
Kurz MS Technologie I. + II....
97
Kurz – MS Technologie I. + II. ročník – Strojní obrábění kovů Kapitola 01 lekce 01 - Úvod, význam předmětu, seznam kapitol Školitelé: Svoboda Jaroslav, Ulej Milan Technologie je obor, který se zabývá praktickým uplatněním poznatků přírodovědních, zejména fyzikálních (mechanika, elektrika, elektronika, optika, hydraulika, pneumatika), chemických a v současné době i poznatků z oblasti kybernetiky, výpočetní techniky (číslicové řízení strojů a zařízení) a automatizace při zavádění, zdokonalování a využívání ve výrobních postupech. Seznam kapitol a lekcí předmětu Kapitola 01 - Význam předmětu, základní pojmy Kapitola 01 Lekce 01 - Úvod, význam předmětu a seznam lekcí Kapitola 01 Lekce 02 - Strojní obrábění - úvod Kapitola 02 - Strojní obrábění Kapitola 02 Lekce 01 - Vrtání Kapitola 02 Lekce 02 - Soustružení Kapitola 02 Lekce 03 - Frézování Kapitola 02 Lekce 04 - Hoblování a obrážení Kapitola 02 Lekce 05 - Protahování Kapitola 02 Lekce 06 - Vyvrtávání Kapitola 02 Lekce 07 - Broušení Kapitola 02 Lekce 08 - Honování, superfinišování, lapování, zabrušování
Transcript of Kurz MS Technologie I. + II....
Kurz – MS Technologie I. + II. ročník –
Strojní obrábění kovů
Kapitola 01 lekce 01 - Úvod, význam předmětu, seznam kapitol
Školitelé: Svoboda Jaroslav, Ulej Milan
Technologie
je obor, který se zabývá praktickým uplatněním poznatků přírodovědních, zejména
fyzikálních (mechanika, elektrika, elektronika, optika, hydraulika, pneumatika), chemických
a v současné době i poznatků z oblasti kybernetiky, výpočetní techniky (číslicové řízení strojů
a zařízení) a automatizace při zavádění, zdokonalování a využívání ve výrobních
postupech.
Seznam kapitol a lekcí předmětu
Kapitola 01 - Význam předmětu, základní pojmy
Kapitola 01 Lekce 01 - Úvod, význam předmětu a seznam lekcí
Kapitola 01 Lekce 02 - Strojní obrábění - úvod
Kapitola 02 - Strojní obrábění
Kapitola 02 Lekce 01 - Vrtání
Kapitola 02 Lekce 02 - Soustružení
Kapitola 02 Lekce 03 - Frézování
Kapitola 02 Lekce 04 - Hoblování a obrážení
Kapitola 02 Lekce 05 - Protahování
Kapitola 02 Lekce 06 - Vyvrtávání
Kapitola 02 Lekce 07 - Broušení
Kapitola 02 Lekce 08 - Honování, superfinišování, lapování, zabrušování

Kurz – MS Technologie I. + II. ročník - strojní obrábění
kovů
Kapitola 01 lekce 02 - Strojní obrábění - úvod
Školitelé: Svoboda Jaroslav, Ulej Milan
Obsah K01-L02 Strojní obrábění - úvod
1. Definice,rozdělení a druhy strojního obrábění 2. Základy strojního třískového obrábění 3. Řezné podmínky 4. Vznik a druhy třísek
1. Definice,rozdělení a druhy strojního obrábění
Při strojním obrábění je namáhavá ruční práce nahrazena strojem. Strojní obrábění
rozdělujeme tak jako ruční obrábění na
třískové a beztřískové.
Obecně můžeme rozdělit strojní obrábění na:
obrábění na konvenčních strojích, kde veškerou obsluhu a manipulaci provádí obsluha stroje, ale může být na těchto strojích využita jednoduchá automatizace (narážkový, vačkový, kopírovací systém). Způsob obrábění je určen druhem nástroje a pracovními pohyby.

uspořádání strojů a pracovní pohyby (o.1 s24 u2)

obrábění na CNC strojích, kde je ovládání stroje řízeno řídícím systémem na bázi počítače. Při začlenění CNC strojů do linek nebo výrobních pracovišť jsou dále automatizovány i funkce manipulační a dopravní (automatická výměna obrobků, doprava nástrojů a obrobků...). V současné době jsou CNC stroje nasazovány i na kusovou výrobu z důvodů operativnosti, přesnosti, zkrácení výrobních časů. Nasazení CNC strojů přináší samozřejmě větší pořizovací náklady na stroj i příslušenství a na kvalitu a úroveň obsluhy. Přesto si konveční stroje udržují své místo jako doplněk výrobních celků, v oblasti opravárenství a malých výrobních jednotek. V následujících kapitolách se budeme zabývat třískovým způsobem obrábění na konvenčních strojích, charakteristika konstrukce, řízení a vybavení CNC strojů je zařazeno do samostatných kapitol.


Druhy strojního třískového obrábění
vrtání soustružení frézování hoblování a obrážení protahování vyvrtávání broušení honování, lapování, zabrušování, ševingování nekonvenční způsoby / elektrojiskrové,elektrochemické …../
2. Základy strojního třískového obrábění
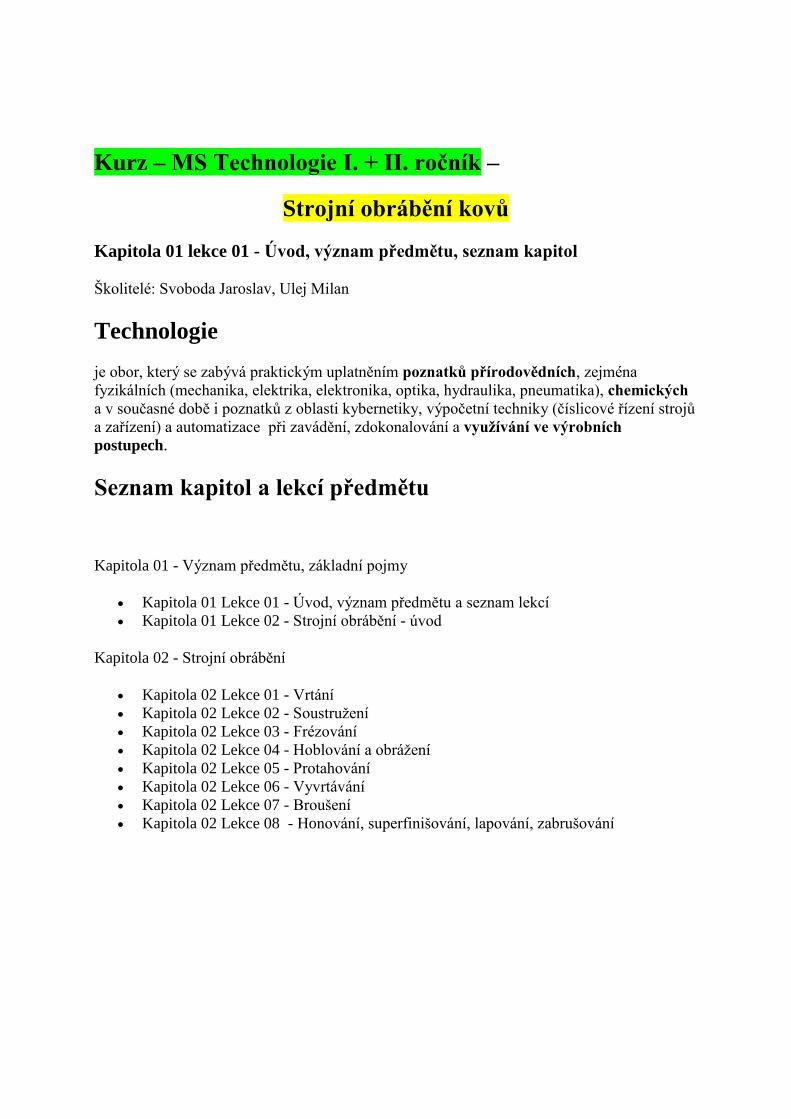
Způsob obrábění je určen druhem nástroje a pracovními pohyby .
Pracovní pohyby – hlavní řezný pohyb
posuv najíždění přísuv výsledný řezný pohyb
Hlavní řezný pohyb – pohyb nástroje nebo obrobku určovaný řeznou rychlostí
Posuv – posuvem se posouvá nástroj nebo obrobek do řezu
Najíždění – najetí nástroje do pracovní polohy
Přísuv – určuje hloubku třísky /nastavení nástroje vůči obrobku
Výsledný řezný pohyb – složený z hlavního řez. pohybu a posuvu
3. Řezné podmínky
Jsou jednou ze základních charakteristik procesu obrábění
Třískové obrábění – je oddělování třísky z materiálu břitem nástroje působením síly.

Úhly břitů nástrojů Úhly jsou závislé na materiálu nástroje a na pevnosti a tvrdosti opracovávaného
materiálu.
Úhel břitu Beta
Čím tvrdší materiál a větší tlouštka třísky, tím větší úhel břitu.
Úhel hřbetu Alfa
Zmenšuje třecí plochu mezi nástrojem a obrobkem, pro tvrdší materiály menší úhel
Úhel čela Gama
Má největší vliv na tvorbu třísky a její odvádění
Může mít kladnou i zápornou hodnotu

obr.1 str.168 Tech.1

4. Vznik a druhy třísek
Druhy třísek:
drobivé dělené plynulé

Kurz – MS Technologie I. + II. ročník - strojní obrábění
kovů
Kapitola 02 lekce 01 - Vrtání
Školitelé: Svoboda Jaroslav, Ulej Milan
Obsah K02-L01 Vrtání
1. účel a princip vrtání 2. řezné pohyby 3. řezné podmínky 4. nástroje pro vrtání
druhy vrtáků části vrtáků materiál vrtáků upínání vrtáků geometrie špičky vrtáku ostření vrtáků
5. upínání obrobku
6. příprava a postup při vrtání, bezpečnost práce
7. zahlubování
použití nástroje pro zahlubování řezné podmínky postup práce při zahlubování
8. vyhrubování
použití nástroje pro vyhrubování řezné podmínky pro vyhrubování postup práce při vyhrubování
9. vystružování
použití nástroje pro vystružování řezné podmínky pro vystružování postup práce při vystružování
11. řezání závitů
princip řezání závitů nástroje pro řezání závitů a jejich části upínání závitníků

materiál závitníků postup při řezání závitů bezpečnost práce
12. chlazení nástrojů
13. druhy vrtaček
14 Bezpečnost práce při práci na vrtačkách
1. Účel a princip vrtání
Základy vrtání byly probrány v rámci ručního obrábění, z kterých budeme vycházet a budeme
se věnovat především odlišnostem technologie strojního vrtání oproti ručnímu. Přesto si
v úvodu každého segmentu stručně připomeneme již známé základy.
Vrtání je třískový způsob obrábění válcových děr. Do pojmu vrtání zahrnujeme i
zahlubování, vyhrubování a vystružování. Dvoubřitý nástroj se nazývá vrták
Kap. 2 lekce 1 obrázek 1: Vrtací operace (vrtání šroubovým a kopinatým
vrtákem, výroba přesné díry - vyhrubování a vystružování, zahlubování) - (01
- s. 182)

Kap. 2, lekce 1, obrázek 2: Další vrtací operace (vrtání středícího otvoru,
zahlubování, řezání závitu, zarovnání čela, vrtání korunkovým vrtákem) - (1 -
s. 182)
2. Řezné pohyby při vrtání, vznik třísky
Hlavní řezný pohyb (rotační) i vedlejší (posuv do řezu) vykonává nástroj, (kromě vrtání na
soustruhu).

Kap. 2, lekce 1, obrázek 3: Tvorba třísky - (1, obr 2 str.184)
3. Řezné podmínky při vrtání
Řezné podmínky – řezná rychlost a posuv se stanovují podle materiálu nástroje a vrtaného
materiálu a doporučené hodnoty jsou uvedeny v tabulkách. Řezná rychlost se udává v m/min,
posuv v mm/ot. Otáčky vřetene vrtačky, které si nastavujeme ve vazbě na doporučenou
řeznou rychlost si spočítáme dle vzorce, nebo některé tabulky přímo doporučené otáčky
udávají.
v= 3,14.d.n / 1000 n = 1000.v /3,14 . d

Kap. 2, lekce 1, obrázek 4: Řezná rychlost - (1, obr 3 str.184)
4. Řezné nástroje
druhy nástrojů: základním druhem vrtáku je stejně jako u ručního vrtání dvoubřitý šroubovitý vrták. Dále se používají specielní druhy vrtáků - dělový, kopinatý, středící, korunový, kruhostředý.
části nástrojů - dvoubřitý šroubovitý vrták se skládá z upínací části - stopky a z pracovní části. Pracovní část má 2 šroubovité drážky, které vytváří na čelní ploše 2 hlavní břity. Fazetka na obvodě vrtáku vedou vrták ve vrtané díře.

Kap. 2, lekce 1, obrázek 5: Hlavní části šroubovitého vrtáku - (1, obr 1 str.183)

Kap. 2, lekce 1, obrázek 6: Břity a úhly na šroubovitém vrtáku - (1, obr 2
str.183)
upínání vrtáků - s válcovou stopkou / do průměru vrtáku 20 mm / do upínací hlavičky - s kuželovou stopkou do Morse kužele dutiny vřetena vrtačky. Při rozdílné
velikosti Morse kužele vrtáku a Morse kužele ve vřeteni vrtačky, se používají redukční poudra. Z důvodů dodržení požadované přesnosti při vrtání, je jejich přípustný počet v sestavě maximálně 2 ks.
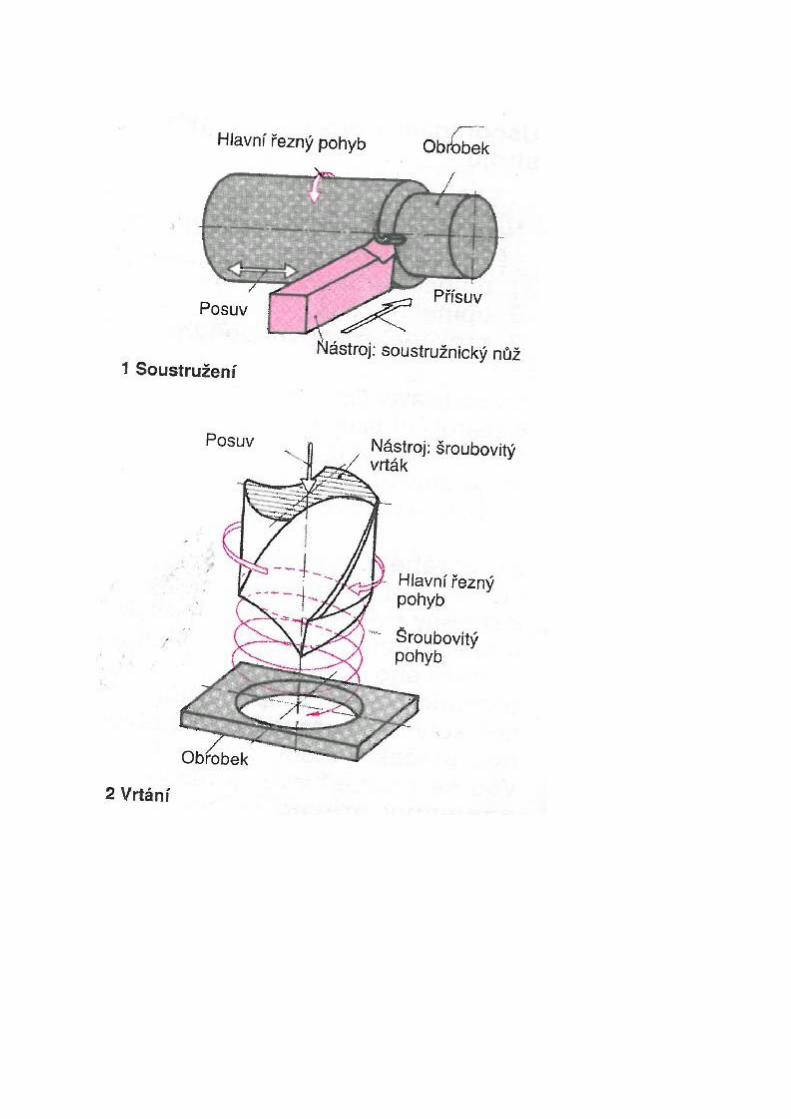
materiál vrtáků - vysocevýkonná řezná ocel, nástroje osazené břitovými destičkami ze SK geometrie špičky - zásadní význam má úhel špičky vrtáku / od 118 stupňů do 140 stupňů/,
závislý na vrtaném materiálu, úhel čela je dán stoupáním šroubovice. ostření - provádí se buď ručně na stolní brusce / nepřesné /, nebo na specielních
nástrojářských bruskách.

Tab.10 str.33 u3

obr. 3 str.183 u1 tab.9 str.33 u.3
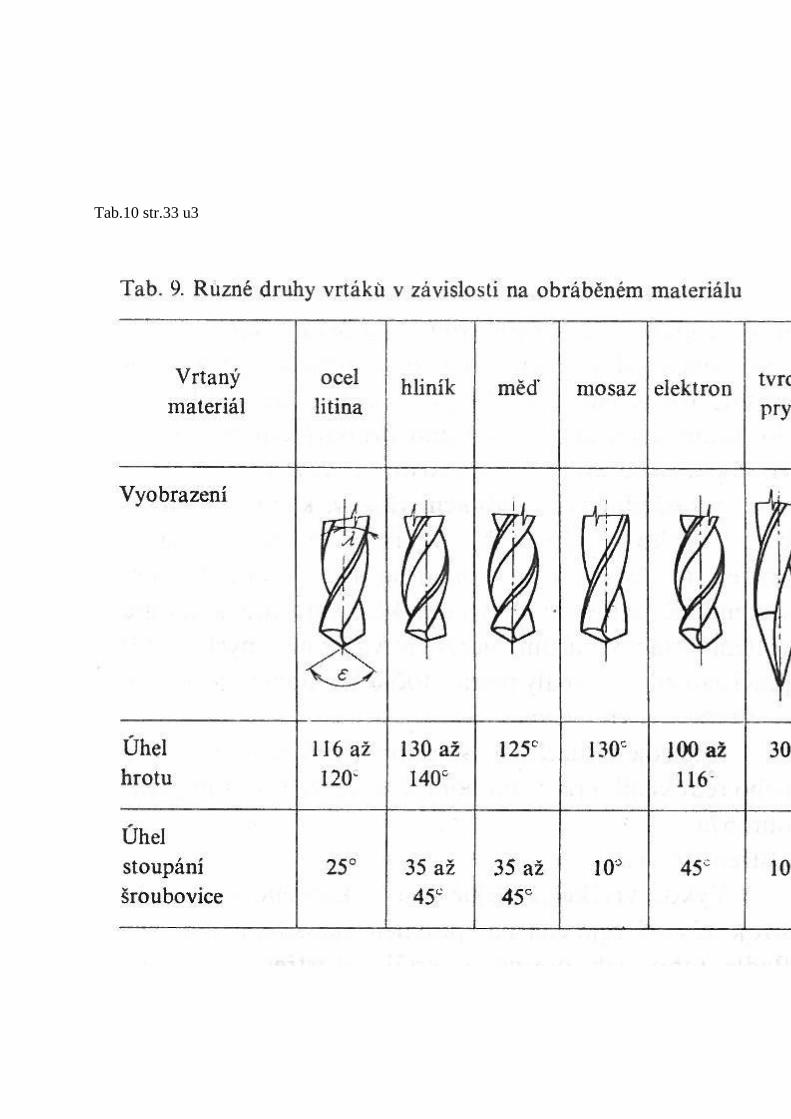
5. Upínání obrobku
Upínání se provádí do různých typů strojních svěráků nebo přípravků, velké obrobky se
upínají přímo na stůl vrtačky pomocí upínek.

6. Příprava a postup při vrtání, bezpečnost práce
Spolehlivě upnout vrták, odůlčikovat místo pro vrtání, očistit obrobek a dosedací plochy pro
upnutí, upnout. Volba vhodných otáček, průběžné odstraňování třísek, případně chladit, při
dovrtávání odlehčit vrták.

Dodržování bezpečnosti práce - ochranné brýle, ochranné rukavice, v žádném případě
nedržet obrobek holou rukou, nezastavovat rukou dotáčející se vřeteno.
obr.2/vrtání pomocí vrtacího pouzdra/str.187 u1
7. Zahlubování
použití zahlubování - zahlubování se používá k zarovnávání nálitků děr, srážení hran v děrách, zahloubení pro hlavy šroubů, navrtávání apod
nástroje pro zahlubování - druhy- záhlubníky válcové, kuželové, ploché, s vodícím čepem, provedení - celistvé, dělené, nástrčné
řezné podmínky pro zahlubování - řezná rychlost se volí zhruba poloviční oproti vrtání, posuv malý
materiál pro záhlubníky - vysokovýkonná rychlořezná ocel, nástroje s břity ze SK. postup práce při zahlubování - volba vhodných otáček a posuvu, časté vyjíždění nástroje z
řezu z důvodu odvodu třísek, dostatečné přimazávání nástroje
Obr.2 a obr.4 a 5 str.194 u1
8. Vyhrubování
použití vyhrubování - vyhrubování se používá při požadavku přesnějšího rozměru a větší geometrické přesnosti díry. Vyhrubování může být jako dokončující operace při požadavku přesnosti díry H9 až H12. Kvalita povrchu je Ra = 1,1 až 1,8 mikrometru. Pokud následuje

ještě operace vystružování, je průměr výhrubníku o 0,2 až 0,4 menší než konečný rozměr díry.
nástroje pro vyhrubování - nástrojem je výhrubník, je to je tří, nebo čtyřbřitý nástroj. Pracovní část se skládá z řezné a kalibrovací části.
části nástrojů - upínací část , řezná část, kalibrační část řezné podmínky - obdobné jako pro zahlubování materiál výhrubníků - vysokovýkonná rychlořezná ocel postup práce při vyhrubování - díra musí být předvrtána s přídavkem na vyhrubování cca 0,8
mm.
9. Vystružování
použití - vystružování se používá k dokončování děr při požadavku na jejich velkou rozměrovou a tvarovou přesnost a kvalitu povrchu. Dosahovaná přesnost díry je H6 až H9.
nástroje pro vystružování - druhy výstružníků- podle konstrukce -pevné, stavitelné, rozpínací, nástrčné, podle tvaru břitů - s rovnými břity, se šroubovými břity, výstružníky pro neprůchozí díry
části výstružníků - upínací část, řezná část, kalibrační část řezné podmínky- řezná rychlost zhruba 1/3 rychlosti vrtání, posuv malý

postup práce při vystružování - Při vystružování dochází k odběru velmi malých třísek, provádí se do vyhrubované díry. Přídavek na vystružování je 0,1 až 0,4 mm. Výstružník vytáčíme z díry pouze ve směru řezání.



Práce spojené s vrtáním, zahlubováním, vyhrubováním a vystružováním mají být prováděny při jednom upnutí obrobku.
10. Řezání závitů
princip řezání závitů nástroje části upínání materiál postup při řezání závitů bezpečnost práce

Řezání vnitřních závitů se provádí do předvrtaných děr, kde průměr díry je přiřazen velikosti
závitu a je dán tabulkou. Vyříznutí závitu se provede jednou velikostí strojového výstružníku.
Výstružník se skládá z řezné a kalibrovací části a stopky s upínacím čtyřhranem. Řezání
se provádí malou řeznou rychlostí, posuv odpovídá stoupání závitu. Materiálem výstružníků
je nástrojová ocel. Upínání nástroje se provádí do zavitovací hlavy. Po najetí závitníku na
začátek díry se závitník „vtáhne „ do díry a po projetí celého závitu (po odlehčení) závitová
hlava reverzuje a závitník se vytočí zpět.
Řezání vnějších závitů
Nástrojem je závitořezná hlava, postup práce je obdobný jako při řezání vnitřních závitů.
11. Chlazení nástrojů
Teplo, vyvíjené při vrtání je nutno eliminovat dostatečným množstvím chladící kapaliny,
která v sobě spojuje chladící a mazací účinky. Kapalina též vyplavuje třísky z místa vrtání.
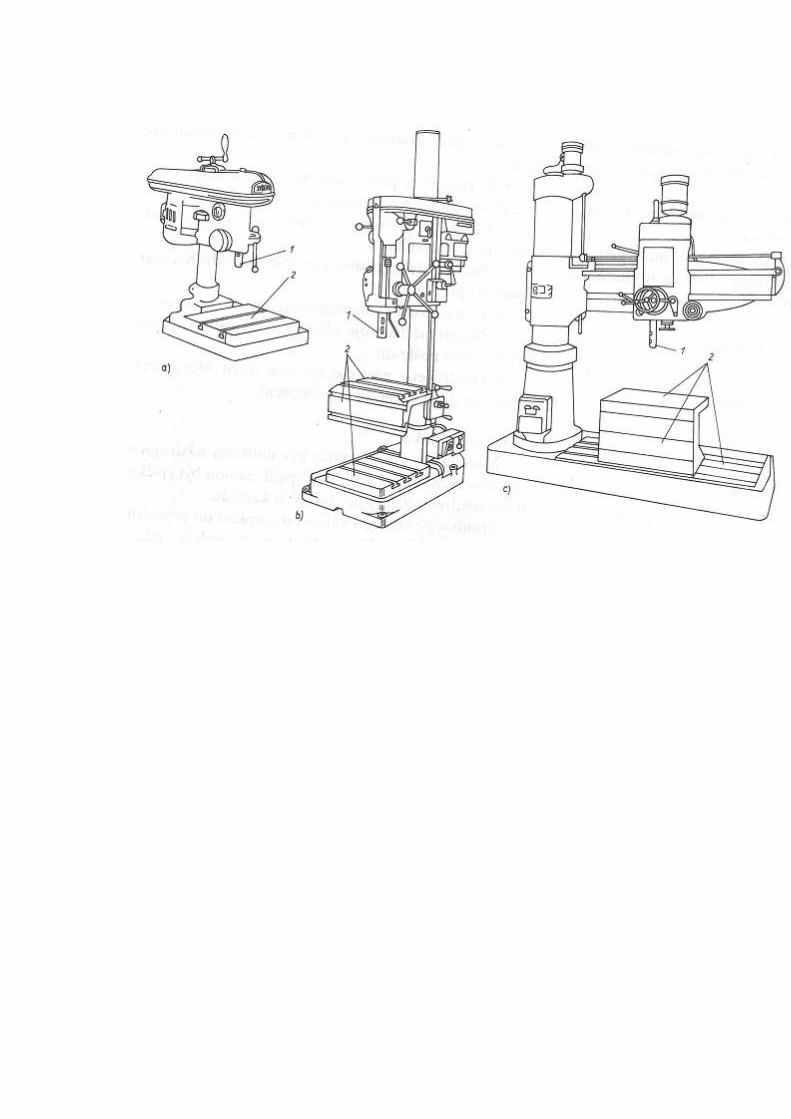
12. Druhy vrtaček
Stolní vrtačky
Sloupové vrtačky
Radiální otočné vrtačky
Montážní vrtačky

Kurz – MS Technologie I. + II. ročník - strojní obrábění
kovů
Kapitola 02 lekce 03 - Frézování
Školitelé: Svoboda Jaroslav, Ulej Milan
Obsah K02-L03 Frézování
1. účel a princip frézování 2. řezné pohyby 3. tvorba třísky a úhly na fréze 4. druhy frézování

obvodové čelní sousledné nesousledné
5. řezné podmínky
řezná rychlost posuv hloubka řezu
6. frézovací nástroje – druhy fréz
7. frézovací práce
upínání fréz
o Způsoby a druhy upínání fréz
o Postup při upínání fréz
upínání obrobků druhy upínacích přípravků frézování ploch na sebe
o kolmých o tvarových o drážek
dělící přístroje o přímé dělení o nepřímé dělení o diferenciální dělení
ostření fréz
8. frézky
popis stroje a účel jednotlivých částí druhy frézek
1. Účel a princip frézování
Frézování je jedním ze základních způsobů třískového obrábění. Na rozdíl od soustružení,
kterým se opracovávají rotační plochy, se frézováním opracovávají především plochy rovinné
/ včetně tvarových /.Na CNC frézkách se dají opracovávat i plochy různých tvarů vč.
rotačních. Nástrojem je vícebřitý nástroj zvaný fréza. Materiál je odebírán postupně
jednotlivými břity / zuby / frézy.
2. Řezné pohyby

Při frézování je hlavním řezným pohybem rotační pohyb, vedlejší pohyb koná nástroj nebo
obrobek podle konstrukce stroje. Přísuv do řezu koná buď nástroj, nebo obrobek, záleží opět
na konstrukci stroje.
3. Tvorba třísky a úhly na fréze
Tříska vzniká vniknutím břitu nástroje do materiálu. Úhly nástroje jsou závislé na materiálu
nástroje a na pevnosti a tvrdosti opracovávaného materiálu. Zub frézy má 3 základní úhly -
úhel břitu beta, úhel hřbetu alfa a úhel čela gama. Platí zásada - čím tvrdší materiál a čím je
větší tloušťka třísky, tím větší musí být úhel břitu.
obr.1 a 2 str.49 u2
4. Druhy frézování
obvodové rovinné frézování válcovými frézami - osa frézy leží rovnoběžně s obráběnou plochou, třísky mají kapkovitý tvar, v záběru je vždy jen jeden zub, nerovnoměrné zatížení stroje i nástroje.
čelní obvodové rovinné frézování čelními frézami - osa frézy je kolmá k obráběné ploše, třísky jsou stejně silné, stroj je namáhán rovnoměrně
nesousledné frézování - posuv se provádí proti řeznému pohybu nástroje. Nevhodný průběh třísky / od 0 do max.tloušťky/ , nízký výkon, rychlé opotřebení nástroje, dá se ale použít u všech druhů frézek.
sousledné frézování - posuv a řezný pohyb nástroje a obrobku mají stejný směr. Výhody tohoto způsobu jsou lepší průběh třísky, vyšší výkon a delší trvanlivost nástroje. Tento způsob frézování se dá použít pouze u frézek vybavených zařízením pro sousledné frézování.

obr.3,4,5, 6 str.49 u2
5. Řezné podmínky
řezná rychlost - značí se v a udává se v m/min. Volí se dle tabulek na základě materiálu nástroje, obráběném mateiálu, druhu frézování / sousledné nebo nesousledné /. Ze stanovené řezné rychlosti se spočítají otáčky nástroje dle vzorce n = 1000 v / ¶ D , které se nastaví na stroji. V je zvolená řezná rychlost a D průměr frézy
posuv - značí se s a udává se v mm/min. Posuv se spočítá podle vzorce s = sᶻ . z . n, kde sᶻ je posuv na zub, z počet zubů frézy a n počet otáček frézy. Posuv sᶻ závisí na materiálu obrobku a na tvaru frézy.
hloubka řezu - značí se t a volí se u válcových fréz do 5 mm, u kotoučových fréz se rovná šířce frézy a u stopkových fréz max. do průměru frézy.
6. Frézovací nástroje – druhy
Frézy jsou vícebřité řezné nástroje z rychlořezné nástrojové oceli nebo se vsazenými zuby ze
slinutých karbidů nebo keramiky.
Frézy s frézovanými zuby - mají rovné břity a opracovávají se s nimi rovné plochy. Tyto
frézy se brousí na hřbetech.
Podsoustružené frézy - břity jsou zakřivené podle tvaru obráběné plochy. Hřbet frézy se
vyrábí podsoustružením na speciálním soustruhu. Tyto frézy se brousí na čele .
Jsou tři typy fréz - pro tvrdé a houževnaté materiály
- pro normální oceli, šedou litinu a barevné kovy

- pro měkké materiály
Tvary fréz - nejdůležitější tvary a velikosti fréz jsou normalizovány.


obr. 1 až 13 str.50 u2
7. Frézovací práce
upínání fréz o způsoby a druhy upínání
Frézovací trny - slouží k upínání válcových, válcových čelních, kotoučových a tvarových fréz. Kroutící moment z frézovacího trnu upnutého do vřetene frézky se na frézy přenáší pomocí zalícovaných per.
Nástrčné frézovací trny - jsou opatřeny vnějším strmým kuželem pro upnutí do vřetene frézky a válcovou dírou pro upnutí frézy, která je v trnu axiálně zajištěna šroubem.
Upínací pouzdra /kleštiny/ - slouží k upnutí fréz s válcovou stopkou postup při upínání fréz fréza, frézovací trn a upínací prvky musí být čisté, rovnoběžné, pravoúhlé, axiálně
zajištěné, osa frézy musí ležet v ose vřetena. Frézy se šikmými zuby je třeba upínat tak, aby axiální síla směřovala ke stroji.
u2 obr6 str.55 u2

upínání obrobků upnutí musí zajistit spolehlivou stabilní polohu obrobku proti působení poměrně velkých
řezných sil. o druhy upínacích přípravků
K upínání se používají mechanické, pneumatické a hydraulické upínací přípravky.
Mechanické upínací prostředky
- strojní svěrák - pro upnutí menších obrobků, řezná síla má působit proti pevné
čelisti svěráku.
- upínací opěrky, přestavitelné upínací prvky, nízké upínače, pevné upín.čelisti,
středící upínače.

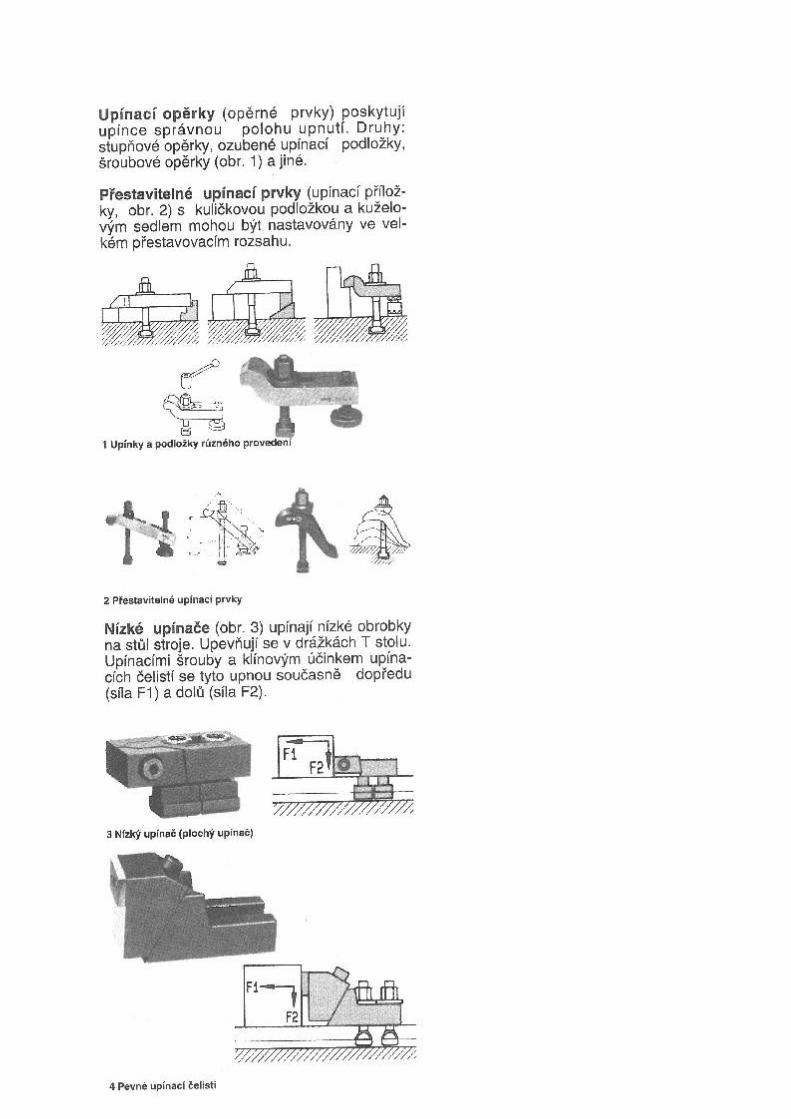

obr.4 str.54 u2 obr. 1 až 6 str. 55 u2
Pneumatické a hydraulické upínací prostředky
používají se většinou pro ovládání upínacích přípravků v sériové výrobě. Použití
pneumatiky nebo hydrauliky usnadňuje a urychluje upínací operace a zvyšuje bezpečnost
upnutí.
frézování ploch na sebe o kolmých - postup: 1/ ustavení svěráku číselníkovým úchylkoměrem tak, aby čelisti
svěráku byly rovnoběžné s pohybovými osami x a y stroje. 2/ ofrézování 1. plochy, kterou jsme zvolili jako základnu 3/ obrobek upneme pomocí pomocného válečku tak, že opracovaná
plocha dosedá na pevnou čelist svěráku a váleček vložíme mezi obrobek a pohyblivou svěráku a obrobíme 2. plochu
4/ obrobek otočíme tak, aby obrobek byl natočen jednou opracovanou plochou
k pevné čelisti svěráku a druhou opracovanou plochou dosedal na podložku na spodku svěráku a opracujeme 3. plochu.
5/ opracujeme poslední 4. plochu frézování ploch šikmých - 1/ úhlovými frézami 2/ s použitím šikmých podložek 3/ natočením otočného svěráku 4/ vykloněním frézovací hlavy frézování drážek - pomocí drážkovacích fréz - přímočaré / přímočarý
posuv stolu/ - šroubové / přímočarý posuv stolu, a zároveň otáčivý pohyb obrobku/
dělící přístroje Dělící přístroj patří mezi základní příslušenství frézek, upíná se na pracovní stůl
stroje.Obrobek je upnut mezi hroty koníku a dělícího přístroje. Obrobek se dělícím přístrojem po každém pracovním úkonu pootočí o jednu rozteč.Dělící přístroj so používá k výrobě čtyřhranů, šestihranů, ozubených kol, fréz výhrubníků, výstružníků a pod.

o dělení přímé - dělící klika je spojena napevno s dělícím vřetenem, jedna otáčka kliky znamená jednu otáčku obrobku. Potřebná velikost natočení se docílí otočením a zapadnutím indexovacího kolíku do otvoru dělícího kotouče.
o nepřímé - dělící vřeteno se otáčí dělící klikou přes šnekový převod o velikosti 40 : 1. Tento způsob umožňuje jemnější / podrobnější / dělení.
o diferenciální dělení - používáme v případě, kdy nemůže být použito přímé dělení, tzn. že nemáme k dispozici potřebnou roztečnou kružnici s otvory / která nám vyjde po pokrácení zlomku 40/počet dělení /.
o Toto dělení rozdělujeme na souhlasné - děrovaný kotouč se otáčí souhlasně s klikou o nesouhlasné - děrovaný kotouč se otáčí nesouhlasně s klikou
obr.1 a 2 str. 56 u2 obr. 1 a 2 str.57 u2
ostření fréz frézy s frézovanými zuby a frézovací hlavy se brousí na hřbetu frézy, kdy nevadí změna
průměru nástroje, způsobené přebroušením frézy. Podsoustružené frézy se mohou brousit pouze na čele, aby nedošlo ke změně profilu frézy .

obr. 2 a 3 str.58 u2
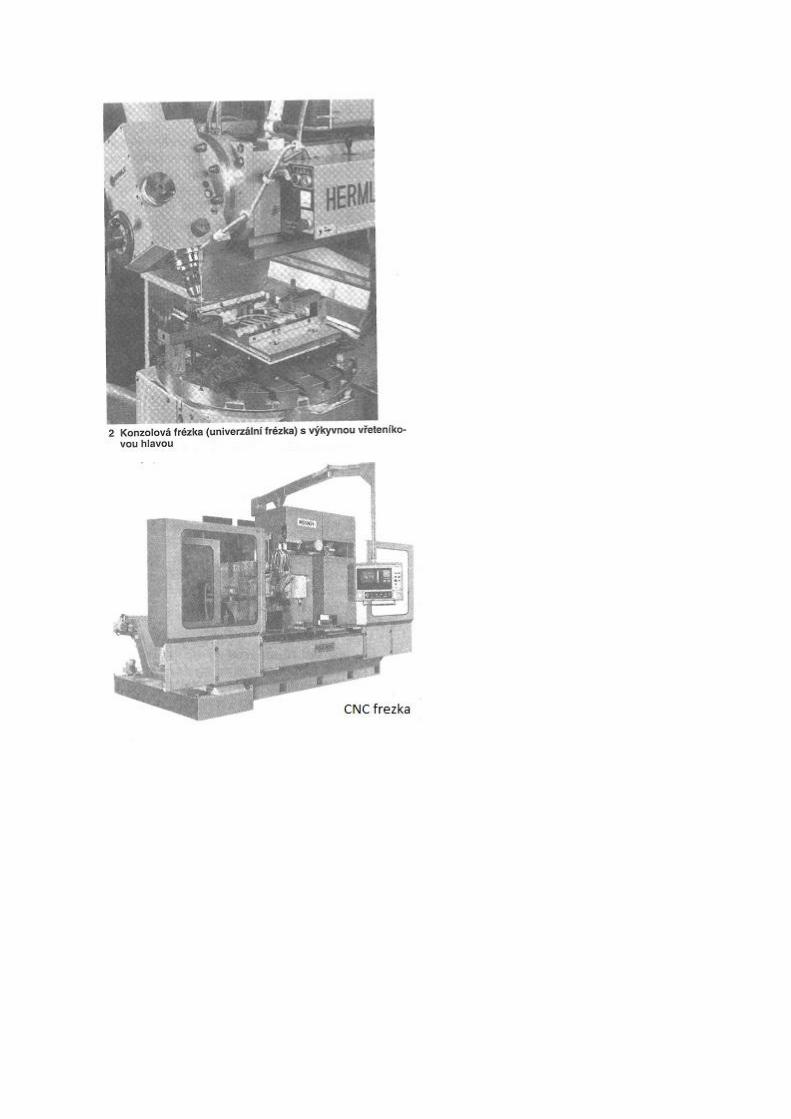
8. Frézky
popis stroje a účel jednotlivých částí Za typického představitele konvenční frézky je možno považovat konzolovou frézku. Ta se
skládá ze : stojanu - nese veškeré konstrukční části stroje konzoly s příčným suportem a podélným stolem - zajišťují všechny vedlejší
pohyby obrobku vřeteníku s vřetenem - zajišťují řezný pohyb nástroje hlavní motor s převodovkou - zajišťují pohon vřetene s optimální řeznou
rychlostí podpěrného ramene s ložisky - nese frézovací trn s nástroji

obr.3 str.52 u2 druhy frézek - konzolové frézky - vodorovné, svislé, universální - stolové frézky - kopírovací - vodorovné vyvrtávačky - obráběcí centra



Kurz – MS Technologie I. + II. ročník - strojní obrábění
kovů
Kapitola 02 lekce 02 - Soustružení
Školitelé: Svoboda Jaroslav, Ulej Milan
Obsah K 02-L02 - Soustružení
1. účel a princip soustružení 2. řezné pohyby při soustružení 3. druhy soustružení
podle směru posuvu podle místa obrábění podle postupu soustružení
4. řezné podmínky
řezná rychlost posuv průřez třísky
5. soustružnické nože:
řezné úhly utváření třísky řezné materiály tvary nožů,jejich rozlišení podle tvaru tělesa, místa záběru, provozních podmínek nasazení břitové destičky, druhy, tvary, upínání
6. soustružnické práce
upínání soustružnických nožů upínání obrobků soustružení válcových ploch soustružení kuželových ploch soustružení čelních ploch soustružení a řezání závitů vrtání rýhování a vroubkování
7. soustruhy
popis a účel jednotlivých částí soustruhu druhy soustruhů

1. Účel a princip soustružení
Soustružení je jedním ze základních způsobů třískového obrábění. Soustružením se provádí
opracování rotačních ploch, vnějších i vnitřních, ploch kuželových, tvarových, dále se na
soustruhu zajišťují práce vrtací, závitovací, rýhování a vroubkování. Při soustružení je
materiál odebírán jednobřitým nástrojem /nožem/ z rotujícího obrobku.
2. Řezné pohyby při soustružení
Hlavní řezný pohyb - rotační, koná obrobek. Vedlejší řezné pohyby - posuv a přísuv koná
nástroj.
3. Druhy soustružení
podle směru posuvu - soustružení válcových ploch / podélné / - čelní soustružení / příčné / podle místa obrábění - vnějších ploch - vnitřních ploch podle postupu soustružení - soustružení válcových ploch - soustružení kuželových ploch - čelní soustružení - tvarové soustružení - soustružení šroubových ploch - rýhování a vroubkování


obr. 1 až 9 str 25 u2
4. Řezné podmínky
řezná rychlost - je rychlost v místě styku obrobku s nástrojem. Značí se v a udává se v m/min. Její hodnota se odvíjí od materiálu obrobku, materiálu nástroje a požadované přesnosti a kvalitě povrchu. Doporučené hodnoty řezné rychlosti, stanovené na základě zkušeností jsou obsaženy v tabulkách.
posuv - je dráha v mm, kterou urazí nástroj za jednu otáčku obrobku. Jeho hodnota závisí na stejných kritériích jako řezná rychlost.
průřez třísky - značí se S, udává se v mm2 a je to násobek hloubky řezu a posuvu / h x s/.Optimální poměr h:s je 3:1 až 8:1. Velikost průřezu závisí opět na stejných kritériích jako předchozí řezná rychlost a posuv. Základním ukazatelem pro volbu velikosti třísky je, zda se jedná o hrubovaní, nebo opracování načisto.
obr.4 Tech.2 str.27
5. Soustružnické nože
řezné úhly - hodnoty řezných úhlů se odvíjí od materiálu obrobku a jsou dány a doporučeny výrobcem nástroje.Úhel břitu beta - 40 až 85 stupňů / čím tvrdší materiál, tím větší úhel/. Úhel čela gama - plus 30 stupňů až minus 5 stupňů. Úhel hřbetu alfa - 5 až 12 stupňů. Úhel špičky epsilon - 90 a více stupňů. Úhel nastavení kapa - 30 až 90 stupňů.


utváření třísky
Utváření třísky je ovlivněno vlastnostmi materiálu / pevností a plasticitou /, úhly nástroje
a řeznou rychlostí. Rozlišujeme třísku drobivou, lámavou a plynulou.

obr.1 str.28 u2
Nárůstek na břitu nástroje
obr.2 str.28 u2

řezné materiály soustružnických nožů požadavky na řezné materiály: tvrdost při vysokých teplotách pevnost v tlaku houževnatost a pevnost v ohybu odolnost vůči opotřebení řezivost odolnost vůči teplotním změnám Používané řezné materiály: rychlořezná ocel RO / slinuté karbidy / SK / - skupiny na jednotlivé druhy obráběných
materiálů povlakované slinuté karbidy keramické materiály nitridy kubický nitrid boru karbonitridy oxidonitridy technický diamant polykrystalický diamant tvary soustružnických nožů jejich rozlišení podle: tvaru tělesa nástroje / přímé, ohnuté, stranové/ podle místa záběru / vnější a vnitřní / podle konstrukce nástroje / celé z RO, s připájenými břit. destičkami, s
vyměnitelnými břit. destičkami/. Držáky nástrojů a břitové destičky nejdůležitějších tvarů soustružnických nožů jsou
stanoveny mezinárodní normou ISO.


obr. 2, 3, 4, 5 str33 u2
6. Soustružnické práce
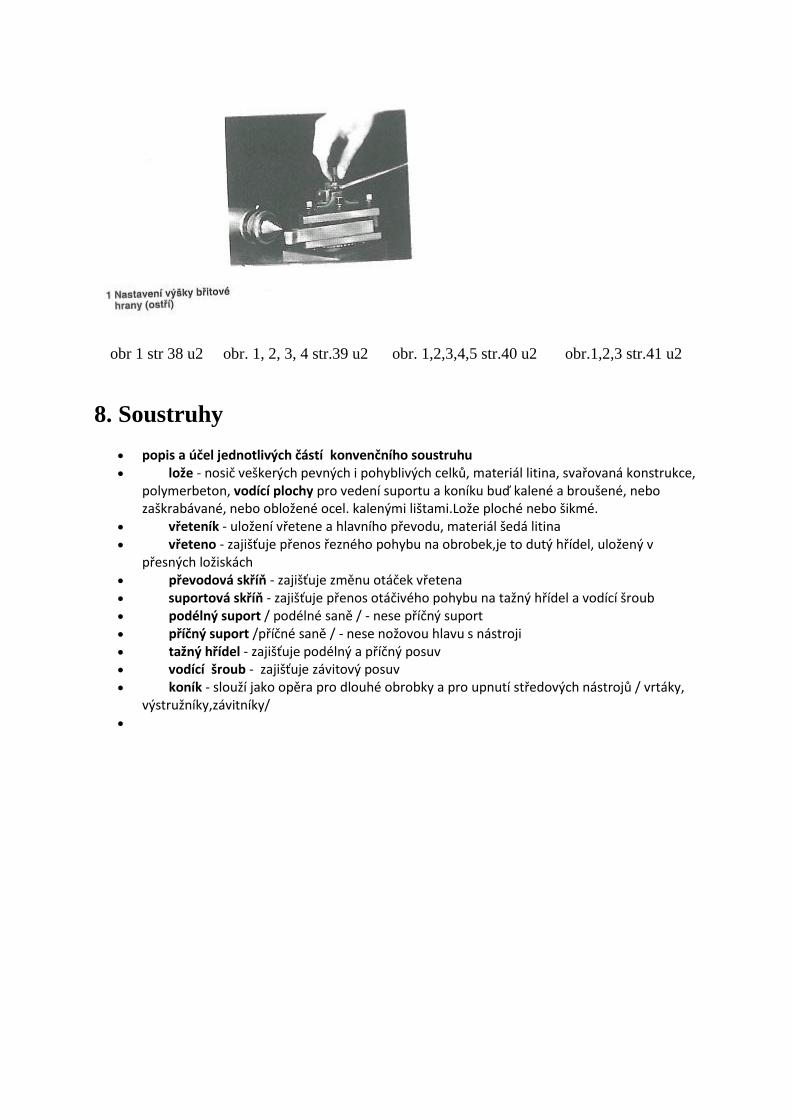
upínání soustružnických nožů - u konvenčního soustruhu se nože upínají do otočné čtyřpolohové nožové hlavy nebo do rychloupínacího držáku. Zásady pro upínání nástroje: nůž upínat nakrátko, pevně a špička břitu nástroje musí být v ose obrobku.
upínání obrobků - druh upnutí obrobku závisí na jeho velikosti, tvaru a prováděném druhu operace. Způsoby upnutí: tříčelisťové sklíčidlo / válcové, trojhranné a šestihranné obrobky/,
čtyřčelisťové sklíčidlo /čtyřhranné a osmihranné obrobky/ upínání mezi hroty / dlouhé obrobky, u kratších obrobků zajištění minimálního
házení / pevná a pohyblivá luneta / podpěrná funce u soustružení dlouhých obrobků / upínací lícní deska / obrobky s velkým průměrem nebo asymetrickým tvarem / upínací trny - pevný nebo rozpínací /při požadavku dodržení souososti
soustruženého povrchu s již hotovou dírou / - upnutí za díru kleštiny / krátké válcové obrobky menších průměrů / - upínání za vnější
průměr soustružení válcových ploch - vnějších a vnitřních, nejčastější způsob soustružení soustružení kuželových ploch - natočením nožových saní / krátké kužel. plochy s velkým
ůhlem / - pomocí kopírovacího pravítka / dlouhé kužele s úhlem do 20
stupňů /

- vyosením koníka / dlouhé štíhlé kužele / soustružení čelních ploch - soustruží se plocha kolmá na osu obrobku soustružení a řezání závitů - soustružení tvarovým nožem - posuv nože musí na jednu
otáčku se musí rovnat stoupání závitu. Profil nože odpovídá tvaru závitu, závit se soustruží v několika krocích. Soustružení hřebínkovým nožem- provádí se v jednom kroce /na jedno projetí se zhotoví celá hloubka závitu /.
Řezání závitů závitovým očkem / vnějších závitů / Řezání závitů závitníkem / vnitřních závitů, závitník je upnut do
koníku / vrtání - vrták je upnut do pinoly koníka, je zajištěna souosost vrtané díry s povrchem
obrobku. vroubkování a rýhování - vtlačování vzoru na povrch obrobku.



obr 1 str 38 u2 obr. 1, 2, 3, 4 str.39 u2 obr. 1,2,3,4,5 str.40 u2 obr.1,2,3 str.41 u2
8. Soustruhy
popis a účel jednotlivých částí konvenčního soustruhu lože - nosič veškerých pevných i pohyblivých celků, materiál litina, svařovaná konstrukce,
polymerbeton, vodící plochy pro vedení suportu a koníku buď kalené a broušené, nebo zaškrabávané, nebo obložené ocel. kalenými lištami.Lože ploché nebo šikmé.
vřeteník - uložení vřetene a hlavního převodu, materiál šedá litina vřeteno - zajišťuje přenos řezného pohybu na obrobek,je to dutý hřídel, uložený v
přesných ložiskách převodová skříň - zajišťuje změnu otáček vřetena suportová skříň - zajišťuje přenos otáčivého pohybu na tažný hřídel a vodící šroub podélný suport / podélné saně / - nese příčný suport příčný suport /příčné saně / - nese nožovou hlavu s nástroji tažný hřídel - zajišťuje podélný a příčný posuv vodící šroub - zajišťuje závitový posuv koník - slouží jako opěra pro dlouhé obrobky a pro upnutí středových nástrojů / vrtáky,
výstružníky,závitníky/

obr.1 obr. 2. tech.str.34 obr. 4 str. 35 u2
druhy soustruhů hrotové čelní svislé revolverové několikavřetenové

obr. 2 obr.3 obr.4 str. 36
Kurz – MS Technologie I. + II. ročník - strojní obrábění
kovů
Kapitola 02 lekce 04 - Hoblování a obrážení
Školitelé: Svoboda Jaroslav, Ulej Milan
Obsah K02-L04 - Hoblování a obrážení
1. účel a princip hoblování a obrážení

2. řezné pohyby, rozdíl mezi hoblováním a obrážením
3. nástroje pro hoblování a obrážení
4. řezné podmínky – řezná rychlost,posuv,hloubka řezu
5. upínání nástrojů
6. upínání obrobků
7. hoblovky a obrážečky
1. účel a princip hoblování a obrážení
Hoblováním se obrábí obvykle rovinné plochy, v porovnání s frézováním je hoblování
výhodnější zejména pro opracování dlouhých a úzkých ploch. Hoblováním se též
opracovávají drážky různých profilů. Při hoblování se dosahuje velmi dobré rovinnosti
plochy. Obrážením se opracovávají kratší plochy / cca do délky 800 mm /. Obě technologie
mají společný rys - řezný pohyb je přímočarý, zpětný pohyb do řezu je naprázdno, pohyb do
řezu posuv / koná nástroj nebo obrobek o tloušťku třísky /.
2. řezné pohyby, rozdíl mezi hoblováním a obrážením
Hlavní řezný pohyb je přímočarý, u hoblování jej koná obrobek upnutý na pohybujícím se
stole, nůž stojí. Posuv do řezu o další třísku provádí nůž. U obrážení koná hlavní řezný pohyb
nůž a obrobek stojí. Posuv do řezu o další třísku provádí obrobek. Hoblování se používá nad
800 mm délky obráběné plochy. Hoblováním se obrábí zásadně vodorovné plochy, obrážením
se mohu obrábět plochy vodorovné i svislé. Jedním z dúležitých druhů obrážení je obrážení
ozubení.
obr.83 a 84 str64 u4
3. nástroje pro hoblování a obrážení

Pro hoblování a obrážení se používají specielní hoblovací a obrážecí nože, konstrukčně
podobné nožům soustružnickým. Tvary nožů se odvíjí od tvaru obráběné plochy. Materiálem
nástrojů je nástrojová ocel / nástroj je celistvý /, nebo jsou nástroje osazeny břitovými
destičkami ze SK.
obr.85 a86 str.65 u4
4. řezné podmínky – řezná rychlost,posuv,hloubka řezu
řezné podmínky jsou obdobné jako u soustružení. Řezná rychlost v od 25 do 100 m/min,
hloubka třísky t od 0,05 do 10 mm, posuv s od 0,1 do 5 mm. Řezné podmínky se volí podle
tuhosti stroje, obráběného materiálu, nástroje a požadované kvality povrchu / hrubování nebo
načisto /.
5. upínání nástrojů
Hoblovací a obrážecí nože se upínají do držáků, které jsou součástí stroje. Upínání je obdobné
upínání soustružnických nožů.

6. upínání obrobků
Obrobky se upínají na stůl stroje pomocí různých druhů upínek.
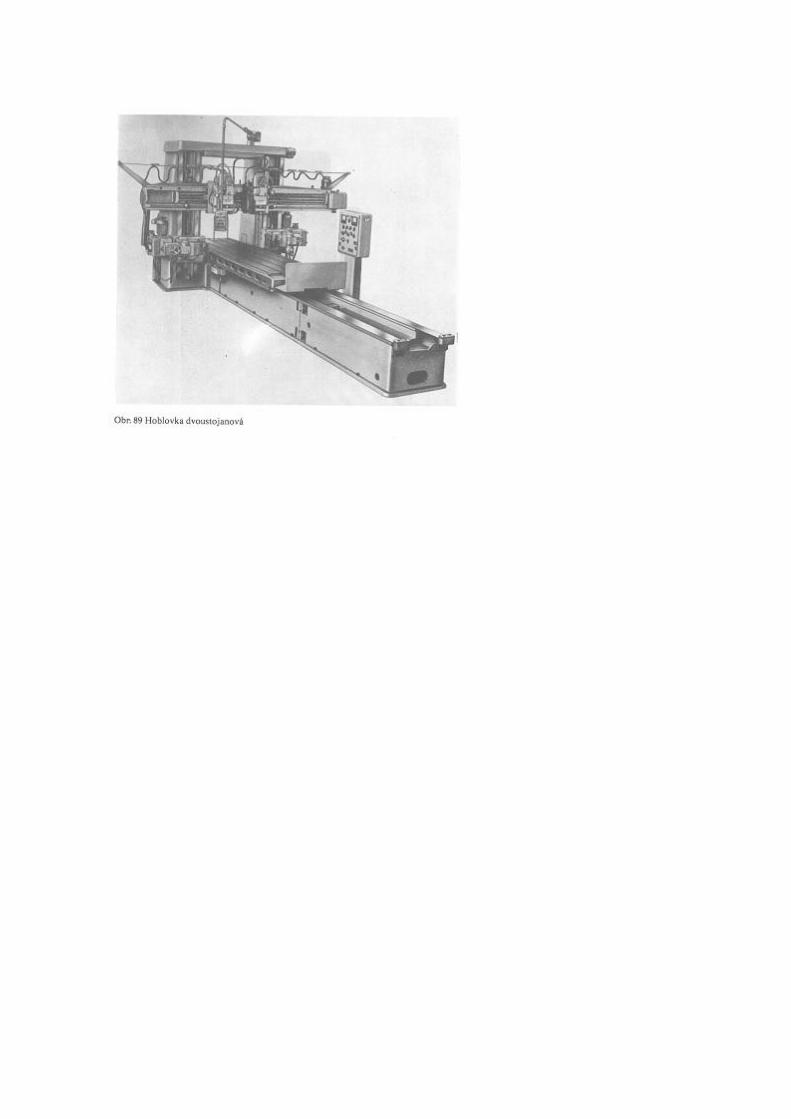
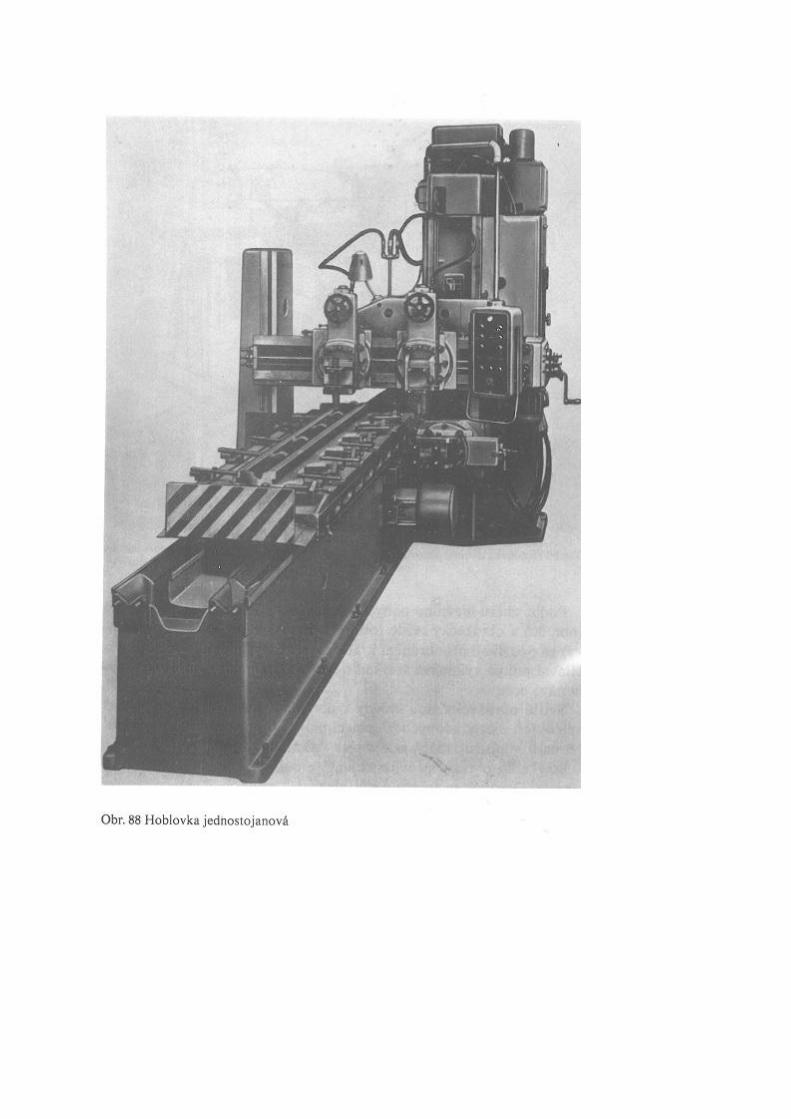
7. hoblovky a obrážečky
Hoblovky jsou jednostojanové nebo dvoustojanové, jsou tuhé robustní konstrukce.
Obrážečky jsou buď vodorovné nebo svislé.

xxx
Kurz – MS Technologie I. + II. ročník - strojní obrábění
kovů
Kapitola 02 lekce 05 - Protahování
Školitelé: Svoboda Jaroslav, Ulej Milan
Obsah K02-L05 - Protahování
1. účel a princip protahování 2. nástroje pro protahování ,popis, materiál nástrojů 3. řezné pohyby, řezné podmínky, tvorba třísky 4. protahovačky - konstrukce 5. upínání nástrojů

6. upínání obrobků
1. účel a princip protahování
Při protahování je nástroj - protahovací trn tažen dírou v obrobku /protahování vnitřní /,
nebo podél obrobku / protahování vnější /. Jedním protažením nástroje se docílí zhotovení
konečného rozměru / tvaru / vyráběné plochy. Nejrozšířenější je výroba vnitřních čtyřhranů,
šestihranů, drážkovaných profilů, drážek. Nástroj má tvar opracované plochy, musí být tudíž
pro každý zhotovující tvar obrobku vyroben nákladný jednoúčelový nástroj. Tato technologie
je vysoce produktivní s velmi dobrými parametry kvality z hlediska rozměrové přesnosti a
kvality povrchu, výroba nástroje je ale nákladná. Proto tento výrobní způsob nachází
uplatnění pouze v sériové výrobě, při menším množství kusů se používá elektrojiskrové
obrábění.
obr. 2 a 3 str. 72 u2
2. nástroje pro protahování ,popis, materiál nástrojů
Podstata protahovacího nástroje spočívá v tom, že řeznou část nástroje tvoří řady po sobě
jdoucích zubů s odstupňovanou velikostí, čímž je dána velikost třísky.
Části nástroje : stopka - slouží k upnutí nástroje do tažných saní stroje
přední vedení - vede nástroj ve vodícím pouzdru, zalícovaném v
přepracovaném otvoru
řezná část- skládá se z části hrubovací a dokončující / kalibrační /
zadní vedení - vede nástroj po dokončení řezné operace
Nástroje jsou vyrobeny z RO, případně ze slitinových ocelí a jejich povrch může být zpevněn
nánosem TiC.

obr. 1, 4 str.72 u2
3. řezné pohyby, řezné podmínky, tvorba třísky
Řezný pohyb koná nástroj, obrobek stojí. Odstupňováním velikosti zubů protahovacího trnu
dochází ke kontinuálnímu obrábění. Řezné podmínky jsou odvislé od obráběného materiálu,
pro běžnou ocel je řezná rychlost v 5 až 15 m/min., tloušťka třísky f 0,02 až 0,15 mm. Při
protahování je důležité dostatečné mazání nástroje.
obr. 5 str 72 Tech
4. protahovačky - konstrukce
Protahovačky dělíme na vodorovné, kdy je pohyb trnu vodorovný a svislé, kdy je pohyb trnu
svislý.

obr.1 a 2 str.73 Tech.
5. upínání nástrojů
nástroje jsou upínány do tažných saní pomocí klínů, nebo hydraulicky.
6. upínání obrobků
obrobky se vkládají do opěrky upevněné na stole, nebo do speciálních přípravků zhotovených
pro daný obrobek.

Kurz – MS Technologie I. + II. ročník - strojní obrábění
kovů
Kapitola 02 lekce 05 - Protahování
Školitelé: Svoboda Jaroslav, Ulej Milan
Obsah K02-L05 - Protahování
1. účel a princip protahování 2. nástroje pro protahování ,popis, materiál nástrojů 3. řezné pohyby, řezné podmínky, tvorba třísky 4. protahovačky - konstrukce 5. upínání nástrojů 6. upínání obrobků
1. účel a princip protahování
Při protahování je nástroj - protahovací trn tažen dírou v obrobku /protahování vnitřní /,
nebo podél obrobku / protahování vnější /. Jedním protažením nástroje se docílí zhotovení
konečného rozměru / tvaru / vyráběné plochy. Nejrozšířenější je výroba vnitřních čtyřhranů,
šestihranů, drážkovaných profilů, drážek. Nástroj má tvar opracované plochy, musí být tudíž
pro každý zhotovující tvar obrobku vyroben nákladný jednoúčelový nástroj. Tato technologie
je vysoce produktivní s velmi dobrými parametry kvality z hlediska rozměrové přesnosti a
kvality povrchu, výroba nástroje je ale nákladná. Proto tento výrobní způsob nachází
uplatnění pouze v sériové výrobě, při menším množství kusů se používá elektrojiskrové
obrábění.
obr. 2 a 3 str. 72 u2
2. nástroje pro protahování ,popis, materiál nástrojů
Podstata protahovacího nástroje spočívá v tom, že řeznou část nástroje tvoří řady po sobě
jdoucích zubů s odstupňovanou velikostí, čímž je dána velikost třísky.

Části nástroje : stopka - slouží k upnutí nástroje do tažných saní stroje
přední vedení - vede nástroj ve vodícím pouzdru, zalícovaném v
přepracovaném otvoru
řezná část- skládá se z části hrubovací a dokončující / kalibrační /
zadní vedení - vede nástroj po dokončení řezné operace
Nástroje jsou vyrobeny z RO, případně ze slitinových ocelí a jejich povrch může být zpevněn
nánosem TiC.
obr. 1, 4 str.72 u2
3. řezné pohyby, řezné podmínky, tvorba třísky
Řezný pohyb koná nástroj, obrobek stojí. Odstupňováním velikosti zubů protahovacího trnu
dochází ke kontinuálnímu obrábění. Řezné podmínky jsou odvislé od obráběného materiálu,
pro běžnou ocel je řezná rychlost v 5 až 15 m/min., tloušťka třísky f 0,02 až 0,15 mm. Při
protahování je důležité dostatečné mazání nástroje.

obr. 5 str 72 Tech
4. protahovačky - konstrukce
Protahovačky dělíme na vodorovné, kdy je pohyb trnu vodorovný a svislé, kdy je pohyb trnu
svislý.
obr.1 a 2 str.73 Tech.
5. upínání nástrojů
nástroje jsou upínány do tažných saní pomocí klínů, nebo hydraulicky.
6. upínání obrobků
obrobky se vkládají do opěrky upevněné na stole, nebo do speciálních přípravků zhotovených
pro daný obrobek.

Kurz – MS Technologie I. + II. ročník - strojní obrábění kovů
Kapitola 02 lekce 06 - Vyvrtávání
Školitelé: Svoboda Jaroslav, Ulej Milan
Obsah K02-L06 - Vyvrtávání
1. účel a princip vyvrtávání
2. řezné pohyby
3. nástroje pro vyvrtávánívání, druhy, jejich seřizování
4. řezné podmínky – řezná rychlost, posuv, hloubka řezu
5. dosahované přesnosti při vyvrtávání
6. svislé a vodorovné vyvrtávačky – popis, ovládání,oblast využití
1. účel a princip vyvrtávání
Vyvrtávání je metoda obrábění, při níž se rozšiřují předlité, předkované, předlisované,
předvrtané nebo jinými způsoby předpracované díry na požadovaný rozměr nebo tvar.
Vyvrtávání se používá především pro práci načisto, ale používá se i pro hrubování /ale menší
řezná rychlost a posuv než při běžném hrubování /, když pak následuje opracování načisto.
Obráběné rotační plochy mohou mít různý geometrický tvar. Vyvrtávačky se používají i k
dokončovacím frézovacím operacím.
2. řezné pohyby
Řezné pohyby se odvíjí od tvaru obráběné plochy. Ve všech případech koná řezné pohyby,
hlavní- rotační i posuvný pohyb nástroj.
a/ opracovávání válcových děr - rotační pohyb i posuv v ose díry koná nástroj.
b/ opracování zápichů - rotační pohyb koná nástroj, výsun nože v radiálním směru, posuv v
ose díry je 0
c/ opracování tvarových vnitřních ploch - rotační pohyb koná nástroj, výsun nože v radiálním
směru a zároveň posuv nástroje v ose díry.
3. nástroje pro vyvrtávánívání, druhy, jejich seřizování

Nástroje pro vyvrtávání jsou vyvrtávací tyče, vyvrtávací hlavy a specielní vyvrtávací
nástroje. Vyvrtávací tyč může být osazena jedním, nebo dvěma noži, vysuvnými v radiálním
směru. Vyvrtávací hlava bývá zpravidla osazena jedním nožem, upnutým v přestavitelné
tyči umožňující opracování rozměrů v poměrně velkém rozsahu. Specielní vyvrtávací
nástroje mohou být osazeny např. třemi břitovými destičkami, nastavenými na odstupňované
rozměry, čímž se zvyšuje produktivita obrábění. Nástroje jsou různými výrobci vyráběny v
modulárních sadách, umožňující různé kombinace sestavení. Seřizování nástrojů se
provádí mimo stroj na seřizovacích pracovištích pomocí základních dílenských měřidel /
číselníkových úchylkoměrů/, nebo pomocí jednosouřadnicových, případně
vícesouřadnicových přístrojích.
Do vřetena vyvrtávačky je možno upnout další typy nástrojů opatřených Morse kuželem.
Proto se u vyvrtáček, jakožto strojů určených především pro dokončující operace, používají
též výstružníky a frézovací jednotky.



4. řezné podmínky – řezná rychlost, posuv, hloubka řezu
Hodnoty řezných podmínek jsou oproti soustružení menší - řezná rychlost v od 5 do 15 m/min
a posuv f od 0,02 do 0,1 mm/ot. podle typu operace / hrubování, načisto, zapichování/ a
podle obráběného materiálu.
5. dosahované přesnosti při vyvrtávání
Vyvrtáváním se dosahuje velkých přesností v tolerancích IT 4, najíždění v roztečích s
přesností 0,002 mm.
6. svislé a vodorovné vyvrtávačky – popis, ovládání,oblast využití
Základní rozdělení vyvrtávaček je podle osy vřetena na vodorovné a svislé. Velikost
vyvrtávačky se určuje podle velikosti průměru vřetena. Konstrukční provedení vyvrtávaček
může být různé. Menší stroje jsou většinou v provedení stolovém, větší mohou být ve formě
obráběcích vyvrtávacích center, či jednoúčelových strojů. Mohou pak být vybaveny

podélnými, příčnými, otočnými stoly, příčníkem, opěrným stojanem. Přesnost najíždění
souřadnic se postupem času zvýšila z původního odečítání na měřítkách s noniem s přesností
0,1mm přes odečítání optickými přístroji s přesností 0,01mm až po moderní vyvrtávačky
vybavené CNC řídícím systémem s přesností najíždění 0,002mm.
Vyvrtávačky slouží k vyvrtání a dokončovacímu frézování obrobku s maximální přesností.
Používá se proto pro dokončování přesných dílců, výroby přesných přípravků, měřidel.
obr.3 str.47 u2. obr.1 str 48 u2 obr.81 str.65 u4 obr. internet - opět HUMÁR viz.
předchozí
Kurz – MS Technologie I. + II. ročník - strojní obrábění
kovů
Kapitola 02 lekce 07 - Broušení
Školitelé: Svoboda Jaroslav, Ulej Milan
Obsah K02-L7 - Broušení
1. účel a princip broušení

Broušení je obráběcí proces realizovaný zrny brusiva spojenými pojivem v mnohabřitý řezný
nástroj - brousící kotouč. Zrna přdstavují řezné elementy, které při rotačním pohybu kotouče
odebírají třísky materiálu.
obr. 1 Tech. str.61
Broušení se používá:
- jako finální operace k dokončení kvalitního povrchu obrobku a to jak z hlediska
přesnosti, tak i drsnosti
- k opracování tvrdých a těžko obrobitelných materiálů / důležité je broušení
nástrojů /
- k dělení materiálu - rozbrušování rozbrušovacím kotoučem
2. řezné pohyby při broušení
Hlavní řezný pohyb /rotační/ koná vždy kotouč.Posuvové a přísuvové pohyby se odlišují
podle způsobu broušení /uvedeme u jednotlivých typů broušení/.
3. řezné podmínky – řezná rychlost, posuv, hloubka řezu / tloušťka třísky /
Pro broušení je charakteristická vysoká řezná rychlost, od 20 do 120 m/s a malá tloušťka
třísky od 0,005 do 0,01 mm. Velikost posuvu obrobku, případně otáčení, je odvislá od
způsobu broušení.
4. způsoby broušení
rovinné - broušení rovinných ploch, broušení obvodem kotouče nebo bokem, broušení podélné nebo otočné

obr. 1 Tech. str. 65
vnějších rotačních ploch /válcových a kuželových/ - zhotovení válcových a kuželových ploch. Obrobek, upnutý ve většině případů mezi hroty, koná rotační pohyb, u dlouhých obrobků koná obrobek ještě podélný posuv. Pokud je šíře brousícího kotouče větší než opracovávaná plocha, provádí se tzv. zapichovací způsob broušení, při kterém je směr hlavního posuvu kolmo k broušené ploše.

vnitřních rotačních ploch /válcových a kuželových/ - zhotovení válcových a kuželových děr. Broušení podélné a příčné.
obr.1 a 2 str68 u2
tvarové broušení
Broušení se provádí tvarovým kotoučem zapichovacím způsobem. Jedná se o produktivní
způsob broušení

obr. 1 ,2, 3 str.67
bezhroté broušení - broušení vnějších rotačních ploch - broušení zapichovacím způsobem / krátké obrobky/ a podélné broušení / délka obrobku větší než je šíře brusného kotouče /. Obrobek je veden volně mezi brusným a podávacím kotoučem. Používá se především pro broušení krátkých obrobků /. U některých druhů obrobků je to jediný způsob, jak zajistit jejich nabroušení.
5. brousící nástroje, brousící kotouče – charakteristika,složení
Brousící nástroje jsou: brousící kotouče, brousící a obtahovací kameny, brousící tělíska.
Brousící nástroj se skládá ze zrn brusiva a pojiva. Charakter brusného nástroje je dán:
zrnitostí, stupněm tvrdosti, strukturou a pojivem. Nejběžnějším brousícím nástrojem je brusný
kotouč.
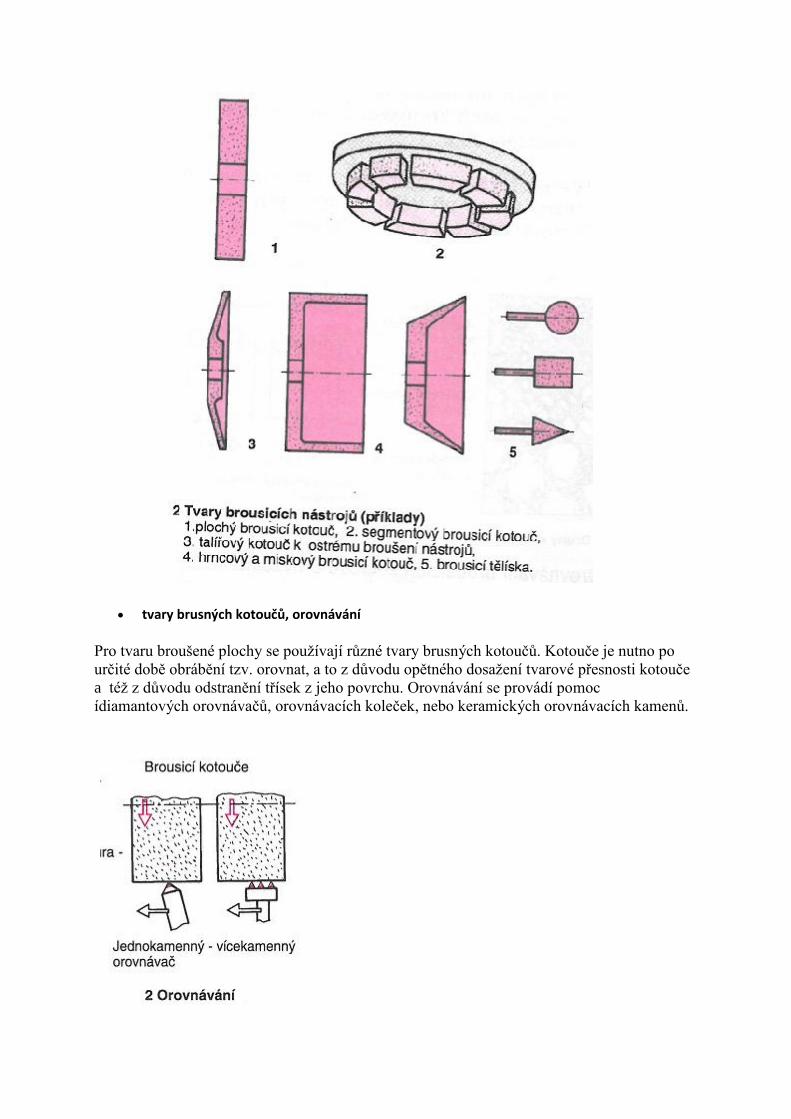
tvary brusných kotoučů, orovnávání
Pro tvaru broušené plochy se používají různé tvary brusných kotoučů. Kotouče je nutno po
určité době obrábění tzv. orovnat, a to z důvodu opětného dosažení tvarové přesnosti kotouče
a též z důvodu odstranění třísek z jeho povrchu. Orovnávání se provádí pomoc
ídiamantových orovnávačů, orovnávacích koleček, nebo keramických orovnávacích kamenů.
brusiva
Brusivo je základem / řezným materiálem / každého brusícího nástroje. Základní brusné
materiály jsou: korund, karbid křemíku, kubický nitrid boru /KNB/ a umělý diamant. Jako
pojiva se používají pojiva keramická, silikátová, pryžová, z umělé pryskyřice šelakové,
magnezitové.
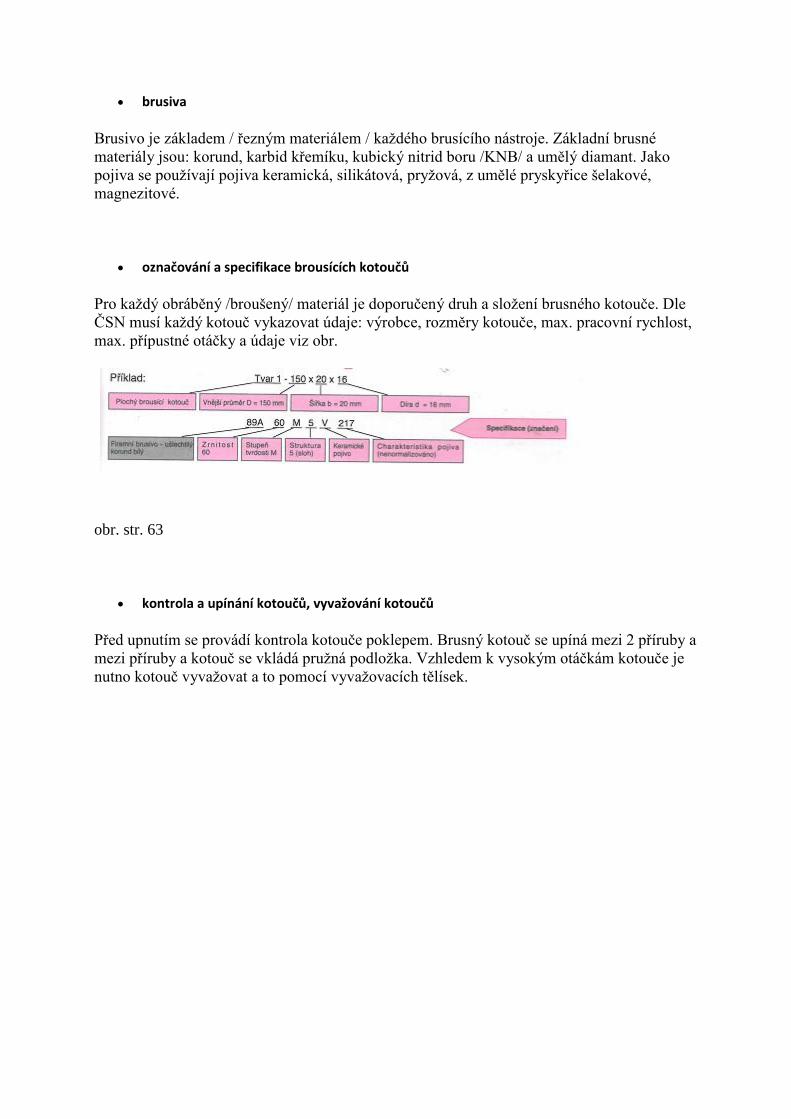
označování a specifikace brousících kotoučů
Pro každý obráběný /broušený/ materiál je doporučený druh a složení brusného kotouče. Dle
ČSN musí každý kotouč vykazovat údaje: výrobce, rozměry kotouče, max. pracovní rychlost,
max. přípustné otáčky a údaje viz obr.
obr. str. 63
kontrola a upínání kotoučů, vyvažování kotoučů
Před upnutím se provádí kontrola kotouče poklepem. Brusný kotouč se upíná mezi 2 příruby a
mezi příruby a kotouč se vkládá pružná podložka. Vzhledem k vysokým otáčkám kotouče je
nutno kotouč vyvažovat a to pomocí vyvažovacích tělísek.

bezpečnost práce
Při každém novém upnutí musí kotouč běžet naprázdno 5 minut při max. otáčkách. Max.
otáčky nesmí být překročeny. Dále je nutno dodržovat běžné zásady bezpečnosti práce jako u
ostatních obráběcích strojů / ochranné brýle, oděv, boty atd./

6. upínání kotoučů na stroj
Brusný kotouč musí jít lehce nasunout na vřeteno brusky.
7. způsoby upínání obrobků
Při rovinném broušení jsou dílce upínány na stůl pomocí upínek nebo pomocí
elektromagnetu. Při broušení vnějších rotačních ploch jsou dílce upínány mezi hroty
unášecího vřeteníku a koníku a otáčení obrobku se provádí pomocí unašeče / tzv. srdíčka /.
Při broušení vnitřních rotačních ploch jsou obrobky upínány do universálního sklíčidla.

8. účel chlazení
Intenzivním chlazením se zabraňuje zvyšování teploty obrobku a tím dodržování rozměrové
přesnosti obrobku během broušení. Dalším účelem chlazení je odvod třísek z místa obrábění.
9. druhy brusek
Rovinné brusky - podle uložení vetena - horizontální a vertikální
- podle druhu stolu - se stolem podélným a otočným
Brusky na vnější válcové plochy
Brusky na vnitřní válcové plochy
Brusky pro bezhroté broušení
Nástrojářské brusky

Kurz – MS Technologie I. + II. ročník - strojní obrábění
kovů
Kapitola 02 lekce 08 - Honování, lapování, superfiniš
Školitelé: Svoboda Jaroslav, Ulej Milan
Obsah K02-L08 - Honování,superfinišování, lapování,
zabrušování
Honování

1. účel honování, honovací nástroj 2. princip honování – pracovní pohyby 3. princip honovacího stroje
1. účel honování, honovací nástroj
Honování je dokončovací operace při obrábění,při které se dociluje vysokého stupně
přesnosti až IT 5 a vysoké kvality povrchu Ra = 0,1 až 0,2.
Používá se především na obrábění děr /válce spalovacích motorů, kompresorů a pod./ Mohou
se ale honovat i vnější plochy. Jako nástroj se používá honovací hlava. Honovací hlava má na
obvodu 3 až 12 pružně uložených brusných kamenů.
1 obr.1 str.70
2. princip honování – pracovní pohyby
Honovací hlava koná složený pohyb - točivý a přímočarý ve směru osy nástroje. Brusné
kameny tak vykonávají šroubový vratný pohyb, obrobek upnutý na stole stojí. Materiál
brusných kamenů je odvislý od materiálu opracovávané plochy / korund, oxid Cr,
karborundum /. Během opracovávání se do řezu přivádí emulse, sloužící k chlazení a
odplavování třísek.
3. princip honovacího stroje
Honovací stroje mívají většinou svisle uložené vřeteno. Honovací hlava je zavěšena
pohyblivě kulovým kloubem v honovacím vřetenu, čímž se se honovací hlava přizpůsobuje
poloze díry. Otáčivý pohyb vřetene je zajištěn elektromotorem, zdvih vřetene se provádí
hydraulicky.

1 obr.2 str.70 schema honovacího stroje
Superfinišování
1. účel a princip superfinišování 2. přídavky na superfinišování 3. dosahované přesnosti při superfinišování
1.účel a princip superfinišování
Superfinišování je založeno na stejném principu jako honování.Superfinišování je též někdy
uváděno jako honování s krátkým zdvihem. Oproti honování je zdvih vřetene s honovací
hlavou podstatně kratší a má navíc třetí přídavný pohyb. K otáčivému pohybu obrobku a
zdvihu nástroje se přidává ještě kmitavý pohyb nástroje.

1 obr.3 str.70
2. přídavky na superfinišování
Přídavek na superfinišování i honování se volí 0,005 až 0,02 mm
3. dosahované přesnosti při superfinišování
Dosahovaná přesnost jeIT 1až IT 3, dosahovaná drsnost povrchu Ra = 0,012 až 0,1
Lapování
1. účel a princip lapování 2. druhy lapování 3. přídavky na lapování, dosahované přesnosti 4. princip lapovacího stroje
1. účel a princip lapování
Lapování patří též do skupiny dokončovacích operací při obrábění. Provádí se pomocí volně
rozptýleného brusiva v kapalině nebo brusné pastě. Používá se při potřebě docílení extrémně
vysoké přesnosti tvaru, kvality povrchu a vysoké rozměrové přesnosti a při požadavku
minimálních vůlí dvou vzájemně uložených ploch. Řezný pohyb brusných zrn je vyvolán
lapovacím nástrojem, který koná nepravidelný pohyb vůči obrobku.

1. obr.1 str.71
2. druhy lapování
ruční lapování - lapování vnějších válcových ploch - používá se lapovací kroužek, který se
přitlačuje na rotující obrobek a do místa řezu se přivádí lapovací kapalina nebo lapovací pasta
. Lapování vitřních válcových ploch - používají se lapovací trny.
1 obr.5 a 6 str.71
strojní lapování - používá se k výrobě přesných rovinných ploch, kdy je požadována
vyysoká kvalita povrchu, rozměrová přesnost a rovnoběžnost čelních ploch.
3. přídavky na lapování, dosahované přesnosti
Přídavek na lapování se doporučuje 0,005 až 0,03 mm. Dosahovaná přesnost je IT1 až IT3.
Dosahovaná přesnost povrchu ja Ra = 0,02 až 0,05
4. princip lapovacího stroje
Lapovací stroje jsou buď jedno nebo dvoukotoučové. Lapovací kapalina se nanáší mezi
lapovanou plochu obrobku a plochu lapovacího kotouče. Plochy jsou na sebe lehce
dotlačovány. Zrna brusiva se částečně usazují v materiálu lapovacího kotouče / protože je
vyroben z měkčího materiálu - litina, měď, měkká ocel / a působí pak řezným účinkem na
obrobek.
U jednokotoučových strojů se obrobek přitlačuje mírným tlakem na rotující lapovací kotouč a
pohybuje se s ním v radiálním směru.

U dvoukotoučových strojů se obrobky vkládají do kruhového unašeče mezi dva protiběžné
lapovací kotouče. Unašeč udílí obrobkům dodatečný otáčivý pohyb, aby lapovací kotouče
nezanechávali kruhové stopy po lapování.
Zabrušování
Při zabrušování se lícují zpravidla 2 dílydo sebe vzájemně zapadající / např. ventily do sedla u
spalovacích motorů, kompresorů a pod./. Dílce,mezi kterými je brusná látka, se proti sobě
vzájemně otáčí a při tom na sebe lehce dotlačují.


















