
LARGE DIAMETER PIPES - tmk-group.com · SAUDI ARAMCO SYRIAN PETROLEUM COMPANY SONATRACH ......
24
1 LARGE DIAMETER PIPES
Transcript of LARGE DIAMETER PIPES - tmk-group.com · SAUDI ARAMCO SYRIAN PETROLEUM COMPANY SONATRACH ......
1
LARGE DIAMETER PIPES

3
TMK is one of the world’s leading suppliers of tubular products for the oil and gas industry. TMK incorporates 28 enterprises located in Russia, USA, Romania and Kazakhstan and two R&D centers in Russia and the USA. In 2012, TMK ranked first in quantity of shipments for the fourth time among the world’s pipe manufacturers. The oil country tubular goods take the largest share in the Company’s sales pattern.
TMK produces a wide range of tubular products, used by companies from different industries, first of all, by oil and gas companies. TMK products are also used in the chemical, energy and machine industry, construction, agricultural and other industries. The Company produces seamless and welded pipes, steel billets.
Company Presentation
TMK supplies products combined with a broad set of heat treatment services, protective coating, cutting of premium connections, storage and pipes repair.
The Company has a Corporate Quality Management System (CQMS), which is effective for TMK production and marketing enterprises as well as its management company. CQMS meets the requirements of ISO 9001: 2008. TMK companies products are certified for compliance with the interstate, Russian, foreign, international standards requirements including GOST, GOST R, API, DIN EN, DNV, CAL IV, ASTM and others, and for compliance with technical requirements.
1. COMPANY PRESENTATION
TABLE OF CONTENTS
IN 2012, TMK RANKED FIRST IN QUANTITY OF SHIPMENTS FOR THE FOURTH TIME AMONG THE WORLD’S PIPE MANUFACTURERS
1. Company Presentation
TMK Assets map
Large diameter pipes production
2. Longitudinally welded large diameter pipes production
2.1 Standards table of the longitudinally welded large diameter pipes
2.2 Longitudinally welded large diameter pipes size standard as per GOST and TU
2.3 Linear weight of the longitudinally welded large diameter pipes as per API Spec 5L
2.4 Linear weight of the longitudinally welded large diameter pipes as per API Spec 5L
2.5 Mechanical properties of steel
2.6 Production process of longitudinally welded pipes from plate
3. Spirally welded large diameter pipes production
3.1 Standards table of the spirally welded large diameter pipes
3.2 Production process of pipes from coils
3.3 Spirally welded large diameter pipes schedule
3.4 Mechanical properties of steel
3.5 Chemical composition of spirally welded large diameter pipes steel
4. TMK-CPW
4.1 TMK-CPW standards table
4.2 Production process of welded mean diameter pipes (TMK-CPW)
5. External coating of pipes
5.1 Standards table of the external anticorrosion coating
5.2 External coatings application procedure
5.3 Anticorrosion coating characteristics
6. Internal coatings of pipes
6.1 Standards. Coating characteristics
6.2 Internal coatings application procedure
Notes
Contacts
3
4
6
8
10
12
14
14
16
18
20
22
24
26
28
29
30
31
32
34
35
36
38
40
41
42
44
45
2

4 5
SALESNETWORK
Representative office in AfricaOffice 12002, Triangle House,22 Riebeek st, Central, Cape Town,South AfricaTel.: +27 21 418 2066Tel./Fax: +27 21 418 2488E-mail: [email protected]
TMK Italia s.r.l.Piazza degli Affari, 12, 23900 Lecco, ItalyTel./Fax: +39 (0341) 36-51-51, + 39 (0341) 36-00-44E-mail: [email protected]
TMK Middle EastP.O. Box 293534Office 119, Block 5EA,Dubai Airport Free Zone, Dubai,United Arab EmiratesTel.: +971 (4) 609-11-30,Fax: +971 (4) 609-11-40E-mail: [email protected]
TMK-ARTROMDraganesti Street, No. 30,230119, Slatina, Olt, RomaniaTel.: +40 372498174, +40 372498184Fax: +40 249430055E-mail: [email protected]
Headquarters
TMK sales offices
INTERNATIONAL STATEOIL & GAS COMPANIES
OGDCL
NAFTAGAZ OF UKRAINECNPC
PETROVIETNAM
ONGCKUWAIT OIL COMPANY
NATIONAL IRANIAN OIL COMPANY
SAUDI ARAMCO
SYRIAN PETROLEUM COMPANY
SONATRACH
TURKISH PETROLEUM
GROUPEMENT BERKINE
SOCARKAZMUNAYGAZ
TURKMENNEFTEGAZ
UZBEKNEFTEGAZ
MAJOR INTERNATIONAL INDEPENDENTOIL & GAS COMPANIES
SHELL
EXXONMOBIL
CHEVRON TEXACO
TOTAL
AGIPOCCIDENTAL PETROLEUM
WINTERSHALL
STATOIL
REPSOL
ANADARKO PETROLEUM
OMV
WOODSIDE PETROLEUM
MAERSK OIL
AL-FURAT PETROLEUM COMPANY
PDOESHPETCO
PETRO-CANADA
AMERADA HESS
MAJOR EPC & OILFIELDDEVELOPMENT COMPANIES
SAIPEM
TECHNIP
SCHLUMBERGER
HALLIBURTON
KELLOGG, BROWN & ROOT
PETROFAC
AMEC
PENSPEN GROUPBOTAS
ENTERPOSE CONTRACTING
RUSSIAN OIL & GAS COMPANIES
GAZPROM
TRANSNEFTLUKOILROSNEFTSURGUTNEFTEGAZ
TATNEFTRUSSNEFT
TMK’s Major Customers
AGOCO
PETROSA
SEPOC
EGPC
ADCO
CHESAPEAKEMARATHON OIL
XTO ENERGY
ENCANA
BURLINGTON RESOURCES
SIBNEFT TRANSNEFTPRODUCT
MAJOR CIS MACHINE BUILDING AND ENERGY COMPANIES
BELAZVAZ
GAZKAMAZ
MAZ
UAZ
UALAZ
BELENERGOMASH
KRASNY KOTELSHCHIK
ZIO-PODOLSK
SIBENERGOMASH
PENZAHIMMASH
EPK
TMK IPSCO US10120 Houston Oaks Dr.,Houston, TX 77064, USATel.: +1 (281) 949-10-23Fax: +1 (281) 445-40-40
TMK IPSCO Canada150 6-th Avenue SW #3000,Calgary, AB T2P 3Y7, CanadaTel.: +1 (403) 538-21-82Fax: +1 (403) 538-21-83
TMK Sales Office in Singapore10 Anson Road #33-06A International Plaza,Singapore 079903Tel.: +65 (622) 33-015Fax: +65 (622) 33-512E-mail: [email protected]
Representative office in Azerbaijan22, Karabah street,Baku, Azerbaijan, AZ1008Tel./Fax: + 994 (12) 496-19-18E-mail: [email protected]
TMK Europe GmbHImmermannstrasse 65 c, 40210 Dusseldorf, GermanyTel.: +49 (0) 211/91348830,Fax: +49 (0) 211/15983882E-mail: [email protected]
TMK Global AG 2, Bldv. Du Theatre, CH-1211 Geneva, CP 5019, SwitzerlandTel.: +41 (22) 818-64-66Fax: +41 (22) 818-64-60E-mail: [email protected]
TMK40, bld. 2a, Pokrovka Street,Moscow, 105062, RussiaTel.: +7 (495) 775-76-00Fax: +7 (495) 775-76-01E-mail: [email protected]
Representative officein Kazakhstan20, Dostyk st.,Astana, Kazakhstan, 01000Tel.: +7 (7172) 57-34-34, 57-85-32Fax: +7 (7172) 57-85-35E-mail: [email protected]
Representative office in ChinaAPT19 I, NO. 48 Street, Dongcheng District, Beijing, China ZIP. 100027Tel.: +86 (10) 84-54-95-81, +86 (10) 84-54-95-82Fax: +86 (10) 84-54-95-80E-mail: [email protected]
Representative officein TurkmenistanHotel “Nebitchi”, 29, Archabil shaely, 1939, Ashgabat, TurkmenistanTel./Fax: +993 (12) 48-87-98E-mail: [email protected]
Representative office in Uzbekistan24, Oybek koch, Toshkent sh., Uzbekistan, 100015 Tel.: +998 71 281-4613Fax: +998 71 281-4614 E-mail: [email protected]
RUSSIA
KAZAKHSTAN
CHINA
UNITED STATES
GERMANY
SWITZERLAND
ITALY
UAE
SINGAPORE
Cologne
ZurichLecco
Baku
Dubai
Ashgabat
Beijing
Astana
AZERBAIJAN
ROMANIA
Calgary
Cape TownSOUTH AFRICA
TMK IPSCO
HoustonHeadquarters
TMK
MoscowHeadquarters
TashkentUZBEKISTAN
TURKMENISTAN
54
TMK ASSETS MAP
Company Presentation

6 7
For the construction of trunk, oil and gas lines the ÒÌÊ produces a wide range of longitudinally and spirally welded pipes of large diameter compliant with Russian and international standards GOST, TU and API.
The large diameter pipes manufactured by Volzhsky Pipe Plant (VTZ) and Seversky Tube Works (STZ) (under the SP TMK-CPW). VTZ has a longitudinal mill of the Swiss company Haeusler, producing pipes 508-1422 mm in diameter made from sheet steel, as well as spiral line producing pipes 530-1420 mm in diameter made from steel coils.
STZ is equipped with Corinth Pipe Works mill that allows producing pipes 508 mm and 530 mm in diameter.
LARGE DIAMETER PIPES PRODUCTION
The convenient geographical position of Volzhsky Pipe Plant - availability of railway lines and motor road, proximity to the sea and river routes - enables the plant to make deliveries to the customer accurately and on time. The advantage of the geographical position of Seversky Tube Works is its proximity to the oil and gas provinces Khanty-Mansiisk autonomous okrug ,Yamalo-Nenets autonomous okrug and Siberia.
CORINTH PIPE WORKS MILL ALLOWS PRODUCING PIPES 508 MM AND 530 MM IN DIAMETER
Company Presentation
8 9
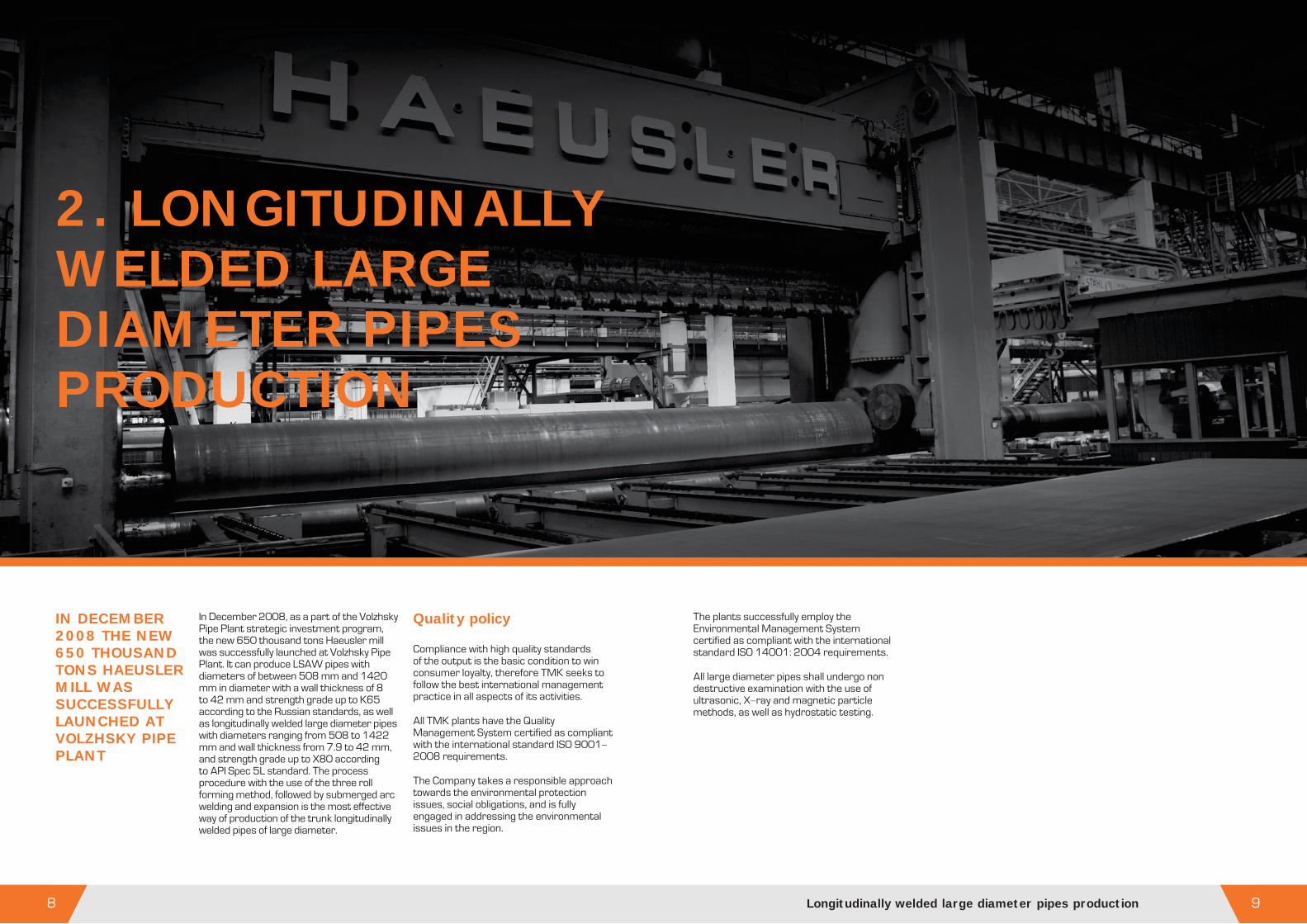
In December 2008, as a part of the Volzhsky Pipe Plant strategic investment program, the new 650 thousand tons Haeusler mill was successfully launched at Volzhsky Pipe Plant. It can produce LSAW pipes with diameters of between 508 mm and 1420 mm in diameter with a wall thickness of 8 to 42 mm and strength grade up to K65 according to the Russian standards, as well as longitudinally welded large diameter pipes with diameters ranging from 508 to 1422 mm and wall thickness from 7.9 to 42 mm, and strength grade up to X80 according to API Spec 5L standard. The process procedure with the use of the three roll forming method, followed by submerged arc welding and expansion is the most effective way of production of the trunk longitudinally welded pipes of large diameter.
Quality policy
Compliance with high quality standards of the output is the basic condition to win consumer loyalty, therefore ÒÌÊ seeks to follow the best international management practice in all aspects of its activities.
All TMK plants have the Quality Management System certified as compliant with the international standard ISO 9001-2008 requirements.
The Company takes a responsible approach towards the environmental protection issues, social obligations, and is fully engaged in addressing the environmental issues in the region.
2. LONGITUDINALLY WELDED LARGE DIAMETER PIPES PRODUCTION
The plants successfully employ the Environmental Management System certified as compliant with the international standard ISO 14001: 2004 requirements.
All large diameter pipes shall undergo non destructive examination with the use of ultrasonic, X-ray and magnetic particle methods, as well as hydrostatic testing.
Longitudinally welded large diameter pipes production
IN DECEMBER 2008 THE NEW 650 THOUSAND TONS HAEUSLER MILL WAS SUCCESSFULLY LAUNCHED AT VOLZHSKY PIPE PLANT

10 11
2.1 Standards table of the longitudinally welded large diameter pipes
Normative and technical documentation Pipe sizes Steel grade/ strength grade
outside diameter, mm
wall thickness, mm
GOST R 52079-2003Welded steel pipes for the trunk gas pipeline, oil pipelines and oil-products pipelines
530-1420 8,0-42,0 Ê34, Ê38, Ê42, Ê48, Ê50, Ê52, Ê54, Ê55, Ê56, Ê60
GOST 20295-85Welded steel pipes for the trunk gas and oil pipelines
530-1420 8,0-42,0 3Ñï (Ê34), ñò20 (Ê42), Ê38, low-alloyed (Ê50, Ê52, Ê54, ê55, Ê56, Ê60)
GOST 10704-91/10706-76Longitudinally electric-welded steel pipes. Schedule
530-1420 8,0-32,0 Ñò2êï (Ê33), Ñò2ïñ, Ñò2ñï (Ê34), Ñò3êï (Ê37), Ñò3ïñ, Ñò3ñï (Ê38), low-alloyed (Ê45)
TU 14-156-77-2008 Longitudinally electric-welded steel pipes 530-1420 mm in diameter for the trunk gas pipelines under operating pressure up to 9.8 MPa included
530-1420 8,0-32,0 Ê52, Ê54, Ê55, Ê56, Ê60, Õ56, Õ60, Õ65, Õ70
TU 14-156-78-2008 Longitudinally electric-welded steel pipes 530-1420 mm in diameter grade Ê60, for the trunk gas pipelines under operating pressure of 11,8 MPa
530-1420 9,9-37,9 Ê60
TU 14-156-82-2009 Longitudinally electric-welded steel pipes 1420 mm in diameter grade Ê65, for the trunk gas pipelines under operating pressure of 11,8 MPa
1420 23,0; 27,7 Ê65
TU 14-156-85-2009Longitudinally electric-welded steel line pipes 530-1420 mm in diameter with increased corrosion resistance and cold resistance made of steel 20 KCH for fields of Surgutneftegas OJSC
530-1220 8,0-25,0 Ê52
API Spec 5L Pipes for pipelines. Specifications 508-1422 7,9-42,0 L290 or Õ42 - L555 or Õ80
ISO 3183:2012 Steel pipes for pipeline transportation systems
508-1422 7,9-42,0 L290 or Õ42 - L555 or Õ80
TU 14-156-88-2011 Longitudinally electric-welded steel pipes with H2S trim designed for the construction and repair of gas pipelines within the territory of Central Asia
530-1020 10,0-30,0 Ê48, Ê50, Ê52, Õ42, Õ46, Õ52
TU 14-3Ð-122-2012Longitudinally electric-welded steel pipes 530-1220 mm in diameter grade K60 with external anti-corrosion coating for the trunk oil and gas pipelines under operating pressure up to 9,8MPa with operating temperature up to minus 60°C.
530-1220 8,0-16,0 Ê52-Ê60
TU 1303-006.2-593377520-2003Longitudinally electric-welded steel line pipes with increased field reliability, corrosion- and cold-resistance produced by automatic submerged arc welding and designed for the construction of TNK OJSC fields
530-1220 8,0-25,0 09ÃÑÔ, 20Ô
TU 14-156-87-2010Longitudinally electric-welded steel line pipes with increased field reliability, corrosion- and cold-resistance produced by automatic submerged arc welding and designed for the construction of NK Rosneft fields
530-1220 8,0-25,0 Õ52, Õ56, Õ60, Ê48, Ê52, Ê56
TU 1381-006-53570464-2011Longitudinally electric-welded pipes of common and cold-resistant version with increased field reliability for the trunk oil pipelines
530-1220 8,0-35,0 Ê50, Ê52, Ê54, Ê55, Ê56, Ê60
DIN EN 10208-1 Steel pipes for combustible medium. Part 1: À Schedule pipes
508-1422 7,9-42,0 L210GA-L300GA
DNV-OS-F101 Offshore standard. Submarine Pipeline Systems
508-1422 8,0-42,0 250-485 F, D
TU 14–156–92–2012Steel longitudinal welded pipes for subsea pipelines
559-711 15,0-25,4 ÐÑÒ36W, ÐÑÒ40W, ÐÑÒ420W (Ê52, Ê54, Ê55, Ê56, Õ52, Õ60, Õ65)
ÒU 14–156–98–2013Steel longitudinal welded pipes, K60 steel grade, for the linear segment of gas trunk lines and compressor station pipelines with operating pressure 11.8Mpa
530-1220 14,2-33,0 Ê60
ÒU 14-156-103-2014Steel ERW pipes, diameter (530–1420) mm, with improved weldability and cold resistance for building structures
530-1420 8,0-40,0 Ñ345, Ñ375, Ñ390, Ñ440
ÒU 1381–011–53570464–2012Steel ERW pipes for manufacturing of protective cases (enclosures)
530-1420 15,2-32,0 Ê34, Ê38, Ê42, Ê48, Ê50, Ê52, Ê54, Ê55
Normative and technical documentation Pipe sizes Steel grade/ strength grade
outside diameter, mm
wall thickness, mm
Longitudinally welded large diameter pipes production

12 13
2.2 Longitudinally welded large diameter pipes size standard as per GOST and TU
Outside diameter, mm
Wall thickness, mm
6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42
530
630
720
820
1020
1220
1420
Outside diameter, mm
Wall thickness, mm
6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42
530
630
720
820
1020
1220
1420
Outside diameter, mm Wall thickness, mm
530 9,9 11,8 14,2
720 13,4 16,1 19,3
1020 18,9 22,7 27,3
1220 22,7 27,2 32,6
1420 26,4 31,6 37,9
Dimensional range of longitudinally welded large diameter pipes as per GOST 20295-85, TU 1381-006-53570464-2011 and TU 14-156-85-2009
GOST 20295-85, strength grades: Ê34–Ê60
TU 1381-006-53570464-2011
Dimensional range of longitudinally welded large diameter pipes as per GOST R 52079-2003, GOST 10704-91, TU 14-156-77-2008 and TU 14-156-82-2008
GOST R 52079-2003 and GOST 10704-911, strength grades: as per GOST R 52079 — Ê34–Ê60; as per GOST 10704 — Ñò2êï, Ñò3êï, Ñò2ïñ, Ñò3ïñ, Ñò2ñï, Ñò3ñï
Dimensional range of longitudinally welded large diameter pipes according to TU 14-156-78-20083
1 as per GOST 10704-91 920 mm outside diameter pipes with wall thickness of 8-20 mm can be produced. 2 exact wall thickness 23 and 27.7 mm. 3 at the customer’s request the production of pipes with another wall thickness within the range specified for each diameter is permissible
Longitudinally welded large diameter pipes production
ÒU 14-156-85-2009, strength group Ê52 (also according to this TU pipes 1067 mm in diameter and wall thickness of 10 to 25 mm are produced); ÒU 14-156-87-2010; ÒU 1303-006.2-593377520-2003
TU 14-156-82-20082 strength grade: Ê65
TU 14-156-77-2008 strength grades: Ê52–Ê60; Õ56–Õ70
14 15
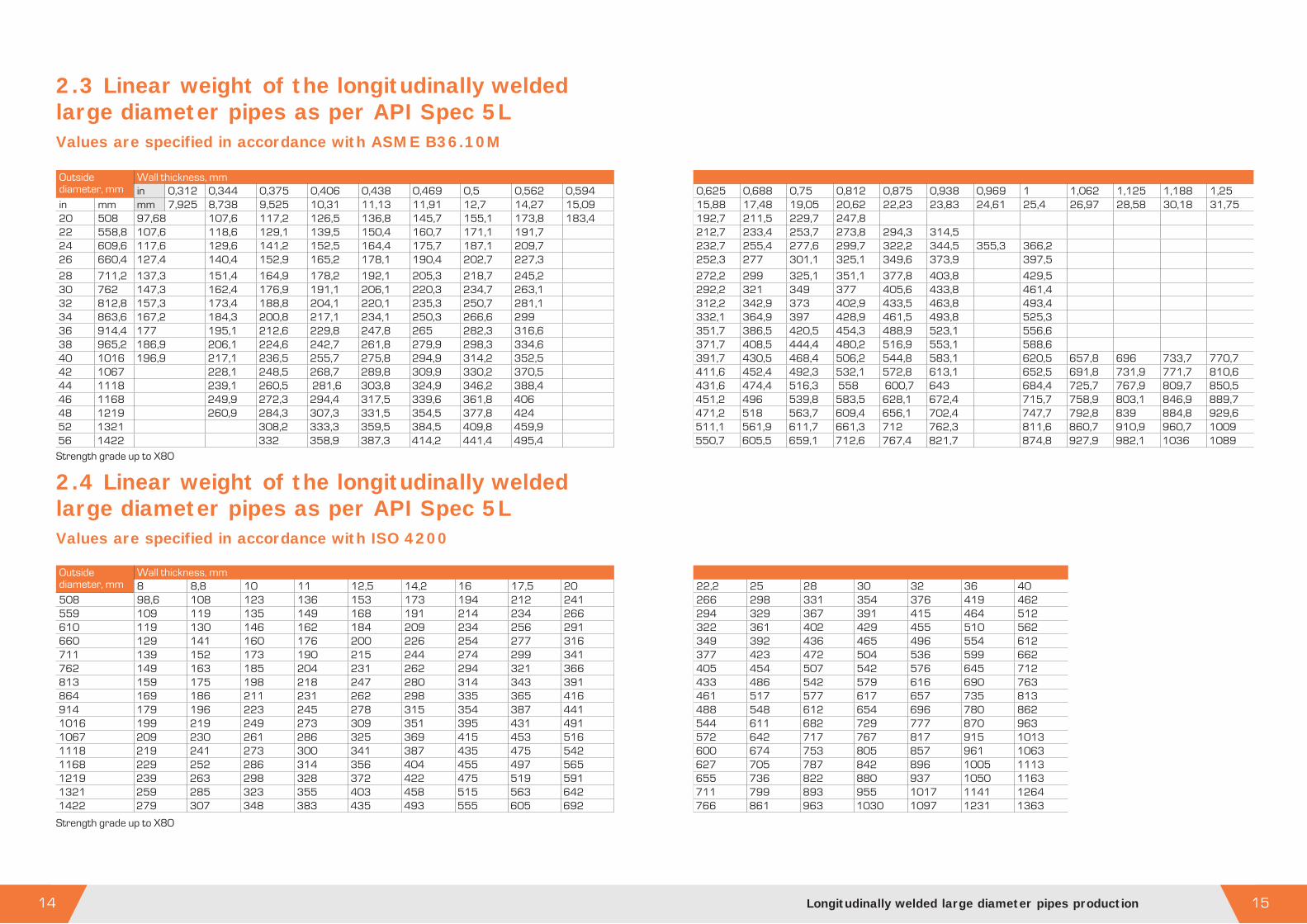
2.3 Linear weight of the longitudinally welded large diameter pipes as per API Spec 5L Values are specified in accordance with ASME B36.10M
Strength grade up to Õ80
Strength grade up to Õ80
Outside diameter, mm
Wall thickness, mmin 0,312 0,344 0,375 0,406 0,438 0,469 0,5 0,562 0,594 0,625 0,688 0,75 0,812 0,875 0,938 0,969 1 1,062 1,125 1,188 1,25
in mm mm 7,925 8,738 9,525 10,31 11,13 11,91 12,7 14,27 15,09 15,88 17,48 19,05 20,62 22,23 23,83 24,61 25,4 26,97 28,58 30,18 31,7520 508 97,68 107,6 117,2 126,5 136,8 145,7 155,1 173,8 183,4 192,7 211,5 229,7 247,822 558,8 107,6 118,6 129,1 139,5 150,4 160,7 171,1 191,7 212,7 233,4 253,7 273,8 294,3 314,524 609,6 117,6 129,6 141,2 152,5 164,4 175,7 187,1 209,7 232,7 255,4 277,6 299,7 322,2 344,5 355,3 366,226 660,4 127,4 140,4 152,9 165,2 178,1 190,4 202,7 227,3 252,3 277 301,1 325,1 349,6 373,9 397,5
28 711,2 137,3 151,4 164,9 178,2 192,1 205,3 218,7 245,2 272,2 299 325,1 351,1 377,8 403,8 429,530 762 147,3 162,4 176,9 191,1 206,1 220,3 234,7 263,1 292,2 321 349 377 405,6 433,8 461,432 812,8 157,3 173,4 188,8 204,1 220,1 235,3 250,7 281,1 312,2 342,9 373 402,9 433,5 463,8 493,434 863,6 167,2 184,3 200,8 217,1 234,1 250,3 266,6 299 332,1 364,9 397 428,9 461,5 493,8 525,336 914,4 177 195,1 212,6 229,8 247,8 265 282,3 316,6 351,7 386,5 420,5 454,3 488,9 523,1 556,638 965,2 186,9 206,1 224,6 242,7 261,8 279,9 298,3 334,6 371,7 408,5 444,4 480,2 516,9 553,1 588,640 1016 196,9 217,1 236,5 255,7 275,8 294,9 314,2 352,5 391,7 430,5 468,4 506,2 544,8 583,1 620,5 657,8 696 733,7 770,742 1067 228,1 248,5 268,7 289,8 309,9 330,2 370,5 411,6 452,4 492,3 532,1 572,8 613,1 652,5 691,8 731,9 771,7 810,644 1118 239,1 260,5 281,6 303,8 324,9 346,2 388,4 431,6 474,4 516,3 558 600,7 643 684,4 725,7 767,9 809,7 850,546 1168 249,9 272,3 294,4 317,5 339,6 361,8 406 451,2 496 539,8 583,5 628,1 672,4 715,7 758,9 803,1 846,9 889,748 1219 260,9 284,3 307,3 331,5 354,5 377,8 424 471,2 518 563,7 609,4 656,1 702,4 747,7 792,8 839 884,8 929,652 1321 308,2 333,3 359,5 384,5 409,8 459,9 511,1 561,9 611,7 661,3 712 762,3 811,6 860,7 910,9 960,7 100956 1422 332 358,9 387,3 414,2 441,4 495,4 550,7 605,5 659,1 712,6 767,4 821,7 874,8 927,9 982,1 1036 1089
Longitudinally welded large diameter pipes production
2.4 Linear weight of the longitudinally welded large diameter pipes as per API Spec 5L Values are specified in accordance with ISO 4200
Outside diameter, mm
Wall thickness, mm8 8,8 10 11 12,5 14,2 16 17,5 20 22,2 25 28 30 32 36 40
508 98,6 108 123 136 153 173 194 212 241 266 298 331 354 376 419 462559 109 119 135 149 168 191 214 234 266 294 329 367 391 415 464 512610 119 130 146 162 184 209 234 256 291 322 361 402 429 455 510 562660 129 141 160 176 200 226 254 277 316 349 392 436 465 496 554 612711 139 152 173 190 215 244 274 299 341 377 423 472 504 536 599 662762 149 163 185 204 231 262 294 321 366 405 454 507 542 576 645 712813 159 175 198 218 247 280 314 343 391 433 486 542 579 616 690 763864 169 186 211 231 262 298 335 365 416 461 517 577 617 657 735 813914 179 196 223 245 278 315 354 387 441 488 548 612 654 696 780 8621016 199 219 249 273 309 351 395 431 491 544 611 682 729 777 870 9631067 209 230 261 286 325 369 415 453 516 572 642 717 767 817 915 10131118 219 241 273 300 341 387 435 475 542 600 674 753 805 857 961 10631168 229 252 286 314 356 404 455 497 565 627 705 787 842 896 1005 11131219 239 263 298 328 372 422 475 519 591 655 736 822 880 937 1050 11631321 259 285 323 355 403 458 515 563 642 711 799 893 955 1017 1141 12641422 279 307 348 383 435 493 555 605 692 766 861 963 1030 1097 1231 1363

16 17
2.5 Mechanical properties of steel
Normative document title Pipe sizes Steel grade, strength grade
Ultimate tensile strength
Yield strength Elongation Impact strength KCU
Impact strength KCV
Shear area at fracture
Bending angle
outside diameter
wall thickness
MPa MPa % J/cm2 J/cm2 % °degr.
mm mm no less than
GOST 10704-91, GOST 10706-76 Longitudinally electric-welded steel pipes. Specifications
530-1420
8,0-42,0 Ñò2êï, Ñò2ïñ, Ñò2ñï, Ñò3êï, Ñò3ïñ, Ñò3ñï, low-alloy steel (Ñý « 0,48%)
322-440 215-265 18-22 29-59 (+20°Ñ) 15-20 (-20°Ñ) 24 (-40°Ñ)
180
GOST 20295-85 Welded steel pipes for the trunk gas and oil pipelines
530-1420
8,0-34,0 3ñï(Ê34), ñò20(Ê42) low-alloy (Ê50, Ê52, Ê55, Ê60)
333-588 206-412 24-16 29,4 (-40°Ñ) 180
GOST R 52079-2003 Welded steel pipes for the trunk gas pipeline, oil pipelines and oil-products pipelines
530-1420
8,0-42,0 Ê34, Ê38, Ê42, Ê48, Ê50, Ê52, Ê54, Ê55, Ê56, Ê60
335-590 205-460 24-20 34,3-49,0* 24,5-107,8* 50-85* 180
TU 14-156-77-2008 Longitudinally electric-welded steel pipes 530-1420 mm in diameter for the trunk gas pipelines under operating pressure up to 9.8 MPa included
530-1420
8,0-32,0 Ê52, Ê54, Ê55, Ê56, Ê60, Õ56, Õ60, Õ65, Õ70
510-590;490-565
360-480;386-483
20 34,3-58,8 at -60°Ñ
39,2-107,8 at -20°Ñ
50-85 at -20°Ñ 180
TU 14-156-78-2008 Longitudinally electric-welded steel pipes 530-1420 mm in diameter grade Ê60, for the trunk gas pipelines under operating pressure of 11,8 MPa
530-1420
9,9-37,9 Ê60 590 485 20 100-170 at -20°Ñ
85 at -20°Ñ 180
ÒU 14-156-82-2009 Longitudinally electric-welded steel pipes 1420 mm in diameter grade Ê65, for the trunk gas pipelines under operating pressure of 11,8 MPa
1420 23,027,7
Ê65 640 555 18 250 at -40°Ñ 85 at -20°Ñ 180
TU 14-156-85-2009 Longitudinally electric-welded steel line pipes 530-1420 mm in diameter with increased corrosion resistance and cold resistance made of steel 20 KCH for fields of Surgutneftegas OJSC
530-1220
8,0-25,0 Ê52 510-628 355 20 39,2 at -60°Ñ 39,2 at -20°Ñ 50 at -20°Ñ 120
TU 1381-006-53570464-2011 Longitudinally electric-welded pipes of common and cold-resistant version with increased field reliability for the main oil pipelines
530-1220
8,0-35,0 Ê50, Ê52, Ê54, Ê55, Ê56, Ê60
490-590 345-460 20 44-74 at -60°Ñ 49-88 at -5° or -20°Ñ
60 at « 1067mm 80 at > 1067mm at -5° or -20°Ñ
180
TU 14-156-87-2010 Longitudinally electric-welded steel line pipes with increased field reliability, corrosion- and cold-resistance produced by automatic submerged arc welding and designed for the construction of NK Rosneft fields
530-1220
8,0-25,0 Ê48, Ê52, Ê56 Õ52, Õ56, Õ60
460-760 315-565 20 34,3-39,2 at -60°Ñ
59 at -20°Ñ 55 at -20°Ñ 180
TU 1303-006.2-593377520-2003 Longitudinally electric-welded steel line pipes with increased field reliability, corrosion- and cold-resistance produced by automatic submerged arc welding and designed for the construction of TNK OJSC fields
530-1220
8,0-25,0 09ÃÑÔ, 20Ô Ê48, Ê50, Ê52 Ê54, Ê56
470-549 338-539 20 - 59 at -50°Ñ 50 at -50°Ñ 180
TU 14-156-88-2011 Longitudinally electric-welded steel pipes with H2S trim designed for the construction and repair of gas pipelines within the territory of Central Asia
530-1020
10,0-30,0
Ê48, Ê50, Ê52 Õ42, Õ46, Õ52
470- 510 265-359 20 49 at -60°Ñ 49 at -20°Ñ 60 at -20°Ñ 180
TU 14-3Ð-122-2012 Longitudinally electric-welded steel pipes 530-1220 mm in diameter grade K60 with external anti-corrosion coating for the trunk oil and gas pipelines under operating pressure up to 9,8MPa with operating temperature up to minus 60°C.
530-1220
8,0-16,0 Ê52-Ê60 510-710 360-480 20 49-54 at -60°Ñ 49-69 at -60°Ñ 50-60 at -60°Ñ 180
ANSI/API Spec 5L/ISO 3183:2007 Pipes for pipelines. Specifications
508-1422
7,9-42,0 Õ42-Õ70 485- 570 290-485 in acc. with the specification
in acc. with the specification
in acc. with the specification
in acc. with the specification
120
Longitudinally welded large diameter pipes production
no less than

18 1918 19
2.6 Production process of longitudinally welded pipes from plate
#$Longitudinally welded large diameter pipes production18 19Longitudinally welded large diameter pipes production
Plate set 1 Plate edge milling
Skelping
2
3
Tack welding
Edges bending4
5 Runoff tab welding
Inside welding
6
7 Outside welding
Flush finish at the ends and at the segment of technological strips
8
9
Preliminary visual inspection Ultrasonic examination10 11
X-ray examination Expansion12 13
Pipe end processing Hydrostatic testing14 15
Ultrasonic Inspection X-ray analysis16 17
Magnetic-particle inspection Marking, weighing18 19
20
2.6 Production process of longitudinally welded pipes from plate
Storage

20 21
The spirally welded large diameter pipes production facilities include 4 mills, producing pipes 530-1420 mm diameter made of coil steel with wall thickness of 6-16 mm.
Spirally welded large diameter pipes have been designed for the construction of trunk oil and gas pipelines, infield, general-purpose pipelines, heat network and nuclear power plants pipelines. The spiral large diameter pipes are also used for the cold bending curves (CBC), shells (pipe in pipe), high and low pressure conduits, tongued-and-grooved cost protection structures.
They are produced by submerged arc welding.
The application of improving volume heat treatment (quenching + tempering) allows producing pipes with strength grade up to K65 as per GOST and X80 standard API. After heat treatment the base metal, weld metal, heat affected zone of welding become homogeneous in structure. At the same time, the differences in the mechanical properties of the pipe structural elements are eliminated, the simultaneous increase in strength and metal viscoplastic response takes place.
Spirally welded large diameter pipes production
3. SPIRALLY WELDED LARGE DIAMETER PIPES PRODUCTION
The spirally welded large diameter pipes undergo hydrostatic tests and the full cycle of non-destructive testing, including:
ultrasonic testing of the skelp for lamination; ultrasonic and X-Ray-TV testing of the weld seam; chamfer and pipe ends ultrasonic testing.
The use of spirally welded pipes reduces the losses through pipelines destruction, since the spiral weld prevents the spread of the longitudinal main cracks in the pipelines (the most hazardous destruction). The spirally welded pipes have the increased bending, tensile and compressive strength.
PRODUCING PIPES 530-1420 MM DIAMETER MADE OF COIL STEEL WITH WALL THICKNESS OF 6-16 MM

22 23
3.1 Standards table of the spirally welded large diameter pipes
Spirally welded large diameter pipes production
Normative and technical documentation title Pipes sizes, mm Steel grade, strength grade
outside diameter
wall thickness
OIL AND GAS SUPPLY PIPES
GOST 20295-85 Welded steel pipes for the trunk gas and oil pipelines TC 502-11
530-1420
6-16 Ê34, Ê38, Ê42, Ê50, Ê52, Ê54, Ê55, Ê56, Ê60
API Spec 5L Pipes for pipelines. Technical specifications
610-1422
6,4-14,3 A, B, X42-X70
ISO 3183:2012Steel pipes for pipeline distribution systems
610-1422
6.4-14.3 À, Â, Õ42–Õ70 (L210, L245, L290 – L485)
TU 14-3-1976-99 Spirally electric-welded steel pipes with external corrosion-resistant coating for use at a pressure up to 7,4 MPa (75 kgf/cm2)
530-1220
7-16 17Ã1Ñ, 17Ã1Ñ-Ó, 13ÃÑ, 13ÃÑ-Ó, 10Ã2ÔÁ and other low-alloy Ê56, Ê60
TU 14-156-86-2009 Spirally electric-welded steel pipes 530-1420 mm in diameter for low pressure pipelines and building structures
530-1420
7-16 Ñò.0, Ñò2ñï
CONVENTIONAL PIPES
GOST 8696-74 Conventional spirally electric-welded steel pipes
530-1420
6-16 Ñò.2ñï (Ê34), Ñò.3ñï (Ê38), 20 (Ê42), low-alloy Ê45, Ê50, Ê52, Ê55,
TU 14-156-103-2014Steel ERW pipes, diameter (530–1420) mm, with improved weldability and cold resistance for building structures
530-1420
6.0-16.0 Ñ345, Ñ375, Ñ390, Ñ440
TU 1381–011–53570464–2012Steel ERW pipes for manufacturing of protective cases (enclosures)
1020-1420
15.2-16.0
Ê34, Ê38, Ê42, Ê48, Ê50, Ê52, Ê54, Ê55
PIPES FOR HEAT SUPPLY NETWORK
TU 14-3-954-2001 Spirally electric-welded steel pipes 530-1420 mm in diameter for heat supply network pipelines
530-1420
6-16 Ñò.3ñï5 (Ê40), 20 (Ê42), 17Ã1Ñ, 17Ã1Ñ-Ó, 17ÃÑ (Ê52, Ê60)
TU 14-3Ð-69-2003 Spirally electric-welded steel pipes with increased resistance against localized corrosion for heat supply network pipelines
530-1020
6-12 Ñò.3ñï5, 20, 17Ã1Ñ, 17Ã1Ñ-Ó (Ê42, Ê50, Ê52, Ê60)
Normative document title Pipes sizes, mm Steel grade, strength grade
outside diameter
wall thickness
OIL AND GAS SUPPLY PIPES
TU 14-156-90-2010 Spirally electric-welded steel oil and gas pipes with increased field reliability, corrosion- and cold-resistance designed for the construction of NK Rosneft fields
530-1220
8,0-16,0 Ê48, Ê52, Ê56 Õ52, Õ56, Õ60
GOST R 52079-2003 Welded steel pipes for the trunk gas pipeline, oil pipelines and oil-products pipelines. Specifications
530-1420
7-16 Ê34, Ê38, Ê42, Ê48, Ê50, Ê52, Ê54, Ê56, Ê60
DIN EN 10208-2 Steel pipelines for combustible materials. Technical delivery conditions
610-1422
6,4-14,3 L245MB, L290MB, L450MB, L485MB, L550MB
TU 14-3-1970-97 Spirally electric-welded steel pipes with increased corrosion and cold resistance made of quality carbon steel grade 20
530-1220
8-16 20, 20Ô, Ê48, Ê52
TU 14-3-1973-98 Spirally electric-welded steel pipes made of low-alloy steel with external corrosion resistant coating for the construction of trunk oil pipelines
530-1220
7-15 20, 17Ã1Ñ, 10Ã2ÔÁ, Ê52, Ê56, Ê60, Õ70
TU 1381-158-00147016-01 Spirally electric-welded steel pipes subjected to bulk heat treatment, designed for the construction of field pipelines for service in highly corrosive environments
530-1220
7-12 20 (Ê48), 09ÃÔÑ (Ê52)
TU 1303-006.4-593377520-2003 Spirally electric-welded steel line pipes with increased field reliability, designed for the construction of TNK OJSC fields
530-820 7-12 20Ô, 09Ã2ÔÑ, Ê48, Ê50, Ê52
PIPES FOR NUCLEAR POWER PLANTS
TU 13.03-011-00212179-2003 Spirally electric-welded steel pipes made of carbon steel grade 20 for nuclear power plants piping
530-1420
8-14 20

Coils straightening, coil ends trim Coil welding in a continuous strip
Strip edge trimming Ultrasonic inspection of the strip in full width
Automatic ultrasonic weld inspection
Pipes plasma cutting to specified length
Heating for quenching
Pipe welding (inside and outside seams welding)
Quenching in the air-water sprayer
Cooling in the air-water sprayer Pipe and processing
Hydrostatic testing Seams ends X-ray test
Ultrasonic inspection of spiral andtransverse welds, pipe ends and chamfer
Tempering
1 2
3 4
5 6
7 8
9 10
11 12
13 14
15 16Measurement of geometrical parameters, marking, storage
24 25Spirally welded large diameter pipes production
3.2 Production process of pipes from coils
26 27
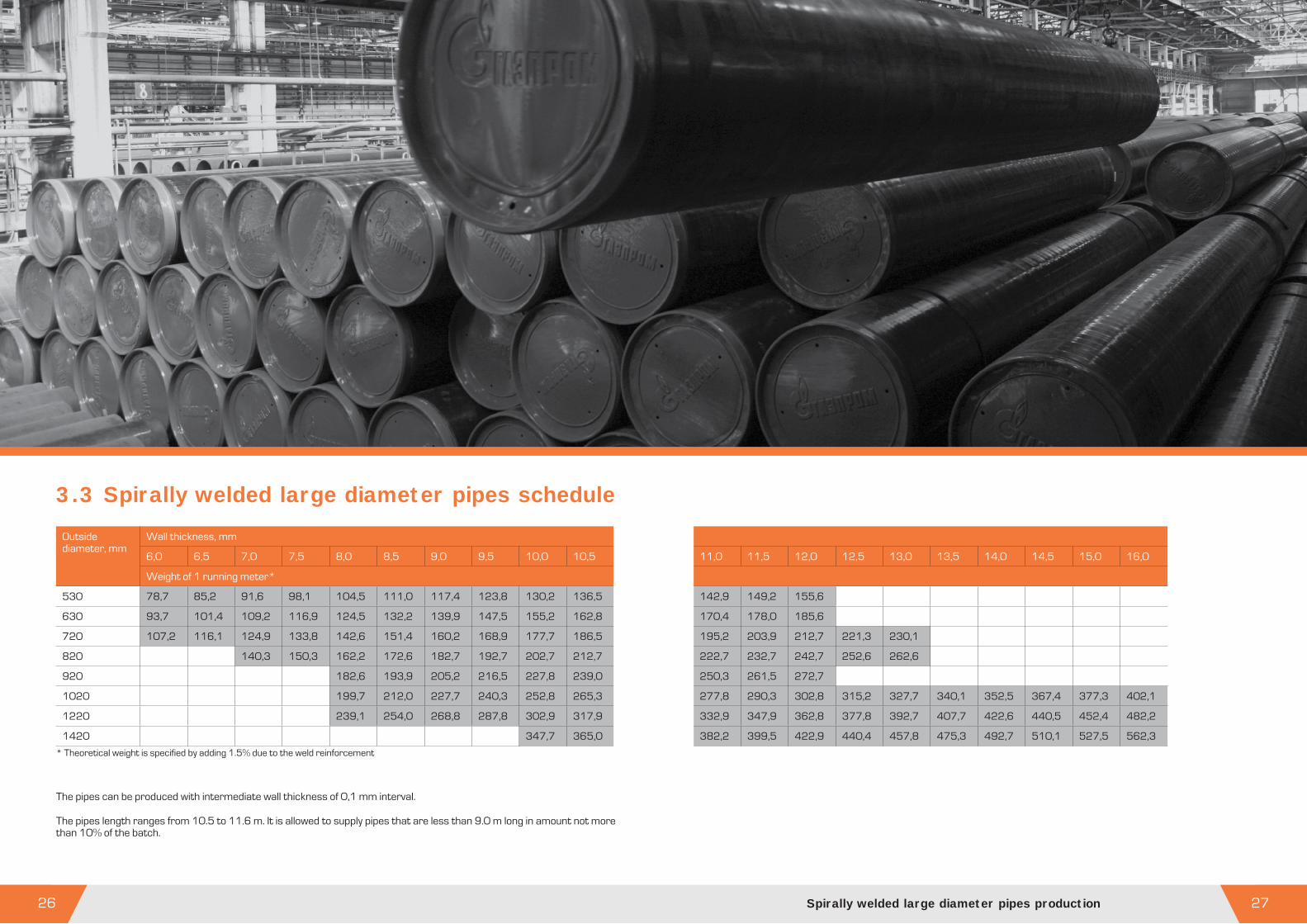
3.3 Spirally welded large diameter pipes schedule
* Theoretical weight is specified by adding 1.5% due to the weld reinforcement
The pipes can be produced with intermediate wall thickness of 0,1 mm interval.
The pipes length ranges from 10.5 to 11.6 m. It is allowed to supply pipes that are less than 9.0 m long in amount not more than 10% of the batch.
Outside diameter, mm
Wall thickness, mm
6,0 6,5 7,0 7,5 8,0 8,5 9,0 9,5 10,0 10,5 11,0 11,5 12,0 12,5 13,0 13,5 14,0 14,5 15,0 16,0
Weight of 1 running meter*
530 78,7 85,2 91,6 98,1 104,5 111,0 117,4 123,8 130,2 136,5 142,9 149,2 155,6
630 93,7 101,4 109,2 116,9 124,5 132,2 139,9 147,5 155,2 162,8 170,4 178,0 185,6
720 107,2 116,1 124,9 133,8 142,6 151,4 160,2 168,9 177,7 186,5 195,2 203,9 212,7 221,3 230,1
820 140,3 150,3 162,2 172,6 182,7 192,7 202,7 212,7 222,7 232,7 242,7 252,6 262,6
920 182,6 193,9 205,2 216,5 227,8 239,0 250,3 261,5 272,7
1020 199,7 212,0 227,7 240,3 252,8 265,3 277,8 290,3 302,8 315,2 327,7 340,1 352,5 367,4 377,3 402,1
1220 239,1 254,0 268,8 287,8 302,9 317,9 332,9 347,9 362,8 377,8 392,7 407,7 422,6 440,5 452,4 482,2
1420 347,7 365,0 382,2 399,5 422,9 440,4 457,8 475,3 492,7 510,1 527,5 562,3
Spirally welded large diameter pipes production
28 29
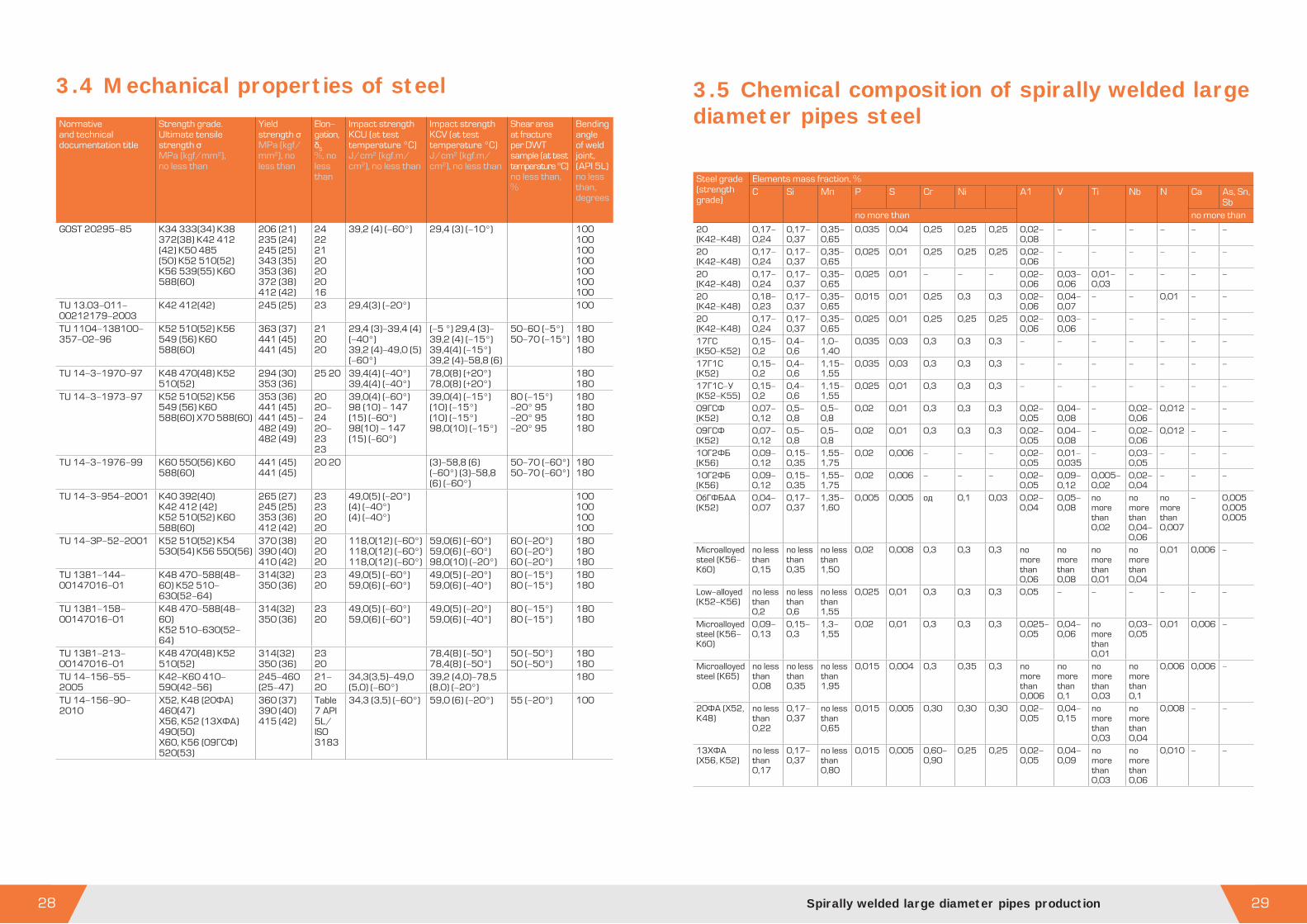
3.4 Mechanical properties of steel 3.5 Chemical composition of spirally welded large diameter pipes steel Normative
and technical documentation title
Strength grade. Ultimate tensile strength MPa (kgf/mm2), no less than
Yield strength MPa (kgf/mm2), no less than
Elon-gation,
5
%, no less than
Impact strength KCU (at test temperature °Ñ) J/cm2 (kgf.m/cm2), no less than
Impact strength KCV (at test temperature °Ñ) J/cm2 (kgf.m/cm2), no less than
Shear area at fracture per DWT sample (at test temperature °Ñ) no less than, %
Bending angle of weld joint, (API 5L) no less than, degrees
GOST 20295-85 Ê34 333(34) Ê38 372(38) Ê42 412 (42) Ê50 485 (50) Ê52 510(52) Ê56 539(55) Ê60 588(60)
206 (21) 235 (24) 245 (25) 343 (35) 353 (36) 372 (38) 412 (42)
24 22 21 20 20 20 16
39,2 (4) (-60°) 29,4 (3) (-10°) 100 100 100 100 100 100 100
TU 13.03-011-00212179-2003
Ê42 412(42) 245 (25) 23 29,4(3) (-20°) 100
TU 1104-138100-357-02-96
Ê52 510(52) Ê56 549 (56) Ê60 588(60)
363 (37) 441 (45) 441 (45)
21 20 20
29,4 (3)-39,4 (4) (-40°) 39,2 (4)-49,0 (5) (-60°)
(-5 °) 29,4 (3)-39,2 (4) (-15°) 39,4(4) (-15°) 39,2 (4)-58,8 (6)
50-60 (-5°) 50-70 (-15°)
180 180 180
TU 14-3-1970-97 Ê48 470(48) Ê52 510(52)
294 (30) 353 (36)
25 20 39,4(4) (-40°) 39,4(4) (-40°)
78,0(8) (+20°) 78,0(8) (+20°)
180 180
TU 14-3-1973-97 Ê52 510(52) Ê56 549 (56) Ê60 588(60) Õ70 588(60)
353 (36) 441 (45) 441 (45) - 482 (49) 482 (49)
20 20-24 20-23 23
39,0(4) (-60°) 98 (10) - 147 (15) (-60°) 98(10) - 147 (15) (-60°)
39,0(4) (-15°) (10) (-15°) (10) (-15°) 98,0(10) (-15°)
80 (-15°) -20° 95 -20° 95 -20° 95
180 180 180 180
TU 14-3-1976-99 Ê60 550(56) Ê60 588(60)
441 (45) 441 (45)
20 20 (3)-58,8 (6) (-60°) (3)-58,8 (6) (-60°)
50-70 (-60°) 50-70 (-60°)
180 180
TU 14-3-954-2001 K40 392(40) Ê42 412 (42) Ê52 510(52) Ê60 588(60)
265 (27) 245 (25) 353 (36) 412 (42)
23 23 20 20
49,0(5) (-20°) (4) (-40°) (4) (-40°)
100 100 100 100
TU 14-ÇÐ-52-2001 Ê52 510(52) Ê54 530(54) Ê56 550(56)
370 (38) 390 (40) 410 (42)
20 20 20
118,0(12) (-60°) 118,0(12) (-60°) 118,0(12) (-60°)
59,0(6) (-60°) 59,0(6) (-60°) 98,0(10) (-20°)
60 (-20°) 60 (-20°) 60 (-20°)
180 180 180
TU 1381-144-00147016-01
Ê48 470-588(48-60) Ê52 510-630(52-64)
314(32) 350 (36)
23 20
49,0(5) (-60°) 59,0(6) (-60°)
49,0(5) (-20°) 59,0(6) (-40°)
80 (-15°) 80 (-15°)
180 180
TU 1381-158-00147016-01
Ê48 470-588(48-60) Ê52 510-630(52-64)
314(32) 350 (36)
23 20
49,0(5) (-60°) 59,0(6) (-60°)
49,0(5) (-20°) 59,0(6) (-40°)
80 (-15°) 80 (-15°)
180 180
TU 1381-213-00147016-01
Ê48 470(48) Ê52 510(52)
314(32) 350 (36)
23 20
78,4(8) (-50°) 78,4(8) (-50°)
50 (-50°) 50 (-50°)
180 180
TU 14-156-55-2005
Ê42-Ê60 410-590(42-56)
245-460 (25-47)
21-20
34,3(3,5)-49,0 (5,0) (-60°)
39,2 (4,0)-78,5 (8,0) (-20°)
180
TU 14-156-90-2010
Õ52, Ê48 (20ÔÀ) 460(47) Õ56, Ê52 (13ÕÔÀ) 490(50) Õ60, Ê56 (09ÃÑÔ) 520(53)
360 (37) 390 (40) 415 (42)
Table 7 API 5L/ISO 3183
34,3 (3,5) (-60°) 59,0 (6) (-20°) 55 (-20°) 100
Steel grade (strength grade)
Elements mass fraction, %
Ñ Si Ìï Ð S Ñã Ni À1 V Ti Nb N Ca As, Sn, Sb
no more than no more than
20 (Ê42-Ê48)
0,17-0,24
0,17-0,37
0,35-0,65
0,035 0,04 0,25 0,25 0,25 0,02-0,08
- - - - - -
20 (Ê42-Ê48)
0,17-0,24
0,17-0,37
0,35-0,65
0,025 0,01 0,25 0,25 0,25 0,02-0,06
- - - - - -
20 (Ê42-Ê48)
0,17-0,24
0,17-0,37
0,35-0,65
0,025 0,01 - - - 0,02-0,06
0,03-0,06
0,01-0,03
- - - -
20 (Ê42-Ê48)
0,18-0,23
0,17-0,37
0,35-0,65
0,015 0,01 0,25 0,3 0,3 0,02-0,06
0,04-0,07
- - 0,01 - -
20 (Ê42-Ê48)
0,17-0,24
0,17-0,37
0,35-0,65
0,025 0,01 0,25 0,25 0,25 0,02-0,06
0,03-0,06
- - - - -
17ÃÑ (Ê50-Ê52)
0,15-0,2
0,4-0,6
1,0-1,40
0,035 0,03 0,3 0,3 0,3 - - - - - - -
17Ã1Ñ (Ê52)
0,15-0,2
0,4-0,6
1,15-1,55
0,035 0,03 0,3 0,3 0,3 - - - - - - -
17Ã1Ñ-Ó (Ê52-Ê55)
0,15-0,2
0,4-0,6
1,15-1,55
0,025 0,01 0,3 0,3 0,3 - - - - - - -
09ÃÑÔ (Ê52)
0,07-0,12
0,5-0,8
0,5-0,8
0,02 0,01 0,3 0,3 0,3 0,02-0,05
0,04-0,08
- 0,02-0,06
0,012 - -
09ÃÑÔ (Ê52)
0,07-0,12
0,5-0,8
0,5-0,8
0,02 0,01 0,3 0,3 0,3 0,02-0,05
0,04-0,08
- 0,02-0,06
0,012 - -
10Ã2ÔÁ (Ê56)
0,09-0,12
0,15-0,35
1,55-1,75
0,02 0,006 - - - 0,02-0,05
0,01-0,035
- 0,03-0,05
- - -
10Ã2ÔÁ (Ê56)
0,09-0,12
0,15-0,35
1,55-1,75
0,02 0,006 - - - 0,02-0,05
0,09-0,12
0,005-0,02
0,02-0,04
- - -
ÎáÃÔÁÀÀ (Ê52)
0,04-0,07
0,17-0,37
1,35-1,60
0,005 0,005 îä 0,1 0,03 0,02-0,04
0,05-0,08
no more than 0,02
no more than 0,04-0,06
no more than 0,007
- 0,005 0,005 0,005
Microalloyed steel (Ê56-ÊáÎ)
no less than 0,15
no less than 0,35
no less than 1,50
0,02 0,008 0,3 0,3 0,3 no more than 0,06
no more than 0,08
no more than 0,01
no more than 0,04
0,01 0,006 -
Low-alloyed (Ê52-Ê56)
no less than 0,2
no less than 0,6
no less than 1,55
0,025 0,01 0,3 0,3 0,3 0,05 - - - - - -
Microalloyed steel (Ê56-ÊáÎ)
0,09-0,13
0,15-0,3
1,3-1,55
0,02 0,01 0,3 0,3 0,3 0,025-0,05
0,04-0,06
no more than 0,01
0,03-0,05
0,01 0,006 -
Microalloyed steel (Ê65)
no less than 0,08
no less than 0,35
no less than 1,95
0,015 0,004 0,3 0,35 0,3 no more than 0,006
no more than 0,1
no more than 0,03
no more than 0,1
0,006 0,006 -
20ÔÀ (Õ52, Ê48)
no less than 0,22
0,17-0,37
no less than 0,65
0,015 0,005 0,30 0,30 0,30 0,02-0,05
0,04-0,15
no more than 0,03
no more than 0,04
0,008 - -
13ÕÔÀ (Õ56, Ê52)
no less than 0,17
0,17-0,37
no less than 0,80
0,015 0,005 0,60-0,90
0,25 0,25 0,02-0,05
0,04-0,09
no more than 0,03
no more than 0,06
0,010 - -
Spirally welded large diameter pipes production
30 31
TMK-CPW CJSC established in January 2007 is a joint venture company of Seversky Tube Works (STZ), a part of the Pipe Metallurgical Company and HUMBEL Limited, a subsidiary of Corinth Pipeworks S.A., the largest pipe manufacturer in Greece. 51% of the joint venture authorized capital is owned by STZ, the remaining 49% by HUMBEL Limited. The joint venture’s products are designed to meet the requirements of oil and gas companies in Russia and the CIS, using longitudinally electric-welded pipes for production and transportation of oil and gas, as well as the growing needs of the construction industry.
4.1 TMK-CPW standards table
Normative and technical documentation Pipes sizes Strength grade
Outside diameter, mm Wall thickness, mm
GOST 20295-85 Welded steel pipes for the trunk gas and oil pipelines. Specifications
530 8,0-11,0 Ê34, Ê38, Ê42, Ê50, Ê52
GOST 10704/10705 Steel electric-welded pipes
530 7,0-13,0 Ñò.2, Ñò.Ç, 10, 20, 22ÃÞ, 09Ã2Ñ, 17Ã1Ñ, 13ÕÔÀ
API 5L Pipes for pipelines. PSL-1 508,0 6,35-12,7 À, Â, Õ42-Õ60
DIN EN 10217-1 Welded steel pipes for pressure purposes.
508,0 6,3-12,5 P195TR1, P235TR1, P265TR1
DIN EN 10219-1 and 10219-2 Cold formed welded structural hollow sections of non-alloy and fine grain steels
508,0 6,0-12,0 S235JRH, S275J0H, S275J2H S355J0H, S355J2H
TMK-CPW
4. TMK-CPW
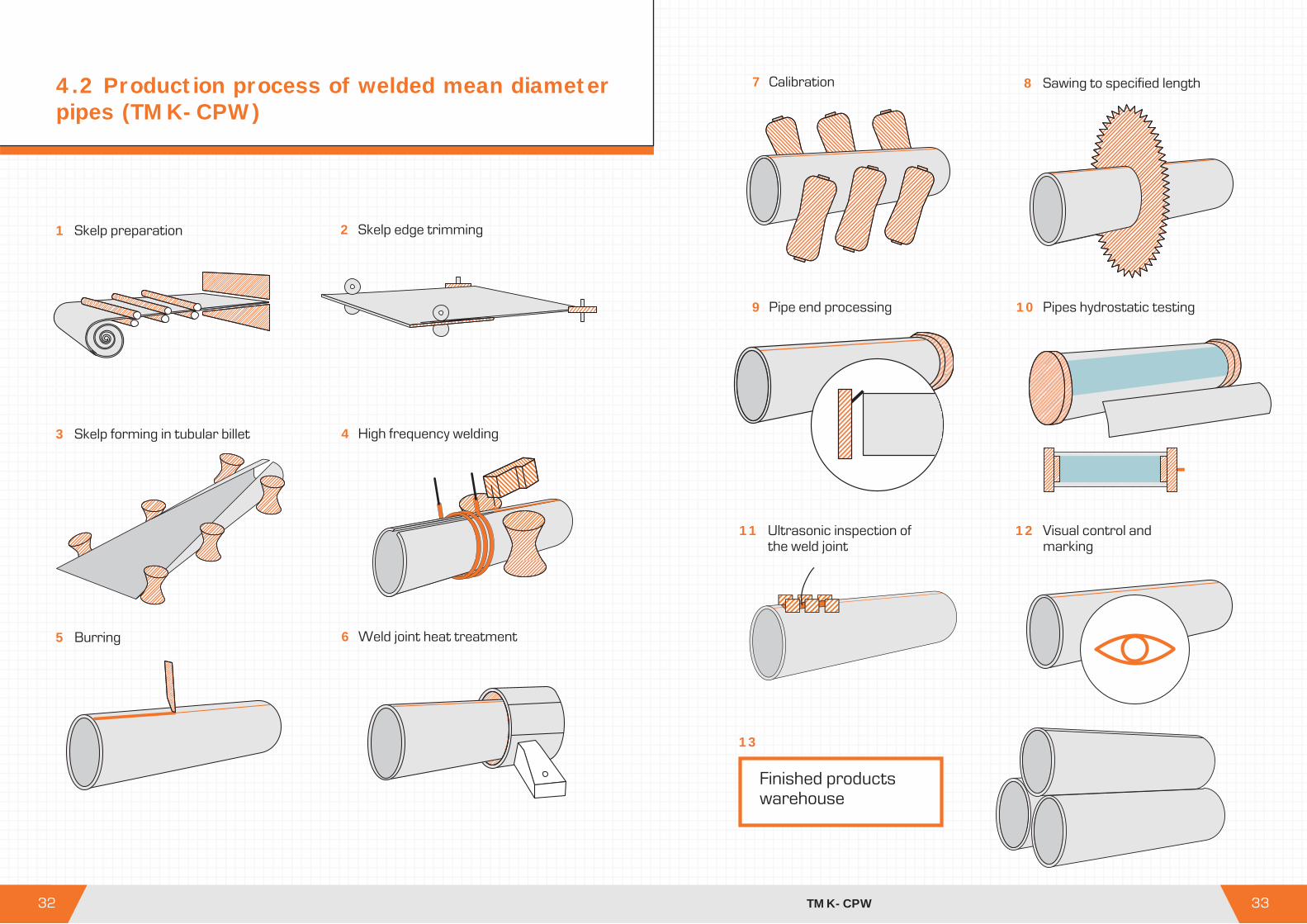
Skelp preparation Skelp edge trimming
Skelp forming in tubular billet High frequency welding
Weld joint heat treatment
Calibration
Burring
Sawing to specified length
Pipes hydrostatic testing
Ultrasonic inspection of the weld joint
Visual control and marking
1 2
3 4
5 6
7 8
10
11 12
13
Finished products warehouse
Pipe end processing 9
32 33TMK-CPW
4.2 Production process of welded mean diameter pipes (TMK-CPW)
34 35
5. EXTERNAL COATINGS OF PIPES
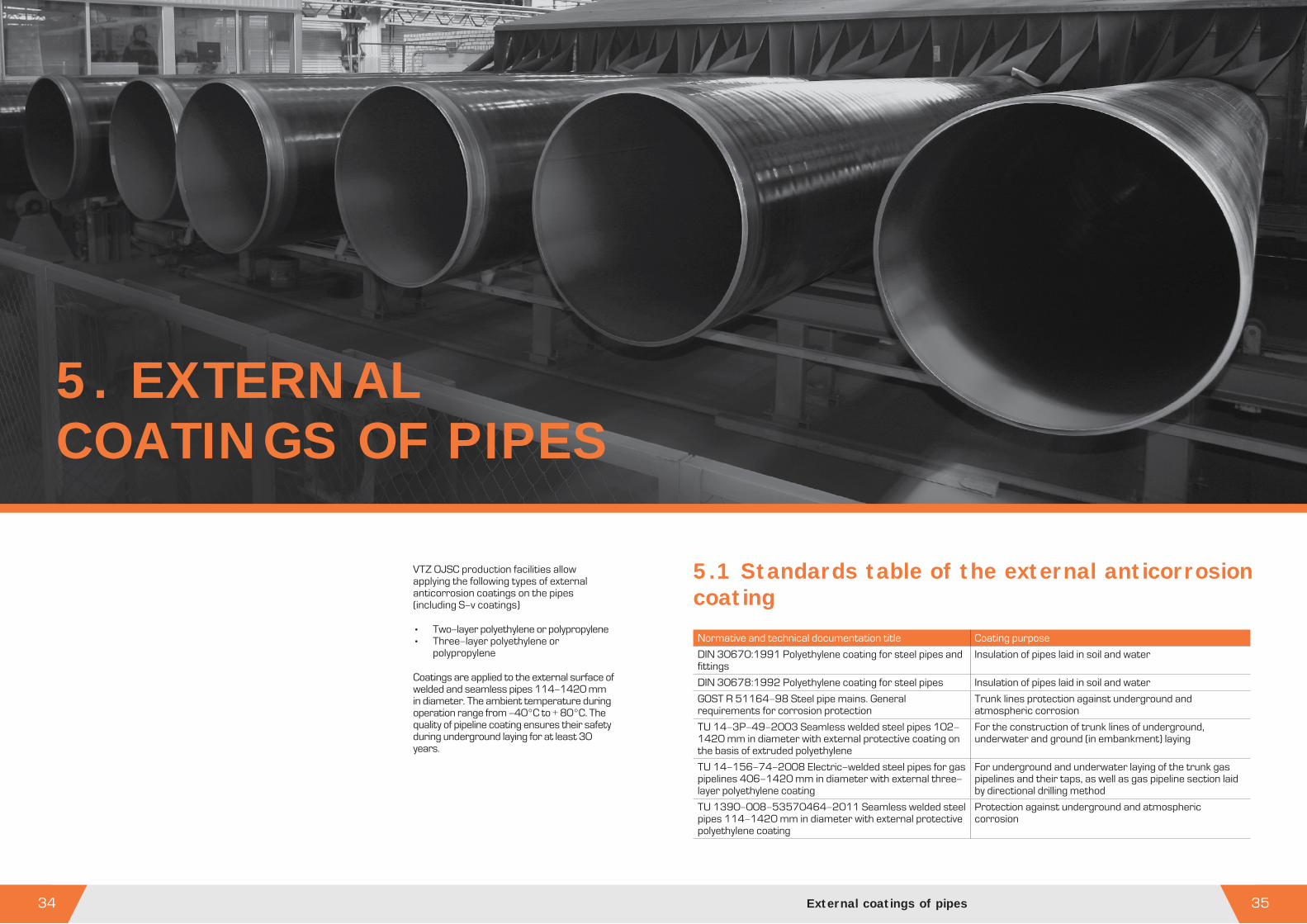
VTZ OJSC production facilities allow applying the following types of external anticorrosion coatings on the pipes (including S-v coatings)
Two-layer polyethylene or polypropylene Three-layer polyethylene or polypropylene
Coatings are applied to the external surface of welded and seamless pipes 114-1420 mm in diameter. The ambient temperature during operation range from -40°C to + 80°C. The quality of pipeline coating ensures their safety during underground laying for at least 30 years.
5.1 Standards table of the external anticorrosion coating
Normative and technical documentation title Coating purpose
DIN 30670:1991 Polyethylene coating for steel pipes and fittings
Insulation of pipes laid in soil and water
DIN 30678:1992 Polyethylene coating for steel pipes Insulation of pipes laid in soil and water
GOST R 51164-98 Steel pipe mains. General requirements for corrosion protection
Trunk lines protection against underground and atmospheric corrosion
TU 14-3P-49-2003 Seamless welded steel pipes 102-1420 mm in diameter with external protective coating on the basis of extruded polyethylene
For the construction of trunk lines of underground, underwater and ground (in embankment) laying
TU 14-156-74-2008 Electric-welded steel pipes for gas pipelines 406-1420 mm in diameter with external three-layer polyethylene coating
For underground and underwater laying of the trunk gas pipelines and their taps, as well as gas pipeline section laid by directional drilling method
TU 1390-008-53570464-2011 Seamless welded steel pipes 114-1420 mm in diameter with external protective polyethylene coating
Protection against underground and atmospheric corrosion
External coatings of pipes
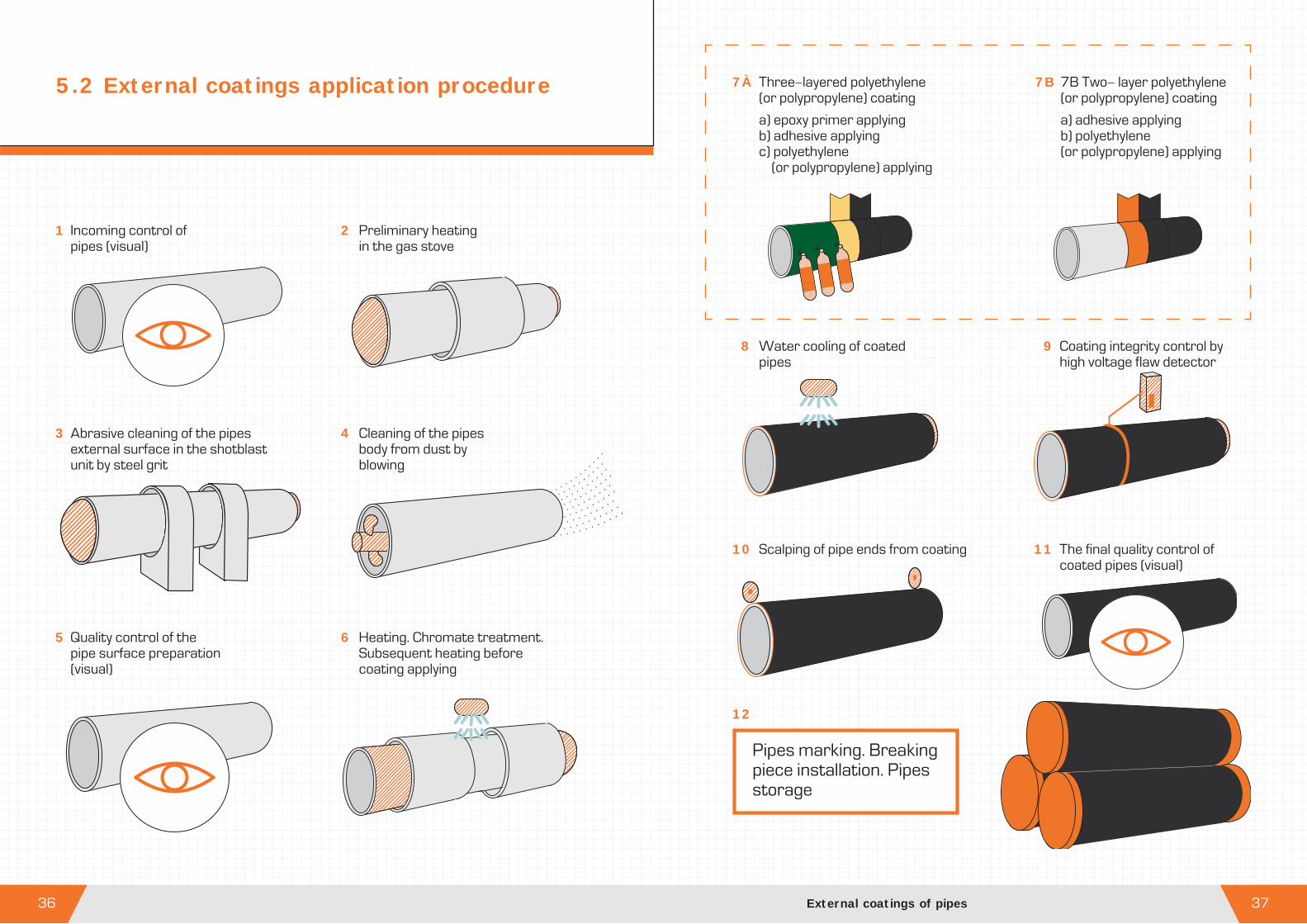
Incoming control of pipes (visual)
Preliminary heating in the gas stove
Abrasive cleaning of the pipes external surface in the shotblast unit by steel grit
Cleaning of the pipes body from dust by blowing
Heating. Chromate treatment. Subsequent heating before coating applying
Three-layered polyethylene (or polypropylene) coating
a) epoxy primer applying b) adhesive applyingc) polyethylene (or polypropylene) applying
7B Two- layer polyethylene (or polypropylene) coating
a) adhesive applyingb) polyethylene (or polypropylene) applying
Quality control of the pipe surface preparation (visual)
Coating integrity control by high voltage flaw detector
The final quality control of coated pipes (visual)
1 2
3 4
5 6
7À 7B
9
11
12
Scalping of pipe ends from coating 10
8
Pipes marking. Breaking piece installation. Pipes storage
Water cooling of coated pipes
36 37External coatings of pipes
5.2 External coatings application procedure
38 39
5.3 Anticorrosion coating characteristicsThree-layer coating on the basis of extruded polyethylene
Indicators Parameters
1. Thickness, μm, no less than
1st layer 100-175
2nd layer 150-400
Total thickness 3000
for weld 2500
2. Coating offset from the pipe edge, mm 80-180
coating chamfer, degree 20-45
3. Adhesion strength, N/cm of width
at t +20 ± 5°C 150
at t +80 ± 3°C 50
4. Indentation resistance, no more than, mm
at t +25 ± 2°C 0,2
at t +80 ± 3°C 0,3
5. Impact strength, no less than, J
at t +23 ± 2°C 18
6. Elongation at fracture, %
no less than, at t -45 ± 5°C 100
7. Cathodic disbondment, no more than, cm2 4
8. Epoxy primer hardening degree - 2 < Tg < + 3
External coatings of pipes

40 41Internal coatings of pipes
6. INTERNAL COATINGS OF PIPES
VTZ production facilities enable to apply the following types of inner coatings on the pipes:
Smooth (anti-friction) Protective (Amercoat, Scotchkote)
The internal coating may be applied both before and after external coating application.
The internal flow-coat is designed for the increase of carrying capacity due to reducing losses during transportation, it also contributes to the inner surface protection of the pipes against atmospheric corrosion during transportation, storage and construction and installation works execution. The coating is applied on the pipe 530-1420 mm in diameter.
The permissible ambient temperature during the continuous operation of gas pipelines ranges from -45°C to + 60°C. The coating quality ensures the life cycle of pipelines for at least 10 years.
The internal protective coating (Amercoat, Scotchkote) is designed to protect the inner surface of pipes from corrosion in water pipelines, including drinking water pipelines, agricultural water supply pipelines, sewerage systems. The coating is applied on the pipes 630-1420 mm in diameter.
The permissible ambient temperature during the continuous operation of pipelines ranges from 45°C to + 60°C, operated medium temperature - from + 5°C to + 50°C. The coating quality ensures the life cycle of pipelines for at least 10 years.
THE COATING QUALITY ENSURES THE LIFE CYCLE OF PIPELINES FOR AT LEAST 10 YEARS
6.1 Standards. Coating characteristics
Normative and technical documentation title Coating purpose
TU 14-156-79-2008 Seamless and electric-welded steel pipes 530-1420 mm in diameter with internal flow coating
For trunk gas pipelines
TU 1390-004-53570464-2010 Electric-welded steel pipes 508-1420 mm in diameter with internal protective coating on the basis of high viscosity epoxy materials Amercoat and Scotchkote
For water conduits, including drinking water, sewerage systems etc.
Coating characteristics
Internal flow-coat
Indicator name Meas. unit Rate
1. Curable coating thickness μm 60-150
2. Adhesion of coatings by cross-cut test method unit 1
3. Adhesion of coating after 240 hours of water storage at a temperature of (20+5)°C by cross-cut test method, no more than
unit 2
4. Coating resistance to bending mm 10
5. Buchholz hardness, no less than con. unit 94
6. Openness in the coating, no more than à) curable á) non curable pcs./cm2 0 1
7. Coating resistance to gas pressure change — After 10 cycles: no bubbles and destruction
8. Coating resistance to hydraulic pressure change — After 1 cycle: no bubbles and destruction
9. Salt spray resistance at a temperature of (25±5) °Ñ within 240 hours
— No bubbles and destruction
10. Coating roughness (Ê2), no more than μm 15
Protective coating
Indicator name Meas. unit Rate
1. Curable coating thickness μm 400
2. Adhesion of coating by X-cut method unit 0 or 1
3. Adhesion of coating by dolly test kgf/cm2 50
4. Degree of coating cure — no softening, flushing
5. 1% NaOH and / or H2S04 solution resistance at a temperature of (24+3)°C 30 days
— no bubble, delamination
á. Coating resistance to water at a temperature of (24±5) °Ñ within 30 days
— no bubble, delamination

Incoming inspection of pipes Pipes heating
Inner surface coating degreasing
Cleaning of the pipe inner surface in the shotblast unit No.1
Processing of the pipe inner surface in the shotblast unit No.2
Inner surface blowing Quality control of the pipe inner surface preparation
Coating application on pipes (in the paint-spraying booth)
Preliminary hardening of the internal pipe coating
Induction heating of pipes Pipe coating hardening in the complete polymerization chamber
Quality control of the pipe inner surface coating
Quality control of the cleaning of the pipe inner surface
Second pipe heating
1 2
3 4
5
7
8 9
10 11
12 13
14 15
6
Coated pipes marking. Storage of pipes with protective caps
42 43Internal coatings of pipes
6.2 Internal coatings application procedure

44
NOTES CONTACTSTMK GROUP
TMK
40, bld. 2a, Pokrovka Street, Moscow, 105062, Russia Tel.: +7 (495) 775-76-00Fax: +7 (495) 775-76-01E-mail: [email protected]
SALES & MARKETING CONTACTS – RUSSIA & CIS
Representative office in Azerbaijan
22, Karabah street, Baku, Azerbaijan, AZ1008Tel./Fax: + 994 (12) 496-19-18E-mail: [email protected]
Representative office in Kazakhstan
., Astana, Kazakhstan, 01000 Tel.: +7 (7172) 57-34-34, 57-85-32Fax: +7 (7172) 57-85-35E-mail: [email protected]
Representative office in Turkmenistan
Hotel “Nebitchi”, 29, Archabil shaely, 1939, Ashgabat,TurkmenistanTel./Fax: +993 (12) 48-87-98E-mail: [email protected]
Representative office in Uzbekistan
24, Oybek koch, Toshkent sh., Uzbekistan, 100015Tel.: +998 71 281-4613Fax: +998 71 281-4614E-mail: [email protected]
SALES & MARKETING CONTACTS – NORTH AMERICATMK IPSCO US
10120 Houston Oaks Dr.,Houston, TX 77064, USATel.: +1 (281) 949-10-23Fax: +1 (281) 445-40-40
TMK IPSCO Canada
150 6-th Avenue SW #3000, Calgary, AB T2P 3Y7, CanadaTel.: +1 (403) 538-21-82Fax: +1 (403) 538-21-83
SALES & MARKETING CONTACTS – EUROPETMK Europe GmbH
Immermannstraße 65 c,40210 Düsseldorf, GermanyTel.: +49 (0) 211/91348830, Fax: +49 (0) 211/15983882E-mail: [email protected]
TMK Global AG
2, Bldv. Du Theatre,CH-1211 Geneva, CP 5019, SwitzerlandTel.: +41 (22) 818-64-66Fax: +41 (22) 818-64-60E-mail: [email protected]
TMK Italia s.r.l.
Piazza degli Affari, 12,23900 Lecco, ItalyTel./Fax: +39 (0341) 36-51-51, + 39 (0341) 36-00-44E-mail: [email protected]
TMK-ARTROM
Draganesti Street, No. 30, 230119, Slatina, Olt, RomaniaTel.: +40 372498174, +40 372498184Fax: +40 249430055E-mail: [email protected]
SALES & MARKETING CONTACTS – MIDDLE EAST, ASIA AND AFRICATMK Middle East
P.O. Box 293534Office 119, Block 5EA, Dubai Airport Free Zone,Dubai, United Arab Emirates Tel.: +971 (4) 609-11-30,Fax: +971 (4) 609-11-40E-mail: [email protected]
Representative office in China
APT19 I, NO. 48 DONGZHIMENWAI Street,Dongcheng District, Beijing, China ZIP. 100027 Tel.: +86 (10) 84-54-95-81, +86 (10) 84-54-95-82Fax: +86 (10) 84-54-95-80E-mail: [email protected]
TMK Sales Office in Singapore
10 Anson Road #33-06A International Plaza, Singapore 079903Tel.: +65 (622) 33-015Fax: +65 (622Ö) 33-512E-mail: [email protected]
Representative office in Africa
Office 12002, Triangle House, 22 Riebeek st,Central, Cape Town, South Africa Tel.: +27 21 418 2066Tel./Fax: +27 21 418 2488E-mail: [email protected]


















![Tutorial Managing Mobile Sensor Networks in an Underground ... · •PIPENET [Stoianov, IPSN2007] • Sensor Network for monitoring large diameter water transferring pipes. • Uses](https://static.fdocuments.net/doc/165x107/5e7b8fe2697290064d6b967e/tutorial-managing-mobile-sensor-networks-in-an-underground-apipenet-stoianov.jpg)
