LAPORAN AKHIR ACETYLENE KOKO.pdf
55
LAPORAN PENDAHULUAN PROSES PRODUKSI I LAS OXY-ACETYLENE Oleh : YULLI HANDOKO NIM : 1307113261 LABORATORIUM PROSES PRODUKSI PROGRAM STUDI TEKNIK MESIN S-1 FAKULTAS TEKNIK UNIVERSITAS RIAU 2014 1
Transcript of LAPORAN AKHIR ACETYLENE KOKO.pdf
LAPORAN PENDAHULUAN
PROSES PRODUKSI I
LAS OXY-ACETYLENE
Oleh :
YULLI HANDOKO
NIM : 1307113261
LABORATORIUM PROSES PRODUKSI
PROGRAM STUDI TEKNIK MESIN S-1
FAKULTAS TEKNIK
UNIVERSITAS RIAU
2014
1
i
KATA PENGANTAR
Puji syukur kehadirat Tuhan Yang Maha Esa, karena atas berkat dan
rahmat-Nya sehingga penulis dapat menyelesaikan makalah las OXY-
ACETYLENE ini. Penulis juga tidak lupa mengucapkan banyak terima kasih
kepada segenap pihak karena telah banyak membantu sehingga makalah ini dapat
terselesaikan sebagaimana mestinya. Makalah las OXY-ACETYLENE ini disusun
berdasarkan apa yang penulis dapatkan dari pembelajaran las OXY-ACETYLENE
serta dari berbagai referensi yang penulis dapatkan. Dengan tersusunnya makalah
ini, penulis berharap agar kiranya ini dapat digunakan sebagai salah satu sumber
penambah ilmu, wawasan, dan pengetahuan. Disamping itu penulis mengharapkan
bahwa makalah ini tidak hanya sebagai pelengkap tugas saja melainkan dapat
disebut sebagai hasil karya yang setidaknya, dipelihara dan digunakan
sebagaimana mestinya. Akhirnya penulis sadar bahwa makalah ini belumlah
sempurna, oleh karena itu demi kesempurnaan makalah yang akan dibuat
berikutnya, penulis sangat mengharapkan saran serta dukungan maupun kritik
yang sifatnya membangun dari para pembaca sehingga dengan semua itu
kesempurnaan makalah ini dapat tercapai.
Pekanbaru, Oktober 2014
Penulis
ii
DAFTAR ISI
KATA PENGANTAR ............................................................................................ i
DAFTAR ISI .......................................................................................................... ii
DAFTAR GAMBAR ............................................................................................ iv
DAFTAR NOTASI .............................................................................................. vii
BAB I PENDAHULUAN
1.1 Latar Belakang .............................................................................................. 1
1.2 Tujuan Praktikum .......................................................................................... 1
1.3 Manfaat .......................................................................................................... 1
1.4 Sistematika Penulisan .................................................................................... 2
BAB II TEORI DASAR
2.1 Pengertian Las ............................................................................................... 4
2.2 Klasifikasi Pengelasan Dan Pemotongan ..................................................... 5
2.3 Generator ..................................................................................................... 6
2.4 Tabung Gas Oxygen ..................................................................................... 8
2.5 Regulator ...................................................................................................... 8
2.5.1 Jenis-Jenis Regulator ............................................................................. 9
2.5.2 Regulator Acetylene ............................................................................... 9
2.5.3 Regulatoe Oxygen ............................................................................... 10
2.6 Pembakaran las .......................................................................................... 10
2.7 Selang Las ................................................................................................. 11
2.8 Macam-Macam Nyala api ......................................................................... 11
2.9 Kawat Las ................................................................................................. 13
2.10 Sambungan Las ........................................................................................ 13
2.11 PosisiPengelasan ...................................................................................... 15
2.12 Gerakan Torch / Setang Las ..................................................................... 17
2.13 Arah dalam Pengelasan ............................................................................ 19
2.14 Bentuk-bentuk Kampuh ........................................................................... 20
2.15 Perlengkapan Keselamatan Kerja ............................................................. 21

iii
BAB III ALAT DAN BAHAN
3.1 Alat .............................................................................................................. 24
3.2 Bahan ........................................................................................................... 27
BAB IV PROSEDUR
4.1 Prosedur umum ........................................................................................... 29
4.2 Prosedur pengelasan ................................................................................... 30
4.2.1 Standar Operasional Prosedur .............................................................. 30
4.2.2 Standar Operasional Prosedur pematian las oxy-acetylene.................. 31
4.3 Prosedur Kerja ............................................................................................ 32
4.3.1 Prosedur kerja membuat rigi-rigi las ................................................... 32
4.3.2 Prosedur kerja membuat sambungan tumpul ....................................... 37
BAB V PEMBAHSAN
5.1 Perhitungan pengelasan .............................................................................. 43
5.2 Analisa ........................................................................................................ 44
BAB VI PENUTUP
6.1 Kesimpulan ................................................................................................. 45
6.2 Saran ........................................................................................................... 45
DAFTAR PUSTAKA
iv
DAFTAR GAMBAR
Gambar 2. 1 Las Oxy-Acetylene ..................................................................................... 5
Gambar 2. 2 Generator Acetylene .................................................................................. 6
Gambar 2. 3 Bagian Generator ...................................................................................... 7
Gambar 2. 4 Generator Sistem Celup ............................................................................ 7
Gambar 2. 5 Generator Sistem Tetes ............................................................................. 8
Gambar 2. 6 Tabung Oxygen .......................................................................................... 8
Gambar 2. 7 Regulator Satu tingkat ............................................................................... 9
Gambar 2. 8 Regulator Dua Tingkat .............................................................................. 9
Gambar 2. 9 Regulator Acetylene ................................................................................. 10
Gambar 2. 10 Regulator Oxygen .................................................................................... 10
Gambar 2. 11 Pembakar Las .......................................................................................... 11
Gambar 2. 12 Selang Las. .............................................................................................. 11
Gambar 2. 13 Nyala Karburasi ....................................................................................... 12
Gambar 2. 14 Nyala Netral ............................................................................................. 12
Gambar 2. 15 Nyala Oksidasi ......................................................................................... 13
Gambar 2. 16 Sambungan Tumpul (Butt Joint) ............................................................. 13
Gambar 2. 17 Sambungan Tumpang (Lap Joint) ........................................................... 14
Gambar 2. 18 Sambungan Sisi (Edge Joint) .................................................................. 14
Gambar 2. 19 Sambungan Sudut (Corner Joint) ............................................................ 15
Gambar 2. 20 Sambungan T (Tee Joint) ........................................................................ 15
Gambar 2. 21 Posisi di bawah tangan. ........................................................................... 16
Gambar 2. 22 Posisi tegak (vertical) .............................................................................. 16
Gambar 2. 23 Posisi datar (horizontal) ........................................................................... 17
Gambar 2. 24 Posisi di atas kepala (Overhead) ............................................................. 17
Gambar 2. 25 Alur Zig-zag ............................................................................................ 18
Gambar 2. 26 Alur segitiga ............................................................................................ 18
Gambar 2. 27 Alur melingkar ......................................................................................... 18
Gambar 2. 28 Alur spiral ............................................................................................... 19
Gambar 2. 29 Alur Trapesium ........................................................................................ 19
v
Gambar 2. 30 Arah pengelasan maju. ............................................................................ 19
Gambar 2. 31 Arah pengelasan mundur ......................................................................... 20
Gambar 2. 32 Bentuk kampu. ......................................................................................... 20
Gambar 2. 33 Apron ....................................................................................................... 21
Gambar 2. 34 Kacamata las ............................................................................................ 21
Gambar 2. 35 Sepatu las ................................................................................................. 22
Gambar 2. 36 Glove welding .......................................................................................... 22
Gambar 2. 37 Respirator ................................................................................................ 22
Gambar 3. 1 Tabung Acetylene .................................................................................... 24
Gambar 3. 2 Tabung Oxygen ......................................................................................... 24
Gambar 3. 3 Regulator ................................................................................................. 24
Gambar 3. 4 Selang las ................................................................................................. 25
Gambar 3. 5 Meja kerja ................................................................................................ 25
Gambar 3. 6 Sikat Kawat.............................................................................................. 26
Gambar 3. 7 Tang ......................................................................................................... 26
Gambar 3. 8 Gerinda Tangan ....................................................................................... 26
Gambar 3. 9 Korek Api ................................................................................................ 27
Gambar 3. 10 Gergaji Besi .............................................................................................. 27
Gambar 3. 11 Penggores ................................................................................................. 27
Gambar 3. 12 Bebda kerja rigi las ................................................................................... 28
Gambar 3. 13 Sambungan tumpul ................................................................................... 28
Gambar 4. 1 Membuka katub ....................................................................................... 30
Gambar 4. 2 Ukuran Tekanan ...................................................................................... 30
Gambar 4. 3 Katub ....................................................................................................... 30
Gambar 4. 4 Katub Oxygen .......................................................................................... 31
Gambar 4. 5 Katub Acetylene ....................................................................................... 31
Gambar 4. 6 Katub Oxygen .......................................................................................... 31
Gambar 4. 7 Keran Acetylene ....................................................................................... 32
Gambar 4. 8 Keran Oxygen .......................................................................................... 32
Gambar 4. 9 Selang Las ............................................................................................... 32
Gambar 4. 10 Dimensi Benda Kerja............................................................................... 33
Gambar 4. 11 Keran Acetylene ....................................................................................... 33
vi
Gambar 4. 12 Keran Oxygen .......................................................................................... 33
Gambar 4. 13 Katub Acetylene ....................................................................................... 34
Gambar 4. 14 Katuk Oxygen .......................................................................................... 34
Gambar 4. 15 Katub Touc Acetylene .............................................................................. 34
Gambar 4. 16 Katub Touc Oxygen ................................................................................. 35
Gambar 4. 17 Benda Kerja ............................................................................................. 35
Gambar 4. 18 Pengelasan Penuh .................................................................................... 35
Gambar 4. 19 Katub Oxygen .......................................................................................... 36
Gambar 4. 20 Membuang Terak ..................................................................................... 36
Gambar 4. 21 Keran Acetylene ....................................................................................... 36
Gambar 4. 22 Keran Oxygen .......................................................................................... 37
Gambar 4. 23 Penandaan Benda ..................................................................................... 37
Gambar 4. 24 Keran Acetylene ....................................................................................... 37
Gambar 4. 25 Katub Oxsygen ......................................................................................... 38
Gambar 4. 26 Katub Acetylene ........................................................................................ 38
Gambar 4. 27 Katup Oxygen .......................................................................................... 38
Gambar 4. 28 Katub Touc Acetylene .............................................................................. 39
Gambar 4. 29 Katub Touc Oxygen .................................................................................. 39
Gambar 4. 30 Benda Kerja ............................................................................................. 39
Gambar 4. 31 Penandaan ................................................................................................ 40
Gambar 4. 32 Arah Pengelasan ...................................................................................... 40
Gambar 4. 33 Pengelasan Penuh ..................................................................................... 40
Gambar 4. 34 Katub Touc Acetylene .............................................................................. 40
Gambar 4. 35 Katub Touc Oxygen .................................................................................. 41
Gambar 4. 36 Membuang Terak ..................................................................................... 41
Gambar 4. 37 Membersihkan Terak ............................................................................... 41
Gambar 4. 38 Keran Acetylene ....................................................................................... 42
Gambar 4. 39 Katuk Oxygen .......................................................................................... 42
Gambar 4. 40 Selang Las ................................................................................................ 42
vii
DAFTAR NOTASI
p = Panjang
l = Lebar
L = Luas
t = Tebal
mm = milimeter

1
BAB I
PENDAHULUAN
1.1 Latar Belakang
Pada era serba teknologi ini teknik pengelasan sangat diperlukan untuk
berbagai proses pengerjaan industri seperti, pemotongan logam dan
penyambungannya, konstruksi bangunan baja, dan konstruksi permesinan yang
memang tidak dapat dipisahkan dengan teknologi manufaktur. Teknologi
pengelasan termasuk yang paling banyak digunakan karena memiliki beberapa
keuntungan seperti bangunan dan mesin yang dibuat dengan teknik pengelasan
menjadi ringan dan lebih sederhana dalam proses pembuatannya. Kualitas dari
hasil pengelasan sangat tergantung pada keahlian dari penggunanya dan persiapan
sebelum pelaksanaan pengelasaan Salah satu pengelasan yang paling banyak
digunakan adalah jenis pengelasan yang disebut OAW atau Oxy Acetylene
Welding, atau yang umumnya disebut las karbit. Pengelasan jenis ini dilakukan
dengan menggabungkan logam dengan pemanasan pada logam dengan campuran
gas asitelin dan oksigen yang dinyalakan dengan api. Las karbit memiliki
beberapa keuntungan seperti mudah dalam pengaturan panas, mudah pada
pengelasan plat tipis dan memiliki sarana yang praktis.
1.2 Tujuan Praktikum
Tujuan Praktikum ini adapun untuk memahami proses pengelasan las dengan
menggunakan asitelin (las karbit), dengan harapan para Praktikan dapat
memahami prinsip kerja dari las Acetylene tersebut seperti, pengaturan kadar
asitelin dan oksigen untuk penyalaan api las dalam pengelasan yang bergantung
pada ketebalan plat, dan juga dapat memiliki keahlian dalam pengelasan yang
menggunakan Acetylene dengan atau tanpa menggunakan kawat.
1.3 Manfaat
Adapun manfaat yang didapat dari diadakannya praktikumlas OAW (Oxy-
Acetylene Welding ) ini adalah sebagai berikut :
2
1. Mahasiswa dapat mengetahui pengelasan dengan baiksesuai dengan
ketentuan yang telah ada.
2. Mahasiswa dapat mengetahuipekerjaan yang bisa dilakukan dengan las
Oxy-Acetylene ini.
3. Mahasiswa dapat mengetahui peralatan yang di gunakan dalam
pengelasan las Oxy-Acetylene.
4. Mahasiswa mengetahui jenis sambungan las yang biasa digunakan dalam
pengelasan Oxy-Acetylene.
5. Mengetahui berbagai macan nyala api las Oxy-Acetylene.
6. Mahasiswa mampu mengatur katub untuk menentukan nyala api yang
akan digunakan dalam pengelasan.
1.4 Sistematika Penulisan
Sistematika penulisan laporan las Oxy-Acetylene ini terdiri dari :
BAB I PENDAHULUAN
Pada bab pendahuluan ini berisi tentang latar belakang, tujuan praktikum,dan
manfaat di adakanny praktikum.
BAB II TEORI DASAR
Bab ini berisi tentang teori-teori yang digunakan dalam praktikum las Oxy-
Acetylene.
BAB III ALAT DAN BAHAN
Pada bab ini berisi tentang jenis-jenis alat yang di gunakan dalam praktikum,
dan juga bahan kerja yang di butuhkan dalam pengelasan las Oxy-Acetylene.
BAB IV PROSEDUR
Pada bab ini berisi tentang prosedur-prosedur kerja tantang bagaimana cara
pengelasan serta langkah-langkah kerja yang di gunakan dalam pengelasan
Oxy-Acetylene.
3
BAB V PEMBAHASAN
Pada bab ini berisi tentang pembahasan dari prosedur yang menyangkut
perhitungan dalam las Oxy-Acetylene.
BAB VI PENUTUP
Pada bab ini berisi tentang kesimpulan yang didapat dari analisis data dan
juga beris saran yang di dapat selama praktikum di laksanakan..
DAFTAR PUSTAKA
LAMPIRAN
4
BAB II
TEORI DASAR
2.1 Pengertian Las
Pengelasan (las karbit) lazimnya disebut OAW (Oxy Acetilene Welding) jika
menggunakan Acetylene dan sering disebut OFW (Oxy Fuel Welding) jika
menggunakan propan. Pengelasan jenis OAW (Oxy Acetylene welding) prosesnya
dilakukan dengan cara memanaskan logam yang akan dilas hingga bagian logam
mencair. Las menggunakan nyala api dari campuran dari gas Acetylene (C2H2)
sebagai bahan bakar dan gas Oxygen (O2). Pengelasan juga bisa dilakukan dengan
logam pengisi (kawat las). Pembakaran campurann gas-gas ini akan menghasilkan
panas yang dapat diatur tinggi rendahnya dengan mengatur proposisi campuran-
campuran gas tersebut
Optimalnya perbandingan gas yang akan dibakar sangat diperlukan untuk
menghasilkan pembakaran yang baik pada suatu pengelasan asitelin. Gas
Acetylene dapat menghasilkan temperatur pembakaran yang sangat tinggi. Gas
Acetylene memiliki jenis antara lain :
1. Acetylene (C2H2)
Suatu hidrokarbon alkuna sederhana yang hanya terdiri dari dua atom karbon
dan dua atom hidrogen. Kedua karbon terikat melalui ikatan rangkap tiga, dan
masing-masing atom karbon memiliki hibridisasi orbital sp untuk ikatan sigma.
Hal ini menyebabkan keempat atom pada asetilena terletak pada satu garis lurus,
dengan sudut C-C-H sebesar 180°.
2. Propan (C3H8)
Salah satu gas minyak bumi cair (LP-gas atau LPG) yang ditemukan
bercampur di gas alam dan minyak bumi. Propana dipisahkan dari gas alam di
pusat pengolahan gas alam.

5
Gambar 2. 1 Las Oxy-Acetylene
2.2 Klasifikasi Pengelasan Dan Pemotongan
Sampai saat ini banyak sekali cara-cara penglasifikasia yang digunakan
dalam bidang pengelasan, ini disebabkan karena belum adannya kesepakatan
dalam hal tersebut. Secara konvensional cara-cara penglasifikasian tersebut pada
saat ini dapat di bagi dua yaitu :
1. Pekerjaan
2. Energy yang di gunakan
Diantara klasifikasi tersebut , klasifikasi berdasarkan cara kerja lebih banyak
digunakan, karena itu pengelasifikasian yang diterpakan dalam bab ini juga
berdasarkan cara kerja, yaitu :
a. Pengelasan Cair
Pengelasan cair adalah dimana sambungan di panaskan sampai mencair
dengan sumber panas dari busur listrik atau semburan api gas yang terbakar.
b. Pengelasan Tekan
Adalah pengelasan dimana sambungan di panaskan dan ditekan hingga
menjadi satu.
c. Pengelasan pematrian
Adalah pengelasan dengan cara di mana sambungan di ikat dan disatukan
dengan menggunakan paduan logam yang memounyai titik cairlogam, dalam
hal ini logam induk tidak ikut mencaur.

6
Sedangkan untuk pemotongan yang dibahas dalam laporan ini adalah cara
pemotongan logam yang di dasarkan atas mencairnya logam yang dipotong. Cara
yang banyak digunakan adalah pemotongan dengan gas Oxygen dan pemotongan
dengan busur listrik. Klasifikasi dari pemotongan ini ditunjukkan dalam potongan
sumber yang termasuk dalam potongan gas. Dismaping itu, pemotongan sumber
dapat dilakukan dengan busur. Karena itu, dalam pemotongan busur juga terdapat
pemotongan sumber.
2.3 Generator
Generator adalah tempat untuk mencampurkan bahan bakar karbid dengan air
yang akan menghasilkan gas Acetylene yang dapat digunakan untuk mengelas dan
untuk menampung gas pada saat pengerjaan las acetylene. Gas Acetylenen dapat
dibuat secara sederhana dengan cara mencampurkan karbid (Calcium Karbid ) di
tambah air dengan rumus kimia C2H2 + Ca(OH)2+kalor. pencampuran ini
dilakukan dalam sebuah tabung yang disebut Generator Acetylene.
Gambar 2.2 Generator Acetylene
1. Bagian generator
a. Ruang dapur pembuat gas acetylene.
b. Ruang air.
c. Rung gas acetylene.
d. Keran air.
e. Pembilasa gas acetylene.
f. Pengukur tekanan gas acetylene.
g. Alat pengaman tekanan.
h. Katup pengaman.

7
i. Saringan gas.
Gambar 2. 3 Bagian Generator
2. Macam-macam generator acetylene
a. System Celup
a. Karbit dijatuhkan kedalam air , berlangsungah pembuatan Acetylene .
b. Gas Acetylene yang teradi naik dan berkumpul dalam gas .
c. Dari ruang gas asetein masuk kekunci air siap untuk di pergunakan .
Gambar 2. 4 Generator Sistem Celup
b. System Tetes
a. Air menetes keats permukaan butir yang ditempatkan pada lanci didalam retor.
b. Gas yang terjadi naik dan masuk keruang gas .
c. Dari ruang gas dengan melalui pembersih masuk ke kunci air
8
Gambar 2. 5 Generator Sistem Tetes
2.4 Tabung Gas Oksigen
Banyak sedikit gas Oxygen berpengaruh pada suhu pembakaran . Pemakaian
gas oxygen = voleme tabung × penurunan tekanan , sedangkan pemakaian gas
karbit = 0,9 × pemakaian Oxygen .
Tekanan kerja yang dipakai pada gas Oxygen antara 3-4 bar dan untuk gas karbit
pada pembakaran sebesar 0,5 – 0,6 bar, sedangkan pada pembakaran kecil
berkisar 0,3 – 0,4 bar.
Gambar 2. 6 Tabung Oxygen
2.5 Regulator
Regulator ini juga berfungsi untuk mempertahankan besarnya tekanan kerja
selama proses pengelasan atau pemotongan. Bahkan jika tekanan dalam tabung
menurun, tekanan kerja harus dipertahankan tetap oleh regulator. Pada regulator
terdapat bagian-bagian seperti saluran masuk, katup pengaturan tekan kerja, katup
pengaman, alat pengukuran tekanan tabung, alat pengukuran tekanan kerja dan
katup pengatur keluar gas menuju selang.

9
2.5.1 Jenis-Jenis Regulator
1. Regulator Satu tingkat
Pada regulator ini tekanan isi diturunkan sekaligus menjadi tekanan kerja
yang di kehendaki . Besar kecilnya tekanan diatur dengan memutar keran
pengaturpada ketentuan tertentu.
Gambar 2. 7 Regulator Satu tingkat
2. Regulator Dua Tingkat
Prinsip kerja regulator ini sama dengan regularor satu tingkat, perbedaanya
adalah pada cara penurunan tekanan isi menjadi tekanan kerja dilakukan dua
tahap. Tahap pertama tekanan gas diturunkan hingga takanan kerja gas diturunkan
hingga tekanan pertengahan, tahap kedua gas diturunkan lagi sampai tekanan
kerja.
Gambar 2. 8 Regulator Dua Tingkat
2.5.2 Regulator acetylene
Regulator Acetylene adalah regulator yang dipasang pada tabung Acetylene
. Pada generator ini terdapat:
1. Manometer tekanan isi dengan skala sampai 30 kg/cm2
10
2. Manometer tekanan kerja dengan skala sampai 3 kg/cm2
Baut dan mur pengikat yang mengunakan ulir kiri.
Gambar 2. 9 Regulator Acetylene
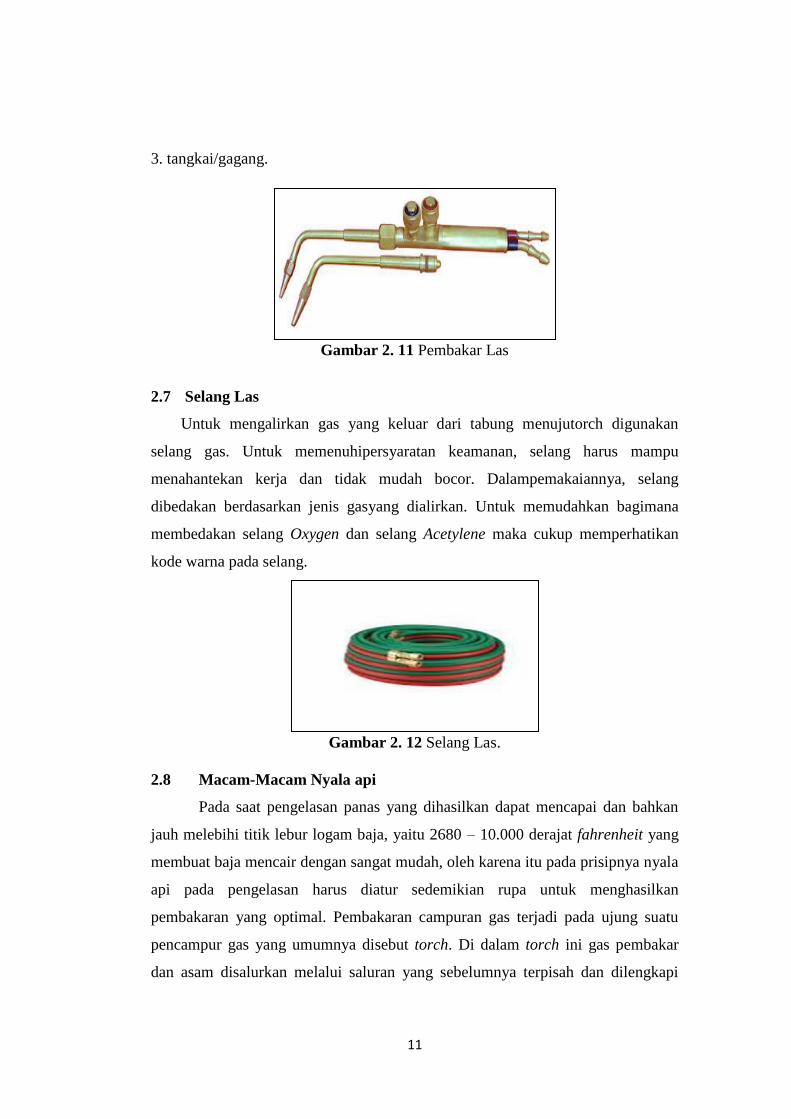
2.5.3 Regulator Oxygen
Pada tabung oxygen dipasang regulator oxigen yang memiliki:
1. Manometer tekanan isi dengan skala sampai 250 kg/cm2
2. Manometer tekanan kerja dengan skala sampai 12 kg/ cm2
3. Baut mur pengikat yang mengunakan ulir kanan.
Gambar 2. 10 Regulator Oxygen
2.6 Pembakaran las
Pembakar las berfungsi untuk mencampur antara gas Acetylene dengan gas
oxygen dan mengatur campuran gas tersebut pada ujung pembakar sesuai dengan
kebutuhan. Pembakar las terdiri dari tiga bagian yaitu:
1. nozel,
2. saluran nozel
11
3. tangkai/gagang.
Gambar 2. 11 Pembakar Las
2.7 Selang Las
Untuk mengalirkan gas yang keluar dari tabung menujutorch digunakan
selang gas. Untuk memenuhipersyaratan keamanan, selang harus mampu
menahantekan kerja dan tidak mudah bocor. Dalampemakaiannya, selang
dibedakan berdasarkan jenis gasyang dialirkan. Untuk memudahkan bagimana
membedakan selang Oxygen dan selang Acetylene maka cukup memperhatikan
kode warna pada selang.
Gambar 2. 12 Selang Las.
2.8 Macam-Macam Nyala api
Pada saat pengelasan panas yang dihasilkan dapat mencapai dan bahkan
jauh melebihi titik lebur logam baja, yaitu 2680 – 10.000 derajat fahrenheit yang
membuat baja mencair dengan sangat mudah, oleh karena itu pada prisipnya nyala
api pada pengelasan harus diatur sedemikian rupa untuk menghasilkan
pembakaran yang optimal. Pembakaran campuran gas terjadi pada ujung suatu
pencampur gas yang umumnya disebut torch. Di dalam torch ini gas pembakar
dan asam disalurkan melalui saluran yang sebelumnya terpisah dan dilengkapi

12
dengan katup-katup pembuka penutup yang dapat diatur pembukaannya sehingga
jumlah gas yang melaluinya juga dapat diatur. Ada tiga macam pengaturan nyala
api pengelasan Acetylene, yaitu;
1. Nyala Karburasi
Nyala api memiliki perbandingan gas Acetylene lebih dominan dari pada gas
oxygen sehingga menghasilkan api berwarna biru pada bagian luar dan putih pada
bagian inti.
Gambar 2. 13 Nyala Karburasi
2. Nyala Netral
Nyala api memiliki perbandingan yang sama antara gas Acetylene dan gas
Oxygen yang menhasilkan api berwarna biru ke jingga pada kerucut luar dan
warna putih kemilau agak kehijauan pada inti.
Gambar 2. 14 Nyala Netral
3. Nyala Oksidasi
Nyala api memiliki perbandingan gas Oxygen lebih dominan dari pada gas
Acetylene sehingga menghasilkan api berwarna jingga keunguan pada kerucut luar
dan warna putih keunguan pada inti.

13
Gambar 2. 15 Nyala Oksidasi
2.9 Kawat Las
Kawat pengisi sebagai bahan tambahan diperlukan pada pengelasan dengan
karbit/ Acetylene apabila dibutuhkan bahan tambahan untuk menjadikan hasil
pengelasan yang baik dan kuat. Bahan kawat dibuat dari logam yang sesuai
dengan benda kerja yang dilas, umunya dipakai baja lunak, besi tung, baja tahan
karet, aluminium, kuningan dan perunggu. Bahan las dibuat dengan ukuran
11/2mm sampai 10mm dengan panjang batang 900mm.
2.10 Sambungan Las
1. Sambungan Tumpul (Butt Joint)
Butt joint terdiri dari dua bagian logam yang disusun sejajar. Pada
pengelasan baja, sambungan dengan penetrasi penuh di celah sambungan
disebut juga butt joint walaupun posisi dua logam tidak sejajar pada bidang
yang sama.
Gambar 2. 16 Sambungan Tumpul (Butt Joint)

14
2. Sambungan Tumpang (Lap Joint)
Sambungan tumpang atau lap joint terdiri dari dua bagian ditumpuk pada
bidang sejajar, kemudian dilas pada kedua ujung masing-masing. Lap joint
dimana tiap sisi bagian yang disambung terletak pada bidang yang sama
disebut joggled lap joint
Gambar 2. 17 Sambungan Tumpang (Lap Joint)
3. Sambungan Sisi (Edge Joint)
Sambungan sisi terdiri dari lebih dari dua bagian yang dilas, bagian pinggir
sambungan dilas dengan ketebalan yang tipis. Sambungan ini dapat
menggunakan tipe las groove weld, flare groove weld, seam weld, edge weld.
Gambar 2. 18 Sambungan Sisi (Edge Joint)
4. Sambungan Sudut (Corner Joint)
Sambungan sudut atau Corner joint terdiri dari dua bagian yang
sambungannya membentuk huruf L dan pengelasan dilakukan pada pinggir
sudutnya. Sambungan ini digunakan untuk membuat konstruksi kotak.
Sambungan ini dapat menggunakan tipe pengelasan fillet weld, groove weld,
plug weld, seamweld.
15
Gambar 2. 19 Sambungan Sudut (Corner Joint)
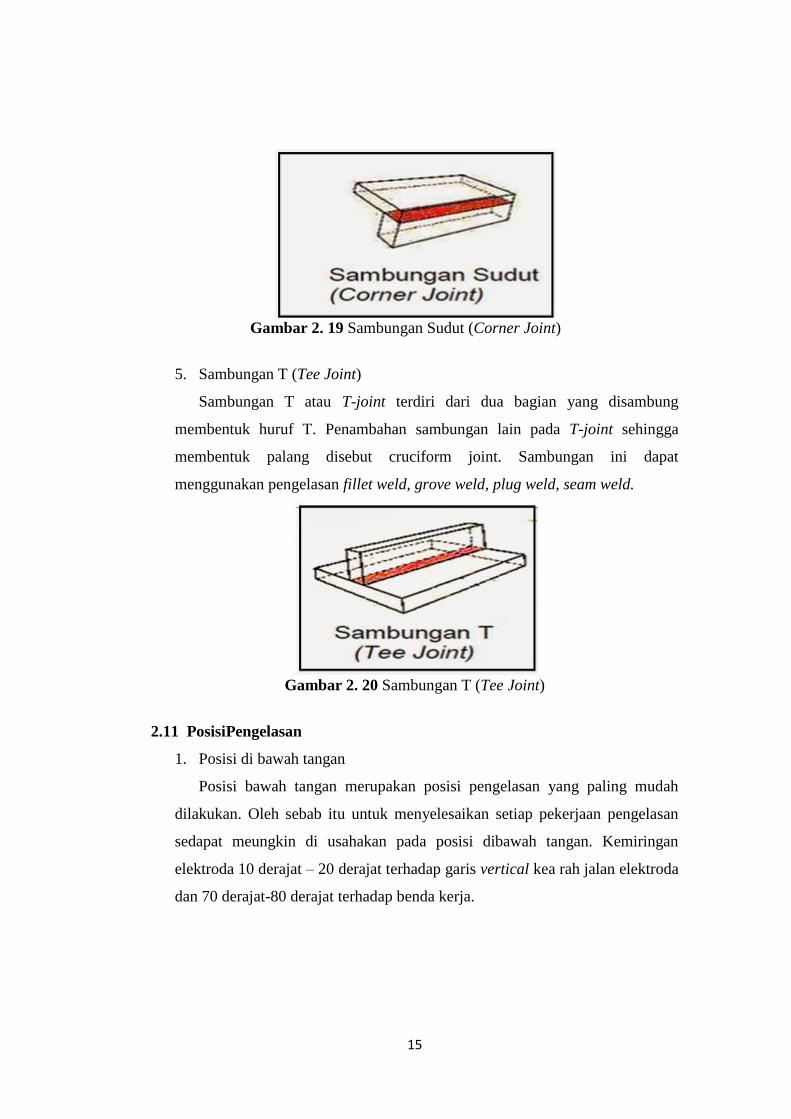
5. Sambungan T (Tee Joint)
Sambungan T atau T-joint terdiri dari dua bagian yang disambung
membentuk huruf T. Penambahan sambungan lain pada T-joint sehingga
membentuk palang disebut cruciform joint. Sambungan ini dapat
menggunakan pengelasan fillet weld, grove weld, plug weld, seam weld.
Gambar 2. 20 Sambungan T (Tee Joint)
2.11 PosisiPengelasan
1. Posisi di bawah tangan
Posisi bawah tangan merupakan posisi pengelasan yang paling mudah
dilakukan. Oleh sebab itu untuk menyelesaikan setiap pekerjaan pengelasan
sedapat meungkin di usahakan pada posisi dibawah tangan. Kemiringan
elektroda 10 derajat – 20 derajat terhadap garis vertical kea rah jalan elektroda
dan 70 derajat-80 derajat terhadap benda kerja.
16
Gambar 2. 21 Posisi di bawah tangan.
2. Posisi tegak (vertical)
Mengelas posisi tegak adalah apabila dilakukan arah pengelasannya
keatas atau ke bawah. Pengelasan ini termasuk pengelasan yang paling sulit
karena bahan cair yang mengalir atau menumpuk diarah bawah dapat
diperkecil dengan kemiringan elektroda sekitar 10 derajat-15 derajat terhadap
vertikal dan 70 derajat-85 derajat terhadap benda kerja.
Gambar 2. 22 Posisi tegak (vertical)
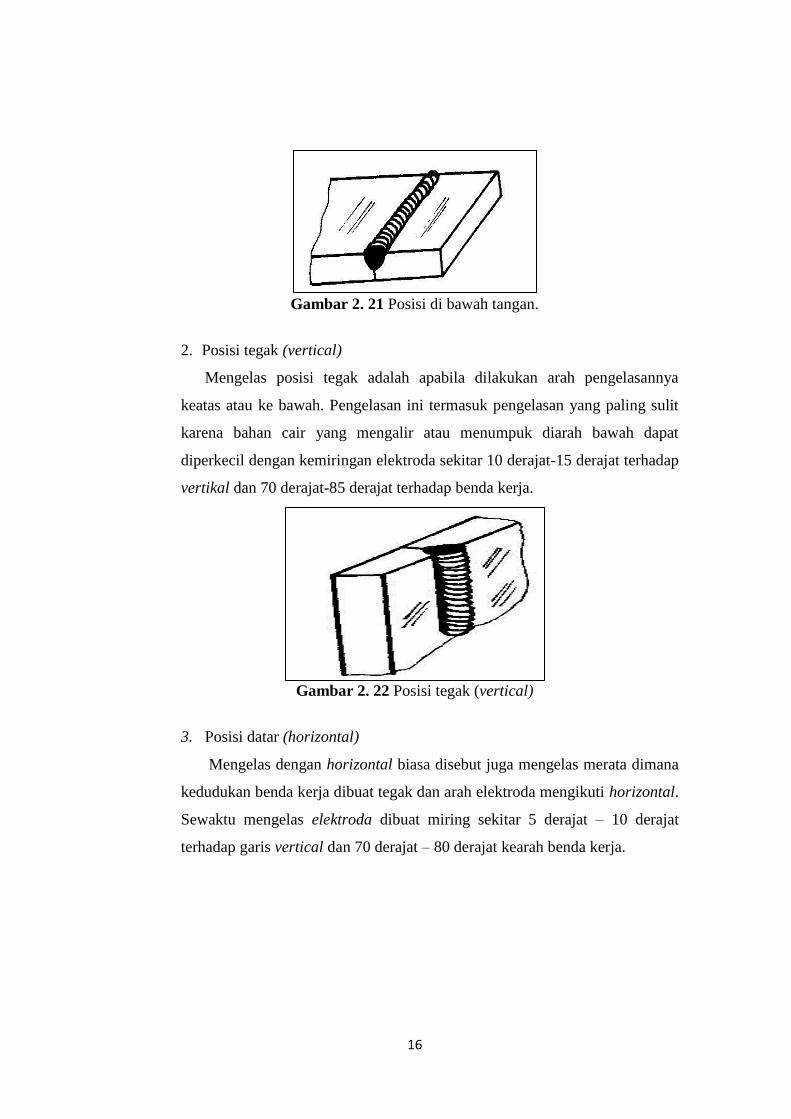
3. Posisi datar (horizontal)
Mengelas dengan horizontal biasa disebut juga mengelas merata dimana
kedudukan benda kerja dibuat tegak dan arah elektroda mengikuti horizontal.
Sewaktu mengelas elektroda dibuat miring sekitar 5 derajat – 10 derajat
terhadap garis vertical dan 70 derajat – 80 derajat kearah benda kerja.
17
Gambar 2. 23 Posisi datar (horizontal)
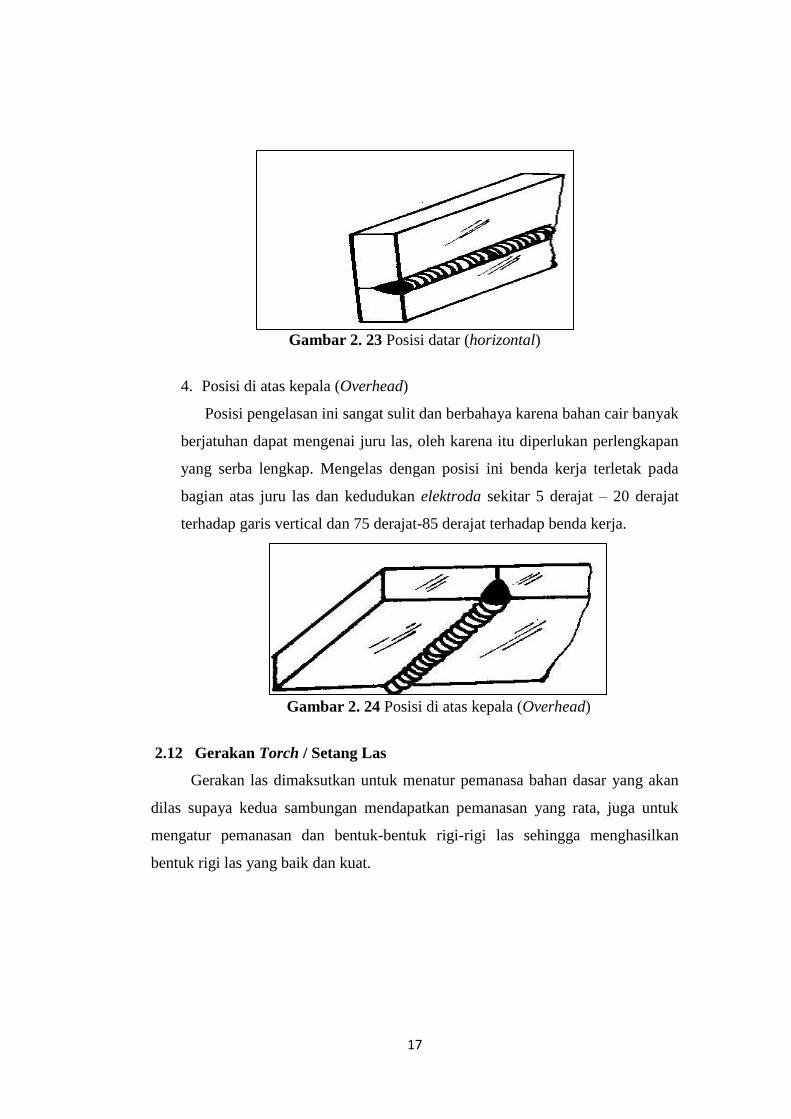
4. Posisi di atas kepala (Overhead)
Posisi pengelasan ini sangat sulit dan berbahaya karena bahan cair banyak
berjatuhan dapat mengenai juru las, oleh karena itu diperlukan perlengkapan
yang serba lengkap. Mengelas dengan posisi ini benda kerja terletak pada
bagian atas juru las dan kedudukan elektroda sekitar 5 derajat – 20 derajat
terhadap garis vertical dan 75 derajat-85 derajat terhadap benda kerja.
Gambar 2. 24 Posisi di atas kepala (Overhead)
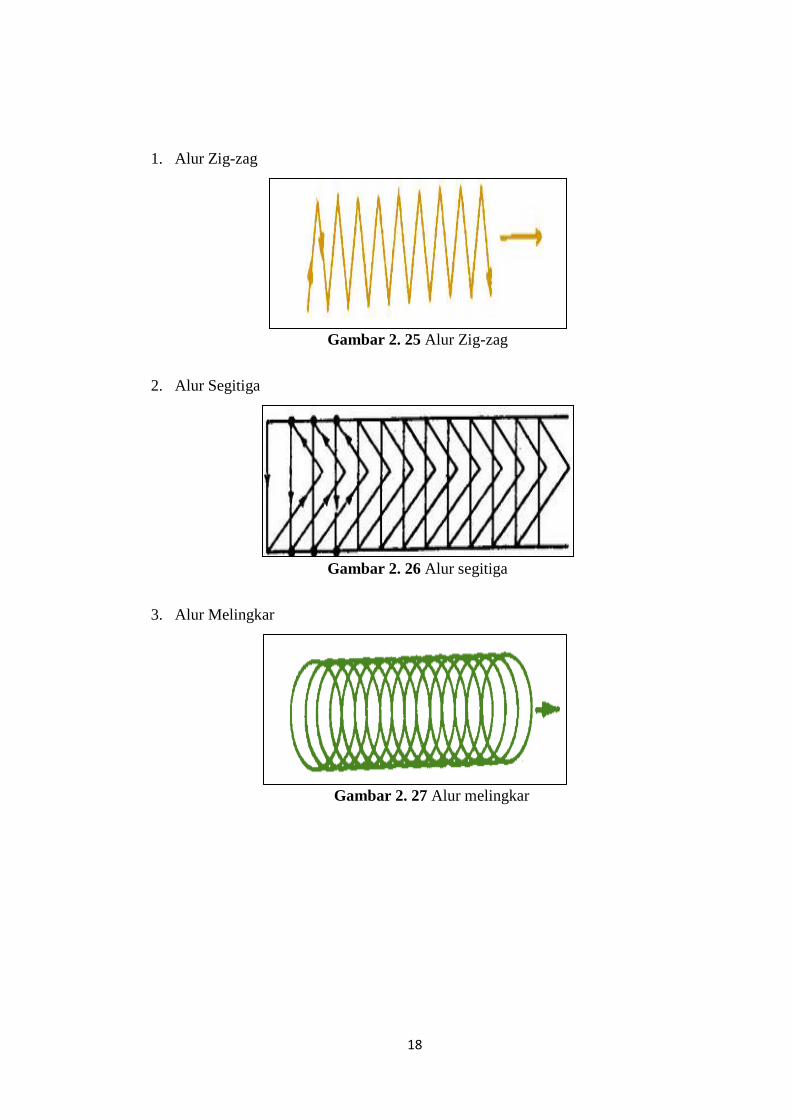
2.12 Gerakan Torch / Setang Las
Gerakan las dimaksutkan untuk menatur pemanasa bahan dasar yang akan
dilas supaya kedua sambungan mendapatkan pemanasan yang rata, juga untuk
mengatur pemanasan dan bentuk-bentuk rigi-rigi las sehingga menghasilkan
bentuk rigi las yang baik dan kuat.
18
1. Alur Zig-zag
Gambar 2. 25 Alur Zig-zag
2. Alur Segitiga
Gambar 2. 26 Alur segitiga
3. Alur Melingkar
Gambar 2. 27 Alur melingkar
19
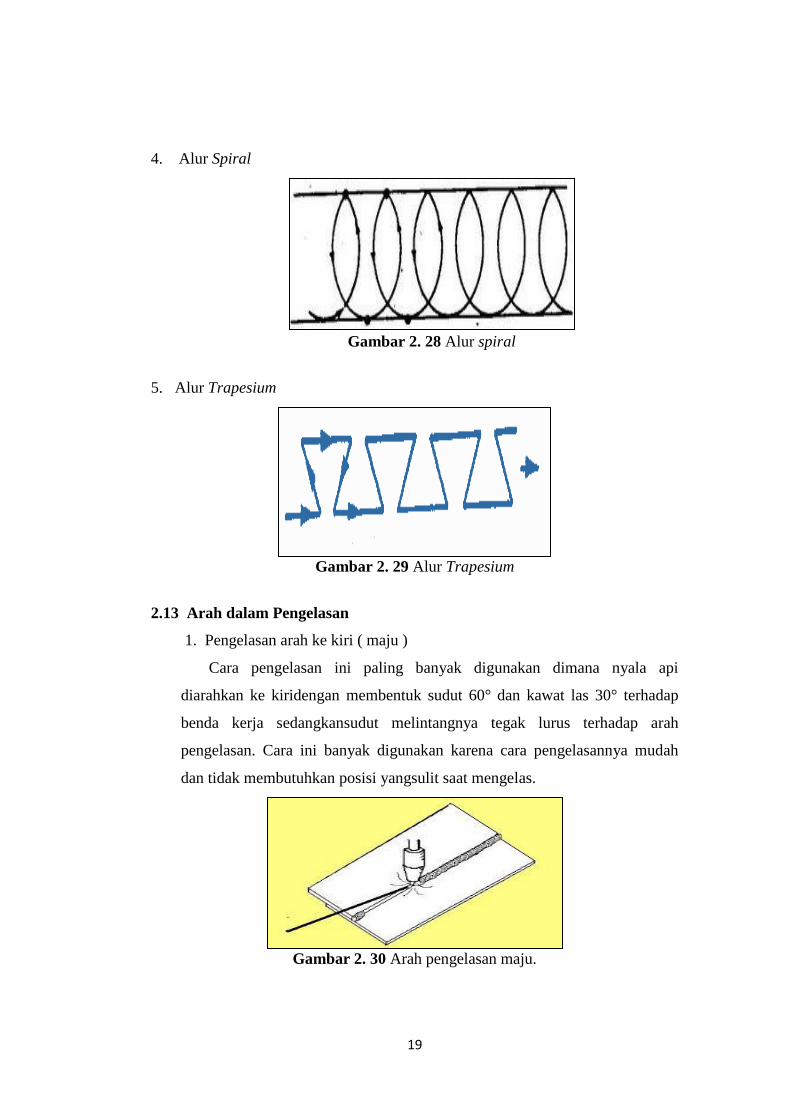
4. Alur Spiral
Gambar 2. 28 Alur spiral
5. Alur Trapesium
Gambar 2. 29 Alur Trapesium
2.13 Arah dalam Pengelasan
1. Pengelasan arah ke kiri ( maju )
Cara pengelasan ini paling banyak digunakan dimana nyala api
diarahkan ke kiridengan membentuk sudut 60° dan kawat las 30° terhadap
benda kerja sedangkansudut melintangnya tegak lurus terhadap arah
pengelasan. Cara ini banyak digunakan karena cara pengelasannya mudah
dan tidak membutuhkan posisi yangsulit saat mengelas.
Gambar 2. 30 Arah pengelasan maju.
20
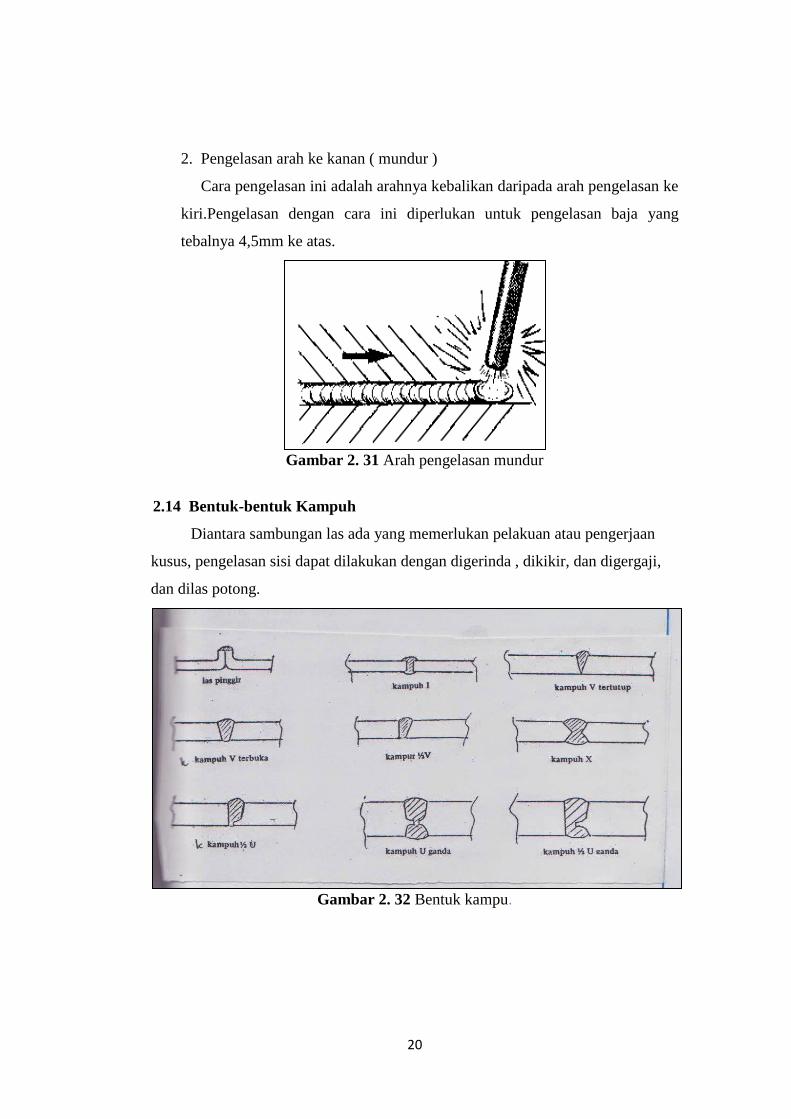
2. Pengelasan arah ke kanan ( mundur )
Cara pengelasan ini adalah arahnya kebalikan daripada arah pengelasan ke
kiri.Pengelasan dengan cara ini diperlukan untuk pengelasan baja yang
tebalnya 4,5mm ke atas.
Gambar 2. 31 Arah pengelasan mundur
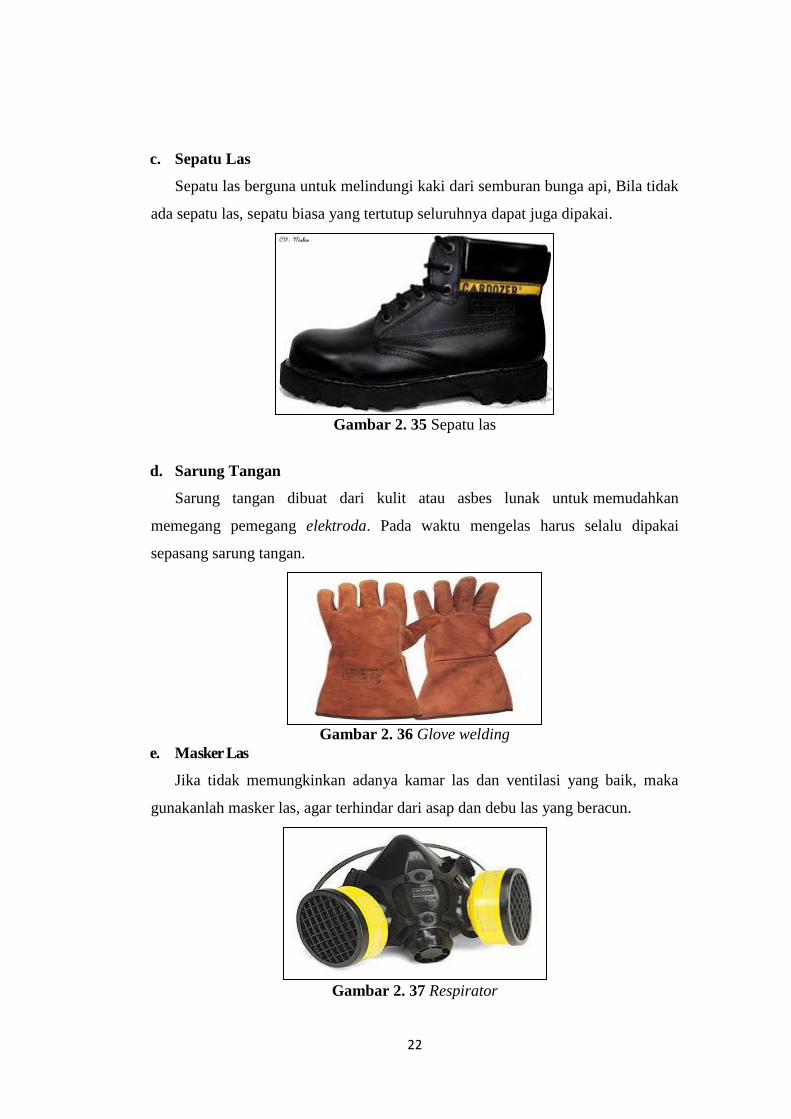
2.14 Bentuk-bentuk Kampuh
Diantara sambungan las ada yang memerlukan pelakuan atau pengerjaan
kusus, pengelasan sisi dapat dilakukan dengan digerinda , dikikir, dan digergaji,
dan dilas potong.
Gambar 2. 32 Bentuk kampu.

21
2.15 Perlengkapan Keselamatan Kerja
Keselamatan kerja merupakan upaya untuk mencegah terjadinya kecelakaan
kerja dan menjamin prose produksiagar berlangsung secara aman, efisien dan
produktif. Oleh karena itu, untuk menghindari kecelakaan kerja maka wajib
mengenakan perlengkapan keselamatan kerja.
Untuk menjamin keselamatan operator, maka operator harus menggunakan
peralatan keselamatan kerja seperti :
a. Pakaian Kerja
Pakaian kerja digunakan untuk melindungi tubuh dari percikan api. Pakaian
kerja tidak mengganggu pergerakan tubuh pekerja dan tidak terasa panas waktu
dipakai yang dibuat dari bahan Cotton.
Gambar 2. 33 Apron
b. Kaca Mata Las
Kaca mata pengaman ini digunakan untuk melindungi mata operaornya saat
melakukan kerja pengelasan.
Gambar 2. 34 Kacamata las
22
c. Sepatu Las
Sepatu las berguna untuk melindungi kaki dari semburan bunga api, Bila tidak
ada sepatu las, sepatu biasa yang tertutup seluruhnya dapat juga dipakai.
Gambar 2. 35 Sepatu las
d. Sarung Tangan
Sarung tangan dibuat dari kulit atau asbes lunak untuk memudahkan
memegang pemegang elektroda. Pada waktu mengelas harus selalu dipakai
sepasang sarung tangan.
Gambar 2. 36 Glove welding
e. Masker Las
Jika tidak memungkinkan adanya kamar las dan ventilasi yang baik, maka
gunakanlah masker las, agar terhindar dari asap dan debu las yang beracun.
Gambar 2. 37 Respirator
23
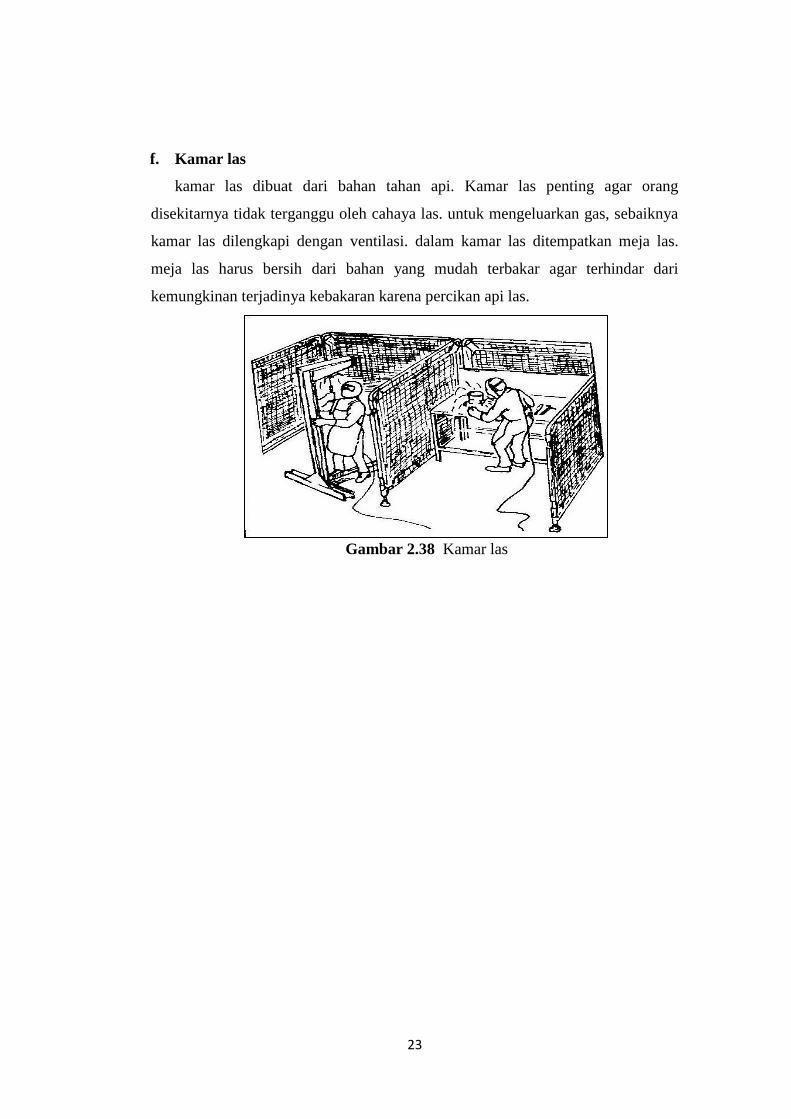
f. Kamar las
kamar las dibuat dari bahan tahan api. Kamar las penting agar orang
disekitarnya tidak terganggu oleh cahaya las. untuk mengeluarkan gas, sebaiknya
kamar las dilengkapi dengan ventilasi. dalam kamar las ditempatkan meja las.
meja las harus bersih dari bahan yang mudah terbakar agar terhindar dari
kemungkinan terjadinya kebakaran karena percikan api las.
Gambar 2.38 Kamar las
24
BAB III
ALAT DAN BAHAN
3.1 Alat
Alat-alat yang digunakan dalam pengelasan oxy-acetylene adalah :
1. Tabung acetylene
Gambar 3. 1 Tabung Acetylene
2. Tabung Oxygen
Gambar 3. 2 Tabung Oxygen
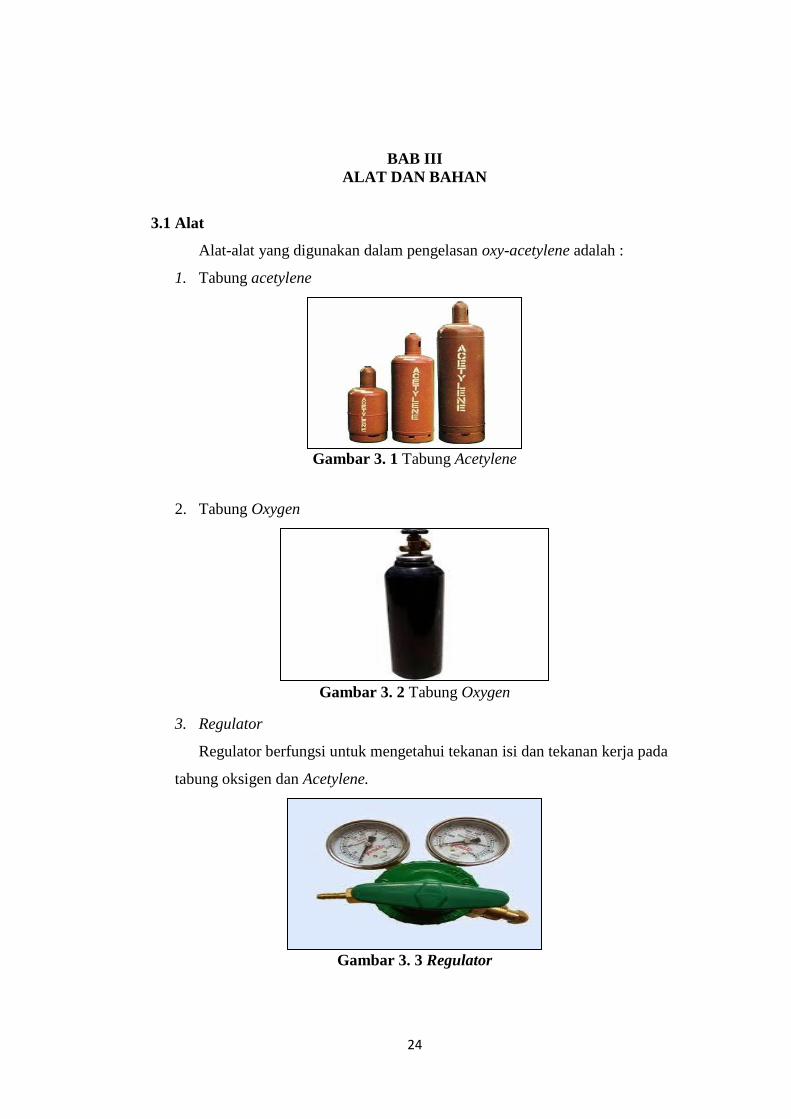
3. Regulator
Regulator berfungsi untuk mengetahui tekanan isi dan tekanan kerja pada
tabung oksigen dan Acetylene.
Gambar 3. 3 Regulator
25
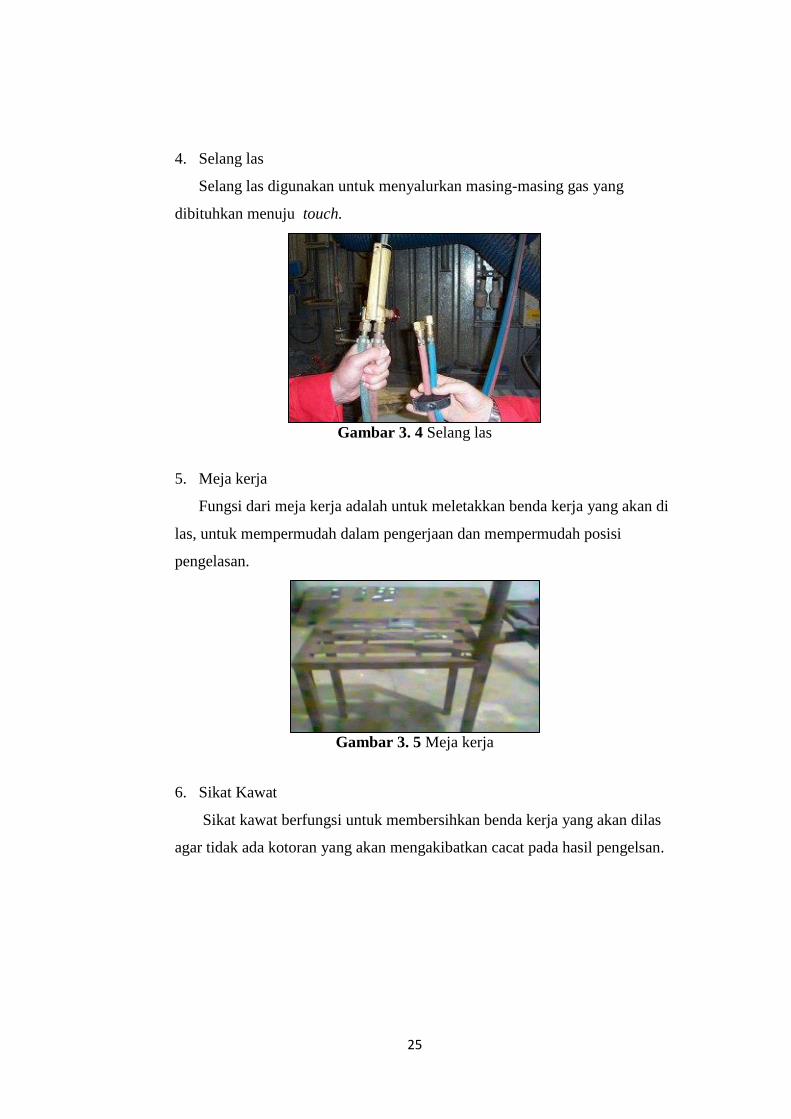
4. Selang las
Selang las digunakan untuk menyalurkan masing-masing gas yang
dibituhkan menuju touch.
Gambar 3. 4 Selang las
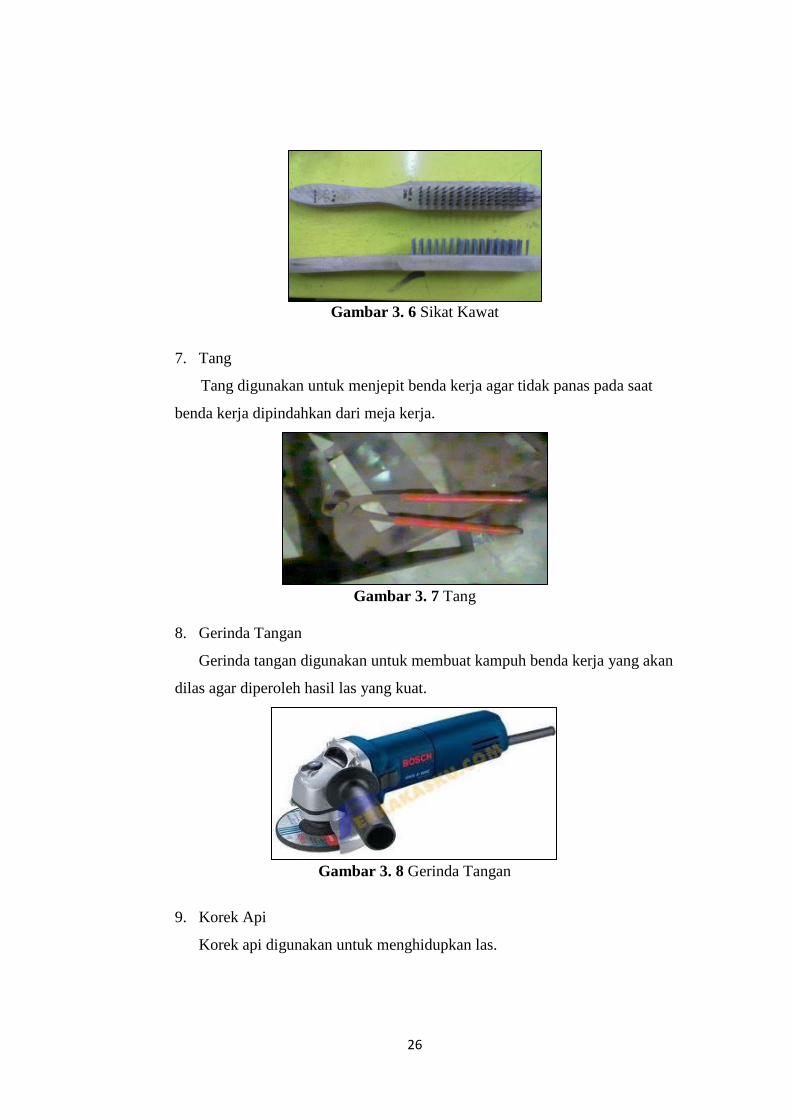
5. Meja kerja
Fungsi dari meja kerja adalah untuk meletakkan benda kerja yang akan di
las, untuk mempermudah dalam pengerjaan dan mempermudah posisi
pengelasan.
Gambar 3. 5 Meja kerja
6. Sikat Kawat
Sikat kawat berfungsi untuk membersihkan benda kerja yang akan dilas
agar tidak ada kotoran yang akan mengakibatkan cacat pada hasil pengelsan.
26
Gambar 3. 6 Sikat Kawat
7. Tang
Tang digunakan untuk menjepit benda kerja agar tidak panas pada saat
benda kerja dipindahkan dari meja kerja.
Gambar 3. 7 Tang
8. Gerinda Tangan
Gerinda tangan digunakan untuk membuat kampuh benda kerja yang akan
dilas agar diperoleh hasil las yang kuat.
Gambar 3. 8 Gerinda Tangan
9. Korek Api
Korek api digunakan untuk menghidupkan las.
27
Gambar 3. 9 Korek Api
10. Gergaji Besi
Gergaji besi digunakan untuk memotong benda kerja sesuai dengan yang
dibutuhkan ataupun juga di gunakan untuk membuat kampuh.
Gambar 3. 10 Gergaji Besi
11. Penggores
Penggores digunakan untuk member tanda pada benda kerja untuk
mempermudah dalam pengerjaan las.
Gambar 3. 11 Penggores
3.2 Bahan
Bahan yang dibutuhkan dalam pengelasan oxy-acetylene adalh sebagai
berikut :
28
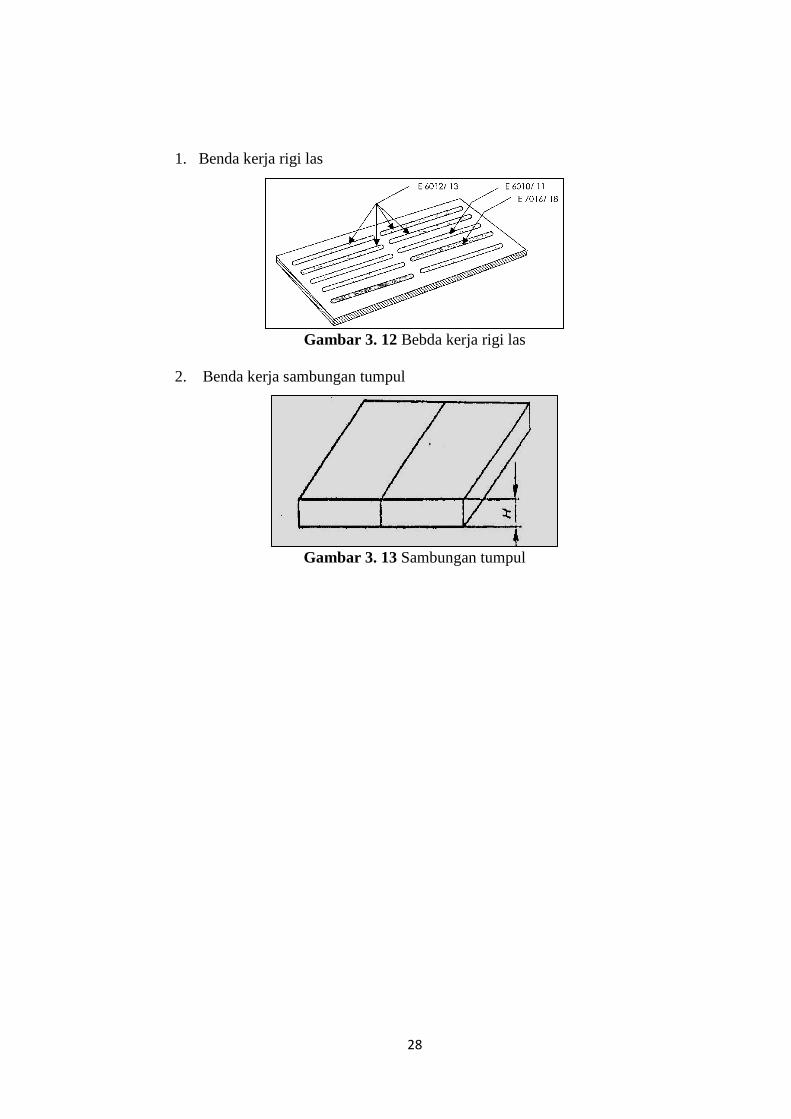
1. Benda kerja rigi las
Gambar 3. 12 Bebda kerja rigi las
2. Benda kerja sambungan tumpul
Gambar 3. 13 Sambungan tumpul
29
BAB IV
PROSEDUR
4.1 Prosedur umum
Berikut langkah kerja dalam prose las Acetylene:
1. Menyiapkan semua peralatan, bahan dan tempat yang akan digunakan.
2. Menggunakan peralatan pengaman (Safety).
3. Pemotongan plat berukuran 100 x 50 mm dua buah.
4. Membuat dua garis penanda alur las pada plat, yaitu alur las yang tidak
menggunakan kawat dan yang menggunakan kawat.
5. Letakkan plat yang sudah di beri garis pada tempat pengelasan.
6. Selang regulator las dipasang pada tabung yang telah disiapkan.
7. Memakai kaca mata las agar cahaya las tidak merusak mata dan
menggunakan apron untuk melindungi tubuh dari percikan api las.
8. Penyalaan api pada las asitelin dengan cara memutarkan katup pembuka
gas Acetylene dan menhidupkan api dengan korek api.
9. Pengaturan nyala api dengan memutar katup gas Acetylene dan gas
Oxygen hingga nyala api yang optimal didapatkan.
10. Jika semua persiapan sudah lengkap, dekatkan las dengan benda kerja
(plat) untuk melakukan proses pengelasan.
11. Pengelasan plat dengan menggunakan teknik maju dan dengan alur bulat
pada alur. Pengelasan dilakukan pada alur yang tanpa menggunakan kawat
terlebih dahulu.
12. Pengelasan plat pada garis alur pengelasan kedua dengan alur bulat dan
menggunakan kawat las.
13. Jika proses pengelasan sudah selesai, alat las dimatikan dengan cara
mengecilkan gas Acetylene dan gas oksigen sampai habis.
14. Sikat ujung penyemprot las dengan menggunakan sikat baja untuk
mencegah penyumbatan katup.
15. Rapikan kembali ruang kerja.
30
4.2 Prosedur pengelasan
4.2.1 Standar Operasional Prosedur penghidupan las oxy-acetylene :
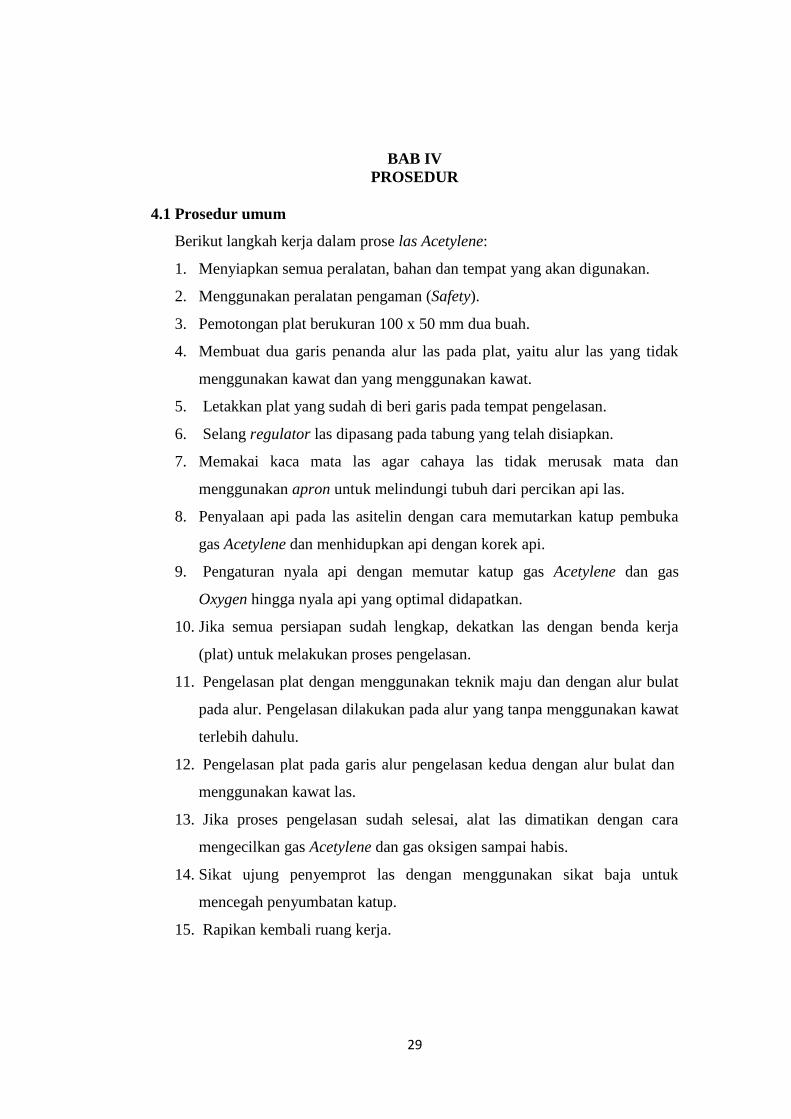
1. Buka katup-katup Oxygen dan Acetylene pada klep pengisian.
Gambar 4. 1 Membuka katub
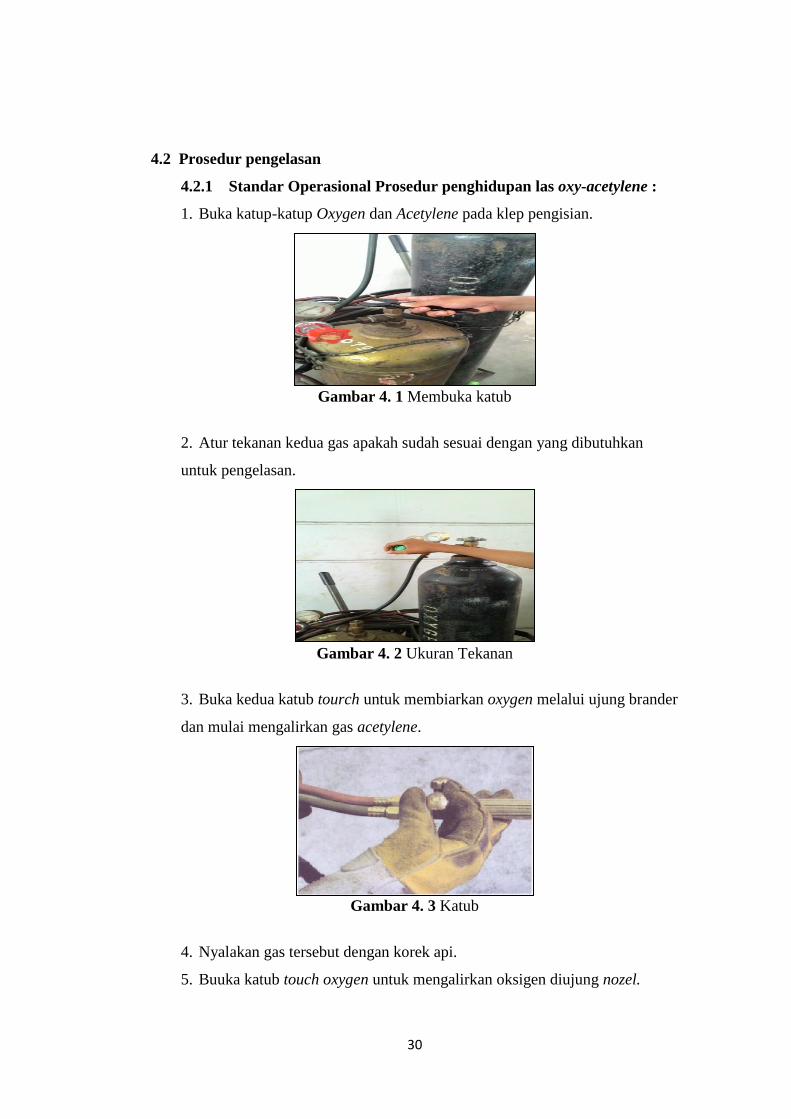
2. Atur tekanan kedua gas apakah sudah sesuai dengan yang dibutuhkan
untuk pengelasan.
Gambar 4. 2 Ukuran Tekanan
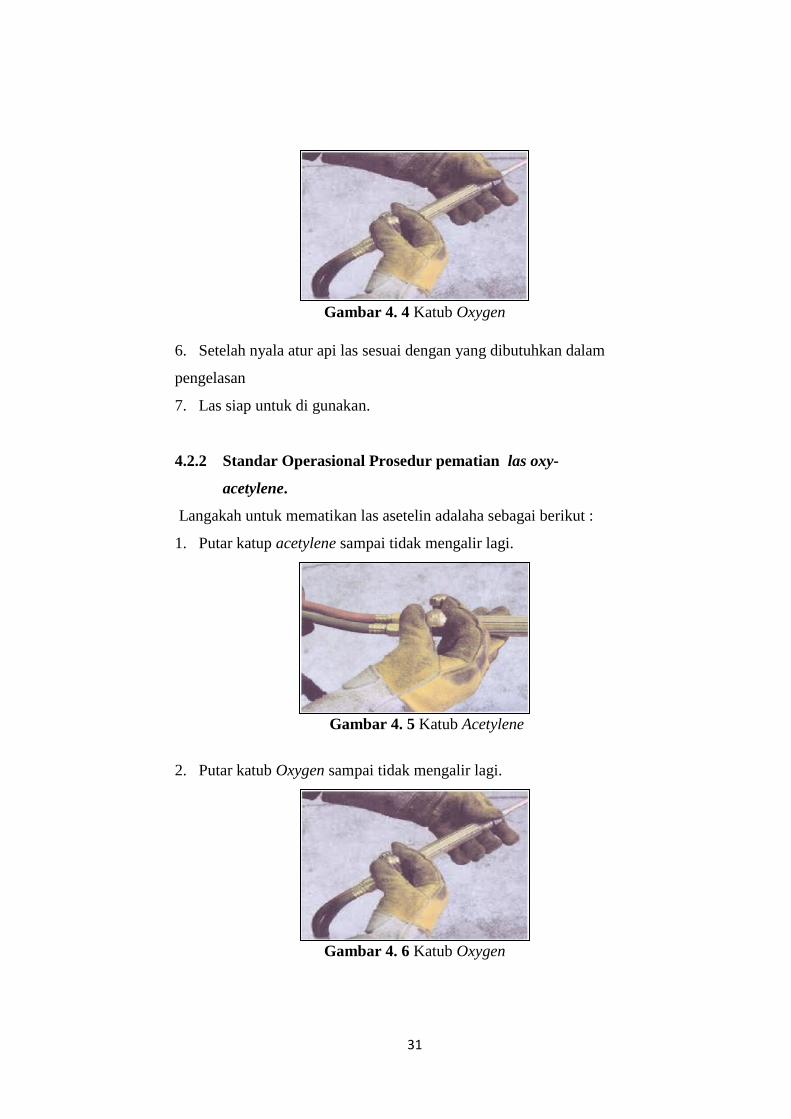
3. Buka kedua katub tourch untuk membiarkan oxygen melalui ujung brander
dan mulai mengalirkan gas acetylene.
Gambar 4. 3 Katub
4. Nyalakan gas tersebut dengan korek api.
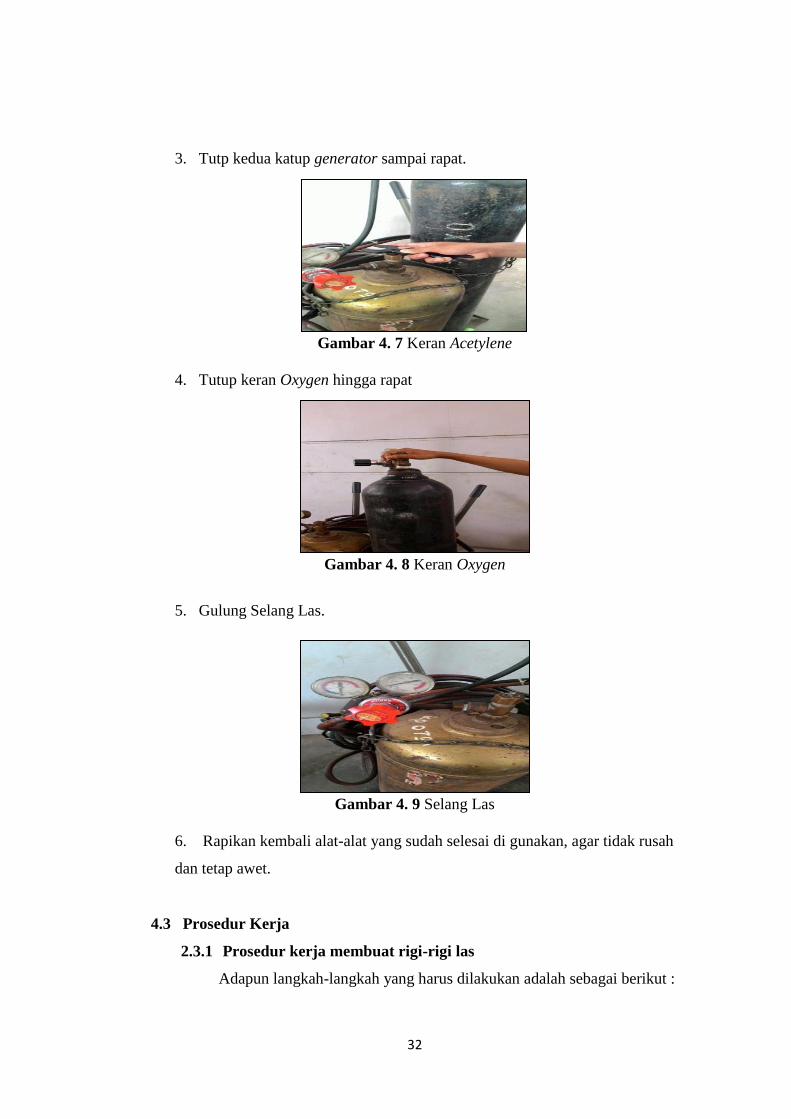
5. Buuka katub touch oxygen untuk mengalirkan oksigen diujung nozel.
31
Gambar 4. 4 Katub Oxygen
6. Setelah nyala atur api las sesuai dengan yang dibutuhkan dalam
pengelasan
7. Las siap untuk di gunakan.
4.2.2 Standar Operasional Prosedur pematian las oxy-
acetylene.
Langakah untuk mematikan las asetelin adalaha sebagai berikut :
1. Putar katup acetylene sampai tidak mengalir lagi.
Gambar 4. 5 Katub Acetylene
2. Putar katub Oxygen sampai tidak mengalir lagi.
Gambar 4. 6 Katub Oxygen
32
3. Tutp kedua katup generator sampai rapat.
Gambar 4. 7 Keran Acetylene
4. Tutup keran Oxygen hingga rapat
Gambar 4. 8 Keran Oxygen
5. Gulung Selang Las.
Gambar 4. 9 Selang Las
6. Rapikan kembali alat-alat yang sudah selesai di gunakan, agar tidak rusah
dan tetap awet.
4.3 Prosedur Kerja
2.3.1 Prosedur kerja membuat rigi-rigi las
Adapun langkah-langkah yang harus dilakukan adalah sebagai berikut :
33
1. Benda kerja yang akan dibuat rigi-rigi las di ukur.
2. Tandai benda kerja yang akan dilas dengan melihat gambar kerja.
Gambar 4. 10 Dimensi Benda Kerja
3. Katup tekanan acetylene dibuka dengan memutar baut penguncinya
berlawanan arah jarum jam.
Gambar 4. 11 Keran Acetylene
4. Keran tekanan isi Regulator Oxygen dibuka dengan memutar baut
penguncinnya berlawanan narah jarum jam.
Gambar 4. 12 Keran Oxygen

34
5. Katub tekanan kerja pada regulator Acetylene dibuka berlahan sehingga
menunjukkan tekanan 0,5 bar.
Gambar 4. 13 Katub Acetylene
6. Katup tekanan kerja pada Oxygen dibuka berlahan sehingga
menunjukkan tekanan 2 bar.
Gambar 4. 14 Katuk Oxygen
7. Peralatan keselamatan kerja di gunakan
8. Katub acetylene pada torch dibuka sedikit.
Gambar 4. 15 Katub Torch Acetylene
9. Ujung nozel disulut dengan korek api hingga menyala.
10. Buka katup Oxygen secara perlahan.
35
Gambar 4. 16 Katub Touc Oxygen
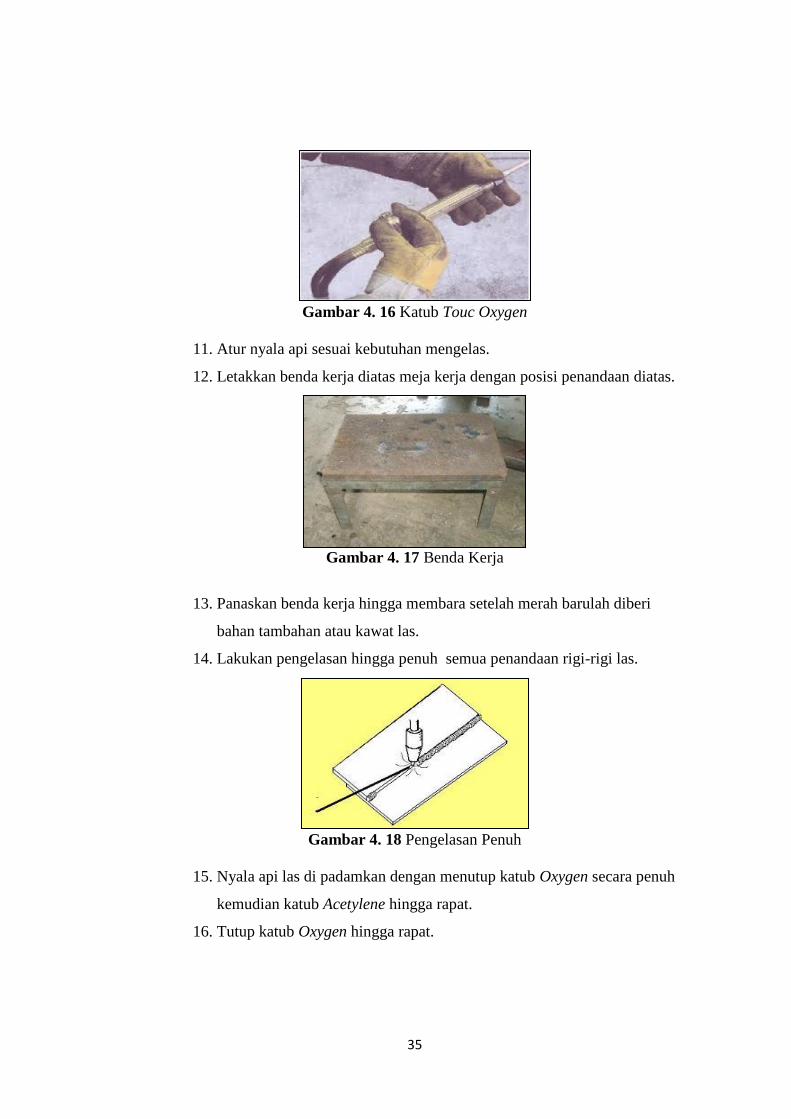
11. Atur nyala api sesuai kebutuhan mengelas.
12. Letakkan benda kerja diatas meja kerja dengan posisi penandaan diatas.
Gambar 4. 17 Benda Kerja
13. Panaskan benda kerja hingga membara setelah merah barulah diberi
bahan tambahan atau kawat las.
14. Lakukan pengelasan hingga penuh semua penandaan rigi-rigi las.
Gambar 4. 18 Pengelasan Penuh
15. Nyala api las di padamkan dengan menutup katub Oxygen secara penuh
kemudian katub Acetylene hingga rapat.
16. Tutup katub Oxygen hingga rapat.
36
Gambar 4. 19 Katub Oxygen
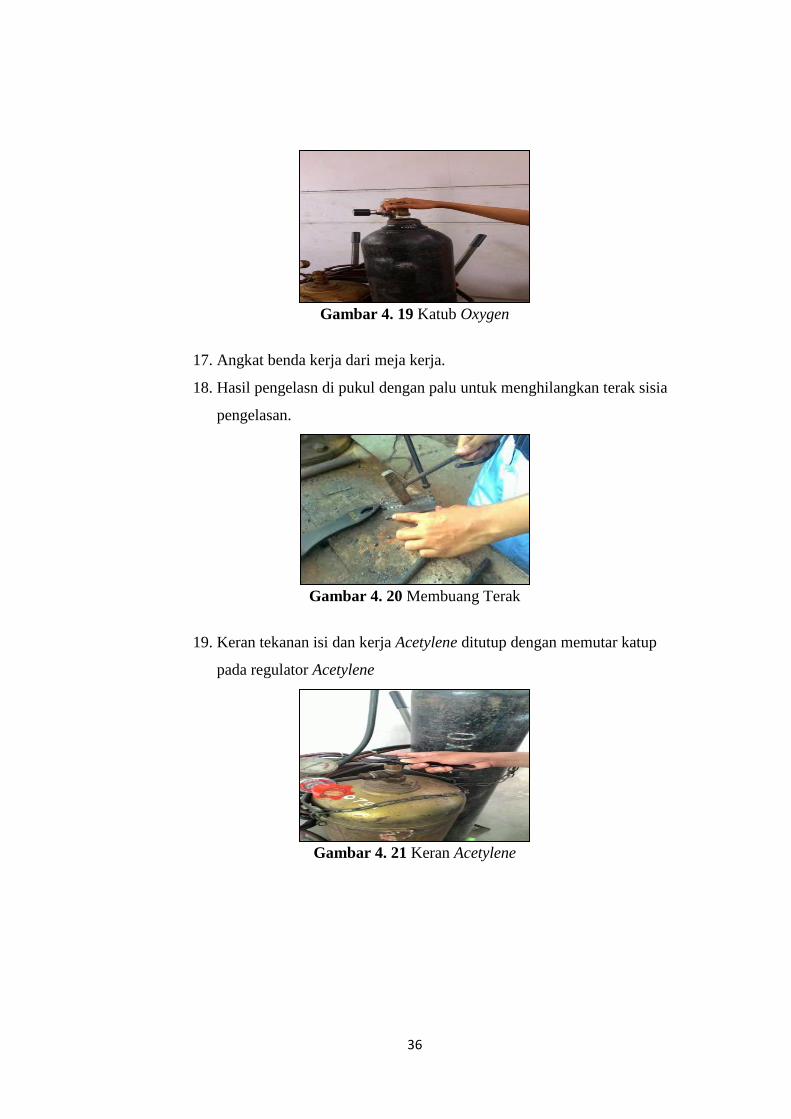
17. Angkat benda kerja dari meja kerja.
18. Hasil pengelasn di pukul dengan palu untuk menghilangkan terak sisia
pengelasan.
Gambar 4. 20 Membuang Terak
19. Keran tekanan isi dan kerja Acetylene ditutup dengan memutar katup
pada regulator Acetylene
Gambar 4. 21 Keran Acetylene

37
20. Tutup juga tekanan isi dan kerja Oxygen.
Gambar 4. 22 Keran Oxygen
21. Rapikan semua peralatan yang sudah selesai di gunakan.
4.3.2 Prosedur kerja membuat sambungan tumpul
Adapun prosedur untuk membuat sambungan tumpul adalah sebagai
berikut :
1. Ukur dimensi dari benda kerja yang akan dibuat rigi-rigi
2. Tandai benda kerja yang akan dilas dengan melihat gambar kerja.
Gambar 4. 23 Penandaan Benda
5 Katup tekanan Acetylene dibuka dengan memutar baut penguncinya
berlawanan arah jarum jam.
Gambar 4. 24 Keran Acetylene
38
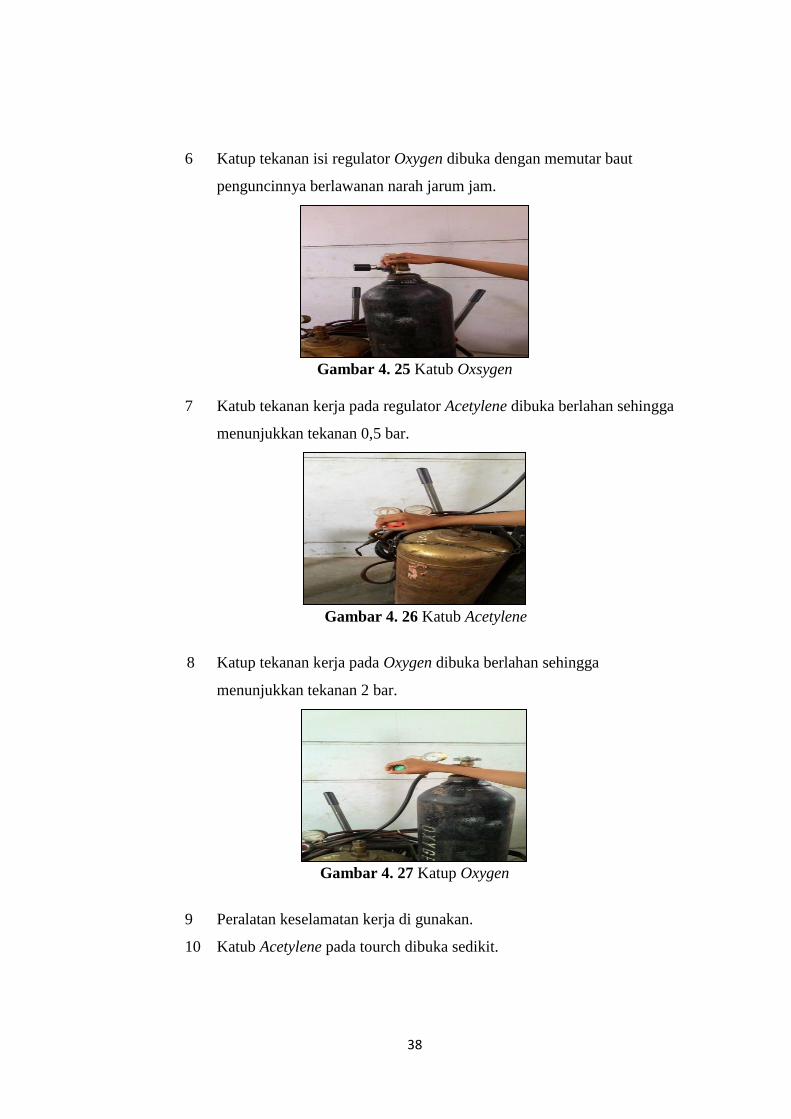
6 Katup tekanan isi regulator Oxygen dibuka dengan memutar baut
penguncinnya berlawanan narah jarum jam.
Gambar 4. 25 Katub Oxsygen
7 Katub tekanan kerja pada regulator Acetylene dibuka berlahan sehingga
menunjukkan tekanan 0,5 bar.
Gambar 4. 26 Katub Acetylene
8 Katup tekanan kerja pada Oxygen dibuka berlahan sehingga
menunjukkan tekanan 2 bar.
Gambar 4. 27 Katup Oxygen
9 Peralatan keselamatan kerja di gunakan.
10 Katub Acetylene pada tourch dibuka sedikit.
39
Gambar 4. 28 Katub Torch Acetylene
11 Ujung nozel disulut dengan korek api hingga menyala.
12 Buka katup Oxygen secara perlahan.
Gambar 4. 29 Katub Torch Oxygen
13 Atur nyala api sesuai kebutuhan mengelas.
14 Letakkan benda kerja diatas meja kerja dengan posisi penandaan diatas.
Gambar 4. 30 Benda Kerja
15 Panaskan benda kerja hingga membara setelah merah barulah diberi
bahan tambahan atau kawat las.
16 Beri titik penandaan pengelasan agar lebih mudah dalam pengerjaan.
40
Gambar 4. 31 Penandaan
17 Tourch ayunkan secara berlahan melingkat searah dari kanan ke kiri
mengikuti kawat las.
Gambar 4. 32 Arah Pengelasan
18 Lalukan pengelasan hingga penuh.
Gambar 4. 33 Pengelasan Penuh
19 Nyala api las di padamkan dengan menutup katub Oxygen secara
penuh kemudian katub Acetylene hingga rapat.
Gambar 4. 34 Katub Torch Acetylene
41
20 Putar katub oxyigen pada torch hingga rapat.
Gambar 4. 35 Katub Torch Oxygen
21 Angkat benda kerja dari meja kerja.
22 Hasil pengelasn di pukul dengan palu untuk menghilangkan terak sisia
pengelasan.
Gambar 4. 36 Membuang Terak
23 Jika hasil pengelasan terdapat cacat atau kotoran maka bersihkan
terlebih dahulu baru kemudian ulangi lagi pengelasan.
Gambar 4. 37 Membersihkan Terak
24 Tutup keran tekanan isi dan tekanan kerja Acetylene di tutup dengn
memutar keran pada regulator.
42
Gambar 4. 38 Keran Acetylene
25 Tutup tekanan kerja dan isi oxygen dengan memutar keran pada
regulator.
Gambar 4. 39 Katuk Oxygen
26 Gulung selang las setelah selesai pengelasan.
Gambar 4. 40 Selang Las
27 Bersihkan peralatan kerja dan rapikan.
43
BAB V
PEMBAHASAN
5.1 Perhitungan pengelasan
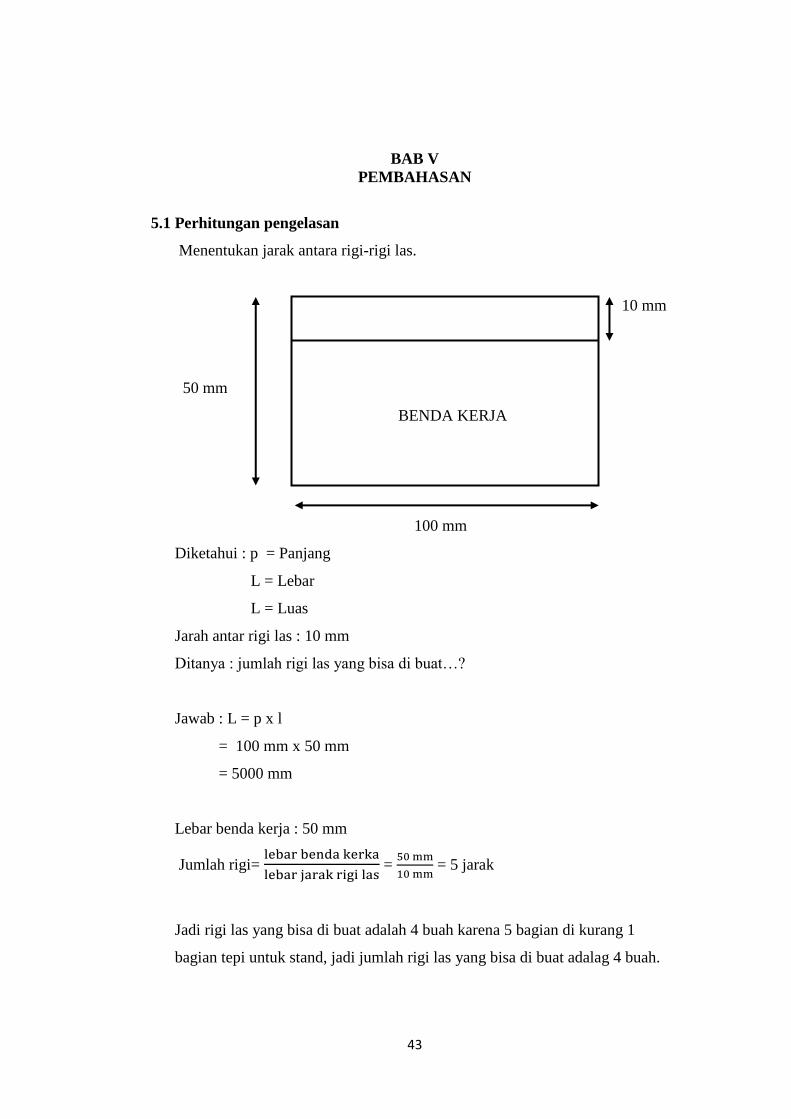
Menentukan jarak antara rigi-rigi las.
10 mm
50 mm
BENDA KERJA
100 mm
Diketahui : p = Panjang
L = Lebar
L = Luas
Jarah antar rigi las : 10 mm
Ditanya : jumlah rigi las yang bisa di buat…?
Jawab : L = p x l
= 100 mm x 50 mm
= 5000 mm
Lebar benda kerja : 50 mm
Jumlah rigi=
=
= 5 jarak
Jadi rigi las yang bisa di buat adalah 4 buah karena 5 bagian di kurang 1
bagian tepi untuk stand, jadi jumlah rigi las yang bisa di buat adalag 4 buah.

44
5.2 Analisa
Pada saat pengelasan berlangsung terjadi letusan itu diakibatkan karena nyala
api terlalu kecil pengecilan ini biasanny terjadi karena ujung tourch terganggu
oleh kotoran dari pengelsan.
Pada pengelasan yang bagus diperlukan keterampilan daari juru las dan juga
persiapan yang cukup. Karena pada saat proses pengelasan memerlukan
keterampilan dan konsentrasiyang tinggi untuk menghasilkan las yang baik.
Permasalhan yang sering muncul pada ssat proses pengelasan adalah :
1. Terbentuknya lubang di plat
Disebabkan karena terlalu lama pada saat pemanasan pada bagian plat.
2. Kekeliruan pda alur las.
Disebabkan karena keterampilan dari juru las yang kurang menguasai teknik
pengelasan secara sempurna.
45
BAB VI
PENUTUP
6.1 Kesimpulan
Proses pengelasan merupakan proses penyambungan antara dua logam atau
lebih. Pada proses pengelasan memerlukan banyak latihan dan uji coba las,
dikarenakan proses pengelasan memerlukan keterampilan, tingkat ketelitian dan
konsenterasi yang tinggi untuk mendapatkan hasil pengelasan yang optimal.
Menguasai prinsip dari pengelasan asitelin sangat dibutuhkan seperti cara
pengaturan nyala api yang diperlukan, karena biasanya las asitelin digunakan pada
plat yang tipis sehingga memerlukan pengaturan nyala api yang sesuai.
6.2 Saran
Dalam setiap proses pengelasan yang dilakukan selalu utamakanlah
keselamatan (safety first), dengan menggunakan pengaman mata, tangan dan
tubuh. dan juga menjaga dan merawat semua peralatan las yang digunakan agar
tidak rusak dan tahan lama (awet)
46
DAFTAR PUSTAKA
http://aditm11.blogspot.com/2012/04/laporan-praktikum-las-listrik.html
http://monangcidakkal.blogspot.com/2013/07/laporan-las-liatrik.html
http://kamuslistrik.blogspot.com/2012/06/jenis-jenis-las-listrik-dan-cara.html
http://ebookguide.aws.af.cm/read/elektro-teknik-las-listrik-dan-rangkaian-las-listrik/

47
LAMPIRAN