LA FABRICATION ADDITIVE - unilim.fr · dimension est formée par la succession des couches de...
64
ENSIL MIX LA FABRICATION ADDITIVE Yvan PAULIAT
Transcript of LA FABRICATION ADDITIVE - unilim.fr · dimension est formée par la succession des couches de...

ENSIL
MIX
LA FABRICATION ADDITIVE
Yvan PAULIAT

IUT du Limousin 2013-2014
Y.Pauliat Fabrication additive 2
LA FABRICATION ADDITIVE, une nouvelle révolution industrielle ?
I - INTRODUCTION
Après la machine à vapeur, la sidérurgie, l’électricité, l’électronique, l’informatique, la fabrication additive va-t-elle bouleverser nos vies ?
Qui a entendu parler de fabrication additive ? Cette expression n’a pas les faveurs des médias qui lui préfèrent la terminologie « impression 3D » plus simple et accrocheuse. L’impression 3D fait immédiatement penser à imprimante 3D, terme marketing inventé pour décrire un procédé de fabrication additive dans les années 90.
Comme dans une imprimante jet d’encre, des gouttelettes colorées sont projetées sur une fine couche de poudre synthétique. Les zones ainsi dessinées sont solidifiées, puis une nouvelle couche de poudre est déposée, l’impression peut recommencer. La troisième dimension est formée par la succession des couches de poudre.
Maquette de moteur monocylindre
Maquette de contrôleur
Mise en situation des
contraintes
X Y
Z
Tête d’impression jet d’encre
Pièce
Poudre support
Plateau mobile
Réservoir de poudre
Distributeur

IUT du Limousin 2013-2014
Y.Pauliat Fabrication additive 3
II - LA FABRICATION ADDITIVE DANS LE CYCLE DE CREATION D’UN PRODUIT
Les technologies de fabrication additive sont issues d’un ensemble de processus regroupés sous le vocable prototypage rapide. Initialement, il vise à réaliser des maquettes ou prototypes à partir de la modélisation CAO le plus rapidement possible afin de réduire le temps de conception des nouveaux produits. Ainsi il est possible de produire la maquette d’un nouvel objet en quelques jours au lieu de plusieurs semaines avec les moyens classiques. Des procédés spécifiques ont été mis au point dans ce but, néanmoins grâce à l’amélioration continue dont ils ont bénéficié cette dernière décennie, ils sont rentrés dans la catégorie des procédés séries.
Schéma de principe du prototypage rapide
La fabrication additive est bien plus que le simple changement de signe d’une opération mathématique. Il a fallu inventer et s’appuyer sur plusieurs technologies dans des secteurs très différents comme l’informatique ou la science des matériaux pour rendre réaliste la fabrication additive.
III - LES 4 DEFIS A RESOUDRE DE LA FABRICATION ADDITIVE
Les procédés de fabrication conventionnels fonctionnent par enlèvement ou par déformation d’un volume de matière initial. Dans la fabrication additive la matière est distribuée selon la géométrie souhaitée de la pièce. Pour réaliser cette opération il faut résoudre les problèmes suivants :
Problème n°1 : l’accès
Chaque parcelle de l’ensemble à fabriquer doit être accessible pendant le cycle de réalisation.
Problème n°2 : la matière
La matière doit changer d’état pendant la distribution dans un temps très court afin de réduire le temps de fabrication.
Problème n°3 : la topologie
La totalité du volume de l’objet fabriqué doit être décrite au lieu des surfaces frontières pour les procédés par enlèvement de matière.
Problème n°4 : la précision
La distribution de matière doit être la plus fine possible pour répondre à toutes les topologies. Une précision comparable aux procédés par enlèvement de matière est souhaitée.
Objet
Acquisition de formes
Modélisation CAO Modèle numérique
Fabrication rapide Ajout de matière Enlèvement de matière
Pla
ns
Post-traitements
Maquette
Prototype ou pièces réalisées
Outillage rapide
Rev
erse
En
gin
eeri
ng

IUT du Limousin 2013-2014
Y.Pauliat Fabrication additive 4
Toutes les machines de fabrication additive proposent des solutions technologiques pour répondre à ces 4 problèmes.
III -1 - ACCEDER A TOUS LES RECOINS DE LA PIECE A FABRIQUER
La résolution de ce problème apporte une grande partie de l’originalité de la fabrication additive. La méthode utilisée consiste à couper la pièce en de fines tranches parallèles : c’est la stratification.
L’épaisseur de chaque tranche dépend de la matière utilisée et donc du procédé de transformation. La valeur est comprise entre 0,02 mm et 0,5 mm.
Cas d’une pièce irréalisable par procédés conventionnels
Tranche de cette pièce
La pièce est constituée par la superposition de toutes les
tranches.
Dans la très grande majorité des procédés existants, la valeur du pas de stratification est la même
pour toutes les tranches.
La pièce finie est le résultat de la superposition de toutes les tranches fabriquées les unes après les autres. La fabrication débute par la tranche la plus basse, une fois terminée, le dispositif de distribution de matière ou le support de la pièce se déplace d’un pas de strate, un nouveau cycle de solidification peut commencer.
Dans tous les procédés de fabrication additive, la géométrie d’une tranche est une extrusion (comme dans un modeleur numérique) du profil de la strate. Les bords sont parallèles à l’axe de stratification (voir dessin ci-dessous).
L’opération de stratification est caractérisée par deux paramètres :
- L’orientation de l’axe de stratification - Le pas de stratification qui détermine la hauteur d’une strate
A retenir !

IUT du Limousin 2013-2014
Y.Pauliat Fabrication additive 5
La rectitude des flancs des tranches a des conséquences sur la précision des pièces produites. Soit une pièce dont le profil est le suivant :
L’axe de stratification est l’axe de symétrie de la pièce. Si nous simulons deux hauteurs de couche
différentes nous obtenons les projections suivantes
Cas 1 – hauteur de strates = 5 mm Cas 2 – hauteur de strates = 1 mm
Dans le détail pour une hauteur de strate de 1 mm obtient le défaut suivant :
La stratification ne génère pas de défauts si la géométrie présente des faces parallèles à l’axe de tranchage. Pour tous les autres cas, il y a une erreur entre la pièce produite et la géométrie nominale.
Pour résoudre ce problème il conviendrait de réduire la hauteur de strate à la valeur la plus faible
possible en fonction du procédé utilisé. Le gain obtenu en précision se paie au prix d’un plus grand nombre de strates que la machine devra décrire. Comme dans les procédés par enlèvement de matière le temps d’exécution et inversement proportionnel à la précision obtenue !
Tranche 5 mm Tranche de 1 mm Tranche de 0,01mm

IUT du Limousin 2013-2014
Y.Pauliat Fabrication additive 6
Plus la tranche est fine plus les détails de la pièce sont « aplatis » et donc réalisables simplement. Par contre le nombre de tranche est multiplié. La réalisation de tranches de faible épaisseur permet de simplifier la géométrie de chacune d’elle.
Exemple : la figure ci-dessous montre les coupes d’une aube de la pièce précédente pour des tranches de 5 mm, 1 mm et 0,1 mm.
Dans le cas de la tranche le plus fine, l’erreur de dépouille sur le profil est de 0,06 mm, soit plus faible
que la résolution de la majorité des procédés de prototypage rapide.
La stratification résout le problème d’accès à l’intégralité de la pièce mais pose de nouveaux problèmes pour la réalisation des strates dans le plan horizontal et de leur assemblage dans l’axe de stratification.
a - Problème n°1
Selon l’axe de stratification, l’empilage des tranches dont l’épaisseur peut être inférieure à 0,1 mm doit être :
- mécanisé pour assurer un positionnement constant et fiable
- automatisé pour réduire le temps de réalisation
Empilage des strates pour obtenir la pièce Exemple d’une strate
La réalisation des tranches et leur positionnement superposé doit être automatisé pour assurer une bonne qualité dimensionnelle.
b - Problème n°2
Dans le plan de stratification, selon les géométries et l’altitude des éléments non contigus peuvent être à réaliser. La création de liens entre ces morceaux de strates permettrait de garantir une précision.
Pour décrire la totalité de la géométrie de la pièce, elle est découpée en fine tranches parallèles selon un axe de stratification.
Plus les tranches sont fines plus les détails de la pièce seront finement réalisés mais en contrepartie le temps de réalisation augmente.
A retenir !

IUT du Limousin 2013-2014
Y.Pauliat Fabrication additive 7
Pièce entière Strate niveau 19 Strate niveau 0
Pour le niveau 0, la strate comporte 3 éléments indépendants; pour le niveau 19, un seul élément forme la strate.
Il faut ajouter un lien entre les éléments dis-contigus.
c - Problème n°3
Les géométries des pièces peuvent conduire, lors de la stratification, à la création d’éléments dont le centre de gravité se situe au-delà des zones de contact : l’élément peut tomber.
Exemple : simulation d’une fabrication, les 4 éléments indépendants sont réalisés du bas vers le haut
Il faut étayer les éléments au fur et à mesure de la fabrication : c’est l’ajout de supports
d - Problème n°4
La décomposition de la géométrie initiale en strates d’épaisseur donnée, produit un grand nombre de nouvelles géométries qu’il faut ensuite réaliser.
Maquette numérique de la pièce Simulation de toutes les tranches
Chacune d’elle doit être fabriquée.
L’extraction de géométries doit être universelle et la plus automatique quel que soit le logiciel de création de la maquette numérique.
Création d’un outil universel d’exploitation et d’extraction des géométries des pièces
Axe de stratification
Zone d’appui
Centre de gravité
Basculement

IUT du Limousin 2013-2014
Y.Pauliat Fabrication additive 8
III -2 - DISTRIBUER LA MATIERE
C’est le point clé de la fabrication additive.
Une fois n’est pas coutume, partons du résultat à obtenir pour trouver des modes opératoires à mettre en œuvre. L’objectif visé est la réalisation d’une pièce solide dont la géométrie sera conforme au modèle numérique de départ. Théoriquement tous les matériaux solides à température ambiante peuvent convenir. Néanmoins les principaux seront les alliages métalliques et de très nombreux polymères thermodurcissables ou thermoplastiques. Des matériaux bio-sourcés ont fait leur apparition sur le marché récemment (poudre de maïs, PLA par exemple).
La phase de distribution nécessite du point de vue du matériau des qualités contraires à la phase finale. Le matériau doit être sécable finement puis solidifié rapidement. Plusieurs principes physico-chimiques sont utilisables :
- Changement d’état pour des matériaux, les possibilités théoriques sont résumées dans le graphique suivant :
- Agglomération chimique à l’aide d’un adhésif déposé finement. Le matériau se présente,
initialement sous forme de poudre fine (granulométrie inférieure à 50 μm).
Synoptique de fonctionnement d’un procédé de fabrication additive :
Dans tous les procédés des traitements automatiques sont utilisés pour ajouter des liens et des supports afin de stabiliser chaque élément de géométrie des pièces.
Ces éléments doivent être retirés à la fin de la fabrication : c’est le post-traitement
Pièce finie
- solide - Fidèle à la géométrie
demandée
ETAT INITIAL
Etat initial de la matière :
- Liquide - Solide sous forme de fil - Solide sous forme de poudre - Solide sous forme de plaque
ETAT FINAL
Distribution
solidification
A retenir !

IUT du Limousin 2013-2014
Y.Pauliat Fabrication additive 9
Exemples de procédés utilisés :
Fusion localisée de poudres céramiques ou métalliques à l’aide d’un Laser
solidification localisée d’un photopolymère liquide à l’aide d’un Laser ou d’une projection d’UV
Fusion d’un fil de polymère thermoplastique
+
Collage localisé d’une poudre polymère ou de maïs
Dans tous les procédés de fabrication additive la matière est distribuée selon le motif utile de chaque
strate. Les strates sont construites les unes sur les autres, l’agglomération de la matière doit s’effectuer aussi entre chaque couche de matière.
III -3 - DECRIRE LA TOPOLOGIE DES PIECES
Les procédés de fabrication classiques fonctionnent à partir d’un volume de matière initial (le brut) et de surfaces topologiques qui servent de frontière à l’enlèvement de matière. Un dessin de définition peut suffire à décrire la pièce pour permettre sa réalisation.
Plan de définition d’une pièce
Enlèvement de copeaux en tournage à partir d’un brut
dont le volume est supérieur à celui de la pièce souhaitée.
La distribution de matière s’effectue selon chaque strate à partir d’un principe physico-chimique spécifique à chaque procédé et selon la nature du matériau.
Les métaux, céramiques et polymères sont les matériaux les plus courants. A retenir !
IUT du Limousin 2013-2014
Y.Pauliat Fabrication additive 10
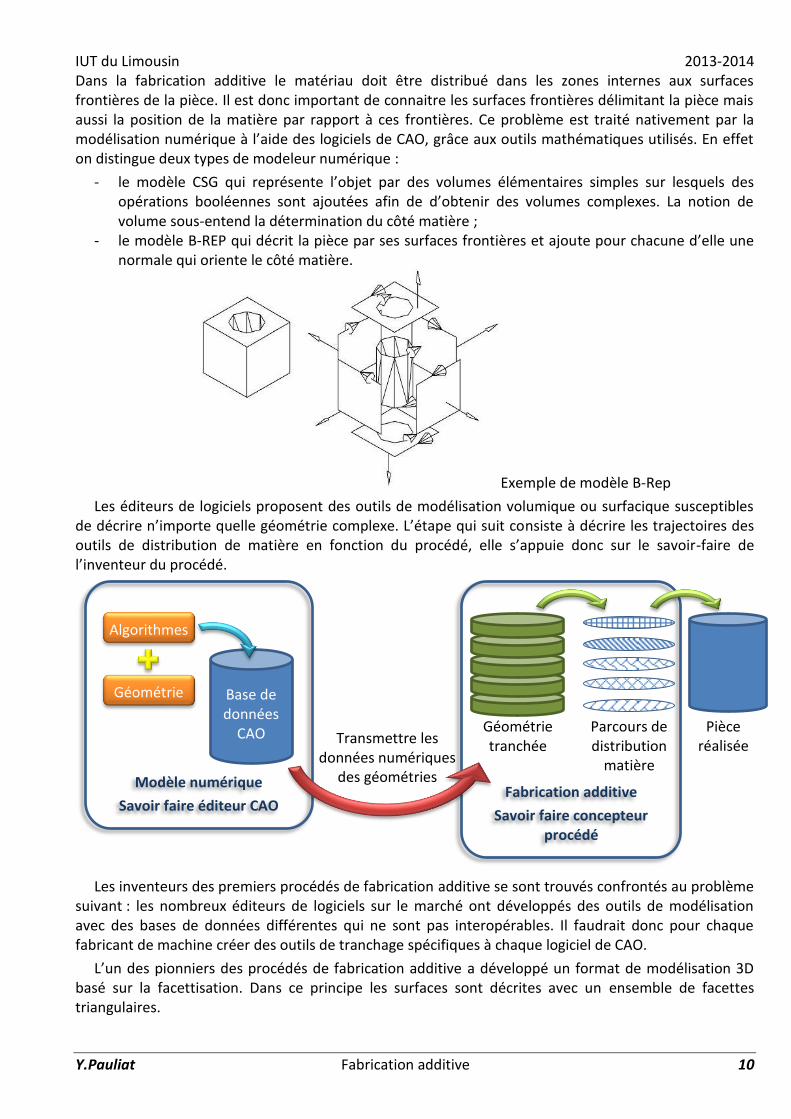
Dans la fabrication additive le matériau doit être distribué dans les zones internes aux surfaces frontières de la pièce. Il est donc important de connaitre les surfaces frontières délimitant la pièce mais aussi la position de la matière par rapport à ces frontières. Ce problème est traité nativement par la modélisation numérique à l’aide des logiciels de CAO, grâce aux outils mathématiques utilisés. En effet on distingue deux types de modeleur numérique :
- le modèle CSG qui représente l’objet par des volumes élémentaires simples sur lesquels des opérations booléennes sont ajoutées afin de d’obtenir des volumes complexes. La notion de volume sous-entend la détermination du côté matière ;
- le modèle B-REP qui décrit la pièce par ses surfaces frontières et ajoute pour chacune d’elle une normale qui oriente le côté matière.
Exemple de modèle B-Rep
Les éditeurs de logiciels proposent des outils de modélisation volumique ou surfacique susceptibles de décrire n’importe quelle géométrie complexe. L’étape qui suit consiste à décrire les trajectoires des outils de distribution de matière en fonction du procédé, elle s’appuie donc sur le savoir-faire de l’inventeur du procédé.
Les inventeurs des premiers procédés de fabrication additive se sont trouvés confrontés au problème
suivant : les nombreux éditeurs de logiciels sur le marché ont développés des outils de modélisation avec des bases de données différentes qui ne sont pas interopérables. Il faudrait donc pour chaque fabricant de machine créer des outils de tranchage spécifiques à chaque logiciel de CAO.
L’un des pionniers des procédés de fabrication additive a développé un format de modélisation 3D basé sur la facettisation. Dans ce principe les surfaces sont décrites avec un ensemble de facettes triangulaires.
Modèle numérique
Savoir faire éditeur CAO
Base de données
CAO
Algorithmes
Géométrie
Géométrie tranchée
Parcours de distribution
matière
Pièce réalisée
Fabrication additive
Savoir faire concepteur procédé
Transmettre les données numériques
des géométries

IUT du Limousin 2013-2014
Y.Pauliat Fabrication additive 11
Le résultat est un réseau de surfaces triangulaires dont seuls les sommets appartiennent aux surfaces
théoriques. Un écart est généré entre ces surfaces et les triangles. Dans la coupe ci-dessous on montre l’erreur chordale : ce critère est utilisé pour déterminer la précision du modèle facettisé par rapport au modèle natif.
Plus l’erreur chordale est faible, plus grand est le nombre de triangles et donc la taille du fichier
produit. Les dimensions de la pièce interviennent aussi dans la détermination du nombre d’entités contenues dans le STL.
Application à une surface canonique type sphère
Sphère surface
Sphère maille défaut 0,5 mm
Sphère maille défaut 0,01 mm
Ce type de fichier contient les coordonnées des 3 points par triangle ainsi que celles de la normale au plan du triangle pour déterminer l’orientation de la matière.
Exemple de contenu : solid carter mini compresseur
facet normal -9.029084e-001 -4.298330e-001 0.000000e+000
outer loop
vertex 6.752543e+000 1.274529e+001 8.340001e+000
vertex 6.648540e+000 1.296375e+001 8.340001e+000
vertex 6.752543e+000 1.274529e+001 6.340001e+000
endloop
endfacet
facet normal -9.029084e-001 -4.298330e-001 0.000000e+000
Erreur chordale L Ti
L Ti+1
Pour une erreur chordale constate dans toute la pièce, la longueur des triangles diffère :
LTI < LT1+1
IUT du Limousin 2013-2014
Y.Pauliat Fabrication additive 12
outer loop
vertex 6.752543e+000 1.274529e+001 6.340001e+000
vertex 6.648540e+000 1.296375e+001 8.340001e+000
vertex 6.602067e+000 1.306138e+001 8.340001e+000
endloop
endfacet
Ce type de fichier 3D, baptisé STL (extension.stl) est l’acronyme de Standard Tesselation Language, il a été développé par la société 3D Systems pour le procédé de Stéréolithographie. Il permet de décrire n’importe quelle topologie, sans limitation de taille. Ses algorithmes relativement simples sont implémentés dans tous les logiciels de CAO, ce qui en fait un format standard dans la fabrication additive.
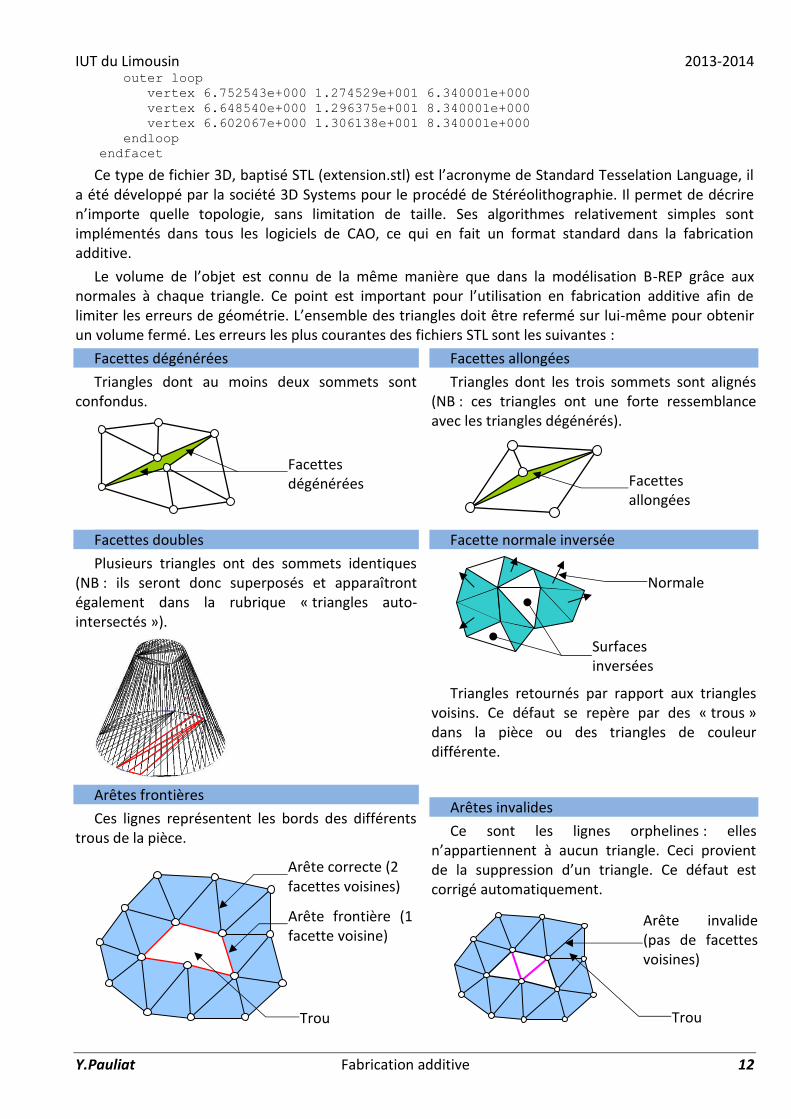
Le volume de l’objet est connu de la même manière que dans la modélisation B-REP grâce aux normales à chaque triangle. Ce point est important pour l’utilisation en fabrication additive afin de limiter les erreurs de géométrie. L’ensemble des triangles doit être refermé sur lui-même pour obtenir un volume fermé. Les erreurs les plus courantes des fichiers STL sont les suivantes :
Facettes dégénérées
Triangles dont au moins deux sommets sont confondus.
Facettes allongées
Triangles dont les trois sommets sont alignés (NB : ces triangles ont une forte ressemblance avec les triangles dégénérés).
Facettes doubles
Plusieurs triangles ont des sommets identiques (NB : ils seront donc superposés et apparaîtront également dans la rubrique « triangles auto-intersectés »).
Facette normale inversée
Triangles retournés par rapport aux triangles
voisins. Ce défaut se repère par des « trous » dans la pièce ou des triangles de couleur différente.
Arêtes frontières
Ces lignes représentent les bords des différents trous de la pièce.
Arêtes invalides
Ce sont les lignes orphelines : elles n’appartiennent à aucun triangle. Ceci provient de la suppression d’un triangle. Ce défaut est corrigé automatiquement.
Facettes dégénérées Facettes
allongées
Surfaces inversées
Normale
Arête correcte (2 facettes voisines)
Arête frontière (1 facette voisine)
Trou
Arête invalide (pas de facettes voisines)
Trou

IUT du Limousin 2013-2014
Y.Pauliat Fabrication additive 13
Arêtes doubles
Plusieurs surfaces se raccordent sur ces lignes. Il s’agit habituellement, d’un défaut provenant de surfaces repliées sur elles-mêmes, de surfaces superposées ou de facettes doubles (dans certains cas particuliers cela ne constitue pas un défaut).
Sommets doubles
Plusieurs surfaces se raccordent sur ces points, comme pour une arête double. Il arrive, à l’instar des arêtes doubles, que ceci ne soit pas un défaut.
Facettes auto-intersectées
Ces triangles se croisent. Ce défaut provient de surfaces repliées sur elles-mêmes ou de parties de la pièce pénétrant dans d’autres parties.
Un avantage supplémentaire de la facettisation apparait lors du calcul de stratification. La découpe
du modèle STL par les plans de stratification produit des segments de droites qui sont caractérisés par des points. D’une part l’algorithme de traitement est simple et ne nécessite pas une grande puissance de calcul, d’autre part les trajectoires suivies par les têtes de distribution matière sont de type point à point donc simples à programmer.
Certains procédés proposent la fabrication de pièce en couleurs. Cette information supplémentaire
doit être intégrée dans le fichier de description de la géométrie. Sa structuration est spécifique au procédé. Initialement le format STL n’est pas prévu pour supporter ces données spécifiques.
Un groupe de développeurs passionnés travaille sur un nouveau format de fichier dédié à la description de géométries 3D. Afin de pallier à certaines insuffisances du STL, ce nouveau système baptisé AMF (Additive Manufacturing File Format) intègre les données de couleurs mais aussi de textures, et même du matériau car certains procédés peuvent faire varier les caractéristiques du matériau pour une même pièce. Actuellement, peu de logiciels CAO ont intégré une interface AMF, on peut toutefois parier que le développement va s’accélérer avec l’engouement actuel pour la fabrication additive.
Un nouveau format de description 3D : le format AMF. Il intégre : - La géométrie ; - La texture ; - La couleur ; - Le matériau ; - Des métadonnées (copyright ou auteur de la forme, etc…) - Regroupement de géométries
La description de la topologie des pièces est réalisée avec un format 3D spécifique : le STL. Il repose sur la facettisation des surfaces théoriques avec des triangles. La précision du fichier est pilotée par l’erreur chordale. Le résultat est une surface approximée des surfaces théoriques initiales. Le format STL est utilisé par tous les procédés de fabrication additive.
A retenir !
A suivre !

IUT du Limousin 2013-2014
Y.Pauliat Fabrication additive 14
III -4 -LA PRECISION
Il s’agit d’un enjeu majeur pour la fabrication additive. En effet les procédés traditionnels par enlèvement de matière sont capables de produire des pièces avec une précision très importante, c’est-à-dire une erreur très faible (de l’ordre du 1/10 de micron pour les plus précis)
L’erreur de précision d’un procédé additif a pour origine les facteurs suivants :
- L’erreur de facettisation du modèle lors de la création du modèle STL ; - L’approximation dimensionnelle produite en fonction du pas choisi lors de la stratification ; - L’approximation due à la taille minimale de dépôt de matière que peut produire le procédé ; - L’incertitude de positionnement de la tête de distribution selon les plans de stratification ; - L’incertitude du positionnement du support pièce selon l’axe de stratification ; - Les déformations post-distribution selon la nature des matériaux ;
A partir de cette liste, plusieurs remarques s’imposent :
Avant même de lancer la machine de fabrication additive deux sources d’erreur sont produites, l’une pendant le calcul du format STL, l’autre avec le choix du pas de stratification qui peut dans certains cas « effacer » les détails de la pièce initiale.
D’autres erreurs sont produites par la machine elle-même comme dans une machine à commande numérique conventionnelle. L’amplitude et d’autant plus importante que l’offre sur le marché balaie un champ très large avec des prix de vente compris entre 400 euros à plus de 1 million.
Des erreurs spécifiques à la fabrication additive sont produites pendant la distribution et après la solidification. Certaines sont proches, sur le principe, des problématiques connues en injection plastique notamment. Ce sont des déformations post moulage.
a - Les erreurs pré-traitements
La facettisation génère des erreurs de géométrie, des détails de la pièce sont perdus dans l’assemblage des facettes. Décrire une surface concave ou convexe à l’aide de plans même de petites tailles fait perdre la courbure locale pour la remplacer par une suite de plans reliés les uns aux autres
Dans l’exemple ci-dessus, La triangulation modifie sensiblement la forme originale de la surface.
Il est toujours possible avec une erreur chordale faible de minimiser la perte de détails jusqu’à un seuil où l’incertitude de distribution de la matière devient prépondérante.
Il convient d’adapter l’erreur de facettisation aux caractéristiques topologiques et de la pièce. Il n’y a pas de valeurs moyennes à choisir mais une analyse au cas par cas.
La stratification génère une nouvelle erreur car la distribution de matière est homogène sur chacune des tranches, or selon l’évolution du profil local de la pièce la divergence sur les bords des strates peut être importante avec pour résultat une erreur de profil.
Triangle STL Surface
Surface Triangle au-dessus de la surface
Triangle en dessous de la surface

IUT du Limousin 2013-2014
Y.Pauliat Fabrication additive 15
Sur cette figure, l’évolution du profil sphérique est reproduite par les différentes strates qui peuvent être évaluées comme des tranches cylindriques. Chacune d’elle est calculée au plus juste par rapport au profil théorique. Néanmoins une erreur subsiste entre les profils théorique et pratique, proche du milieu elle est faible plus on se rapproche du pôle plus elle augmente.
Dans la première figure le pas de stratification est égal à 5% de la taille de la pièce. Pour un ratio de 1% le résultat est le suivant :
b - Erreurs spécifiques aux procédés additifs
Ces erreurs sont intimement liées à la technologie du procédé de distribution. Elles peuvent se révéler dans le plan de stratification (erreur XY) ou selon la direction de l’axe de stratification (erreur Z).
Pour le premier cas chaque procédé distribue une la matière selon une taille minimale (quelques dixième de millimètres). Cette donnée implique que les dimensions réalisées dans le plan XY soient des multiples de cette valeur.
La taille minimale est déterminée par le moyen de distribution de matière :
- tâche de focalisation d’un faisceau laser (de 0,2 à 0,5 mm) ; - diamètre de la buse d’extrusion d’un fil polymère (0,25 à 0,5 mm) ; - taille des buses de projection de cire ou de photopolymère (0,1 à 0,2 mm)
Des paramètres supplémentaires peuvent aussi influencer la taille minimale, l’étude des principaux procédés de fabrication additive apportera les informations complémentaires.
Selon Z, l’erreur est produite par l’addition des dispersions de la formation de chaque couche. Elles sont dues à des phénomènes thermiques ou chimiques lors du changement d’état du matériau lors de la
Cmini
Y=5
xC
X
Volume mini
produit
Exemple de parcours d’une
strate
Profil théorique pièce
Zone de faible erreur
Hauteur strate
Zone de forte erreur

IUT du Limousin 2013-2014
Y.Pauliat Fabrication additive 16
solidification. Des concepteurs de procédés ont ajouté des unités de fraisage pour ajuster finement l’erreur Z.
Exemple d’erreurs possibles :
Soit un procédé avec un pas de stratification de 0,2 mm et une dispersion de 0,5% par pas. L’erreur pour un pas est au minimal de 0,199 ou de 0,201. Pour une pièce de 100 mm, il faut au minimum 100/0,2 = 500 couches. Soit une cote de hauteur de 500x0,199 = 99,5 mm au mini et 500x0,201 = 100,5 mm.
On obtient donc la cote suivante : ce qui traduit en indice de qualité donne 14 c’est-à-dire moins bien que le perçage d’un bloc métallique avec un foret !
Exemples complémentaires H pièce 50 50 50 100 200 50 100 200
H strate 0,1 0,2 0,5 0,1 0,1 0,1 0,1 0,1
N strates 500 250 100 1000 2000 500 1000 2000
Erreur 0,3 0,3 0,3 0,3 0,3 0,1 0,1 0,1
Erreur mm 0,0003 0,0006 0,0015 0,0003 0,0003 0,0001 0,0001 0,0001
H strate min 0,0997 0,1994 0,4985 0,0997 0,0997 0,0999 0,0999 0,0999
H strate max 0,1003 0,2006 0,5015 0,1003 0,1003 0,1001 0,1001 0,1001
H pièce min 49,85 49,85 49,85 99,7 199,4 49,95 99,9 199,8
H pièce max 50,15 50,15 50,15 100,3 200,6 50,05 100,1 200,2
IT 0,3 0,3 0,3 0,6 1,2 0,1 0,2 0,4
L’erreur totale ne dépend pas du nombre de strates si l’erreur dimensionnelle est proportionnelle à sa hauteur. Il est donc possible de multiplier les strates afin de diminuer l’erreur d’interprétation géométrique.
c - Les erreurs dues aux machines
Ces erreurs ne sont pas spécifiques aux procédés additifs, elles existent aussi dans les machines d’usinage. Les efforts nécessaires pour ces opérations sont très élevés ce qui engendre des déformations pièces, outils et porte pièces. Néanmoins ces machines sont conçues en conséquence avec des bâtis et guidages rigides au prix d’une masse très élevée.
Pour les procédés additifs, il faut distinguer les machines à vocation professionnelle et celles destinées aux amateurs ou utilisateurs intermittents. Dans le premier cas les précisions sont élevés (0,01 mm pour les meilleures) ainsi que les prix, pour les secondes avec des prix d’achats inférieurs à 4000 euros les guidages sont peu rigides et les asservissements simplifiés (précision 0,1 mm au mieux)
IV - QUELS SONT LES AVANTAGES DE LA FABRICATION ADDITIVE SUR LES AUTRES PROCEDES ?
Pour comprendre il faut repartir du principe de la fabrication additive : déposer la matière où elle sera utile. Toutes les zones de la pièce sont accessibles pendant la durée du cycle de fabrication, il est
Les principaux facteurs qui influencent la précision de réalisation des procédés additifs sont :
- L’utilisation du format facettisé STL avec le choix des paramètres associés ; - L’association du pas de stratification et des caractéristiques géométriques de la
pièce ; - La technologie de distribution du matériau et les conditions de solidification
associées ; - Les imprécisions intrinsèques des machines.
A retenir !

IUT du Limousin 2013-2014
Y.Pauliat Fabrication additive 17
donc possible de réaliser des trous carrés ou des perçages à angle droit. Si ces exemples de géométries représentaient l’inconcevable du point de vue du mécanicien, au-delà de cette spécialité de l’ingénierie, la fabrication additive offre des perspectives étonnantes dans de très nombreux secteurs. Les secteurs qui utilisent la fabrication additive :
Composants électriques et électroniques grand public
Boitiers, conditionnements, luminaires…
Automobile
Pièces mécaniques, Pièces esthétiques…
Aéronautique
Maquettes, pièces mécaniques…
Médical
Prothèses, reproductions 3D du corps
Luxe
Flaconnage de parfumerie, bijouterie, emballage luxe
Architecture
Maquettes, bâtiment ?
Industrie plasturgie
Jouets, lunettes,sport…
Habillement
Chaussures, habits,…
Agro-alimentaire
Pizzas, sucre, chocolat…
Fabrication additive

IUT du Limousin 2013-2014
Y.Pauliat Fabrication additive 18
Un autre secteur développe des procédés encore plus étonnants car il concerne des « objets » très complexes non pas créés par l’homme mais par la nature : c’est le domaine du vivant. Des annonces récentes rapportent les résultats des travaux de recherche de laboratoires qui développent des imprimantes de cellules permettant de fabriquer des organes vivants comme des reins. Nous n’en sommes qu’aux balbutiements car de nombreuses difficultés techniques et éthiques se posent. Les réponses seront certainement délicates à apporter et réclameront du temps.
Avant de pouvoir fabriquer des pièces détachées pour le vivant qu’il soit humain ou animal, la fabrication additive permet-elle de produire des composants ou objets utiles dans la vie de tous les jours ? Si nous nous en tenons aux promesses de la fabrication additive, le champ des possibles est immense voire sans limite. Alors imprime-t-on des roulements, des smartphones, des voitures, des vêtements sur mesure ? La réponse est étonnamment simple et peu risquée : oui et non !
Oui car des machines permettent de fabriquer des roulements avec toutes les billes en place sans montage mais non car ils ne supportent pas la moindre charge ni des centaines de tours ! Des smartphones, impossible aujourd’hui de produire du verre en fabrication additive ou certains composants électroniques. Des voitures, oui mais des maquettes de salon, même pas roulantes. Par contre des éléments tels que des planches de bord ou des éléments de carrosserie sont réalisés couramment. Pour les vêtements, les technologies progressent mais encore cantonnées dans certains défilés de modes ou opérations de communication de grandes marques ou entreprises à la recherche des fonds d’investissement.
Au travers de ces exemples il faut évaluer ce que l’on veut fabriquer : une maquette de style posée sur une étagère ou une pièce de rechange pour un réacteur d’avion. Dans le premier cas, le coût et le temps de réalisation sont importants, dans le second c’est la fiabilité et la résistance technique qui priment. Veut-on faire une unité de démonstration ou une série de pièces identiques avec une cadence élevée ? Ces caractéristiques sont utiles pour déterminer les capacités des procédés de fabrication additive.
Articulation panneau pour satellite (Thalès)
Structure complexe design
(Phenix System)
Plateau série de pièces (Phenix System)
V - QU’EST-CE QU’UN PROTOTYPE ?
V -1 - DEFINITION
Premier, exemplaire, modèle original, premier exemplaire construit d’un ensemble mécanique, d’un appareil, d’une machine, destiné à en expérimenter les qualités en vue de la construction en série.
Cette définition tirée du Larousse, permet de saisir le sens global du terme, mais de manière plus précise, l’industrie utilise des prototypes qui ne sont pas forcément toujours et seulement le premier exemplaire d’une série.

IUT du Limousin 2013-2014
Y.Pauliat Fabrication additive 19
V -2 - CLASSEMENT DES PROTOTYPES
a - Modèle de conception
On parle plutôt de maquette, elle est destinée à vérifier par le volume les formes, l’équilibre, d’un dessin qui n’est qu’une représentation plane. La maquette est réalisée à un facteur d’échelle qui n’est pas obligatoirement la dimension réelle.
Dans de nombreux domaines surtout liés au design, elle est primordiale et loin de disparaître. L’automobile, l’électroménager, toutes les industries de l’objet travaillent avec la maquette, qui sert d’ailleurs de base pour la numérisation, c’est à dire l’exploitation informatique. C’est le relevé de points.
Il faut noter que la maquette est toujours réalisée avec des matières malléables (plâtre, pâte à modeler, résine spéciale…).
Exécution sur matériau spécifique (Clay) de maquettes à différentes échelles.
b - Le prototype géométrique
Ce prototype est utilisé pour vérifier si les dimensions de la pièce sont compatibles avec son montage dans l’environnement du système.
Cette application est en voie de disparition car la CAO est capable aujourd’hui de traiter l’implantation complète de mécanismes.
Le prototype dimensionnel devient modèle pour la réalisation de pièces de fonderie.
Le modèle est souvent réalisé en résine ou en bois
c - Le prototype fonctionnel
Il est destiné à être testé, notamment du point de vue résistance.
Il est donc réalisé dans la matière définitive du système, et en respectant les côtes du bureau d’étude.
d - Le prototype technologique
Il a pour but de vérifier le bon fonctionnement d’un système. Le terme prototype est trop restrictif car en fait il s’agit d’un système prototype comportant de nombreuses pièces. En général, les matières sont celles envisagées en série, les moyens de production sont spécifiques au prototype.

IUT du Limousin 2013-2014
Y.Pauliat Fabrication additive 20
V -3 - CONCLUSIONS
Tous ces prototypes peuvent être utilisés pendant l’étude d’un projet, ils se complètent. Ils se suivent dans l’ordre chronologique de l’étude.
Ils font tous appel à des procédés d’obtention assez éloignés des moyens utilisés pour la série.
Propriétés Fonction au cours du dév.
Ord
re c
hro
no
logi
qu
e d
e d
ével
op
pem
ent
du
rp
od
uit
Modèle de conception
Tout matériau (peu cher)
Qualités d’esthétique
- rendu physique de la pièce
- tests d’ergonomie
- étude de marché
- définition des options technologiques
Prototype géométrique (1 pièce)
Matériau bon marché, bonne résistance
Géométrie exacte
- faisabilité
- tests d’emballage
- modèle pour moule et outillages de production
Prototypes fonctionnel
(2 à 5 pièces)
Matériau proche matière
Fonctions de base
- tests fonctionnels
- montabilité
- conception des outils et outillages
Prototype technologique
(5 à 50 pièces)
Matériau bonne matière voire proche bonne matière
- validation et choix et moyens de fabrication des opérations de production
- fabrication des outils et outillages
Pré-séries (jusqu’à 500 pièces)
Bonne matière
Réalisé avec le procédé de fabrication série
- détermination et validation des paramètres du process
- Premiers tests
- Mise en place et réglage de l’outil de production série
Les procédés additifs visent aujourd’hui la production petite série (maxi 1000 pièces / an). Les deux grands constructeurs aéronautiques réalisent des éléments d’habillage de cabine avec ces outils. L’étape à suivre concerne l’augmentation des cadences et surtout l’ouverture vers des matériaux plus nombreux et plus techniques dont les propriétés mécaniques, thermiques vont permettre révolutionner la conception. Toutefois il est difficile de prévoir l’avenir dans ce secteur, seules quelques tendances semblent se dessiner. Pour les anticiper il est important de connaitre l’état actuel de ces technologies ainsi que l’historique de leur développement.
VI - LES TECHNOLOGIES UTILISEES EN FABRICATION ADDITIVE
VI -1 -HISTORIQUES DES DEVELOPPEMENTS
Les premiers brevets datent du début du siècle, ils ont participé à l’aboutissement des technologies connues aujourd’hui. On trouve à l’origine des procédés de prototypage, deux technologies : la topographie et la photosculpture.
a - Topographie
En 1890 Blanther proposa une méthode à base de couches pour réaliser un moule destiné aux cartes du relief topographique. Les lignes de ces contours étaient imprimées sur des plaques en cire, puis découpées selon ces tracés avant d’être superposées puis lissées. Il était alors facile d’obtenir aussi bien

IUT du Limousin 2013-2014
Y.Pauliat Fabrication additive 21
les formes positives que négatives. On obtenait grâce au pressage d’une feuille de papier spécial entre les deux formes une carte en relief. Cette méthode a eu des dérivés en feuille de carton en 1940.
En 1972 Matsubara de Mitsubishi Motors proposa un procédé basé sur des matériaux photosensibles pour obtenir des moules de fonderie. Il utilisait des résines photopolymères et des particules réfractaires, qui à l’aide de masques et de projection lumineuse étaient solidifiées couche par couche. Le moule était constitué par l’assemblage de ces fines couches.
En 1974 Di Matteo proposa d’utiliser ces techniques pour produire des surfaces délicates à fabriquer avec des techniques standards. Exemple : hélice, profils d’ailes, cames tridimensionnelles, formes d’outillages de presses (plaques métalliques détourées par fraisage et assemblées par collage et boulonnage).
En 1979 le professeur Nakagawa de l’université de Tokyo, commença à employer ces techniques pour produire des outillages de formage, d’emboutissage, d’injection plastique.
b - La photosculpture
Cette technique est apparue au 19ème siècle et consiste à dupliquer exactement des objets tridimensionnels, intégrant des formes humaines. En 1904 Baese décrivit une technique utilisant une lumière progressive dans le but d’exposer une gélatine photosensible, qui se dilatait proportionnellement à l’exposition reçue, après un traitement à l’eau. Des anneaux de gélatine ainsi traités étaient ensuite fixés sur un support afin de fabriquer une réplique de l’objet.
En 1951, Munz proposa un système qui a les caractéristiques des techniques actuelles de stéréolithographie. Il reposait sur une l’exposition sélective d’une émulsion photographique transparente couche par couche. Chacune des couches était définie à partir d’une section particulière de l’objet scanné. Les couches étaient empilées en descendant un piston dans un cylindre. En fin de cycle l’objet était découpé ou gravé chimiquement pour créer un objet tridimensionnel.
c - Fabrication de solides de formes libres
En 1968 Swainson proposa un procédé pour fabriquer directement un modèle plastique par photopolymérisation sélective tridimensionnelle d’un polymère photosensible à l’intersection de deux faisceau lasers.
En 1972 Ciraud propose un procédé à base de poudres pour réaliser des objets dans divers matériaux fusibles. Les particules sont appliquées sur une matrice par gravité, puis sont chauffées localement par un laser. Cet échauffement permet une adhérence pour former une couche continue. La multiplication des faisceaux lasers permettait d’augmenter l’effort de cohésion entre particules.
En 1981 Kodama publie un article sur un système de prototypage rapide à base de photopolymères. Le modèle solide est obtenu en fabriquant successivement des couches les une sur les autres. Il étudia 3 méthodes :
- utilisation d’un masque pour contrôler l’exposition aux UV et plonger le modèle dans un liquide photopolymère afin d’apporter de la matière sur les couches suivantes ;
- utilisation d’un masque et d’une source d’exposition positionnée sous le bac et tirer le modèle vers le haut pour laisser la place pour une solidification de la couche suivante ;
- immerger le modèle dans un photopolymère et utiliser un traceur x-y et une fibre optique pour exposer la couche suivante.
En 1982 Herbert de 3M Corporation décrit un système de laser piloté par miroir monté sur une table x-y et dirigé vers une couche de photopolymère. Le bac de photopolymère est abaissé d’un millimètre pour créer la couche suivante.

IUT du Limousin 2013-2014
Y.Pauliat Fabrication additive 22
VI -2 -CLASSIFICATIONS DES TECHNOLOGIES
a - En fonction du type de fabrication
b - Selon la forme du matériau initial
Liquide
Solide
2D (feuilles/plaques)
1D (Filament)
0D (grains/particules)
Polymérisation de résines point par point par laser
Stéréolithographie :
3D Systems
CMET
D-MEC
Teijin Seiki
Aaroflex
Laser 3D
Fockle & Schwarze
Flashage de couches de résines entières par lampe UV
Solid Ground Curing
Cubital
Découpe et laminage :
Laminated Object Manufacturing :
Helisys
Kira
Kinergy
Stratoconception
RP2i
Charlyrobot
Hot Plot
Sparx
Dépôt de fil fondu
Fused Deposition Modeling
Stratasys
Frittage laser de poudres
Selective Laser Sintering
DTM
EOS
Projection d’encre, de liant ou de cire
3D printing
DSPC Soligen
Z Corp
ExtrudeHome
Balistic Particle Manufacturing: BPM
Multi-jet Manufacturing : 3D Systems

IUT du Limousin 2013-2014
Y.Pauliat Fabrication additive 23
c - Fabrication par ajout de matière poudres/liquides/feuille
d - Les procédés liquide-solide
Tous les procédés de cette famille reposent sur la polymérisation par exposition localisée aux ultraviolets (UV) d’une résine liquide photosensible. C’est une source lumineuse convenablement dirigée à la surface du liquide qui provoque une réaction en chaîne de polymérisation. Cette réaction conduit à la solidification rapide du matériau, elle cesse en l’absence de lumière et ne se propage pas en dehors des zones insolées.
Les matériaux utilisables sont obligatoirement des résines photosensibles adaptées à la longueur d’onde de la source utilisée : lampe ou laser.
Dans le cas des lasers, il existe deux types de sources : les lasers hélium-cadmium (HeCd) de faible puissance et les lasers argon ionisé Ar+ de fortes puissances. Il est impossible de d’utiliser des résines pour laser avec des lampes et vice-versa. Les résines actuellement disponibles sont à bases d’acrylates, d’époxydes et plus rarement de vinyles ou d’uréthanes. Les plages de caractéristiques sont très larges, elles se distinguent par leur réactivité, leur viscosité, leur retrait, leur module d’élasticité et leur usinabilité.
Retraits et déformations
Toutes les résines utilisées aujourd'hui par ces procédés se rétractent lors de la polymérisation. Ce retrait est la manifestation physique du changement de masse volumique entre le liquide et le solide, généralement plus dense.
Lors de la fabrication d'un objet, le retrait apparaît couche par couche et peut influencer les couches précédemment polymérisées. Il conduit souvent à des déformations non homogènes, de préférence sur les grands plans parallèles au plan de fabrication.
Le retrait de la résine est le principal facteur limitant la précision des machines. Suivant le procédé utilisé, et les caractéristiques de la résine, la précision peut varier sensiblement. Diverses solutions sont exploitées pour limiter le retrait ou les déformations : balayage optimisé, figeage, etc. L'effort principal porte toutefois sur des matériaux à faible retrait intrinsèque et/ou à fort module d'élasticité.
Le module d'élasticité d'une résine indique sa tendance à se déformer sous l'effet d'une contrainte. Plus il est élevé, moins la résine se déformera lors de la fabrication, mais plus l'objet contiendra de contraintes internes.
IUT du Limousin 2013-2014
Y.Pauliat Fabrication additive 24
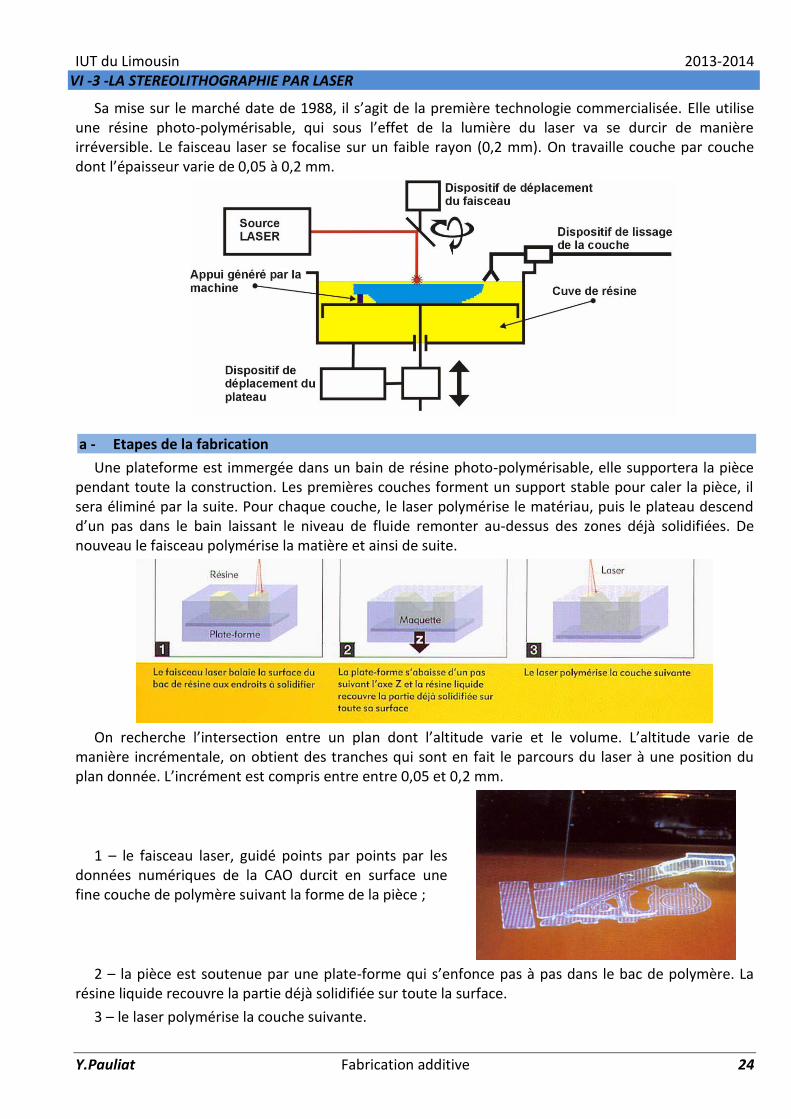
VI -3 -LA STEREOLITHOGRAPHIE PAR LASER
Sa mise sur le marché date de 1988, il s’agit de la première technologie commercialisée. Elle utilise une résine photo-polymérisable, qui sous l’effet de la lumière du laser va se durcir de manière irréversible. Le faisceau laser se focalise sur un faible rayon (0,2 mm). On travaille couche par couche dont l’épaisseur varie de 0,05 à 0,2 mm.
a - Etapes de la fabrication
Une plateforme est immergée dans un bain de résine photo-polymérisable, elle supportera la pièce pendant toute la construction. Les premières couches forment un support stable pour caler la pièce, il sera éliminé par la suite. Pour chaque couche, le laser polymérise le matériau, puis le plateau descend d’un pas dans le bain laissant le niveau de fluide remonter au-dessus des zones déjà solidifiées. De nouveau le faisceau polymérise la matière et ainsi de suite.
On recherche l’intersection entre un plan dont l’altitude varie et le volume. L’altitude varie de
manière incrémentale, on obtient des tranches qui sont en fait le parcours du laser à une position du plan donnée. L’incrément est compris entre entre 0,05 et 0,2 mm.
1 – le faisceau laser, guidé points par points par les données numériques de la CAO durcit en surface une fine couche de polymère suivant la forme de la pièce ;
2 – la pièce est soutenue par une plate-forme qui s’enfonce pas à pas dans le bac de polymère. La
résine liquide recouvre la partie déjà solidifiée sur toute la surface.
3 – le laser polymérise la couche suivante.

IUT du Limousin 2013-2014
Y.Pauliat Fabrication additive 25
La stéréolithographie nécessite une phase de post-traitement. Une fois fabriquées, les pièces doivent être consolidées dans une enceinte éclairée (voir photo ci-contre) avec de puissantes lampes UV. Cela permet de terminer la polymérisation de la résine.
De gros moyens sont mis en œuvre aujourd’hui pour développer des résines dont les propriétés égalent celles des matières plastiques utilisées couramment dans l’industrie. Ces résines permettent aussi, par fusion, de fabriquer des pièces métalliques en fonderie à cire perdue.
Les domaines d’application : aéronautique
automobile
électroménager
outillage
médical
Ce procédé permet de créer des modèles unitaires ou en petites séries pour des maquettes de présentation. Ces modèles sont utilisés pour réaliser des pièces prototypes en fonderie ou en plasturgie.
b - Applications
Ce procédé possède de grandes aptitudes et permet de réaliser :
- Des pièces de toutes tailles (1mm < taille < 2m)
- 0,05 < précision< 0,15 mm
- les pièces peuvent être très détaillées
- les caractéristiques mécaniques des résines peuvent imiter tous les polymères courants y compris chargés fibre de verre.
Prototype de forme de la carrosserie d’un aspirateur
sources 3D Systems

IUT du Limousin 2013-2014
Y.Pauliat Fabrication additive 26
Le développement de machines de grandes tailles permet de réaliser en mono-blocs des planches de bord automobiles :
Planche de bord Bentley (Materialise)
Les progrès des résines utilisées permettent de réaliser rapidement des outillages pour d’autres procédés comme le formage de tôles :
Outillage d’embossage Outillage de pliage de tôles
Le procédé permet de réaliser des pièces en faibles séries pour des tirages d’étude de design par exemple :
Luminaire petites séries
c - Matériaux
Les résines utilisées sont de la famille acrylates ou époxy. Ils permettent d’imiter les familles les plus courantes de matières plastiques utilisées dans l’industrie
3D Systems propose les matériaux suivants :

IUT du Limousin 2013-2014
Y.Pauliat Fabrication additive 27
d - Avantages et inconvénients de la stéréolithographie
Le premier point concerne les matières dont les coûts dépassent facilement 200 euros le litre et avec des conditions d’utilisation et de stockage sont assez restrictives. Les durées de vies sont courtes, ce procédé doit être utilisé régulièrement. Autre source de coût : les sources laser dont les durées de vie peuvent justifier un remplacement annuel avec un tarif de l’ordre de 8000 euros.
Ce procédé est le meilleur du point de vue de la précision, l’épaisseur de stratification peut aller jusqu’à 10 microns. Cet avantage est important pour les étapes de finition, le ponçage est facile et permet d’obtenir des pièces parfaitement lisses capables de rendre des polis miroir.
Les temps de réalisation sont de l’ordre d’une douzaine d’heures pour des bacs de 500 mm de coté.
Les machines sont capables de produire simultanément des pièces très petites et des pièces de longueur inférieure à 2,5m.
Autre avantage important : les matériaux peuvent présenter des caractéristiques très différentes
(souple/rigide, opaque/translucide).

IUT du Limousin 2013-2014
Y.Pauliat Fabrication additive 28
Pompe à eau Maquette d’essais aérodynamique
VI -4 -LE DEPOT FILAMENTAIRE
a - La solution stratasys
Ce procédé développé en 1988 sous le nom de Fused Deposition Modeling (FDM) se compose d’une tête distributrice de matière fondue, montée sur une mécanique sans contact à orientation XY. Le principe est simple : la tête fait fondre la matière qui se présente sous la forme d’un fil thermofusible déposé sur la pièce en cours de réalisation avec solidification immédiate.
Schéma de principe Tête d’extrusion
En pratique, la tête est double, une partie pour la matière de la pièce, une partie pour la matière de calage indispensable pour des formes complexes. Les machines disposent d’une seconde source de matière destinée à la génération des appuis. Une deuxième buse dépose un matériau non miscible avec la matière principale, il est illiminé par voie chimique.
b - Paramètres technologiques
Si le principe est simple à décrire, les paramètres qui l’influencent sont nombreux et leurs interactions assez complexes. Le matériau de départ est un fil de section cylindrique dont le diamètre est réduit lors du passage dans la buse chauffante qui permet la plastification étape primordiale pour la distribution.
Le diamètre de la buse détermine le volume de matière minimal que le dispositif pourra déposer. Avec une buse 0,25 mm, il n’est pas possible de produire des épaisseurs inférieures. Cette dimension est importante pour cibler les typologies de pièces réalisables.
Entrainement
Bobine Fil plastique
Pièce
Buse chauffante X
Y
Fil bobine diamètre 1,75 mm ou 3 mm
Sortie de buse 0,25 mm ou 0,5 mm

IUT du Limousin 2013-2014
Y.Pauliat Fabrication additive 29
Un autre paramètre important est la hauteur des strates. Dans certaines machines elle n’est pas modifiable par l’opérateur, pour d’autres il est possible de choisir un pas plus précis que la valeur nominale. Le choix du pas est déterminant pour le temps de fabrication car puis il est grand moins il y a de strates. Toutefois, la fenêtre de réglage de la hauteur de strate est limitée par la taille de la buse d’extrusion. Lors de la superposition des strates, le fil produit par la buse est écrasé ou calibré par le plan inférieur de cette dernière.
Cas n°1
Simulation avec :
hauteur strate = 0,2 mm et ø buse = 0,5 mm
Cas n°1 - section
Le fil est écrasé et calibré par le fond de la buse. L’épaisseur unitaire est plus importante.
Cas n°2
Simulation avec :
hauteur strate = 0,5 mm et ø buse = 0,5 mm
Cas n°1 - section
Le fil n’est pas écrasé, les strates sont collées avec une infime surface.
Remarques :
Dans le cas n°1, le fil est écrasé par la buse de fusion, le collage est assuré par une grande surface de contact, la largeur minimale réalisable est plus importante, il faut plus de strates à hauteur de pièce égale.
Dans le cas n°2, le fil n’est pas écrasé, les strates sont superposées par le contact tangentiel. Le collage est fiable voire nul, la pièce est fragile.
Un troisième paramètre peut intervenir : la différence de vitesse entre l’extrusion du fil et le déplacement de la buse sur la pièce. Lorsque la vitesse d’extrusion est plus importante que le déplacement la matière est pressée contre la strate inférieure avec une augmentation de la largeur du fil déposé. A l’inverse le fil fabriqué n’adhère pas à la strate précédente, la pièce n’est pas viable.
Les principaux paramètres du procédé FDM sont :
- La hauteur de stratification - Le diamètre de la buse qui est une constante parfois non renseignée par le
constructeur - La température de fusion du matériau souvent transparente pour l’utilisateur - la vitesse d’extrusion de la matière dans la buse chauffante - la vitesse de déplacement de la buse sur le plateau support. A retenir !

IUT du Limousin 2013-2014
Y.Pauliat Fabrication additive 30
c - Gestion des supports et des éléments distincts sur une strate
Cette fonction est assurée de deux manières qui peuvent s’appliquer simultanément ou pas :
- La fabrication débute sur un plateau en polymère sur lequel la première strate est collée lors du dépôt en phase liquide. Ce plateau assure la cohésion horizontale.
- Une matière de nature différente est utilisée pour réaliser des supports qui servent d’étais dans le sens vertical ou de liaison dans le sens horizontal. Ces support sont générés automatiquement ou de manière assistée lors des calculs de strates et doivent être détruits pour récupérer la géométrie de la pièce souhaitée. Pour faciliter cette opération le matériau peut être dissous soit dans l’eau soit dans des solutions spécifiques (soude). Cela allonge le post-traitement avant utilisation finale de la pièce.
Dans certaines machines économiques, le second matériau n’existe pas, il est remplacé par des
supports de petites sections avec des accroches réduites avec la géométrie pour faciliter la séparation.
d - Exemples de machines et réalisations
Le guidage des têtes d’extrusion doit être précis pour assurer une grande précision de distribution
Les matériaux disponibles sont des polyamides, des polypropylènes, ABS, des cires de fonderie ou usinables. La matière peut être rigide ou souple pour simuler des pièces en élastomère.
La précision globale est de 0,15 mm jusqu’à 0,1 mm, les capacités des machines vont jusqu’à 600x600x600 mm.
Ces machines sont très appréciées pour le coût modique de la matière comparé aux autres procédés.
Par contre la précision des formes et de leur rendu est limitée à cause du diamètre minimal de la buse de dépôt de fil.
Les machines professionnelles disposent d’enceintes chauffées qui limitent fortement les déformations de la pièce dues au retrait du matériau pendant le refroidissement.
Pièce
Pièce
Pièce
Support à détruire
Plateau

IUT du Limousin 2013-2014
Y.Pauliat Fabrication additive 31
Les applications sont variées:
Coque prototype Capteur 3D
Les machines professionnelles sont dimensionnées pour la production série. Leur vitesse de production est très élevée. L’avènement de sites internet de vente en ligne de pièces de tout type pour le particulier ou le professionnel a accéléré le passage du prototype à la série. Certaines pièces d’aménagements de cabine d’avion sont uniquement obtenues en fabrication additive.
Exemples de lignes de fabrication série
Les principaux brevets sont tombés dans le domaine public depuis 2010. Depuis cette date de nombreux projets de création de machines d’extrusion ont vu le jour avec pour certains de véritables succès commerciaux. Le point de départ fût le projet RepRap initié par un Professeur Britannique de l’Université de Bath.
e - Les solutions alternatives
Depuis, l’offre concurrentielle s’est sérieusement étoffée avec des machines de plus en plus abordables tant du point de vue coût (achat et possession) qu’utilisation. Des passionnés ont vu dans ce procédé un moyen de fabriquer des objets de manière indépendante des circuits classiques. Ainsi plusieurs communautés se sont créées pour développer de nouvelles machines FDM avec un leitmotiv : simple et pas cher. Internet a permis à ces passionnés de partager leurs plans et les logiciels. Il est possible de réaliser sa propre machine avec des composants achetés aux quatre coins du monde, puis après quelques heures de montage de fabriquer ses pièces.
Les premières machines présentaient une qualité de réalisation médiocre, puis grâce à la mise en réseau des résultats des premières expériences elles se sont améliorées pour devenir comparables aux machines professionnelles. Leur endurance et productivité restent inférieures à ces dernières mais elles ne cessent d’évoluer.

IUT du Limousin 2013-2014
Y.Pauliat Fabrication additive 32
Il faut noter que les plus grands constructeurs ont racheté certaines startups qui avaient développé les premières machines alternatives. Ils ont complété leur gamme de produits avec des machines simples et abordables pour toucher des nouveaux marchés dont celui des particuliers.
e -1. REPRAP
Le principe de prototypage rapide par dépôt de fil fondu est appliqué à des machines très économiques. Plusieurs équipes, universitaires, ou d’étudiants ont utilisé ce principe pour développer des machines capables de produire des éléments de nouvelles machines. La communauté REPRAP (rerap.org) a développé une machine avec une mécanique et un asservissement très simplifié. La conception souhaitée par ce groupe doit permettre de produire plus de 50% des pièces d’une machine reprap avec une autre machine reprap. C’est le principe de la duplication à l’infini appliqué à un outil de production. Au-delà de l’aspect philosophique du projet, il faut voir une simplification à l’extrême d’une technologie très complexe qui, hier, coutait au moins 50000 euros et qui aujourd’hui ne coûte que 500 euros environ.
Machine Mendel de Rerap
Une partie de la communauté Reprap travaille sur des dispositifs permettant de produire les bobines de fil à partir de matériaux recyclés. L’utilisateur peut, en théorie, produire sa propre matière première pour alimenter sa machine de production.
e -2. Extru 3D
Cette solution présente des points communs avec la machine Mendel : utilisation de moteurs pas à pas et vis pour les déplacements, une architecture mécanique très simplifiée et une autoconstruction par l’utilisateur. Le tarif pour une machine à monter est de l’ordre de 1000 euros. Le coût des consommables est assez élevé (70 euros/kg en moyenne).
Machine extru 3D exemple d’une réalisation

IUT du Limousin 2013-2014
Y.Pauliat Fabrication additive 33
L’entreprise BFB (Bits from Bytes) a été rachetée en 2013 par 3D Sytems leader mondial des solutions de prototypage rapide. L’intérêt principal du rachat réside dans l’ouverture vers le bas sur les marchés émergents du particulier et de la machine économique. Un autre point important est l’ajout dans le portefeuille de 3D Systems de la technologie FDM.
Depuis l’offre de machine s’est étoffée avec des machines carénées et plus performante. On peut constater une montée en gamme certaine avec des machines à plus de 4000 euros avec des dispositifs d’impression 3 têtes :
Machine entrée de gamme
(2000 euros) – ABS - PLA
Machine impression personnelle
PLA/ABS
Machine Cube Pro 3 têtes
(ABS/PLA)
e -3. Makerbot
Cette société a été fondée par trois newyorkais en 2011. Ils ont développé une technologie très efficace qui a permis à cette machine de se faire remarquer par sa qualité de fabrication. Initialement, sa structure était en panneau x de bois découpés par laser. Les machines étaient vendues montées avec un logiciel de tranchage très simple d’utilisation. La commercialisation par internet a simplifié la mise sur le marché, le succès fût immédiat. En parallèle, l’entreprise a développé un site internet de création et de partage de maquettes numériques afin de faciliter l’accès à ces données au plus grand public. Il s’agissait de vendre la machine pour fabriquer mais aussi le matériau et la matière d’œuvre sous forme de fichiers numériques. Cela montre que l’une des plus grandes difficultés n’est pas de réaliser mais de modéliser ses idées sous forme de géométries !
En 2013, la société a été rachetée par Stratasys qui a vu dans cette acquisition l’opportunité de toucher un nouveau marché tout en intégrant un concurrent potentiel de ses machines d’entrée de gamme. A titre anecdotique Makertbot a été rachetée 410 millions de dollars !
Machine Replicator de première génération
Machine de 5ième génération
f - Avantages et inconvénients de la technologie FDM
Les défauts macro-géométriques sont principalement dus à la déformation de la pièce pendant la fabrication ou juste après. Le problème vient du matériau qui subit des chocs thermiques lors de la

IUT du Limousin 2013-2014
Y.Pauliat Fabrication additive 34
fabrication car il doit être liquide pendant la distribution puis se solidifier le plus rapidement possible pour figer la géométrie. Autre phénomène lié, la matière est poussée dans la buse, le flux de matière organise le réseau macromoléculaire de telle manière que des contraintes internes apparaissent. Elles peuvent provoquer quelque fois des déformations des parois fines.
Exemple de pièces déformées :
L’une des solutions consistent à chauffer le plateau ou l’enceinte de production afin réduire le
gradient thermique entre les deux phases de fabrication. Les machines à bas coût ne possèdent pas d’équipement de ce genre, leur production présente souvent ce type de défauts.
Les défauts micro-géométriques sont dues aux imprécisions de la machine, surtout pour les machines d’entrée de gamme.
Architecture simplifiée d’une imprimante 3D
Les défauts sont dus aux facteurs suivants :
- Motorisation des axes avec des moteurs pas à pas - Qualités des organes de transmission de puissance (courroies, accouplements, etc…) - Précision des dispositifs de transformation de mouvement (vis/écrou, vis à billes) - Rigidité des liaisons glissières - Rigidité du châssis
Table porte pièce
Tête
Matériau brut
Moteur
Trans. puissance
Guidage Transformation de mouvement
Pièce
Zone déformée – la pièce est inutilisable

IUT du Limousin 2013-2014
Y.Pauliat Fabrication additive 35
Les meilleures machines sont capables de maintenir une précision de l’ordre de 0,15 mm. Pour les machines destinées aux amateurs la précision est rarement inférieure à 0,3 mm.
La vitesse de déplacement de la tête est un paramètre important pour réaliser les pièces le plus rapidement possible. A cette fin, les zones pleines des pièces ne sont pas obligatoirement remplies avec le polymère. Les logiciels proposent des stratégies de remplissage avec une densité plus ou moins élevée.
Il faut aussi tenir compte du temps de post-traitement qui permet de dégager les supports de la pièce. Certains constructeurs ont développé des matériaux fusibles mais il faut immerger les pièces pendant quelques heures dans un liquide.
Les pièces réalisées en FDM présentent une porosité importante qui est remplie pendant le trempage. Par la suite il faut les sécher sinon elles suintent un mélange de soude et matière de support souvent collant.
Les pièces présentent une rugosité importante à cause de superposition des couches pour Z est la juxtaposition des passages de fils pour X et Y. Pour présenter des maquettes il est impératif de peindre et donc de préparer les surfaces des pièces. Celles qui sont réalisées en ABS présentent une dureté périphérique élevée qui rend l’étape du ponçage longue et pénible. En contrepartie les qualités mécaniques des pièces sont intéressantes et sont proches de pièces injectées en plastiques techniques.
Maquette de turbopropulseur avec hélices contro-rotatives.
- Les pièces peuvent subir une déformation « banane » pendant et après la réalisation
- Certaines géométries fines sont délicates à produire - Le coût matière est faible et les machines sont de conception simple - Les finitions sont délicates à réaliser pour les pièces en ABS - Les post-traitements chimiques permettent d’éliminer les supports.
A retenir !

IUT du Limousin 2013-2014
Y.Pauliat Fabrication additive 36
VI -5 -PROCEDE FREEFORM ARBURG (AKF)
C’est un procédé dédié à la fabrication additive et il provient d’un des leaders des presses à injection pour l’industrie de la plasturgie. Il vise tout simplement à de libérer du moule pour exécuter une pièce plastique. La forme n’est plus liée à l’empreinte mais à l’addition de micro billes de plastique projetées en phase liquide sur un support.
Le procédé AKF ne peut nier une grande parenté avec l’injection plastique
Dépôt de bulles de plastique liquide – début du cycle
Avancée de la production
Arburg a exploité son savoir-faire pour la conception de presse à injecter, notamment pour la préparation de la matière avant l’injection. Le plastique est chauffée jusqu’à la phase liquide ou de transition vitreuse dans une buse sous pression. La commande de l’orifice permet de produire une goutte de plastique qui est projetée sur le support puis sur les bulles précédemment refroidies et donc durcies. Arburg envisage plusieurs configurations, l’une classique avec une table croisée et un axe de déplacement selon l’axe de stratification. La seconde est plus originale car elle utilise un dispositif 5 axes qui offre une grande liberté de réalisation.
Détail d’une buse de projection
Positionnement avec 5 axes sous la buse

IUT du Limousin 2013-2014
Y.Pauliat Fabrication additive 37
Le procédé a été présenté au second semestre 2013, il est trop tôt pour avoir des retours d’informations sur l’utilisation ou le réel potentiel de cette technologie. Néanmoins elle présente une avancée importante pour les pièces plastiques bonne matière car ce procédé est conçu pour exploiter les mêmes matériaux que l’injection plastique
Exemple de pièces réalisées
VI -6 -FRITTAGE DE POUDRE SLS – DMLS - SLM
Le concept est du à Pierre Ciraud au début des années 70, il a l’idée de produire des pièces en 3 dimensions à partir d’un matériau sous forme de poudre et de laser pour la montée en température.
Il faut attendre 1992 pour qu’une première machine soit commercialisée par DTM à partir d’un brevet déposé par M.Deckard aux USA. Sa compagnie a déposé le nom de SLS : Selective Laser Sintering, elle a été rejointe en 1994 par EOS (Allemagne) avec le procédé LS : Laser Sintering transformé en Direct Manufacturing Laser Sintering (DMLS) quelques années plus tard.
Ce procédé consiste à lier le matériau sous forme de poudre pour former la géométrie de la pièce. Il existe plusieurs procédés pour fondre localement les grains du matériau mais les résultats obtenus sont différents :
- Les grains peuvent être agglomérés, il n’y a pas fusion et les pièces obtenues présentent une porosité non négligeable ;
- les grains sont fusionnés localement la pièce possède une structure sans porosité.
a - Principe
Ce procédé est plus récent que la stéréolithographie, il nécessite un faisceau haute énergie, soit laser soit faisceau d’électrons qui vient porter à haute température le matériau.
1 – La poudre est déposée en une fine couche par un distributeur ;
2 – elle est ensuite étalée avec divers procédés ;
3 – le faisceau est ensuite dirigé selon la coupe stratifiée de la pièce pour solidifier une nouvelle partie de la pièce.
Schéma de principe procédé DMLS

IUT du Limousin 2013-2014
Y.Pauliat Fabrication additive 38
Schéma de principe extrait d’un brevet exploité par DTM (3D Systems depuis 2002)
Solidification d’une couche plastique Opération de frittage couche métal
Ce procédé n’utilise pas obligatoirement des supports (géométries ajoutées pour maintenir la pièce pendant la fabrication. Le volume de poudre est contenu dans un caisson qui est rempli au fur et à mesure du cycle, la partie solidifiée est donc emprisonnée dans un volume stable de poudre. L’ensemble des pièces est retiré du bac, la poudre non solidifiée peut être recyclée dans un prochain cycle de production.
Dans certains cas les pièces sont fixées sur la platine de départ à l’aide de supports

IUT du Limousin 2013-2014
Y.Pauliat Fabrication additive 39
Selon les matériaux produits, la porosité résiduelle est plus ou moins importante (0,5 à 2%). Les pièces peuvent être directement utilisées, toutefois certaines machines de générations précédentes nécessitaient un post-traitement assez long pour limiter la porosité. L’un des points clés du frittage laser est la granulométrie des poudres. Elle détermine la hauteur de strate minimale que l’on peut réaliser et donc la qualité de détails de la pièce finie.
Exemple de pièces métalliques réalisées en frittage laser
Les machines Eos peuvent travailler avec des strates de 20 microns, les fins détails peuvent être reproduits sur les pièces frittées.
b - Familles de materiaux
b -1. Poudre plastique
La poudre plastique est déposée en une fine couche par un distributeur. L’enceinte est maintenue à une température de quelques degrés inférieure au point de fusion de la matière. Le laser se déplace en apportant l’énergie supplémentaire, et donc lier la poudre de plastique
Les matières utilisées sont :
- Polyamides (PA) chargés fibre de verre ou non
- ABS
- Polystyrènes
- PEEK
Source EOS
Une fois la couche terminée, le plateau descend d’une épaisseur, et le cycle recommence. Il n’y a pas d’appuis à fabriquer, la couche de poudre servant de support à la pièce.

IUT du Limousin 2013-2014
Y.Pauliat Fabrication additive 40
Les matières utilisées sont principalement le polystyrène et le polyamide (nylon), chargées ou non. DTM propose des matières rigides ou souples (élastomères).
Maquette frittage machine EOS P pour
architecture
Pièces pour maquette automobile
b -2. Poudre métallique
La poudre plastique est remplacée par de la poudre métallique (alliage à base d’aluminium, nickel-bronze ou acier). Certains procédés exploitent des matières pures (aluminium), d’autres des alliages métalliques. Le principe de gestion de température est identique. Il faut souligner que le frittage s’effectue sous atmosphère d’azote pour éviter tout risque de combustion. Les matériaux proposés sont :
- Aluminium
- Alliage chrome-coblat
- Acier
- Titane,
- Alliages inoxydables
- Alliages de nickel
. Sources EOS
Le moule ci-dessus a été réalisé avec un process de frittage qui a permis, avec des matériaux tendres ( ABS, polypropylène) d’injecter plus de 80000 pièces sans détérioration importante du moule. Dans le cas de PA chargé 30% FV, 4500 pièces ont été réalisées. Il est aussi possible d’envisager la réalisation de pièces en fonderie d’aluminium, de zinc ou de magnésium.
Applications pour l’outillage :

IUT du Limousin 2013-2014
Y.Pauliat Fabrication additive 41
Moules dont les canaux de refroidissement sont optimisés au plus près de la géométrie pièce.
Applications énergies :
Pièces produites par machine Phénix à partir d’alliages de nickel.
Applications médicales :
Plaque de fabrication de prothèses dentaires par machine Phenix.
Exemple de fabrication additive à un cadre de VTT. Le procédé (SLM de Renishaw) a permis de concevoir des pièces à la fois rigide avec une faible épaisseur avec des renforts dans les zones très sollicitées.

IUT du Limousin 2013-2014
Y.Pauliat Fabrication additive 42
Cadre assemblé
Pièces sur plaque de fabrication
b -3. Sable
Ce procédé vise essentiellement les applications de fonderie pour la réalisation des moules et des noyaux nécessaires à l’obtention de pièces prototypes de validation.
Un laser type CO2 réalise le frittage de chaque couche de sable, la succession de ces couches forme la pièce. Comme pour les procédés de frittage précédents, il n’y a pas d’appuis nécessaires.
sources EOS
Réalisation d’un prototype de vilebrequin pour moteur
Exemple de formes complexes pour l’obtention de pièces en grappes

IUT du Limousin 2013-2014
Y.Pauliat Fabrication additive 43
b -4. Céramiques
L’ENSCI, école d’ingénieur dans le domaine des céramiques industrielles développe un procédé de frittage de poudres céramiques par Laser.
c - Electron BEAM MELTING
c -1. Schéma de principe
Ce procédé, mis au point par la société suédoise ARCAM, utilise un faisceau d’électrons à haute énergie qui vient impacter un lit de poudre métallique sous vide. La matière est localement fondue et s’agglomère. Ce procédé est orienté vers la production.
Ce procédé est très utilisé pour la fabrication additive série.
c -2. Matériaux
Les matériaux utilisés sont exclusivement métalliques:
- Titane (grade 2)
- Alliages de titane Ti6Al4V grade 5 et 23 (présence plus faible de certains composants)
- Alliage Chrome Cobalt matériau bio-compatible
Titane Alliage de titane Chrome-Cobalt

IUT du Limousin 2013-2014
Y.Pauliat Fabrication additive 44
La gamme de machine comporte des versions spécifiques pour l’utilisation en aéronautique pour une production de petites séries. La fabrication directe permet de repenser l’architecture des pièces, les assemblages peuvent être réduits voire supprimés, le surcoût de mise en œuvre des procédés est compensé par la simplification de la gamme de réalisation.
Machine de fabrication directe
Aube de turbine Prothèse d’épaule
c -3. Applications
Les applications couvrent un large marché car de nombreuses familles de matières sont disponibles. Métaux, plastiques, Silices, Céramiques.
Les progrès, continus, réalisés dans la maîtrise des processus depuis 15 ans permettent de produire des outillages faibles ou moyenne séries ainsi que des pièces séries.
Les principaux progrès sont les suivants:
- Réduction de granulométrie des poudres (< à 20μm);
- augmentation du panel de matériaux;
- réduction du temps de fabrication;
- diminution de la porosité résiduelle;
- amélioration de la qualité de surface et la précision.
- Le frittage laser permet de fabriquer des pièces en métal, polymère, sable - A chaque matériau correspond une machine spécifique - Les coûts matières sont élevés - La granulométrie de la poudre détermine la hauteur de strate minimale - Les post-traitements sont limités - Le frittage SLS est utilisé couramment en fabrication additive série
A retenir !

IUT du Limousin 2013-2014
Y.Pauliat Fabrication additive 45
VI -7 -LASER POWDER FORMING (L.P.F.)
a - Principe
De nombreuses technologies, en cours de développement, visent à produire des pièces mécaniques à l’aide d’un dépôt de poudre dirigé et mis en fusion avec un LASER de forte puissance.
Les procédés L.P.F. fonctionnent, comme le frittage de poudre métallique, à partir de poudres métalliques et d’un LASER de forte puissance. Ce sont les seuls point communs, en LPF les grains de poudres sont amenés à la température de fusion et ne sont pas prè-distribués par couches d’épaisseur donnée. Une tête, positionnée dans l’espace de travail, dépose un fin cordon de matière rapidement solidifiée. Les matériaux utilisables sont exclusivement métalliques. Des alliages de hautes caractéristiques mécaniques et/ou thermiques sont utilisables.
Les dispositifs mis sur le marché sont très récents et vont connaitre de grandes évolutions car la technologie est prometteuse et se trouve au début de son développement.
Les innovations apportées par ces procédés portent sur l’utilisation des LASER de forte puissance (1500 W mini) et sur la création d’une tête associant focalisation et dépôt localisé de matière. Le positionnement de la tête dans l’espace de travail est plus classique, avec la reprise de machines 5 axes ou de robots 6 axes.
Machine 5 axes Construction Laser Additive Directe.
b - Applications
Ces procédés sont complémentaires aux procédés déjà connus dans les métaux car ils permettent la transformation de nouveaux matériaux hautes performances (températures, mécaniques et combinées). La particularité est aussi de permettre la réparation de pièces usées par un dépôt localisé de matériaux nobles.
IUT du Limousin 2013-2014
Y.Pauliat Fabrication additive 46
Champ d’applications du procédé CLAD de l’IREPA
Pièce aéronautique produite par dépôt de métal.
Exemples de pièces produites par le procédé CLAD.
VI -8 -LOM DE HELISYS
Ce procédé, LOM, a été inventé en 1985. Il n’est plus commercialisé depuis 2000. Il fait partie des procédés par découpage sélectif et assemblage.
a -1. Principe
Un faisceau LASER découpe à grande vitesse de fines couches de matériau qui sont ensuite collées ou soudées. Les matériaux ainsi stratifiés par couches successives d’épaisseur comprise entre 0,05 et 0,5 mm, mais souvent entre 0,05 et 0,20 mm, sont variés, mais le plus utilisé est le papier.
Les pièces réalisées présentent l’aspect et une fragilité comparable aux pièces en bois.

IUT du Limousin 2013-2014
Y.Pauliat Fabrication additive 47
a -2. Applications
Conduits d’échappement d’un moteur
essence
Prototype ayant servi de modèle pour la réalisation d’un outillage de moulage
Prototypage d’une bielle, pour moteur.
(docs Helisys)
a -3. Machines dérivées
La société Helisys a mis fin à ses activités en 2000, la société Cubic Technologies a repris les activités de maintenance d’Helisys tout en développant une technologie dérivée: la feuille de PVC remplace le papier. Les produits offrent des propriétés nouvelles: poids, transparence. La découpe est exécutée par lame montée sur table XY.

IUT du Limousin 2013-2014
Y.Pauliat Fabrication additive 48
Eclaté d’une machine
Fournitures
Applications
Ce procédé n’est plus commercialisé depuis 2011.
VI -9 -PROCEDE MCOR TECHNOLOGIES
a -1. Principe
Ce procédé reprend les principes de LOM pour la découpe puis l’assemblage de feuilles de papier. L’outil de découpe est un cutter mécanisé, la superposition des feuilles est aussi automatique. La principale différence est l’utilisation d’une imprimante couleur pour ajouter une nouvelle « dimension » à l’objet produit. Le schéma de principe est le suivant :
La machine se présente dans le volume d’un gros photocopieur haut débit.
Machine grande taille (pièce A4) Espace d’impression / découpe

IUT du Limousin 2013-2014
Y.Pauliat Fabrication additive 49
a -2. Applications et exemples
Ce procédé est orienté vers les maquettes et prototypes. La matière d’œuvre se trouve facilement dans des circuits indépendants du constructeur de la machine. Les pièces sont solides, des assemblages simples à réaliser permettent d’envisager des grandes tailles.
Pièce brute avant décubage pièce finie maquette de casque
Il n’y a pas de supports, le format de la pièce terminée est un prisme de section A4 dont la hauteur dépend des pièces réalisées. La principale difficulté est le découpage et la séparation des zones inutiles.
VI -10 -LA STRATOCONCEPTION
Ce procédé développé en France par le CIRTES à Saint-Dié Des Vosges, consiste à découper des plaques de matières par micro-fraisage ou découpe LASER. Ce procédé n’est pas orienté vers la série car les opérations manuelles d’assemblage restent manuelles malgré quelques tentatives d’automatisation avec des robots.
Les données numériques d’entrée sont au format STL, le logiciel traite en automatique le tranchage, le positionnement des pions de centrage et la programmation des parcours outils.
Doc CIRTES
Contrairement au procédé LOM dans lequel l’épaisseur du papier ou du film est l’épaisseur d’une couche, la stratoconception permet de générer des niveaux intermédiaires :

IUT du Limousin 2013-2014
Y.Pauliat Fabrication additive 50
Dans le cas de la découpe Laser l’usinage des strates intermédiaires est impossible, il est remplacé par une inclinaison du faisceau (machine 5 axes) qui réalise donc une pente au plus près du profil :
Moule de fonderie modèle talon chaussure
Exemple de pièces produites dans le département GMP de l’IUT du Limousin
Logiciel Stratoconcept Capot avant buggy RMA Partie centrale RMA
VI -11 -STEREOLITHOGRAPHIE PAR MASQUAGE
On utilise toujours une résine photopolymérisable, mais le laser est remplacé par une lumière ultraviolette qui va éclairer la résine au travers d’un masque dont le motif est fonction de la forme à obtenir. De nombreux procédés ont été développés, soit pour réduire le coût d’exploitation d’une machine stéréolithographie traditionnelle soit pour réduire le délai de production.
a - CUBITAL
Ce procédé a disparu du marché en 2002. Il a été développé par une société Israëlienne : CUBITAL, le point le plus remarquable est la polymérisation de la résine non plus localisée sur un point déplacé selon le profil de la pièce mais globale à l’aide d’une lumière UV projetée au travers d’un masque sur toute la surface de travail. Ce dernier est réalisé selon le principe du photocopieur qui dépose un toner sur une plaque de verre selon le dessin de la strate.
a -1. Principe
Comme pour le principe précédent, on travaille par couche successives, il y a donc autant de masques que de couches. En réalité les masques sont des plaques de verres traitées sur lesquelles on dépose un toner opaque.
On peut considérer qu’il y a deux machines en une :
- une pour la réalisation des masques
- l’autre pour la polymérisation
- La stratoconception est un procédé multi-matières - Il combine le micro fraisage UGV et la stratification - Les opérations d’assemblage des strates sont manuelles - Une opération de retournement peut être obligatoire pour certaines
géométries A retenir !

IUT du Limousin 2013-2014
Y.Pauliat Fabrication additive 51
Ce procédé combine en plus une unité de fraisage, un dispositif de refroidissement rapide et une
aspiration des déchets produits par le fraisage. Ces opérations ont été ajoutées dans le procédé pour calibre la hauteur des strates produites. Il n’y a pas de supports ajoutés car la résine non polymérisé est gélifiée pour bloquer la pièce dans le bac de fabrication.
Il n’est plus commercialisé depuis 2002, toutefois son principe d’éclairage UV sélectif est utilisé dans d’autres procédés commercialisés récemment.
a -2. Applications
La précision du procédé permet de réaliser des mécanismes complexes avec intégration
de liaisons
Réalisation d’un prototype de compteur d’eau.
b - PROCEDE Z-BUILDER de Z-Corp
b -1. Principe
Ce procédé utilise des résines photopolymères qui sont durcies par couches entières à l’aide d’un projecteur UV piloté de type DLP. Ces projecteurs sont pilotés par ordinateur et illuminent uniquement les zones à durcir. Le travail est plus rapide que pour les machines de stéréolithographie grâce à des résines très sensibles.
Illumination par projecteur d’un bac de résine

IUT du Limousin 2013-2014
Y.Pauliat Fabrication additive 52
Schéma de principe Z Builder, extrait du brevet.
• La précision est de l’ordre de 0,2 mm sur le plan XY
• Le procédé fonctionne avec 1 seul matériau
• pièces homogènes en qualité mécanique
• le temps de production est indépendant du nb de pièces dans le bac
• état de surface final très lisse.
b -2. Applications
La taille des pièces réalisables est comprise dans un cube de 250 mm de coté
c - PROcede FILM TRANSFERT IMAGING de 3D Systems
c -1. Principe
La technologie F.T.I. exploite, d’une part, une résine photopolymérisable déposée sur un film et d’autre part un projecteur DLP pour illuminer chaque couche de résine. La construction des pièces s’effectue de haut en bas.
La machine fait partie des imprimantes 3D installée s dans les bureaux d’études pour obtenir rapidement et à bas coûts des maquettes physiques. La capacité du procédé est limitée par la résolution et la puissance des projecteurs DLP.
Construction interne de la machine
L’image du projecteur DLP Le plateau remonte pour
Solidifie la résine photo-sensible ajouter une couche supplémentaire

IUT du Limousin 2013-2014
Y.Pauliat Fabrication additive 53
c -2. Applications
Ce type de machine est destiné à équiper les bureaux d’études pour réaliser rapidement des maquettes pour un coût faible.
Production par le bas Pièce avec support Visage ech 1 Pièce avec support
VI -12 -POLYJET DE OBJECT GEOMETRY
Cette technologie se caractérise par un potentiel de développement important grâce à l’invention du matériau numérique. Grâce à cela il est théoriquement possible d’obtenir des pièces avec des zones colorées variées ou de dureté différente. Si cette application représente l’évolution la plus récente de la technologie Polyjet, elle est aussi utilisée sur des machines moins ambitieuses avec un seul matériau de type photopolymère.
a - Principe
Le matériau photopolymère maison est déposé à l’aide d’une tête de distribution qui comporte plusieurs buses réparties en deux zones, une pour le matériau principal, l’autre pour le support soluble. La tête balaie la surface de travail, la résine est projetée de manière sélective selon le besoin de la géométrie à l’aide des buses dédiées photopolymère, le reste de la surface est complété par la projection du matériau support. En arrière de ces buses se trouve une puissante lampe UV qui va provoquer le durcissement du polymère. Les couches peuvent avoir des épaisseurs inférieures à 0,1 mm.
Cette technologie rentre en concurrence avec la stéréolithographie pour la précision mais elle est plus rapide et 10 fois plus économique.
Coupe du principe Objet Tête de distribution en fonctionnement
Les couches sont de l’ordre de 20 microns, la précision sur x et y est de 600 dpi
• La précision est bonne (de l’ordre de 0,05 mm dans le plan XY)
• Le procédé est rapide
• Les supports sont fabriqués à partir d’une seconde résine soluble
• Les matières sont spécifiques (résine acrylate) et couvrent les propriétés des matières plastiques courantes.

IUT du Limousin 2013-2014
Y.Pauliat Fabrication additive 54
Tête d’impression :
1536 buses et 2 lampes UV
modèle
Plateau de travailY
X
Z
Principe Polyjet Simulation de la projection des gouttelettes
Exemple de machine de grande dimension :
L’Objet 1000 est une imprimante 3D de la gamme PolyJet proposant un des plus larges volume d’impression (1000 x 800 x 500 mm)
Ce procédé commence à être utilisé en fabrication petite série. Les qualités dimensionnelles sont excellentes, le prix matière reste toutefois élevé (200 à 400 euros le litre de résine).
b - Applications
Les qualités techniques des résines associées à la précision de réalisation permettent à ce procédé d’être utilisé dans de multiples secteurs.
Le tableau ci-contre résume les possibilités de ces machines.
Coque de souris informatique

IUT du Limousin 2013-2014
Y.Pauliat Fabrication additive 55
c - materiau numerique
Objet Geometries LTD a développé le concept de matériau numérique qui repose sur le dosage entre deux produits de propriétés complémentaires. La machine embarque 3 têtes, deux pour les matériaux nobles, un pour le support. A partir de 14 matériaux physiques différents, la machine produit 52 matériaux numériques, rigides, souples, opaques, transparents.
Pièces réalisées avec des matériaux « numériques »
Etude de style Lunettes poly-matières
VI -13 -PROCEDE IN-VISION DE 3D SYSTEMS
Ce procédé utilise des résines photopolymères distribuées à chaud couches par couches par un réseau de buses comme une imprimante à jet d’encre puis une lampe UV polymérise la matière.
• La précision est bonne (inférieur à 0,1mm dans le plan XY)
• Le procédé est rapide
• Les supports sont fabriqués à partir d’une seconde résine soluble
• Les matières sont spécifiques (résine acrylate)
Principe de la tête In Vision
Ce procédé est utilisé en machine de bureau pour produire des modèles rapidement avec une taille inférieure à un cube de 200 mm
Exemple de pièces réalisées.

IUT du Limousin 2013-2014
Y.Pauliat Fabrication additive 56
VI -14 -Z-CORP : 3DP
a - Principe
Cette technologie a été mise au point par le MIT aux Etats Unis.
Ce procédé utilise un matériau peu onéreux ; 128 buses projettent un liant sur une poudre de cellulose et d’amidon. Comme pour les procédés par frittage, il n’y a pas de supports générés.
Les pièces fabriquées sont poreuses avec un état de surface assez grossier par rapport à d’autres procédés plus onéreux. Il existe un post traitement qui consiste à imprégner le prototype de résine (époxyde ou polyuréthane) ou de paraffine.
Doc ZCorp
Les pièces réalisables sont contenues dans un volume de 203x254x203 mm, l’épaisseur de couche varie de 0,08 à 0,254 mm.
La vitesse moyenne d’exécution est de 25 à 51 mm par heure.
b - Constitution d’une machine Z-Corp :
La densité des pièces peut être augmentée par
infiltration de résine. La solidité des pièces est améliorée.
c - Exemples de pièces produites avec la génération 3 de machines Z-Corp
Maquette train roulant voiture

IUT du Limousin 2013-2014
Y.Pauliat Fabrication additive 57
Maquette d’appareil de mesure Maquette de sous ensemble modélisme ech 1/10
VI -15 -PROCEDE DROP ON DEMAND DE SOLIDSCAPE
a - Principe
Ce procédé utilise le principe de l’imprimante à jet d’encre. Le matériau est un thermoplastique ou une cire projeté goutte par goutte à l’aide de buses calibrées. Les têtes porte-buses se déplacent dans le plan XY, l’axe Z permet de générer les couches.
Le matériau est porté à haute température pour être expulsé par l’intermédiaire d’une buse calibrée. Un second dispositif produit les supports.
Schéma de principe du procédé DOD
Extrait du brevet DOD
La fabrication d’une couche comporte trois étapes:
- Les deux têtes déposent la matière en fusion
- une phase de refroidissement fige les matériaux
- une fraise arase la couche pour la calibrer.
Le procédé est précis au prix d’une certaine lenteur.
Machine capot ouvert
b - Evolutions
Solidscape a mis au point une technologie de contrôle des jets de matière qui permet de lisser les couches externes des pièces : procédé Smooth Curvature Printing
Schéma S.C.P.
Comparaison avec SCP et sans SCP

IUT du Limousin 2013-2014
Y.Pauliat Fabrication additive 58
Les bords extérieurs sont lissés Avec SCP sans SCP
c - Applications
Les principales applications de ce procédé sont la fonderie de pièces précises dont la taille est à inférieure à 250 mm, avec une précision supérieure à 0,05 mm. La fonderie à cire perdue nécessite des pièces détaillées avec des états de surfaces les plus lisses possibles.
Le procédé est aussi utilisé dans le secteur médical, dans le cycle de production des prothèses osseuses et dentaires.
Bijouterie cire perdue
Dentaire et prothèses associées
Modèle de prothèse pour fonderie
Turbine aéronautique
VI -16 -PROCEDE MJM DE 3D SYSTEMS
Cette machine utilise le principe MJM : Multi-Jet Modeling. Ce procédé utilise le changement de phase d’un matériau par variation de température. La technologie 3D Systems se distingue par le nombre de buses qui vont projeter une cire ou un plastique liquide couche par couche. Ce principe est utilisé aussi avec des photopolymères.

IUT du Limousin 2013-2014
Y.Pauliat Fabrication additive 59
La taille maximale des pièces est de 250x190x200 mm. La résolution est de 400 DPI sur X et 300 sur Y. La matériau est une cire thermoplastique.
Machine première génération
Exemple de pièce cire
• Ces machines produisent des pièces dans un volume inférieur à 250 mm de coté. La production des supports utilise une cire soluble dans l’eau.
• La précision est de l’ordre de 0,2% soit 0,6 mm dans la plus grande dimension.
• L’épaisseur des couches minimale varie de 0,016 à 0,026 mm selon la destination de la machine.
Machine nouvelle génération grande taille
Exemple de pièces, de grandes tailles pour maquette ou de tailles plus faibles pour la fonderie à cire perdue.
VII -COMPARAISON DES PRINCIPAUX PROCEDES
Tableau de synthèse des machines pour fabrication de polymères :

Fabrication additive page 60
Tableau de synthèse des machines pour fabrication de polymères
Technologies Stéréolithographie Jet photopolymères Frittage LASER Jet de plastique en fusion Dépôt filamentaire Impression 3D
Nom commercial
SLA Polyjet SLS DOD FDM 3D printing
Producteur 3D Systems Objet EOS – Renishaw - Phenix Solidscape Stratasys Z Corp.
Taille pièce 500x500x550 340x330x250 340x340x620(P) 150x150x100 254x254x315 254x320x203
Rapidité Moyenne Elevée Moyenne Lente Lente Elevée
Précision Très élevée (±0,01) Moyenne (±0,1) Bonne (±0,025) Bonne (±0,025) Moyenne (±0,15) Moyenne (±0,15)
Etat de surface Très bon Bon à très bon Bon à très bon Excellent Moyenne Moyenne
Points forts Grande précision, grande taille réalisable
Grand nb de polymères imitables
Bonne finition des pièces.
Matériaux numériques
Précision,
Propriétés techniques des pièces obtenues
Pas de supports
Bonne précision, finition des pièces
Machines de bureau
Coût matières,
Choix de matériaux,
Machines de bureau
Vitesse de production,
Coût matière,
Coloration possible
Pas de supports
Points faibles Coût machines
Post-traitements obligatoires
Gestion complexe des matières
Post-traitements obligatoires
Coût machines
Coût matières
Lenteur de production
Choix de matériaux très limités
Taille des pièces
Lenteur de production
Propriétés des matériaux
Pièces fragiles
Post-traitements
Finition
Champs d’utilisation
Modèles très détaillés
Prototypes fonctionnels
Modèles de fonderie cire perdue
Modèles pour duplication sous vide
Modèles très détaillés
Maquettes de présentation
Modèles de fonderie cire perdue
Modèles pour duplication sous vide
Pièces moins détaillées que celles produites en photopolymères
Pièces fonctionnelles y compris charnières par pliage
Modèles de fonderie
Outils pour production
Pièces très précises et détaillées
Modèles de fonderie cire perdue
Bijouterie, médical
Modèles de fonderie
Pièces détaillées et fonctionnelles pour prototypes d’essais
Matériaux alimentaires
Maquette de présentation
Modèles de fonderie cire perdue
Modèles pour duplication sous vide
Maquettes de principe
Prototypes de tests
Mise en couleur en 3D
Architectures et maquettes
Packaging
Fonderie
Matériaux Acryliques
Transparent et rigide
Imitation de l’ABS, PP, PA
Pièces souples
Résistance à l’eau des pièces
Acryliques
Elastomères
PA chargé ou non (fibre de verre, aluminium)
PS
Elastomères
Polyesters
Cire de moulage
ABS,
PC,
Polysulfones
Elastomères
Plâtres

Y.Pauliat Fabrication additive 61
VIII -CONCLUSION
La fabrication additive devient un des maillons incontournables dans la conception d’un produit. Tous les secteurs de la production d’objets développent des procédés adaptés à leurs besoins, y compris le domaine du vivant avec des recherches pour produire des tissus et organes en vue d’être greffés sur l’humain.
Ce qui était, hier, impossible à produire sans outillages et processus lourds et coûteux devient petit à petit réaliste. La fabrication additive est à l’aube de son développement, les connaissances sur les matériaux et leur mise en œuvre évoluent sans cesse, offrant aux ingénieurs de nouveaux principes de réalisation toujours plus rapides et plus performants. De la taille nanométrique à plusieurs dizaines de mètres des nouveaux procédés vont révolutionner la façon de créer des outils et des objets de notre quotidien.
Impression nanométrique
Projet de fabrication additive de bâtiments
La fabrication additive va aussi révolutionner notre alimentation, plusieurs programmes de recherche visent à élaborer des imprimantes 3D de nourriture. A partir d’éléments de base (glucides, lipides, protéines, fibres végétales…) il sera possible de préparer des plats équilibrés dont les recettes peuvent être importées via internet. L’Europe voit un moyen de nourrir correctement des populations de personnes âgées qui vivent seules et peuvent avoir des difficultés pour préparer la nourriture.
Impression avec du chocolat, machine commercialisée en 2013
Test d’impression de pizza
Cet exemple est intéressant car il montre une autre face de cette révolution : la multiplication des sites de production. Les circuits traditionnels de fabrication centralisée dans des usines énormes puis la distribution vers le consommateur sont remis en cause. Les FabLabs se démocratisent et visent à rendre possible la création d’objet par tout individu qui en exprime le besoin, soit pour de la création soit pour limiter les coûts de réparation d’objets en panne. Dans ce domaine le chemin est encore long avant de pouvoir imprimer le remplaçant de son téléphone portable en fin de vie. De nombreux matériaux résistent au savoir-faire des ingénieurs, mais les limites sont repoussées régulièrement.
Atelier de FabLab avec de
nombreux procédés

Y.Pauliat Fabrication additive 62
L’individualisation de la production c’est aussi la possibilité de personnaliser les objets que l’on utilise pour les adapter à ces besoins qu’ils soient esthétiques ou fonctionnels dans le cas de handicaps. Un nouveau marché s’ouvre à la fabrication additive : c’est la fabrication de monture de lunettes. De grandes enseignes du secteur ont mis en place ou vont le faire des ateliers de fabrication de lunettes en polymères. L’objectif principal est de proposer des produits uniques plus adaptés au visage et au goût de la clientèle
Modèle numérique de lunettes et prototypes déjà réalisés
Dans le domaine de la téléphonie, un grand constructeur a mis à disposition du public le modèle
numérique d’une coque de protection de smartphone, qu’il est possible avec quelques connaissances de modélisation CAO de modifier pour ajouter des couleurs ou des formes quelconques. La réalisation peut se faire soit chez soi, si on est équipé, ou via des sites spécialisés qui proposent de multiples procédés pour polymères ou métaux. Un célèbre designer français vient de mettre sur le marché une gamme de meubles imprimables à la demande via un site internet partenaire.
Modélisation numérique coque smartphone
Gamme de meubles imprimables
Du design à la mode il n’y a qu’un pas, franchi par des laboratoires et entreprises pour réaliser des habits à partir de dispositifs de fabrication additive. Ce sont les balbutiements, les vêtements sont utilisés lors de défilés de mode ou sont des démonstrateurs en vue de promotion pour des financements participatifs (Crowdfounfing).
Exemple de « tissus » et robe réalisés en fabrication additive. Le modèle est disponible en téléchargement
Chaussures en fabrication additive
La médecine est le secteur dans lequel la personnalisation a le plus de sens, chaque corps est différent et la réparation d’un organe malade ou cassé doit s’effectuer au plus près de l’original. Les prothésistes ont développé des outils spécifiques à ces besoins, la fabrication additive permet de gagner du temps et d’aller plus loin dans l’adaptation. Autre point important : les matériaux sont

Y.Pauliat Fabrication additive 63
souvent spécifiques, or de récentes technologies additives permettent de les mettre en œuvre plus rapidement.
Prothèse de genou en titane réalisée par EBM
Prothèse de crâne - maquette pré-implantation
Et la mécanique dans tout çà ?
Les conséquences pour ce secteur sont importantes :
- Il faut envisager de produire autrement et donc concevoir autrement. Les outils existent et sont perfectionnés régulièrement, les méthodologies doivent évoluer avec de nouveaux savoir-faire à vendre ;
- L’outil informatique est au cœur de cette révolution et notamment la modélisation, sur ce point particulier nos compétences sont irremplaçables, cela ouvre de nouvelles perspectives en terme d’emplois et de débouchés ;
- Le développement économique de la fabrication additive suppose une utilisation optimale de moyens qui dans de nombreux cas sont plus coûteux que les moyens existants. Il faudra optimiser et produire sans erreur, la compétence et l’expérience seront précieuses ;
- Les annonces de nouvelles technologies se succèdent à un rythme effréné, pas une semaine sans l’annonce d’une nouvelle révolution dans tel ou tel secteur. Il faut être en veille permanente sur les nouveaux procédés et leurs applications. Les opportunités augmentent ;
- La démocratisation de la fabrication ne signifie pas forcément la disparition de nos métiers car il y aura toujours besoin et même encore plus, d’expertise pour fabriquer rapidement, juste et au meilleur prix. Une machine de fabrication additive à 3000 euros n’a pas le potentiel d’une machine à 100 fois plus. La première peut être conduite par un amateur, la seconde requiert un professionnel.
- Le développement de nouveaux procédés est une autre source de développement de la mécanique, pour le comprendre il faut regarder l’évolution des machines depuis 5 ans. Certaines machines construites par des amateurs avec des moyens limités laissent place à des engins sophistiqués, précis, rapides et fiables. Dans ce cas aussi, la compétence et l’expériences parlent.

Y.Pauliat Fabrication additive 64
Bibliographie :
Le prototypage rapide - Alain Bernard et Georges Taillandier – Hermès 1998
L’impression 3D – Mathilde Berchon – Eyrolles 2013
Webographie :
http://www.additive3d.com/museum/mp.htm
http://www.afpr.asso.fr/
http://www.lesimprimantes3d.fr/
http://www.3dnatives.com/
http://www.eos.info/
http://www.stratasys.com/
http://www.3dsystems.fr/
http://www.reprap.org/wiki/Main_Page
http://www.phenix-systems.com/fr
http://cubify.com/en/Products/Legacy
http://www.beam-machines.fr/index.php
http://www.thingiverse.com/
https://fablab.centrale-marseille.fr/
http://www.makerbot.com/
http://www.stratoconception.com/produits/logiciels
http://www.shapeways.com/tutorials/design_rules_for_3d_printing
http://developer.nokia.com/community/wiki/3D_print_a_shell_for_your_Nokia_Phone
http://www.engineering.com/3DPrinting/3DPrintingArticles/ArticleID/4036/SLM-Solutions-Presents-Latest-Generation-of-Selective-Laser-Melting-Systems.aspx
http://www.renishaw.fr/fr/systemes-de-fusion-laser--15240
http://www.lasersintering.com/sls-information.php
https://www.arburg.com/fr/fr/solutions/freeformer/
http://www.zcorp.com/fr/home.aspx
http://www.stratasys.com/fr/imprimantes-3d/design-series/precision/objet260-connex
http://www.arcam.com/