 à 12 h moulurage Id ent. Insp.
50’ Int. 1:30m 40’ 1:20h 60’ séch age 60’ Ext. 1h 45m 10’ bott age 4’
1:15 h
60’
30 memballage
15’ 50’
expédition
copyright © TopTech 2006. Reproduction interdite. Tous droits réservés pour tous pays.

Temps defabrication
Temps de passage dans l’usineTemps perdu11 hh
600 heures600 heures
IngIngéénierienierietraditionnelletraditionnelle
Concepts dela PVA
Concepts dela PVA
Longueur du tuyauLongueur du tuyau
copyright © TopTech 2006. Reproduction interdite. Tous droits réservés pour tous pays.
Le flux tenduLe flux tendu
D-3.4-001-rev.03 copyright © TopTech 2006. Reproduction interdite. Tous droits réservés pour tous pays.
LL

PVAPVA
OrientationOrientationclientsclients
TraditionnelleTraditionnelle
OrientationOrientationressourcesressources
Le flux tenduLe flux tendu
copyright © TopTech 2006. Reproduction interdite. Tous droits réservés pour tous pays.
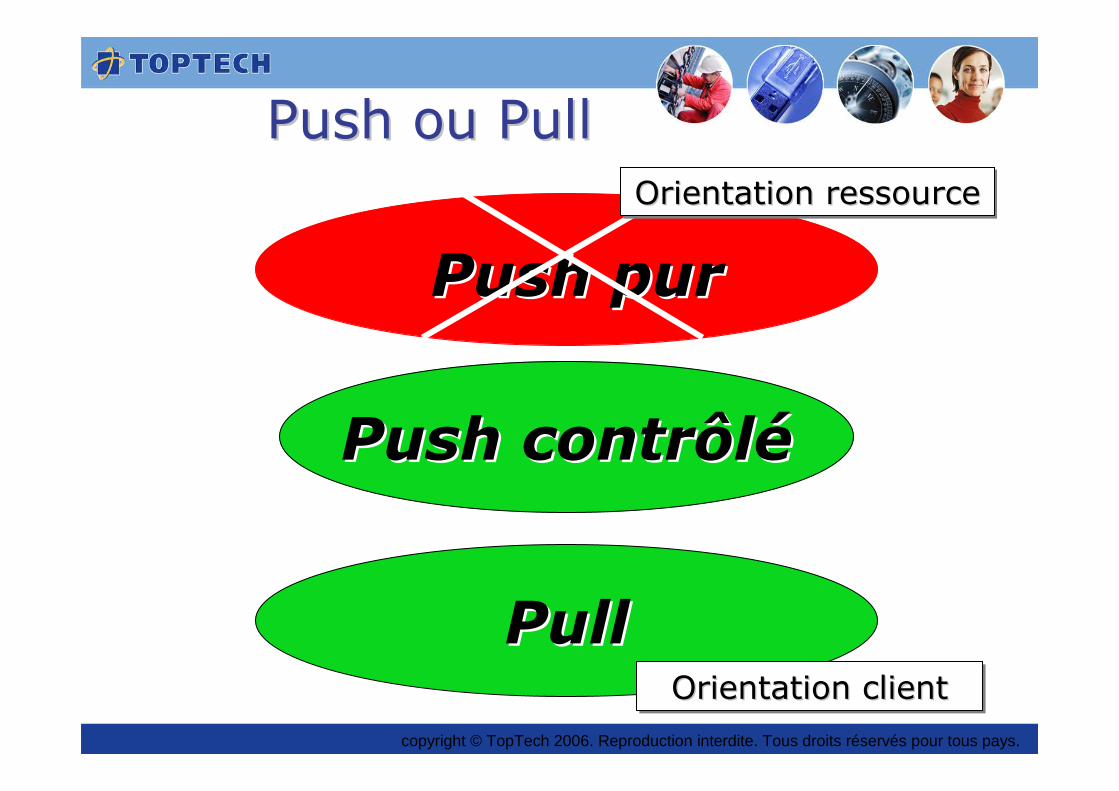
Push ou PullPush ou Pull
Push purPush pur
PullPull
Push contrôlPush contrôléé
Orientation ressourceOrientation ressourceOrientation ressource
Orientation clientOrientation clientOrientation clientcopyright © TopTech 2006. Reproduction interdite. Tous droits réservés pour tous pays.
Production sur demandeProduction sur demande
Comment faire la Comment faire la production sur demande?production sur demande?
KANBAN:KANBAN:
copyright © TopTech 2006. Reproduction interdite. Tous droits réservés pour tous pays.
Technique de communication qui permet de Technique de communication qui permet de transmettre de fatransmettre de faççon simple et visuelle les besoins on simple et visuelle les besoins dd’’approvisionnement: approvisionnement: (mati(matièères premires premièères, fournitures, res, fournitures, soussous--composants et produits finis) composants et produits finis)

KanbanKanban TwoTwo--Bin System (systBin System (systèème me àà 2 casiers)2 casiers)
Production sur demandeProduction sur demande
copyright © TopTech 2006. Reproduction interdite. Tous droits réservés pour tous pays.

KanbanKanban contenantcontenant
Client (plein)Client (plein) Fournisseur (vide)Fournisseur (vide)
Production sur demandeProduction sur demande
copyright © TopTech 2006. Reproduction interdite. Tous droits réservés pour tous pays.

Mouvement de main d’oeuvre
copyright © TopTech 2006. Reproduction interdite. Tous droits réservés pour tous pays.
On doit réapprovisionner et effectuer un
mouvement de main-d’œuvre en aval - MAMO
Tout va bien mais on peut quand même
réapprovisionner
On surproduit, donc on doit effectuer un
mouvement de main-d’œuvre en amont - MAMO

La chasse au lapin pour La chasse au lapin pour ééliminer les enliminer les en--courscours
copyright © TopTech 2006. Reproduction interdite. Tous droits réservés pour tous pays.

Comptoir de service
Client 5Client 4Client 3Client 2Client 1
Employé 4 Employé 3 Employé 2 Employé 1
Fromage,viandes, bacon
Choix de painet découpe du
pain
Caisse $$$chips etbreuvage
La confection d'un sous-marin en appliquant la"chasse au lapin" dans un système en flux tendu.
Sel, poivre,huile,
emballage
Condiments,laitue, tomates,mayonnaise
4 tire sur 34 tire sur 3 3 tire sur 23 tire sur 2 2 tire sur 12 tire sur 1
Des bateaux et des sousDes bateaux et des sous--marins !marins !
copyright © TopTech 2006. Reproduction interdite. Tous droits réservés pour tous pays.

Chasse au lapinChasse au lapin
CHASSE AU LAPIN:CHASSE AU LAPIN:
�� LL’’employemployéé le plus rapide le plus rapide àà la finla fin
�� LL’’employemployéé en amont du processus doit suivre la en amont du processus doit suivre la
même smême sééquence dquence d’’opopéérationration
copyright © TopTech 2006. Reproduction interdite. Tous droits réservés pour tous pays.

LL’’amaméénagement nagement
cellulairecellulaire
D-3.4-001-rev.03 copyright © TopTech 2006. Reproduction interdite. Tous droits réservés pour tous pays.
LL

AmAméénagement dnagement d’’usineusineON PASSE:ON PASSE:
DD’’UN:UN:AmAméénagement par procnagement par procééddéé de fabricationde fabrication
A UN:A UN:AmAméénagement par famille de produitsnagement par famille de produits
copyright © TopTech 2006. Reproduction interdite. Tous droits réservés pour tous pays.

Le lot unitaireLe lot unitaire
D-3.4-001-rev.03 copyright © TopTech 2006. Reproduction interdite. Tous droits réservés pour tous pays.
LL

Fabrication en lot unitaireFabrication en lot unitaireCommande: 1000 piCommande: 1000 pièècescesTrois opTrois opéérations: M1, M2 et M3rations: M1, M2 et M3Temps de 2 minutes/opTemps de 2 minutes/opéérationration
M2M2
M1M1
2000 min.2000 min.
500 min. / jour500 min. / jour
12 jrs12 jrs
M2M2
4000 min.4000 min.
M3M3
6000 min.6000 min.
M3M3
2004 min.2004 min.
4 jrs4 jrs
M3M3
M1M1 M2M2
M1M1 M1M1
M1M1 M1M1
M1M1
M2M2M2M2
M2M2
M2M2
M2M2
M3M3 M3M3
M3M3
M3M3
M3M3
M1M1
M2M2
M3M3
M1M1
copyright © TopTech 2006. Reproduction interdite. Tous droits réservés pour tous pays.

RRééduction des duction des temps de temps de changement de changement de sséérierie
D-3.4-001-rev.03
L/OL/O
copyright © TopTech 2006. Reproduction interdite. Tous droits réservés pour tous pays.
Temps de changement de sTemps de changement de séérie:rie:
«« Le temps Le temps éécoulcouléé entre la production entre la production de la dernide la dernièère bonne pire bonne pièèce dce d’’un lot et un lot et la production de la premila production de la premièère bonne re bonne pipièèce du lot suivantce du lot suivant »»..
copyright © TopTech 2006. Reproduction interdite. Tous droits réservés pour tous pays.

Technique utilisTechnique utiliséée:e:
SingleMinute
Exchange ofDie
SSingleingle
MMinuteinute
EExchange ofxchange of
DDieie
SMEDSMEDSMED
9:59 min.9:59 min.9:59 min.
RRééduction des temps de duction des temps de changement de schangement de séérierie
copyright © TopTech 2006. Reproduction interdite. Tous droits réservés pour tous pays.
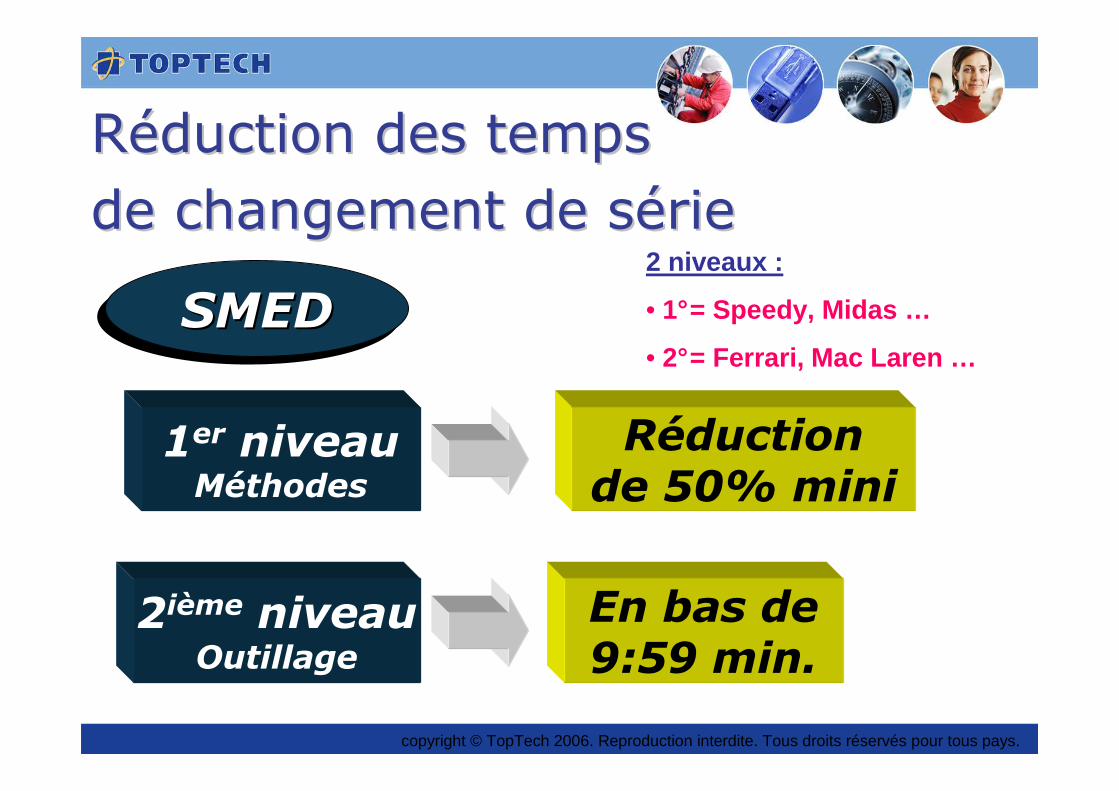
SMEDSMEDSMED
1er niveauMéthodes
2ième niveauOutillage
Réductionde 50% mini
En bas de9:59 min.
RRééduction des tempsduction des tempsde changement de sde changement de séérierie
copyright © TopTech 2006. Reproduction interdite. Tous droits réservés pour tous pays.
2 niveaux :
• 1°= Speedy, Midas …
• 2°= Ferrari, Mac Laren …

SMEDSMEDSMED
1er niveauMéthodes
2ième niveauOutillage
Pyramide des gainsPyramide des gains
copyright © TopTech 2006. Reproduction interdite. Tous droits réservés pour tous pays.
Gains
Gains
Co
Coûûtsts

ThThééorie des orie des contraintes pour contraintes pour ggéérer le goulotrer le goulot
D-3.4-001-rev.03 copyright © TopTech 2006. Reproduction interdite. Tous droits réservés pour tous pays.

Le ButLe ButLe But
Livre:Livre:
copyright © TopTech 2006. Reproduction interdite. Tous droits réservés pour tous pays.
Auteur : E. GOLDRATH(Editions AFNOR)

Identification des goulotsIdentification des goulots
Identifier les postes goulots qui Identifier les postes goulots qui sont prsont préésents dans lsents dans l’’entreprise.entreprise.
copyright © TopTech 2006. Reproduction interdite. Tous droits réservés pour tous pays.

Goulot :Goulot :
Toute ressource (Toute ressource (opopéération, ration, ééquipement, personnequipement, personne) qui ) qui limite la capacitlimite la capacitéé de production de production dd’’un produit, dun produit, d’’un dun déépartement, partement, ou dou d’’une usine entiune usine entièère.re.
copyright © TopTech 2006. Reproduction interdite. Tous droits réservés pour tous pays.

L’entreprise traditionnelle
copyright © TopTech 2006. Reproduction interdite. Tous droits réservés pour tous pays.
Opération 1
Opération 2
Opération 3
Capacité 150 p/h
Capacité 90 p/h
Capacité 105 p/h
MATIERE PREMIERE
PRODUITSFINIS
Capacité Maxi ?
GOULOT !!!
90 p/heure…

Robinet de facturationRobinet de facturationCalculer le robinet de facturation:Calculer le robinet de facturation:
==10 000 000 10 000 000 €€
3220 heures3220 heures
3105 3105 €€/heure ou 52 /heure ou 52 €€/min/min==
Chiffre dChiffre d’’affairesaffaires
Heures ouvertureHeures ouverture
Exemple de calcul :Exemple de calcul :
copyright © TopTech 2006. Reproduction interdite. Tous droits réservés pour tous pays.
3220 heures = 2 équipes, 35 h hebdo sur 46 semaine s (52 semaines/an, 5 semaines congés, ponts, RTT éventuelles, …)
�� Une heure gagnUne heure gagnéée au poste goulot permettra e au poste goulot permettra àà ll’’entreprise entreprise de facturer 3105 de facturer 3105 €€ de plus (si le marchde plus (si le marchéé le permet)le permet)
�� Une heure perdue au poste goulot empêchera lUne heure perdue au poste goulot empêchera l’’entreprise entreprise de facturer 3105 de facturer 3105 €€ !!

Approche TOPApproche TOP
Comment traiter les postes goulots ?Comment traiter les postes goulots ?
5. R5. Rééduction des temps de mise en route duction des temps de mise en route au poste goulot prioritairementau poste goulot prioritairement
1. Croiser les heures de pauses et de repas1. Croiser les heures de pauses et de repas
2. Modifier les plages de travail2. Modifier les plages de travail
3. Contrôle de la qualit3. Contrôle de la qualitéé avant le poste goulotavant le poste goulot
4. Appliquer le principe du DOCTEUR et de 4. Appliquer le principe du DOCTEUR et de LL’’INFIRMIER au poste goulotINFIRMIER au poste goulot
copyright © TopTech 2006. Reproduction interdite. Tous droits réservés pour tous pays.

Affiche GoulotAffiche Goulot
copyright © TopTech 2006. Reproduction interdite. Tous droits réservés pour tous pays.

Identification des Identification des gaspillages pour gaspillages pour rrééduire la NVAduire la NVA
D-3.4-001-rev.03 copyright © TopTech 2006. Reproduction interdite. Tous droits réservés pour tous pays.

Les gaspillages
� De surproduction� De correction� De déplacement� D’attente� De stocks� De mouvement � Procédés et méthodes inefficaces
copyright © TopTech 2006. Reproduction interdite. Tous droits réservés pour tous pays.

Les gaspillagesLes gaspillages
�� 1. Surproduction1. SurproductionProduire plus que nProduire plus que néécessairecessaireProduire plus tôt que nProduire plus tôt que néécessairecessaire
�� 2. Correction2. CorrectionTout produit qui doit être rTout produit qui doit être rééparparéé pour le pour le rendre conforme aux besoins du client.rendre conforme aux besoins du client.
copyright © TopTech 2006. Reproduction interdite. Tous droits réservés pour tous pays.

�� 3. D3. DééplacementplacementTout dTout dééplacement de matplacement de matéériel inutileriel inutileTransport entre poste de travailTransport entre poste de travail
�� 4. Attente 4. Attente Attendre aprAttendre aprèès une machine, un ops une machine, un opéérateur, de rateur, de ll’’information, une rinformation, une rééparation, un arrêt, ...paration, un arrêt, ...
Les gaspillagesLes gaspillages
copyright © TopTech 2006. Reproduction interdite. Tous droits réservés pour tous pays.

�� 5. Stock5. StockTout produit en excTout produit en excèès par rapport au besoin s par rapport au besoin (M.P. , en(M.P. , en--cours ou produit fini)cours ou produit fini)
6. Mouvement 6. Mouvement Mouvement inutile pour atteindre Mouvement inutile pour atteindre un objet, recherche dun objet, recherche d ’’outils ou outils ou dd ’’information, poste de travail information, poste de travail mal organismal organiséé, m, mééthode de travail, ...thode de travail, ...
Les gaspillagesLes gaspillages
copyright © TopTech 2006. Reproduction interdite. Tous droits réservés pour tous pays.

�� 7. Proc7. Procééddéés et ms et mééthodes thodes ininééfficacesfficaces ::ProcProcééddéés, procs, procéédures et mdures et mééthodes de travail thodes de travail inefficaces (sans aminefficaces (sans améélioration) tout bonnement lioration) tout bonnement parce quparce qu’’ils sont dils sont dééjjàà en place.en place.
Les gaspillagesLes gaspillages
copyright © TopTech 2006. Reproduction interdite. Tous droits réservés pour tous pays.

Les 5S pour Les 5S pour
organiser les organiser les
postes de travailpostes de travail
D-3.4-001-rev.03 copyright © TopTech 2006. Reproduction interdite. Tous droits réservés pour tous pays.

�� ÉÉtape 1 tape 1 -- DDéébarras barras ((SSeirieiri))
�� ÉÉtape 2 tape 2 -- Rangement Rangement ((SSeitoneiton))
�� ÉÉtape 3 tape 3 -- Nettoyage Nettoyage ((SSeisoeiso))
�� ÉÉtape 4 tape 4 -- Ordre Ordre ((SSeiketsueiketsu))
�� ÉÉtape 5 tape 5 -- Rigueur Rigueur ((SShitsukehitsuke))
55 éétapestapes……Un Un «« SS »» par par éétapetape……
copyright © TopTech 2006. Reproduction interdite. Tous droits réservés pour tous pays.

ÉÉtape 1 tape 1 -- DDéébarrasbarras
Ne pas avoir Ne pas avoir peur de devoir peur de devoir racheter racheter 5%5%de ce que lde ce que l’’on on
jette !!!jette !!!
copyright © TopTech 2006. Reproduction interdite. Tous droits réservés pour tous pays.

Une place pour chaque chose et Une place pour chaque chose et chaque chose chaque chose àà sa place.sa place.
ÉÉtape 2 tape 2 -- RangementRangement
copyright © TopTech 2006. Reproduction interdite. Tous droits réservés pour tous pays.

Mettre les Mettre les ééquipements dequipements de
nettoyage sur lesnettoyage sur lespostes de travail.postes de travail.
ÉÉtape 3 tape 3 -- NettoyageNettoyage
copyright © TopTech 2006. Reproduction interdite. Tous droits réservés pour tous pays.
«« 5S5S »»SSavoiravoirSSeeSServir dervir d’’ununSSeau et deau et d’’uneuneSSerpillierpillièèrere

DDééfinir des standards (photos) finir des standards (photos) et les afficher sur les postes de et les afficher sur les postes de
travail.travail.
ÉÉtape 4 tape 4 -- OrdreOrdre
copyright © TopTech 2006. Reproduction interdite. Tous droits réservés pour tous pays.
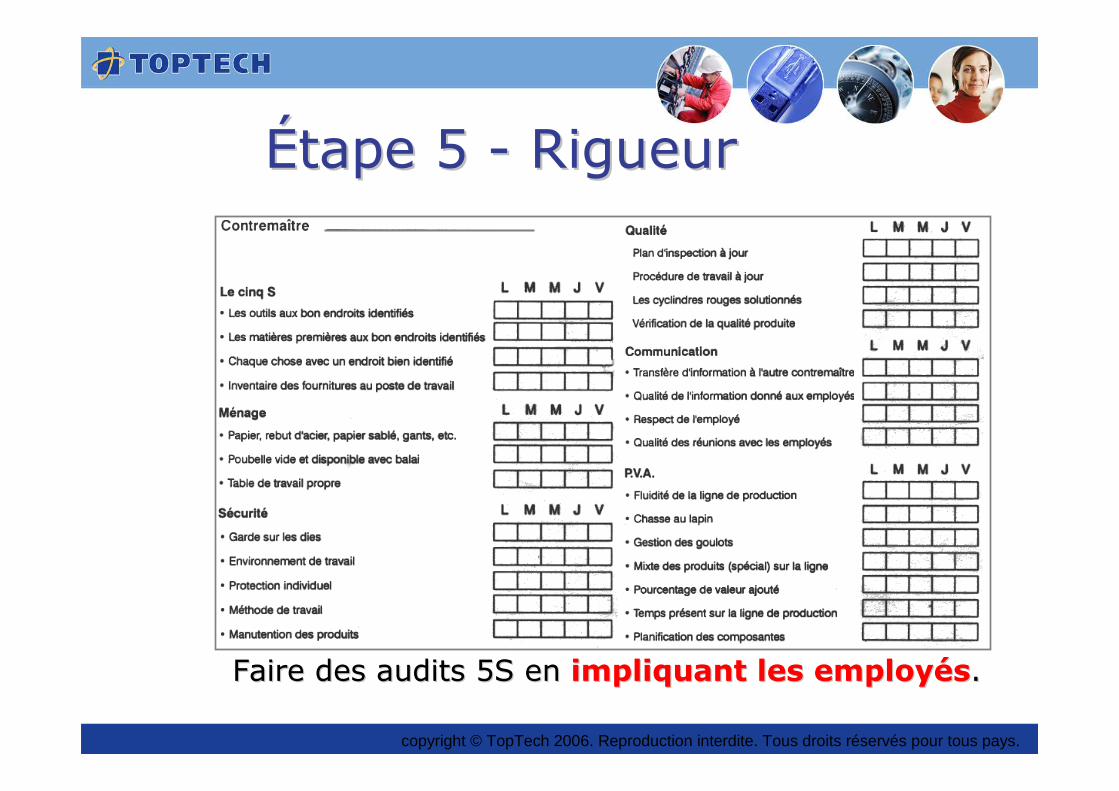
ÉÉtape 5 tape 5 -- RigueurRigueur
Faire des audits 5S en Faire des audits 5S en impliquant les employimpliquant les employééss..
copyright © TopTech 2006. Reproduction interdite. Tous droits réservés pour tous pays.

Les contrôles visuels Les contrôles visuels et les Poka et les Poka yokeyoke
copyright © TopTech 2006. Reproduction interdite. Tous droits réservés pour tous pays.

L’erreur est humaine
Il faut donc concevoir des dispositifs antiIl faut donc concevoir des dispositifs anti--erreur erreur plutôt que de chercher des coupables qui ont le plutôt que de chercher des coupables qui ont le droit ddroit d’’être humains et de faire des erreurs.être humains et de faire des erreurs.
http://www.mistakeproofing.comhttp://www.mistakeproofing.com
copyright © TopTech 2006. Reproduction interdite. Tous droits réservés pour tous pays.

L’objectif « Zéro défaut »Pour Pour ééliminer complliminer complèètement les dtement les dééfauts, il faut fauts, il faut concevoir : concevoir :
�� des dispositifs antides dispositifs anti--erreur (erreur (PokaPoka--YokeYoke) qui ) qui permettront de permettront de prpréévenir lvenir l’’apparition de dapparition de dééfautfautpar par ll’é’élimination des erreurslimination des erreurs, voire même , voire même ll’é’élimination des causeslimination des causes propices aux erreurs.propices aux erreurs.
�� des des contrôles visuelscontrôles visuels qui permettront de qui permettront de ddééceler plus facilement les dceler plus facilement les dééfautsfauts et même de et même de les rles rééduire en rendant le duire en rendant le travail plus simple et travail plus simple et visuelvisuel et en et en diminuant les chances ddiminuant les chances d’’erreurerreur..
copyright © TopTech 2006. Reproduction interdite. Tous droits réservés pour tous pays.

Le Six SigmaLe Six Sigma
copyright © TopTech 2006. Reproduction interdite. Tous droits réservés pour tous pays.
La pensLa penséée magique du Six Sigmae magique du Six Sigma
Le Six Sigma N’EST PASun coffre à outils qui fera tomber les gains de façon magique et sans effort.
Le Six Sigma EST une méthode structurée et rigoureuse permettant d’accompagner la démarche d’amélioration et de résolution de problèmes pour aider à atteindre des gains substantiels.

Six Sigma?, PVA?, GVA?
PVA GVA Problématique
- Poste de travail- Inventaire- Temps de passage- Flux matériel - Ensemble du processus
$$$
$ $ $ $
$$ $
$
copyright © TopTech 2006. Reproduction interdite. Tous droits réservés pour tous pays.

Six Sigma Problématique
- Rejet- Matières premières- Machine- Procédé (paramètre)- Processus continu- Non-Qualité
Six Sigma?, PVA?, GVA?
$
$$ $
copyright © TopTech 2006. Reproduction interdite. Tous droits réservés pour tous pays.

PVA-GVA vs Six Sigma
Optimisation des Optimisation des procprocééddééss par la diminution des dpar la diminution des dééfauts et fauts et le contrôle de la variabilitle contrôle de la variabilitéé..
Optimisation des Optimisation des processusprocessusmanufacturiers par la rmanufacturiers par la rééduction des duction des gaspillages. gaspillages.
PVAPVA
Six SigmaSix Sigma
GVAGVA
Optimisation des Optimisation des processusprocessusadministratifs par la radministratifs par la rééduction des duction des
gaspillages.gaspillages.
AA B C D E 11 2 3 4 5
11
copyright © TopTech 2006. Reproduction interdite. Tous droits réservés pour tous pays.

En rEn réésumsuméé ::
copyright © TopTech 2006. Reproduction interdite. Tous droits réservés pour tous pays.
FLOFLO

LL
OO
FF
�� Optimisation du goulot, SMED, Optimisation du goulot, SMED, 5S, 5S, éélimination des gaspillages, limination des gaspillages, ……
�� Flux tendu, MAMO, Flux tendu, MAMO, MAMAT, SMED, MAMAT, SMED, kanbankanbanfabrication lot fabrication lot unitaire, unitaire, éélimination limination des gaspillages, des gaspillages, ……
copyright © TopTech 2006. Reproduction interdite. Tous droits réservés pour tous pays.
�� Contrôles visuels et Contrôles visuels et Poka Poka yokeyoke, 6 sigma, , 6 sigma, éélimination des limination des gaspillages, gaspillages, ……
Les outils du LeanLONGUEUR
OUVERTURE
FUITES

copyright © TopTech 2006. Reproduction interdite. Tous droits réservés pour tous pays.
Simulation :Simulation :usine usine
amamééliorliorééee


















