l p blished A - adaptive-research.com papers/2011/Material removal...l Pupblished Aby To be...
40
To be published in Applied Optics: Title: Material removal in magnetorheological finishing of optics Authors: William Kordonski and Sergei Gorodkin Accepted: 20 January 2011 Posted: 24 January 2011 Doc. ID: 137929
Transcript of l p blished A - adaptive-research.com papers/2011/Material removal...l Pupblished Aby To be...

OSAPublished by
To be published in Applied Optics:
Title: Material removal in magnetorheological finishing of opticsAuthors: William Kordonski and Sergei GorodkinAccepted: 20 January 2011Posted: 24 January 2011Doc. ID: 137929

OSAPublished by
1
Material Removal in Magnetorheological Finishing of Optics
William Kordonski* and Sergei Gorodkin
QED Technologies International, 1040 University Avenue, Rochester, NY 14607, USA
*Corresponding author: [email protected]
A concept of material removal based on the principle of conservation of
particles momentum in a binary suspension is applied to analyze material
removal in Magnetorheological Finishing (MRF
) and Magnetorheological Jet
(MR Jet
) processes widely used in precision optics fabrication. According to
this concept, a load for surface indentation by abrasive particles is provided at
their interaction near the wall with heavier basic (magnetic) particles, which
fluctuate (due to collision) in the shear flow of concentrated suspension. The
model is in good qualitative and quantitative agreement with experimental
results.
OSIS codes: (220.1250) Aspherics; (220.4510) Optical fabrication; (220.5450) Polishing
1. Introduction
Projection lenses for advanced lithography used in manufacturing of integrated circuits with
nanometer features as well as optics for lasers, airborne surveillance, weapon systems, medical
devices, digital photography and mirrors for space telescopes are examples of modern optical
applications that rely on leading-edge production technologies, especially the ones delivering
high precision aspherical and free form surfaces. The most challenging step in fabrication of

OSAPublished by
2
such complex surfaces is polishing, particularly, so-called sub-aperture polishing based on zonal
material removal. This process requires precision control of position and velocity of the
polishing zone. Currently, it is provided by sophisticated contour-controlled precision CNC
machines which execute finishing algorithms according to the prescription. Full advantage of the
deterministic nature of CNC machining can only be taken if a sub-aperture polishing tool
instantly adapts (conforms) to the local surface and its removal function is well characterized and
stable. Commonly used mechanical tools with air pressure or an elastic cushion behind the
polishing pad do not provide the required level of adaptability and stability [1, 2].
Liquid substances by their nature can easily conform to any surface, and attempts were made
to utilize this unique property in controlled material removal including polishing [3-5]. In known
applications, flow of a low viscous fluid, commonly water, supplies energy to abrasive particles
to cause surface zonal erosion and material removal. Depending on process parameters such as
fluid velocity and particle size, the regime of material removal can extend from cutting to gentle
polishing. For example, previous work has shown that water jets can be used to polish materials
such as glass, diamond, ceramics, stainless steel and alloys [3]. The surface quality strongly
depends on the size and impact angle of the abrasive grains. Surface roughness of Ra ~130 nm
on glass has been achieved after processing. An appropriate adjustment of process parameters
such as jet velocity, abrasive size and concentration makes reduction of surface roughness on
glass to Ra ~ 1 nm possible [4]. A hydrodynamic principle is also used to provide high precision
polishing in “Elastic Emission Machining” [5]. In this technique, a loaded elastic polyurethane
ball polishes the workpiece as it scans over the part surface. The ball is rotated rapidly in a
polishing fluid and, due to hydrodynamic forces, floats above the workpiece surface. The
floating gap, which is created by an elasto-hydrodynamic lubrication state, is much larger than

OSAPublished by
3
the diameter of the abrasive particles but is still very small. The mechanism proposed for this
process is an elastic bombardment of the surface by the polishing particles.
Based on the 10+ years of experience in the development and study of magnetorheological (MR)
fluids and their applications, the use of this liquid smart material for precision finishing was
proposed in the late 1980s in Belarus [6]. Two different MR fluid-based finishing methods were
further developed and commercialized in the USA and now are known as Magnetorheological
Finishing® (MRF®) and MR Jet Finishing [7, 8].
Scientific aspects of these magnetically assisted finishing technologies are scarcely covered
[9, 10]. Some attempts were made to build empirical models which correlate the removal rate in
MRF with glass properties, experimentally measured surface pressure and drag force [11] or a
combination of the above [12-16].
The objective of this paper is to introduce a unified concept of material removal in MRF and
MR Jet. This approach is justified due to the fact that in both finishing processes the surface
zonal erosion results from the shear flow of MR fluid containing abrasive particles. The concept
is based on principles of mechanics of suspensions. Results of modeling are discussed along with
experimental model verification.
2. Magnetorheological Finishing (MRF)
2.1. MRF Interface
The key element of MRF is MR polishing fluid. MR fluid is a liquid composition that
undergoes a change in mechanical properties and converts into a plastic material in presence of a
magnetic field. Normally, MR fluids consist of ferromagnetic particles, typically greater than 0.1
micrometers in diameter, dispersed within a carrier fluid. In the presence of a magnetic field, the
OSAPublished by
4
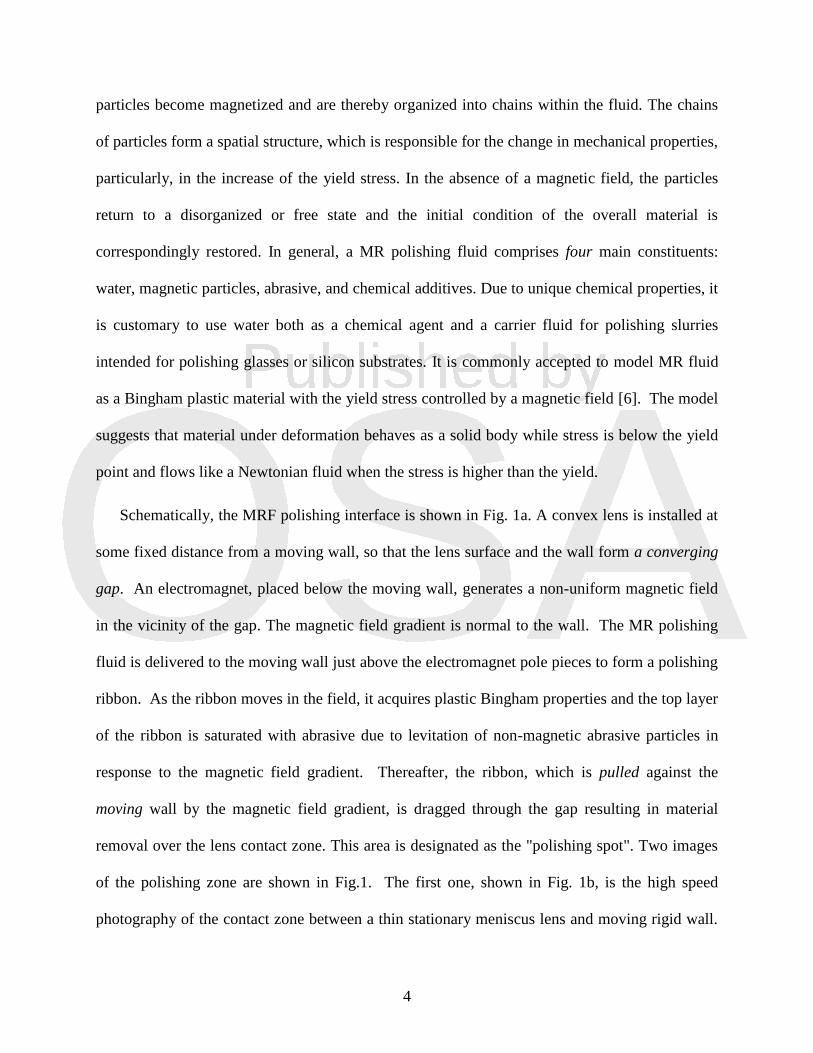
particles become magnetized and are thereby organized into chains within the fluid. The chains
of particles form a spatial structure, which is responsible for the change in mechanical properties,
particularly, in the increase of the yield stress. In the absence of a magnetic field, the particles
return to a disorganized or free state and the initial condition of the overall material is
correspondingly restored. In general, a MR polishing fluid comprises four main constituents:
water, magnetic particles, abrasive, and chemical additives. Due to unique chemical properties, it
is customary to use water both as a chemical agent and a carrier fluid for polishing slurries
intended for polishing glasses or silicon substrates. It is commonly accepted to model MR fluid
as a Bingham plastic material with the yield stress controlled by a magnetic field [6]. The model
suggests that material under deformation behaves as a solid body while stress is below the yield
point and flows like a Newtonian fluid when the stress is higher than the yield.
Schematically, the MRF polishing interface is shown in Fig. 1a. A convex lens is installed at
some fixed distance from a moving wall, so that the lens surface and the wall form a converging
gap. An electromagnet, placed below the moving wall, generates a non-uniform magnetic field
in the vicinity of the gap. The magnetic field gradient is normal to the wall. The MR polishing
fluid is delivered to the moving wall just above the electromagnet pole pieces to form a polishing
ribbon. As the ribbon moves in the field, it acquires plastic Bingham properties and the top layer
of the ribbon is saturated with abrasive due to levitation of non-magnetic abrasive particles in
response to the magnetic field gradient. Thereafter, the ribbon, which is pulled against the
moving wall by the magnetic field gradient, is dragged through the gap resulting in material
removal over the lens contact zone. This area is designated as the "polishing spot". Two images
of the polishing zone are shown in Fig.1. The first one, shown in Fig. 1b, is the high speed
photography of the contact zone between a thin stationary meniscus lens and moving rigid wall.

OSAPublished by
5
An interoferogram of the lens surface after spot polishing under identical conditions is shown in
Fig. 1c. A comparison of those images shows that material removal does occur within the
boundaries of the contact zone. The rate of material removal can be controlled by the magnetic
field, geometrical parameters of the interface like thickness of the gap and moving wall velocity.
The polishing process employs a computer program to determine a CNC machine schedule for
varying the velocity (dwell time) and the position of the rotating workpiece through the polishing
spot. Because of its conformability and subaperture nature, this polishing tool may finish
complex surface shapes like aspheres having constantly changing local curvature. A fundamental
advantage of MRF over competing technologies is that the polishing tool does not wear, since
the recirculating fluid is continuously monitored and maintained. Polishing debris and heat are
continuously removed. The technique requires no dedicated tooling or special setup. Integral
components of the MRF process are the MRF software, the CNC platform with programmable
logic control, the MR fluid delivery and recirculating/conditioning system, and the magnetic unit
with incorporated fluid carrier surface.
2.1 Modeling of Material Removal in MRF
2.1.1 Concept of an elastic pad
Abrasive particle load is a key problem in consideration of material removal with
abrasive slurries, particularly, in polishing. Most commonly, polishing is carried out by pressing
an elastic pad with embedded abrasive particles against moving surface to be polished.
According to Preston [17], the removal rate in this case is proportional to the applied pressure
and relative pad velocity. Removal rate also depends on the properties of the polishing interface
such as mechanical properties (like elasticity) of the polishing pad which transmits indentation

OSAPublished by
6
load to the abrasive particle. Taking into account that MR fluid in a magnetic field stiffens and
acquires essential elastic properties, it is not unreasonable to suggest that such magnetized
material can be considered as a moving polishing pad similar to conventional polishing tools.
Along this line, an assumption also should be made that stresses caused by such „pad‟
deformation in the converging gap are lower than the yield stress across the whole „pad‟ body.
To evaluate credibility of this hypothesis, appropriate mechanical properties of typical MR
polishing fluid were measured with Anton Paar MCR 301 magneto-rheometer at magnetic field
strength and field-to-shear orientation corresponding to MRF [18]. Measurements were made for
sample internal magnetic field strength of 150kA/m and oscillation frequency of 1.592 Hz.
Results of measurements of the MR fluid storage modulus G are shown in Fig. 2a. At
low strains (< 10%) magnetized MR fluid does exhibit essential elastic properties (G ~ 0.5MPa),
that sharply diminish after some yield point, which can be associated with the yield strength of a
structure formed by magnetic particles in the magnetic field. It means that at high strains (>
10%) or in the developed shear flow, when shear stress is higher than the yield stress and the
structure is destroyed, no essential elastic properties of MR fluid are expected. Obtained at low
strains, MR fluid Young‟s modulus of ~ 1 MPa ( GE 2~ ) is significantly lower than the
Young‟s modulus of conventional pads (~ 50 - 100 MPa) [19]. Even assuming that there is no
shear flow in the MRF polishing interface, it is reasonable to suggest that particles load , which
would be sufficient to support removal rates demonstrated by MRF (3 microns/min and higher),
cannot be generated by deformation of a much softer analog of a conventional pad. Another
possible source of abrasive particle load for surface indentation can be the MR fluid normal
stress associated with the change of the fluid structure morphology due to squeezing of magnetic
particles into chains as a result of strong dipole-dipole interaction [20]. Evaluation of this stress

OSAPublished by
7
can be drawn from the measurements with Anton Paar magneto-rheometer of the MR fluid 1st
normal stress difference taken at the same conditions as above. Results of measurements are
shown in Fig. 2b. The actual wall normal stress of “N1”/4 ~ 5kPa is much lower than the normal
stress generated with conventional pads (80-140 kPa) at a typical pad pressure of 40-70kPa and
asperities density of ~ 0.5 [19]. So, both induced by magnetic field MR fluid elasticity and
normal stress are far away from the range of mechanical properties that could support actual
removal rates in MRF assuming conventional mode of polishing. As it was shown earlier in [9,
12], the hydrodynamic pressure generated by MR fluid viscous flow in the converging gap
cannot be considered as a load for abrasive particles.
2.1.2 Concept of the shear flow
Alternatively, abrasive particle‟s load can be provided by a fluid flow, in particular, in
conditions of the shear flow of concentrated mixture of solid particles. At sufficiently high shear
rates such flow is characterized by intensive particles interaction and collision between them and
the surface. In the case of a binary (bimodal) mixture, and according to the principle of
conservation of momentum, larger particles may supply considerable load for smaller particles.
When such an event takes place near the surface, it may result in effective surface indentation by
the smaller particle, especially if the particle possesses appropriate mechanical properties. As
applied to polishing, this conceptual model suggests that larger or basic particles energized by
shear flow provide an indentation load for smaller abrasive particles to penetrate the surface and
remove material. Such a mechanism of material removal is shown below to analyze MR fluid-
based polishing processes assuming that some form of shear flow of a highly concentrated

OSAPublished by
8
suspension (~50 vol.%) of relatively large magnetic particles (microns) and much smaller
abrasive particles (tens of nanometer) occurs in the polishing interface.
As the starting point for the problem modeling and particle force evaluation, an
assumption is made that the particles‟ dynamics in the considered case is similar to the general
features of granular shear flow described elsewhere [21-23]. In general, granular flow
encompasses the motion of discrete particles or grains. The particles are macroscopic (> 1
micron) in that there is no Brownian motion. When concentration of particles is relatively low
and particles supported by a carrier fluid do not collide it is deemed that multiphase flow occurs.
Such flow can be thought of as a disperse phase interacting only with a fluid phase. As
concentration increases, interaction of particles takes effect in the form of instantaneous
collisions resulting in particles oscillation and elevated dissipation of energy. In this case
granular flow takes place.
The granular flow approach allows evaluation of the surface stress and particle load using
constitutive relations accepted for the granular flow, particularly, dependence of the wall normal
stress on the shear rate. It was found that as the solid concentration increases up to 0.7, keeping
all other parameters constant, the stress is nearly proportional to the square of the shear rate, then
goes down through sharp transition and finally becomes independent of the shear rate at high
solid concentration. For relatively moderate concentrations, the wall normal stress takes the form
of
22
22 pp dK (1)
and consequently particle force take the form of

OSAPublished by
9
24
4
ppp dKG (2)
where p is the density of particle, pd is the diameter of particle and is the shear rate. The
dimensionless coefficient K takes into account other flow parameters such as concentration,
mechanical properties of particles, carrier fluid damping properties, flow geometry, etc.
According to (2), the problem of evaluation of the particle force is mainly reduced to
determining of the flow shear rate at the surface of interest. In the following analysis the shear
rate is obtained by numerical modeling of the particular shear flow taking into account
rheological properties of the media. The shear rate is then used for calculating the force of the
basic particle assuming that this force is a load for the abrasive particle.
In what follows, an analysis is restricted to qualitative comparison of experimental removal rate
profiles in the polishing spot with calculated profiles of surface loading by particles in the
contact zone. In doing so, the particle force will be determined for two different methods of
supplying mechanical energy to the polishing interface: MR fluid flow through converging gap
as applied to MRF and MR fluid jet flow.
In the case of MRF, the effective shear rate was determined by modeling of the Bingham flow in
the geometry similar to the one depicted in Fig. 1 using commercially available computational
fluid dynamics (CFD) package [24]. The model gap was formed on a cylinder rather than a
spherical surface used in MRF in order to simplify the task and avoid some software limitations.
Other parameters were the same as in experiments: surface radius of curvature of 75 mm; wall
velocity of 3m/s; gap thickness of 2mm; plunging depth of 0.5 mm; fluid rheological properties.
The three-dimensional solution was found using the free surface volume of fluid (VOF) method
and Perzyna hypothesis for effective viscosity of Bingham plastics [25]

OSAPublished by
10
0
A
Min . (3)
Here A is an arbitrary, dimensionless multiplier supplied by the user (typically, A = 103 – 10
5),
is the viscosity in the limit of very large strain (the fully plastic limit), 0 is the yield stress
(in the case under consideration depends on magnetic field strength and magnetic particles
concentration) and is the shear rate. Rheological parameters required by (3) were obtained
with Anton Paar Magneto Rheometer MSR 301 and are shown in Fig 3. In addition, some
considerations were given to the boundary conditions, the time step, and mesh size so that an
accurate and stable solution could be achieved in a reasonable amount of time. The evaluation of
accuracy was based on the magnitude of the pressure at the lens apex, where it should be equal to
zero in the case of a simple Newtonian fluid. An error of less than 1% was achieved.
As it would be expected [9, 26, 27], modeling reveals formation of a thin layer of sheared
fluid sandwiched between the lens surface and a core of un-sheared material attached to the
moving wall. This fact is illustrated by the shear stress distribution and the velocity profile across
the gap shown in Fig. 4 for the MR fluid with the yield stress of 20kPa. The shear stress is lower
than the yield stress in the core domain and exceeds the yield point in the thin zone near the
surface of the lens. The velocity profile is essentially flat in the core region. Thus, in this
particular case, an initial interface with a large gap of 2 mm is effectively transformed into the
new one with much smaller gap of ~0.2 mm resulting in associated significant increase in the
effective shear rate.
The shear rate in the sheared zone was determined and used in calculation of the particle
force distribution along the center line of flow using (2). Thereafter, normalized values were

OSAPublished by
11
plotted along with normalized experimental removal rate profiles. Experimental removal
functions (spots) were taken on flat parts with wheel radius equal to the radius of the lens used in
the modeling. As an example, results for fluid with the yield stress of 16 kPa are shown in
Fig.5. One can see that correlation between experimental and calculated profile is reasonably
good and counts in favor of hydrodynamic (shear flow) mode of material removal. Experimental
pressure distribution was obtained with an ultra-thin, tactile pressure sensor Tekscan attached to
the lens surface. The sensor is comprised of numerous individual sensing elements, or sensels in
the form of matrix allowing mapping of pressure distribution [28]. As it is seen in Fig. 5 (dashed
line) the pressure distribution is shifted towards flow and does not correlate with the distribution
of the removal rate pointing to the fact that generated by plastic flow hydrodynamic pressure
(fluid normal stress) does not contribute to material removal in the contact zone.
The model adequately predicts such known MRF regularity as an increase of removal rate
with magnetic field and concentration of magnetic particles due to appropriate increase in the
fluid yield stress. The change in the yield stress results in the change of the thickness of the core
(the sheared zone) with appropriate change in the shear rate, which in turn, results in a change in
the particle force. This is illustrated by Fig. 6 where distribution of calculated particle force is
shown for fluids with different yield stress (5, 10 and 20 kPa). As one can see, the particle force
increases with the fluid yield stress. This increase in the particle force with the yield stress is in a
reasonable accordance with the dependence of the removal rate on magnetic field strength as
shown in Fig. 7. Here, both normalized peak of the particle force and the peak of removal rate
are plotted against magnetic field strength. In doing so, the yield stresses for particle force
calculation as well as the experimental removal rate were determined at the same magnetic field
strength.

OSAPublished by
12
The model also revealed that the removal rate depends on geometry of the converging gap.
As it follows from the results of calculations shown in Fig. 8a, the particle force for the gap
geometry formed with the surface of 50 mm in radius is higher compared to the force
corresponding to the gap formed with the surface of 75 mm in radius. This prediction was
confirmed experimentally. Two spots were taken with the 150 mm in diameter wheel on the
fused silica glass: one on the convex sphere with radius of 35 mm (Fig. 8b) and another one on
the flat surface (Fig. 8c). The peak removal rate of 5.73 um/min was obtained on the sphere and
lower peak of 3.84 um/min was obtained on flat surface when all conditions were equal.
According to (2), the abrasive particle load is very sensitive to the size of the basic
particle, which should result in an increase of removal rate as the size of basic particle increases.
As experimental results show, this prediction was also born out. MRF spots shown in Fig. 9a,b
were taken on FS glass with two fluids composed of magnetic particles of sizes 1um and 4 um
but at different magnetic fields to equalize the fluids‟ yield stress. Removal rate of 4.45
micron/min which corresponds to the fluid with larger magnetic particles, is higher compared to
the one (1.77 micron/min) obtained with fluid composed of 1 micron particles with other
conditions being equal. Appropriate field strength was determined with magneto rheological
measurements done with Anton Parr magneto-rheometer at low shear rate as shown in Fig. 9c.
Some quantitative model evaluation can be made using the Hertzian theory of surface
penetration [29], which is generally accepted approach in modeling of material removal on glass
[30]. In the case of spherical indenter the tensile stress generated over a contact area is given by:
22
21
c
pM
pr
G
(4)

OSAPublished by
13
Here cr is the contact radius, and pG is the particle load (contact force). The contact radius is
given by:
3
1
4
3
Eapc krGr (5)
and
a
a
M
ME
EEk
22 11 (6)
where ar is the radius of the abrasive particle (indenter) M and ME are the Poisson‟s ratio and
Young‟s modulus for the material (glass) and a and aE are Poisson‟s ratio and Young‟s
modulus for the abrasive particle.
The Hertzian theory also predicts the depth of penetration in the form of [29]
3
1
3
2
3
1
1
16
9
ar
p
trE
Gh (7)
where E
rk
E1
is the reduced elastic modulus.
In order to evaluate the magnitude of particle load and corresponding contact stress
generated by abrasive particle in addition to the shear rate, it is necessary to have a grasp of the
size of a basic particle which are, most likely, aggregates of the original magnetic particles. The
size of this fluid sub-structure depends on a ratio between restoring (magnetic) and destroying
(hydrodynamic) forces acting on the aggregate. The ratio is known as the Mason number [31]
0
2
0 HM a (8)

OSAPublished by
14
where 0 is the magnetic permeability of vacuum, a is the aggregate susceptibility, H is
magnetic field strength, 0 is fluid dynamic viscosity and is the shear rate.
As it was shown in [31], the aggregate size, particularly its aspect ratio (or length of particles
chain), decreases as the Mason number decreases. At relatively high shear rates of ~ 104 1/s, H
=150 kA/m and a = 5, which are characteristic for the case under consideration, the Mason
number of 14 predicts the aspect ratio of ~ 1-2 suggesting that the size of aggregate is small. To
evaluate the surface tensile stress and depth of penetration, an assumption was made that the
aggregate consists of 4 spherical particles of 4 microns in diameter. This aggregate may be
considered as an ellipsoid with aspect ratio of 1.5. Calculations of tensile stress with (2) and (4)
were performed for cerium oxide abrasive particles size of 100 nm and fused silica glass. In
doing so, the coefficient K in (2) was taken as 1[21, 22]. Corresponding results are shown in Fig.
10 (dashed line). It is worth noticing that calculated tensile stress in the range of hundreds of
MPa is comparable to the ultimate tensile strength for glass (33 MPa) and even some harder
materials. Taking into account that ultimate tensile strength is a limit state of tensile stress that
leads to tensile failure in the manner of ductile failure or in the manner of brittle failure, the
predicted values of stress are quite sufficient to result in observed material removal, giving some
quantitative support to the model.
Another approach in model verification can be the comparison of values of experimental
surface roughness with the penetration depth calculated with (7). Such comparison is shown in
Fig. 10 where actual roughness distribution along the center line of a polishing spot taken on FS
glass (square solid markers) is in good qualitative and reasonable quantitative agreement with
corresponding calculated penetration depth (solid line). In general, the penetration depth of a few

OSAPublished by
15
angstroms is close to actual experimental results for surface roughness observed in MRF on
glasses [32].
3. MR Jet
3.1. MR Jet Experimental
A fundamental property of a fluid jet is that it begins to lose its coherence as the jet exits
a nozzle, due to a combination of abruptly imposed longitudinal and lateral pressure gradients,
surface tension forces and aerodynamic disturbances. That results in instability of the flow over
the impact zone and consequently polishing spot instability, which is unacceptable for
deterministic high precision finishing. To be utilized in deterministic high precision finishing, a
stable, relatively high-speed low viscous fluid jet, which remains coherent before it impinges the
surface, is required. Such a unique tool may also resolve a challenging problem of high
precision finishing of steep concave surfaces and cavities.
A method of jet stabilization has been proposed, developed and demonstrated whereby
the round jet of magnetorheological (MR) fluid is magnetized by an axial magnetic field when it
flows out of the nozzle [8,10]. This local magnetic field induces longitudinal fibrillation and high
apparent viscosity within the portion of the jet that is adjacent to the nozzle resulting in
suppression of all of the most dangerous initial disturbances. As a result, the MR fluid ejected
from the nozzle defines a highly collimated, coherent jet. The stabilizing structure induced by
the magnetic field within the jet gradually begins to decay while the jet passes beyond the field.
However, the remnant structure still suppresses disturbances and thus, consequent stabilization
of the MR jet can persist for a sufficient time that the jet may travel up to several meters
(depending on the jet diameter) without significant spreading and loss of structure [10].

OSAPublished by
16
In MR Jet Finishing, material removal occurs when the coherent liquid column of slurry
comprising magnetic and abrasive particles impinges the surface and spreads in the form of
radial laminar flow over the surface. There is no magnetic field in the impingement zone.
Typical MR Jet removal function (or polishing spot) is shown in Fig. 11a. This spot was taken by
dwelling the 1.5 mm diameter jet upon the stationary flat fused silica surface for a prescribed
period of time. The distance between the nozzle exit and the part surface (the stand-off distance)
was 50 mm. Jet removal rate profiles taken along the line depicted in Fig 11a are shown in Fig.
11c. The dashed line profile corresponds to a moderate fluid jet velocity giving a peak removal
rate of 3 μm/min and volumetric removal rate of 0.033 mm3/min. The solid line profile
corresponds to more aggressive jet velocity giving a peak removal rate of 13 μm/min and
volumetric removal rate of 0.51mm3/min.
The concept of material removal presented in section 2 was applied to analyze MR Jet
finishing. Experimental verification was performed in the following manner. Three different
abrasive water-based slurries were used to generate jet removal rate profiles shown in Fig. 12.
All spots were taken at the same velocity of 30 m/s but fluids‟ compositions were different. The
profile represented as a solid line corresponds to the regular MR Jet polishing composition
comprising magnetic and diamond abrasive particles size of 140 nm; the profile represented as a
dotted line is obtained with the same slurry but having no abrasive; the profile represented as a
dashed line corresponds to the slurry having only abrasive particles with the size and
concentration corresponding to the regular MR polishing fluid. The data show that magnetic or
abrasive particles taken individually do not produce the removal rate as high as removal rate
obtained with combination of both. Whereas the stabilized jet of standard MR fluid generates a
peak removal rate of 14.4 microns/min, the removal rate drops to 4.1 microns/min when the
OSAPublished by
17
abrasive is removed and the abrasive water-jet delivers removal rate of only 0.25 microns/min.
Notice that the water-jet spot shown in Fig. 11b is not symmetric due to jet instability and
corresponding removal rate profile shown in Fig 12 was taken along the line crossing sections of
highest removal. It is suggested that observed considerable enhancement in removal rate in the
case of MR polishing fluid is attributed to the fact that the load for relatively small abrasive
particle residing at the wall, is provided by collision with much larger and heavier magnetic
particle energized by fluid flow. That results in high contact force and effective surface
indentation and material removal.
3.2. Modeling of Material Removal in MR Jet
Methodically, qualitative analysis of material removal in MR Jet finishing was performed
in the same manner as discussed for MRF. To evaluate the force of basic (magnetic) particle, the
effective shear rate was determined by modeling of jet normal impingement using commercially
available CFD package [24]. Due to the fact that the MR fluid is not affected by the magnetic
field at the impingement zone, it can be considered as a Newtonian fluid. This was validated by
rheological measurements taken in the absence of the magnetic field. The three-dimensional
solution was found using the free surface volume of fluid (VOF) method and laminar flow was
assumed (the Reynold‟s number of the jet varies from 1500 to 9000, and that of the radial flow
varied from 500 to 3000). The evaluation of accuracy was based on the magnitude of the velocity
at the stagnation point, where it should be equal to zero. An error of less than 1% was achieved.
The snapshot of the computer simulation given in Fig. 13 shows the map of vectors of fluid
velocities in radial direction. Here, due to the problem symmetry, only half of the computed
plane is shown. The domain of most interest is the region near the wall. As one can see, there is

OSAPublished by
18
no radial flow component in the vicinity of the jet axis, and most flow occurs through the outer
portion of the jet. As far as the jet spreads in the form of thin film, the radial component becomes
dominant and velocity profile is transformed into classical convex Poiseuille‟s profile with high
velocity gradient at the wall. At the point of peak of removal rate, the velocity gradient reaches
the maximum.
The computed velocity gradient (shear rate) along the radius and (2) were used to
calculate the particle force distribution along the radius. Assuming that particles in this case do
not interact magnetically, a single magnetic particle was considered as the basic particle. An
example of the calculations for particles of 4 microns in size is shown in Fig. 14 along with
corresponding experimental data. A reasonable correlation is observed between normalized
experimental removal rate profile and calculated radial distribution of the abrasive particle load
generated by flow. It is worth noticing, that again, as in the case of MRF, there is no correlation
of removal rate with distribution of pressure.
With the knowledge of the abrasive particle load, it is possible to evaluate the surface
tensile stress generated by the abrasive particle. Results of such calculations are shown in Fig.
15a where the profile of the tensile stress obtained with (4) is plotted. Calculations were
performed with the same fluid parameters as in experiments discussed above (results shown in
Fig. 12).
Calculated tensile stress in the range up to 1000 MPa is higher than obtained above for MRF.
This difference looks reasonable taking into account that the removal rate of 14.4 micron/min on
FS glass for MR Jet at velocity of 30m/s is also higher as compared to the removal rate of ~ 4.5
micron/min for MRF. The same can be said about the penetration depth calculated with Eq. 4
(see Fig. 15b). Obtained peak value of several nanometers is higher than calculated for MRF.

OSAPublished by
19
In general, quantitative analysis in the framework of the model is restricted by assumptions and
accepted simplifications. First of all, this applies to determination of the effective particle size
required for calculation of particle force with (2) as well as to the value of coefficient K, which
depends on many factors including flow geometry. Flow modeling in the case of MRF is
performed in the limits of the Perzyna rheological model affecting determination of the shear rate
and eventually the particle force. As to calculations of the penetration depth, results also depend
on specific properties of contact interface, which may differ from the actual ones, for example,
due to the effect of chemistry [30].
Summary
Measurements and analysis of mechanical properties of a magnetized MR fluid show that an
analog of conventional pad formed with such material cannot support abrasive particle load
which would be appropriate to provide removal rates characteristic to MRF. A concept of
material removal in MR fluid-based finishing processes is proposed and discussed wherein a
load for surface nano-indentation by abrasive particles is provided at their interaction near the
wall with larger and heavier basic magnetic particles fluctuating due to collision in the shear
flow of concentrated binary suspension. Regularity of the granular shear flow and numerical
simulation are used in modeling. The model is in good qualitative and reasonable quantitative
agreement with experimental results for MRF and MR Jet finishing.
References
1. I. Marinescu, E. Uhlmann, T. Doi (Editors), “Handbook of Lapping and Polishing”, CRC
Press, Taylor & Francis Group, (2006)
2. D.D. Walker, A.T.H. Beaucamp, D. Brooks, R. Freeman, A. King, G. McCavana, R.
Morton, D. Riley, and J. Simms, “Novel CNC polishing process for control of form and

OSAPublished by
20
texture on aspheric surfaces”, Proc. SPIE 47th Annual Mtg, Seattle, , 4451, 267-276
(2002)
3. A. Momber, and R. Kovacevic, “Principles of Abrasive Water Jet Machining”, Springer,
New York, NY (1998)
4. S.M. Booij, “Fluid Jet Polishing”, Doctoral thesis, Technische Universiteit Delft, printed
in the Netherlands by PrintPartners IP Skamp B.V., Enschede, ISBN 90-9017012-X,
(2003)
5. Y. Mori, K. Yamauchi, and K., Endo, “Mechanism of atomic removal in elastic emission
machining”, J. of Japan Society of Precision Engineering, 10(1), 24-28, (1988)
6. W. Kordonski, “Elements and Devices Based on Magnetorheological Effect,” J. of
Intelligent Material Systems and Structures, 4:1, 65-69 (1993)
7. W. Kordonsky, I. Prokhorov, S. Gorodkin, G. Gorodkin, L. Gleb and B. Kashevsky.
“Magnetorheological polishing devices and methods”, US Patent # 5,449,313 (1995)
8. W. Kordonski, D. Golini and s. Hogan. “System for Abrasive Jet Shaping and Polishing
of a Surface Using Magnetorheological Fluid,” US Patent #5,971,835 (1999).
9. W. Kordonski and S. Jacobs, “Magnetorheological Finishing,” Int. J. of Modern Physics
B, 10: 23&24, 2837-2848 (1996)
10. W. Kordonski, A. Shorey, and M. Tricard, “Magnetorheological Jet Finishing
Technology,”, Journal of Fluid Engineering, 128, No. 1, 20-26 (2006).
11. J. Lambropoulos, C. Miao and S. Jacobs, “Magnetic field effects on shear and normal
stresses in magmetorheological finishing”, Optics Express, 18, No. 19 19713 (2010)

OSAPublished by
21
12. A. B. Shorey, S. D. Jacobs, W. I. Kordonski, R. F. Gans, “Experiments and Observations
Regarding the Mechanisms of Glass Removal in Magnetorheological Finishing,” Appl.
Opt. 40, 20–33 (2001).
13. J. E. DeGroote, A. E. Marino, J. P. Wilson, A. L. Bishop J. C. Lambropoulos and S. D.
Jacobs, “Removal rate model for magnetorheological finishing (MRF) of glass,” Appl.
Opt. 46, 7927-7941 (2007).
14. C. Miao, S. N. Shafrir, J. C. Lambropoulos and S. D. Jacobs, "Normal force in
magnetorheologial finishing", SPIE Conference 7426: Optical Manufacturing and Testing
VIII, San Diego, CA, Aug. 4-5, (CD) 7426-11 (2009)
15. C. Miao, S. N. Shafrir, J. C. Lambropoulos, J. Mici, and Stephen D. Jacobs, "Shear stress
in magnetorheological finishing for glasses", Appl. Opt. 48, 2585-2594 (2009).
16. Dai, Yifan, Song, Ci, Peng, Xiaoqiang and Shi, Feng “Calibration and prediction of
removal function in magnetorheological finishing”, Appl. Opt., 49, 298-306 (2010)
17. F. Preston, J. Soc. Glass. Tech. 11 214 (1927)
18. W. Kordonski and S. Gorodkin, “Magnetorheological Measurements With Consideration
for the Internal Magnetic Field in Samples”, J. of Physics: Conference Series, 149,
012064 (2009)
19. G. B. Basim, I. U. Vakarelski and B. M. Moudgil, “Role of interaction forces in
controlling the stability and polishing performance of CMP slurries”, J. of Colloid and
Interface Science, 263, 506-515 (2003)

OSAPublished by
22
20. H. M. Laun, C. Gabriel and G. Schmidt, “Primary and secondary normal stress
differences of a magnetorheological fluid (MRF) up to magnetic flux densities of 1T”, J.
Non-Newtonian Fluid Mech., 148 47-56 (2008)
21. Haley H. Shen. “Granular shear flows-constitutive relations and internal structures”. 15th
ASCE Eng. Mech. Conf., , Columbia University, New York, NY June 2-5 (2002)
22. A. Karion and M. Hunt, “Wall stress in granular Couette flow of mono-sized particles
and binary mixtures”. Powder Technology, 109 (1-3), 145-163 (2000)
23. W. Losert, L. Bocquet, T.C. Lubensky and J.P. Gollub, “Particle Dynamics in Sheared
Granular Matter”, Physical Review Letters. 85 No. 7, 1428-1431 14 August (2000)
24. Storm/CFD2000. www.adaptive-research.com
25. P. Perzyna, “Fundamental problems in viscoplasticity”, Advances in Appl. Mech., 9,
343–377 (1966)
26. J.A. Tichy, “Hydrodynamic lubrication theory for the Bingham plastic flow model”. J.
Rheol., 35(4) 477–96 (1991)
27. K.P. Gertzos, P.G. Nikolakopoulos, C.A. Papadopoulos, “CFD analysis of journal
bearing hydrodynamic lubrication by Bingham lubricant”, Tribology Int. 41 1190– 1204
(2008)
28. http://www.tekscan.com/
29. Siang Fung Ang, T. Scholz, A. Klocke, G. A. Schneider, “Determination of elastic/plastic
transition of human enamel by nanoindentation”, Dental Materials, 15, 1403-1410 (2009)
30. L. M. Cook, “Chemical processes in glass polishing”. J. of Non-Crystalline Solids, 120,
152-171 (1990)

OSAPublished by
23
31. Z. P. Shulman, V. I. Kordonski, E.A. Zaltsgendler, I.V. Prokhorov, B.M. Khusid and
S.A. Demchuk, “Structure, Physical Properties and Dynamics of Magnetorheological
Suspensions”, Int. J. of Multiphase Flow, 12, 935-955 (1986)
32. A. Shorey, S Gorodkin and W. Kordonski, “Effect of process parameters on surface
morphology in MRF”, Technical Digest of SPIE, TD02 69-71 (2003)
Acknowledgements
Authors appreciate valuable contribution from Justin Tracy, Bob James and Arpad Sekeres,
List of Figure captions
Figure 1. Schematic of Magnetorheological Finishing (MRF): a) MRF interface; b) an image of
the contact zone; c) polishing spot interferogram
Figure 2. Induced by magnetic field mechanical properties of MR polishing fluid: a)
storage modulus b) normal stress
Figure 3. Induced by magnetic field rheological properties of MR flui
Figure 4. Calculated shear stress and fluid velocity distribution across the gap formed by the
moving wall and the surface of lens.
Figure 5. Comparison of calculated material removal rate profile with both experimental
removal rate profile and pressure distribution
Figure 6. Dependence of particle force (removal rate) on MR fluid yield stress

OSAPublished by
24
Figure 7. Effect of magnetic field on the calculated particle force and the experimental removal
rate
Figure 8. Effect of gap geometry on the particle force and the removal rate: a) calculated
removal rate profiles; b) experimental polishing spot on a convex surface; c) experimental
polishing spot on a flat surface.
Figure 9. Effect of particle size on the removal rate: a) polishing spot taken with particles size
of 1 micron; b) polishing spot taken with particles size of 4 micron; c) rheological measurements
allow equalization of the yield stress
Figure 10. Results of calculations of surface indentation by abrasive particles
Figure 11. MR jet polishing spots and removal rate profiles: a) MR jet spot; b) water jet spot; c)
experimental MR jet removal rate profiles for two different jet velocities
Figure 12. Experimental MR Jet removal rates profiles for different fluids
Figure 13. Calculated velocity profiles in the MR Jet impingement zone
Figure 14. Experimental and calculated MR Jet removal rate profiles
Figure 15. Results of calculations of surface indentation with MR Jet: a) contact tensile stress
radial distribution; b) penetration depth radial distribution

OSAPublished by
25
a)
Figure 1. Schematic of Magnetorheological Finishing: a) MRF interface; b) an image of the
contact zone; c) polishing spot interferogram
a)
b)
c)
Flow
10 mm

OSAPublished by
26
Figure 2. Induced by magnetic field mechanical properties of MR polishing fluid: a) storage
modulus b) normal stress
Initial Final
a) b)

OSAPublished by
27
Figure 3. Induced by magnetic field rheological properties of MR fluid

OSAPublished by
28
Figure 4. Calculated shear stress and fluid velocity distribution across the gap formed by the
moving wall and the surface of lens.

OSAPublished by
29
Figure 5. Comparison of calculated material removal rate profile with both experimental removal
rate profile and pressure distribution
Flow

OSAPublished by
30
Figure 6. Distribution of particle force in the contact zone at different MR fluid yield stress
Flow

OSAPublished by
31
Figure 7. Effect of magnetic field on the calculated particle force and the experimental removal
rate

OSAPublished by
32
Figure 8. Effect of gap geometry on the particle force and the removal rate: a) calculated removal
rate profiles; b) experimental polishing spot on a convex surface; c) experimental polishing spot
on flat surface.
b) c)
a)
Flow

OSAPublished by
33
Figure 9. Effect of particle size on the removal rate: a) polishing spot taken with particles size of
1 micron; b) polishing spot taken with particles size of 4 micron; c) rheological measurements
allow equalization of the yield stress
a) b)
c)

OSAPublished by
34
Figure 10. Results of calculations of surface indentation by abrasive particles
Flow

OSAPublished by
35
Figure 11. MR jet polishing spots and removal rate profiles: a) MR jet spot; b) water jet spot; c)
experimental MR jet removal rate profiles for two different jet velocities
a)
b)
c)

OSAPublished by
36
Figure 12. Experimental MR Jet removal rates profiles for different fluids

OSAPublished by
37
Figure 13. Calculated velocity profiles in the MR Jet impingement zone
Position of peak removal
0.12 mm
R = 0.75 mm
mm

OSAPublished by
38
Figure 14. Experimental and calculated jet removal rate profiles

OSAPublished by
39
Figure 15. Results of calculations of surface indentation with MR Jet: a) contact tensile stress
radial distribution; b) penetration depth radial distribution
a)
b)