L1 Forming
19
Metal Forming Metal Forming: Hot and cold forming, forming processes, forging machines, forging design considerations, forging defects; High energy rate forming processes.
description
Manufacturing technology
Transcript of L1 Forming
Metal Forming
Metal Forming: Hot and cold forming, forming processes,
forging machines, forging design considerations, forging
defects; High energy rate forming processes.
Metal Forming• Manufacturing companies producing metals in the form of
ingots which are obtained by casting liquid metal into a square cross section such as slabs, billets or blooms.
• These shapes are further processed through hot rolling, forging or extrusion, to produce materials in standard form such as plates, sheets, rods, tubes and structural sections.
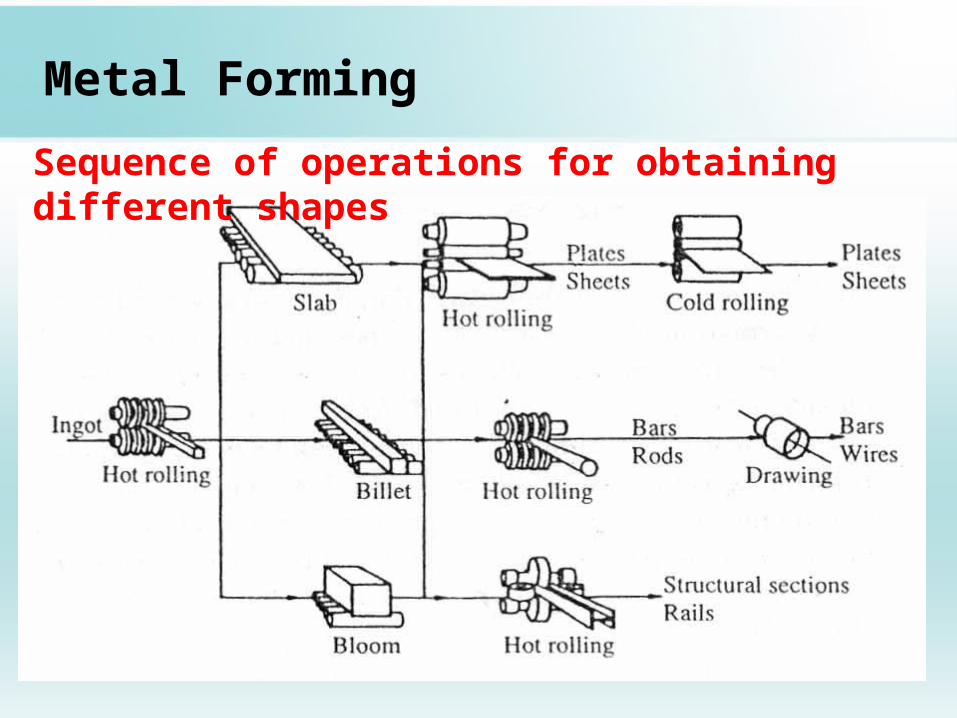
Metal FormingSequence of operations for obtaining different shapes
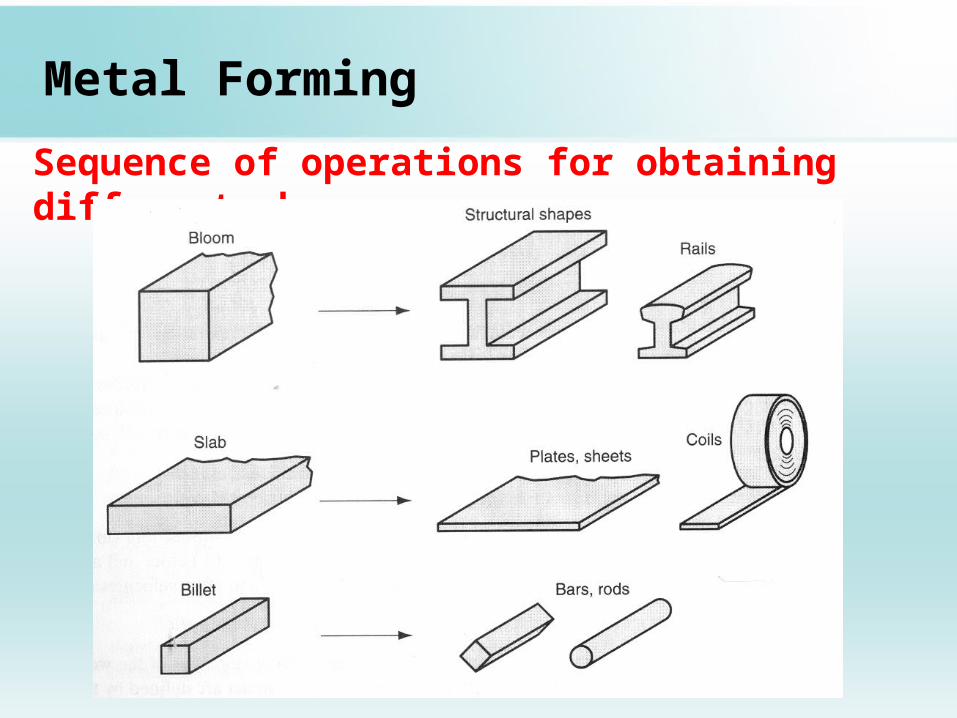
Metal FormingSequence of operations for obtaining different shapes
Metal Forming• Forming can be defined as a process in which the desired
size and shape are obtained through the plastic deformation of a material.
• The stresses induced during the process are greater than the yield strength, but less than the fracture strength of the material.
• The type of loading may be tensile, compressive, bending or shearing or combination of these.• This is a very economical process as the desired shape, size
and finish can be obtained without any significant loss of material.
Metal Forming• Forming processes grouped under two broad categories:• Cold forming and hot forming
• If the working temperature is higher than the recrystallization temperature of the material, then the process is called hot forming. Otherwise the process is termed as cold forming. • The flow stress behavior of a material is entirely different
for above and below its recrystalization temperature.• During hot working , a large amount of plastic deformation
can be imparted without significant of strain hardening • A large amount of strain hardening renders the material
brittle.

Metal Forming• During hot working, a proper control of the grain size is
possible since active grain growth takes place in the range of the working temperature.
• As a result, there is no strain hardening, and therefore there is no need of expensive and time consuming intermediate annealing.
• Strain hardening is advisable during some operations such as in drawing to achieve an improved strength where hot working is less advantageous.
Metal Forming• Strain hardening may be essential for successful completion
of some processes such as in deep drawing , strain hardening prevents the rupture of the material around the bottom circumference where stress is maximum.
• Large products and high strength materials can be worked upon under hot conditions since the elevated temperature lowers down the strength work and load. The ductility increases with temperature.
• Therefore, brittle materials can also be worked upon by the hot working operation.
Metal Forming• When very accurate dimensional control is required, hot
working is not advised because of shrinkage and loss of surface metal due to scaling. Surface finish is poor due to oxide formation and scaling.• The major advantages of cold working are that it is
economical, quicker and easier to handle because here no extra arrangements for heating.
• The mechanical properties normally get improved during the process due to strain hardening. The control of grain flow directions adds to the strength characteristics of the product.• The limitations of cold working is difficulty with high
strength and brittle materials and large product sizes
Metal FormingThe typical forming processes are• Rolling• Forging• Drawing• Deep drawing• Tube and wire drawing• Bending and• Extrusion• Although Punching and Blanking operations are not metal
forming processes however these will be considered due to similarity with deep drawing process.

Rolling• Rolling is the most extensively used metal forming process
and its share is roughly 90%.
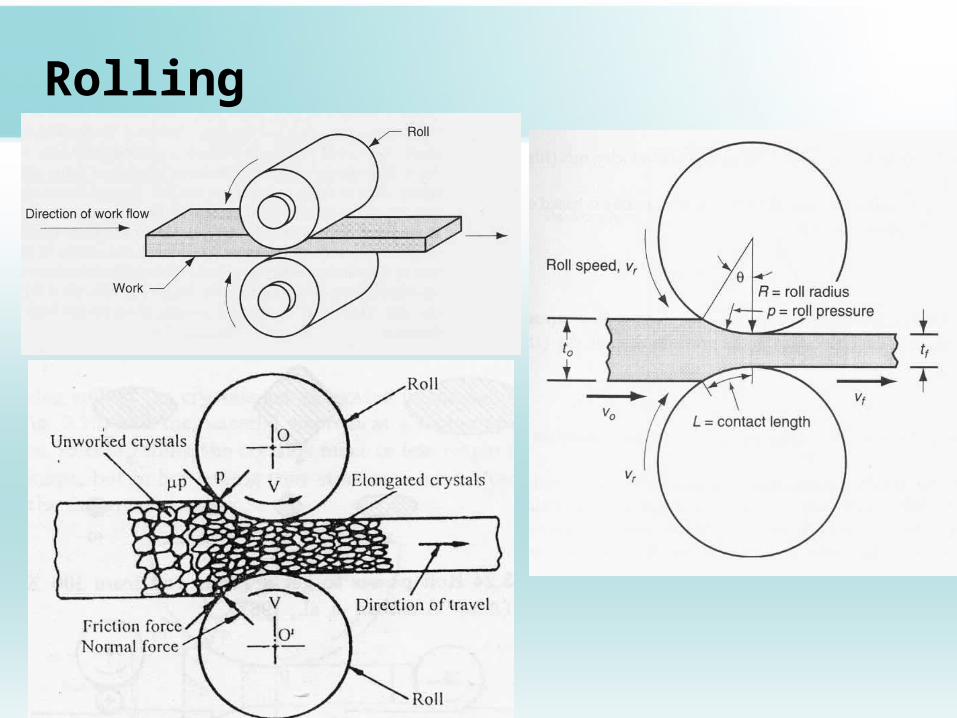
• The job is drawn by means of friction through a regulated opening between two power driven rolls.
• The compressive forces applied by the rolls reduce the thickness of the material or changes its cross sectional area.• The shape and size of the product are decided by the gap
between the rolls and contours.
• This is very useful process for production of sheet metal and various common sections such as rail, channel, angle and round.
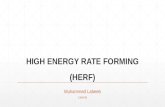
Rolling
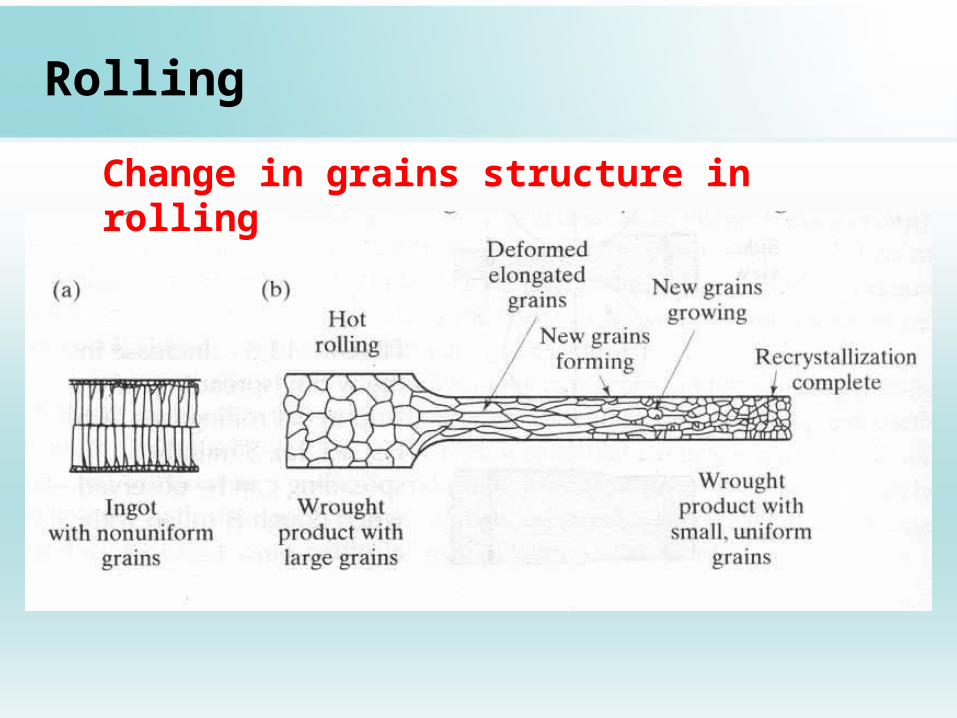
RollingChange in grains structure in rolling
Rolling• In rolling the crystals get elongated in the rolling direction.
• In cold rolling crystal more or less retain the elongated shape but in hot rolling they start reforming after coming out from the deformation zone
• The peripheral velocity of rolls at entry exceeds that of the• strip, which is dragged in if the interface friction is high
enough.
• In the deformation zone the thickness of the strip gets reduced and it elongates. This increases the linear speed of the at the exit.
Rolling• Thus there exist a neutral point where roll speed and strip
speeds are equal. At this point the direction of the friction reverses.
• When the angle of contact α exceeds the friction angle λ the rolls cannot draw fresh strip
• Roll torque, power etc. increase with increase in roll work contact length or roll radius
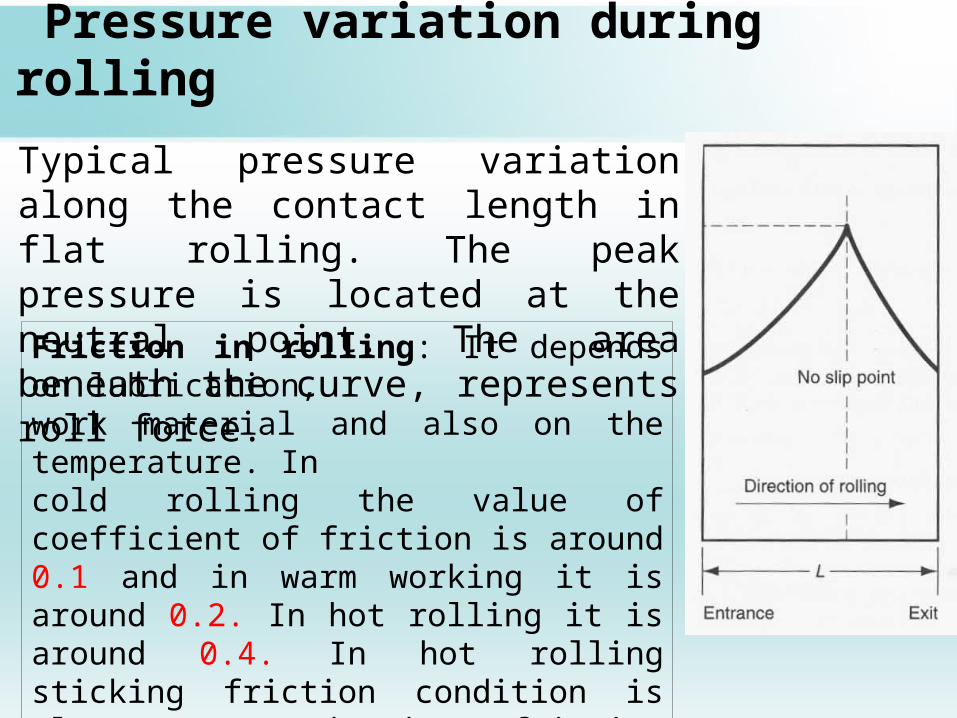
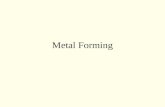
Pressure variation during rollingTypical pressure variation along the contact length in flat rolling. The peak pressure is located at the neutral point. The area beneath the curve, represents roll force.Friction in rolling: It depends on lubrication,work material and also on the temperature. Incold rolling the value of coefficient of friction is around 0.1 and in warm working it is around 0.2. In hot rolling it is around 0.4. In hot rolling sticking friction condition is also seen and then friction coefficient is observed up to 0.7. In sticking the hot wok surface adheres to roll and thus the central part of the strip undergoes with a severe deformation.
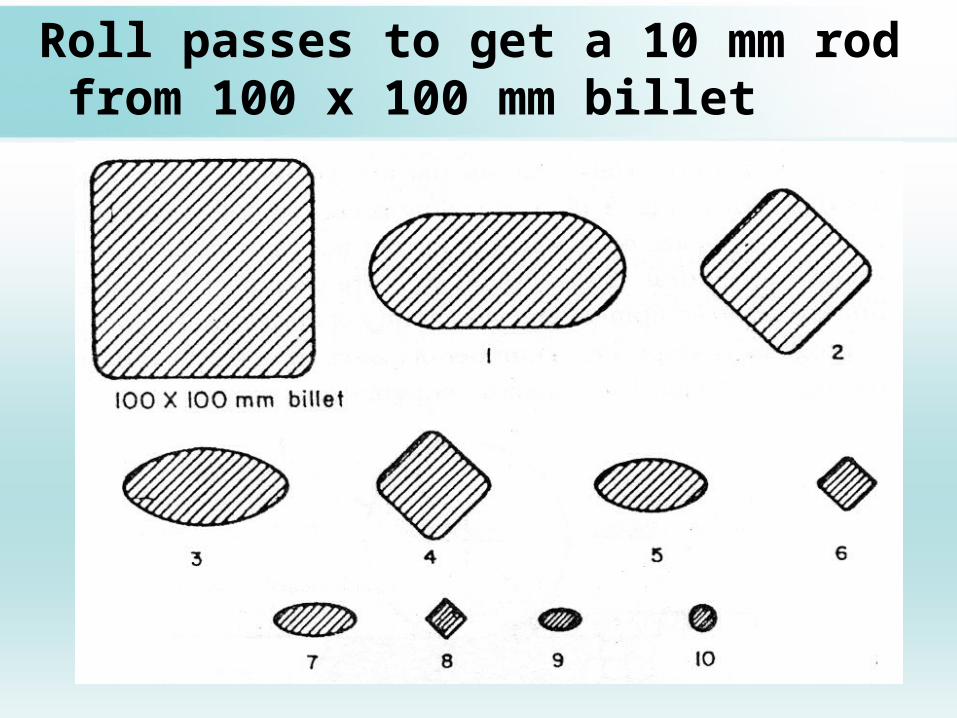
Roll passes to get a 10 mm rod from 100 x 100 mm billet
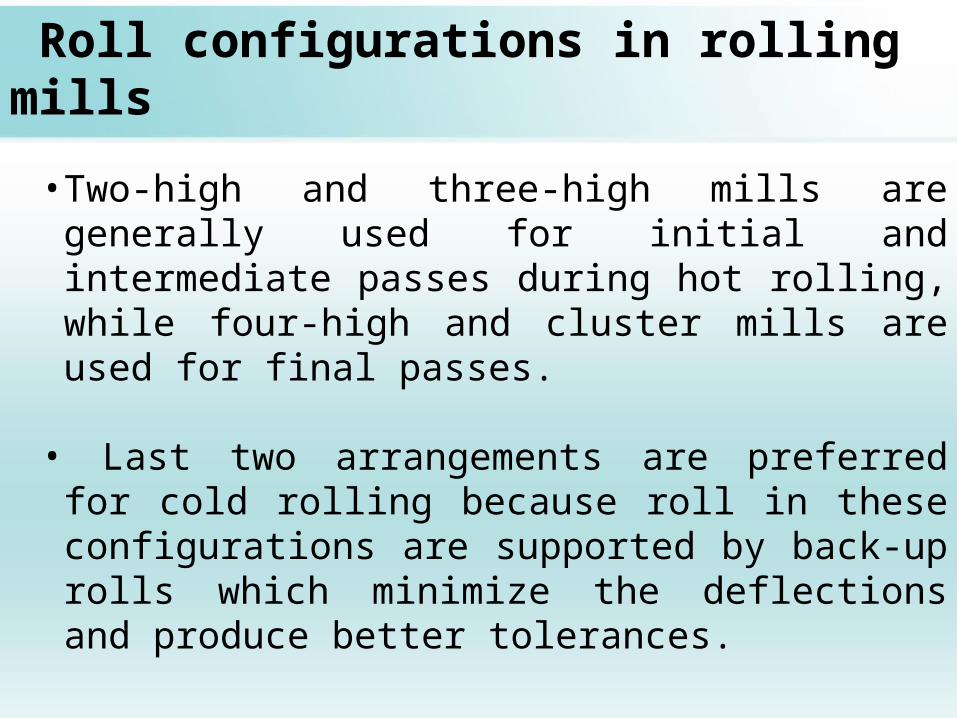
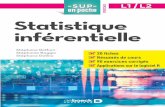
Roll configurations in rolling mills• Two-high and three-high mills are generally used for initial
and intermediate passes during hot rolling, while four-high and cluster mills are used for final passes.
• Last two arrangements are preferred for cold rolling because roll in these configurations are supported by back-up rolls which minimize the deflections and produce better tolerances.
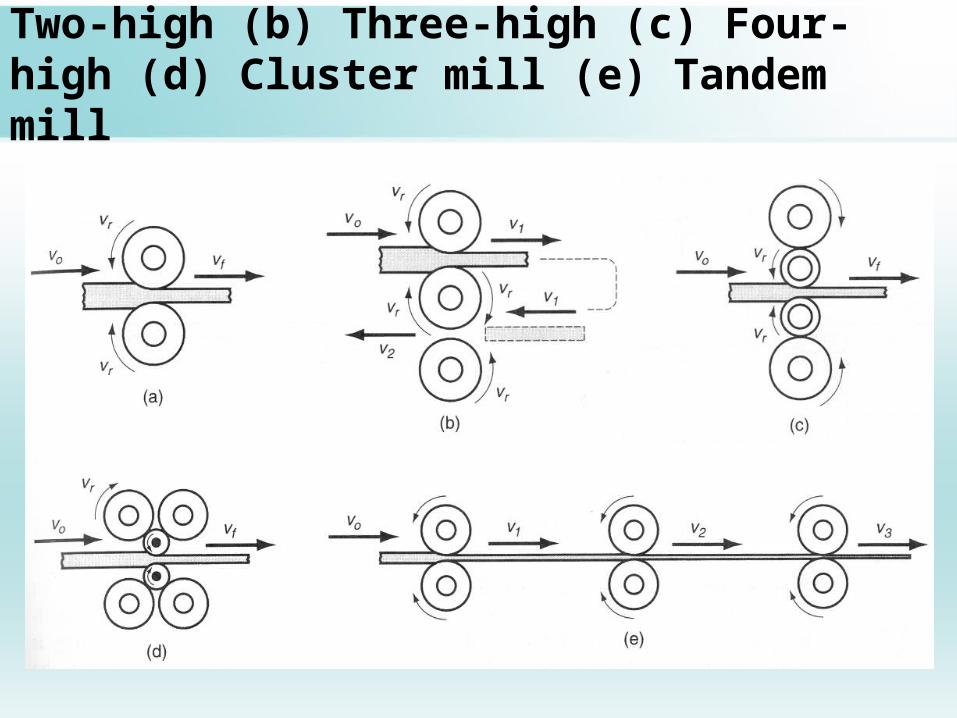
Various Roll Configurations (a) Two-high (b) Three-high (c) Four-high (d) Cluster mill (e) Tandem mill