
Kostnadsbesparingar på EM7 - diva-portal.org535455/FULLTEXT01.pdf · litteraturstudie i ämnet...
78
Transcript of Kostnadsbesparingar på EM7 - diva-portal.org535455/FULLTEXT01.pdf · litteraturstudie i ämnet...

ISRN UTH-INGUTB-EX-M-2012/22-SE
Examensarbete 15 hpJuni 2012
Kostnadsbesparingar på EM7
Omkonstruktioner för billigare tillverkning
Björn Thunell

Teknisk- naturvetenskaplig fakultet UTH-enheten
Besöksadress: Ångströmlaboratoriet Lägerhyddsvägen 1 Hus 4, Plan 0
Postadress: Box 536 751 21 Uppsala
Telefon:018 � 471 30 03
Telefax: 018 � 471 30 00
Hemsida:http://www.teknat.uu.se/student
Abstract
Kostnadsbesparingar på EM7
Cost reduction on EM7
Björn Thunell
This thesis describes how a cost reduction project was done on the Packsize ondemand packing machine EM7. The cost reduction was achieved by making minorredesigns of the EM7.The project began by studying the EM7´s structure and function by working on itsassembly line. A short literature study on the subject Design for Manufacturing wasalso done.By working on the assembly line and by speaking with staff from production anddevelopment departments, a number of ideas for reducing manufacturing costs arose.Estimations of the potential cost reduction size for each proposal were done incollaboration with vendors and the purchasing department. Based on the size of the cost reduction, technical risk, impact on the assembly lineand the development time the various proposals were ranked. The two highestranked proposals were selected for further development towards finished solutions.One of the ideas that were selected to develop in to a finished solution meant thatsome of the pneumatic valves were replaced with others. Most of the mechanicalfeatures on the EM7 are operated by pneumatic cylinders, and they are controlled bythe valves. The valves in use today have very fast switching times which makes themrelatively expensive. By replacing the valves with valves that have higher airflow butlonger switch times, costs are reduced through a lower purchase price of the valves.Thanks to the higher airflow this can be done without affecting the EM7´sperformance.
The second proposal was selected because it reduces assembly time. By using rivetsfor the assembly of the EM7�s z-fold infeed system, assembly time can be reducedsignificantly.
The total cost savings per machine is between 960SEK to 2620SEK depending on theequipment choices.
ISRN UTH-INGUTB-EX-M-2012/22-SEExaminator: Claes AldmanÄmnesgranskare: Lars DegermanHandledare: Simon Wikström
I
Sammanfattning
Syftet med detta examensarbete är att reducera tillverkningskostnaden för Packsize förpackningsmaskin EM7. Kostnadsreduceringen kommer att ske genom att göra smärre omkonstruktioner på EM7an.
Arbetet börjar med att studera EM7ans uppbyggnad och funktion genom att vara med vid sammansättning av denna på ordinarie montagelina. Samtidigt görs en kortare litteraturstudie i ämnet Design for Manufakturing.
Efter att varit med och monterat EM7 samt samtalat med anställda från både produktions och utvecklingsavdelningen identifierades ett antal tänkbara idéer för att reducera tillverkningskostnaderna. Med hjälp av inköpsavdelningen och leverantörer uppskattades hur stor kostnadsreducering varje förslagen skulle generera. En uppskattning om vilka risker respektive förslag medförde gjordes också. Dessutom uppskattades hur lång tid det skulle ta att utveckla varje förslag till färdigt tillverkningsunderlag samt hur stora förändringar det skulle innebära för produktionsavdelningen.
Utifrån storlek på kostnadsreducering, risker, påverkan för produktavdelningen och utvecklingstid rangordnades de olika förslagen. De två högst rankade förslag valdes för att utvecklas vidare till färdigt tillverkningsunderlag.
Ett av förslagen som valdes att gå vidare med var att ersätta några av de pneumatiska ventilerna som finns på EM7an. De flesta av EM7ans mekaniska funktioner sköts av pneumatiska cylindrar som styrs av dessa ventiler. De ventiler som används idag har snabba omställningstider vilket gör dem förhållandevis dyra. Genom att byta till ventiler med högre flöde men längre omställningstider kan kostnaderna reduceras med bibehållen prestanda genom ett lägre inköpspris för ventilerna.
Det andra förslaget som valdes bygger på att minska monteringstiden. Genom att använda blindnit vid montering av EM7ans inmatningssystem för wellpapp kan montagetiden reduceras markant.
Den totala kostnadsbesparingen per maskin blir mellan 960SEK till 2620SEK beroendes på vilka utrustningsval som görs.
Nyckelord: Kostnadsreducering, Design for Manufacturing, konstruktion, pneumatik.

II
Förord
Detta examensarbete utfördes våren 2012 på Packsize Technologies AB i Enköping, och är den sista delen i min utbildning som högskoleingenjör i maskinteknik.
Detta arbete hade inte varit möjligt att genomföra utan det stöd som min handledare Simon Wikström har gett mig. Därför vill jag rikta ett stort tack till honom. Jag vill även passa på att tacka alla i produktionen som tålmodigt svarat på alla mina frågor.
Dessutom vill jag tacka ämnesgranskaren Lars Degerman. Främst för att han under hela min studietid alltid tagit sig tid för att ge råd och stöd.
Björn Thunell Enköping, Maj 2012

III
Innehållsförteckning
1 Inledning .............................................................................................................. - 1 -
1.1 Mål................................................................................................................. - 1 -
1.2 Avgränsningar ............................................................................................... - 1 -
1.3 Förutsättningar och krav ................................................................................ - 1 -
1.4 Metod............................................................................................................. - 2 -
2 Produktbeskrivning EM7................................................................................... - 3 -
3 Teori ..................................................................................................................... - 6 -
3.1 Design for manufacturing. ............................................................................. - 6 -
3.2 Pneumatik ...................................................................................................... - 8 -
3.2.1 Komponenter .......................................................................................... - 8 -
3.2.2 Dimensionering .................................................................................... - 11 -
4 Tänkbara kostnadsreduceringar ..................................................................... - 14 -
4.1 Förslag 1 – ta bort plattform ........................................................................ - 14 -
4.1.1 Åtgärd ................................................................................................... - 14 -
4.1.2 Risker ................................................................................................... - 14 -
4.1.3 Ekonomi ............................................................................................... - 15 -
4.1.4 Utvecklingstid ...................................................................................... - 15 -
4.2 Förslag 2 – ta bort lagerfästen ..................................................................... - 16 -
4.2.1 Åtgärd ................................................................................................... - 16 -
4.2.2 Risker ................................................................................................... - 16 -
4.2.3 Ekonomi ............................................................................................... - 16 -
4.2.4 Utvecklingstid ...................................................................................... - 17 -
4.3 Förslag 3 – ersätta innergavel ...................................................................... - 17 -
4.3.1 Åtgärd ................................................................................................... - 17 -
4.3.2 Risk ...................................................................................................... - 17 -
4.3.3 Ekonomi ............................................................................................... - 18 -
4.3.4 Utvecklingstid ...................................................................................... - 18 -
4.4 Förslag 4 – ersätta balkar i Crosshead ......................................................... - 18 -
4.4.1 Åtgärd ................................................................................................... - 18 -
4.4.2 Risker ................................................................................................... - 18 -
4.4.3 Ekonomi ............................................................................................... - 18 -
4.4.4 Utvecklingstid. ..................................................................................... - 19 -
4.5 Förslag 5 – snabbare montering av inmatningsguide .................................. - 19 -
4.5.1 Åtgärd ................................................................................................... - 19 -
4.5.2 Risker ................................................................................................... - 20 -
IV
4.5.3 Ekonomi ............................................................................................... - 20 -
4.5.4 Utvecklingstid ...................................................................................... - 20 -
4.6 Förslag 6 – byta ut pneumatiska ventiler..................................................... - 20 -
4.6.1 Åtgärd ................................................................................................... - 21 -
4.6.2 Risker ................................................................................................... - 22 -
4.6.3 Ekonomi ............................................................................................... - 22 -
4.6.4 Utvecklingstid ...................................................................................... - 23 -
4.7 Förslag 7 – minska spill av kabelkanal ....................................................... - 23 -
4.7.1 Åtgärd ................................................................................................... - 23 -
4.7.2 Ekonomi ............................................................................................... - 23 -
4.7.3 Utvecklingstid ...................................................................................... - 23 -
4.8 Förslag 8 – tunnare täckplåtar ..................................................................... - 23 -
4.8.1 Åtgärd ................................................................................................... - 23 -
4.8.2 Risker ................................................................................................... - 23 -
4.8.3 Ekonomi ............................................................................................... - 23 -
4.8.4 Utvecklingstid ...................................................................................... - 24 -
4.9 Förslag 9 – extrudera moving toolhead beam ............................................. - 24 -
4.9.1 Åtgärd ................................................................................................... - 24 -
4.9.2 Risker ................................................................................................... - 24 -
4.9.3 Ekonomi ............................................................................................... - 24 -
5 Val av förslag ..................................................................................................... - 25 -
6 Förslag 6b – byte av pneumatiska ventiler ..................................................... - 27 -
6.1 Slangarnas flöden ........................................................................................ - 27 -
6.2 Val av ventil ................................................................................................ - 32 -
6.2.1 CPE ...................................................................................................... - 33 -
6.2.2 VUVG .................................................................................................. - 33 -
6.3 Anpassa för nya ventilen ............................................................................. - 34 -
6.3.1 Kostnadsbesparing ............................................................................... - 40 -
7 Förslag 5 – snabbare montering av inmatningsguide.................................... - 43 -
7.1 Val av blindnit ............................................................................................. - 43 -
7.2 Anpassa konstruktion för blindnits-montage .............................................. - 45 -
8 Kostnadsreduktion ........................................................................................... - 49 -
9 Diskussion och rekommendationer ................................................................. - 50 -
10 Referenslista................................................................................................... - 51 -
10.1 Tryckta källor .............................................................................................. - 51 -
10.2 Elektroniska källor ...................................................................................... - 51 -
10.3 Muntliga källor ............................................................................................ - 51 -

V
Figurförteckning
Figur 1, z-fold .............................................................................................................. - 3 -
Figur 2, z-folds väg genom EM7, schematisk bild. ..................................................... - 4 -
Figur 3, Crosshead. ...................................................................................................... - 4 -
Figur 4, EM7 i aktion. .................................................................................................. - 5 -
Figur 5, Beskrivning av funktionen hos en pneumatisk cylinder................................. - 8 -
Figur 6, Beskrivning av funktionen hos en pneumatisk 5/2 ventil. ............................. - 9 -
Figur 7, Beskrivning av funktionen hos en pneumatisk 5/3 cylinder. ......................... - 9 -
Figur 8, Beskrivning av pneumatiskt system. ............................................................ - 10 -
Figur 9, pneumatiskt schema. .................................................................................... - 10 -
Figur 10, beskrivning av flödesmätning..................................................................... - 12 -
Figur 11, Em7 från sidan. ........................................................................................... - 14 -
Figur 12, rollerbox och valsar i snittad vy. ................................................................ - 16 -
Figur 13, Rollerbox. ................................................................................................... - 16 -
Figur 14, EM7 med transparant yttergavel. ............................................................... - 17 -
Figur 15, Snittad vy, framifrån, vänster sida. ............................................................. - 17 -
Figur 16, Crosshead. .................................................................................................. - 18 -
Figur 17, inmatningsguide ......................................................................................... - 19 -
Figur 18, tid i förhållande till volym för olika ventiler. ............................................ - 21 -
Figur 19, täckplåt. ...................................................................................................... - 23 -
Figur 20,moving toolhead beam. ............................................................................... - 24 -
Figur 21, flöde i förhållande till slänglängd (SMC,2012). ......................................... - 27 -
Figur 22, pneumatiskt schema som visar slangsektionerna. ...................................... - 28 -
Figur 23, inmatningsbalk med ventiler och matarhjul. Slangsektionerna i var sin färg. Grön är sektion 1, röd är sektion 2 och blå är sektion 3............................................. - 28 -
Figur 24, pneumatiskt schema med flöden. ............................................................... - 29 -
Figur 25, pneumatiskt schema med flöden. ............................................................... - 30 -
Figur 26, pneumatiskt schema bromsar. .................................................................... - 30 -
Figur 27, pneumatiskt schema med flöden. ............................................................... - 31 -
Figur 28, pneumatiskt schema med flöden ................................................................ - 31 -
Figur 29, baksidan av EM7, ventilernas placering märkt. ......................................... - 34 -
Figur 30, Montage av nya ventiler, exploderad vy. ................................................... - 35 -
Figur 31, Montage av nya ventiler. ............................................................................ - 35 -
Figur 32, M8 kontakt ................................................................................................. - 35 -
Figur 33, Festos slangkopplingar. .............................................................................. - 36 -
Figur 34, Pneumatiskt schema över EM7, dagens lösning. ....................................... - 37 -
Figur 35, Pneumatisk schema EM7, ny lösning. ........................................................ - 39 -
Figur 36, test blindnit AL/ST 4,8x10 ......................................................................... - 43 -
Figur 37, test av blindnit AL/ST 4,0 x10 och AL/ST 4x9 försänkt. .......................... - 44 -
Figur 38, test av blindnit AL/ST 4x9 försänkt med försänkta hål. ............................ - 45 -
Figur 39, inmatningsguide, skruvhål markerade med pilar. ...................................... - 45 -
Figur 40, kontroll hur mycket hålen måste förskjutas med hjälp av blindnitsmaskin och monterad inmatningsguide. ........................................................................................ - 46 -
Figur 41, kontroll hur mycket hålen måste förskjutas med hjälp av blindnitsmaskin och monterad inmatningsguide. ........................................................................................ - 46 -
Figur 42, mått på förskjutning av hål. ........................................................................ - 47 -

VI
Figur 43, Guideplåt ny konstruktion. ......................................................................... - 47 -
Figur 44, Inmatningsguide ny lösning. ...................................................................... - 48 -
VII
Tabellförteckning
Tabell 1, exkluderade delar förslag 1. ........................................................................ - 15 -
Tabell 2, nya delar förslag 1. ...................................................................................... - 15 -
Tabell 3, total kostnadsbesparing förslag 1. ............................................................... - 15 -
Tabell 4, ekonomi förslag 3. ...................................................................................... - 18 -
Tabell 5, tidsfördröjning i mjukvara. ......................................................................... - 20 -
Tabell 6, tid och luftvolym för respektive funktion. .................................................. - 21 -
Tabell 7, utvärdering av förslag. ................................................................................ - 26 -
Tabell 8, maximala flöden i olika sektioner. .............................................................. - 29 -
Tabell 9, tider för omslag av cylindrar. ...................................................................... - 32 -
Tabell 10, tider för omslag av cylindrar. .................................................................... - 32 -
Tabell 11, delar som ingår i ny pneumatiklösning. .................................................... - 40 -
Tabell 12, delar i pneumatiklösning. .......................................................................... - 41 -
Tabell 13, delar i pneumatiklösning. .......................................................................... - 41 -
Tabell 14, delar i pneumatiklösning. .......................................................................... - 42 -

- 1 -
1 Inledning Packsize Technologies AB bildades 1998 under namnet Emsize och har sitt huvudkontor i Salt Lake City, Utah. Men all utveckling och tillverkning av Packsize maskiner sker vid produktionssiten i Enköping. Packsize affärsidé är att sälja wellpapp som kunden sedan själv tillverkar kartonger av. Detta gör att kunden inte behöver ha lager med olika sorters kartonger eller att fyllmaterial behövs för att fylla för stora kartonger. Wellpappen levereras i form av ca 80m långa remsor som är vikta för att passa på lastpall. Bredden på remsorna varierar efter kundens behov. För att tillverka kartonger av dessa remsor används speciella förpackningsmaskiner. Dessa tillhandahålls av Packsize mot att kunden förbinder sig att köpa sin wellpapp av dem. Även all service på förpackningsmaskinerna sköts av Packsize. Där är därför viktigt att tillverkningspriset för förpackningsmaskinerna hålls nere och att livslängden är hög (Wikström, 2012).
Tillverkningen av kartonger sker genom att wellpappen matas in i maskinen med hjälp av en matarutrustning. I maskinen klipper och förperforerar maskinen wellpappen. När maskinen är klar matar den ut en färdig kartong som viks samman med hjälp av förperforeringarna. Maskinen kan tack vare sin programvara snabbt ställas om mellan tillverkning av olika typer av kartonger.
EM7 är den förpackningsmaskin Packsize tillverkar i störst volymer av. Med dagens produktionstakt tillverkas ungefär hundra EM7or per år.
1.1 Mål
Syftet med detta arbete är att undersöka om det går att reducera tillverkningskostnaden för förpackningsmaskin EM7. Målet är att ta fram ett eller några färdiga förslag på hur man kan omkonstruera EM7 för att reducera tillverkningskostnaderna. Storleken på dessa besparingar skall även presenteras.
1.2 Avgränsningar
Det här examensarbetet kommer endast behandla de mekaniska funktionerna på EM7. Därför kommer inte elektriska system eller mjukvara studeras. Arbetet kommer sträcka sig fram tills dess att tillverkningsunderlag finns. Eventuell provning, prototypframställan eller montageinstruktioner för produktion kommer inte göras inom detta examensarbete.
1.3 Förutsättningar och krav
Packsize arbetar aktivt med leverantörssamverkan. Därför är ett krav att inte reducera priset endast genom att byta leverantörer. Skulle det däremot visa sig att en leverantör inte har möjlighet att tillverka en del som efterfrågas är det i sin ordning att byta. Ytterligare ett krav är att driftsäkerheten och livslängden inte får påverkas.

- 2 -
1.4 Metod
Jag påbörjade examensarbetet med att vara med och montera en EM7 på dess ordinarie montagelina. Detta gav en möjlighet att få en bra förståelse för maskinens uppbyggnad och funktion. Eftersom monteringen skede ihop med ordinarie monteringspersonal kunde deras åsikter och idéer om maskinens uppbyggnad fångas upp. Genom detta uppkom ett antal förslag på olika förbättringar som skulle kunna leda till reducerade tillverkningskostnader. Samtidigt gjordes en kortare litteraturstudie inom ämnet Design for Manufacturing. Detta för att få djupare förståelse inom ämnet och en klarare arbetsmetodik. För att få ytterligare förslag på tänkbara förändringar som kan leda till kostnadreduceringar ombads representanter för produktions- och utvecklingsavdelningen komma med idéer.
Därefter sammanställdes alla förslag som uppkommit. Prisuppgifter om hur mycket de befintliga konstruktionerna/lösningarna kostar idag inskaffades med hjälp av bland annat Packsize inköpsavdelning. Sedan gjordes en bedömning om hur mycket den nya tänkta konstruktionen/lösningen skulle kosta. Dessa priser är ofta förhållandevis löst bedömda i det här skedet då de endast syftar till att ge ett riktvärde av kostnadsbesparing för respektive förslag. För varje förslag bedöms också hur omfattande utveckling av förslaget skulle vara, vilka risker det skulle medför att genomföra projektet och hur det skulle påverka produktionsprocessen.
Genom att rangordna de olika förslagen mot varandra med hänsyn på kostnadsbesparing, risker, utvecklingstid och påverkan på produktionsprocess valdes vilka förändringsförslag som skulle prioriteras att gå vidare med.
De två förslag som vart högst rankade utvecklades vidare till färdiga lösningar. Lösningsnivån är så detaljerad att det skall gå att implementera lösningarna på EM7 efter en eventuell kortare provning.

- 3 -
2 Produktbeskrivning EM7 I detta kapitel beskrivs funktionen hos förpaktningsmaskinen EM7. Funktionerna beskrivs så som jag har uppfattat dem efter att ha studerat maskinen. Därefter har min handledare korrekturläst kapitlet för att bekräfta att all fakta är korrekt. Då Packsize är ett Amerikanskt företag är alla delar i EM7 namngivna på engelska. Även om denna rapport är på svenska har jag valt att i stor utsträckning använda de engelska namnen och begreppen om ingen lämpligt direktöversättning funnits. Anledning till detta är främst att arbetet skall vara lättbegripligt för de anställda på Packsize.
EM7 matas med wellpapp på långa ”remsor”. Dessa är
hopvikta för att kunna transporteras på lastpall. Vanligen kallas wellpappen för z-fold. Z-folden går att få i ett antal olika bredder. Bredden väljs efter vilka mått kunden önskar på sina färdiga kartonger. Det går att mata EM7 med flera z-fold samtidigt. Detta gör att man kan använda z-folds med olika bredd så att flera storlekar av kartonger kan göras utan onödigt spill. Om endast snarlika kartonger skall göras kan samma typ av z-fold laddas för att slippa att fylla på så ofta. Beroendes på hur många z-folds en EM7 kan ”ladda”
samtidigt säger man att den har olika många multitracks. En EM7 som kan ”ladda” tre
z-folds samtidigt har alltså tre multitracks. Idag är cirka 85% av alla EM7or utrustade med två eller tre multitracks. Z-folden matas upp över ett stort inmatningshjul, och via guidekanal ned till maskinen. För att driva fram z-folden har EM7 tre stycken valsar som drivs av en elmotor. För att bestämma vilken av multitracksen som skall matas sitter två matarhjul samt två bromsar på varje track. Då en z-fold skall matas fram trycks matarhjulet ned mot den första valsen och z-folden kläms däremellan. När valsen sedan roterar åker z-folden med. När den aktuella z-folden sedan inte skall matas mer åker matarhjulet upp och en broms trycker fast den så den ligger stilla.
Figur 1, z-fold

- 4 -
Figur 2, z-folds väg genom EM7, schematisk bild.
För att perforera eller skära z-folden i längstled används sex separata enheter kallade Longhead. Dessa kan positionera sig i sidled och då z-folden passerar under dessa kan de antingen fälla ned en kniv som skär eller en stor metallring som perforera den. Metallringen kallas rillring. Både kniven och rillringen kan rotera vilket gör att de följer wellpappen. Som extrautrustning kan även Longheaden utrustats med waste separator. Det är en liten arm som kan tryckas ned för att hjälpa till att separera utklippt skräp från de färdiga kartongerna.
För att skära eller perforera i tvärled används istället en enhet som kallas Crosshead. Den har en liknande uppbyggnad som Longhead med kniv och rillring. Största skillnaden är att z-folden står stilla medans Crossheaden åker i tvärled när den skär eller perforerar.
Alla Longheadsen sitter monterade på en glidbana så de kan röra sig i sidled. Crossheaden har en egen glidbana. För att driva dessa används en servomotor och en kuggrem. Varje enskild longhead och crossheaden har en koppling. Då man vill förflytta någon av dem kopplar man på remmen och motorn kör enheten till önskad position. Väl där kopplas remmen av och en broms slår till och låser enheten mot glidbanan.
För att styra alla mekaniska rörelser förutom valsarna och sidoförflyttning av Cross- och Longhead används pneumatiska cylindrar. För att driva dessa måste EM7 kopplas mot en extern tryckluftskälla. Luften från tryckluftskällan leds genom luftfilter, tryckvakter och tryckregulatorer ut till de olika enheterna. Där sitter en ventil som sköter till och frånslag av cylindrarna.
Figur 3, Crosshead.

- 5 -
När väl z-folden passerat igenom maskinen kommer den ut som en färdig kartong på andra sidan redo att vikas ihop och användas.
Figur 4, EM7 i aktion.
- 6 -
3 Teori
3.1 Design for manufacturing.
Design for manufacturing (DFM) handlar i stora drag om att man skall designa för enkel och billig tillverkning utan att påverka den färdiga produktens prestanda.
Det finns tre typer av tillverkningskostnader. Komponenter, montering och overhead- kostnader.
Med komponenter menas alla de enskilda delarna i en produkt. Dessa kan vara standardkomponenter som beställs färdiga, men också ”custom parts” som är tillverkade
från råmaterial för att passa tillverkarens specifikation.
De flesta produkter består av flera delar. Dessa måste då monteras samman på något sätt. Alla kostnader som uppstår i samband med detta klassas som monteringskostnader. Den vanligaste är kostnaden för personalen som utför själva monteringen.
I princip klassas alla övriga kostnader som overhead. Några exempel är kostnaden för lokaler och underhåll av dessa. Inköp och löneadministration, diverse inventarier med mera. Eftersom dessa resurser oftast delas av flera olika produkter klumpas dessa samman till overheadkostnader (Ulrich, 2012). .
Karl T Ulrich menar att DFM skall bedrivas som en iterativ process. Det första man skall göra är att fastställa hur stor den aktuella tillverkningskostnaden är. Då detta projekt gäller en färdig produkt är det en förhållandevis enkel sak då alla kostnader redan finns dokumenterade. Desto svårare blir det om man utför DFM processen på en produkt i utvecklingsstadiet.
Därefter undersöker man hur man kan reducera priset för de enskilda delarna. Rent praktiskt kan det handla om att man inte skall sätta flera eller hårdare toleranser än vad som är absolut nödvändigt. Antalet maskinoperationer per del skall hållas så lågt som möjligt. Det handlar också om att man skall välja rätt material. Ett annat sätt att få ner kostnaderna är att standardisera delarna i så stor utsträckning som möjligt. Detta gör att kostnaderna för att tillverka en del sprids över flera produkter. Det gör även att produktionsvolymen på den aktuella delen ökar och därmed kan man övergå till med effektiva tillverkningsmetoder.
Nästa steg är att undersöka hur monteringskostnaderna går att reducera. Denna undergren till DFM är också känd som DFA (Design for Assembly). Då kostnaden för montering är direkt kopplad till personalkostnader för montörerna får man här säga att kostnadsreducering är mer eller mindre synonymt med minskad monteringstid. I denna gren finns två huvudprinciper. Den första är att antalet enskilda delar skall minimeras. Genom att integrera flera olika delar kan man reducera antalet delar. Dock gäller det att överväga sådana beslut om integrering noga, då det kan leda till ökade tillverkningskostnader för de enskilda delarna. Men det kan också leda till mindre komplexa lösningar som blir billigare.
- 7 -
Den andra principen är att alla delar skall vara så enkla som möjligt att montera. För att åstadkomma detta skall man eftersträva att:
· Alla delar monteras uppifrån och ned. Det gör att delarna ligger kvar medans de sätts fast. Det är som regel lätt att se monteringen och man behöver inte vända på montaget.
· Delarna har en självpositionerande geometri, så montören inte behöver utföra någon finpositionering av delarna. Ett typexempel är fasade hål och tappar.
· Ingen speciell orientering av delarna behövs. En sfär behöver inte någon orientering alls medan en nyckelhålsfattning behöver orienteras i tre dimensioner.
· Endast en hand behövs vid montering. Avgörande faktorer är främst storlek och vikt på delen.
· Inga verktyg behövs vid montering. Generellt sett tar det längre tid om montering kräver verktyg än om de inte behövs. Jämförelse kan göras mellan snäppfästen och skruv.
· Delarna skall gå och montera i en linjär rörelse. · Delarna skall fästa direkt när de kommer i kontakt med montaget. Detta för att
slippa att hålla i delarna eller använda fixturer till dess att de är ordentligt monterade.
Den kanske svåraste kostnaden att påverka i DFM processen är overheadkostnaderna. Dessa kostnader är ju ofta utspridda på flera produkter. Ett sätt att minska kostnaderna är att om en produkt har färre delar, och dessa delar tas från färre leverantörer minska det administrativa trycket för inköpsavdelningen. En mindre komplex produkt leder som regel till att färre antal anställda montörer behövs. Det leder i sin tur till mindre behov av management och löneadministration. Ett annat sätt att påverka overheadkostnaderna är att felsäkra produkten. Genom att minska antalet fel på produkten minskar garantiåtaganden och servicekostnader.
När det är utrett vilka kostnadsbesparingar som kan göras inom dessa tre områden måste man se till hur dessa skulle påverka produkten ur ett bredare perspektiv.
· Några exempel är. Man måste ta ställning till hur kvalitén påverkas. En besparning vid tillverkning kan snabbt ätas upp av ökande garantiåtaganden.
· Hur lång utvecklingstid krävs för att genomföra kostnadsbesparingen. Besparingarna måste givetvis vara så pass stora att de överväger utvecklingskostnaderna på en rimlig tid. Om det handlar om ett DFM projekt medan en produkt är i utvecklingsfasen kan kostnaden för en försenad lansering av produkten vida överstiga alla besparingar som kan göras vid tillverkning.
· Hur kostnadsbesparingarna påverkar andra produkter? En kostnadsbesparing kan leda till högre kostnader för andra produkter. På samma sett kan en kostnadsökning för den egna produkten leda till kostnadsreduceringar för andra produkter och därmed företaget i helhet.
När man genomfört hela processen skall man undersöka om man anser att de olika förslagen som framkommit är bra nog. Om inte kör man processen från början (Ulrich, 2012).

- 8 -
3.2 Pneumatik
3.2.1 Komponenter
Inom pneumatiken används luft som energibärare. Som regel används någon form av kompressor för att komprimera luften till ett högre tryck än det omgivande. Därefter utnyttjas tryckskillnaden i olika arbetselement. Ett av de vanligaste av dessa element är tryckluftscylindern, den fungerar så att tryckluften släpps in i en cylinder. I cylindern sitter en kolv. Då trycket blir tillräkligt högt i cylindern kommer kraften på kolven tvinga den att röra sig. På kolven sitter som regel en kolvstång som gör att man kan koppla in cylindern i sitt mekaniska system och överför kraften från kolven. För dubbelverkande cylindrar finns det två anslutningar till cylindern. Genom att släppa in tryckluft i ena kammaren och låta luften i den andre strömma ut till den omgivande luften skapas en tryckskillnad mellan de två kamrarna som får kolven att förflytta sig. När kolven sedan skall åka åt andra hållet växlas luftflödet till kamrarna så luften från den tidigare trycksatta kammaren släpps ut i omgivningen och tryckluft släpps in i andre kammaren. Se figur 5.
Figur 5, Beskrivning av funktionen hos en pneumatisk cylinder.
För att styra luftflödet till kammaren använd en ventil. En av de vanligaste ventilerna är en så kallad femportsventil med elektrisk solenoid som sköter omslaget. Ventilen kan antingen ha två eller tre lägen. En femportsventil med två lägen kallas 5/2-ventil medan en med tre lägen kallas 5/3-ventil. Principen för en 5/2-ventil visas i figur 6. Tryckluften kopplas alltid in på anslutning 1. I första läget går tryckluften ut genom anslutning 4 som sedan kopplas in till ena anslutningen på cylindern. Cylinderns andra anslutning kopplas in på anslutning 2. Denna leds till anslutning 3 som lämnas öppen ut till omgivande luft. När sedan sliden förflyttar sig i sidled leds tryckluften från anslutning 1 till anslutning 2. Anslutning 4 leds istället ut till omgivande luft via anslutning 5.

- 9 -
Figur 6, Beskrivning av funktionen hos en pneumatisk 5/2 ventil.
Principen för en 5/3-ventil är densamma för 5/2-ventiler med skillnaden att sliden kan stanna i ytligare ett läge där alla anslutningar är stängda. I figur 7 illustreras 5/3-ventilens funktion.
Figur 7, Beskrivning av funktionen hos en pneumatisk 5/3 cylinder.
Rörelsen hos sliden kan ske med hjälp av tryckluft som leds in i en hjälpcylinder i ventilerna (anslutning 12 och 14 på figurerna ovan). Det kan också ske med hjälp av en mekanisk fjäder eller elektriska solenoider. Många ventiler har olika kombinationer av dessa tre.

- 10 -
En cylinder och ventil sammankopplat ser visas i figuren nedan.
Figur 8, Beskrivning av pneumatiskt system.
Noterar att rörelser ut ur cylindern kallas som regel för plusrörelse och en som går inåt för minusrörelse. Schematiskt skulle ett liknande system se ut på följande sätt.
Figur 9, pneumatiskt schema.

- 11 -
Skillnaden mellan de två systemen är att i den undre är ventilen utrustad med solenoid för att dra sliden åt ena hållet och mekanisk fjäder för återföring av den samme (Evensen,1990).
3.2.2 Dimensionering
En cylinder kan utföra två olika typer av arbete. Den ena är statisk arbete. Kolven står då stilla och överför en viss kraft via kolvstången. Typiskt exempel på detta är att cylindern håller fast ett objekt. Den andra typen av dimensionering är dynamisk. Här skall kolven istället utföra ett visst arbete medan den rör sig. Exempelvis kan det handla om att flytta på ett objekt.
Då man dimensionerar för en cylinder i ett statiskt system vill man ta reda på med vilken kraft som kolvstången kan trycka respektive dra med. Denna kraft kan enkelt räknas ut med hjälp av formeln:
F = p • A (3.1)
där F är kraften som kolvstången trycker med, p är trycket i cylindern mätt i övertryck (övertryck = absoluttryck – atmosfärstryck) och A är kolvarean.
Att dimensionera dynamisk system är mycket mer komplext. De största faktorerna som påverkar här är cylinderns/kolvens storlek, massan som kolvaxeln skall flytta och luftflödet till cylindern. Det komplexa ligger i att veta luftflödet till cylindern. Luftflödet genom en enskild komponent varierar med tryckdifferensen över den. Ju större tryckdifferens ju högre flöde, till en viss gräns. När luftflödet genom ett visst tvärsnitt når ljudets hastighet kan luften inte komprimeras mer och därför kan inte heller flödet öka mer. Om denna hastighet i en komponent har uppnåtts säger man att det är kritiskt flöde, om inte är det underkritiskt flöde. Därför påverkar det minsta tvärsnittet i ett system det totala flödet. Dessutom påverkar luftfuktighet och temperatur flödet. Rör och slangar i systemet påverkar också flödet i stor utsträckning. En 900 böj på en rör eller slangledning sägs kunna reducera flödet upp till 50 procent. En bra generell regel vid utformning av pneumatiska system är därför att hålla rör och slangdragningen mellan ventil och cylinder så kort som möjligt (Evensen,1990). Det finns ett antal olika metoder för att för att göra beräkningar av flödet i ett system. Allt från förhållandevis enkla överslagsräkningar till komplexa datorsimuleringar. Dock menar de flesta att det enda sättet att få fram riktigt säkra flödesdata är genom praktiska flödesmätningar på de aktuella systemen (Cengel, 2008. Evensen,1990. Beater, 2007 ).

- 12 -
Det sätt som många leverantörer av pneumatiska komponenter, däribland Festo, har valt för att ange flödet genom enskilda komponenter är med hjälp av normalvolymströmen som betecknas Qn. Det fås fram genom att komponenten kopplas in i en testutrustning enligt figuren nedan (Festo, 2012) .
Figur 10, beskrivning av flödesmätning.
Tryckregulatorn ser till att trycket P1 hela tiden är 6bars övertryck. Därefter ställs den ställbara strypningen in så trycket P2 är 5bar övertryck. Flödet läses av från flödesmätaren och anges som Qn. Qn anges i enheten normalliter per minut (Nl/min) eller normalliter per sekund (Nl/sec). Med normalliter menas den volym som luften upptar vid atmosfärstrycket 101,3KPa, temperaturen 20 °C och relativ luftfuktighet på 65 % (SMC, 2012). För att räkna fram den volym som luften tar vid atmosfärstryck används Boyles lag som säger att pV= konstant om temperaturen också är konstant, vilket vi antar i detta fall. Därav fås att
(3.2)
där p är tryck och V är volym (Cengel, 2008). Från och med nu i denna rapport när flöden omnämns menas normalvolymsström.
För EM7 gäller att alla cylindrar arbete är av statisk natur. Dock måste man veta hur lång tid det tar för cylindrarna att utföra en plus eller minusrörelse. Mer om detta längre fram. För att se hur denna tid påverkas av ventiler med olika flöden beräknas hur stor luftmängd som måste fyllas för att få cylindern att göra en plus eller minusrörelse. Genom att utnyttja ventilernas normalvolymström Qn kan man beräkna hur lång tid det tar att fylla denna volym. För att beräkna dessa tider görs som följande. Först tas cylinderns och slangarnas volym fram. Dessa summeras och systemets hela volym fås.
(3.3)
(3.4)
(3.5)
= total cylindervolym X = antal cylindrar i systemet D = kolvdiameter s = kolvens slaglängd = slangens volym ID = slangens innerdiameter l = slangens längd

- 13 -
= systemets totala volym Då systemet skall fyllas från atmosfärstryck upp till det arbetstrycket som maskinen matas med måste man se hur mycket luft detta motsvarar i normalliter. Här utnyttjas Boyles gaslag.
(3.6)
(3.7)
= Arbetstrycket angivet i absoluttryck =Atmosfärstryck (101,3 KPa eller 1,013bar)
= Luftvolymen i normalliter
Eftersom systemet redan från början innehåller atmosfärtryck kommer den volymen inte behövas fyllas av ventilen. Denna volym motsvarar systemets totala volym.
(3.8)
= den volym som måste fyllas angett i normalliter
Därefter beräknas hur lång tid det tar att fylla systemet från atmosfärstryck till systemtrycket med ventilens normalvolymström Qn.
(3.9)
t = tid att fylla upp system med luft Qn = normalvolymström för ventilen
Tiden som fås fram här är givetvis en grov approximation dels då flödet genom ventilen varierar beroendes på vilken tryckdifferens som råder, dels beroende på vilket flöde som slangarna och dess kopplingar klarar av. Men om man utnyttjar denna metod tillsammans med att se till slangarnas maximala flödeskapacitet bör man få en bra fingervisning (SMC, 2012).

- 14 -
4 Tänkbara kostnadsreduceringar Efter att ha varit med och monterat maskinen och samtalat med anställda från både produktions och utvecklingsavdelningen har följande förslag på möjliga kostnadsreduceringar framarbetats. Alla priser på enskilda detaljer om inte annat anges är hämtade från Packsize inköpsavdelning (Pettersson, 2012). Under rubriken utvecklingstid bedöms hur lång tid det skulle ta att arbeta fram färdigt tillverkningsunderlag för respektive föreslag.
4.1 Förslag 1 – ta bort plattform
Vid inmatningen på EM7 finns en liten plattform beståendes av durkplåt monterade på två balkar samt sidobalkarna. Ursprungligen var tanken att den skulle användas vid laddning av ny wellpapp. Dock visade det sig att plattformen var för kort för detta ändamål och imatningen sticker ut för mycket för att det skall gå att stå på den. Vid montering är plattformen mest i vägen och leder till obekväma arbetsställningar då den förhindrar möjligheten att komma nära maskinen vid montering på inmatningssidan. Dock används plattformen idag vid transport av maskinen. Då kopplas utstickande delar som kontrollpanel och inmatningsanordningen ned och ställs på plattformen. Därefter plastas maskinen om.
4.1.1 Åtgärd
Ta bort bakre balk samt de två durkplåtarna. Då den utstickande delen av sidobalkarna har en del vassa kanter som idag döljs av durkplåtarna kommer dessa behövas täckas med en skyddsplåt av både säkerhets och utseendeskäl. På sidobalkarna får smärre förändringar göras för att kunna fästa skyddsplåtarna samt ta bort skruvhål som inte längre kommer behövas. Även hålen i mellanbalken skulle kunna tas bort.
Även rutinerna för hur maskinen skall förpackas för transport måste göras om.
4.1.2 Risker
Det finns en liten risk att stativets stabilitet kan påverkas. Dock får denna risk anses som marginell men bör kontrolleras vid eventuell fortsatt utveckling av förslaget. Det kan också tänkas att vissa kunder skulle uppleva denna förändring som negativ. Någon form av kundundersökning kanske skulle vara lämplig att göra innan förändringen genomförs.
Figur 11, Em7 från sidan.

- 15 -
4.1.3 Ekonomi
Denna förändring skulle innebära att man exkluderar samtliga detaljer i nedanstående tabell.
Tabell 1, exkluderade delar förslag 1.
Detalj art.nr antal a´ pris pris
Durkplåt vänster 60465 1 574 574
Durkplåt höger 60466 1 574 574
Bakre balk 60307 1 670 670
Bricka 13X24 120832 8 0,29 2,32
Låsttandsmutter M12 501856 8 0,61 4,88
MC6S M12x30H 12,9* - 2 2 4
Blindnit 6x18 496861 20 1,25 25
MC6S M12x60 124305 6 2,93 17,58
Summa - 47 - 1 871,78
*Pris taget från en MC6S M12x35H 12,9 då aktuell skruv saknades i prislista.
Dessa skulle sedan ersättas av följande detaljer.
Tabell 2, nya delar förslag 1.
Detalj art.nr antal a´ pris pris
Skyddsplåt vänster x 1 100-150* 100-150
Skyddsplåt höger x 1 100-150* 100-150
Fästelement x 6 1-2 6-12
Summa - 8 - 206-312
*Skyddsplåtarnas pris är baseras på liknande plåtar i dagens konstruktion.
Idag beräknas montering av plattformen ta cirka 30 min (Packsize, 2012) Den nya lösningen med två skyddsplåtar bör gå att konstruera så att den kan monteras under fem minuter. Vilket innebär en tidsbesparing på 25 minuter. Kostnadsbesparingen blir då 25·(350/60) = 145,83 SEK baserat på en personalkostnad på 350kr/timme för en montör (Wikström 2012).
Den totala kostnadsbesparingen blir följaktligen
Tabell 3, total kostnadsbesparing förslag 1.
Material 1 871,78 - 312 = 1 559,78 Tid 25(350/60) = 145,83 Summa 1559,78+145,83 =1 705,61
4.1.4 Utvecklingstid
Förslag 1 får anses som ett rätt enkelt utvecklingsprojekt. Bedömd tid att genomföra projektet är en vecka.
- 16 -
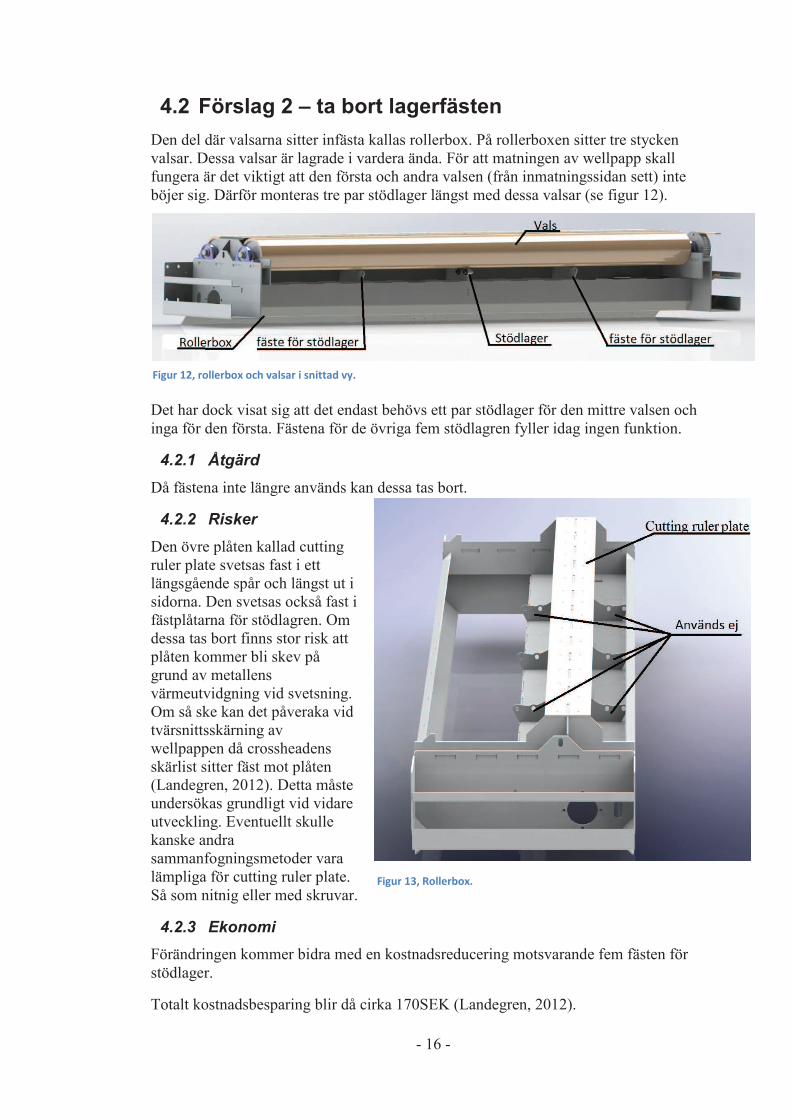
4.2 Förslag 2 – ta bort lagerfästen
Den del där valsarna sitter infästa kallas rollerbox. På rollerboxen sitter tre stycken valsar. Dessa valsar är lagrade i vardera ända. För att matningen av wellpapp skall fungera är det viktigt att den första och andra valsen (från inmatningssidan sett) inte böjer sig. Därför monteras tre par stödlager längst med dessa valsar (se figur 12).
Det har dock visat sig att det endast behövs ett par stödlager för den mittre valsen och inga för den första. Fästena för de övriga fem stödlagren fyller idag ingen funktion.
4.2.1 Åtgärd
Då fästena inte längre används kan dessa tas bort.
4.2.2 Risker
Den övre plåten kallad cutting ruler plate svetsas fast i ett längsgående spår och längst ut i sidorna. Den svetsas också fast i fästplåtarna för stödlagren. Om dessa tas bort finns stor risk att plåten kommer bli skev på grund av metallens värmeutvidgning vid svetsning. Om så ske kan det påveraka vid tvärsnittsskärning av wellpappen då crossheadens skärlist sitter fäst mot plåten (Landegren, 2012). Detta måste undersökas grundligt vid vidare utveckling. Eventuellt skulle kanske andra sammanfogningsmetoder vara lämpliga för cutting ruler plate. Så som nitnig eller med skruvar.
4.2.3 Ekonomi
Förändringen kommer bidra med en kostnadsreducering motsvarande fem fästen för stödlager.
Totalt kostnadsbesparing blir då cirka 170SEK (Landegren, 2012).
Figur 12, rollerbox och valsar i snittad vy.
Figur 13, Rollerbox.

- 17 -
4.2.4 Utvecklingstid
Då det endast handlar om att ta bort fem detaljer ur sammanställningen bör hela projektiden vara cirka två dagar.
4.3 Förslag 3 – ersätta innergavel
Idag sitter top frame monterad i innergavlar. Dessa sitter sedan fäst i yttre gavlarna. Innergaveln fäster i top frame genom sex stycken skruvarr. I topframe är hålen så utformade att justering av top frame i sidled är möjlig. Innergaveln vilar sedan på en balk i yttergaveln. Med två ställskruvar ställs avståndet mellan ytter och innergavel. Det möjliggör att man kan ställa höjdläget för top frameoch därmed avståndet mellan rollerbox och top frame. Liknande anordning finns också för rollerbox för att ställa dess höjdläge.
4.3.1 Åtgärd
Genom att modifiera yttergavlarna kan innergavlarna tas bort alternativt förenklas. Som exempel kan ytterligare en tvärgående balk fästas på yttergaveln. På denna monteras sedan top frame. Justering i sidled sker genom att hålen är större än skruvarna i sidled. Justering i höjdled är inte nödvändig då rollerbox kan justeras i denna riktning. Någon form av infästning mellan yttergaveln och ovansidan av top frame kommer också behövas. Det kan också bli nödvändigt att ändra på top frame alternativt att flytta elmotorn för att få tillräkligt med utrymme.
4.3.2 Risk
Det föreligger en betydande risk för att chassit kan bli instabilt för sidokrafter. Hållfastheten för yttergavlarna måste också undersökas. Arbetet kan också göra att funktionen påverkas. Alla delar i yttre gaveln svetsas samman. Därför är toleranserna i gaveln förhållandevis låga. Med befintlig konstruktion kan man kompensera för detta genom att både kunna justera top frame i sid och höjdled. Om förändringarna i det här förslaget genomförs kommer möjligheten att justera top frame i höjdled försvinna. Om då balken som top frame vilar på är sned kommer det inte finnas någon möjlighet att justera detta. Det har också framkommit vid samtal med montörerna att de helst inte vill justera rollerbox då denna oftast
Figur 14, EM7 med transparant yttergavel.
Figur 15, Snittad vy, framifrån, vänster sida.

- 18 -
kilar fast.
4.3.3 Ekonomi
Föreslag innebära att följande delar skulle kunna tas bort.
Tabell 4, ekonomi förslag 3.
Detalj art.nr antal a´ pris pris
Innergavel höger 60082 1 1798 1798
innergavel vänster 60083 1 1756 1756
Summa 2 3554
Dock skulle det bli nödvändigt att ersätta dessa med flera andra delar.
Extra balkar eller enklare gavlar skulle ungefär kosta 200-500 SEK styck beroende på dimensioner och om de måste svetsas fast.
Detta skulle kunna ge en potentiell kostnadsbesparing på 2554-3154SEK beroende på hur mycket yttergavlarna måste modifieras.
4.3.4 Utvecklingstid
Förslaget får anses som mycket komplext då det kommer innebära att elmotorer mm måste flyttas. Många delar måste modifieras och omfattande hållfasthetsberäkningar måste görs. Bedömd projekttid är 4-5 veckor.
4.4 Förslag 4 – ersätta balkar i Crosshead
Den enhet som skär och perforerar wellpappen i tvärled kallas crosshead. Den är uppbyggd på en ram av solida aluminiumbalkar.
4.4.1 Åtgärd
Genom att byta ut de solida aluminiumbalkarna 60029 och 60038 mot exempelvis fyrkantsrör eller extruderade profiler kan man få ner materialkostnaderna. Denna åtgärd skulle också leda till reducerad vikt vilket i sin tur leder till mindre sidokrafter vid start och stopp när crossheaden sidoförflyttas. Det medför minskat slitage på elmotorn och kuggremmarna.
4.4.2 Risker
Det är viktigt att kontrollera att de nya profilerna klarar de påfrestningar som crossheaden utsätts för. Det kommer därför vara nödvändigt att undersöka hur stora dessa krafter är för att kunna välja profiler med tillräkligt hög hållfasthet. Ytterligare risk kan bli att godset i profilen är för tunt för att gänga i vilket kan medför problem vid montering av Crossheaden.
4.4.3 Ekonomi
Förslaget gäller sidobalkarna 60038 och 60029. Båda kostar 157SEK styck och håller dimensionerna Figur 16, Crosshead.

- 19 -
50mm x 30mm. En obearbetad plattstång med dimensionerna 50mmx30mm som idag är utgångsmaterialet kostar 208,75kr/m (tibnor, 2012). Då varje stång är 468mm lång och plattstång levereras endast som metervara, så åtgår 0,5m plattstång per balk med spill. I så fall är materialkostnaden per balk 208,75SEK/2 = 104,38SEK. Resterande 52,60SEK antas vara kostnaden för bearbetning av balken så som håltagning, kapning med mera.
Om istället ett fyrkantsrör med dimensioner 50x30x3mm skulle användas som utgångsmaterial är meterpriset 61,86kr (tibnor, 2012). Alltså en kostnad på 30,93SEK per balk. Därtill tillkommer bearbetningskostnaden på 52,60 SEK. Det skulle innebära att varje balk kostar 83,53SEK
Total kostnadsbesparing per maskin blir då 2(157-83,53)=146,96SEK
Vidare skulle vikten reduceras markant. Idag väger varje balk på crosshead 1855g. Vikten för obearbetat fyrkantsrör är 1,2kg/m(tibnor, 2012). På varje Crosshead skulle detta innebära en viktminskning på minst
.
Priser och vikt för fyrkantsrör och plattstång är hämtade på tibnor.se. Vikten för dagens balkar är hämtade från Packsizes CAD modell för EM7.
4.4.4 Utvecklingstid.
Bedömd tid för att utföra projektet är uppskattad till cirka två veckor.
4.5 Förslag 5 – snabbare montering av
inmatningsguide
EM7 kan fås med en stor eller liten inmatningsutrustning för wellpappen. Den mindre väljs av kunder med platsbrist. Nackdelen med den är att man får ett extra veck i kartongerna. Z-folden leds över inmatningshjulen, genom plastremsorna ned till matningsvalsarna. Idag sitter plastremsorna monterade i inmatningsguiden med skruv, bricka och kupolmutter. Totalt sitter de två plastremsorna med 14 skruvar i inmatningsguiderna. Att montera samman dessa är en tidsödande process. En inmatningsguide tar cirka 40 minuter att montera. Som exempel, om en maskin har tre multitracks krävs det totalt sex stycken inmatningsguider och 12 olika plastremsor. Monteringstiden blir då ungefär en halv dag.
4.5.1 Åtgärd
Genom att anpassa plasten och inmatningsguiderna så de kan monteras
Figur 17, inmatningsguide

- 20 -
enklare kan mycket monteringstid sparas. Detta skulle kunna ske genom att ersätta skruven, brickorna och kupolmuttrarna med tex blindnit. En viss omkonstruktion för att kunna komma åt att fästa blindniten med blindnitsmaskin måste dock ske.
4.5.2 Risker
Det finns en liten risk att en omkonstruktion av inmatningen kan ledar till sämre stabilitet i inmatningen och att wellpappen kan fastna i tex blindnitar eller dylikt.
4.5.3 Ekonomi
De största ekonomiska vinsterna ligger i tidsvinsten för monteringen. Om monteringstiden idag beräknas till 40 minuter per inmatningsguide, och denna tid skulle gå att reducera till 10minuter per inmatningsguide skulle montagetiden reduceras med tre timmar för en maskin med tre multitracks. Det motsvarar en kostnadsbesparing på 1050SEK, baserat på en personalkostnad på 350kr/timme för en montör (Wikström, 2012)
En viss besparing sker även då skruv, bricka och kupolmutter ersätts av endast blindnit. Ytterligare en tänkbar besparing är att hålen i plasten inte längre kommer behövas försänkas då blindniten inte sticker ut lika mycket som skruvarna. Detta kommer dock behöva provas för att få bekräftat.
4.5.4 Utvecklingstid
Bedömd projekttid är cirka 1 vecka.
4.6 Förslag 6 – byta ut pneumatiska ventiler
EM7 har ett stort antal pneumatiska cylindrar för att sköta dess mekaniska funktioner. Antalet varierar beroendes på hur många multitracks maskinen har. En maskin med tre multitracks har 12 stycken cylindrar till inmatningsrullarna, 18 stycken i longheadsen, 3 i crossheaden och 6 stycken för bromsarna. Cylindrarnas styrs i sin tur av ventiler. Idag används Festos ventil MHE2-MS1H-5/2-QS4 för samtliga applikationer. Denna ventil har en snabb responstid (2ms) vilket gör den förhållandevis dyr. Dock har den ett måttligt flöde (90l/min). Se bilaga 3 för mer information om denna ventil. Då två olika storlekar av cylindrar används och vissa av cylindrarna dessutom är parallellkopplade skiljer luftmängden som krävs för att få cylindrarna att reagera.
För att alla cylindrar skall hinna med att slå till och från har tidsfördröjningar lagds in i mjukvaran. Längden på dessa presenteras i tabellen nedan.
Tabell 5, tidsfördröjning i mjukvara.
Till Från Broms 100ms 100ms Matningsrulle 100ms 100ms Rilla CH 65 17 Rilla LH 85 10 Koppling/broms CH 80ms 80ms Koppling LH 30ms 30ms Kniv CH 16ms 11ms Kniv LH 10ms 12ms

- 21 -
Dock visar beräkningar att med dagens ventiler behöver matningsrullarna och bromsarna längre tid än programvarans tidsfördröjning för att aktiveras. Även den totala luftmängd som behövs redovisas. Se bilaga 1 för beräkningar.
Tabell 6, tid och luftvolym för respektive funktion.
Funktion Aktiveringstid Total luftvolym (Normal liter)
Broms 167ms 0,200dm3
Matarrulle 109ms 0,161dm3
Rilla CH 31,5ms 0,0442dm3
Kniv CH 11,9ms 0,0149dm3 Rilla LH 39,0ms 0,0590dm3 Kniv LH 13,6ms 0,0174dm3
Koppling/broms CH 74,0ms 0,109dm3 Koppling LH 14,5ms 0,0188dm3
4.6.1 Åtgärd
För de cylindrar som kräver större volym luft för att reagera skulle det gå att ersätta de befintliga ventilerna med ventiler som har längre responstid men högre flöde. Dessa är som regel också billigare.
Figuren nedan exemplifierar detta genom att visa luftvolym i förhållande till tid för två olika ventiler. ”MHE2” beskriver flödet hos den befintliga MHE2-MS1H-5/2-QS4 medan ”VUVG till” beskriver tillslaget för en VUVG-L10-M52-RT-M7-1P3 och ”VUVG från” frånslaget för den samme. Just denna ventil har föreslagits av Festo som tänkbar ersättare för dagens ventil sedan tidigare. Den har ett flöde på 340liter per minut och en responstid på 7ms för tillslag och 19ms för frånslag.
Figur 18, tid i förhållande till volym för olika ventiler.
0
0,02
0,04
0,06
0,08
0,1
0,12
0,14
0,16
0,18
0 2 4 6 8 10 12 14 16 18 20 22 24 26 28 30 32 34 36
Luft
vo
lym
[l]
Volym-tid
MHE2
VUVG till
VUVG från
Tid [ms]

- 22 -
Som ses av tabellen och diagrammet ovan skulle det gå att ersätta samtliga ventiler till de nämnda funktionerna och ändock klara de tidskrav som är satta av mjukvaran. Faktum är att det i alla fall utom för kopplingen till longhead skulle förbättra responstiden.
4.6.2 Risker
Det kommer vara olika komplicerat att ersätta de olika ventilerna. Ventilerna till matarrullarna och bromsarna är förhållande riskfria att ersätta. Om dessa funktioner med de nya ventilerna bara kommer ha samma eller kortare responstid som idag behöver inte tidsfördröjningen i mjukvaran justeras alls. Detta då maskinen i princip bara står stilla och väntar på att bromsarna eller matarrullarna skall slå till respektive av under denna tid.
Mer komplicerat blir det med knivarna och rillhjulen. Som exempel kan fallet då crossheadens kniv skall skära en kort sträcka i wellpappen tas upp. Crossheaden kommer då åka i sin tvärgående bana över z-folden med en fart på cirka 2m/s. Eftersom det tar lite tid från det att PLCn ger signal till ventilen och tills dess att kniven åkt ned måste denna signal ges strax innan crossheaden kommit fram till det ställe som skall skäras. På samma sätt måste signalen om att kniven skall avaktiveras skickas en stund i förväg. Det är detta som tidsfördröjningen i mjukvaran sköter. Varje millisekund som denna tidfördröjning felar kommer innebära att kniven kommer missa det tänkta stället att skära på med två millimeter ( ).
Förutom att en ny ventil med ny responstid och flöde skulle kräva nya fördröjningstider av sig själv uppstår ytligare ett problem. Ett högre flöde genom ventilen skulle kunna innebära problem med ökad variation av flödet till olika cylindrar. Då det idag är ventilen som begränsar flödet får man en relativt konstant flöde för till olika cylindrarna. Men om det istället blir slangar och kopplingarna som blir begränsade kommer olika cylindrar få olika reaktionstider. Slangarna mellan de olika ventilerna och cylindrarna har olika längd, olika antal kopplingar och böjar. Allt detta påverkar flödet och volymen luft som behövs fyllas. För att komma fram till vilken tidsfördröjning som är den rätta för respektive funktion kommer därför omfattande prövning krävas.
4.6.3 Ekonomi
Idag används ventilen MHE2-MS1H5/2-QS4. Inköpspris för denna är 413,03SEK. Det totala antalet ventiler i en maskin varierar beroendes på hur många multitracks den har och om den är utrustad med waste sepatator. Men för att exemplifiera storleken på kostnadsbesparing antar vi en EM7 med tre tracks och utan waste separator. Vi antar också att vi ersätter ventilerna mot de som är med i exemplet ovan. Inköpspriset för VUVG-L10-M52-RT-M7-1P3 ventilerna är 370,90 SEK vid inköp av enstaka ventiler och 229,10SEK vid inköp av fler än hundra enheter per beställning (Gustavsson, 2012) (Växelkurs: 1 euro = 8,89SEK, 2012-05-09) . Totalt skulle då 27st ventiler bytas ut(18 i LH, 3 i CH, 3 till matarhjul och 3 till bromsarna). Den totala kostnadsreduceringen om man räknar med beställning av fler än 100 ventiler per gång skulle då uppgå till 27(413,03-229,10)=4966,11SEK.
Om istället endast ventilerna till matarhjulen och bromsarna skulle bytas ut skulle det för samma maskin innebära en kostnadsbesparing på 6(413,03-229,10)=1103,58SEK.

- 23 -
Då de två olika alternativen innebär så stora skillnader i risker, utvecklingstid och potentiell kostnadsbesparing delas de upp. Förslaget med att byta ut samtliga ventiler kallas från och med nu 6a och förslaget med att endast byta ut de till matarrullarna och bromsarna kallas 6b.
4.6.4 Utvecklingstid
Förslag 6a antas ta 4-6 veckor med omkonstruktion och provning för att finna rätt tidsfördröjningar till mjukvaran.
För förslag 6b behöver ingen speciell provning ske och utveckling antas därför bara ta en vecka.
4.7 Förslag 7 – minska spill av kabelkanal
På inmatningsbalken sitter en kabelkanal som leder fram luftslangarna till matarhjulscylindrarna. Kabelkanalen är delad i mitten och varje del är 1325mm lång. Då kabelkanalerna levereras i tvåmeterslängder innebär det 675mm spill per bit.
4.7.1 Åtgärd
För att minimera spillet kan man försöka anpassa längden på de båda delarna så mindre spill uppstår.
4.7.2 Ekonomi
Idag kastas 1350mm kabelkanal per maskin. En kanal kostar 17,95SEK. Det innebär att kabelkanal motsvarande värdet av 12.12SEK kastas per maskin.
4.7.3 Utvecklingstid
Bedömd projekttid är mindre en vecka.
4.8 Förslag 8 – tunnare täckplåtar
Nedtill på EM7an sitter täckplåtar. Två stycken på framsidan och två på baksidan.
4.8.1 Åtgärd
Dessa plåtar tillverkas av 2mm tjock plåt som sedan lackas. Då plåtarna inte skall påverkas av några krafter kan tjockleken minskas till 1mm.
4.8.2 Risker
Möjligen kan maskinen uppfattas som mindre robust och plåten kan ge vika om den utsätts för våld.
4.8.3 Ekonomi
De befintliga plåtarna kostar idag
177SEK styck. Den totala kostnaden för de fyra plåtarna är alltså 177• 4 = 708SEK. Av detta står material för 392SEK. Baserat på ett kilopris på 14kr/kg (Tibnor
Figur 19, täckplåt.

- 24 -
2012) och vikten 7 kg per plåt. En halvering i godstjocklek skulle därför kunna antas bidra med en kostnadsreducering motsvarande halva dagens materialkostnad. Det vill säga 196SEK per maskin.
4.8.4 Utvecklingstid
Projektet antas ta två dagar.
4.9 Förslag 9 – extrudera moving toolhead beam
Balken längst ner på longhead och crosshead kallas moving toolhead beam. Där är bland annat rillringens två nedre lager monterade.Som regel innebär att varje maskin behövs det sju stycken moving toolhead beams. För att tillverka denna del utgår man från plattstång som sedan blir fräst till önskad geometri. Det är en förhållandevis kostsam metod då det är mycket material som skall bearbetas bort. Genom att undersöka vikten på det bortfrästa materialet kan en förståelse på hur mycket bearbetnings som måste göras. Utgångsmaterialet är en plattstång i aluminium
med dimensionerna 30x50x245 som sedan bearbetas till önskad form. Utgångsmaterialet har en vikt på 992gram (densitet 2700kg/m3 ). Den färdiga detaljen väger 382gram Det totala bortarbetade materialet är 992g-382g = 610 gram.
4.9.1 Åtgärd
Istället för att utgå från en plattstång så extruderas ett arbetsstycke med moving toolhead beams profil. Sedan kapas denna till rätt längd och hålen görs. Detta skulle kunna reducera maskintiden för bearbetningen markant. För att kompensera för de höga omställnings- och verktygskostnader som extrudering medför kan det bli aktuellt att göra hela årsbehovet på en och samma gång. I dags läge blir det ungefär 700 stycken moving toolhead beam.
4.9.2 Risker
Inga kända.
4.9.3 Ekonomi
Idag kostar en moving toolhead 295,60 SEK styck. För en EM7 är det totala priset 7•295,60=2069,20SEK.
Dock visar det sig efter kontakt med profilgruppen att produktionsvolymerna är för låga för att kompensera för de höga kostnaderna för att ta fram extruderingsverktyg. Först om volymerna börjar överstiga ett par tusen enheter per år skulle det denna vara ekonomiskt försvarbart (Axelsson, 2012). Av denna anledning kommer detta förslag inte undersökas mer.
Figur 20,moving toolhead beam.

- 25 -
5 Val av förslag För att kunna se vilka av kostnadsreduceringsförslagen som är mest lämpliga att vidareutveckla rangordnas de utifrån fyra kriterier.
· Storleken på den potentiella kostnadsbesparingen. Alla uppgifter tas från föregående kapitel.
· Den tekniska risk som förändringen skulle kunna medföra. Här menas risken för att funktion, säkerhet eller drift skulle kunna påverkas negativt av förändringen. Förslag som bedöms ha en hög eller mycket hög teknisk risk väljas bort. Anledningen är att kostnaden för försämrad driftsäkerhet i form av servicekostnader, badwill och försäljningsbortfall av z-fold bedöms vida överstiga alla de potentiella besparingarna vid tillverkning av EM7. Beroendes på hur stor risk respektive föreslag bedöms medföra betygssätts de mellan 0 till 1500 poäng, där 0 poäng ges vid obefintlig risk medan 1500 poäng ges vid mycket hög risk.
· Då projekttiden är begränsad måste även detta vägas in. Förslag som tar lång tid att genomföra prioriteras ned medan snabba och enkla projekt prioriteras upp. På så sätt fås en bedömning av kostnadsbesparing i förhållande till arbetsinsats för utveckling. Det här delmomentet i projektet har valts att kallas för utvecklingstid och längden för dessa hämtas från föregående kapitel. En dag anses vara värd 100 poäng och tre veckor vara den maximala tiden att tillgå.
· Hur stor förändring som ett förslag skulle innebära för produktion och montage av maskinen. Det är kostsamt och tidsödande att göra allt för stora förändringar av produktions och montagelinan. Därför måste även detta tas med vid rangordningen av förslagen. Efter som alla merkostnader för förändringar hos externa leverantörer redan är medräknat i de potentiella kostnadsbesparingarna är det bara omställningen för montagelinan hos Packsize som ses till här. Även här används poängskalan 0 till 1500 poäng. 0 poäng innebär att inga förändringar kommer ske vid montage av EM7 medan 1500 poäng innebär stora förändringar. Förändringarna kan vara sådant som att nya fixturer eller verktyg måste införskaffas, även omfattningen av förändringar i monteringsrutiner med mera räknas in. Eftersom de olika föreslagen till förändringar inte är särskilt utvecklade än är det svårt att göra exakta uppskattningar om hur produktionsavdelningen påverkas. Därför blir poänggivningen ganska approximativ, dock anses det vara en så viktig faktor att den inte kan utelämnas trots sin osäkerhet.
För att rangordna förslagen tas kostnadsbesparingarna för respektive förslag från föregående kapitel. Därefter subtraheras föreslagets kostnadsreducering med övriga kriterium. Resultaten är förslagets totala betyg.
- 26 -
Tabell 7, utvärdering av förslag.
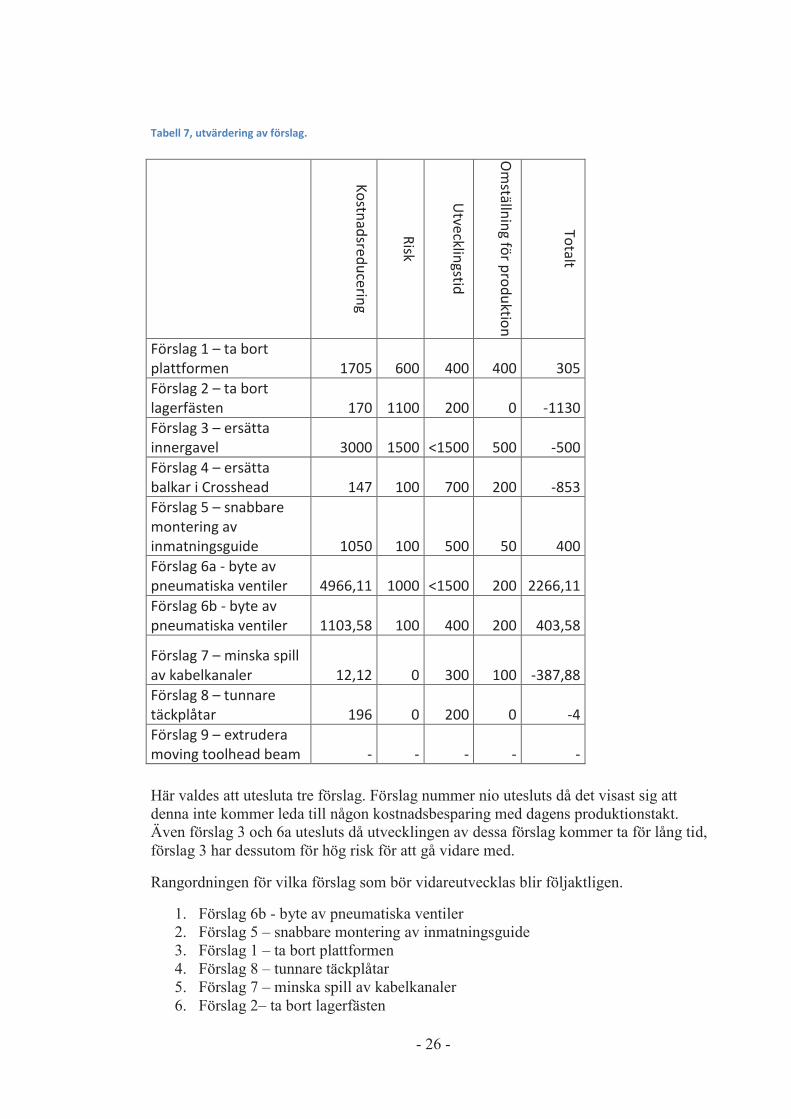
Här valdes att utesluta tre förslag. Förslag nummer nio utesluts då det visast sig att denna inte kommer leda till någon kostnadsbesparing med dagens produktionstakt. Även förslag 3 och 6a utesluts då utvecklingen av dessa förslag kommer ta för lång tid, förslag 3 har dessutom för hög risk för att gå vidare med.
Rangordningen för vilka förslag som bör vidareutvecklas blir följaktligen.
1. Förslag 6b - byte av pneumatiska ventiler 2. Förslag 5 – snabbare montering av inmatningsguide 3. Förslag 1 – ta bort plattformen 4. Förslag 8 – tunnare täckplåtar 5. Förslag 7 – minska spill av kabelkanaler 6. Förslag 2– ta bort lagerfästen
Ko
stna
dsre
du
cerin
g
Risk
Utv
eck
ling
stid
Om
ställn
ing
för p
rod
uktio
n
To
talt
Förslag 1 – ta bort
plattformen 1705 600 400 400 305
Förslag 2 – ta bort
lagerfästen 170 1100 200 0 -1130
Förslag 3 – ersätta
innergavel 3000 1500 <1500 500 -500
Förslag 4 – ersätta
balkar i Crosshead 147 100 700 200 -853
Förslag 5 – snabbare
montering av
inmatningsguide 1050 100 500 50 400
Förslag 6a - byte av
pneumatiska ventiler 4966,11 1000 <1500 200 2266,11
Förslag 6b - byte av
pneumatiska ventiler 1103,58 100 400 200 403,58
Förslag 7 – minska spill
av kabelkanaler 12,12 0 300 100 -387,88
Förslag 8 – tunnare
täckplåtar 196 0 200 0 -4
Förslag 9 – extrudera
moving toolhead beam - - - - -

- 27 -
6 Förslag 6b – byte av pneumatiska ventiler
6.1 Slangarnas flöden
För att kunna byta ut ventilerna till ventiler som har längre omslagstid måste ju flödet öka för att inte bromsarna eller matarullarna ska ha för lång omställningstid. Det första steget i att se om det är möjligt att öka flödet är att undersöka hur högt flöde som slangarna klarar. Om inte slangarna klarar ett högre flöde kommer det inte spela någon roll hur högt flöde ventilen har. Genom att undersöka längden på slangarna fås ett ungefärligt maximalt flöde ut genom nedanstående diagram.
Figur 21, flöde i förhållande till slänglängd (SMC,2012).
Värt att notera är att diagrammet bara är en approximation och användas endast som riktlinje vid val av slang dimensioner och slanglängder. Men då syftet med att undersöka slangarnas flöde i det här fallet är att säkerhetsställa att flödet till cylindrarna går att öka så pass mycket att deras till och frånslag inte överstiger mjukvarans tidsfördröjning anses det tillräckligt noggrant.
0
50
100
150
200
250
300
350
400
450
0 1 2 3 4 5 6
2,5mm
2,5mm m. koppling
4mm
4mm m. koppling
Flö
de
[N
l/m
in]
Slanglängd [m]

- 28 -
Idag är det pneumatiska systemet för matarrullarna uppbyggt enligt flödesschemat nedan.
Figur 22, pneumatiskt schema som visar slangsektionerna.
Figur 23, inmatningsbalk med ventiler och matarhjul. Slangsektionerna i var sin färg. Grön är sektion 1, röd är
sektion 2 och blå är sektion 3.
För att koppla ihop ventilen med cylindrarna används idag uteslutande slang med en invändig diameter på 2,5mm. Här väljs endast att undersöka det vänstra mulittracket. Det vill säga det som är längst från ventilerna och därmed får längst slanglängd.
I schemat och figuren ovan är systemets uppdelade i tre sektioner. Det första är sektionen är längden från ventilen fram till första förgreningen. Med längd menas längden för en slang som dras i denna sektion. Längden för sektion 1 är 1,6m för en maskin med två multitracks och 2,2m för en med tre multitracks. Den andra sektionen är den mellan matarrullarna. För en maskin med två multitracks är denna 0.6m och med tre multitracks är den 0,3m. Den tredje sektionen är den mellan sista förgreningarna och cylindrarna. Här är längden 0,15m oavsett hur många multitracks maskinen har.
För att kunna göra en överslagsberäkning antas flödet delas upp i lika stora delar vid alla förgrening. Det innebär att efter första förgreningen är flödet hälften av det totala flödet och att varje cylinder får en fjärdedel av det totala flödet.
Med hjälp av tabell 9 och längderna undersökt nu det maximala flödet för varje sektion. Då både ventilen och förgreningarna har kopplingar används grafen för 2,5mm slang med kopplingar.
- 29 -
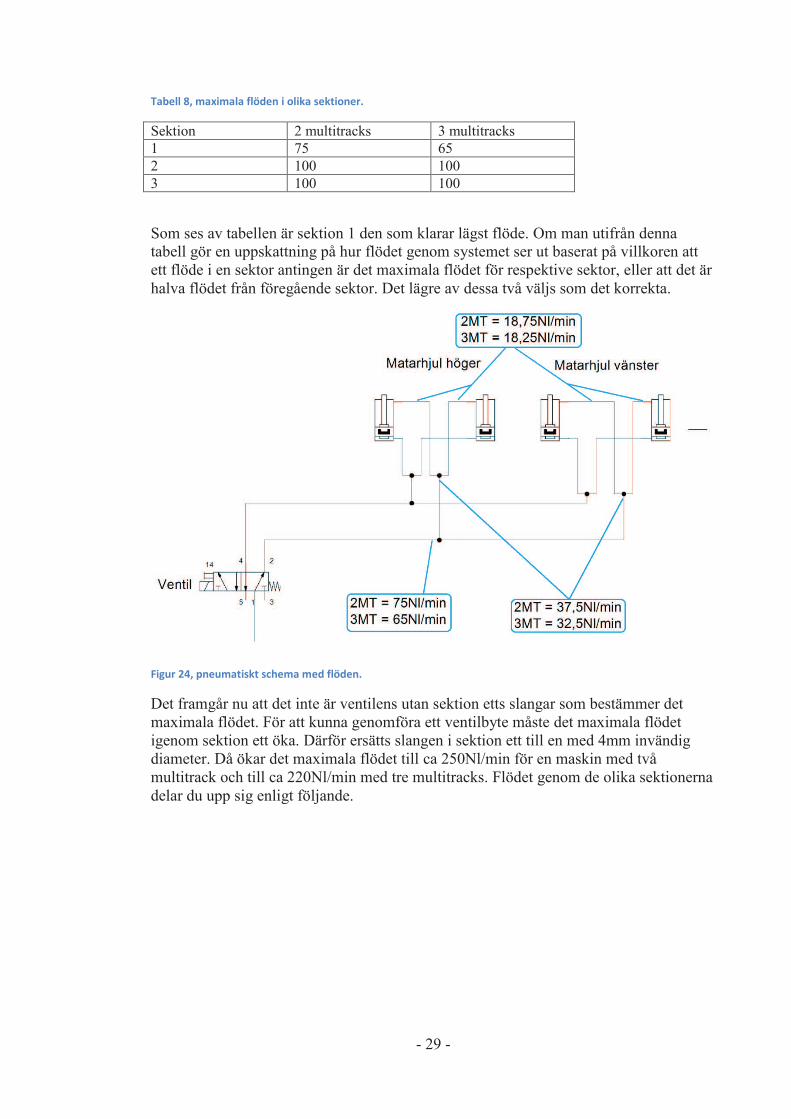
Tabell 8, maximala flöden i olika sektioner.
Sektion 2 multitracks 3 multitracks 1 75 65 2 100 100 3 100 100
Som ses av tabellen är sektion 1 den som klarar lägst flöde. Om man utifrån denna tabell gör en uppskattning på hur flödet genom systemet ser ut baserat på villkoren att ett flöde i en sektor antingen är det maximala flödet för respektive sektor, eller att det är halva flödet från föregående sektor. Det lägre av dessa två väljs som det korrekta.
Figur 24, pneumatiskt schema med flöden.
Det framgår nu att det inte är ventilens utan sektion etts slangar som bestämmer det maximala flödet. För att kunna genomföra ett ventilbyte måste det maximala flödet igenom sektion ett öka. Därför ersätts slangen i sektion ett till en med 4mm invändig diameter. Då ökar det maximala flödet till ca 250Nl/min för en maskin med två multitrack och till ca 220Nl/min med tre multitracks. Flödet genom de olika sektionerna delar du upp sig enligt följande.
- 30 -
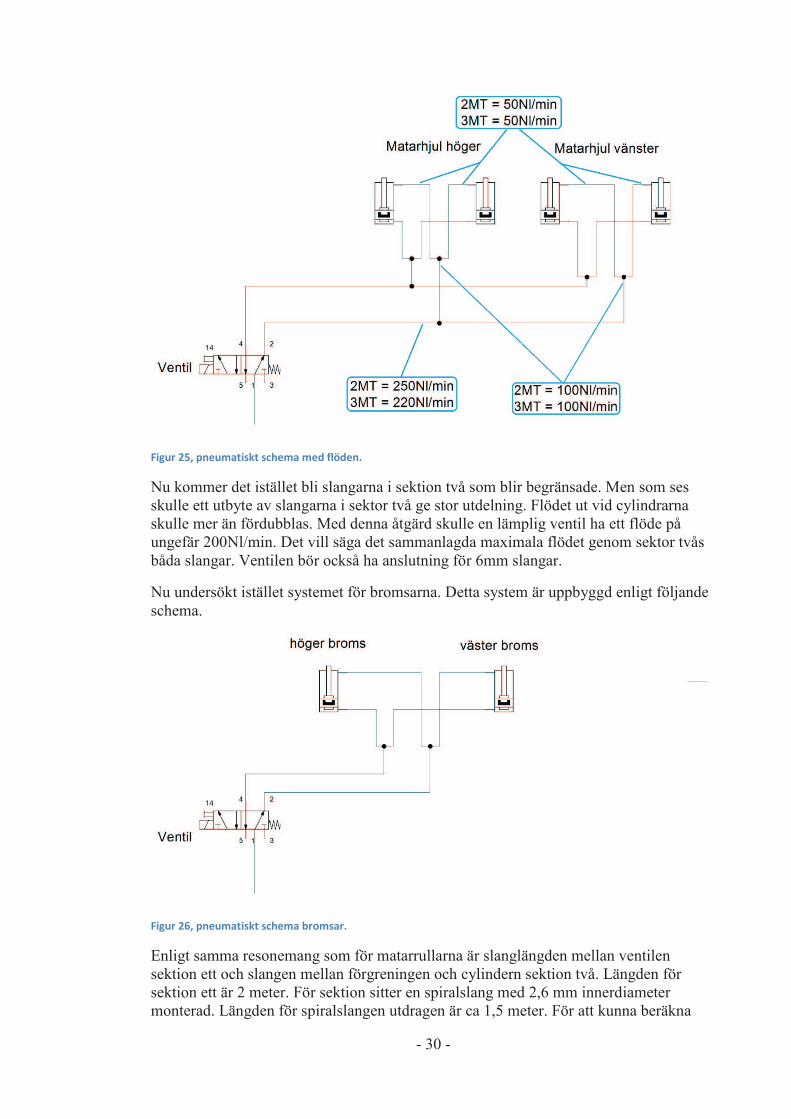
Figur 25, pneumatiskt schema med flöden.
Nu kommer det istället bli slangarna i sektion två som blir begränsade. Men som ses skulle ett utbyte av slangarna i sektor två ge stor utdelning. Flödet ut vid cylindrarna skulle mer än fördubblas. Med denna åtgärd skulle en lämplig ventil ha ett flöde på ungefär 200Nl/min. Det vill säga det sammanlagda maximala flödet genom sektor tvås båda slangar. Ventilen bör också ha anslutning för 6mm slangar.
Nu undersökt istället systemet för bromsarna. Detta system är uppbyggd enligt följande schema.
Figur 26, pneumatiskt schema bromsar.
Enligt samma resonemang som för matarrullarna är slanglängden mellan ventilen sektion ett och slangen mellan förgreningen och cylindern sektion två. Längden för sektion ett är 2 meter. För sektion sitter en spiralslang med 2,6 mm innerdiameter monterad. Längden för spiralslangen utdragen är ca 1,5 meter. För att kunna beräkna

- 31 -
flödet genom antas denna ha ett maximalt flöde motsvarade en slang med 2,5mm innerdiameter med längden 1,5 meter och med kopplingar. Det innebär att sektion ett har ett maximalt flöde på 70Nl/min och sektion två på 75Nl/min. Flödet i systemet skulle då se ut enligt följande.
Figur 27, pneumatiskt schema med flöden.
Även här tycks det som om slangarna i sektion ett är den begränsade faktorn i systemet. Därför undersökt även här hur stor påverkan det skulle bli att ersätta sektor etts slang till en med 4mm innerdiameter. Då sektor ett är 2m lång ger det ett maximalt flöde på 225Nl/min. Då skulle flödet istället se ut enligt följande.
Figur 28, pneumatiskt schema med flöden

- 32 -
Även i detta fall skulle ett byte av slangen i sektor 1 ge en stor utdelning. En lämplig ventil för bromsarna bör kunna ha ett flöde på cirka 150Nl/min baserat på sektor tvås sammanlagda maximala flöde. Ventilen bör också ha 6mm slanganslutningar.
Om en liknande beräkning som gjordes i för den ventilen som sitter idag (se bilaga 1) görs för de flöden som tagits fram ovan ges att.
I tabellen nedan visas skillnaden på tider mellan en ventil med flödet 200Nl/min och dagens ventil på 90Nl/min. Nya volymen i systemet för matarrullarna kommer bli större på grund av den större slangen i sektor ett. I bilaga 2 beräknas hur lång tid det tar att fylla upp volymen med ett flöde på 200Nl/min. Tiderna för dagens ventiler är tagna ur bilaga 1.
Tabell 9, tider för omslag av cylindrar.
Dagen ventil 90Nl/min. inkl switch tid 109ms 2 MT ventil 200Nl/min. exkl switch tid 66ms 3 MT ventil 200Nl/min. exkl switch tid 77ms För att inte överstiga dagens tid får en ventil med högst 32ms väljas.
Även bromsarna kommer få en ny volym med de nya slangarna i sektor ett. För bromsarna räknas att flödet kommer vara 150Nl/min. Tiderna finns beräknade i bilaga 1 och 2.
Tabell 10, tider för omslag av cylindrar.
Dagen ventil 90Nl/min. inkl switch tid 167ms Ventil 200Nl/min. exkl switch tid 135ms Det visar att den maximala överslagstiden för bromsen även den är 32ms om inte det skall ta längre tid än dagens lösning.
6.2 Val av ventil
Idag är Festo AB leverantörer av pneumatiska komponenter till Packsize. Då samarbetet är gott och då Festo har ett brett utbud av komponenter valdes att endast söka efter ersättare till dagens ventiler inom Festos sortiment. Då antalet ventiler skiljer från maskin till maskin beroendes på hur många multitracks den skall utrustas med uteslöts att använda sig av en ventilterminal. Istället valdes att söka efter en fristående ventilmodell så antalet lätt kan varieras. För att hålla nere antalet enskilda artiklar och då skillnaden i flöde mellan bromsarna och matarhjulen skilde förhållandevis lite valdes att anpassa sökandet efter matarhjulens flöde på 200Nl/min. En tänkbar ersättare för dagens ventil skall följaktligen uppfylla följande krav.
· Givetvis vara billigare än dagens ventil. · Ha ett flöde som är 200Nl/min eller större. · Den skall ha anslutningar för 6mm slang. · Den får inte ha längre omställningstid än 32ms. · Den skall vara en 5/2-vägs ventil. · Den skall ha en matarspänning på 24volt och helst lägre effekt än dagens ventil
på 6,5Watt för att inte överbelasta PLC enheten.

- 33 -
· Den skall vara unistabil, dvs endast ha en spole. Tillslag sköts av spolen medan frånslag sköts av fjäder eller tryckpåverkande manöverkolv(Evensen, 1990).
· Ventilen bör ha snarlik geometri som dagens ventil för att passa. · IP klassningen får inte understiga IP65.
I Festos sortiment finns två möjliga produktserier som skulle kunna ersätta dagens ventil och uppfylla samtliga krav. Den ena är CPE och den andre VUVG.
6.2.1 CPE
Den ventilen i CPE serien som bäst uppfyller kraven är den minsta i serien. Den heter CPE10-M1BH-5L-QS6. Den har ett flöde på 320Nl/min och är utrustad med 6mm push in anslutningar för luftslangarna. Den drivs av 24volts spänning och har en effekt av 1,28watt. Omslagstiden är 16ms för tillslag och 20 för frånslag. För mer information om denna ventil se bilaga 3. Denna ventil kostar med Packsize generella rabatt 43,75euro, vilket blir 388,94SEK (Eurokurs 9/5-2012: 1€ = 8,89SEK).
6.2.2 VUVG
I VUVG serien är det ventilen VUVG-L10-M52-RT-Q6-1R8L som bäst uppfyller kraven. Denna är i princip samma ventil som Festo tidigare föreslagit som ersättare. Skillnaden är att de är utrustade med lite olika anslutningar för slangarna. Den har ett flöde på 220Nl/min och är också utrustad med 6mm push in anslutningar. Även denna drivs av 24 volt och har en effekt på 1watt. Omslagstiden är 7ms för tillslag och 19 för frånslag. Se bilaga 3 för mer information. Kostnaden för denna ventil med packsize generella rabatt är 40,05 euro, vilket är 356,04SEK (Eurokurs 9/5-2012: 1€ = 8,89SEK).
Då båda ventilerna lever upp till alla satta krav väljs VUVG därför att denna är den billigare av de två. Efter kontakt med Festos återförsäljare (Gustavsson, 2012) visar det sig att denna ventil kommer bli än billigare. Detta då ventilerna bestyckas med push in anslutning efter kunds beställning. Detta medför att beställningsstorleken, den så kallade batch-storleken, påverkar priset. Inköpsavdelningen brukar generellt sett vilja ha batch-storlekar motsvarande förbrukningen för tio maskiner. Antalet ventiler kommer skilja beroendes på hur många multitracks EM7orna utrustas med. Men i snitt har EM7 2,2 multitracks per maskin. Då ett multitrack har två ventiler ger det en batch-storlek på 10•2•2,2 = 44 ventiler. För dessa volymer kostar ventilen 36,82 € vilket omräknat blir 327,33SEK (Eurokurs 9/5-2012: 1€ = 8,89SEK) vilket skall jämföras med priset på dagens ventil som är 413SEK. Också värt att nämna är att denna ventil är 2,46 €
billigare än den som Festo tidigare föreslagit som ersättare (Gustvsson, 2012).

- 34 -
6.3 Anpassa för nya ventilen
Att byta ut de befintliga ventilerna mot -L10-M52-RT-Q6-1R8L kommer kräva viss anpassning av maskinen. Idag sitter ventilerna infästa längs till höger på inmatningsbalken (se figur27). Även om det skulle innebära fördelar som kortare slangdragning och bättre flöden att montera ventilerna närmare cylindrarna kommer de nya ventilerna vara monterade på samma ställe. Detta för att inte försvåra service och montering. Dagens ventiler har fyra genomgående hål för montering. Ventilerna staplas på varandra med en distansplatta mellan dem. Distansplattan fyller två syften.
Det första är att få tillräckligt avstånd mellan ventilerna så inte slanganslutningarna tar i
varandra. Den andre är att få in luft mellan ventilerna för kylning av spolarna. För att få smidig montering staplas fyra stycken ventiler och mellanplattor på varandra, högst upp sätts en distansplatta med två gängade hål och två med frigående hål. Där efter skruvas ventilerna fast med två stycken M3 skruvar i inmatningsbalken. Därefter staplas två eller fyra ventiler till ovanpå de andra ventilerna. Dessa skruvas fast i den gängade mellanplattan. Eftersom ventilerna har fyra genomgående hål och det räcker med att varje ventil sitter med 2 skruvar fungerar denna lösning smidigt. Denna lösning är dock inte möjlig att ha med VUVG-L10-M52-RT-Q6-1R8L då denna ventil endast har två genomgående hål. Istället görs en ny mellanplatta med två frigående hål som är försänkta och två gängade hål. Montering sker genom att fyra ventiler fäst med distansplattor mellan sig i inmatningsbalken, Därefter sätts den nya distansplattan. Sedan skruvas två eller fyra ventiler fast i distansplattan. Dessa kommer vara förskjutna i förhållande till de undre ventilerna, se figur 28,29. Då de ny VUVG-L10-M52-RT-Q6-1R8L har en ny hålbild jämfört med befintliga ventiler kommer de gängade hålen i inmatningsbalken få justeras. Dessutom måste även den andra distansplattan göras om. Då VUVG-L10-M52-RT-Q6-1R8L inte har lika hög effekt på spolen är behovet av kylning lägre på dessa. Därför görs de nya distanserna i 1mm aluminium istället för 4mm som tidigare (se bilaga 4 och 5 för ritningar på dessa).
Figur 29, baksidan av EM7, ventilernas placering märkt.
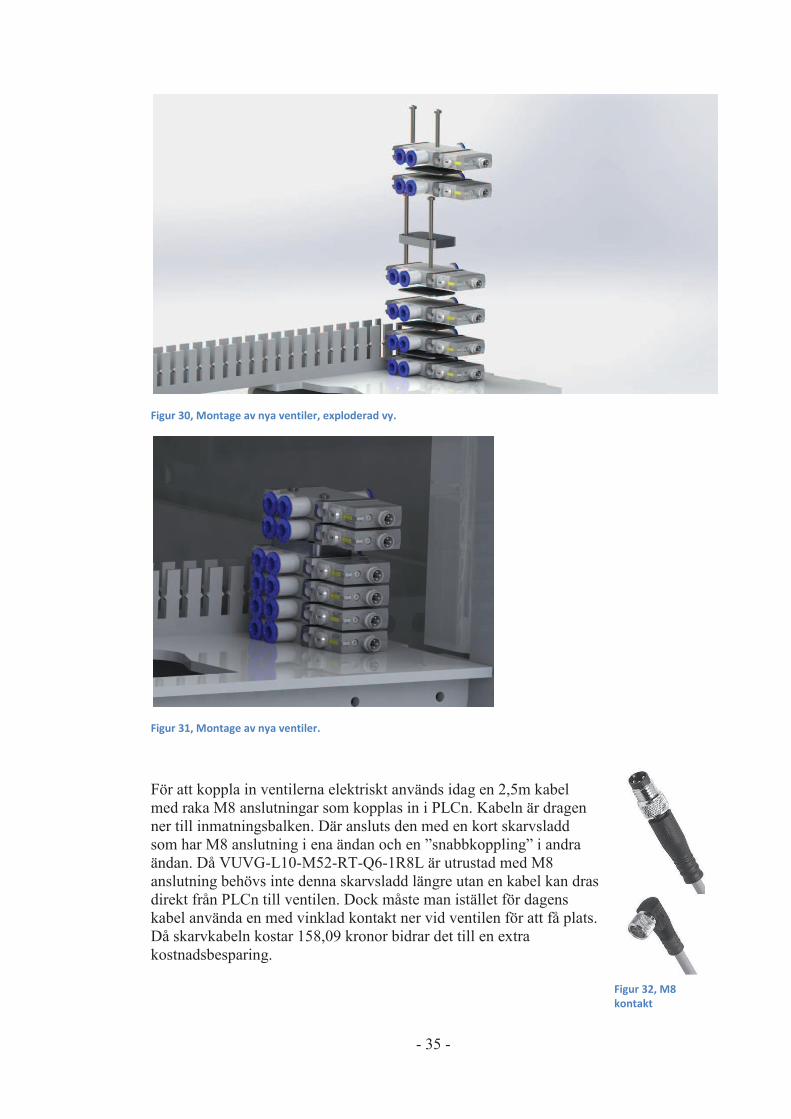
- 35 -
Figur 30, Montage av nya ventiler, exploderad vy.
Figur 31, Montage av nya ventiler.
För att koppla in ventilerna elektriskt används idag en 2,5m kabel med raka M8 anslutningar som kopplas in i PLCn. Kabeln är dragen ner till inmatningsbalken. Där ansluts den med en kort skarvsladd som har M8 anslutning i ena ändan och en ”snabbkoppling” i andra ändan. Då VUVG-L10-M52-RT-Q6-1R8L är utrustad med M8 anslutning behövs inte denna skarvsladd längre utan en kabel kan dras direkt från PLCn till ventilen. Dock måste man istället för dagens kabel använda en med vinklad kontakt ner vid ventilen för att få plats. Då skarvkabeln kostar 158,09 kronor bidrar det till en extra kostnadsbesparing.
Figur 32, M8
kontakt

- 36 -
Eftersom de nya ventilerna har 6mm push in anslutningar och vissa av slangarna kommer ersättas med 6mm slang (4mm i innerdiameter) kommer också det pneumatiska systemet göras om. Nedan finns ett bildkollage med några av de förekommande delarna för att läsaren skall få möjlighet att förstå beskrivningen. För mer information om respektive detalj hänvisas till Festos produktkatalog.
Figur 33, Festos slangkopplingar.
Idag kommer en 6mm slang från pneumatikskåpet ner till matarbalken. Där förgrenas denna kabel upp till fler 4mm slangar som sedan kopplas in en till varje ventil. Om maskinen är utrustad med två multitracks behövs slangen delas upp till 4 slangar. Det sker med en QSQ 6-4. Om maskinen skall ha tre eller fyra mutlitracks förgrenas slangen först upp med en QSY-6 och sedan två stycken QSQ 6-4. På det sättet fås åtta 4mm slangar som kan kopplas in till ventilerna. Om maskinen har tre multitracks pluggas två av anslutningarna med QSC-4H.
Matarrullarna kopplas in genom att en 4mm slang dras från ventilen fram till första matarrulle. Där förgrenas den upp med hjälp av två stycken QSY-4 så varje cylinder får var sin slang samt att en slang går vidare till nästa matarrulle. Framme vid nästa matarrulle delas slangen åter upp med en QSY-4 och kopplas in på cylindrarna.
Till bromsarna dras först en 4mm slang ned till mellanbalken av typen PUN-H 4x0,75 DUO, som är en dubbelslang, det vill säga två vanliga slangar som sammanfogat för smidigare dragning. Där förgrenas slangen upp med hjälp av QSMT-4. På denna ansluts två stycken spiralslangar PUN-4x0,75 S-1,5 DUO-BS som sedan ansluts till respektive broms.

- 37 -
Flödesschemat nedan visar dagens konstruktion. Notera att endast detaljerna monterade längst med slang nummer P-106 är de som är aktuella. Därför har de delar som inte är inkluderade i detta förslag bortklippta från schemat.
Figur 34, Pneumatiskt schema över EM7, dagens lösning.
Även för de nya ventilerna väljs att använda en 6mm slang mellan pneumatikskåpet och ned till matarbalken. Där ansluts den i en QSF ¼-6-B som monteras på en QSLV6-G1/4-6. Om maskinen har två multitracks pluggas två av hålen med QCS-6H. Med tre multitracks används samtliga anslutningar och med fyra multitrack får två av

- 38 -
matarslangarna mellan ventilerna och QSLV6-G1/4-6 skarvas ytligare en gång med två stycken QSY-6.
Till matarrullarna dras en 6mm slang från respektive ventil och fram till strax innan första matarrullen. Där monteras en QSQ 6-4. Från denna dras sedan en 4mm slang fram till respektive cylinder.
För bromsarna kommer slangdragningen bli väldigt lik dagens slangdragning med några skillnader. Dubbelslangen PUN-H 4x0,75 DUO ersätts till PUN-H 6x1DUO som är likvärdig men har större diameter. Strax innan mellanbalken ansluts en QS 6-4. Mellan denna och T-kopplingen QSMT-4 dras en kort 4mm slang.
I flödesschemat visas är den nya slangdragningen. Även här är det bara de detaljer som är kopplade längst med slang P-106 som är aktuella.

- 39 -
Figur 35, Pneumatisk schema EM7, ny lösning.
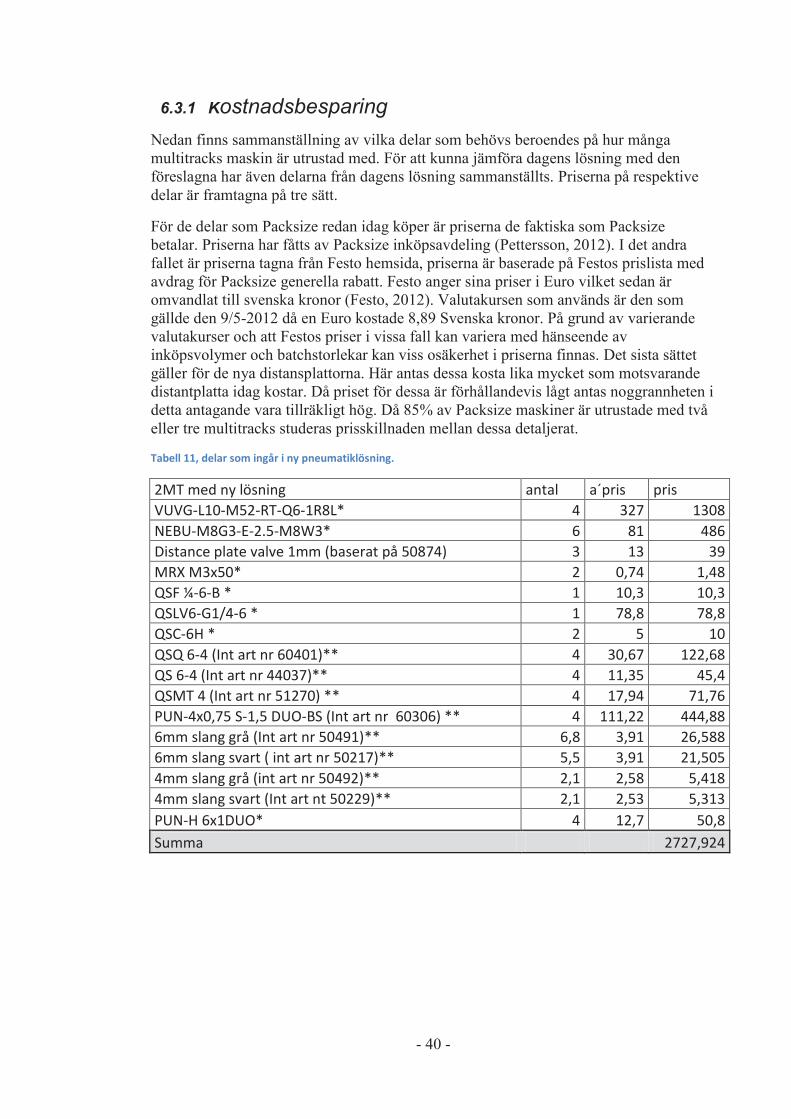
- 40 -
6.3.1 Kostnadsbesparing
Nedan finns sammanställning av vilka delar som behövs beroendes på hur många multitracks maskin är utrustad med. För att kunna jämföra dagens lösning med den föreslagna har även delarna från dagens lösning sammanställts. Priserna på respektive delar är framtagna på tre sätt.
För de delar som Packsize redan idag köper är priserna de faktiska som Packsize betalar. Priserna har fåtts av Packsize inköpsavdeling (Pettersson, 2012). I det andra fallet är priserna tagna från Festo hemsida, priserna är baserade på Festos prislista med avdrag för Packsize generella rabatt. Festo anger sina priser i Euro vilket sedan är omvandlat till svenska kronor (Festo, 2012). Valutakursen som används är den som gällde den 9/5-2012 då en Euro kostade 8,89 Svenska kronor. På grund av varierande valutakurser och att Festos priser i vissa fall kan variera med hänseende av inköpsvolymer och batchstorlekar kan viss osäkerhet i priserna finnas. Det sista sättet gäller för de nya distansplattorna. Här antas dessa kosta lika mycket som motsvarande distantplatta idag kostar. Då priset för dessa är förhållandevis lågt antas noggrannheten i detta antagande vara tillräkligt hög. Då 85% av Packsize maskiner är utrustade med två eller tre multitracks studeras prisskillnaden mellan dessa detaljerat.
Tabell 11, delar som ingår i ny pneumatiklösning.
2MT med ny lösning antal a´pris pris
VUVG-L10-M52-RT-Q6-1R8L* 4 327 1308
NEBU-M8G3-E-2.5-M8W3* 6 81 486
Distance plate valve 1mm (baserat på 50874) 3 13 39
MRX M3x50* 2 0,74 1,48
QSF ¼-6-B * 1 10,3 10,3
QSLV6-G1/4-6 * 1 78,8 78,8
QSC-6H * 2 5 10
QSQ 6-4 (Int art nr 60401)** 4 30,67 122,68
QS 6-4 (Int art nr 44037)** 4 11,35 45,4
QSMT 4 (Int art nr 51270) ** 4 17,94 71,76
PUN-4x0,75 S-1,5 DUO-BS (Int art nr 60306) ** 4 111,22 444,88
6mm slang grå (Int art nr 50491)** 6,8 3,91 26,588
6mm slang svart ( int art nr 50217)** 5,5 3,91 21,505
4mm slang grå (int art nr 50492)** 2,1 2,58 5,418
4mm slang svart (Int art nt 50229)** 2,1 2,53 5,313
PUN-H 6x1DUO* 4 12,7 50,8
Summa 2727,924

- 41 -
Tabell 12, delar i pneumatiklösning.
2MT med dagens lösning antal a´pris pris
MHE2-MS1H-5/2 QS4 (int art nr 50351)** 4 413 1652
NEBU-M8G3-E-2.5-M8G3 (Int art nr 60431)** 6 87,97 527,82
Distance plate valve (50874)** 3 13 39
MCS FZB 4.8 M3x60H** 2 0,74 1,48
QSY 4 (45039)** 12 19,13 229,56
QSQ 6-4 (60401)** 1 30,67 30,67
QSMT 4 (Int art nr 51270) ** 4 17,94 71,76
PUN-4x0,75 S-1,5 DUO-BS (Int art nr 60306) ** 4 111,22 444,88
kabel KMYZ-3-24-M8-0,5-LED-PUR (50854)** 4 158,09 632,36
6mm slang grå (Int art nr 50491)** 1,3 3,91 5,083
4mm slang grå (int art nr 50492)** 3,8 2,58 9,804
4mm slang svart (Int art nt 50229)** 3,8 2,53 9,614
PUN-H 4x0,75 DUO (60316)** 4 8,33 33,32
Summa 3687,351
Tabell 13, delar i pneumatiklösning.
3 MT med ny lösning antal a´pris pris
VUVG-L10-M52-RT-Q6-1R8L* 6 327 1962
NEBU-M8G3-E-2.5-M8W3* 8 81 648
Distance plate valve 1mm (baserat på 50874) 4 13 52
Distance plate valve 6mm (baserat på 61396) 1 34 34
MRX M3x50** 2 0,74 1,48
MRX M3x25** 2 0,5 1
QSF ¼-6-B * 1 10,3 10,3
QSLV6-G1/4-6 * 1 78,8 78,8
QSQ 6-4 (Int art nr 60401)** 6 30,67 184,02
QS 6-4 (Int art nr 44037)** 6 11,35 68,1
QSMT 4 (Int art nr 51270) ** 6 17,94 107,64
PUN-4x0,75 S-1,5 DUO-BS (Int art nr 60306 ) ** 6 111,22 667,32
6mm slang grå (Int art nr 50491)** 4,5 3,91 17,595
6mm slang svart ( int art nr 50217)** 3,2 3,91 12,512
4mm slang grå (int art nr 50492)** 2,6 2,58 6,708
4mm slang svart (Int art nt 50229)** 2,6 2,53 6,578
PUN-H 6x1DUO* 6 12,7 76,2
Summa 3934,253

- 42 -
Tabell 14, delar i pneumatiklösning.
3 MT med dagens lösning. antal a´pris pris
MHE2-MS1H-5/2 QS4 (int art nr 50351)** 6 413 2478
NEBU-M8G3-E-2.5-M8G3 (Int art nr 60431)** 8 87,97 703,76
Distance plate valve (50874)** 4 13 52
Distance plate valve thearded** 1 34 34
MCS FZB 4.8 M3x60H** 4 0,74 2,96
QSY 4 (45039)** 18 19,13 344,34
QSQ 6-4 (60401)** 1 30,67 30,67
QSMT 4 (Int art nr 51270) ** 6 17,94 107,64
QSY6 (46375)** 2 23,53 47,06
PUN-4x0,75 S-1,5 DUO-BS (Int art nr 60306) ** 6 111,22 667,32
kabel KMYZ-3-24-M8-0,5-LED-PUR (50854)** 6 158,09 948,54
6mm slang grå (Int art nr 50491)** 1,3 3,91 5,083
4mm slang grå (int art nr 50492)** 6,4 2,58 16,512
4mm slang svart (Int art nt 50229)** 6,4 2,53 16,192
PUN-H 4x0,75 DUO (60316)** 6 8,33 49,98
Summa 5504,057
*Pris taget från Festo **Pris taget från Packsize inköpsavdelning.
Som kan ses av tabellerna kommer ett införande av dessa åtgärder bidra med en kostnadsbesparing på cirka 960SEK för en maskin utrustad med två multitracks och cirka 1570SEK med tre multitracks.

- 43 -
7 Förslag 5 – snabbare montering av inmatningsguide
Genom att anpassa konstruktionen av inmatningsguiderna skall plastremsremsorna kunna monteras med hjälp av blindnit. Det bör minska monteringstiden markant. För att montage skall ske så smidigt som möjligt och för att inte riskera förslitningsskador hos montörerna måste en blindnitsmaskin användas vid nitning. Därför måste konstruktionen anpassas för denna.
7.1 Val av blindnit
Som ett första steg undersöks om det är möjligt att montera samman glidskenorna i plast med inmatningsguiden med hjälp av blindnit. Genom att nita samman provbitar av plasten och plåten kunde flera olika blindnitar provas. Målet var att hitta en blindnit som uppfyllde följande krav.
· Fäster samman plåten och plasten på ett tillfredställande sätt. · Blindnitskallen får inte sticka upp ur plasten. Om blindnitskallen sticker upp
kommer det finnas risk att z-folden fastnar eller rivs sönder. · Baksidan på plåten är synlig så därför måste den utstickande delen av blindniten
se bra ut. Om för lång blindnit används kan denna del bli allt för stor och utstickande.
Längden på blindnitarna antogs för en första provomgång vara cirka 10mm långa för att få minimalt utstick men ändock god fästförmåga. Rimlig diameter antogs vara mellan 4 och 5mm. Till första provomgång valdes därför blindnitarna AL/ST 4,8x10 DIN 7337, AL/ST 4,0 x10 DIN 7337 och AL/ST 4x9 försänkt DIN 7337 då dessa fanns i Packsize lager. Resultaten av omgången finns att skåda i figurerna nedan.
Figur 36, test blindnit AL/ST 4,8x10

- 44 -
Figur 37, test av blindnit AL/ST 4,0 x10 och AL/ST 4x9 försänkt.
För att prova hur bra blindnitarna sammanfogade plasten och plåten provades att bända loss dem med hjälp av en skruvmejsel. Samtliga blindnitar klarade provet inom vad som ansågs vara en rimlig påfrestning. Dock stack alla skallar upp för mycket från plasten. Förhoppningen hade varit att plasten skulle vara tillräkligt mjuk så blindnits-skallarna skulle sjunka ner i den. Men efter provet var det uppenbart att hålen för blindnitarna måste försänkas. Samtliga baksidor ansåg vara godkända ur ett estetiskt perspektiv.
Då 4mm blindnit bedömdes som fullt tillräkning valdes 4,8mm niten bort. Förutom att nit med mindre dimension som regel är biligare än större medför det också att mindre och smidigare blindnitmaskiner kan användas vid montering. Inför prov nummer två försänktes hålen i plasten 2mm med 450. Därefter nitades den försänkta blindniten med dimensionerna 4x9mm fast. Resultatet visas i figur 36.

- 45 -
Figur 38, test av blindnit AL/ST 4x9 försänkt med försänkta hål.
Det här provet ansågs uppfylla alla uppsatta mål på ett tillfredställande sätt. Därför valdes blindniten AL/ST 4x9 försänkt som vinnare av testet. Det är möjligt att ett test med blindniten AL/ST 4,0 x10 skulle blivit lika bra. Men då det ansågs smidigare att fasförsänka hålen i plasten än att planförsänka dem provades aldrig det.
7.2 Anpassa konstruktion för blindnits-montage
Idag monteras plastremsorna med totalt 14 stycken skruvar och muttrar. De svarta pilarna i figur 37 visar vart dessa sitter.
Figur 39, inmatningsguide, skruvhål markerade med pilar.
Med dagen konstruktion kommer det inte att gå att komma åt att nita de hålen som är längst till vänster i figuren. Avståndet mellan de två plastremsorna är för litet för att det skall gå att komma åt med blindnitsmaskin. Om däremot de undre hålen skulle förskjutas inåt (till höger i figuren) skulle det gå att nita fast den övre plastremsan först och därefter den undre. För att förskjuta hålen så lite som möjligt behövs även den sista bockade delen av den övre plastremsan tas bort. Då plastremsorna är gjorda i 5mm

- 46 -
PHED plast och guideplåten är i 2mm stål bör det inte påverka stabiliteten nämnvärt. För att se hur mycket hålen måste förskjutas lånas en blindnitsmaskin från en annan del av montagelinan som referens.
Figur 40, kontroll hur mycket hålen måste förskjutas med hjälp av blindnitsmaskin och monterad
inmatningsguide.
Figur 41, kontroll hur mycket hålen måste förskjutas med hjälp av blindnitsmaskin och monterad
inmatningsguide.
Testet visade att hålen behövdes förskjutas 110mm inåt samt att de behövdes flyttas utåt från plåten 2mm. figur 40 nedan visar hur hålen på guideplåten behöver justeras. Dock visar figuren den högra inmatnigsguiden vilket gör den spegelvänd jämfört med tidigare figurer.

- 47 -
Figur 42, mått på förskjutning av hål.
Utifrån detta gjordes båda guideplåtarna om enligt figuren ovan och två hål för övre plastremsan togs bort. Hålen i den undre plastremsan flyttades och gjordes om till 4,1mm fasförsänka hål. I den övre plastremsan togs bockning bort och kanten fasades av för att inte skada z-folden. Resultatet visas i figurerna 41 och 42.
Figur 43, Guideplåt ny konstruktion.

- 48 -
Figur 44, Inmatningsguide ny lösning.
Slutligen uppdaterades även ritningarna till dessa sex detaljer. Med då det endast handlar om smärre uppdateringar av befintliga ritningar väljs att dessa inte tas med i denna rapport.
Om denna förändring skulle genomföras skulle det vara mycket troligt att montagetiden för att sätta samman en av dessa guider skulle kunna sänkas från dagens 40 minuter till cirka 10minuter. Det skulle innebära en kostnadsbesparing på 175 kronor per guide. För en maskin med två multitracks blir det en besparing på 700SEK. För en med tre multitracks blir det 1050SEK.
De förändringar som gjorts på detaljerna bör inte vara fördyrande, snarare tvärt om. Men för enkelhetsskull antas delarnas priser bli de samma som idag.

- 49 -
8 Kostnadsreduktion Om båda förslag 5 och 6b implementeras kommer det ge en kostnadsbesparing på minst 960SEK, detta gäller för en maskin med två mulittracks och stora inmatningssystemet. Maximal besparing blir det för maskiner utrustade med tre multitracks och lilla inmatningssystemset. Då kommer besparingen bli 2620SEK (1050 + 1570).
Den genomsnittliga EM7an är idag utrustad med 2,2 multitracks och av dessa har ungefär 29 % den lilla inmatningen. Dock har efterfrågan på maskiner med lilla inmatning ökat på sista tiden. Packsize har under en tid satsat på att skaffa kunder inom postordersektorn. Dessa har som regel mindre plats att tillgå och därför väljs det mindre inmatningssystemet i högre frekvens än tidigare. För 2012 säger prognosen att cirka 70% av alla maskiner som tillverkas kommer ha lilla inmatningen. Enligt prognosen kommer ungefär 100 EM7or tillverkas under 2012 (Wikström, 2012).
För att kunna beräkna den totala kostnadsreduceringen som skulle göras under ett år undersöks först hur stor besparingen är per multitrack. Besparingen approximeras genom att ta en maskin med tre respektive två multitracks och sedan dividera antalet multitraks. Därefter tas snittet för dessa två och multipliceras med snittet 2,2.
Genomsnittlig kostnadsbesparing för förslag 6b, ventilbyte.
Genomsnittlig kostnadsbesparing för förslag 5, blindnitning av lilla inmatningssystemet.
Detta ger att kostnadsbesparingen baserat på den prognostiserade statistiken för 2012 totalt bli.
Det arbete som nu kvarstår för att genomföra dessa förändringar är att skicka de nya ritningarna till Packsize leverantörer. Införa förändringarna i Packsize´s ekonomisystem SAP samt skapa nya monteringsanvisningar.

- 50 -
9 Diskussion och rekommendationer Ganska snart efter examensarbetes start framgick vikten av att känna maskinen i fråga för att lyckas med ett bra kostnadsreduceringsprojekt. Mycket av projekttiden har därför gått åt till att sätta sig in i maskinens funktion för att se vart man kan göra förändringar utan att försämra prestandan. Eftersom projektiden var begränsad fokuserade jag tidigt på att försöka plocka några lågt hängande äpplen snarare än att försöka göra stora kostnadsbesparingar genom omfattande förändringar på EM7an.
Men med en årlig kostnadsbesparing på hundrasextiofyra tusen får man nog anse att examensarbetets mål med att reducera tillverkningskostnaderna för EM7 är uppnått. Detta trots att endast två av förslagen på möjliga kostnadsbesparingar hanns med. Om ytterligare projekttid hade funnits att tillgå hade ett genomförande av förslag 1 – borttagning av plattformen snabbt gett mer besparingar. Att ta bort denna plattform är något som rekommenderas starkt.
Att ersätta fler av de pneumatiska ventilerna är också något som jag rekommenderar då varje utbytt ventil genererar en bra kostnadsbesparing. Speciellt om man kan koppla in kabeln från PLCn direkt i ventilen och slipper kostnaden för den extra skarvsladden som används idag.
Hade jag börjat om med det här examensarbetet med dagens kunskap i hur komplext det är att uppskatta och beräkna pneumatiska flöden hade jag istället valt att utgå från praktiska försök. Genom att beställa hem några olika ventiler och bygga en enkel testrigg skulle det gått att mäta upp tiderna för att slå till och från de olika delarna i EM7an. Dessa försök skulle med största sannolikhet bli mer exakta än vad några beräkningar kan bli.
Även förslag 4 – ersätta balkarna i Crossheaden är nått som jag anser bör göras. Även om kostnadsbesparingen är förhållandevis blygsam kommer den reducerande vikten på Crossheaden leda till mindre slitage på kuggremmen och stervomotorn som förflyttar denna. Om man dessutom skulle kombineras med en viktreduktion på Longheadesen skulle man kunna ha mindre servomotor och kuggrem. Något som antas reducera priset ytterligare. Dessutom skulle detta leda till att sidokrafterna vid start och stopp av dessa skulle minska, vilket i sin tur bör leda till att dimensionerna på chassit kan bantas.
När det kommer till förslag 8 – minska tjockleken på täckplåtarna, så är kostnadsbesparingen inte jättestor men det bör uppvägas av att det är mycket enkelt att genomföra. Jag övertygad att om man går igenom del för del i EM7an finns flera delar som är överdimensionerande och skulle kunna bantas.
När det kommer till förslag 7- minska kabelkanalspill, är det något om kanske inte skulle ge någon större ekonomisk vinst. Dock skulle det möjligen ur ett miljöperspektiv vara försvarbart att gå vidare och försöka minska spillet av kabelkanal.

- 51 -
10 Referenslista
10.1 Tryckta källor
Beater, P (2007) Pneumatic Drives, System Design, modeling and Control, Springer-Verlag Berlin ISBN 978-3-540-69470-0 Cengel,Y. Robert, T. Cimbala, J.(2008) Fundamentals of Thermal-Fluid Sciences
McGraw-Hill International Edition, ISBN978-007-126631-4
Evensen, K. Ruud, J.(1990) Grundläggande pneumatik, Mecman Svenska AB, Stockholm ISBN 91-85000-20-1 Ulrich, K T. Eppinger, S D. (2012) Product Design and Development, Fifth edition McGraw-Hill International Edition, ISBN 978-007-108695-0
10.2 Elektroniska källor
Festo (2012). www.festo.com (2012-05-22)
Packsize (2012). Packsize interna montageanvisningar. Packsize server (2012-04-12)
SMC (2012). Produktöversikt, Allt inom pneumatik v4.1. www.smc.eu (2012-05-22)
Tibnor (2012). Prislistor. www.tibnor.se (2012-04-20)
10.3 Muntliga källor
Axelsson, R (2012) Account Manager, Profilgruppen Extrusions, Åseda
Gustavsson, D (2012) Försäljningsingenjör, Festo, Region Norr
Landegren, R (2012) Produktionsansvarig Dala plåtteknik, Borlänge.
Pettersson, J. (2012) Inköpsansvarig Packsize, Enköping.
Wikström, S. (2012) Development Manager Packsize, Enköping.
Bilagor
Bilaga 1 – Beräkning av pneumatik
Bilaga 2 – Beräkning av pneumatik med ventil VUVG-L10-M52-RT-Q6-1R8L
Bilaga 3 – Datablad på ventiler
Bilaga 4 – Ritning på distance plate valve t=1mm
Bilaga 5 - Ritning på distance plate valve t=6mm

Bilaga 1- Beräkning av pneumatik Cylindrarnas slaglängder är baserade då EM7 är matad med 3mm wellpapp. Detta är en av de tunnaste wellpapp som Packsize idag använder. Det för att få så stor slaglängd som möjligt. Slangarnas längder är uppmätta på en befintlig maskin. Vissa variationer mellan olika maskiner kan förekomma men dessa anses så marginella att det frånses. Vid beräkning används flödet 90 liter luft per minut. Flödet är angett i Normal liter, det vill säga den volym luften upptar vid normalt atmosfärstryck.
Matarrullar
För att få fram den maximala tiden det tar för att aktivera matningsrullarna undersöks den vänstra multitracken bakifrån sett. Det vill säga det multitrack som är längst från ventilerna och därmed får störst volym att fylla. Varje multitrack har två matningsrullar. På varje rulle sitter i sin tur två stycken cylindrar. Det innebär att varje ventil styr fyra stycken parallellkopplade cylindrar.
Indata
Slanglängd: 2750mm =27,5dm Invändig slangdiameter: 2,5mm = 0,025dm Slaglängd cylinder: 7mm =0,07dm Invändig diameter cylinder: 25mm = 0,25dm Totalt antal cylindrar per track: 4 Arbetstryck: 700KPa abs Flöde för ventil MHE2-MS1H-5/2-QS4: 90 Nl* per minut. Responstid för MHE2-MS1H-5/2-QS4: 2ms
Beräkningar
Volym slangar
Volym cylindrar
Total volym. 0,0135+0,0137=0,0272 Då volymen fylls till 700KPa abs motsvarar detta i normaltryck volymen (enligt Boyles lag):
Då systemet redan innehåller atmosfärstryck vid fyllning måste denna volyms subtraheras.
0,0272 Total luftmängd att fylla är alltså 0,161dm3. Med dagens ventil tar det tiden (flödestid + responstid)

Den totala tiden för att aktivera matningsrullarna är alltså 109ms.
Bromsar
Varje multitrack har två bromsar. Från varje broms sitter spiralslang för att möjliggöra justering av track-bredden. Viss approximation angående volymen i spiralslangarna har gjorts.
Indata
Slanglängd: 2000=20dm Invändig slangdiameter: 2,5mm = 0,025dm Längd spiralslang: 1500m =15dm Invändig diameter spiralslang: 2,6mm = 0,026dm Antal spiralslangar: 2 Slaglängd cylinder: 10mm =0,1dm Invändig diameter cylinder: 32mm = 0,32dm Totalt antal cylindrar per track: 2 Arbetstryck: 700KPa abs Flöde för ventil MHE2-MS1H-5/2-QS4: 90 Nl per minut. Responstid för MHE2-MS1H-5/2-QS4: 2ms
Beräkningar
Volym slang
Volym spiralslang
Volym cylindrar
Total volym
Då volymen fylls till 700KPa abs motsvarar detta i normaltryck volymen (enligt Boyles lag):
Då systemet redan innehåller atmosfärstryck vid fyllning måste denna volyms subtraheras.
0,0 Tid för aktivering (flödestid + responstid)

Aktiveringstiden för bromsarna är alltså 167ms.
Rillring Longhead
Rillringen som sitter på longheaden sköts av en cylinder.
Indata
Slanglängd: 100mm=1dm Invändig slangdiameter: 2,5mm = 0,025dm Slaglängd cylinder: 18mm =0,18dm Invändig diameter cylinder: 32mm = 0,32dm Arbetstryck: 400KPa abs Flöde för ventil MHE2-MS1H-5/2-QS4: 90 Nl per minut. Responstid för MHE2-MS1H-5/2-QS4: 2ms
Beräkning
Volym cylinder
Volym slang
Total volym
Då volymen fylls till 500KPa abs motsvarar detta i normaltryck volymen (enligt Boyles lag):
Då systemet redan innehåller atmosfärstryck vid fyllning måste denna volyms subtraheras.
0,0150 Total luftmängd att fylla är alltså 0,0590dm3. Tid för aktivering (flödestid + responstid)
Aktiveringstiden för rillringen är alltså 41ms.
Koppling longhead
Kopplingen används för att koppla på och av longheaden mot remmen för sidoförflyttning.

Indata
Slanglängd: 100mm=1dm Invändig slangdiameter: 2,5mm = 0,025dm Slaglängd cylinder: 5,5mm =0,055dm Invändig diameter cylinder: 25mm = 0,25dm Arbetstryck: 700KPa abs Flöde för ventil MHE2-MS1H-5/2-QS4: 90 Nl per minut. Responstid för MHE2-MS1H-5/2-QS4: 2ms
Beräkning
Volym cylinder
Volym slang
Total volym
Då volymen fylls till 700KPa abs motsvarar detta i normaltryck volymen (enligt Boyles lag):
Då systemet redan innehåller atmosfärstryck vid fyllning måste denna volyms subtraheras.
Total luftmängd att fylla är alltså 0,0188dm3. Tid för aktivering (flödestid + responstid)
Aktiveringstiden för kopplingen är alltså 14,5ms.
Kniv Longhead
Knivarna använd för att skära z-folden i längsled.
Indata
Slanglängd: 100mm=1dm Invändig slangdiameter: 2,5mm = 0,025dm Slaglängd cylinder: 5mm =0,05dm Invändig diameter cylinder: 25mm = 0,25dm Arbetstryck: 700KPa abs Flöde för ventil MHE2-MS1H-5/2-QS4: 90 Nl per minut. Responstid för MHE2-MS1H-5/2-QS4: 2ms

Beräkning
Volym cylinder
Volym slang
Total volym
Då volymen fylls till 700KPa abs motsvarar detta i normaltryck volymen (enligt Boyles lag):
Då systemet redan innehåller atmosfärstryck vid fyllning måste denna volyms subtraheras.
Total luftmängd att fylla är alltså 0,0174dm3. Tid för aktivering (flödestid + responstid)
Aktiveringstiden för kniven är alltså 13,6ms.
Rillring Crosshead
Indata
Slanglängd: 100mm=1dm Invändig slangdiameter: 2,5mm = 0,025dm Slaglängd cylinder: 18mm =0,18dm Invändig diameter cylinder: 32mm = 0,32dm Arbetstryck: 400KPa abs Flöde för ventil MHE2-MS1H-5/2-QS4: 90 Nl per minut. Responstid för MHE2-MS1H-5/2-QS4: 2ms
Beräkning
Volym cylinder
Volym slang

Total volym
Då volymen fylls till 400KPa abs motsvarar detta i normaltryck volymen (enligt Boyles lag):
Då systemet redan innehåller atmosfärstryck vid fyllning måste denna volyms subtraheras.
0,0150 Total luftmängd att fylla är alltså 0,0442dm3. Tid för aktivering (flödestid + responstid)
Aktiveringstiden för rillringen är alltså 31,5ms.
Kniv Crosshead
Kopplingen används för att koppla på och av longheaden mot remmen för sidoförflyttning.
Indata
Slanglängd: 100mm=1dm Invändig slangdiameter: 2,5mm = 0,025dm Slaglängd cylinder: 4mm =0,04dm Invändig diameter cylinder: 25mm = 0,25dm Arbetstryck: 700KPa abs Flöde för ventil MHE2-MS1H-5/2-QS4: 90 Nl per minut. Responstid för MHE2-MS1H-5/2-QS4: 2ms
Beräkning
Volym cylinder
Volym slang
Total volym
Då volymen fylls till 700KPa abs motsvarar detta i normaltryck volymen (enligt Boyles lag):

Då systemet redan innehåller atmosfärstryck vid fyllning måste denna volyms subtraheras.
Total luftmängd att fylla är alltså 0,0149dm3. Tid för aktivering (flödestid + responstid)
Aktiveringstiden för kopplingen är alltså 9,93ms.
Koppling/broms Crosshead
På Crossheaden är bromsen och kopplingen kopplad samman. Då kopplingen kopplar på remmen släpper bromsen och vise versa. Detta innebär att en ventil sköter två cylindrar.
Indata
Slanglängd: 350mm=3,5dm Invändig slangdiameter: 2,5mm = 0,025dm Slaglängd cylinder 1: 9mm =0,09dm Slaglängd cylinder 2: 15mm=0,15dm Invändig diameter cylinder 1: 25mm = 0,25dm Invändig diameter cylinder 2:32mm=0,32 Arbetstryck: 700KPa abs Flöde för ventil MHE2-MS1H-5/2-QS4: 90 Nl per minut. Responstid för MHE2-MS1H-5/2-QS4: 2ms
Beräkning
Volym cylindrar
Volym slang
Total volym
Då volymen fylls till 700KPa abs motsvarar detta i normaltryck volymen (enligt Boyles lag):

Då systemet redan innehåller atmosfärstryck vid fyllning måste denna volyms subtraheras.
Total luftmängd att fylla är alltså 0,0188dm3. Tid för aktivering (flödestid + responstid)
Aktiveringstiden för kopplingen/broms är alltså 74ms.

Bilaga 2 - Beräkning av pneumatik med ventil VUVG-L10-M52-RT-Q6-1R8L
Tid att fylla upp systemet för matarrullarna enlig samma resonemang som bilaga 1.
Volym slangar. 2MT
3MT
Volym cylindrar
Total volym. 2MT
0,0233+0,0137=0,037 3MT
0,0294+0,0137=0,0431 Då volymen fylls till 700KPa abs motsvarar detta i normaltryck volymen (enligt Boyles lag): 2MT
3MT
Då systemet redan innehåller atmosfärstryck vid fyllning måste denna volyms subtraheras. 2MT
0,0370 3MT
0,0431 Tid att fylla upp system
2MT
3MT

Tiden för att fylla upp luftmängden i matarrullarna är alltså 66ms respektive 77 ms beroendes på antal multitracks. För bromsarna gäller istället
Volym slang
Volym spiralslang
Volym cylindrar
Total volym
Då volymen fylls till 700KPa abs motsvarar detta i normaltryck volymen (enligt Boyles lag):
Då systemet redan innehåller atmosfärstryck vid fyllning måste denna volyms subtraheras.
0,0 Tid för aktivering (flödestid + responstid)
Tiden för att fylla upp luftmängden i matarrullarna är alltså 135ms.
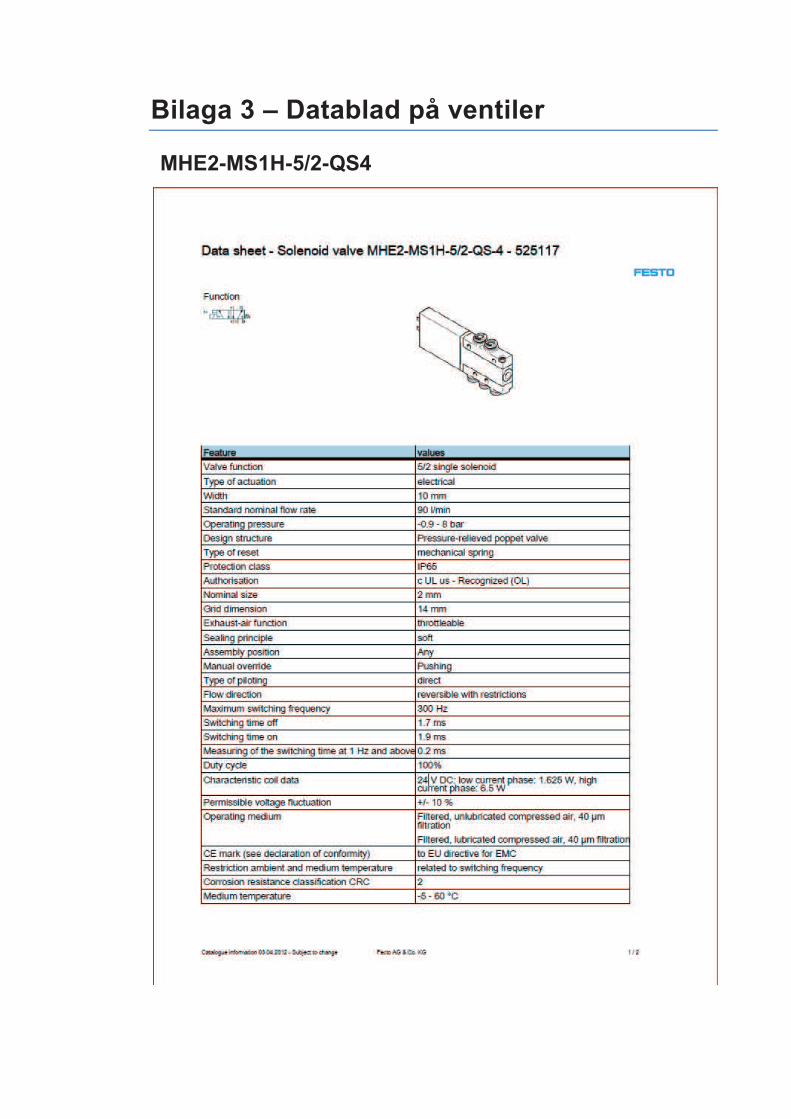
Bilaga 3 – Datablad på ventiler
MHE2-MS1H-5/2-QS4


CPE10-M1BH-5L-QS-6


VUVG-L10-M52-RT-Q6-1R8L

Bilaga 4 - Ritning på distance plate valve t=1mm

Bilaga 5 - Ritning på distance plate valve t=6mm














![Intro[Dm] [Em7] [Dm7] [Em7]. · Well it’s a [Dm] marvellous [Em7] night for a [Dm] moondance [Em7] With the [Dm] stars up ab [Em7] ove in your [Dm] eyes [Em7] A fan [Dm] tabulous](https://static.fdocuments.net/doc/165x107/5e82f022adad4b6c1444f636/introdm-em7-dm7-em7-well-itas-a-dm-marvellous-em7-night-for-a-dm.jpg)


